US3205089A - Method and apparatus for flow coating objects - Google Patents
Method and apparatus for flow coating objects Download PDFInfo
- Publication number
- US3205089A US3205089A US356533A US35653364A US3205089A US 3205089 A US3205089 A US 3205089A US 356533 A US356533 A US 356533A US 35653364 A US35653364 A US 35653364A US 3205089 A US3205089 A US 3205089A
- Authority
- US
- United States
- Prior art keywords
- liquid
- curtain
- basin
- objects
- painting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/005—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/002—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the work consisting of separate articles
- B05C5/004—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the work consisting of separate articles the work consisting of separate rectangular flat articles, e.g. flat sheets
Definitions
- the present invention relates to the application of a liquid coating to objects by moving the objects to be coated through a downwardly flowing curtain or sheet of the coating liquid.
- One object of the invention is to provide an improved surface coating machine of the above character in which a curtain of surface coating liquid is produced in a new and improved manner that permits an extensive simplification of the construction of the machine while at the same time assuring an improved efficiency and uniformity in the coating of objects passed through the machine.
- Another object is to provide an improved method of applying a liquid coating to objects to be coated.
- Another object is to provide a surface coating machine having a new and improved mode of operation in producing a coating curtain of the coating liquid, which greatly simplifies adjustment of the machine to produce a curtain of coating liquid having the optimum thickness and flow characteristics for different coating operations.
- a more specific object is to provide an improved coating machine, as recited, in which a surface coating curtain of adjustable thickness is produced in a manner that obviates any need for adjustment of the curtain forming structure as such in order to adjust the effective thickness of the curtain or the volumetric rate of flow of the coating liquid in the curtain.
- Another object is to provide an improved surface coating machine, as recited, which assures proper contact of the curtain of coating liquid with the surfaces of the objects to be coated.
- Another object of the invention is to provide an improved surface coating machine of the character recited which is not subject to clogging or blockage of the normal flow of coating liquid into any portion of the curtain being formed with the result that the continuity of a coating curtain of uniform velocity and thickness is assured.
- Another object is to sharply reduce the cost of surface coating machines of the above character while at the same time improving the operating characteristics of the machines.
- Another object is to provide an improved surface coating machine as recited in which a coating curtain is produced by a remarkably inexpensive curtain forming head which does not require in its construction the maintenance of close tolerances on either the dimensions of component parts of the head or the positional relationships of the component parts relative to each other.
- a further object is to provide a surface coating machine as recited which has a new and improved construction that minimizes the volume of the residual liquid containing capacity of the curtain forming head while at the same time assuring the formation of a curtain having a thickness which does not vary along a cross section of the curtain perpendicular to the line of liquid How in the curtain.
- a further object is to provide an improved surface coating machine incorporating extremely simple and inexpensive curtain forming means which assures a highly desirable parting or separation of the coating curtain from the curtain forming structure.
- Still another object of the invention is to provide an improved surface coating curtain forming head which produces a surface coating curtain of uniform thickness and assures a continued uniformity in the thickness of the falling curtain while preventing contraction of the lateral width of the curtain as it falls.
- Another object of the invention is to provide a surface coating machine having an improved and highly compact construction which effectively produces a surface coating free of defects due to the entrainment of air bubbles in the coating liquid.
- FIGURE 1 is a perspective view of a surface coating machine embodying the invention
- FIG. 2 is a fragmentary vertical sectional view taken along the line 22 in FIG. 1;
- FIG. 3 is a fragmentary vertical sectional view taken with reference to the irregular line 33 in FIG. 2;
- FIG. 4 is a horizontal sectional view taken along the irregular line 4-4 in FIG. 2;
- FIG. 5 is a fragmentary perspective view showing one end of a curtain head support element
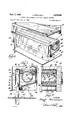
- FIG. 6 is a fragmentary perspective view taken with reference to the line 6--6 of FIG. 1, and illustrating a surface coating curtain moving down onto an underlying object to be coated from the curtain forming head, from which the front cover is removed in this figure for clearness in illustration;
- FIG. 7 is an enlarged transverse sectional view of the curtain forming head taken with reference to the line 77 in FIG. 3;
- FIG. 8 is a fragmentary longitudinal sectional View of the curtain forming head taken with reference to the irregular line 8-8 in FIG. 7;
- FIG. 9 is an exploded perspective view illustrating the construction at one end of the curtain forming head
- FIG. 10 is a fragmentary sectional View taken with reference to the line 1010 in FIG. 9 and showing the assembled relationship of the structural parts;
- FIG. 11 is a schematic elevational view of the machine illustrating the relationship of the curtain forming structure to a variable speed conveyor incorporated into the machine;
- FIG. 12 is a fragmentary perspective view of fluid receiving means removably mounted in the machine to underlie the surface coating curtain formed in the machine;
- FIG. 13 is an elevational View of a detachable coating liquid supply unit of the machine
- FIG. 14 is a vertical sectional view taken with reference to the line 14-14 of FIG. 13;
- FIG. 15 is a fragmentary sectional view on an enlarged scale taken along the line 15-15 of FIG. 14;
- FIG. 16 is an exploded perspective view of components of deaerating structure of the liquid supply unit.
- the surface coating machine 20 shown in FIG. 1 and forming the exemplary embodiment of the invention illustrated comprises a conveyor table 22 designed to translate objects 24 to be coated along a generally horizontal path through a surface coating zone 26 extending transversely across a medial portion of the table, FIGS. 1, 2 and 6.
- a vertical curtain 28 FIG. 6, of the surface coating liquid which moves downwardly onto the objects passing through the curtain as shown in FIGS. 6 and 7.
- the curtain 28 of coating liquid is formed in the improved machine 20 in a manner which simplifies both the construction and operation of the machine, as will presently appear, while at the same time assuring a superior coating of the objects 24 passed through the machine.
- the curtain 28 flows downwardly across the path of the objects 24 from a horizontally elongated curtain forming head 30 supported from the table 22 in transverse overlying relation to the path of the objects 24.
- the head 30 has a very simple construction, to be described presently in detail, which defines a narrow horizontally elongated basin 32, FIGS. 2, 6 and 7, which is open to the atmosphere.
- the coating liquid to be applied to the objects 24 is continuously supplied to the basin 32 at a rate that is adjusted to provide a volumetric rate of liquid flow in the curtain 28, which produces a curtain of the optimum thickness desired, as will presently appear.
- the coating liquid fills the basin 32 and flows continuously by gravity over a straight horizontal weir or lip 34, FIGS. 2, 6 and 7, extending longitudinally along one side of the basin 32 and defining the lowest level of the rim of the basin.
- the level to which the coating liquid can rise in the basin 32 is limited by the overflowing of liquid over the weir 34.
- the weir 34 is shaped, as shown in FIG. 7, to define a flat horizontal Weir surface 36 of substantial width extending longitudinally along the adjacent edge of the basin 32.
- the skirt 40 across which the liquid layer 36 fiows by gravity is located in a vertical position as shown and has a substantial vertical extent.
- the lower extremity of the skirt 40 terminates in a thin, abrupt horizontal edge or lip 42 which assures a smooth undistorted parting of the downwardly flowing fluid layer 38 from the lower edge of the skirt to form the desired fluid coating curtain 28.
- the basin 32 and weir 34 are structurally formed basically from two simple sheet metal channels 44, 46 of simple design which extend horizontally between two end plates 48.
- the channel 44 is designed to provide structural rigidity and strength in the head 30 while defining a major portion of the structure of the basin 32.
- the other channel is fashioned from thinner sheet metal material and is designed to form the weir 34 and flow skirt 40 and to coact with the channel 44 and end plates 48 to complete the structure of the basin 32.
- the channel 44 is formed of relatively heavy gauge sheet metal stock and is positioned on its side between the plates 48.
- An upper side wall 50, FIG. 2, of the channel 44 extends upwardly and forwardly beyond a downwardly and forwardly inclined lower side wall 52 of the channel.
- Opposite ends of the channel 44 are welded to the opposing surfaces of the respective end plates 48.
- the channel 46 is mounted in the head 30 in a manner which provides for easy removal of the channel to facilitate cleaning of the head.
- the channel 46 comprises two horizontally spaced parallel legs or walls 40, 54 extending downwardly from opposite edges of an intervening horizontal segment 56 of the channel, which defines the previously mentioned horizontal weir surface 36 as shown in FIG. 7.
- the outer leg or wall 40 forms the previously mentioned flow skirt 40 and is for that reason designated by the same reference number.
- the lower edge of the thin sheet metal leg 40 of the channel 46 forms the narrow edge 42 previously referred to from which the downwardly flowing fluid layer 38 parts to form the coating curtain 23.
- the narrow edge 42 formed by the thin sheet metal leg 40 which is located in a vertical position as shown and described, can be accurately and aptly described as being thin and more particularly as being thin in horizontal section.
- the horizontal thinness of the curtain forming edge 42 is clearly shown in the vertical sectional view of the leg 40, which includes the edge 42, appearing in FIG. 7.
- a horizontal sectional view of the leg 40 is clearly shown in FIG. 8.
- the horizontal sectional view of the leg 40 appearing in FIG. 8 is taken at a level well above the lower edge 42 of the leg, it is identical to a horizontal sectional view taken through the lower extremity of the edge 42 and accurately depicts a horizontal section of the edge 42, which is horizontally thin.
- the lower edge of the inner channel wall 54 depends below the lower edge of the outer channel wall or flow skirt 40 as shown in FIG. 7 and is bent to form an upwardly projecting retainer lip 58, which is horizontally offset rearwardly from the main portion of the wall 54.
- the lip 58 Upon assembly of the channel 46 into the head 39, the lip 58 fits around a downwardly and rearwardly extending flange 60 on the lower forward edge of the lower wall 52 of the channel 44. Sealing of the lower edge of the channel 46 to the channel flange 60 is effected by an elongated seal 62 interposed between the flange 6i) and the channel wall 54 as shown.
- each bar 64 has a width in the direction of movement of the objects 24 which somewhat exceeds the spacing between the channel walls 40, 54.
- a notch 66 cut into the upper forward edge of each bar 64, as shown in FIG. 9, is dimensioned to receive the flow skirt 40 and allow the upper end of the bar to fit between the channel walls 40, 54 into underlying supporting engagement with the intervening channel portion 56 as shown in FIGS. 7 and 10.
- Each bar 64 is supported against the inner face of the adjacent end plate 48, as recited, by means of a knurled screw 68 extending through the end plate into threaded engagement with the upper end of the bar as shown in FIG. 10.
- a helical compression spring 70 interposed between plate 48 and the head of the screw 68 provides for controlled tightening of the screw without stripping of the screw threads.
- a front cover 72 for the head 32 is removably supported on the upper forward edge of the channel leg 50 as shown in FIG. 2 to extend downwardly across the forward edges of the end plates 48 to the lower side of the head.
- the head 30 itself is supported on the table 22 by means which provides for vertical adjustment of the head relative to the table.
- the rear edges of the head end plates 48 slidably engage two inwardly turned vertical flanges 74 formed on the vertical forward edges of two head support brackets 76 mounted on opposite sides of the table 22 as shown in FIG. 1.
- a horizontal guide plate 78 secured to the upper edges of the head plates 48 in spanning relation to the head plates defines a guide flange 80 extending downwardly from the rear edge of the guide plate and laterally into engagement with the rear faces of the vertical flanges 74 as shown in FIGS. 4 and 5.
- the head 30 is supported and vertically adjusted by means of a support web 82 having a width extending substantially the full length of the head.
- the web 82 is medially trained over a horizontal roller 84 extending between the upper ends of the supports 76 in alined relation with the rear edge of the guide bracket 30.
- Opposite ends of the web 82 are connected respectively to the guide flange 80 and to a take-up roller 86 extending between the supports 76 as shown in FIGS. 2 and 4.
- the roller 86 is supported against rotation by the weight of the head 30 by means of a friction disc 88 connected to the roller and engaging one of the brackets 76 as shown in FIG. 4.
- Rotary adjustment of the roller 86 to effect vertical adjustment of the head 30 is madev by means of a hand Wheel 90 secured to a projecting end of the roller.
- Coating liquid flowing through the curtain 28 and not caught by one of the objects 24 is received within a relatively narrow drainage trough 92, FIGS. 1, 2 and 12, removably mounted in the table 22 to extend transversely across the table in underlying relation to the path of the objects 24 and in underlying alinement with the flow skirt 40 on the head 30.
- the trough 92 is formed by an upwardly open, sheet metal channel 94, FIG. 12, having outwardly flared upper edges 96, FIG. 2.
- a drain board 98 is suspended within the upper end of the trough channel 94 in a laterally inclined position by means of a plurality of longitudinally spaced skid brackets 100 fixed to the upper side of the drain board and adapted to rest at opposite ends on the outwardly flared edges 96 of the channel 94.
- the brackets 104) are shaped and dimensioned to define straight horizontal upper edges 102 disposed in flush alinement with the lower side of the path of the objects 24, which are moved along the table 22 in a manner to be described presently.
- the brackets serve the additional function of supporting the objects 24 as they move across the upper end of the trough 92.
- the object supporting edges 162 of the brackets 100 are quite narrow and parallel to the direction of movement of objects through the coating curtain. Hence, the amount of coating liquid collected by the edges 102, when uncovered, and deposited on objects moving across the support edges is quite small.
- the trough 92 thus formed is of an inexpensive construction and is readily removable from the table 22.
- the drain board 98 and the attached brackets 100 can be lifted out of the trough to facilitate cleaning as desired.
- the trough 92 is supported in the table 22 in a longitudinally inclined position such that liquid received in the trough drains out one end into a reservoir 104 in a portable coating fluid supply unit 106 having a normal working position alongside the table, FIG. 1.
- improved deaerating structure incorporated into the liquid supply unit 106 in a manner to be described later, cooperates with other features of the improved machine to avoid defects in the surface coating due to the entrainment of air bubbles in the coating liquid.
- a pump 108 mounted on the liquid supply unit 106 and energized by a variable speed fluid motor 110 supplies fluid from the reservoir 104 through a flexible conduit 112 to the curtain forming head 30.
- the instantaneous output rate of the pump 168 is controlled by controlling the speed of the driving motor 110 by actuation of a pump motor speed control element 113 on one side of the table 22, FIG. 1.
- the pump motor 111% is energized by operating fluid supplied under pressure through an inlet line 115 from explosion proof hydraulic actuating means incorporated into the machine to move the objects to be coated through the coating zone 26.
- the pump speed control element 113 coacts with the hydraulic actuating means to control the volumetric rate at which operating fluid is supplied to the pump motor 111), thus controlling the motor speed and the pump output rate.
- Operating fluid exhausted from the motor 116 is carried away through a discharge line 117.
- the coating liquid supplied through the conduit 112 to the head 30 is introduced into the basin 32 and distributed along the length of the basin in a manner which provides for a most significant minimization of the overall volumetric capacity of the basin while at the same time assuring an even surface of the liquid in the basin, which is perfectly level or uniform longitudinally along the length of the weir 34.
- the supply conduit 112 is coupled to a projecting end of an inlet pipe or conduit 114 extending longitudinally through the basin 32 somewhat below the level of the weir 34.
- a pressure gauge 115 FIG. 1, is connected to the end of the pipe 114 opposite from the conduit 112.
- Liquid is pumped into the inlet pipe 114 under a positive gauge pressure of the order of 7 ounces per square inch and is discharged downwardly from the pipe into the lower portion of the basin through a series of longitudinally spaced apertures 116 in the pipe.
- the individual apertures should be sufficiently large to avoid clogging of the apertures by any foreign particles or objects which may become entrained in the coating liquid.
- the apertures should be sufiiciently limited in number to limit the overall flow area of all the apertures to the extent that a substantial gauge pressure inside the pipe 114 is required to force fluid through the apertures at the Volumetric rate required in the formation of the curtain 28.
- the use of a substantial gauge pressure in the pipe 114 to force the coating liquid out to the apertures 116 provides a more uniform distribution of the liquid along the length of the basin 32.
- inlet pipe apertures 116 having diameters of the order of 4 to 5 thirty-seconds of an inch and spaced 4 inches apart have been found acceptable in some installations.
- a fluid pressure in a pipe 114 of the order of 7 ounces per square inch gauge is generally satisfactory.
- the coating liquid introduced through the apertures 116 into the lower region of the basin 32 flows upwardly around the pipe 114 to the upper level of the basin as defined by the horizontal weir 34.
- the shear characteristics of some coating liquids are such that the currents of coating liquid flowing from the apertures 116 upwardly through the basin 32 may tend to disturb the surface of the liquid in the basin.
- the currents of liquid issuing from the apertures 116 are smoothed out and difiused by means which limits communication between the lower region of the basin and the upper level of the basin to a plurality of longitudinal series of small openings 118, 120, 122 and 124, disposed in closely spaced relation to each other along the length of the basin.
- the closely spaced difiusing openings 118, 120, 122 and 124 are formed by the coaction of two threaded bars 126, 128 with the inlet pipe 114 and with opposite sides of the basin 32.
- the bar 126 is laid longitudinally in the basin 32 in engagement with the channel Wall 54 and the pipe 114 to define in the interstices between the external threads on the bar the two longitudinal series of openings 122 and 124 between the threaded bar and the pipe 114 and wall 54 respectively.
- the threaded bar 128 is laid on the pipe 114 in engagement with the back wall of the basin to define in the interstices between the threads on the bar 128 the two longitudinal selries of openings 118 and 120.
- the objects 24 to be coated are translated through the coating curtain 28, as relcited, by means of a double conveyor belt 130, FIGS. 1 and 11, having a horizontal run 132 extending longitudinally along the top of the table to support the work pieces.
- the conveyor belt 130 is trained around transverse guide rollers 134, 136.
- the medial portion of the upper belt run 132 is trained around two rollers 138, 146, FIGS. 2 and 11, on opposite sides of the liquid receiving trough 92 and around an underlying driving roller 142 for the conveyor belt.
- the belt driving roller 142 is driven by a hydraulic motor 144 energized by fluid supplied under pressure through a line 145 from a variable displacement pump 146 powered by an explosion proof electric motor 147.
- the displacement of the pump 146 and, hence, the volumetric output rate of the pump and operating speed of the motor 144 are controlled by a conveyor speed control element 148 mounted on the side of the table 22, as shown in FIG. 1, and coacting with the pump, as illustrated in FIG. 11, to adjust the pump displacement.
- the control 148 is adjusted to provide a conveyor speed which moves the objects to be coated through the coating zone 26 at the desired speed.
- the operating fluid discharged from the conveyor motor 144 is used to operate the driving motor 110 of the coating liquid supply pump 108.
- the discharge side of the conveyor motor 144 is connected to a fluid pressure control valve 149 which supplies op erating fluid under pressure to the line 115 leading to the coating fluid, pump drive motor.
- the control valve itself is of a conventional construction and operates to supply operating fluid to the line 115 at a rate which is unaffected by changes in the overall rate at which fluid is discharged from the motor 144. It will be understood, however, that the minimum rate at which operating fluid is circulated through the conveyor motor 144 exceeds the maximum rate at which fluid is required to operate the pump motor 110.
- valve 149 is adjusted by means of the previously mentioned coating liquid pump control 113 to vary the rate at which operating fluid is delivered to the line 115.
- a bypass line 151 from the control valve 149 connects with an operating fluid reservoir 153 as does the return line 117 from the pump motor 110.
- a supply of paint, lacquer, or other coating liquid to be used is placed in the reservoir 104 of the portable liquid supply unit 106 and the pump 108 started to supply coating liquid into the basin 32.
- the height of the head 30 is adjusted by the control 90 to clear the objects 24 to be coated.
- the speed of the liquid supply pump 108 is adjusted to supply liquid to the basin 32 continuously at a rate which provides a rate of liquid flow over the weir 32 and down the flow skirt or apron 46 that is just suflicient to provide an unbroken sheet or curtain 28 of coating liquid extending all the way down to the path of the objects 24.
- the thickness of the fluid curtain 28 and hence the volumetric rate of fluid flow in the curtain required to produce a continuous curtain that will not rup ture or break up before reaching the level of the objects to be coated will depend upon a number of factors including the viscosity of the coating liquid, its surface tension, and the height through which the curtain must fall. But, in any event, the operator has merely to adjust the output rate of the pump 108 to provide a curtain 28 which has just suflicient thickness to flow in a continuous sheet down to the desired level.
- the conveyor speed is adjusted by means of the control 148 to provide a speed of movement of the objects 24. through the coating curtain which efiects the application of a coating of the desired thickness on the objects 24. It will be appreciated that the thickness of the coating applied to the objects is, in general, inversely proportional to the speed of the objects.
- the minimization of the thickness of the coating curtain 28, which the machine 20 provides, permits a corresponding slowing or minimization of the speed with which the objects 24 are moved through the coating curtain. This is of advantage in several respects. It minimizes the degree to which the objects must be accelerated before reaching the curtain and decelerated after passing through the curtain. Also, reductions in the speed of movement of the objects through the curtain helps in pacing or coordinating the speed at which the objects are coated with the operating speed of associated drying apparatus (not shown) normally used to dry the coated surfaces.
- the machine 20 can be readily adjusted to provide assurance of immediate and proper contact of the coating curtain 28 with the moving surfaces to be coated.
- the objects 24 are moving at a rather substantial speed, there is a tendency for the air immediately overlying the upper surfaces of the objects to become entrapped between the objects and the sheet of coating material moving down onto the objects.
- air entrapped between the moving objects and the overlying curtain of coating material can rupture the curtain and produce unevenness in the coating of the objects.
- This condition can be readily avoided in the improved machine 20 simply by increasing the elevation of the curtain forming head 30 so that the curtain 28 falls through a greater height and has an increased velocity upon contact with the objects 24, which is suflicient to penetrate the air overlying the objects and eflect an immediate, even contact of the curtain with the upper surfaces of the objects.
- the coating liquid flows smoothly from the top of the basin 32 across the weir 34 and down the depending apron 40 in a laminar flow pattern which continues downwardly in the form of the unbroken curtain 28 which lies smoothly on the object to be coated.
- any liquid in the downwardly flowing curtain which is not deposited onto an object to be coated, flows smoothly onto the inclined drainboard 98, engaging the inclined board at an acute angle which avoids splashing or turbulent commingling of the liquid with air such as would entrain air bubbles.
- the liquid flows downwardly over the drainboard 98 its velocity is dissipated by fluid friction with the result that the liquid is admitted into the underlying trough 94 at a velocity sufliciently slow to substantially eliminate the entrainment of air bubbles.
- the liquid drains by gravity back into the liquid supply unit 106, which is equipped in accordance with the invention with extremely efficient and relatively compact means which effectively removes from the liquid any air bubbles which may for any reason have become entrained in the liquid.
- liquid reservoir 104 is located in the bottom of an upwardly open housing or tower 160, which has a square shape as viewed from above, FIG. 1.
- the bottom 162 of the housing 160 is shaped in the form of a four-sided pyramid serving as the floor of the reservoir 104 and having its apex turned downwardly to drain liquid into the intake 164 of the hydraulically driven variable speed pump 108.
- the pump 108 supplies the liquid through a coarse filter or screening cartridge 166 to the previously mentioned flexible conduit 112 leading to the basin 32.
- the space in the square tower 160 overlying the floor 162 houses a deaerating stack 168 of coacting deaerating baflles 170, 172 mounted together in a manner which, as will presently appear, not only provides for most efiicient removal of entrained air bubbles from the liquid, but which also provides for ready removal of the entire stack of baffles at once for cleaning.
- the stack 168 of deaerating baflles serves to distribute the incoming liquid from the trough 92 over an extensive surface area and cause the liquid to flow slowly over the extensive surface area through a long path in progressing downwardly from the trough to the reservoir 104.
- fluid from the trough 92 flows onto an uppermost baflle 170 immediately underlying the trough, as shown in FIG. 14, and having the shape of a four-sided square pyramid, as shown in FIG. 16.
- the pyramid 170 is oriented so that its apex points upwardly and is turned so that its square base is displaced through a rotary angle of 45 degrees relative to the corresponding square cross-sectional shape of the housing 160.
- a diagonal across the base of the baflie 170 is disposed at a right angle to the adjacent sides of the housing.
- the liquid flowing onto the bafiie 170 is radially dispersed in all directions as it flows slowly downward over the inclined sloping sides of the bafile to flow downwardly from the eaves or lower edges 174 of the bafile.
- baflle 172 which is shaped in the form of a foursided pyramid turned at an angle of 45 degrees relative to the overlying bafile 170 and having base dimensions which provide a sliding fit of the bafile 172 Within the body 160.
- the apex of the baflle 172 points downwardly and four holes 176, formed in the medial portion of the respective sides of the baflle 1'72 adjacent the base edge of the baffle, receiving the four corners 178 of the overlying baflle 170.
- the baffle stack 168 comprises three dispersing bafiies 170 and two collecting bafiies 172 secured in alternately tiered relation to each other by a central support pipe 180 extending through the apices of all the baffles.
- a collar 182 on the upper end of the pipe 180 overlies the uppermost dispersing balfie 170 and a short sleeve 184 supported by a nut 136 on the lower end of the pipe 180 engages the apex of the lowermost dispersing baflie 170 to hold all the baffles in assembled relation to each other on the pipe 180.
- the four holes 188 are of the same size and discharge equal amounts of liquid onto the four sides of the underlying dispersing baffle 170 to provide an even distribution of the liquid over the four sides of the latter baffle.
- the alternate liquid dispersing and collecting action of the baffles 170, 172 is continued as the liquid progresses downwardly into the reservoir 104.
- the trough 192 will ordinarily discharge liquid at the vertex of the uppermost baflie 170, the inherent ability of the baflles to evenly distribute the liquid around the baflies as downward flow progresses assures an eflicient deaerating action at all times.
- the coating liquid as pumped from the bottom of the reservoir 104 by the variable speed pump 108 is free of bubbles and is maintained free of bubbles a the coating liquid moves through the coating curtain 28 onto the objects to be coated, as described.
- the improved coating machine 20 thus formed provides many advantages to the user, some of which have been referred to previously in the description and need not be fully developed here.
- the machine is readily controlled through a single adjustment of the output pumping rate of the pump 108 to produce a uniform curtain 28 of optimum coating flow characteristics.
- adjustment of the machine to vary the thickness of the coating curtain is achieved by the single adjustment of the pumping rate as described and requires no adjustment of the component elements of the curtain forming head 30 relative to each other.
- the machine In producing the curtain by the gravity flow of liquid across the weir 34 and down the apron 48, the machine is not subject to clogging or interruption of the uniformity of the curtain formed by the presence of foreign particles in the coating liquid.
- the inherently economical construction of the head 30 is of advantage in many respects.
- the thin sheet metal structure of the channel 46 can be readily and inexpensively shaped to define a perfectly straight weir 34 as described. There is no necessity for providing or maintaining close dimensional tolerances on any component element of the head 30 or on the positional relationship of the component elements relative to each other.
- the economical construction of the head 30 provides further advantages to the user in that it becomes quite practical and feasible for him to supply himself with a number of heads for use with coating liquids of different colors and different chemical properties.
- the machine 20 can be changed over from the use of one coating liquid to another simply by removing the previously installed head 30 and trough 92 along with the associated liquid supply unit 106 and assembling into the machine a dilferent head 30, trough 29 and liquid supply unit 106.
- the head 30 by virtue of its improved construction described provides an even level on the upper surface of the liquid in the basin 32 while at the same time minimizing the volume of the basin is of great advantage in reducing the residual volume of liquid which remains unused in the basin 32 at the end of a coating operation. This is of particular advantage in reducing the amount of coating liquid required to set up the machine for a test run in which only one or a very few objects are to be coated.
- the improved machine provides a coating curtain 28 which is nearly coextensive in width with the overall width of the table 22.
- liquid receiving means extending transversely across said path in underlying relation thereto
- liquid curtain forming means extending transversely across said path in overlying relation to said liquid receiving means
- said curtain forming means 12 including means defining a horizontally elongated basin, a straight horizontal weir extending longitudinally along one side of said basin and defining a longitudinal edge thereof, a thin longitudinal skirt element depending from said weir in opposed overlying relation to said liquid receiving means, a liquid supply inlet pipe extending longi tudinally through said basin and defining a series of longitudinally spaced outlet apertures located along the lower side of the pipe, flow distributing means extending longitudnially through said basin in coacting relation with said pipe and said basin defining means to form a series of longitudinally spaced small openings connecting the lower portion of the basin to the uppermost level of the basin as defined by said weir and restricting communication between said
- a liquid curtain forming head comprising, in combination, means defining a horizontally elongated basin for a coating liquid, means defining an elongated weir extending horizontally along one side of said basin and defining a edge thereof, said weir being shaped and dimensioned to form along the length thereof a substantially flat weir surface having substantial width extending away from the adjacent edge of said basin, 2.
- a machine for applying a liquid coating to objects the combination of means defining a horizontally elongated basin for a surface coating liquid, an elon gated weir extending horizontally along one longitudinal side of said basin and defining one longitudinal edge thereof, a curtain flow skirt depending from the side of said weir opposite from said basin, a pair of horizontally spaced curtain width defining elements disposed in immediately contiguous relation to opposite ends of the lower, edge of said skirt and extending vertically downwardly from the lower edge of said skirt in alignment with the respective ends thereof, constant flow liquid supply means connected with said basin for supplying a coating liquid thereto at a constant volumetric rate to flow over said wier and said skirt to form a continuous liquid curtain which sheets downwardly between said curtain width defining elements and in contact with both said width defining elements, and means for directing ob jects to be coated through a path underlying said skirt between said curtain width defining elements.
- a machine for applying a liquid coating to objects comprising, in combination, conveyor means for moving objects to be coated along a predetermined path, means for controlling the operating speed of said conveyor means, liquid receiving drainage means removably mounted in transverse underlying relation to said path, a coating liquid reservoir positioned for receiving liquid from said drainage means, a horizontally elongated curtain forming head, means removably supporting said head above said path in transverse relation thereto, said supporting means including means for adjusting said head vertically relative to said path, said head including means defining a horizontally elongated basin, said head including a longitudinal weir element forming a weir extending horizontally along one longitudinal side of said basin and defining the effective edge of the basin, a horizontally elongated skirt depending from the side of said Weir opposite from said basin in overlying relation to said drainage means, curtain width defining elements depending from the lower edge of opposite ends of said skirt in generally parallel relation to each other, said supporting means for said curtain forming head including means for leveling said basin and said we
- liquid curtain forming means extending across said path, said curtain forming means including means defining a horizontal basin, a weir extending horizontally along one side of said basin and defining an upper edge thereof, a liquid supply conduit defining a series of spaced inlet openings opening into said basin a substantial distance below the level of said weir, flow distributing means extending through said basin between the level of said Weir and said inlet openings to define between said inlet openings and the upper level of said basin as defined by said weir a flow passage area having a uniform distribution along the length of said weir, and said flow distributing means being related to said basin defining means to confine to said passage area communication between said inlet openings and the weir level of said basin.
- a machine for applying a liquid coating to objects comprising means defining a basin for a surface coating liquid, an elongated weir extending horizontally along one side of said basin and defining the edge thereof, a flow apron depending from the side of said weir opposite from said basin, a pair of curtain width defining elements spaced from each other along said apron and extending downwardly therefrom, transfer means for transferring objects to be coated through a predetermined path passing under said apron in vertically spaced transverse relation to said apron and being located in relation to said curtain width defining elements so that the curtain width defining elements are disposed on opposite sides of said path, liquid supply means connected with said basin for supplying a coating liquid thereto to flow over said weir and down said apron to sheet downwardly from said apron in an unbroken curtain extending vertically between said apron and said path and extending horizontally between said curtain width defining elements in contact with both curtain width defining elements.
- a machine for applying a liquid coating to objects comprising, in combination, conveyor means for moving objects to be coated along a predetermined path, means for varying the operating speed of said conveyor means to control the speed at which objects are moved along said path, liquid receiving means extending transversely across said path in underlying relation thereto, a horizontally elongated curtain forming head, means for supporting said head above said path in general overlying relation to said liquid receiving means, said supporting means including means for adjusting said head vertically relative to said path, said head including means defining a horizontally elongated basin, said head including a longitudinal weir element extending horizontally along one longitudinal side of said basin and defining the edge thereof, a horizontally elongated apron depending from said weir, curtain Width defining elements spaced apart along said apron and extending downwardly therefrom, means for supplying a coating liquid continuously to said basin, and means in said basin for producing a uniform distribution longitudinally along the basin of the coating liquid supplied thereto.
- curtain forming means defining a basin for coating liquid and including a horizontal Weir extending alongside said basin at the effective upper edge thereof to provide for the flow of a coating liquid by gravity from said basin across said weir and downwardly therefrom in the form of a coating curtain, liquid receiving means underlying said weir, a reservoir arranged to receive liquid from said liquid receiving means, a pump connected to pump coating liquid from said reservoir into said basin, a fluid motor connected to power said pump, conveyor means for moving objects to be coated through a path extending between said weir and said liquid receiving means, a fluid motor connected to power said conveyor means, an energizing fluid pump connected to supply energizing fluid to both said conveyor motor and said pump motor, and control means for adjusting the rate at which energizing fluid is supplied from said energizing pump to said pump motor to control the speed of said coating liquid pump.
- a surface coating machine the combination of means defining an elevated basin for a coating liquid, a reservoir for coating liquid, a coating liquid pump connected to pump coating liquid from said reservoir into said basin, means defining a weir extending alongside said basin in association therewith to provide for the flow of liquid by gravity from the uppermost level of liquid in said basin across said Weir and downwardly therefrom in the form of a coating curtain, transfer means for moving objects to be coated along a path underlying said curtain forming Weir, a fluid motor connected to power said transfer means, an energizing fluid pump connected to supply energizing fluid to said transfer means motor, a variable output pressure fluid supply valve having an intake connected to the exhaust of said conveyor motor and having a bypass connection leading back to the intake of said energizing fluid pump, a fluid motor connected to drive said coating liquid pump, means connecting said valve to said coating liquid pump motor to supply energizing fluid to the latter, and control means coacting with said valve to adjust the latter to varying the rate at which ener
- a coating liquid basin a weir extending alongside said basin and defining the upper level of the liquid containing portion of the basin, a drain board mounted in an inclined position disposed in underlying vertically spaced relation to said weir, a deaerating bafl'le stack including a tier of dispersing battles and a tier of collecting baffles disposed in alternate relation to each other, drainage means posi tioned to receive liquid which drains from said drain board, said drainage means including means for flowing onto said deaerating baffle stack liquid that is received by the drainage means from said drain board, said collecting baflies being shaped in the form of inverted four-sided pyramids, said dispersing baffles being shaped in the form of four-sided pyramids having upwardly protruding apices and having diagonal base dimensions conforming to the side dimensions of the bases of said collecting bafiles, said dispersing baflles being turned rotatably with respect to
- an elevated coating head defining a basin for coating liquid and including a curtain forming weir extending alongside said basin and defining the upper level of the liquid containing portion of the basin, liquid receiving means underlying said weir in vertically spaced relation thereto, a deaeration stack including a tier of vertically spaced dispersing cones having apices pointing upwardly and :1 tier of inverted collecting cones disposed in underlying relation to said respective dispersing cones in alternate relation thereto, means for directing liquid from said liquid receiving means onto the uppermost of said cones, means for collecting liquid drainage from said cones, means for directing liquid from said collecting means into said basin at a non-pulsating constant rate to flow by gravity over said weir and sheet downwardly in a painting curtain descending to said liquid receiving means, and transfer means for moving objects to be painted along a generally horizontal path extending across said liquid receiving means in underlying vertically spaced relation to said weir.
- the method of painting objects comprising moving objects to be painted along a predetermined path in traveling positions in which surfaces to be painted on the objects face upwardly, forming a painting curtain extending cross said path by supplying painting liquid continuously at a non-pulsating rate .to a body of painting liquid in a manner which avoids irregularities and fluctuations of the upper surface of the liquid body whereby liquid flows by gravity at a constant rate from the upper level of the liquid body across a horizontal weir extending alongside the liquid body in substantially flush relation to the upper level of the liquid body and liquid flowing over the weir flows downwardly to a horizontally thin curtain release lip projecting downwardly below the weir from which lip the flowing painting liquid parts to sheet downwardly in a uniform thin painting curtain traversing said path, precluding narrowing of the downwardly sheeting curtain of painting liquid by causing opposite ends of the curtain to flow along.
- curtain Width defining elements extending downwardly from opposite ends of the curtain release lip; and adjusting the rate at which the painting iquid is supplied to said body of liquid, adjusting the vertical spacing of the weir and curtain release lip with respect to said path, and adjusting the speed at which objects are moved along said path to effect laying onto the upwardly facing surfaces of the objects of a thin coating of painting liquid none of which, even when initially applied to the objects, will flow along or off the objects under the influence of gravity because of the thinness of the coating thickness which conforms to a desired value by virtue of initial laying of the curtain onto the objects.
- a machine for applying a liquid coating to objects comprising, in combination, transfer means for moving objects to be coated along a predetermined path, said transfer means including means for controlling the speed at which objects are moved along said path, liquid receiving means removably mounted in underlying relation to said path, a coating liquid reservoir, a horizontally elongated curtain forming head, means removably supporting said head above said path in transverse relation thereto, said supporting means for said head including means for adjusting the head vertically relative to said path, said head including means defining a horizontally extending basin and including an overflow weir extending horizontally along one side of said basin and defining the eifective edge thereof, a horizontally elongated curtain forming element extending downwardly from the side of said weir opposite from said basin and defining a thin curtain release lip projecting steeply downwardly in overlying relation to said liquid receiving means, a constant fiow pump connected to supply liquid from said reservoir at a constant non-pulsating rate, fluid admitting means connected with said pump and communicating with
- a painting liquid basin overlying said path in vertically spaced relation thereto, said basin defining means including a horizontal wei which defines the effective edge of said basin, means forming a flow surface extending steeply downwardly from the side of said weir opposite from said basin, means defining a horizontally thin curtain forming edge projecting steeply downwardly in overlying vertically spaced relation to said path and forming a downward continuation of and the lower extremity of said flow surface, painting liquid supply means for supplying painting liquid continuously at a nonpulsating rate to said basin, said painting liquid supply means including paint discharge means having painting liquid outlet space located with reference to said basin to discharge painting liquid into said basin in a region within said basin which is remote from said weir in relation to the size of the basin, flow dispersion means interposed in the fluid flow path between said liquid outlet space and said weir and having a construction which restricts fluid communication between said liquid outlet space and the region
- means defining a painting liquid basin adapted to overlie in vertically spaced relation thereto the path along which objects to be painted are moved, said basin defining means including a horizontal Weir which defines the effective edge of said basin, means forming a flow surface extending steeply downwardly from the side of said weir opposite from said basin, means defining a horizontally thin curtain forming edge projecting steeply downwardly and forming a downward continuation of and the low r extremity of said flow surface, painting liquid supply means defining painting liquid discharge space located with reference to said basin to discharge painting liquid into said basin in a region within said basin which is remote from said weir in relation to the size of the basin, flow dispersion means interposed in the fluid flow path between said liquid discharge space and said Weir and having a construction which restricts fluid communication between said liquid discharge space and the region of said basin adjacent said weir to multitudinous small passages formed by said flow dispersion means, and said basin
- the method of applying a thin coating of paint to an object to be painted comprising moving an object to be painted along a predetermined path in a traveling position such that the surface to be painted on the object flowing painting liquid at a constant nonpulsating rate into a pool of painting liquid overlying said path and bounded in part by a horizontal overflow weir extending across said path in vertically spaced relation thereto, causing the painting liquid being pumped into said pool to flow to said weir only through rnultitudinous small passages whereby the upper surface of the painting liquid in the pool is undisturbed by the motion of the liquid entering the pool, maintaining the upper surface of the liquid in the pool otherwise undistrubed so that liquid flows from the top of the pool evenly over the horizontal weir, causing the painting liquid flowing over the weir to flow downwardly to and to sheet downwardly from a downwardly extending curtain forming lip overlying said path and having a vertical spacing above said path sulficiently great to cause the downward speed of the painting liquid in the curtain
- variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path
- means defining a painting liquid basin adjustable support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal Weir extending lengitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin, means supported by said adjustable support means and defining a thin curtain forming lip disposed substantially in underlying relation to said weir and projecting in a generally vertical direction downwardly in overlying vertically spaced relation to said path, means supported by said adjustable support means and forming a flow surface extending in a generally vertical direction downwardly to said curtain forming lip from the side of said weir opposite from said basin, adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin, said painting liquid supply means including painting liquid discharge means extending along said basin longitudinally with respect to said weir and being formed
- variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path
- means defining a painting liquid basin adjustable support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal Weir extending longitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin
- adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin
- said painting liquid supply means including painting liquid discharge means shaped and arranged to direct incoming painting liquid in said basin in a flow pattern that is evenly distributed longitudinally along the weir and that avoids the creation of unevenness in the upper surface of the liquid in the basin as an incident to the inflow of painting liquid into the basin, said basin being free of structure which would cause unevenness in the upper surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said horizontal weir, means on said adjustable
- variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path
- means defining a painting liquid basin support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal weir extending longitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin
- adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin
- said painting liquid supply means including painting liquid discharge means shaped and arranged to direct incoming painting liquid in said basin in a flow pattern that is evenly distributed longitudinally along the weir and that avoids the creation of unevenness in the upper surface of the liquid in the basin as an incident to the inflow of painting liquid into the basin, said basin being free of structure which would cause unevenness in the upper surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said horizontal weir, means on said support
- the method of painting an element wtih a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the element comprising: moving the element to be painted at an adjustable speed along a horizontally extending, predetermined path in a traveling position such that the surface to be painted on the element faces in a generally upward direction; flowing painting liquid at an adjustable constant and nonpulsating rate to a painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying, transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoid disturbing the upper surface of the liquid in the pool by the inflow of liquid into the pool, maintaining the upper surface of the liquid in the pool otherwise undisturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady
- the method of painting objects with a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the objects comprising: moving objects to be painted at an adjustable speed along a horizontally extending, predetermined path in traveling positions such that the object surfaces to be painted face in generally upward directions; flowing painting liquid at an adjustable constant and nonpulsating rate to a painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying, transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoids disturbing the upper surface of the liquid in the pool by the inflow of liquid into the pool, maintaining the upper surface of the liquid in the pool otherwise undisturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady in time; causing the thin stream of liquid passing
- the method of painting an element with a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the element comprising; moving the element to be painted at an adjustable speed along a horizontally extending, predetermined path in a traveling position such that the surface to be painted on the element faces in a generally upward direction; flowing painting liquid at an adjustable constant and nonpulsating rate to a vertically adjustable painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoids disturbing the upper surface of the liquid in the upper surface of the liquid in the pool otherwise unpool by the inflow of liquid into the pool, maintaining the disturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady in time;
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
Sept. 7, 1965 J. KINZELMAN 3,205,089
METHOD AND APPARATUS FOR FLOW COATING OBJECTS Original Filed Dec. 4, 1959 5 Sheets-Sheet 1 Sept. 7, 1965 J. KINZELMAN 3,205,089
METHOD AND APPARATUS FOR FLOW COATING OBJECTS Original Filed Dec. 4, 1959 5 Sheets-Sheet 2 J. KINZELMAN 3,205,089
METHOD AND APPARATUS FOR FLOW COATING OBJECTS Sept. 7, 1965 5 Sheets-Sheet 3 Original Filed Dec. 4, 1959 J. KINZELMAN 3,205,089 METHOD AND APPARATUS FOR FLOW COATING OBJECTS Sept. 7, 1965 Original Filed Dec. 4, 1959 5 Sheets-Sheet 4 IN VEN TOR.
J. KINZELMAN 3,205,089
METHOD AND APPARATUS FOR FLOW COATING OBJECTS Sept. 7, 1965 5 Sheets-Sheet 5- Original Filed Dec. 4, 1959 INVENTOR. kzzelrrzam United States Patent M 3,205,089 METHOD AND APPARATUS FOR FLOW COATING OBJECTS Joseph Kinzelman, Northbrook, IlL, assignor to Gasway Corporation, 'Chicago, 11]., a corporation of Illinois Continuation of application Ser. No. 857,459, Dec. 4, 1959. This application Apr. 1, 1964, Ser. No. 356,533 23 Claims. (Cl. 117-105.3)
The present application is a continuation of applicants copending application Serial No. 857,459, filed December 4, 1959, and now abandoned.
The present invention relates to the application of a liquid coating to objects by moving the objects to be coated through a downwardly flowing curtain or sheet of the coating liquid.
One object of the invention is to provide an improved surface coating machine of the above character in which a curtain of surface coating liquid is produced in a new and improved manner that permits an extensive simplification of the construction of the machine while at the same time assuring an improved efficiency and uniformity in the coating of objects passed through the machine.
Another object is to provide an improved method of applying a liquid coating to objects to be coated.
Another object is to provide a surface coating machine having a new and improved mode of operation in producing a coating curtain of the coating liquid, which greatly simplifies adjustment of the machine to produce a curtain of coating liquid having the optimum thickness and flow characteristics for different coating operations.
A more specific object is to provide an improved coating machine, as recited, in which a surface coating curtain of adjustable thickness is produced in a manner that obviates any need for adjustment of the curtain forming structure as such in order to adjust the effective thickness of the curtain or the volumetric rate of flow of the coating liquid in the curtain.
Another object is to provide an improved surface coating machine, as recited, which assures proper contact of the curtain of coating liquid with the surfaces of the objects to be coated.
Another object of the invention is to provide an improved surface coating machine of the character recited which is not subject to clogging or blockage of the normal flow of coating liquid into any portion of the curtain being formed with the result that the continuity of a coating curtain of uniform velocity and thickness is assured.
Another object is to sharply reduce the cost of surface coating machines of the above character while at the same time improving the operating characteristics of the machines.
Another object is to provide an improved surface coating machine as recited in which a coating curtain is produced by a remarkably inexpensive curtain forming head which does not require in its construction the maintenance of close tolerances on either the dimensions of component parts of the head or the positional relationships of the component parts relative to each other.
A further object is to provide a surface coating machine as recited which has a new and improved construction that minimizes the volume of the residual liquid containing capacity of the curtain forming head while at the same time assuring the formation of a curtain having a thickness which does not vary along a cross section of the curtain perpendicular to the line of liquid How in the curtain.
A further object is to provide an improved surface coating machine incorporating extremely simple and inexpensive curtain forming means which assures a highly desirable parting or separation of the coating curtain from the curtain forming structure.
3,295,089 Patented Sept. 7, I965 Still another object of the invention is to provide an improved surface coating curtain forming head which produces a surface coating curtain of uniform thickness and assures a continued uniformity in the thickness of the falling curtain while preventing contraction of the lateral width of the curtain as it falls.
Another object of the invention is to provide a surface coating machine having an improved and highly compact construction which effectively produces a surface coating free of defects due to the entrainment of air bubbles in the coating liquid.
Other objects and advantages will be evident from the following description of the exemplary embodiment of the invention illustrated in the drawings, in which:
FIGURE 1 is a perspective view of a surface coating machine embodying the invention;
FIG. 2 is a fragmentary vertical sectional view taken along the line 22 in FIG. 1;
FIG. 3 is a fragmentary vertical sectional view taken with reference to the irregular line 33 in FIG. 2;
FIG. 4 is a horizontal sectional view taken along the irregular line 4-4 in FIG. 2;
FIG. 5 is a fragmentary perspective view showing one end of a curtain head support element;
FIG. 6 is a fragmentary perspective view taken with reference to the line 6--6 of FIG. 1, and illustrating a surface coating curtain moving down onto an underlying object to be coated from the curtain forming head, from which the front cover is removed in this figure for clearness in illustration;
FIG. 7 is an enlarged transverse sectional view of the curtain forming head taken with reference to the line 77 in FIG. 3;
FIG. 8 is a fragmentary longitudinal sectional View of the curtain forming head taken with reference to the irregular line 8-8 in FIG. 7;
FIG. 9 is an exploded perspective view illustrating the construction at one end of the curtain forming head;
FIG. 10 is a fragmentary sectional View taken with reference to the line 1010 in FIG. 9 and showing the assembled relationship of the structural parts;
FIG. 11 is a schematic elevational view of the machine illustrating the relationship of the curtain forming structure to a variable speed conveyor incorporated into the machine;
FIG. 12 is a fragmentary perspective view of fluid receiving means removably mounted in the machine to underlie the surface coating curtain formed in the machine;
FIG. 13 is an elevational View of a detachable coating liquid supply unit of the machine;
FIG. 14 is a vertical sectional view taken with reference to the line 14-14 of FIG. 13;
FIG. 15 is a fragmentary sectional view on an enlarged scale taken along the line 15-15 of FIG. 14; and
FIG. 16 is an exploded perspective view of components of deaerating structure of the liquid supply unit.
Referring to the drawings in greater detail, the surface coating machine 20 shown in FIG. 1 and forming the exemplary embodiment of the invention illustrated comprises a conveyor table 22 designed to translate objects 24 to be coated along a generally horizontal path through a surface coating zone 26 extending transversely across a medial portion of the table, FIGS. 1, 2 and 6. In moving through the coating zone 26, the objects 24 pass through a vertical curtain 28, FIG. 6, of the surface coating liquid which moves downwardly onto the objects passing through the curtain as shown in FIGS. 6 and 7.
The curtain 28 of coating liquid is formed in the improved machine 20 in a manner which simplifies both the construction and operation of the machine, as will presently appear, while at the same time assuring a superior coating of the objects 24 passed through the machine.
The curtain 28 flows downwardly across the path of the objects 24 from a horizontally elongated curtain forming head 30 supported from the table 22 in transverse overlying relation to the path of the objects 24. The head 30 has a very simple construction, to be described presently in detail, which defines a narrow horizontally elongated basin 32, FIGS. 2, 6 and 7, which is open to the atmosphere. The coating liquid to be applied to the objects 24 is continuously supplied to the basin 32 at a rate that is adjusted to provide a volumetric rate of liquid flow in the curtain 28, which produces a curtain of the optimum thickness desired, as will presently appear.
The coating liquid fills the basin 32 and flows continuously by gravity over a straight horizontal weir or lip 34, FIGS. 2, 6 and 7, extending longitudinally along one side of the basin 32 and defining the lowest level of the rim of the basin. The level to which the coating liquid can rise in the basin 32 is limited by the overflowing of liquid over the weir 34. Preferably, the weir 34 is shaped, as shown in FIG. 7, to define a flat horizontal Weir surface 36 of substantial width extending longitudinally along the adjacent edge of the basin 32.
The layer of fluid 38, FIG. 7, moving across the weir surface 36 from the upper level of liquid in the basin 32 flows downwardly over the surface of a horizontally elongated skirt or apron 40 depending from the edge of the weir surface 36 opposite from the basin 32, FIGS. 2, 6 and 7.
Preferably, the skirt 40 across which the liquid layer 36 fiows by gravity is located in a vertical position as shown and has a substantial vertical extent. The lower extremity of the skirt 40 terminates in a thin, abrupt horizontal edge or lip 42 which assures a smooth undistorted parting of the downwardly flowing fluid layer 38 from the lower edge of the skirt to form the desired fluid coating curtain 28.
The basin 32 and weir 34 are structurally formed basically from two simple sheet metal channels 44, 46 of simple design which extend horizontally between two end plates 48. The channel 44 is designed to provide structural rigidity and strength in the head 30 while defining a major portion of the structure of the basin 32. The other channel is fashioned from thinner sheet metal material and is designed to form the weir 34 and flow skirt 40 and to coact with the channel 44 and end plates 48 to complete the structure of the basin 32.
As shown the channel 44 is formed of relatively heavy gauge sheet metal stock and is positioned on its side between the plates 48. An upper side wall 50, FIG. 2, of the channel 44 extends upwardly and forwardly beyond a downwardly and forwardly inclined lower side wall 52 of the channel. Opposite ends of the channel 44 are welded to the opposing surfaces of the respective end plates 48.
The channel 46 is mounted in the head 30 in a manner which provides for easy removal of the channel to facilitate cleaning of the head. Formed from relatively thin sheet metal stock, the channel 46 comprises two horizontally spaced parallel legs or walls 40, 54 extending downwardly from opposite edges of an intervening horizontal segment 56 of the channel, which defines the previously mentioned horizontal weir surface 36 as shown in FIG. 7. The outer leg or wall 40 forms the previously mentioned flow skirt 40 and is for that reason designated by the same reference number. The lower edge of the thin sheet metal leg 40 of the channel 46 forms the narrow edge 42 previously referred to from which the downwardly flowing fluid layer 38 parts to form the coating curtain 23. The narrow edge 42 formed by the thin sheet metal leg 40, which is located in a vertical position as shown and described, can be accurately and aptly described as being thin and more particularly as being thin in horizontal section. The horizontal thinness of the curtain forming edge 42 is clearly shown in the vertical sectional view of the leg 40, which includes the edge 42, appearing in FIG. 7. A horizontal sectional view of the leg 40 is clearly shown in FIG. 8. Although the horizontal sectional view of the leg 40 appearing in FIG. 8 is taken at a level well above the lower edge 42 of the leg, it is identical to a horizontal sectional view taken through the lower extremity of the edge 42 and accurately depicts a horizontal section of the edge 42, which is horizontally thin.
The lower edge of the inner channel wall 54 depends below the lower edge of the outer channel wall or flow skirt 40 as shown in FIG. 7 and is bent to form an upwardly projecting retainer lip 58, which is horizontally offset rearwardly from the main portion of the wall 54.
Upon assembly of the channel 46 into the head 39, the lip 58 fits around a downwardly and rearwardly extending flange 60 on the lower forward edge of the lower wall 52 of the channel 44. Sealing of the lower edge of the channel 46 to the channel flange 60 is effected by an elongated seal 62 interposed between the flange 6i) and the channel wall 54 as shown.
Opposite ends of the channel 46 are supported by the upper ends of two generally vertical curtain width defining elements or bars 64 removably secured to the inner faces of the respective end plates 48. Each bar 64 has a width in the direction of movement of the objects 24 which somewhat exceeds the spacing between the channel walls 40, 54. A notch 66 cut into the upper forward edge of each bar 64, as shown in FIG. 9, is dimensioned to receive the flow skirt 40 and allow the upper end of the bar to fit between the channel walls 40, 54 into underlying supporting engagement with the intervening channel portion 56 as shown in FIGS. 7 and 10.
Each bar 64 is supported against the inner face of the adjacent end plate 48, as recited, by means of a knurled screw 68 extending through the end plate into threaded engagement with the upper end of the bar as shown in FIG. 10. A helical compression spring 70 interposed between plate 48 and the head of the screw 68 provides for controlled tightening of the screw without stripping of the screw threads.
A front cover 72 for the head 32 is removably supported on the upper forward edge of the channel leg 50 as shown in FIG. 2 to extend downwardly across the forward edges of the end plates 48 to the lower side of the head.
The head 30 itself is supported on the table 22 by means which provides for vertical adjustment of the head relative to the table. Thus, as shown in FIGS. 2, 3 and 4, the rear edges of the head end plates 48 slidably engage two inwardly turned vertical flanges 74 formed on the vertical forward edges of two head support brackets 76 mounted on opposite sides of the table 22 as shown in FIG. 1. A horizontal guide plate 78 secured to the upper edges of the head plates 48 in spanning relation to the head plates defines a guide flange 80 extending downwardly from the rear edge of the guide plate and laterally into engagement with the rear faces of the vertical flanges 74 as shown in FIGS. 4 and 5.
Thus guided for vertical movement, the head 30 is supported and vertically adjusted by means of a support web 82 having a width extending substantially the full length of the head. As shown in FIGS. 2 and 3, the web 82 is medially trained over a horizontal roller 84 extending between the upper ends of the supports 76 in alined relation with the rear edge of the guide bracket 30. Opposite ends of the web 82 are connected respectively to the guide flange 80 and to a take-up roller 86 extending between the supports 76 as shown in FIGS. 2 and 4.
The roller 86 is supported against rotation by the weight of the head 30 by means of a friction disc 88 connected to the roller and engaging one of the brackets 76 as shown in FIG. 4. Rotary adjustment of the roller 86 to effect vertical adjustment of the head 30 is madev by means of a hand Wheel 90 secured to a projecting end of the roller.
Coating liquid flowing through the curtain 28 and not caught by one of the objects 24 is received within a relatively narrow drainage trough 92, FIGS. 1, 2 and 12, removably mounted in the table 22 to extend transversely across the table in underlying relation to the path of the objects 24 and in underlying alinement with the flow skirt 40 on the head 30. structurally, the trough 92 is formed by an upwardly open, sheet metal channel 94, FIG. 12, having outwardly flared upper edges 96, FIG. 2.
A drain board 98 is suspended within the upper end of the trough channel 94 in a laterally inclined position by means of a plurality of longitudinally spaced skid brackets 100 fixed to the upper side of the drain board and adapted to rest at opposite ends on the outwardly flared edges 96 of the channel 94. The brackets 104) are shaped and dimensioned to define straight horizontal upper edges 102 disposed in flush alinement with the lower side of the path of the objects 24, which are moved along the table 22 in a manner to be described presently. Thus the brackets serve the additional function of supporting the objects 24 as they move across the upper end of the trough 92. In this connection, it is noteworthy that the object supporting edges 162 of the brackets 100 are quite narrow and parallel to the direction of movement of objects through the coating curtain. Hence, the amount of coating liquid collected by the edges 102, when uncovered, and deposited on objects moving across the support edges is quite small.
The trough 92 thus formed is of an inexpensive construction and is readily removable from the table 22. The drain board 98 and the attached brackets 100 can be lifted out of the trough to facilitate cleaning as desired.
The trough 92 is supported in the table 22 in a longitudinally inclined position such that liquid received in the trough drains out one end into a reservoir 104 in a portable coating fluid supply unit 106 having a normal working position alongside the table, FIG. 1. As will presently appear improved deaerating structure incorporated into the liquid supply unit 106, in a manner to be described later, cooperates with other features of the improved machine to avoid defects in the surface coating due to the entrainment of air bubbles in the coating liquid.
A pump 108 mounted on the liquid supply unit 106 and energized by a variable speed fluid motor 110 supplies fluid from the reservoir 104 through a flexible conduit 112 to the curtain forming head 30. The instantaneous output rate of the pump 168 is controlled by controlling the speed of the driving motor 110 by actuation of a pump motor speed control element 113 on one side of the table 22, FIG. 1.
As will be described later in greater detail, the pump motor 111% is energized by operating fluid supplied under pressure through an inlet line 115 from explosion proof hydraulic actuating means incorporated into the machine to move the objects to be coated through the coating zone 26. The pump speed control element 113 coacts with the hydraulic actuating means to control the volumetric rate at which operating fluid is supplied to the pump motor 111), thus controlling the motor speed and the pump output rate. Operating fluid exhausted from the motor 116 is carried away through a discharge line 117.
The coating liquid supplied through the conduit 112 to the head 30 is introduced into the basin 32 and distributed along the length of the basin in a manner which provides for a most significant minimization of the overall volumetric capacity of the basin while at the same time assuring an even surface of the liquid in the basin, which is perfectly level or uniform longitudinally along the length of the weir 34.
Thus, the supply conduit 112 is coupled to a projecting end of an inlet pipe or conduit 114 extending longitudinally through the basin 32 somewhat below the level of the weir 34. A pressure gauge 115, FIG. 1, is connected to the end of the pipe 114 opposite from the conduit 112.
Liquid is pumped into the inlet pipe 114 under a positive gauge pressure of the order of 7 ounces per square inch and is discharged downwardly from the pipe into the lower portion of the basin through a series of longitudinally spaced apertures 116 in the pipe.
While the size and spacing of the apertures 116 may be varied, the individual apertures should be sufficiently large to avoid clogging of the apertures by any foreign particles or objects which may become entrained in the coating liquid. Also, the apertures should be sufiiciently limited in number to limit the overall flow area of all the apertures to the extent that a substantial gauge pressure inside the pipe 114 is required to force fluid through the apertures at the Volumetric rate required in the formation of the curtain 28. The use of a substantial gauge pressure in the pipe 114 to force the coating liquid out to the apertures 116 provides a more uniform distribution of the liquid along the length of the basin 32. By way of example, inlet pipe apertures 116 having diameters of the order of 4 to 5 thirty-seconds of an inch and spaced 4 inches apart have been found acceptable in some installations. A fluid pressure in a pipe 114 of the order of 7 ounces per square inch gauge is generally satisfactory.
The coating liquid introduced through the apertures 116 into the lower region of the basin 32 flows upwardly around the pipe 114 to the upper level of the basin as defined by the horizontal weir 34.
The shear characteristics of some coating liquids are such that the currents of coating liquid flowing from the apertures 116 upwardly through the basin 32 may tend to disturb the surface of the liquid in the basin. When such coating liquids are used, the currents of liquid issuing from the apertures 116 are smoothed out and difiused by means which limits communication between the lower region of the basin and the upper level of the basin to a plurality of longitudinal series of small openings 118, 120, 122 and 124, disposed in closely spaced relation to each other along the length of the basin. As shown, the closely spaced difiusing openings 118, 120, 122 and 124 are formed by the coaction of two threaded bars 126, 128 with the inlet pipe 114 and with opposite sides of the basin 32.
Thus as shown in FIGS. 6, 7 and 8, the bar 126 is laid longitudinally in the basin 32 in engagement with the channel Wall 54 and the pipe 114 to define in the interstices between the external threads on the bar the two longitudinal series of openings 122 and 124 between the threaded bar and the pipe 114 and wall 54 respectively. Similarly, the threaded bar 128 is laid on the pipe 114 in engagement with the back wall of the basin to define in the interstices between the threads on the bar 128 the two longitudinal selries of openings 118 and 120.
The consequent confining of the upward flow of the fluid in the basin 32 to the closely spaced openings 118, 120, 122 and 124 eliminates any unevenness in the top surface of fluid in the basin, due to fluid currents within the basin, despite the fact that the basin 32 is of a rather small volumetric size and has a small cross-sectional area in transverse section through which the coating liquid is circulated.
The objects 24 to be coated are translated through the coating curtain 28, as relcited, by means of a double conveyor belt 130, FIGS. 1 and 11, having a horizontal run 132 extending longitudinally along the top of the table to support the work pieces. At opposite ends of the table 22 the conveyor belt 130 is trained around transverse guide rollers 134, 136. The medial portion of the upper belt run 132 is trained around two rollers 138, 146, FIGS. 2 and 11, on opposite sides of the liquid receiving trough 92 and around an underlying driving roller 142 for the conveyor belt. The belt driving roller 142 is driven by a hydraulic motor 144 energized by fluid supplied under pressure through a line 145 from a variable displacement pump 146 powered by an explosion proof electric motor 147. The displacement of the pump 146 and, hence, the volumetric output rate of the pump and operating speed of the motor 144 are controlled by a conveyor speed control element 148 mounted on the side of the table 22, as shown in FIG. 1, and coacting with the pump, as illustrated in FIG. 11, to adjust the pump displacement.
The control 148 is adjusted to provide a conveyor speed which moves the objects to be coated through the coating zone 26 at the desired speed.
It is fitting at this point to explain that the operating fluid discharged from the conveyor motor 144 is used to operate the driving motor 110 of the coating liquid supply pump 108. Thus, as illustrated in FIG. 11, the discharge side of the conveyor motor 144 is connected to a fluid pressure control valve 149 which supplies op erating fluid under pressure to the line 115 leading to the coating fluid, pump drive motor. The control valve itself is of a conventional construction and operates to supply operating fluid to the line 115 at a rate which is unaffected by changes in the overall rate at which fluid is discharged from the motor 144. It will be understood, however, that the minimum rate at which operating fluid is circulated through the conveyor motor 144 exceeds the maximum rate at which fluid is required to operate the pump motor 110.
The valve 149 is adjusted by means of the previously mentioned coating liquid pump control 113 to vary the rate at which operating fluid is delivered to the line 115.
A bypass line 151 from the control valve 149 connects with an operating fluid reservoir 153 as does the return line 117 from the pump motor 110.
As energized by the single, explosion proof electric motor 147, the entire hydraulic system used to drive the conveyor belt 132 and to pump the coating liquid 13 completely safe for operation in an explosive atmosphere, such as may prevail around the coating machine. More over, the pump motor 110 can be quickly uncoupled from the hydraulic lines 115 and 117 to permit easy removal of the coating liquid supply unit 106 from the coating machine and replacement of the unit 106 with a similar supply unit already set up to supply a different coating liquid to the machine.
Operation of the improved coating machine 20 thus provided is a very simple matter. A supply of paint, lacquer, or other coating liquid to be used is placed in the reservoir 104 of the portable liquid supply unit 106 and the pump 108 started to supply coating liquid into the basin 32. The height of the head 30 is adjusted by the control 90 to clear the objects 24 to be coated.
The speed of the liquid supply pump 108 is adjusted to supply liquid to the basin 32 continuously at a rate which provides a rate of liquid flow over the weir 32 and down the flow skirt or apron 46 that is just suflicient to provide an unbroken sheet or curtain 28 of coating liquid extending all the way down to the path of the objects 24. The thickness of the fluid curtain 28 and hence the volumetric rate of fluid flow in the curtain required to produce a continuous curtain that will not rup ture or break up before reaching the level of the objects to be coated will depend upon a number of factors including the viscosity of the coating liquid, its surface tension, and the height through which the curtain must fall. But, in any event, the operator has merely to adjust the output rate of the pump 108 to provide a curtain 28 which has just suflicient thickness to flow in a continuous sheet down to the desired level.
It is noteworthy in this connection that the formation of the curtain 28 in the machine 20 by the flow of liquid by gravity across the horizontal weir 34 and down the flow apron 40 is of advantage in producing thin curtalns of coating liquid, particularly from liquids of low viscosity.
The matter of leveling the curtain producing head 30 longitudinally to produce a curtain of uniform thickness along the length of the weir 34 presents no problem since the liquid in the basin 32 provides a built-in level. Ordinarily it is necessary to level the head 39 only at the time the machine is installed. Any necessary leveling of the head can be achieved by inserting shims between one end of the guide plate 78, which supports the head, and the adjacent end plate 48. In FIGURE 3, a typical shim 157 of conventional form and construction used in leveling the head is shown positioned between one end of the guide plate 78 and the adjacent end plate 48.
With the output rate of the pump 108 adjusted to provide a thin, continuous coating curtain 28, the conveyor speed is adjusted by means of the control 148 to provide a speed of movement of the objects 24. through the coating curtain which efiects the application of a coating of the desired thickness on the objects 24. It will be appreciated that the thickness of the coating applied to the objects is, in general, inversely proportional to the speed of the objects.
The minimization of the thickness of the coating curtain 28, which the machine 20 provides, permits a corresponding slowing or minimization of the speed with which the objects 24 are moved through the coating curtain. This is of advantage in several respects. It minimizes the degree to which the objects must be accelerated before reaching the curtain and decelerated after passing through the curtain. Also, reductions in the speed of movement of the objects through the curtain helps in pacing or coordinating the speed at which the objects are coated with the operating speed of associated drying apparatus (not shown) normally used to dry the coated surfaces.
It is fitting to point out here that the machine 20 can be readily adjusted to provide assurance of immediate and proper contact of the coating curtain 28 with the moving surfaces to be coated. When the objects 24 are moving at a rather substantial speed, there is a tendency for the air immediately overlying the upper surfaces of the objects to become entrapped between the objects and the sheet of coating material moving down onto the objects. In extreme situations air entrapped between the moving objects and the overlying curtain of coating material can rupture the curtain and produce unevenness in the coating of the objects.
This condition can be readily avoided in the improved machine 20 simply by increasing the elevation of the curtain forming head 30 so that the curtain 28 falls through a greater height and has an increased velocity upon contact with the objects 24, which is suflicient to penetrate the air overlying the objects and eflect an immediate, even contact of the curtain with the upper surfaces of the objects.
Contraction of the lateral width of the falling curtain 28 is precluded, regardless of the height through which the curtain falls, by means of the previously mentioned curtain width defining elements 64 which extend vertically downward from opposite ends of the flow apron 40. The bars 64 are of sufiicient length to extend downwardly into the immediate vicinity of the path of the objects 24. Opposite edges of the curtain 28 flowing downwardly from the apron contact and wet the two curtain defining elements 64 in a manner such that the surface tension of the coating fluid holds opposite edges of the falling curtain in contact with the elements 64 throughout the path of downward movement of the curtain. In this manner narrowing of the curtain and thickening of its side edges. is precluded to assure a uniform thickness of the curtain along its entire width.
As previously intimated, provision is made for avoiding imperfections in the application of a coating to objects, due to the entrainment of air bubbles in the coating liquid. In this connection, it will be appreciated that an air bubble entrained in the layer of coating liquid applied to an object will subsequently rupture, with the 9 result that the area of the object underlying the bubble is either uncoated or improperly coated.
The manner in which this is avoided by the present invention has two interrelated aspects. In the first place, provision is made for minimizing the entrainment of air bubbles in the coating liquid as it is circulated through the machine. To this end provision is made for minimizing the turbulent commingling of the coating liquid with air, the chief cause of air becoming entrained in the liquid.
Thus, the coating liquid flows smoothly from the top of the basin 32 across the weir 34 and down the depending apron 40 in a laminar flow pattern which continues downwardly in the form of the unbroken curtain 28 which lies smoothly on the object to be coated.
Any liquid in the downwardly flowing curtain, which is not deposited onto an object to be coated, flows smoothly onto the inclined drainboard 98, engaging the inclined board at an acute angle which avoids splashing or turbulent commingling of the liquid with air such as would entrain air bubbles. As the liquid flows downwardly over the drainboard 98 its velocity is dissipated by fluid friction with the result that the liquid is admitted into the underlying trough 94 at a velocity sufliciently slow to substantially eliminate the entrainment of air bubbles.
From the trough 94, the liquid drains by gravity back into the liquid supply unit 106, which is equipped in accordance with the invention with extremely efficient and relatively compact means which effectively removes from the liquid any air bubbles which may for any reason have become entrained in the liquid.
Having reference to FIGS. 13 and 14, it will be observed that the previously mentioned liquid reservoir 104 is located in the bottom of an upwardly open housing or tower 160, which has a square shape as viewed from above, FIG. 1.
The bottom 162 of the housing 160, FIG. 14, is shaped in the form of a four-sided pyramid serving as the floor of the reservoir 104 and having its apex turned downwardly to drain liquid into the intake 164 of the hydraulically driven variable speed pump 108. The pump 108 supplies the liquid through a coarse filter or screening cartridge 166 to the previously mentioned flexible conduit 112 leading to the basin 32.
The space in the square tower 160 overlying the floor 162 houses a deaerating stack 168 of coacting deaerating baflles 170, 172 mounted together in a manner which, as will presently appear, not only provides for most efiicient removal of entrained air bubbles from the liquid, but which also provides for ready removal of the entire stack of baffles at once for cleaning.
Even though confined within a housing 160 of rather limited size, the stack 168 of deaerating baflles serves to distribute the incoming liquid from the trough 92 over an extensive surface area and cause the liquid to flow slowly over the extensive surface area through a long path in progressing downwardly from the trough to the reservoir 104.
Thus, fluid from the trough 92 flows onto an uppermost baflle 170 immediately underlying the trough, as shown in FIG. 14, and having the shape of a four-sided square pyramid, as shown in FIG. 16. The pyramid 170 is oriented so that its apex points upwardly and is turned so that its square base is displaced through a rotary angle of 45 degrees relative to the corresponding square cross-sectional shape of the housing 160. Thus, a diagonal across the base of the baflie 170 is disposed at a right angle to the adjacent sides of the housing.
The liquid flowing onto the bafiie 170 is radially dispersed in all directions as it flows slowly downward over the inclined sloping sides of the bafile to flow downwardly from the eaves or lower edges 174 of the bafile.
The liquid dropping from the lower edges 174 of the baflie 170 is immediately caught by the immediately underlying baflle 172 which is shaped in the form of a foursided pyramid turned at an angle of 45 degrees relative to the overlying bafile 170 and having base dimensions which provide a sliding fit of the bafile 172 Within the body 160. The apex of the baflle 172 points downwardly and four holes 176, formed in the medial portion of the respective sides of the baflle 1'72 adjacent the base edge of the baffle, receiving the four corners 178 of the overlying baflle 170.
Thus, liquid flowing from the upper baflle 170 into the underlying bafile 172 continues to progress downwardly at a relatively slow rate along the sloping, upwardly facing surfaces of the baffle 172 which collect the liquid near the apex of the bafiie.
As shown in FIG. 14, the baffle stack 168 comprises three dispersing bafiies 170 and two collecting bafiies 172 secured in alternately tiered relation to each other by a central support pipe 180 extending through the apices of all the baffles.
A collar 182 on the upper end of the pipe 180 overlies the uppermost dispersing balfie 170 and a short sleeve 184 supported by a nut 136 on the lower end of the pipe 180 engages the apex of the lowermost dispersing baflie 170 to hold all the baffles in assembled relation to each other on the pipe 180.
The liquid collected toward the center of the battle 172 immediately underlying the uppermost baflie 170, as described, flows outwardly through four holes 188, FIG. 16, formed in the respective sides of the baffle 172 adjacent the apex of the baflle. The four holes 188 are of the same size and discharge equal amounts of liquid onto the four sides of the underlying dispersing baffle 170 to provide an even distribution of the liquid over the four sides of the latter baffle. The alternate liquid dispersing and collecting action of the baffles 170, 172 is continued as the liquid progresses downwardly into the reservoir 104.
Any bubbles of air entrained in the liquid, which flows slowly in a thin layer over the upper surfaces of the bafiles 170, 172, are released before the liquid reaches the pool of liquid in the reservoir 104.
It may be observed, with reference to FIG. 14, that any filling of the housing with liquid causing the liquid level to rise above the lower edge of any one of the dispersing baffles would tend to cause air to become entrapped under the bafile. This is prevented by venting the space underlying each dispersing bafile 170 through apertures 190 opening into the pipe just below the apex of each baflie 170, except for the space below the lowermost baffle 170 which communicates with the pipe 180 through the open lower end of the pipe, as shown in FIG. 15. The air is discharged from the pipe 180 through the apertures immediately below the upperinosf bafl'le 170, which always remains above the liquid eve Further with reference to the even distribution of the incoming liquid over the deaerating surfaces of the bafiles 170, 172, it will be appreciated with reference to FIG. 16 that liquid flowing downwardly over two adjacent sides of the uppermost baflle 170 flows onto three sides of the immediately underlying baflle 172 which serves to evenly distribute liquid onto all four sides of the next underlying dispersing bafile 170. While the trough 192 will ordinarily discharge liquid at the vertex of the uppermost baflie 170, the inherent ability of the baflles to evenly distribute the liquid around the baflies as downward flow progresses assures an eflicient deaerating action at all times.
Thus, the coating liquid as pumped from the bottom of the reservoir 104 by the variable speed pump 108 is free of bubbles and is maintained free of bubbles a the coating liquid moves through the coating curtain 28 onto the objects to be coated, as described.
The improved coating machine 20 thus formed provides many advantages to the user, some of which have been referred to previously in the description and need not be fully developed here.
As mentioned, the machine is readily controlled through a single adjustment of the output pumping rate of the pump 108 to produce a uniform curtain 28 of optimum coating flow characteristics. In this connection it is particularly noteworthy that adjustment of the machine to vary the thickness of the coating curtain is achieved by the single adjustment of the pumping rate as described and requires no adjustment of the component elements of the curtain forming head 30 relative to each other.
In producing the curtain by the gravity flow of liquid across the weir 34 and down the apron 48, the machine is not subject to clogging or interruption of the uniformity of the curtain formed by the presence of foreign particles in the coating liquid.
Cleaning of the head 39 is facilitated by the ease with which the Weir defining channel 46 can be removed and replaced in the manner described.
The inherently economical construction of the head 30 is of advantage in many respects. The thin sheet metal structure of the channel 46 can be readily and inexpensively shaped to define a perfectly straight weir 34 as described. There is no necessity for providing or maintaining close dimensional tolerances on any component element of the head 30 or on the positional relationship of the component elements relative to each other.
In addition to minimizing the initial cost of the machine 20, the economical construction of the head 30 provides further advantages to the user in that it becomes quite practical and feasible for him to supply himself with a number of heads for use with coating liquids of different colors and different chemical properties. Thus, with a selection of heads and corresponding fluid recieving troughs 92 and portable liquid supply units 106, the machine 20 can be changed over from the use of one coating liquid to another simply by removing the previously installed head 30 and trough 92 along with the associated liquid supply unit 106 and assembling into the machine a dilferent head 30, trough 29 and liquid supply unit 106.
When a number of heads, troughs and liquid supply units are provided for use with paints of different color and chemical characteristics, the time required for changing over the machine from one coating liquid to another is reduced to an inconsequential period with virtually no loss in production time. Moreover, it is not necessary to clean the heads 30, troughs 92 and liquid supply units 106 with the same thoroughness which would otherwise be required if only one such group of elements were supplied for use with coating liquids of all colors and chemical characteristics.
The fact that the head 30 by virtue of its improved construction described provides an even level on the upper surface of the liquid in the basin 32 while at the same time minimizing the volume of the basin is of great advantage in reducing the residual volume of liquid which remains unused in the basin 32 at the end of a coating operation. This is of particular advantage in reducing the amount of coating liquid required to set up the machine for a test run in which only one or a very few objects are to be coated.
It is also noteworthy that the improved machine provides a coating curtain 28 which is nearly coextensive in width with the overall width of the table 22.
It will be appreciated that the invention is not limited to the particular construction of the exemplary embodiment illustrated but includes variants and equivalents within the spirit and the scope of the invention as defined by the claims.
The invention is claimed as follows:
1. In a machine for applying a liquid coating to objects, the combination of means for translating objects to be coated along a predetermined path, liquid receiving means extending transversely across said path in underlying relation thereto, liquid curtain forming means extending transversely across said path in overlying relation to said liquid receiving means, said curtain forming means 12 including means defining a horizontally elongated basin, a straight horizontal weir extending longitudinally along one side of said basin and defining a longitudinal edge thereof, a thin longitudinal skirt element depending from said weir in opposed overlying relation to said liquid receiving means, a liquid supply inlet pipe extending longi tudinally through said basin and defining a series of longitudinally spaced outlet apertures located along the lower side of the pipe, flow distributing means extending longitudnially through said basin in coacting relation with said pipe and said basin defining means to form a series of longitudinally spaced small openings connecting the lower portion of the basin to the uppermost level of the basin as defined by said weir and restricting communication between said liquid supply apertures and the upper level of said basin to said small openings, and coating liquid supply means connected to said inlet pipe to supply coating liquid therethrough at a controlled volumetric rate.
2. For use in a liquid coating machine, a liquid curtain forming head comprising, in combination, means defining a horizontally elongated basin for a coating liquid, means defining an elongated weir extending horizontally along one side of said basin and defining a edge thereof, said weir being shaped and dimensioned to form along the length thereof a substantially flat weir surface having substantial width extending away from the adjacent edge of said basin, 2. horizontally elongated flow skirt depending vertically from the longitudinal edge of said weir surface remote from said basin, said skirt being shaped to define a thin abrupt lower edge thereon, fluid supply means defining a plurality of fluid supply apertures opening into the lower portion of said basin in longitudinally spaced relation therealong, flow distributing means in said basin defining a series of longitudinally spaced openings between the lower portion of said basin and the upper level thereof as defined by said weir, and said flow distributing means being arranged to restrict communication between said fluid supply apertures and the upper level of the basin to said openings.
3. In a machine for applying a liquid coating to objects, the combination of means defining a horizontally elongated basin for a surface coating liquid, an elon gated weir extending horizontally along one longitudinal side of said basin and defining one longitudinal edge thereof, a curtain flow skirt depending from the side of said weir opposite from said basin, a pair of horizontally spaced curtain width defining elements disposed in immediately contiguous relation to opposite ends of the lower, edge of said skirt and extending vertically downwardly from the lower edge of said skirt in alignment with the respective ends thereof, constant flow liquid supply means connected with said basin for supplying a coating liquid thereto at a constant volumetric rate to flow over said wier and said skirt to form a continuous liquid curtain which sheets downwardly between said curtain width defining elements and in contact with both said width defining elements, and means for directing ob jects to be coated through a path underlying said skirt between said curtain width defining elements.
4. A machine for applying a liquid coating to objects, comprising, in combination, conveyor means for moving objects to be coated along a predetermined path, means for controlling the operating speed of said conveyor means, liquid receiving drainage means removably mounted in transverse underlying relation to said path, a coating liquid reservoir positioned for receiving liquid from said drainage means, a horizontally elongated curtain forming head, means removably supporting said head above said path in transverse relation thereto, said supporting means including means for adjusting said head vertically relative to said path, said head including means defining a horizontally elongated basin, said head including a longitudinal weir element forming a weir extending horizontally along one longitudinal side of said basin and defining the effective edge of the basin, a horizontally elongated skirt depending from the side of said Weir opposite from said basin in overlying relation to said drainage means, curtain width defining elements depending from the lower edge of opposite ends of said skirt in generally parallel relation to each other, said supporting means for said curtain forming head including means for leveling said basin and said weir element longitudinally, a pump connected between said reservoir and said basin to supply a coating liquid to the latter, means for controlling the instantaneous output rate of said pump, and means in said basin for producing a uniform distribution longitudinally along the basin of the coating liquid supplied thereto.
5. In a machine for applying a liquid coating to objects, the combination of means for translating objects to be coated along a predetermined path, liquid curtain forming means extending across said path, said curtain forming means including means defining a horizontal basin, a weir extending horizontally along one side of said basin and defining an upper edge thereof, a liquid supply conduit defining a series of spaced inlet openings opening into said basin a substantial distance below the level of said weir, flow distributing means extending through said basin between the level of said Weir and said inlet openings to define between said inlet openings and the upper level of said basin as defined by said weir a flow passage area having a uniform distribution along the length of said weir, and said flow distributing means being related to said basin defining means to confine to said passage area communication between said inlet openings and the weir level of said basin.
6. In a machine for applying a liquid coating to objects, the combination comprising means defining a basin for a surface coating liquid, an elongated weir extending horizontally along one side of said basin and defining the edge thereof, a flow apron depending from the side of said weir opposite from said basin, a pair of curtain width defining elements spaced from each other along said apron and extending downwardly therefrom, transfer means for transferring objects to be coated through a predetermined path passing under said apron in vertically spaced transverse relation to said apron and being located in relation to said curtain width defining elements so that the curtain width defining elements are disposed on opposite sides of said path, liquid supply means connected with said basin for supplying a coating liquid thereto to flow over said weir and down said apron to sheet downwardly from said apron in an unbroken curtain extending vertically between said apron and said path and extending horizontally between said curtain width defining elements in contact with both curtain width defining elements.
7. A machine for applying a liquid coating to objects, comprising, in combination, conveyor means for moving objects to be coated along a predetermined path, means for varying the operating speed of said conveyor means to control the speed at which objects are moved along said path, liquid receiving means extending transversely across said path in underlying relation thereto, a horizontally elongated curtain forming head, means for supporting said head above said path in general overlying relation to said liquid receiving means, said supporting means including means for adjusting said head vertically relative to said path, said head including means defining a horizontally elongated basin, said head including a longitudinal weir element extending horizontally along one longitudinal side of said basin and defining the edge thereof, a horizontally elongated apron depending from said weir, curtain Width defining elements spaced apart along said apron and extending downwardly therefrom, means for supplying a coating liquid continuously to said basin, and means in said basin for producing a uniform distribution longitudinally along the basin of the coating liquid supplied thereto.
8. In a machine for applying a liquid coating to objects, the combination of curtain forming means defining a basin for coating liquid and including a horizontal Weir extending alongside said basin at the effective upper edge thereof to provide for the flow of a coating liquid by gravity from said basin across said weir and downwardly therefrom in the form of a coating curtain, liquid receiving means underlying said weir, a reservoir arranged to receive liquid from said liquid receiving means, a pump connected to pump coating liquid from said reservoir into said basin, a fluid motor connected to power said pump, conveyor means for moving objects to be coated through a path extending between said weir and said liquid receiving means, a fluid motor connected to power said conveyor means, an energizing fluid pump connected to supply energizing fluid to both said conveyor motor and said pump motor, and control means for adjusting the rate at which energizing fluid is supplied from said energizing pump to said pump motor to control the speed of said coating liquid pump.
9. In a surface coating machine, the combination of means defining an elevated basin for a coating liquid, a reservoir for coating liquid, a coating liquid pump connected to pump coating liquid from said reservoir into said basin, means defining a weir extending alongside said basin in association therewith to provide for the flow of liquid by gravity from the uppermost level of liquid in said basin across said Weir and downwardly therefrom in the form of a coating curtain, transfer means for moving objects to be coated along a path underlying said curtain forming Weir, a fluid motor connected to power said transfer means, an energizing fluid pump connected to supply energizing fluid to said transfer means motor, a variable output pressure fluid supply valve having an intake connected to the exhaust of said conveyor motor and having a bypass connection leading back to the intake of said energizing fluid pump, a fluid motor connected to drive said coating liquid pump, means connecting said valve to said coating liquid pump motor to supply energizing fluid to the latter, and control means coacting with said valve to adjust the latter to varying the rate at which energizing fluid is supplied to said coating liquid pump motor to control the output rate of said coating liquid pump.
10. In a machine for painting objects with a bubble free coating of painting liquid, the combination of a coating liquid basin, a weir extending alongside said basin and defining the upper level of the liquid containing portion of the basin, a drain board mounted in an inclined position disposed in underlying vertically spaced relation to said weir, a deaerating bafl'le stack including a tier of dispersing battles and a tier of collecting baffles disposed in alternate relation to each other, drainage means posi tioned to receive liquid which drains from said drain board, said drainage means including means for flowing onto said deaerating baffle stack liquid that is received by the drainage means from said drain board, said collecting baflies being shaped in the form of inverted four-sided pyramids, said dispersing baffles being shaped in the form of four-sided pyramids having upwardly protruding apices and having diagonal base dimensions conforming to the side dimensions of the bases of said collecting bafiles, said dispersing baflles being turned rotatably with respect to said collecting bafiies at angles of approximately 45 degrees relative to the latter, means for collecting coating liquid draining from said bafiles, means for directing liquid from said collecting means into said basin to overflow said weir and sheet downwardly in a painting curtain descending to said drain board, and transfer means for moving objects to be painted along a generally horizontal path extending across said drainboard below said weir.
11. In a machine for painting objects, the combination of an elevated coating head defining a basin for coating liquid and including a curtain forming weir extending alongside said basin and defining the upper level of the liquid containing portion of the basin, liquid receiving means underlying said weir in vertically spaced relation thereto, a deaeration stack including a tier of vertically spaced dispersing cones having apices pointing upwardly and :1 tier of inverted collecting cones disposed in underlying relation to said respective dispersing cones in alternate relation thereto, means for directing liquid from said liquid receiving means onto the uppermost of said cones, means for collecting liquid drainage from said cones, means for directing liquid from said collecting means into said basin at a non-pulsating constant rate to flow by gravity over said weir and sheet downwardly in a painting curtain descending to said liquid receiving means, and transfer means for moving objects to be painted along a generally horizontal path extending across said liquid receiving means in underlying vertically spaced relation to said weir.
12. The method of painting objects comprising moving objects to be painted along a predetermined path in traveling positions in which surfaces to be painted on the objects face upwardly, forming a painting curtain extending cross said path by supplying painting liquid continuously at a non-pulsating rate .to a body of painting liquid in a manner which avoids irregularities and fluctuations of the upper surface of the liquid body whereby liquid flows by gravity at a constant rate from the upper level of the liquid body across a horizontal weir extending alongside the liquid body in substantially flush relation to the upper level of the liquid body and liquid flowing over the weir flows downwardly to a horizontally thin curtain release lip projecting downwardly below the weir from which lip the flowing painting liquid parts to sheet downwardly in a uniform thin painting curtain traversing said path, precluding narrowing of the downwardly sheeting curtain of painting liquid by causing opposite ends of the curtain to flow along. curtain Width defining elements extending downwardly from opposite ends of the curtain release lip; and adjusting the rate at which the painting iquid is supplied to said body of liquid, adjusting the vertical spacing of the weir and curtain release lip with respect to said path, and adjusting the speed at which objects are moved along said path to effect laying onto the upwardly facing surfaces of the objects of a thin coating of painting liquid none of which, even when initially applied to the objects, will flow along or off the objects under the influence of gravity because of the thinness of the coating thickness which conforms to a desired value by virtue of initial laying of the curtain onto the objects.
13. A machine for applying a liquid coating to objects comprising, in combination, transfer means for moving objects to be coated along a predetermined path, said transfer means including means for controlling the speed at which objects are moved along said path, liquid receiving means removably mounted in underlying relation to said path, a coating liquid reservoir, a horizontally elongated curtain forming head, means removably supporting said head above said path in transverse relation thereto, said supporting means for said head including means for adjusting the head vertically relative to said path, said head including means defining a horizontally extending basin and including an overflow weir extending horizontally along one side of said basin and defining the eifective edge thereof, a horizontally elongated curtain forming element extending downwardly from the side of said weir opposite from said basin and defining a thin curtain release lip projecting steeply downwardly in overlying relation to said liquid receiving means, a constant fiow pump connected to supply liquid from said reservoir at a constant non-pulsating rate, fluid admitting means connected with said pump and communicating with said basin to discharge liquid into the basin in a flow pattern distributed longitudinally along the basin to avoid irregularities in the surface of liquid in the basin, and curtain width defining elements extending downwardly from op- 16 posite ends of said curtain forming element to provide surface tension guides for the liquid curtain which sheets downwardly from the lower edge of said curtain forming element.
14. In a machine for painting objects, the combination of means for moving objects to be painted along a predetermined path, means defining a painting liquid basin overlying said path in vertically spaced relation thereto, said basin defining means including a horizontal wei which defines the effective edge of said basin, means forming a flow surface extending steeply downwardly from the side of said weir opposite from said basin, means defining a horizontally thin curtain forming edge projecting steeply downwardly in overlying vertically spaced relation to said path and forming a downward continuation of and the lower extremity of said flow surface, painting liquid supply means for supplying painting liquid continuously at a nonpulsating rate to said basin, said painting liquid supply means including paint discharge means having painting liquid outlet space located with reference to said basin to discharge painting liquid into said basin in a region within said basin which is remote from said weir in relation to the size of the basin, flow dispersion means interposed in the fluid flow path between said liquid outlet space and said weir and having a construction which restricts fluid communication between said liquid outlet space and the region of said basin adjacent said weir to multitudinous small passages formed by said flow dispersion means, and said basin being free of structure which would cause unevenness in the surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said weir and down said flow surface to said horizontally thin curtain forming edge to sheet downwardly from the latter in a uniform curtain which contacts and paints objects moving along said path.
15. For use in a painting machine having means for moving objects to be painted along a predetermined path, means defining a painting liquid basin adapted to overlie in vertically spaced relation thereto the path along which objects to be painted are moved, said basin defining means including a horizontal Weir which defines the effective edge of said basin, means forming a flow surface extending steeply downwardly from the side of said weir opposite from said basin, means defining a horizontally thin curtain forming edge projecting steeply downwardly and forming a downward continuation of and the low r extremity of said flow surface, painting liquid supply means defining painting liquid discharge space located with reference to said basin to discharge painting liquid into said basin in a region within said basin which is remote from said weir in relation to the size of the basin, flow dispersion means interposed in the fluid flow path between said liquid discharge space and said Weir and having a construction which restricts fluid communication between said liquid discharge space and the region of said basin adjacent said weir to multitudinous small passages formed by said flow dispersion means, and said basin being free of structure which would cause unevenness in the surface of the liquid in the basin whereby painting liquid pumped into said basin through said discharge space flows smoothly and evenly by gravity from the undisturbed upper sur face of liquid in the basin across said weir and down said flow surface to said horizontally thin curtain forming edge to sheet downwardly from the latter in an unbroken curtain which is uniform along the length of said curtain forming edge.
16. The method of applying a thin coating of paint to objects to be painted, comprising moving objects to be painted along a predetermined path, flowing painting liquid at a constant non-pulsating rate into a lower region of a pool of painting liquid overlying asid path and bounded in part by a horizontal overflow weir extending across said path in vertically spaced relation thereto, causing the painting liquid being pumped into said pool faces upwardly,
to flow to said weir only through multitudinous small passages formed by flow dispersion means disposed in the pool whereby the upper surface of the painting liquid in the pool is undisturbed by the motion of the liquid entering the pool, maintaining the upper surface of the liquid in the pool otherwise undisturbed so that liquid rising to the top of the pool flows evenly over the horizontal weir, causing the painting liquid flowing over the weir to sheet downwardly from a thin and downwardly projecting curtain forming lip disposed generally in underlying relation to said weir and having a vertical spacing above said path sufficiently great to cause the downward speed of the painting liquid in the curtain to be very materially increased by the acceleration of gravity from the time the painting liquid in the curtain parts from said curtain forming lip until the painting liquid reaches said path where the curtain is laid on an object moving along said path to become a thin uniform coating of paint on the object, and controlling the speed at which objects are moved along said path and the rate at which painting liquid is flowed into said pool to cause the thickness of the coating of painting liquid on objects moved through the curtain to be determined by the total quantity of painting liquid laid onto the objects and to conform to a desired value that is sufiiciently limited to preclude any flow of painting liquid along or off the objects under the influence of gravity.
17. The method of applying a thin coating of paint to an object to be painted, comprising moving an object to be painted along a predetermined path in a traveling position such that the surface to be painted on the object flowing painting liquid at a constant nonpulsating rate into a pool of painting liquid overlying said path and bounded in part by a horizontal overflow weir extending across said path in vertically spaced relation thereto, causing the painting liquid being pumped into said pool to flow to said weir only through rnultitudinous small passages whereby the upper surface of the painting liquid in the pool is undisturbed by the motion of the liquid entering the pool, maintaining the upper surface of the liquid in the pool otherwise undistrubed so that liquid flows from the top of the pool evenly over the horizontal weir, causing the painting liquid flowing over the weir to flow downwardly to and to sheet downwardly from a downwardly extending curtain forming lip overlying said path and having a vertical spacing above said path sulficiently great to cause the downward speed of the painting liquid in the curtain to be very materially increased by the acceleration of gravity from the time the painting liquid in the curtain parts from said curtain forming lip until the painting liquid reaches said path to where the curtain is laid on the object moving along said path to become a thin uniform coating of paint on the upwardly facing surface of the object, and controlling the speed at which the object is moved along said path and the rate at which painting liquid is flowed into said pool to cause the thickness of the coating of painting on the object moved through the curtain to be determined by the total quantity of painting liquid laid onto the object by the curtain and to conform to a desired valve that is sufliciently limited to preclude any flow of painting liquid along or off the object under the influence of gravity.
18. In a machine for painting objects, the combination of variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path, means defining a painting liquid basin, adjustable support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal Weir extending lengitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin, means supported by said adjustable support means and defining a thin curtain forming lip disposed substantially in underlying relation to said weir and projecting in a generally vertical direction downwardly in overlying vertically spaced relation to said path, means supported by said adjustable support means and forming a flow surface extending in a generally vertical direction downwardly to said curtain forming lip from the side of said weir opposite from said basin, adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin, said painting liquid supply means including painting liquid discharge means extending along said basin longitudinally with respect to said weir and being formed and located with reference to said basin to discharge painting liqiud into said basin in a direction directed generally away from said weir and in a flow pattern that is evenly distributed longitudinally along the weir and that enters the basin well below the level of the Weir at a location within said basin which is remote from said weir in relation to the size of the basin, said basin being free of structure which would cause unevenness in the upper surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said weir and down said flow surface to said thin curtain forming lip to sheet downwardly from the latter in a uniform curtain that is laid on objects moving along said path to form a coating of painting liquid thereon, said variable speed transfer means including first adjustable control means for adjusting the speed at which objects are moved by the transfer means along said path through the curtain of painting liquid descending from said lip; said adjustable support means including second adjustable control means for adjusting the vertical spacings of said basin defining means, said flow surface, and said curtain forming lip from said path; and said adjustable painting liquid supply means including third adjustable control means for adjusting the rate at which painting liquid is supplied to said basin; said first, second and third control means being adjustable in coordinated relation to each other to effect painting of objects moved along said path through said curtain with a thin coating of painting liquid having a thickness that is determined by the total quantity of liquid laid onto the objects by the curtain and that conforms uniformly to a desired thickness valve which is sufiiciently limited to preclude any flow of the painting liquid along or oli the objects under the influence of gravity.
19. In a machine for painting objects, the combination of variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path, means defining a painting liquid basin, adjustable support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal Weir extending longitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin, adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin, said painting liquid supply means including painting liquid discharge means shaped and arranged to direct incoming painting liquid in said basin in a flow pattern that is evenly distributed longitudinally along the weir and that avoids the creation of unevenness in the upper surface of the liquid in the basin as an incident to the inflow of painting liquid into the basin, said basin being free of structure which would cause unevenness in the upper surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said horizontal weir, means on said adjustable support means forming a flow surface extending steply downwardly from the side of said weir opposite from said basin so that liquid flows from said weir smoothly and evenly over said flow surface, said flow surface terminating in a downward direction in a curtain forming edge, said curtain forming edge overlying said path in vertically spaced relation thereto so that liquid flowing down said flow surface parts and sheets downwardly from the curtain forming edge in a uniform curtain that is laid on objects moving along said path to form a coating of painting liquid thereon, said variable speed transfer means comprising an endless conveyor belt having a generally flat upper run extending along said path into proximate relation to the space underlying said curtain forming edge to support and effect movement toward and through the curtain objects disposed in traveling positions such that surfaces to be painted on the objects face upwardly, said variable speed transfer means including first adjustable control means for adjusting the speed of said conveyor belt and hence the speed at which objects are moved to and through the painting curtain of painting liquid descending from said edge; said adjustable support means including second adjustable control means for adjusting the vertical spacings from said path of said basin defining means, said flow surface and said curtain forming edge; and said adjustable painting liquid supply means including third adjustable control means for adjusting the constant rate at which painting liquid is supplied to said basin; said first, second and third control means being adjustable in coordinated relation to each other to effect painting of objects moving along said path through said curtain with a thin coating of painting liquid having a uniform thickness that is determined precisely by the total quantity of liquid laid onto the objects by the curtain and that conforms accurately to a desired value which is sufiiciently limited to preclude any flow of the painting liquid along or off the objects under the influence of gravity.
20. In a machine for painting objects, the combination of variable speed transfer means for moving objects to be painted along a predetermined horizontally extending path, means defining a painting liquid basin, support means supporting said basin defining means in overlying vertically spaced relation to said path, said basin defining means including a horizontal weir extending longitudinally along one side of said basin in transverse relation to said path and defining the effective edge of said basin, adjustable painting liquid supply means for supplying painting liquid continuously at a non-pulsating constant rate to said basin, said painting liquid supply means including painting liquid discharge means shaped and arranged to direct incoming painting liquid in said basin in a flow pattern that is evenly distributed longitudinally along the weir and that avoids the creation of unevenness in the upper surface of the liquid in the basin as an incident to the inflow of painting liquid into the basin, said basin being free of structure which would cause unevenness in the upper surface of the liquid in the basin whereby liquid flows smoothly and evenly by gravity from the undisturbed upper surface of liquid in the basin across said horizontal weir, means on said support means forming a flow surface extending steeply downwardly from the side of said weir opposite from said basin so that liquid flows from said weir smoothly and evenly over said flow surface, said flow surface terminating in a downward direction in a curtain forming edge, said curtain forming edge overlying said path in vertically spaced relation thereto so that liquid flowing down said flow surface parts and sheets downwardly from the curtain forming edge in a uniform curtain that is laid on objects moving along said path to form a coating of painting liquid thereon, said variable speed transfer means including first adjustable control means for adjusting the speed at which objects are moved along said path to and through the painting curtain of painting liquid descending from said edge; and said adjustable painting liquid supply means including second adjustable control means for adjusting the constant rate at which painting liquid is supplied to said basin; said first and second control means being adjust able in coordinated relation to each other to effect painting of objects moving along said path through said curtain with a thin coating of painting liquid having a uniform 2% thickness that is determined precisely by the total quantity of liquid laid onto the objects by the curtain and that conforms accurately to a desired value which is sufficiently limited to preclude any flow of the painting liquid along or off the objects under the influence of gravity.
21. The method of painting an element wtih a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the element, comprising: moving the element to be painted at an adjustable speed along a horizontally extending, predetermined path in a traveling position such that the surface to be painted on the element faces in a generally upward direction; flowing painting liquid at an adjustable constant and nonpulsating rate to a painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying, transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoid disturbing the upper surface of the liquid in the pool by the inflow of liquid into the pool, maintaining the upper surface of the liquid in the pool otherwise undisturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady in time; causing the thin stream of liquid passing over the weir to flow down a steeply inclined flow surface to a curtain forming edge from which the liquid sheets downwardly an extensive distance to said path in an unbroken curtain of painting liquid that is laid down as a coating of painting liquid on the upwardly facing surface of the element moving along said path; and preadjusting in coordinated relation to each other the constant rate at which painting liquid is flowed into the pool, the speed at which the element is moved along the path and the vertical spacings from said path of the pool and lip so that the thickness of the coating of painting liquid applied to the element by the descending curtain is determined by the total quantity of painting liquid laid onto the element by the curtain and is uniformly equal to a predetermined desired thickness which by virtue of its thinness precludes any flow of the painting liquid in the coating along or off the element under the influence of gravity.
22. The method of painting objects with a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the objects, comprising: moving objects to be painted at an adjustable speed along a horizontally extending, predetermined path in traveling positions such that the object surfaces to be painted face in generally upward directions; flowing painting liquid at an adjustable constant and nonpulsating rate to a painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying, transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoids disturbing the upper surface of the liquid in the pool by the inflow of liquid into the pool, maintaining the upper surface of the liquid in the pool otherwise undisturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady in time; causing the thin stream of liquid passing over the weir to flow down a steeply inclined flow surface to a thin, downwardly extending lip from which the liquid sheets downwardly an extensive distance to said path in an unbroken curtain of painting liquid that is laid down as a coating of painting liquid on upwardly facing surfaces of the objects moving along said path; and preadjusting the constant rate at which painting liquid is flowed into the pool and preadjusting the speed at which objects are moved along the path so that the thickness of the coating of painting liquid applied to objects by the descending curtain is determined by the total quantity of painting liquid laid onto the objects by the curtain and is uniformly equal to a predetermined desired thickness which by virtue of its thinness precludes any flow of the painting liquid in the coating along or off the objects under the influence of gravity.
23. The method of painting an element with a thin paint coating having a controlled uniform thickness that is determined by the quantity of paint that is initially applied to the element, comprising; moving the element to be painted at an adjustable speed along a horizontally extending, predetermined path in a traveling position such that the surface to be painted on the element faces in a generally upward direction; flowing painting liquid at an adjustable constant and nonpulsating rate to a vertically adjustable painting liquid pool that overlies said path and is bounded along one side by a horizontal weir disposed in overlying transversely extending relation to said path and determining the normal level of painting liquid in the pool; evenly distributing longitudinally along the weir the liquid flowing into the pool in a manner that avoids disturbing the upper surface of the liquid in the upper surface of the liquid in the pool otherwise unpool by the inflow of liquid into the pool, maintaining the disturbed so that painting liquid flows by gravity from the top of the pool smoothly and evenly over the weir in a thin flow stream that is uniform along the length of the weir and that is perfectly steady in time; causing the thin stream of liquid passing over the weir to flow down a steeply inclined flow surface to a curtain forming edge from which the liquid sheets downwardly an extensive distance to said path in an unbroken curtain of painting liquid that is laid down as a coating of painting liquid on the upwardly facing surface of the element moving along said path; and preadjusting in coordinated relation to each other the constant rate at which painting liquid is flowed into the pool and the speed at which the element is moved along the path so that the thickness of the coating of painting liquid applied to the element by the descending curtain is determined by the total quantity of painting liquid laid onto the element by the curtain and is uniformly equal to a predetermined desired thickness which by virtue of its thinness precludes any flow of the painting liquid in the coating along or off the element under the influence of gravity.
References Cited by the Examiner UNITED STATES PATENTS 1,724,179 8/29 Bullerjahn 118-300 2,060,897 11/36 Richardson et a1 118324 X 2,214,772 9/40 Muggleton 117102 2,444,878 7/48 Marsh 1l8244 X 2,447,746 8/48 Ferris et a1 20264 2,651,289 9/53 Kitterman 118-324 2,703,760 3/55 Cunning. 2,763,234 9/56 Meagher et al. 11824 X 2,809,129 10/57 Peterson. 2,963,002 12/60 Glaus 117-102 X 3,047,418 7/62 Compton 118-324 X 3,067,060 12/ 62 Glaus 117102 3,074,374 1/ 63 Burkle 118-314 X FOREIGN PATENTS 203,606 5/59 Austria.
735,399 8/32 France.
142,935 5/20 Great Britain.
RICHARD D. NEVIUS, Primary Examiner.
UNITED STATES PATENT OFFICE CERTIFICATE OF CORRECTION Patent No. 3,205,089 Se b 7, 19 5 Joseph Kinzelman It is hereby certified that error appears in the above numbered patent requiring correction and that the said Letters Patent should read as corrected below.
Column 21, lines 25 and 26, for "upper surface of the liquid in the pool otherwise unpool by the inflow of liquid into the pool, maintaining the" read pool by the inflow of liquid into the pool, maintaining the upper surface of the liquid in the pool otherwise un- Signed and sealed this 20th day of September 1966.
(SEAL) Attest: ERNEST W. SWIDER EDWARD J. BRENNER Attesting Officer Commissioner of Patents
Claims (1)
12. THE METHOD OF PAINTING OBJECTS COMPRISING MOVING OBJECTS TO BE PAINTED ALONG A PREDETERMINED PATH IN TRAVELING POSITIONS IN WHICH SURFACES TO BE PAINTED ON THE OBJECTS FACE UPWARDLY, FORMING A PAINTING CURTAIN EXTENDING CROSS SAID PATH BY SUPPLYING PAINTING LIQUID CONTINUOUSLY AT A NON-PULSATING RATE TO A BODY OF PAINTING LIQUID IN A MANNER WHICH AVOIDS IRREGULARITIES AND FLUCTUATIONS OF THE UPPER SURFACE OF THE LIQUID BODY WHEREBY LIQUID FLOWS BY GRAVITY AT A CONSTANT RATE FROM THE UPPER LEVEL OF THE LIQUID BODY ACROSS A HORIZONTAL WEIR EXTENDING ALONGSIDE THE LIQUID BODY IN SUBSTANTIALLY FLUSH RELATION TO THE UPPER LEVEL OF THE LIQUID BODY AND LIQUID FLOWING OVER THE WEIR FLOWS DOWNWARDLY TO A HORIZONTALLY THIN CURTAIN RELEASE LIP PROJECTING DOWNWARDLY BELOW THE WEIR FROM WHICH LIP THE FLOWING PAINTING LIQUID PARTS TO SHEET DOWNWARDLY IN A UNIFORM THIN PAINTING CURTAIN TRAVERSING SAID PATH, PRECLUDING NARROWING OF THE DOWNWARDLY SHEETING CURTAIN OF PAINTING LIQUID BY CAUSING OPPOSITE ENDS OF THE CURTAIN TO FLOW ALONG CURTAIN WIDTH DEFINING ELEMENTS EXTENDING DOWNWARDLY FROM OPPOSITE ENDS OF THE CURTAIN RELEASE LIP; AND ADJUSTING THE RATE AT WHICH THE PAINTING LIQUID IS SUPPLIED TO SAID BODY OF LIQUID, ADJUSTING THE VERTICAL SPACING OF THE WEIR AND CURTAIN RELEASE LIP WITH RESPECT TO SAID PATH, AND ADJUSTING THE SPEED AT WHICH OBJECTS ARE MOVED ALONG SAID PATH TO EFFECT LAYING ONTO THE UPWARDLY FACING SURFACES OF THE OBJECTS OF A THIN COATING OF PAINTING LIQUID NONE OF WHICH, EVEN WHEN INITIALLY APPLIED TO THE OBJECTS, WILL FLOW ALONG OR OFF THE OBJECTS UNDER THE INFLUENCE OF GRAVITY BECAUSE OF THE THINNESS OF THE COATING THICKNESS WHICH CONFORMS TO A DESIRED VALUE BY VIRTUE OF INITIAL LAYING OF THE CURTAIN ONTO THE OBJECTS.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US356533A US3205089A (en) | 1959-12-04 | 1964-04-01 | Method and apparatus for flow coating objects |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US85745959A | 1959-12-04 | 1959-12-04 | |
| US356533A US3205089A (en) | 1959-12-04 | 1964-04-01 | Method and apparatus for flow coating objects |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3205089A true US3205089A (en) | 1965-09-07 |
Family
ID=26999256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US356533A Expired - Lifetime US3205089A (en) | 1959-12-04 | 1964-04-01 | Method and apparatus for flow coating objects |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3205089A (en) |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3245380A (en) * | 1962-07-17 | 1966-04-12 | Black Bros Co Inc | Surface coating machines, and the like |
| US3307516A (en) * | 1963-12-13 | 1967-03-07 | Continental Oil Co | Curtain coating machines |
| US3329123A (en) * | 1965-05-19 | 1967-07-04 | American Uniform Co | Applicator including variable volumetric feed valve system |
| US3345972A (en) * | 1965-05-20 | 1967-10-10 | Owens Illinois Inc | Means to adjust effective width of curtain coater |
| US3404658A (en) * | 1966-10-18 | 1968-10-08 | Sommer & Maca Glass Machinery | Curtain coating apparatus |
| US3434457A (en) * | 1966-01-10 | 1969-03-25 | Ashdee Corp | Coating equipment accessory |
| US3508947A (en) * | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| US3596432A (en) * | 1969-07-18 | 1971-08-03 | Possis Machine Corp | Packaging machine |
| US3632374A (en) * | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US3678890A (en) * | 1970-12-09 | 1972-07-25 | Boise Cascade Corp | Panel coating apparatus |
| US3717121A (en) * | 1970-06-12 | 1973-02-20 | Ppg Industries Inc | Curtain coating head |
| JPS4897940A (en) * | 1972-03-27 | 1973-12-13 | ||
| US3793056A (en) * | 1969-12-01 | 1974-02-19 | R Stease | Method for coating and/or impregnating substantially planar articles |
| US3867901A (en) * | 1968-06-03 | 1975-02-25 | Eastman Kodak Co | Apparatus for production of photographic elements |
| US3968772A (en) * | 1969-03-26 | 1976-07-13 | Eastman Kodak Company | Curtain coating apparatus |
| US3991236A (en) * | 1968-11-22 | 1976-11-09 | Vepa Ag | Method for coating a material length with a fluid coating substance |
| US4060649A (en) * | 1976-12-06 | 1977-11-29 | Sprague Electric Company | Paint curtain machine and method of painting |
| US4075976A (en) * | 1974-03-04 | 1978-02-28 | A. Wiley Clayton | Apparatus for curtain coating objects |
| US4139662A (en) * | 1977-11-14 | 1979-02-13 | Armstrong Cork Company | Method of and apparatus for metering fast-reacting saturant onto sheet material |
| EP0002040A1 (en) * | 1977-11-21 | 1979-05-30 | Ciba-Geigy Ag | Process for the application of soldering masks to printed circuits with through holes for contacting |
| US4230743A (en) * | 1976-06-28 | 1980-10-28 | Fuji Photo Film Co., Ltd. | Process for producing pressure-sensitive copying paper |
| EP0241891A2 (en) * | 1986-04-17 | 1987-10-21 | BASF Aktiengesellschaft | Apparatus for applying glue to wooden parts |
| US5885660A (en) * | 1998-01-22 | 1999-03-23 | Eastman Kodak Company | Coating surfaces with a free falling coating composition, using a basin with a wall dividing the basin into two channels |
| WO1999029437A1 (en) | 1997-12-10 | 1999-06-17 | Owens Corning | Curtain coater for fluid binder application |
| US6117236A (en) * | 1998-03-18 | 2000-09-12 | Eastman Kodak Company | Curtain coating apparatus and method with continuous width adjustment |
| US20070003703A1 (en) * | 2005-03-07 | 2007-01-04 | Seng Jocelyn M | Method and apparatus for applying liquid compositions to fiber webs |
| US20100227073A1 (en) * | 2009-03-03 | 2010-09-09 | United States Gypsum Company | Process and apparatus for feeding cementitious slurry for fiber-reinforced structural cement panels |
| CN105344551A (en) * | 2015-12-03 | 2016-02-24 | 安徽普伦智能装备有限公司 | Steel plate oiler |
| US20230060382A1 (en) * | 2019-12-17 | 2023-03-02 | Daiwa Can Company | Painting method and painting apparatus for band material |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB142935A (en) * | 1919-02-14 | 1920-05-14 | George Ralph Baker | Improvements in the coating of confections and the like |
| US1724179A (en) * | 1929-08-13 | Sealihg apparatus fob | ||
| FR735399A (en) * | 1932-03-02 | 1932-11-07 | Device for spreading the slip | |
| US2060897A (en) * | 1933-02-07 | 1936-11-17 | Du Pont | Apparatus for impregnating nonwoven fabrics |
| US2214772A (en) * | 1937-11-18 | 1940-09-17 | Cons Water Power & Paper Co | Process and apparatus for coating paper |
| US2444878A (en) * | 1944-10-30 | 1948-07-06 | Marsh Stencil Machine Company | Gumming machine |
| US2447746A (en) * | 1945-01-29 | 1948-08-24 | Atlantic Refining Co | Guided free film distillation method |
| US2651289A (en) * | 1950-01-26 | 1953-09-08 | Bruce E L Co | Apparatus for finishing wood flooring units |
| US2703760A (en) * | 1952-01-25 | 1955-03-08 | Johnson & Son Inc S C | Method of coating fruits and vegetables |
| US2763234A (en) * | 1953-01-26 | 1956-09-18 | Meagher Walter Denis | Coating or enrobing machines |
| US2809129A (en) * | 1954-10-07 | 1957-10-08 | Bristol Ind Equipment Company | Method of coating sheets with lubricant for draw dies |
| AT203606B (en) * | 1956-09-25 | 1959-05-25 | Buerkle & Co Robert | Device for covering a plate or tape-shaped object with a layer of lacquer |
| US2963002A (en) * | 1957-04-15 | 1960-12-06 | Steinemann Ulrich Ag | Varnish feeding arrangement for pouring machines |
| US3047418A (en) * | 1959-10-23 | 1962-07-31 | Gladding Mcbean & Co | Method of producing novel decorative effects on ceramic objects |
| US3067060A (en) * | 1959-01-29 | 1962-12-04 | Ulrich Steinemann Ag Ltd | Method and apparatus for curtain coating |
| US3074374A (en) * | 1958-04-23 | 1963-01-22 | Burkle Robert | Varnish pouring machine |
-
1964
- 1964-04-01 US US356533A patent/US3205089A/en not_active Expired - Lifetime
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1724179A (en) * | 1929-08-13 | Sealihg apparatus fob | ||
| GB142935A (en) * | 1919-02-14 | 1920-05-14 | George Ralph Baker | Improvements in the coating of confections and the like |
| FR735399A (en) * | 1932-03-02 | 1932-11-07 | Device for spreading the slip | |
| US2060897A (en) * | 1933-02-07 | 1936-11-17 | Du Pont | Apparatus for impregnating nonwoven fabrics |
| US2214772A (en) * | 1937-11-18 | 1940-09-17 | Cons Water Power & Paper Co | Process and apparatus for coating paper |
| US2444878A (en) * | 1944-10-30 | 1948-07-06 | Marsh Stencil Machine Company | Gumming machine |
| US2447746A (en) * | 1945-01-29 | 1948-08-24 | Atlantic Refining Co | Guided free film distillation method |
| US2651289A (en) * | 1950-01-26 | 1953-09-08 | Bruce E L Co | Apparatus for finishing wood flooring units |
| US2703760A (en) * | 1952-01-25 | 1955-03-08 | Johnson & Son Inc S C | Method of coating fruits and vegetables |
| US2763234A (en) * | 1953-01-26 | 1956-09-18 | Meagher Walter Denis | Coating or enrobing machines |
| US2809129A (en) * | 1954-10-07 | 1957-10-08 | Bristol Ind Equipment Company | Method of coating sheets with lubricant for draw dies |
| AT203606B (en) * | 1956-09-25 | 1959-05-25 | Buerkle & Co Robert | Device for covering a plate or tape-shaped object with a layer of lacquer |
| US2963002A (en) * | 1957-04-15 | 1960-12-06 | Steinemann Ulrich Ag | Varnish feeding arrangement for pouring machines |
| US3074374A (en) * | 1958-04-23 | 1963-01-22 | Burkle Robert | Varnish pouring machine |
| US3067060A (en) * | 1959-01-29 | 1962-12-04 | Ulrich Steinemann Ag Ltd | Method and apparatus for curtain coating |
| US3047418A (en) * | 1959-10-23 | 1962-07-31 | Gladding Mcbean & Co | Method of producing novel decorative effects on ceramic objects |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3245380A (en) * | 1962-07-17 | 1966-04-12 | Black Bros Co Inc | Surface coating machines, and the like |
| US3307516A (en) * | 1963-12-13 | 1967-03-07 | Continental Oil Co | Curtain coating machines |
| US3329123A (en) * | 1965-05-19 | 1967-07-04 | American Uniform Co | Applicator including variable volumetric feed valve system |
| US3345972A (en) * | 1965-05-20 | 1967-10-10 | Owens Illinois Inc | Means to adjust effective width of curtain coater |
| US3434457A (en) * | 1966-01-10 | 1969-03-25 | Ashdee Corp | Coating equipment accessory |
| US3404658A (en) * | 1966-10-18 | 1968-10-08 | Sommer & Maca Glass Machinery | Curtain coating apparatus |
| US3632374A (en) * | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US3867901A (en) * | 1968-06-03 | 1975-02-25 | Eastman Kodak Co | Apparatus for production of photographic elements |
| US3508947A (en) * | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| US3991236A (en) * | 1968-11-22 | 1976-11-09 | Vepa Ag | Method for coating a material length with a fluid coating substance |
| US3968772A (en) * | 1969-03-26 | 1976-07-13 | Eastman Kodak Company | Curtain coating apparatus |
| US3596432A (en) * | 1969-07-18 | 1971-08-03 | Possis Machine Corp | Packaging machine |
| US3793056A (en) * | 1969-12-01 | 1974-02-19 | R Stease | Method for coating and/or impregnating substantially planar articles |
| US3717121A (en) * | 1970-06-12 | 1973-02-20 | Ppg Industries Inc | Curtain coating head |
| US3678890A (en) * | 1970-12-09 | 1972-07-25 | Boise Cascade Corp | Panel coating apparatus |
| JPS4897940A (en) * | 1972-03-27 | 1973-12-13 | ||
| US4075976A (en) * | 1974-03-04 | 1978-02-28 | A. Wiley Clayton | Apparatus for curtain coating objects |
| US4230743A (en) * | 1976-06-28 | 1980-10-28 | Fuji Photo Film Co., Ltd. | Process for producing pressure-sensitive copying paper |
| US4060649A (en) * | 1976-12-06 | 1977-11-29 | Sprague Electric Company | Paint curtain machine and method of painting |
| US4139662A (en) * | 1977-11-14 | 1979-02-13 | Armstrong Cork Company | Method of and apparatus for metering fast-reacting saturant onto sheet material |
| EP0002040A1 (en) * | 1977-11-21 | 1979-05-30 | Ciba-Geigy Ag | Process for the application of soldering masks to printed circuits with through holes for contacting |
| US4230793A (en) * | 1977-11-21 | 1980-10-28 | Ciba-Geigy Corporation | Process for the production of solder masks for printed circuits |
| EP0241891A2 (en) * | 1986-04-17 | 1987-10-21 | BASF Aktiengesellschaft | Apparatus for applying glue to wooden parts |
| EP0241891A3 (en) * | 1986-04-17 | 1990-05-02 | BASF Aktiengesellschaft | Apparatus for applying glue to wooden parts |
| WO1999029437A1 (en) | 1997-12-10 | 1999-06-17 | Owens Corning | Curtain coater for fluid binder application |
| US5885660A (en) * | 1998-01-22 | 1999-03-23 | Eastman Kodak Company | Coating surfaces with a free falling coating composition, using a basin with a wall dividing the basin into two channels |
| US6117236A (en) * | 1998-03-18 | 2000-09-12 | Eastman Kodak Company | Curtain coating apparatus and method with continuous width adjustment |
| US20070003703A1 (en) * | 2005-03-07 | 2007-01-04 | Seng Jocelyn M | Method and apparatus for applying liquid compositions to fiber webs |
| US20100227073A1 (en) * | 2009-03-03 | 2010-09-09 | United States Gypsum Company | Process and apparatus for feeding cementitious slurry for fiber-reinforced structural cement panels |
| US8770139B2 (en) | 2009-03-03 | 2014-07-08 | United States Gypsum Company | Apparatus for feeding cementitious slurry onto a moving web |
| CN105344551A (en) * | 2015-12-03 | 2016-02-24 | 安徽普伦智能装备有限公司 | Steel plate oiler |
| CN105344551B (en) * | 2015-12-03 | 2018-09-28 | 安徽普伦智能装备有限公司 | A kind of steel-plate oil coating machine |
| US20230060382A1 (en) * | 2019-12-17 | 2023-03-02 | Daiwa Can Company | Painting method and painting apparatus for band material |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3205089A (en) | Method and apparatus for flow coating objects | |
| DE2733943C2 (en) | A discharge pipe of a photographic sheet material developing device | |
| US3348526A (en) | Coating apparatus for coating webs | |
| US3794167A (en) | Method and apparatus for supplying and controlling flow of a liquid suspension through laminar apparatus | |
| US3938206A (en) | Method for continuous displacement washing of liquid-containing pulp materials | |
| US2356757A (en) | Air conditioning apparatus | |
| US4964364A (en) | Apparatus for coating a web with coating mix | |
| US5202017A (en) | Continuous media filter with monitoring of liquid level in distributor | |
| DE682846C (en) | Process and device for degassing flowing liquids in the paper pulp, paper and cardboard industry and similar liquids | |
| DE2846708A1 (en) | METHOD FOR DEGASSING PAPER MASS SUSPENSION AND DEVICE FOR PERFORMANCE THESE | |
| US3292577A (en) | Apparatus for coating paper | |
| FI78147B (en) | STROEMNINGSREDLERINGSANORDNING FOER AVLOPPSVATTEN. | |
| DE3787309T2 (en) | Filter system. | |
| US5885660A (en) | Coating surfaces with a free falling coating composition, using a basin with a wall dividing the basin into two channels | |
| DE3924273A1 (en) | Glue application appts. - has dosing roller scraper covered by glue to give wet cleaning action | |
| US4726287A (en) | Water washed subfloor system for paint spray booth | |
| JPH09508577A (en) | Cross flow knife coater | |
| US4305820A (en) | Apparatus for the treatment of a filter cake with a liquid on a movable filter | |
| JPS6333916B2 (en) | ||
| US4671869A (en) | Filter device | |
| US2970938A (en) | Control of stock supply in paper making machines | |
| EP1124690B1 (en) | Pressurized enclosed gravure applicator and method | |
| DE3142701A1 (en) | Measuring device on a fluid application device | |
| US3101383A (en) | Gas and liquid contact apparatus | |
| US3247971A (en) | Underdrain for filter tanks |