US3718404A - Apparatus for drilling holes through a stack of sheet paper - Google Patents
Apparatus for drilling holes through a stack of sheet paper Download PDFInfo
- Publication number
- US3718404A US3718404A US00058544A US3718404DA US3718404A US 3718404 A US3718404 A US 3718404A US 00058544 A US00058544 A US 00058544A US 3718404D A US3718404D A US 3718404DA US 3718404 A US3718404 A US 3718404A
- Authority
- US
- United States
- Prior art keywords
- stack
- drills
- drill
- station
- drilling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005553 drilling Methods 0.000 title claims abstract description 28
- 239000000463 material Substances 0.000 claims abstract description 9
- 239000000123 paper Substances 0.000 claims description 13
- 239000011087 paperboard Substances 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 abstract description 3
- 230000001050 lubricating effect Effects 0.000 abstract description 3
- 239000011241 protective layer Substances 0.000 abstract description 3
- 230000007246 mechanism Effects 0.000 description 11
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 240000000491 Corchorus aestuans Species 0.000 description 2
- 235000011777 Corchorus aestuans Nutrition 0.000 description 2
- 235000010862 Corchorus capsularis Nutrition 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 241000208140 Acer Species 0.000 description 1
- 235000007319 Avena orientalis Nutrition 0.000 description 1
- 244000075850 Avena orientalis Species 0.000 description 1
- 235000007558 Avena sp Nutrition 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/16—Perforating by tool or tools of the drill type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/03—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/36—Machine including plural tools
- Y10T408/38—Plural, simultaneously operational tools
- Y10T408/3811—Plural, simultaneously operational tools with provision for adjustment of relationship of axes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/36—Machine including plural tools
- Y10T408/38—Plural, simultaneously operational tools
- Y10T408/3833—Plural, simultaneously operational tools with means to advance work relative to Tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/36—Machine including plural tools
- Y10T408/38—Plural, simultaneously operational tools
- Y10T408/3844—Plural, simultaneously operational tools with tool-opposing, work-engaging surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/36—Machine including plural tools
- Y10T408/385—Rotatable about parallel axes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8725—Including movable, tool protecting, cushioning sheet
Definitions
- This invention relates generally to sheet binding and more particularly is directed towards new and improved, apparatus for drilling stacks of sheets.
- the present invention has for one of its objects providing improvements in the sheet binding apparatus disclosed in the foregoing patents and specifically for providing sheet drilling mechanisms capable of producing bound volumes such as notebooks, check books, paper back books, calendars, loose-leaves or the like at a much higher rate of productivity and producing bound volumes of superior characteristics and of uniform quality.
- This invention features an improved mechanism for drilling a stack of sheets such as pad of paper or other material such as perforated paperboard shoe components, for example including a reciprocating drill head adapted to accommodate either a special design spiral drill or a special design hollow drill with the stack of sheets being carried into position along with top and bottom protective layers of burr preventing and drill lubricating material backed by a wooden or aluminum drill guide block.
- the drills operate at highspeeds and the particular type of drill and speed being selected according to the type of material being drilled for optimum results.
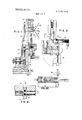
- FIG. 1 is a sectional view in side elevation of a sheet drilling apparatus made according to the invention
- FIG. 2 is a view somewhat similar to FIG. 1 on an enlarged scale, also including a showing of a binding insertion stage,
- FIG. 2A is a sectional view of a wire cutting and forming apparatus
- FIG. 3 is a detail front elevation partly in section of the element feed channel of FIG. 2,
- FIG. 4 is a sectional side elevation thereof
- FIG. 5 is a cross-sectional view in side elevation showing a drill block for use with a spiral drill
- FIG. 6 is a view similar to FIG. S'but showing a drill block for use with a hollow drill
- FIG. 7 is a cross-sectional view in side elevation showing a drill head assembly for accommodating either spiral or hollow drills,
- FIG. 8 is a side elevation of the pad supporting pan
- FIG. 9 is a top plan view thereof.
- FIG. 10 is an enlarged detail cross-sectional view taken along the line 10l0 of FIG. 9,
- FIG. 1 1 is a top plan view of a drilling arrangement
- FIG. 12 is an end elevation thereof
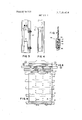
- FIG. 13 is a side elevation thereof
- FIG. 14 is a front elevation of a drilling and binding apparatus made according to the invention.
- FIGS. 1 through 6 and 8 through 10 there is illustrated an apparatus for drilling a stack of sheets, tablet or pad 10 prior to the insertion of binding elements.
- the pad drilling and binding element insertion mechanism generally comprises a horizontally movable carriage 12 on which the tablet 10 to be fastened together is carried along.
- a treadle-controlled step-by-step feed for this carriage is provided to shift the tablet edgewise along guide rails 11 after each drilling and fastening insertion operation to bring the tablet in position for another drilling and fastening insertion operation.
- a treadle-controlled mechanism is also provided for returning the tablet carriage 12 to a start position after all of the fasteners have been inserted. The mechanism for carrying out this operation is more fully disclosed in U.S. Pat. No. 2,377,340.
- a bank 13 of rotary drills one of which is indicated by reference character 14, is provided on either or both sides of the carriage 12 for simultaneously drilling a row of holes in the tablet adjacent the marginal edge thereof as suggested in FIG. 9. In some instances both sides of the tablet may be drilled simultaneously where the stack subsequently is to be cut. The drilled holes are properly spaced to receive the legs of a fastening element such as indicated by reference character 16 in FIG. 2. As disclosed in U.S. Pat. No. 2,377,340, the drill head 14 is adapted to reciprocate vertically into and out of engagement with the tablet 10. Likewise, a wooden block 18 is also adapted to reciprocate into and out of engagement with the upper surface of the stack opposite the drill.
- the wooden block is vertically movable in a standard 20 and caused to move up and down by means of a cam formed on the edge of a crank disc 22 which engages a follower 24 on a lever 26 pivotally mounted and connected with a vertically movable slide 28 by means of a connecting rod 30.
- the drill head assembly 14 is caused to reciprocate to and away from the pad by means of a connecting rod 32 secured to the crank shaft at one end and pivotally secured to the vertically slidable drill head 14.
- a connecting rod 32 secured to the crank shaft at one end and pivotally secured to the vertically slidable drill head 14.
- the drill head is caused to be moved up and down in proper timed relation and, in addition, the carriage 12 is advanced along with the pad 10 and tape 34 fed from a supply roll 33 and wound up on a take up roll 35 (FIG. 8).
- the drill assembly is operated by means of a pulley system which through gearing rotates a drill 36.
- the wooden block 18 is preformed with a recess 38 which conforms to the tip of the drill 36 and serves to center and stabilize the drill after it passes through the pad 10.
- the block also serves, in cooperation with the tape 34, to prevent formation of burrs on the pad about the drill hole.
- the block 18 is of a hard wood, such as maple, and
- the tape 34 may be formed from jute, aluminum foil or waxed paperboard.
- the aluminum or jute is preferred whereas using a hollow drill 40 as suggested in FIG. 4, the waxed paper is preferred.
- the drill 40 is a tubular device having interior tapered walls which are sharply tapered inwardly near the tip and gradually tapered outward along the shank. The upper peripheral edge of the tip is sharpened and the drill works at high speed.
- a plug 42 is formed from the core of paper out from the pad.
- the shape of the drill in cooperation with a boss 44 formed at the top of the block recess serves to force the plug downwardly where it is ejected from the bottom of the open-ended drill.
- the drill tip will be continuously lubricated during each cycle.
- the wax helps to keep the drill clean and aids in the movement of the plug through the drill.
- the hollow drill only one layer of waxed paperboard is needed on the top of the pad while for the spiral drill, tape should be on both sides of the pad to produce clean holes' properly drilled.
- the drills are mounted to the drill head assembly by means of an adapter 46, best shown in FIG. 7.
- the adapter permits mounting of either a spiral drill or a hollow drill, the exchange being made in a quick and easy manner.
- the adapter is organized about an elongated sleeve nut 48 formed with an end collar 50 which bears against an internal shoulder formed on the drill shank and the upper end of a drill spindle chuck 52.
- the chuck 52 is externally threaded to the internal threads of the nut 48 and is also provided with a set screw 54 for locking the drill 36 in position.
- the nut 48 will be seen to be threaded onto the top end ofa drive shaft 56.
- the arrangement is such that the adapter can accommodate either a spiral or a hollow drill, as desired.
- the drill is arranged in banks so that a number of holes may be drilled simultaneously.
- the drills are mounted for variable spacing so that holes may be drilled through the pad according to any desired spacing.
- the variable spacing mounting may take the form of a horizontal channel member 57 (FIG. 8) in which are mounted slidable blocks 59 each carrying one or more drill heads clamped in position.
- the blocks are slidably mounted along the channel member and locked by any suitable means such as bolts 61 or the like.
- the drills and paper can be mounted front to back and top to bottom in various combinations to achieve the most efficient operating arrangement.
- the assembly including the carriage, may be mounted on an angle so that drilling is done at an approximately 45 angle from the vertical as in FIG. 14.
- This arrangement is particularly useful in forming the holes with the hollow drills since the plugs will drop clear of the driving mechanism.
- a vacuum hood may be employed around the spiral drill to carry away shavings and shields may be employed with hollow drills to guide the paper plugs that drop by gravity.
- Oblong holes may be produced by imparting a slight lateral shifting motion to the pad of paper.
- the shifting motion may be obtained by means of bringing a cam face to bear against the carriage by operation of a foot treadle or the like.
- FIGS. ll, 12 and !I3 there is shown an arrangement for drilling on both sides of a pad to obtain a large number of small, closely spaced holes.
- drills are mounted on each side of the pad in staggered relation. Both banks drill to and away from the pad which is indexed along between the banks.
- Air jets and vacuum ducts, as shown in FIG. 12, may be used to clear dust and chips.
- FIG. 2 there is illustrated a portion of the apparatus in which binding elements are initially inserted.
- This station is adjacent the drilling section and includes a forming mandrel and a forming die 62.
- This mechanism is more fully disclosed in US. Pat. No. 2,850,927 and in general the binding element 16, initially in the form of a staple, is forced down between the die and the mandrel forming loops of its parallel legs.
- FIGS. 3 and 4 there is illustrated an interchangeable channel assembly for accommodating binding elements of different size wire.
- the assembly includes replaceable guide plates 63 each with a longitudinal channel 65 of a size to receive the legs of the staple l6. Adjusting screws 67 permit adjusting the feed tension of the assembly.
- FIG. 2A there is shown a mechanism for severing wire 69, coming from a reel or the like, to proper length before being formed into a U-shape.
- the mechanism includes a shearing knife 71 the opposing faces of which are concave to produce rounded ends on the cut wire to facilitate its insertion through the holes that have been made through the paper.
- the remaining portion of this mechanism is more fully disclosed in US. Pat. No. 3,073,355.
- Apparatus for drilling holes through a stack of sheet paper comprising a. a plurality of parallel drills defining a drilling station,
- carriage means adapted to support said stack and move along said guide means to carry said stack into and out of said drilling station
- a wooden block mounted at said station coaxially opposite said drill in position to bear against at least one margin of said stack moved into said station
- adjustable mounting means supporting said drills whereby the spacing between drills may be selectively varied
- each of said drills being hollow and said block being formed with a recess oppositely each of said drills to receive each drill tip after it passes through said stack and a boss formed at the base of each recess for ejecting paper plugs through said drill.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Stacks of sheets to be bound are fed into a drilling apparatus which forms a series of smooth openings into which binding elements are subsequently inserted. The stack of sheets is temporarily covered at the drilling station with a protective layer of drill lubricating material held in place by a wooden drill block which prevents development of burrs at the drill openings. The formation of the holes in the stack may be by means of a special design spiral drill or by means of a special design hollow drill.
Description
lJnited States Patent 91 Grinnell et al.
[ 51 Feb. 27, 1973 APPARATUS FOR DRILLING HOLES THROUGH A STACK OF SHEET PAPER Inventors: George G. Grinnell, 166 Indepen- Filed:
dence Avenue, Quincy, Mass. 02121; Sherman K. Grinnell, 1196 Belrose Rd., Mayfield Heights, Cleveland, Ohio 44124; Garith K. Grinnell, 187 lndianhead Street, Hansen, Mass. 02341 July 27, 1970 Appl. No.: 58,544
Related US. Application Data Division of Ser. No. 717,738, April I, 1968, Pat. No.
US. Cl. ...408/46, 408/50, 408/52, 408/53 Int. Cl. ..B23b 39/16 FieldofSearch ..408/46,50,52,53,42
[56] References Cited UNITED STATES PATENTS 2,850,927 9/1958 Grinnell ..408/70 1,710,744 4/1929 Roe ..408/46 3,357,280 l2/1967 Holloway eta ..408/50 Primary Examiner-Gil Weidenfeld Att0rneyMorse, Altman & Oates [57] ABSTRACT Stacks of sheets to be bound are fed into a drilling apparatus which forms a series of smooth openings into which binding elements are subsequently inserted. The stack of sheets is temporarily covered at the drilling station with a protective layer of drill lubricating material held in place by a wooden drill block which prevents development of burrs at the drill openings. The formation of the holes in the stack may be by means of a special design spiral drill or by means of a special design hollow drill.
4 Claims, 15 Drawing Figures PATENTEDFEBZYIQB 1 3,718,404
SHEET 3 BF 4 FIG.I3
APPARATUS FOR DRILLING HOLES THROUGH A 1 STACK OF SHEET PAPER CROSS REFERENCE TO RELATED APPLICATION .This is a division of application Ser. No. 717,738 filed Apr. 1, 1968 now U.S. Pat. No. 3,525,126.
BACKGROUND OF THE INVENTION 1. Field of the Invention This invention relates generally to sheet binding and more particularly is directed towards new and improved, apparatus for drilling stacks of sheets.
2. Description of the Prior Art.
In U.S. Pats. Nos. 2,377,340, 2,850,927 and 3,073,355 there are disclosed various portions of a sheet binding apparatus adapted to form binding elements from wire, drilling a pile of sheets to be bound, and inserting the binders through the drilled holes in the sheets. The apparatus disclosed in these patents at the time represented a substantial advance in the art of sheet binding insofar as it is capable of high productivity as well as producing a bound volume of improved quality. The present invention has for one of its objects providing improvements in the sheet binding apparatus disclosed in the foregoing patents and specifically for providing sheet drilling mechanisms capable of producing bound volumes such as notebooks, check books, paper back books, calendars, loose-leaves or the like at a much higher rate of productivity and producing bound volumes of superior characteristics and of uniform quality.
SUMMARY OF THE INVENTION This invention features an improved mechanism for drilling a stack of sheets such as pad of paper or other material such as perforated paperboard shoe components, for example including a reciprocating drill head adapted to accommodate either a special design spiral drill or a special design hollow drill with the stack of sheets being carried into position along with top and bottom protective layers of burr preventing and drill lubricating material backed by a wooden or aluminum drill guide block. The drills operate at highspeeds and the particular type of drill and speed being selected according to the type of material being drilled for optimum results.
BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is a sectional view in side elevation of a sheet drilling apparatus made according to the invention,
FIG. 2 is a view somewhat similar to FIG. 1 on an enlarged scale, also including a showing of a binding insertion stage,
FIG. 2A is a sectional view of a wire cutting and forming apparatus,
FIG. 3 is a detail front elevation partly in section of the element feed channel of FIG. 2,
FIG. 4 is a sectional side elevation thereof,
FIG. 5 is a cross-sectional view in side elevation showing a drill block for use with a spiral drill,
FIG. 6 is a view similar to FIG. S'but showing a drill block for use with a hollow drill,
FIG. 7 is a cross-sectional view in side elevation showing a drill head assembly for accommodating either spiral or hollow drills,
FIG. 8 is a side elevation of the pad supporting pan,
FIG. 9 is a top plan view thereof,
FIG. 10 is an enlarged detail cross-sectional view taken along the line 10l0 of FIG. 9,
FIG. 1 1 is a top plan view of a drilling arrangement,
FIG. 12 is an end elevation thereof,
FIG. 13 is a side elevation thereof, and
FIG. 14 is a front elevation of a drilling and binding apparatus made according to the invention.
DESCRIPTION OF THE PREFERRED EMBODIMENT Referring now to FIGS. 1 through 6 and 8 through 10 there is illustrated an apparatus for drilling a stack of sheets, tablet or pad 10 prior to the insertion of binding elements. The pad drilling and binding element insertion mechanism generally comprises a horizontally movable carriage 12 on which the tablet 10 to be fastened together is carried along. A treadle-controlled step-by-step feed for this carriage is provided to shift the tablet edgewise along guide rails 11 after each drilling and fastening insertion operation to bring the tablet in position for another drilling and fastening insertion operation. A treadle-controlled mechanism is also provided for returning the tablet carriage 12 to a start position after all of the fasteners have been inserted. The mechanism for carrying out this operation is more fully disclosed in U.S. Pat. No. 2,377,340.
A bank 13 of rotary drills, one of which is indicated by reference character 14, is provided on either or both sides of the carriage 12 for simultaneously drilling a row of holes in the tablet adjacent the marginal edge thereof as suggested in FIG. 9. In some instances both sides of the tablet may be drilled simultaneously where the stack subsequently is to be cut. The drilled holes are properly spaced to receive the legs of a fastening element such as indicated by reference character 16 in FIG. 2. As disclosed in U.S. Pat. No. 2,377,340, the drill head 14 is adapted to reciprocate vertically into and out of engagement with the tablet 10. Likewise, a wooden block 18 is also adapted to reciprocate into and out of engagement with the upper surface of the stack opposite the drill. The wooden block is vertically movable in a standard 20 and caused to move up and down by means of a cam formed on the edge of a crank disc 22 which engages a follower 24 on a lever 26 pivotally mounted and connected with a vertically movable slide 28 by means of a connecting rod 30.
The drill head assembly 14 is caused to reciprocate to and away from the pad by means of a connecting rod 32 secured to the crank shaft at one end and pivotally secured to the vertically slidable drill head 14. As more fully disclosed in the above patent, each time the mechanism is cycled, the drill head is caused to be moved up and down in proper timed relation and, in addition, the carriage 12 is advanced along with the pad 10 and tape 34 fed from a supply roll 33 and wound up on a take up roll 35 (FIG. 8). The drill assembly is operated by means of a pulley system which through gearing rotates a drill 36.
As shown in FIG. 5, the wooden block 18 is preformed with a recess 38 which conforms to the tip of the drill 36 and serves to center and stabilize the drill after it passes through the pad 10. The block also serves, in cooperation with the tape 34, to prevent formation of burrs on the pad about the drill hole. In practice, the block 18 is of a hard wood, such as maple, and
the tape 34 may be formed from jute, aluminum foil or waxed paperboard. For spiral drills the aluminum or jute is preferred whereas using a hollow drill 40 as suggested in FIG. 4, the waxed paper is preferred. As shown in FIG. 6 the drill 40 is a tubular device having interior tapered walls which are sharply tapered inwardly near the tip and gradually tapered outward along the shank. The upper peripheral edge of the tip is sharpened and the drill works at high speed. When it passes through the pad 10 into the block 18' a plug 42 is formed from the core of paper out from the pad. The shape of the drill in cooperation with a boss 44 formed at the top of the block recess serves to force the plug downwardly where it is ejected from the bottom of the open-ended drill. Using waxed paperboard for the tape as indicated in 34' the drill tip will be continuously lubricated during each cycle. In addition, the wax helps to keep the drill clean and aids in the movement of the plug through the drill. With the hollow drill, only one layer of waxed paperboard is needed on the top of the pad while for the spiral drill, tape should be on both sides of the pad to produce clean holes' properly drilled.
The drills are mounted to the drill head assembly by means of an adapter 46, best shown in FIG. 7. The adapter permits mounting of either a spiral drill or a hollow drill, the exchange being made in a quick and easy manner. Generally the adapter is organized about an elongated sleeve nut 48 formed with an end collar 50 which bears against an internal shoulder formed on the drill shank and the upper end of a drill spindle chuck 52. The chuck 52 is externally threaded to the internal threads of the nut 48 and is also provided with a set screw 54 for locking the drill 36 in position. The nut 48 will be seen to be threaded onto the top end ofa drive shaft 56. The arrangement is such that the adapter can accommodate either a spiral or a hollow drill, as desired. In practice, the drill is arranged in banks so that a number of holes may be drilled simultaneously. The drills are mounted for variable spacing so that holes may be drilled through the pad according to any desired spacing. In practice, the variable spacing mounting may take the form of a horizontal channel member 57 (FIG. 8) in which are mounted slidable blocks 59 each carrying one or more drill heads clamped in position. The blocks are slidably mounted along the channel member and locked by any suitable means such as bolts 61 or the like. Depending on the type of work to be done the drills and paper can be mounted front to back and top to bottom in various combinations to achieve the most efficient operating arrangement. As a modification of the drilling arrangement the assembly, including the carriage, may be mounted on an angle so that drilling is done at an approximately 45 angle from the vertical as in FIG. 14. This arrangement is particularly useful in forming the holes with the hollow drills since the plugs will drop clear of the driving mechanism. Also a vacuum hood may be employed around the spiral drill to carry away shavings and shields may be employed with hollow drills to guide the paper plugs that drop by gravity.
In some binding operations it may be desirable to form an oblong hole rather than a conventional circular hole. Oblong holes may be produced by imparting a slight lateral shifting motion to the pad of paper. The shifting motion may be obtained by means of bringing a cam face to bear against the carriage by operation of a foot treadle or the like.
In FIGS. ll, 12 and !I3 there is shown an arrangement for drilling on both sides of a pad to obtain a large number of small, closely spaced holes. As shown, drills are mounted on each side of the pad in staggered relation. Both banks drill to and away from the pad which is indexed along between the banks. Air jets and vacuum ducts, as shown in FIG. 12, may be used to clear dust and chips.
Referring now more particularly to FIG. 2 there is illustrated a portion of the apparatus in which binding elements are initially inserted. This station is adjacent the drilling section and includes a forming mandrel and a forming die 62. This mechanism is more fully disclosed in US. Pat. No. 2,850,927 and in general the binding element 16, initially in the form of a staple, is forced down between the die and the mandrel forming loops of its parallel legs. In FIGS. 3 and 4 there is illustrated an interchangeable channel assembly for accommodating binding elements of different size wire. The assembly includes replaceable guide plates 63 each with a longitudinal channel 65 of a size to receive the legs of the staple l6. Adjusting screws 67 permit adjusting the feed tension of the assembly.
In FIG. 2A there is shown a mechanism for severing wire 69, coming from a reel or the like, to proper length before being formed into a U-shape. The mechanism includes a shearing knife 71 the opposing faces of which are concave to produce rounded ends on the cut wire to facilitate its insertion through the holes that have been made through the paper. The remaining portion of this mechanism is more fully disclosed in US. Pat. No. 3,073,355.
Having thus described the invention what we claim and desire to obtain by Letters Patent of the United States is:
1. Apparatus for drilling holes through a stack of sheet paper, comprising a. a plurality of parallel drills defining a drilling station,
b. guide means extending through said station,
0. carriage means adapted to support said stack and move along said guide means to carry said stack into and out of said drilling station,
. a wooden block mounted at said station coaxially opposite said drill in position to bear against at least one margin of said stack moved into said station,
e. a layer of sheet material overlaying the opposite surfaces of said margin at said station,
f. means mounting said drills for reciprocation below said station, for movement through said margin to and away from said block,
g. adjustable mounting means supporting said drills whereby the spacing between drills may be selectively varied,
h. each of said drills being hollow and said block being formed with a recess oppositely each of said drills to receive each drill tip after it passes through said stack and a boss formed at the base of each recess for ejecting paper plugs through said drill.
2. Apparatus according to claim 1 wherein said material is waxed paperboard.
moved along a horizontal path through said station with the plane of said stack tilted and the axes of said drills are inclined from the vertical and perpendicular to the tilted plane of said stack.
Claims (4)
1. Apparatus for drilling holes through a stack of sheet paper, comprising a. a plurality of parallel drills defining a drilling station, b. guide means extending through said station, c. carriage means adapted to support said stack and move along said guide means to carry said stack into and out of said drilling station, d. a wooden block mounted at said station coaxially opposite said drill in position to bear against at least one margin of said stack moved into said station, e. a layer of sheet material overlaying the opposite surfaces of said margin at said station, f. means mounting said drills for reciprocation below said station, for movement through said margin to and away from said block, g. adjustable mounting means supporting said drills whereby the spacing between drills may be selectively varied, h. each of said drills being hollow and said block being formed with a recess oppositely each of said drills to receive each drill tip after it passes through said stack and a boss formed at the base of each recess for ejecting paper plugs through said drill.
2. Apparatus according to claim 1 wherein said material is waxed paperboard.
3. Apparatus according to claim 1 including an adapter mounting each of said drills, said adapter including cooperating threaded chuck and nut adapted to mount drills of various configurations.
4. Apparatus according to claim 1 wherein said guide means are inclined whereby said carriage and stack are moved along a horizontal path through said station with the plane of said stack tilted and the axes of said drills are inclined from the vertical and perpendicular to the tilted plane of said stack.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US5854470A | 1970-07-27 | 1970-07-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3718404A true US3718404A (en) | 1973-02-27 |
Family
ID=22017475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US00058544A Expired - Lifetime US3718404A (en) | 1970-07-27 | 1970-07-27 | Apparatus for drilling holes through a stack of sheet paper |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3718404A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3853421A (en) * | 1973-02-16 | 1974-12-10 | Sickinger Co H | Paper drilling machine |
| US4019826A (en) * | 1973-06-18 | 1977-04-26 | Lcoa Laminating Company Of America | Method for drilling circuit boards |
| US4059162A (en) * | 1976-06-14 | 1977-11-22 | Lawrence Brothers, Inc. | Drilling unit for stadium seats |
| US5067859A (en) * | 1990-02-15 | 1991-11-26 | Systems Division Incorporated | Method for drilling small holes in printed circuit boards |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1710744A (en) * | 1925-03-27 | 1929-04-30 | Alexander B Roe | Book-drilling machine |
| US2850927A (en) * | 1954-02-11 | 1958-09-09 | George G Grinnell | Sheet binder |
| US3357280A (en) * | 1965-03-16 | 1967-12-12 | Drilco Inc | Perforating apparatus |
-
1970
- 1970-07-27 US US00058544A patent/US3718404A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1710744A (en) * | 1925-03-27 | 1929-04-30 | Alexander B Roe | Book-drilling machine |
| US2850927A (en) * | 1954-02-11 | 1958-09-09 | George G Grinnell | Sheet binder |
| US3357280A (en) * | 1965-03-16 | 1967-12-12 | Drilco Inc | Perforating apparatus |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3853421A (en) * | 1973-02-16 | 1974-12-10 | Sickinger Co H | Paper drilling machine |
| US4019826A (en) * | 1973-06-18 | 1977-04-26 | Lcoa Laminating Company Of America | Method for drilling circuit boards |
| US4059162A (en) * | 1976-06-14 | 1977-11-22 | Lawrence Brothers, Inc. | Drilling unit for stadium seats |
| US5067859A (en) * | 1990-02-15 | 1991-11-26 | Systems Division Incorporated | Method for drilling small holes in printed circuit boards |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0184642B1 (en) | Process for the production of plate-like work pieces with bore holes, especially of wood or similar material, and an apparatus for carrying out the process | |
| US2364011A (en) | Punching machine | |
| CN1070859A (en) | Improvement of workpiece length stop block | |
| JPS63283894A (en) | Sheet material perforator | |
| US3718404A (en) | Apparatus for drilling holes through a stack of sheet paper | |
| CN108856823A (en) | Milling attachment for auto parts and components crank connecting link | |
| US1955866A (en) | Method and apparatus for perforating sheet material | |
| DE2144800B2 (en) | Machine for boring out the inner groove of resilient piston rings | |
| CN210059860U (en) | Automatic go up unloading boring machine | |
| US3125920A (en) | Figure | |
| CN207309536U (en) | A kind of crankcase cover of motorcycle side drilling system | |
| US3738209A (en) | Device for punching holes in metal tubes | |
| CN108856826A (en) | Double End string milling machine for crank connecting link | |
| US2320205A (en) | Apparatus for perforating sheet material | |
| US2586166A (en) | Apparatus for producing drive pins | |
| CN110712017B (en) | Milling cutter production process and fishtail machine clamping device applied to milling cutter production process | |
| US539600A (en) | Automatic stud-turning machine | |
| US3357280A (en) | Perforating apparatus | |
| CN115121832A (en) | Punching device | |
| CN221774023U (en) | Full-automatic puncher | |
| US1731036A (en) | Machine for the manufacture of screws | |
| US2044709A (en) | Multiple spindle drill | |
| US2456245A (en) | Machine for drilling capstan head screws | |
| US3459074A (en) | Method and apparatus for the perforation of edges of paper stacks | |
| CN115556193B (en) | Special multi-hole drilling machine for musical instrument processing |