US2849195A - Combination wire drawing and packaging device - Google Patents
Combination wire drawing and packaging device Download PDFInfo
- Publication number
- US2849195A US2849195A US374850A US37485053A US2849195A US 2849195 A US2849195 A US 2849195A US 374850 A US374850 A US 374850A US 37485053 A US37485053 A US 37485053A US 2849195 A US2849195 A US 2849195A
- Authority
- US
- United States
- Prior art keywords
- wire
- capstan
- receiver
- speed
- drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
- B21C47/10—Winding-up or coiling by means of a moving guide
- B21C47/14—Winding-up or coiling by means of a moving guide by means of a rotating guide, e.g. laying the material around a stationary reel or drum
- B21C47/146—Controlling or influencing the laying pattern of the coils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
- B21C47/04—Winding-up or coiling on or in reels or drums, without using a moving guide
- B21C47/045—Winding-up or coiling on or in reels or drums, without using a moving guide in rotating drums
Definitions
- This invention relates to a combined drawing and packaging device' for strand material and more particularly to a wire drawing and packaging mechanism.
- manufacture of wire it is the common practice to draw the material of which the wire is made through one or more dies in order to reduce its diameter to the desired size.
- wire o-f the desired diameter has been obtained, it is then coiled or packaged and shipped or transported to aV point of delivery where it is to be used in manufacturing operations.
- the wire is fed to the processing machine from the coil or package in which it is shipped, and it is, of course, desirable that the wire be so packaged or coiled that it may be drawn from the coil or package by the processing machine without kinking or tangling so that the feed of the wire to the machine may be uniform and constant.
- lt is, therefore, desirable to provide a device which will coil or package the wire as it comes from the drawing'dies insuch a manner that it may be uncoiled or drawn from the coil wthout any likelihood of tangling or the development of kinks in the wire which would interfere with its constant feed to the processing machine.
- a device which serves to draw the-wire through the drawing dies and deliver it to a container or receiver in' which it is packaged in coiled form, the construction and operation of the apparatus being such that the wire is laid in the package in a particular pattern or patterns Whichwill enable it to be withdrawn therefrom by the usual processing machine without tangling or kinking.
- an apparatus having a rotatable barse or -support upon which the receiveror container for receiving the coil of wire is adapted to be mounted so that it may be rotated at any desired speed.
- a capstan or drum about which the wire may 'be coiled a plurality of times, which capstan may be rotated at a speed independent of that of the receiver. This capstan serves to draw the wire from the dies and deliver it to the drum.
- the wire issues from the dies and prior to its delivery to the receiver, the wire is passed through or drawn through a casting device of known form, this device serving to form or cast the wire into a loop or coil of a predetermined size. It is understood, of course, that, as is usual, the casting device may be set to produce a loop or coil of any desired diameter within limits.
- the wire or other strip material may be coiled or laid into the receiver in a pattern which Will enable it to be readily removed from the package so formed without kinking or tangling.
- One object of the invention is to provide an improved wire drawing and packaging apparatus.
- a further object of the invention is to provide a Wire drawing and packaging apparatus which will draw awire or similar strand of material through a die or other apparatus and coil or package the wire in such a manner that it may be removed from the package without tangling or kinking.
- a further object of the invention is to provide an improved process for coiling or packaging wire or similar strand material such that the wire is coiled into a package according to a desired pattern which facilitates the drawing of the Wire from the package when it is desired to be used.
- Fig. l is a side elevational View of an apparatus embodying our invention and designed to carry out our improved process
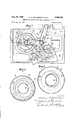
- Fig. 2 is a top plan view of the apparatus shown in Fig. 1;
- Fig. 3 is a sectional view on line 3--3 of Fig. 2;
- Fig. 4 is a sectional view of the receiver or container showing the pattern of a wire coiled or packaged therein;
- Fig. 5 is a view similar to Fig. 4 showing a different pattern caused by a change in the relative rotational speeds of the capstan and receiver;
- Fig. 6 is a View similar to Fig. 5 showing a further pattern
- Fig. 7 is a View -similar to Fig. 4 showing the pattern produced when the speed of the receiver, for example, is constantly varied with respect to that of the capstan;
- Fig. 8 is a side elevational view of a somewhat modified form of the invention.
- a base 10 which may be suitably supported in a well 11 upon a door 12.
- a plurality of standards 13 carrying horizontally disposed rollers 14 upon which rests rotatably a table or platform 15.
- a short shaft 16 Secured to the platform is a short shaft 16, the lower end of which is rotatably supported upon the base 10 by bearings 17.
- a container or receiver for the coil or package of wire designated generally by the numeral 18.
- This member comprises an outer cylindrical barrel or drum 19 and an inner cylindrical hollow core 2d, leaving a space 21 between the outer and inner members for receiving the coil of wire.
- the outer member or drum 19 may be detachably secured to the ⁇ table 15 in any desired manner such as by the clips 22 so that the drum will be rotated by the rotation of the table.
- a standard 23 which may be provided with a horizontal arm 2,4. Rotatably carried by this arm by suitable bearings 25 is a shaft 26 to the lower end of which is secured a capstan member 2.7 having a smooth peripheral surface 28.
- the wire which is drawn into the apparatus from the reducing dies and delivered to the receiving member 18 is coiled several times about the smooth periphery of the capstan.
- Van L- shaped member 29 4 Slidably mounted in the supporting arm 24 is Van L- shaped member 29 4having a depending end 30 upon which is rotatably mounted a contact wheel 31 which engages the coils of wire on the surface 28 of the capstan.
- the member 29 is urged inwardly by a tension spring 33 so that the wheel 31 is resiliently pressed against the wire,
- a sprocket 35 Upon the upper end of the shaft 26 above the supporting arm 24 is a sprocket 35 and a chain 36 is trained about this sprocket wheel and about a sprocket 37 secured to a vertical shaft 38 rotatably supported upon the base 10 by bearings 39 and supported by the arm 24 by bearings 40. Also secured to the shaft 38 is a drive sprocket 42 from which a chain 43 leads to a sprocket 44 (Fig. 2) on a shaft 45, which latter shaft may be driven by any suitable means, the shaft 45 being the source of power which not only drives the capstan 27 but also drives the platform which carries the receiver 18, as will be hereinafter explained.
- a sprocket 48 Secured to the shaft 38 adjacent its lower end is a sprocket 48 from which a sprocket chain 49 leads to a sprocket 50 upon a shaft 51 of a Reeves drive designated generally by the numeral 52.
- This drive as illustrated more or less diagrammatically, comprises a pair of separable pulley sections 53 upon the shaft 51 and a cooperating pair of pulley sections 54 on a parallel shaft 55.
- a belt 56 is trained about these pulley sections.
- a lever 57 is pivoted at 58 intermediate the shafts 51 and 55 and similarly a lever 59 is pivoted at the point 60.
- the lever 57 is connected to the upper pulley sections 53 and 54 while the lever 59 is connected to the lower pulley sections and one end of each of these levers is threadedly connected to a rotatably threaded adjusting rod 61.
- the speed of the shaft 55 relatively to the speed of the shaft 51 or the shaft 38 may be varied.
- the supporting table 15 and the receiver drum 18 are rotated from the shaft 55 by means of a sprocket 62 secured to the lower end of the shaft 55 and a sprocket chain 63 which is trained about the sprocket wheel 62 and also trained about a sprocket wheel 64 secured to the shaft 16 below the table 15.
- a sprocket 62 secured to the lower end of the shaft 55 and a sprocket chain 63 which is trained about the sprocket wheel 62 and also trained about a sprocket wheel 64 secured to the shaft 16 below the table 15.
- a casting device 67 of the usual form Mounted on a support 66 carried by the standard 23 is a casting device 67 of the usual form. As shown more especially in Fig. 2, the wire 68 which is drawn from the wire drawing device shown diagrammatically at 69 is trained about the capstan 27 and then passes to the casting device 67 after which it is again trained about the capstan for several turns and thereafter delivered to the receiving device 18, as shown at 68E, the delivery taking place just after the wire leaves the contact wheel 31 (Fig. 2).
- the screw or threaded rod 61 may be continuously rotated by a reversible motor 70 (Fig. 1) through a reducing gear 71.
- This motor may be controlled by any suitable timing device so that it will operate in one direction for any given interval of time and will then be reversed to operate in the other direction.
- the screw 61 will be first rotated in one direction to move the levers 57 and 59 apart and will then be moved in the other direction to effect an approaching movement of these levers and again reversed to repeat this cycle.
- the speed of rotation of the receiver may be constantly changed with respect to the speed of the capstan. It will, of course, be understood that if this constant variation in speed is not desired, any desired speed ratio may be established between the capstan and the receiver and this ratio maintained.
- the wire 68 is drawn from the wire drawing apparatus by means of the capstan 27 of our apparatus, this capstan furnishing the power to pull the wire through the drawing dies. It is passed once about the capstan 27, thence to the casting device 67 which gives the wire a set to form a loop or coil of a predetermined size depending upon the adjustment of this device. Following its passage through the casting device, the wire returns to the capstan 27 about which it is wound several times, as shown in Figs, l and 3, and thence is released by the contact wheel 31 to drop by gravity into the receiver or receiving drum 18 between the inner and outer members 19 and 20.
- the operation is so conducted as to cause the wire to form a desired pattern within the receiving drum, this pattern depending upon the speed of the receiving drum with respect to the speed of delivery of the wire thereto (which is determined by the rotational speed of the capstan) and also the set which is given to the wire by the casting device 67.
- the coils deposited in the receiver are somewhat larger than a median circle of the drum but smaller than the size of coil which corresponds to the set of the casting device. As a result of these factors, the coils of wire will be deposited in the pattern shown in Fig. 4.
- any one coil is slightly longer than that of a median circle between the members 19 and 20, it will not follow this line, but due to the set of the casting device 67 and due to centrifugal force acting on the wire as it drops into the barrel, each coil will tend to engage the outer wall of the receiver (that is, the inner surface of the member 19) and lie, at its opposite side, adjacent the surface of the core 20. If the coils are of somewhat greater length than the circumference of a circle midway between the members 19 and 20, they will, as shown l, in Fig.
- the speed with which the wire is fed to the receiver is determined by the speed of the capstan, and it will be obvious that the length of the wire fed to the receiver during one revolution of the latter will determine the length of the wire in one coil in the receiver orwill determine the diameter of thelcoils deposited in the receiver. That is, assuming a constant speed of the capstan, if the receiver is rotated slowly, the larger will be the coils deposited thereon. If, however, the receiver is rotated at a rapid rate, the shorter length of wire will be fed to the receiver at eachl rotation and, therefore, the coils will be of less diameter.
- the speed of rotation of the latter may be changed. For example, if the receiver is rotated at a slower speed than that which has been described with reference to Fig. 4, the coils will-be larger and, while these coils may engage the outer wall of the container, they will not engage the inner core 20 and the pattern will be that shown in Fig. 5.
- this may be effected by the operation of the Reeves drive through the timed reversing motorV 70 so that the speed of the receiving drum constantly changes with respect to the speed of the capstan.
- Such an operation will effect a constantly changing pattern varying between the smaller coils, shown in Fig. 6, and the larger coils, shown in Fig. 5.
- the limits of such an operation would, of course, be a winding of the wire tightly about the inner core 20 on the other hand and the production of coils as large as permitted by the size of the outer member 19.
- the capstan furnishes the power for pulling the Wire through one or more dies of the wire drawing apparatus and that the end of the wire 68a when it leaves the contact wheel 3l is entirely free to drop by gravity into the receiver and is under no tension at this time. It does, however, retain the set which has been given it by the casting device, which is such as to tend to form a coil of a diameter different from that to be expected from the speeds of the capstan and receiver.
- the completed package may be transported to any location where it is desired to be used. It may be drawn directly from the package by a machine by which it is to be processed, and it will be delivered from the package without kinking or tangling. While the wire will usually be drawn from a wire-draw.- ing machine and packaged according to the invention, it may, of course, be supplied in any other way. Instead of being drawn from a wire-drawing machine by the capstan of the present mechanism, it may be drawn from a coil or any means of supply to be packaged according to the improved process illustrated herein.
- Fig. ⁇ 8 of the drawings there is shown a slightly modified form of the invention wherein the wire is delivered through a tubular guide member to the barrel or container in which the package is to be contained.
- this form of the invention comprises a base 10 upon which is rotatably mounted on the shaft I6 a barrel or container comprising an outer member19 ⁇ and an inner core 20, leaving between them a space 2l. for receiving the wire.
- a standard 23 provided with a horizontal arm 24.
- a vertical shaft 38 Rotatably mounted at its lower end in the base 10 and at its upper end in the arm 24 is a vertical shaft 38, this shaft being driven by the sprocket chain 43 from any suitable source, such as a shaft on a wire-drawing machine as previously explained.
- variable speed mechanism 67 Also mounted upon the arm 24 is the wire-casting mechanism 67, and the shaft 16 of the container is driven by a sprocket chain 63 which is in turn driven from the variable speed mechanism-52- This variable speed mechanism is driven by a sprocket chain 53 from the shaft 38.
- a motor 70 and reducing gear 71 serve to actuate the variable speedmechanism. All of the above elements are similar to the corresponding elements described in connection with the modification of the invention shown in Figs. l to 7, and no further explanation thereof is needed.
- a capstan 75 is carried ⁇ by a shaft 76 rotatably mounted in the horizontally extending arm 24, the shaft 76 being driven by a sprocket chain 77 from the shaft 38.
- thecapstan is disposed above the arm 24, and-it is in an inverted position With respect to the capstan 27, shown in Fig. l. That is, the wire 68 is supplied tothe lower portion of the capstan and is delivered from an upper portion thereof. As before, the Wire is trained around the capstan before passing to the Wirecasting device 67 and then given several turns about the capstan before being delivered from the machine.
- Acontact Wheel 78 is rotatably mounted upon the arm 24 similarly tothe contacty wheel 31 and maintains the Wire upon the capstan until it is delivered therefrom.
- a tubular guide member 7,9 is supported at its upper end by a bracket 80- in a position adjacent the capstan 75 toY receivethe free end ofthe. wire 68 from the cap- Stan.
- This guide member is coiled in spiral form and extends into the space 21 of the container to deliver the wire to the lower portion thereof.
- the wire being delivered from the capstan and contact wheel 78 will pass by gravity and by the force imparted to it by the capstan and contact wheel through the tube 79 and be delivered to the container or barrel.
- a capstan having a peripheral surface around which the wire passes, a casting device adjacent to, and spaced from, the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum be low the capstan for receiving the Wire therefrom, means for pressing the Wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan to draw the wire through the casting device, and means for continuously rotating the drum on its axis at an angular velocity different from that of the capstan.
- a capstan having a peripheral surface around which the wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan, means for continuously rotating the drum on its axis, and means for varying the angular velocity of the drum with respect to that of the capstan.
- a capstan having a peripheral surface around which the wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed,
- a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan, means for continuously rotating the drum on its axis, and means for constantly varying the angular velocity of the drum with respect to that of the capstan.
- a capstan having a peripheral surface around which the Wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, and means for continuously rotating said drum and capstan on their axes at varying relative speeds.
- a capstan having a peripheral surface around which the wire passes, a casting device adjacent to, and spaced from, the capstan and i;
- a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan to draw the wire through the casting device, and independent means for rotating the drum on its axis.
- a Wire drawing and packaging machine as in claim 1 having means for passing the wire about the capstan both before and after it is passed through the casting device.
- a wire drawing and packaging machine as in claim l wherein a presser wheel is rotatably mounted adjacent the capstan to press the Wire against the surface of the latter and release the delivered end of the Wire therefrom.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
Aug- 26, 1958 w. H. RICHARDSON ETAL 2,849,195
COMBINATION WIRE DRAWING AND PACKAGING DEVICE Filed Aug. 18, 1955 4 Sheets-Sheet 1 :an I I IN VENTORS Al1g 26, 1958 w. H. RICHARDSON ET AL 2,849,195
COMBINATION WIRE DRAWING AND PACKAGING DEVICE 4 Sheets-Sheet 2 Filed Aug. 18, 1953 INVENTORS u8 26, 1958 w. H. RICHARDSON ET AL COMBINATION WIRE DRAWING AND PACKAGING DEVICE Filed Aug. 1a, 195s 4 Sheets-Sheet 3 INVENTORS Aug. 26, 1958 w. H. RICHARDSON ET AL COMBINATION WIRE DRAWING AND PACKAGING DEVICE Filed Aug. 18, 1953 ATTORNEY 4 Sheets-Sheet 4 INVENTOR5 United States Patent O COMBINATION WIRE DRAWING AND PACKAGING DEVICE William H. Richardson, Mount Carmel, and Joseph J. Kovaleski, Ansonia, Conn., assignors to The Driscoll Wire Company, Shelton, Conn., a corporation of Connecticut Application August 18, 1953, Serial N o. 374,850
8 Claims. (Cl. 242-83) This invention relates to a combined drawing and packaging device' for strand material and more particularly to a wire drawing and packaging mechanism. In the manufacture of wire it is the common practice to draw the material of which the wire is made through one or more dies in order to reduce its diameter to the desired size. When a wire o-f the desired diameter has been obtained, it is then coiled or packaged and shipped or transported to aV point of delivery where it is to be used in manufacturing operations.
In these manufacturing operations the wire is fed to the processing machine from the coil or package in which it is shipped, and it is, of course, desirable that the wire be so packaged or coiled that it may be drawn from the coil or package by the processing machine without kinking or tangling so that the feed of the wire to the machine may be uniform and constant. lt is, therefore, desirable to provide a device which will coil or package the wire as it comes from the drawing'dies insuch a manner that it may be uncoiled or drawn from the coil wthout any likelihood of tangling or the development of kinks in the wire which would interfere with its constant feed to the processing machine.
In the present invention we have provided a device which serves to draw the-wire through the drawing dies and deliver it to a container or receiver in' which it is packaged in coiled form, the construction and operation of the apparatus being such that the wire is laid in the package in a particular pattern or patterns Whichwill enable it to be withdrawn therefrom by the usual processing machine without tangling or kinking.'
To this end we provide an apparatus having a rotatable barse or -support upon which the receiveror container for receiving the coil of wire is adapted to be mounted so that it may be rotated at any desired speed. Above this receiver isnf'rounted a capstan or drum about which the wire may 'be coiled a plurality of times, which capstan may be rotated at a speed independent of that of the receiver. This capstan serves to draw the wire from the dies and deliver it to the drum.
After the wire issues from the dies and prior to its delivery to the receiver, the wire is passed through or drawn through a casting device of known form, this device serving to form or cast the wire into a loop or coil of a predetermined size. It is understood, of course, that, as is usual, the casting device may be set to produce a loop or coil of any desired diameter within limits.
As will be hereinafter explained, by properly adjusting the relative rotational speeds of the-capstan and the receiving container and by adjusting the casting device for a loop of the proper size, the wire or other strip material may be coiled or laid into the receiver in a pattern which Will enable it to be readily removed from the package so formed without kinking or tangling. Moreover, we also provide means for effecting a constant variation in the speed of the receiver so that, if desired, the relative speeds of the receiver and capstan may be L2,849,195 Patented Aug. 26, 1958 `continuously changed in order to effect a continuously changing pattern ofthe coils in the receiver.
One object of the invention is to provide an improved wire drawing and packaging apparatus.
A further object of the invention is to provide a Wire drawing and packaging apparatus which will draw awire or similar strand of material through a die or other apparatus and coil or package the wire in such a manner that it may be removed from the package without tangling or kinking.
A further object of the invention is to provide an improved process for coiling or packaging wire or similar strand material such that the wire is coiled into a package according to a desired pattern which facilitates the drawing of the Wire from the package when it is desired to be used.
To these and other ends the invention consists in the novel features and combinations of parts to be hereinafter described and claimed.
In theV accompanying drawings:
Fig. l is a side elevational View of an apparatus embodying our invention and designed to carry out our improved process;
Fig. 2 is a top plan view of the apparatus shown in Fig. 1;
' Fig. 3 is a sectional view on line 3--3 of Fig. 2; Fig. 4 is a sectional view of the receiver or container showing the pattern of a wire coiled or packaged therein;
Fig. 5 is a view similar to Fig. 4 showing a different pattern caused by a change in the relative rotational speeds of the capstan and receiver;
Fig. 6 is a View similar to Fig. 5 showing a further pattern;
Fig. 7 is a View -similar to Fig. 4 showing the pattern produced when the speed of the receiver, for example, is constantly varied with respect to that of the capstan; and
Fig. 8 is a side elevational view of a somewhat modified form of the invention.
To illustrate a preferred embodiment of our invention we have shown in the drawings a base 10 which may be suitably supported in a well 11 upon a door 12. Mounted upon the base 10 are a plurality of standards 13 carrying horizontally disposed rollers 14 upon which rests rotatably a table or platform 15. Secured to the platform is a short shaft 16, the lower end of which is rotatably supported upon the base 10 by bearings 17.
Detachably mountedupon the table 15 is -a container or receiver for the coil or package of wire designated generally by the numeral 18. This member comprises an outer cylindrical barrel or drum 19 and an inner cylindrical hollow core 2d, leaving a space 21 between the outer and inner members for receiving the coil of wire. The outer member or drum 19 may be detachably secured to the `table 15 in any desired manner such as by the clips 22 so that the drum will be rotated by the rotation of the table.
Rising from the support 10 is a standard 23 which may be provided with a horizontal arm 2,4. Rotatably carried by this arm by suitable bearings 25 is a shaft 26 to the lower end of which is secured a capstan member 2.7 having a smooth peripheral surface 28. As will be explained later, the wire which is drawn into the apparatus from the reducing dies and delivered to the receiving member 18 is coiled several times about the smooth periphery of the capstan. i
Slidably mounted in the supporting arm 24 is Van L- shaped member 29 4having a depending end 30 upon which is rotatably mounted a contact wheel 31 which engages the coils of wire on the surface 28 of the capstan. The member 29 is urged inwardly by a tension spring 33 so that the wheel 31 is resiliently pressed against the wire,
which is thus maintained in tight frctional engagement with the capstan.
Upon the upper end of the shaft 26 above the supporting arm 24 is a sprocket 35 and a chain 36 is trained about this sprocket wheel and about a sprocket 37 secured to a vertical shaft 38 rotatably supported upon the base 10 by bearings 39 and supported by the arm 24 by bearings 40. Also secured to the shaft 38 is a drive sprocket 42 from which a chain 43 leads to a sprocket 44 (Fig. 2) on a shaft 45, which latter shaft may be driven by any suitable means, the shaft 45 being the source of power which not only drives the capstan 27 but also drives the platform which carries the receiver 18, as will be hereinafter explained.
Secured to the shaft 38 adjacent its lower end is a sprocket 48 from which a sprocket chain 49 leads to a sprocket 50 upon a shaft 51 of a Reeves drive designated generally by the numeral 52. This drive, as illustrated more or less diagrammatically, comprises a pair of separable pulley sections 53 upon the shaft 51 and a cooperating pair of pulley sections 54 on a parallel shaft 55. A belt 56 is trained about these pulley sections. A lever 57 is pivoted at 58 intermediate the shafts 51 and 55 and similarly a lever 59 is pivoted at the point 60. The lever 57 is connected to the upper pulley sections 53 and 54 while the lever 59 is connected to the lower pulley sections and one end of each of these levers is threadedly connected to a rotatably threaded adjusting rod 61.
With this construction it will be obvious that a separating movement of the ends of these levers connected to the adjusting rod 61 will effect a separating movement of the pulley sections 54 and a corresponding approaching movement of the pulley sections 53, thus reducing the effective diameter of the pulley formed by the sections S4 and correspondingly increasing the effective diameter of the pulley formed by the sections 53 and change the driving ratio between these shafts 51 and 55. Likewise movement of the levers in the opposite direction will decrease the effective size of the pulley formed by the sections 53 and correspondingly increase the cooperating pulley. The member 61 is provided with rightand left-hand threads so as to effect, when rotated, approaching and separating movements of the ends of the levers 57 and 59 connected thereto.
With the above arrangement the speed of the shaft 55 relatively to the speed of the shaft 51 or the shaft 38 may be varied. The supporting table 15 and the receiver drum 18 are rotated from the shaft 55 by means of a sprocket 62 secured to the lower end of the shaft 55 and a sprocket chain 63 which is trained about the sprocket wheel 62 and also trained about a sprocket wheel 64 secured to the shaft 16 below the table 15. It will, of course, be understood that independently of the Reeves drive shown the speed of the turntable may be varied with respect to the speed of the shaft 38 by changing the relative sizes of the sprocket wheels 62 and 64.
Mounted on a support 66 carried by the standard 23 is a casting device 67 of the usual form. As shown more especially in Fig. 2, the wire 68 which is drawn from the wire drawing device shown diagrammatically at 69 is trained about the capstan 27 and then passes to the casting device 67 after which it is again trained about the capstan for several turns and thereafter delivered to the receiving device 18, as shown at 68E, the delivery taking place just after the wire leaves the contact wheel 31 (Fig. 2).
As will be hereinafter explained, it is sometimes desirable to effect a constant variation of the speed of the receiver with respect to the speed of the capstan 27, it being understood that the peripheral speed of the capstan is the speed with which the wire is delivered to the receiver. For constantly varying the speed of the receiver (the speed of the capstan remaining constant) the screw or threaded rod 61 may be continuously rotated by a reversible motor 70 (Fig. 1) through a reducing gear 71.
This motor may be controlled by any suitable timing device so that it will operate in one direction for any given interval of time and will then be reversed to operate in the other direction. Thus the screw 61 will be first rotated in one direction to move the levers 57 and 59 apart and will then be moved in the other direction to effect an approaching movement of these levers and again reversed to repeat this cycle. Thus, if desired, the speed of rotation of the receiver may be constantly changed with respect to the speed of the capstan. It will, of course, be understood that if this constant variation in speed is not desired, any desired speed ratio may be established between the capstan and the receiver and this ratio maintained.
As has been stated, the wire 68 is drawn from the wire drawing apparatus by means of the capstan 27 of our apparatus, this capstan furnishing the power to pull the wire through the drawing dies. It is passed once about the capstan 27, thence to the casting device 67 which gives the wire a set to form a loop or coil of a predetermined size depending upon the adjustment of this device. Following its passage through the casting device, the wire returns to the capstan 27 about which it is wound several times, as shown in Figs, l and 3, and thence is released by the contact wheel 31 to drop by gravity into the receiver or receiving drum 18 between the inner and outer members 19 and 20.
The operation is so conducted as to cause the wire to form a desired pattern within the receiving drum, this pattern depending upon the speed of the receiving drum with respect to the speed of delivery of the wire thereto (which is determined by the rotational speed of the capstan) and also the set which is given to the wire by the casting device 67.
To effect a preferred pattern of the wire within the receiver, such as that shown in Fig. 4 for example, we rotate the receiver at such a speed that a point midway between the members 19 and 20 will rotate slightly slower than the peripheral speed of the capstan 27 to deposit a coil in the receiver slightly greater than the circle described by this point, and the casting device is so adjusted as to give the wire the desired set to form a' loop or coil of a different diameter, preferably greater, than that effected from the speeds of the capstan and barrel. In other words, the coil would tend to lie outwardly from the center of the space 21.
Thus, as the speed of the central portion of the receiver is slightly less than the speed at which the wire is delivered by the capstan 27, the coils deposited in the receiver are somewhat larger than a median circle of the drum but smaller than the size of coil which corresponds to the set of the casting device. As a result of these factors, the coils of wire will be deposited in the pattern shown in Fig. 4. That is, while the length of any one coil is slightly longer than that of a median circle between the members 19 and 20, it will not follow this line, but due to the set of the casting device 67 and due to centrifugal force acting on the wire as it drops into the barrel, each coil will tend to engage the outer wall of the receiver (that is, the inner surface of the member 19) and lie, at its opposite side, adjacent the surface of the core 20. If the coils are of somewhat greater length than the circumference of a circle midway between the members 19 and 20, they will, as shown l, in Fig. 4, engage the outer member 19 on one side and the inner member 20 at the opposite side, but if they are set for a coil of a different diameter, one coil will not lie above the other but they will arrange themselves in a progressive pattern, as shown in Fig. 4, thus evenly distributing the wire over the entire area of the receiver.
It has already been stated that the speed with which the wire is fed to the receiver is determined by the speed of the capstan, and it will be obvious that the length of the wire fed to the receiver during one revolution of the latter will determine the length of the wire in one coil in the receiver orwill determine the diameter of thelcoils deposited in the receiver. That is, assuming a constant speed of the capstan, if the receiver is rotated slowly, the larger will be the coils deposited thereon. If, however, the receiver is rotated at a rapid rate, the shorter length of wire will be fed to the receiver at eachl rotation and, therefore, the coils will be of less diameter.
Therefore, if it is not desired to have the coils of a size substantially intermediate the inner and outer Walls of the receiver, the speed of rotation of the latter may be changed. For example, if the receiver is rotated at a slower speed than that which has been described with reference to Fig. 4, the coils will-be larger and, while these coils may engage the outer wall of the container, they will not engage the inner core 20 and the pattern will be that shown in Fig. 5.
On the other hand, if the receiver is rotated at a more rapid speed so that smaller than average size coils will be laid in the receiver, the result will be, as shown in Fig. 6, wherein the coils contact the inner core 20 but will not engage the inner surface of the outer member 19.
If it is desired to have a constantly changing coil pattern in the receiver, this may be effected by the operation of the Reeves drive through the timed reversing motorV 70 so that the speed of the receiving drum constantly changes with respect to the speed of the capstan. Such an operation will effect a constantly changing pattern varying between the smaller coils, shown in Fig. 6, and the larger coils, shown in Fig. 5. The limits of such an operation would, of course, be a winding of the wire tightly about the inner core 20 on the other hand and the production of coils as large as permitted by the size of the outer member 19.
It is understood that the capstan furnishes the power for pulling the Wire through one or more dies of the wire drawing apparatus and that the end of the wire 68a when it leaves the contact wheel 3l is entirely free to drop by gravity into the receiver and is under no tension at this time. It does, however, retain the set which has been given it by the casting device, which is such as to tend to form a coil of a diameter different from that to be expected from the speeds of the capstan and receiver.
When the desired amount of wire has been coiled in the barrel or container, the completed package may be transported to any location where it is desired to be used. It may be drawn directly from the package by a machine by which it is to be processed, and it will be delivered from the package without kinking or tangling. While the wire will usually be drawn from a wire-draw.- ing machine and packaged according to the invention, it may, of course, be supplied in any other way. Instead of being drawn from a wire-drawing machine by the capstan of the present mechanism, it may be drawn from a coil or any means of supply to be packaged according to the improved process illustrated herein.
In Fig. `8 of the drawings there is shown a slightly modified form of the invention wherein the wire is delivered through a tubular guide member to the barrel or container in which the package is to be contained. As illustrated this form of the invention comprises a base 10 upon which is rotatably mounted on the shaft I6 a barrel or container comprising an outer member19 `and an inner core 20, leaving between them a space 2l. for receiving the wire.
Rising from the base 10 is a standard 23 provided with a horizontal arm 24. Rotatably mounted at its lower end in the base 10 and at its upper end in the arm 24 is a vertical shaft 38, this shaft being driven by the sprocket chain 43 from any suitable source, such as a shaft on a wire-drawing machine as previously explained.
Also mounted upon the arm 24 is the wire-casting mechanism 67, and the shaft 16 of the container is driven by a sprocket chain 63 which is in turn driven from the variable speed mechanism-52- This variable speed mechanism is driven by a sprocket chain 53 from the shaft 38. A motor 70 and reducing gear 71 serve to actuate the variable speedmechanism. All of the above elements are similar to the corresponding elements described in connection with the modification of the invention shown in Figs. l to 7, and no further explanation thereof is needed.
A capstan 75 is carried` bya shaft 76 rotatably mounted in the horizontally extending arm 24, the shaft 76 being driven by a sprocket chain 77 from the shaft 38. In this instance thecapstan is disposed above the arm 24, and-it is in an inverted position With respect to the capstan 27, shown in Fig. l. That is, the wire 68 is supplied tothe lower portion of the capstan and is delivered from an upper portion thereof. As before, the Wire is trained around the capstan before passing to the Wirecasting device 67 and then given several turns about the capstan before being delivered from the machine. Acontact Wheel 78 is rotatably mounted upon the arm 24 similarly tothe contacty wheel 31 and maintains the Wire upon the capstan until it is delivered therefrom.
A tubular guide member 7,9 is supported at its upper end by a bracket 80- in a position adjacent the capstan 75 toY receivethe free end ofthe. wire 68 from the cap- Stan. This guide member is coiled in spiral form and extends into the space 21 of the container to deliver the wire to the lower portion thereof. The wire being delivered from the capstan and contact wheel 78 will pass by gravity and by the force imparted to it by the capstan and contact wheel through the tube 79 and be delivered to the container or barrel.
It will be understood that the operation of the device is the same as that previously described with respect to the modifications shown in Figs. l to 7, and the various patterns in which the wire is laid into the drum may likewise be achieved by the employment of this modifiedform of the invention. The principal difference between the two modifications is the use of the guide tube 79 to guide the wire into the container and deliver it at the lower portion thereof.
While We have shown and described some preferred embodiments of our invention, it will be understood that it is not to be limited to all of the details shown, but is capable of modification and variation within the spirit of the invention and within the scope of the claims.
What we claim is:
l. In a wire packaging machine, a capstan having a peripheral surface around which the wire passes, a casting device adjacent to, and spaced from, the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum be low the capstan for receiving the Wire therefrom, means for pressing the Wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan to draw the wire through the casting device, and means for continuously rotating the drum on its axis at an angular velocity different from that of the capstan.
2. In a wire packaging machine, a capstan having a peripheral surface around which the wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan, means for continuously rotating the drum on its axis, and means for varying the angular velocity of the drum with respect to that of the capstan.
3. In a wire packaging machine, a capstan having a peripheral surface around which the wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed,
a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan, means for continuously rotating the drum on its axis, and means for constantly varying the angular velocity of the drum with respect to that of the capstan.
4. In a wire packaging machine, a capstan having a peripheral surface around which the Wire passes, a casting device adjacent the capstan and in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, and means for continuously rotating said drum and capstan on their axes at varying relative speeds.
5. In a wire packaging machine, a capstan having a peripheral surface around which the wire passes, a casting device adjacent to, and spaced from, the capstan and i;
in substantially the same plane as the latter through which the wire is passed, a rotatably mounted drum below the capstan for receiving the wire therefrom, means for pressing the wire against the surface of the capstan and releasing it therefrom to pass into the drum, means for rotating the capstan to draw the wire through the casting device, and independent means for rotating the drum on its axis.
6. A wire drawing and packaging machine as in claim l wherein the capstan is provided with a smooth peripheral surface.
7. A Wire drawing and packaging machine as in claim 1 having means for passing the wire about the capstan both before and after it is passed through the casting device.
8. A wire drawing and packaging machine as in claim l wherein a presser wheel is rotatably mounted adjacent the capstan to press the Wire against the surface of the latter and release the delivered end of the Wire therefrom.
References Cited in the file of this patent UNITED STATES PATENTS 1,093,390 Foster Apr. 14, 1914 2,227,442 De Miuar Jan. 7, 1941 2,339,424 Poole Ian. 18, 1944 2,543,370 Kludt et a1 121215.27, 1951 FOREIGN PATENTS 605,693 Germany Nov. 16, 1934 "rr A-
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE531234D BE531234A (en) | 1953-08-18 | ||
| NL92344D NL92344C (en) | 1953-08-18 | ||
| US374850A US2849195A (en) | 1953-08-18 | 1953-08-18 | Combination wire drawing and packaging device |
| FR1112071D FR1112071A (en) | 1953-08-18 | 1954-08-13 | Improvements to packaging processes for threads or similar materials and other machines to implement these processes |
| DEC9807A DE1011840B (en) | 1953-08-18 | 1954-08-14 | Method and device for winding up strand material, e.g. wire |
| GB24019/54A GB759575A (en) | 1953-08-18 | 1954-08-18 | Improvements in or relating to a method of packaging wire and a machine for carrying out the method |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US759575XA | 1953-08-18 | 1953-08-18 | |
| US1112071XA | 1953-08-18 | 1953-08-18 | |
| US1011840XA | 1953-08-18 | 1953-08-18 | |
| US374850A US2849195A (en) | 1953-08-18 | 1953-08-18 | Combination wire drawing and packaging device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US2849195A true US2849195A (en) | 1958-08-26 |
Family
ID=27491227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US374850A Expired - Lifetime US2849195A (en) | 1953-08-18 | 1953-08-18 | Combination wire drawing and packaging device |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US2849195A (en) |
| GB (1) | GB759575A (en) |
Cited By (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2929576A (en) * | 1958-08-25 | 1960-03-22 | Western Electric Co | Apparatus for distributing a strand into coil form |
| US2929575A (en) * | 1958-06-30 | 1960-03-22 | Coulter & Mckenzie Machine Com | Flyer type wire coiling machine |
| US2929577A (en) * | 1958-07-09 | 1960-03-22 | Western Electric Co | Apparatus for coiling strands |
| US2943810A (en) * | 1959-04-10 | 1960-07-05 | Olin Mathieson | Take-up mechanism |
| US2966258A (en) * | 1955-03-01 | 1960-12-27 | Anaconda Wire & Cable Co | Packaging of wire |
| US2981494A (en) * | 1958-04-22 | 1961-04-25 | Coulter & Mckenzie Machine Com | Variable speed wire coiling machine |
| US2991956A (en) * | 1959-04-06 | 1961-07-11 | Syncro Mach Co | Continuous coiler |
| US3013742A (en) * | 1959-07-27 | 1961-12-19 | Vaughn Machinery Co | Wire packaging machine and method |
| US3013741A (en) * | 1959-07-27 | 1961-12-19 | Vaughn Machinery Co | Draw block for wire drawing and packaging machines |
| US3023977A (en) * | 1958-12-08 | 1962-03-06 | Donald P Whitacre | Wire coiling machine |
| US3029039A (en) * | 1959-01-13 | 1962-04-10 | Barron And Crowther Ltd | Apparatus for coiling wire |
| US3052010A (en) * | 1958-06-11 | 1962-09-04 | Western Electric Co | Apparatus for distributing a strand into a rotatable open-topped receiver |
| US3054570A (en) * | 1960-12-15 | 1962-09-18 | Vaughn Machinery Co | Wire packaging machine |
| US3056433A (en) * | 1956-12-15 | 1962-10-02 | Delore Sa Geoffroy | System for handling wire and the like |
| DE1145887B (en) * | 1959-07-27 | 1963-03-21 | Vaughn Machinery Company | Method and device for the production of wrapped bundles with a honeycomb pattern |
| US3093339A (en) * | 1960-06-15 | 1963-06-11 | Godderidge Jean | Arrangements for winding wire at high speed into circular turns |
| US3110452A (en) * | 1959-02-24 | 1963-11-12 | British Insulated Callenders | Haul-off and coiling device |
| US3111286A (en) * | 1959-10-02 | 1963-11-19 | Anaconda Wire & Cable Co | Wire coiling apparatus |
| US3113745A (en) * | 1962-01-08 | 1963-12-10 | Vaughn Machinery Co | Wire packaging machine |
| US3120931A (en) * | 1959-10-02 | 1964-02-11 | Anaconda Wire & Cable Co | Wire coiling apparatus |
| US3135477A (en) * | 1959-11-05 | 1964-06-02 | United States Steel Corp | Apparatus for coiling wire |
| US3147934A (en) * | 1960-06-15 | 1964-09-08 | Godderidge Jean | Apparatus for winding wire |
| US3232553A (en) * | 1963-08-01 | 1966-02-01 | Indiana Steel & Wire Company I | Apparatus for forming filamentary material into an annular bundle |
| US3295785A (en) * | 1963-11-22 | 1967-01-03 | Forges Ateliers Const Electr | Apparatus for coiling cable in a tank |
| DE1294907B (en) * | 1965-03-31 | 1969-05-14 | Gen Cable Corp | Device for the continuous depositing of strand material |
| US3445077A (en) * | 1967-08-03 | 1969-05-20 | Nassau Smelting & Refining Co | Strand distributing and receiving apparatus and method |
| US3675865A (en) * | 1970-11-23 | 1972-07-11 | Deering Milliken Res Corp | Apparatus for increasing the density of yarn packages |
| US3675864A (en) * | 1970-11-23 | 1972-07-11 | Deering Milliken Res Corp | Novel yarn package and apparatus for producing same |
| US3866849A (en) * | 1971-12-22 | 1975-02-18 | Deering Milliken Res Corp | Apparatus for producing a novel yarn package |
| US4109879A (en) * | 1976-03-26 | 1978-08-29 | Giulio Properzi | Method and apparatus for collecting wire rod or the like at the outlet of a rolling mill |
| DE4116541A1 (en) * | 1990-05-18 | 1991-11-21 | Murata Machinery Ltd | METHOD AND DEVICE FOR STORING A FIBER STRAND AND A SPINNING CAN |
| US20050006363A1 (en) * | 2003-07-09 | 2005-01-13 | Lincoln Global, Inc. A Corporation Of Delaware | Welding wire positioning system |
| US20050127233A1 (en) * | 2003-12-16 | 2005-06-16 | Lincoln Global, Inc., A Corporation Of Delaware | Floating liner |
| US7004419B2 (en) | 2003-07-30 | 2006-02-28 | Lincoln Global, Inc. | Apparatus for packing wire in a storage container by use of reverse winding |
| US20060208123A1 (en) * | 2003-03-10 | 2006-09-21 | Paul Strzelczyk | Device for winding wire and cable |
| US20070295853A1 (en) * | 1996-07-24 | 2007-12-27 | Giancarlo Cipriani | Mechanism for braking the unwinding of a bundle of metallic wire housed in a drum |
| US20100230525A1 (en) * | 2009-03-10 | 2010-09-16 | Lincoln Global, Inc. | Wire dispensing apparatus for packaged wire |
| US20110094911A1 (en) * | 2009-08-21 | 2011-04-28 | Carlo Gelmetti | Retainer for welding wire container, having fingers and half-moon shaped holding tabs |
| US8389901B1 (en) | 2010-05-27 | 2013-03-05 | Awds Technologies Srl | Welding wire guiding liner |
| US8393467B2 (en) | 2009-08-21 | 2013-03-12 | Sidergas Spa | Retainer for welding wire container, having fingers and half-moon shaped holding tabs |
| US8453960B2 (en) | 2008-05-27 | 2013-06-04 | Awds Technologies Srl | Wire guiding system |
| US8668086B2 (en) | 2008-10-07 | 2014-03-11 | Sidergas Spa | Cover for welding wire container |
| US8674263B2 (en) | 2009-07-20 | 2014-03-18 | Awds Technologies Srl | Wire guiding liner, in particular a welding wire liner, with biasing means between articulated guiding bodies |
| US8882018B2 (en) | 2011-12-19 | 2014-11-11 | Sidergas Spa | Retainer for welding wire container and welding wire container with retainer |
| US9950857B1 (en) | 2016-10-17 | 2018-04-24 | Sidergas Spa | Welding wire container |
| US9975728B2 (en) | 2015-09-10 | 2018-05-22 | Sidergas Spa | Wire container lid, wire container and wire feeding system |
| US10010962B1 (en) | 2014-09-09 | 2018-07-03 | Awds Technologies Srl | Module and system for controlling and recording welding data, and welding wire feeder |
| US10294065B2 (en) | 2013-06-06 | 2019-05-21 | Sidergas Spa | Retainer for a welding wire container and welding wire container |
| US10343231B2 (en) | 2014-05-28 | 2019-07-09 | Awds Technologies Srl | Wire feeding system |
| US10350696B2 (en) | 2015-04-06 | 2019-07-16 | Awds Technologies Srl | Wire feed system and method of controlling feed of welding wire |
| WO2020060115A1 (en) * | 2018-09-19 | 2020-03-26 | 성기철 | Waste wire retrieval apparatus |
| US10858214B2 (en) | 2019-04-23 | 2020-12-08 | Christian D'Entremont | Sequetial coiling of a rope by segments |
| US11174121B2 (en) | 2020-01-20 | 2021-11-16 | Awds Technologies Srl | Device for imparting a torsional force onto a wire |
| US11278981B2 (en) | 2020-01-20 | 2022-03-22 | Awds Technologies Srl | Device for imparting a torsional force onto a wire |
| US20220410236A1 (en) * | 2019-10-29 | 2022-12-29 | Kopernik Sa | Method for packing welding wire inside containers |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3264845D1 (en) * | 1981-05-04 | 1985-08-29 | Rieter Ag Maschf | Method and device for depositing a roving of textile fibres |
| FR2658100B1 (en) * | 1990-02-12 | 1992-04-30 | Unimetall Sa | METHOD AND DEVICE FOR FORMING WIRE COILS. |
| EP0815973B1 (en) * | 1996-06-26 | 2002-03-13 | Danieli & C. Officine Meccaniche SpA | Coiling method and relative device |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1093390A (en) * | 1912-05-09 | 1914-04-14 | Foster Brothers Mfg Co | Wire-feeding device for coiling-machines. |
| DE605693C (en) * | 1932-06-25 | 1934-11-16 | Hackethal Draht Und Kabel Werk | Method and device for laying electrical cables in drying pans |
| US2227442A (en) * | 1939-01-24 | 1941-01-07 | Elastic Knitted Wire Co Inc | Apparatus for coiling helical wire |
| US2339424A (en) * | 1942-02-17 | 1944-01-18 | Gen Motors Corp | Tube coiling device |
| US2543370A (en) * | 1948-03-15 | 1951-02-27 | Lincoln Eng Co | Spring coiling and assembling |
-
1953
- 1953-08-18 US US374850A patent/US2849195A/en not_active Expired - Lifetime
-
1954
- 1954-08-18 GB GB24019/54A patent/GB759575A/en not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1093390A (en) * | 1912-05-09 | 1914-04-14 | Foster Brothers Mfg Co | Wire-feeding device for coiling-machines. |
| DE605693C (en) * | 1932-06-25 | 1934-11-16 | Hackethal Draht Und Kabel Werk | Method and device for laying electrical cables in drying pans |
| US2227442A (en) * | 1939-01-24 | 1941-01-07 | Elastic Knitted Wire Co Inc | Apparatus for coiling helical wire |
| US2339424A (en) * | 1942-02-17 | 1944-01-18 | Gen Motors Corp | Tube coiling device |
| US2543370A (en) * | 1948-03-15 | 1951-02-27 | Lincoln Eng Co | Spring coiling and assembling |
Cited By (68)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2966258A (en) * | 1955-03-01 | 1960-12-27 | Anaconda Wire & Cable Co | Packaging of wire |
| US3056433A (en) * | 1956-12-15 | 1962-10-02 | Delore Sa Geoffroy | System for handling wire and the like |
| US2981494A (en) * | 1958-04-22 | 1961-04-25 | Coulter & Mckenzie Machine Com | Variable speed wire coiling machine |
| US3052010A (en) * | 1958-06-11 | 1962-09-04 | Western Electric Co | Apparatus for distributing a strand into a rotatable open-topped receiver |
| US2929575A (en) * | 1958-06-30 | 1960-03-22 | Coulter & Mckenzie Machine Com | Flyer type wire coiling machine |
| US2929577A (en) * | 1958-07-09 | 1960-03-22 | Western Electric Co | Apparatus for coiling strands |
| US2929576A (en) * | 1958-08-25 | 1960-03-22 | Western Electric Co | Apparatus for distributing a strand into coil form |
| US3023977A (en) * | 1958-12-08 | 1962-03-06 | Donald P Whitacre | Wire coiling machine |
| US3029039A (en) * | 1959-01-13 | 1962-04-10 | Barron And Crowther Ltd | Apparatus for coiling wire |
| US3110452A (en) * | 1959-02-24 | 1963-11-12 | British Insulated Callenders | Haul-off and coiling device |
| US2991956A (en) * | 1959-04-06 | 1961-07-11 | Syncro Mach Co | Continuous coiler |
| US2943810A (en) * | 1959-04-10 | 1960-07-05 | Olin Mathieson | Take-up mechanism |
| US3013741A (en) * | 1959-07-27 | 1961-12-19 | Vaughn Machinery Co | Draw block for wire drawing and packaging machines |
| DE1145887B (en) * | 1959-07-27 | 1963-03-21 | Vaughn Machinery Company | Method and device for the production of wrapped bundles with a honeycomb pattern |
| US3013742A (en) * | 1959-07-27 | 1961-12-19 | Vaughn Machinery Co | Wire packaging machine and method |
| US3111286A (en) * | 1959-10-02 | 1963-11-19 | Anaconda Wire & Cable Co | Wire coiling apparatus |
| US3120931A (en) * | 1959-10-02 | 1964-02-11 | Anaconda Wire & Cable Co | Wire coiling apparatus |
| US3135477A (en) * | 1959-11-05 | 1964-06-02 | United States Steel Corp | Apparatus for coiling wire |
| US3093339A (en) * | 1960-06-15 | 1963-06-11 | Godderidge Jean | Arrangements for winding wire at high speed into circular turns |
| US3147934A (en) * | 1960-06-15 | 1964-09-08 | Godderidge Jean | Apparatus for winding wire |
| US3054570A (en) * | 1960-12-15 | 1962-09-18 | Vaughn Machinery Co | Wire packaging machine |
| US3113745A (en) * | 1962-01-08 | 1963-12-10 | Vaughn Machinery Co | Wire packaging machine |
| US3232553A (en) * | 1963-08-01 | 1966-02-01 | Indiana Steel & Wire Company I | Apparatus for forming filamentary material into an annular bundle |
| US3295785A (en) * | 1963-11-22 | 1967-01-03 | Forges Ateliers Const Electr | Apparatus for coiling cable in a tank |
| DE1294907B (en) * | 1965-03-31 | 1969-05-14 | Gen Cable Corp | Device for the continuous depositing of strand material |
| US3445077A (en) * | 1967-08-03 | 1969-05-20 | Nassau Smelting & Refining Co | Strand distributing and receiving apparatus and method |
| US3675865A (en) * | 1970-11-23 | 1972-07-11 | Deering Milliken Res Corp | Apparatus for increasing the density of yarn packages |
| US3675864A (en) * | 1970-11-23 | 1972-07-11 | Deering Milliken Res Corp | Novel yarn package and apparatus for producing same |
| US3866849A (en) * | 1971-12-22 | 1975-02-18 | Deering Milliken Res Corp | Apparatus for producing a novel yarn package |
| US4109879A (en) * | 1976-03-26 | 1978-08-29 | Giulio Properzi | Method and apparatus for collecting wire rod or the like at the outlet of a rolling mill |
| DE4116541A1 (en) * | 1990-05-18 | 1991-11-21 | Murata Machinery Ltd | METHOD AND DEVICE FOR STORING A FIBER STRAND AND A SPINNING CAN |
| USRE43352E1 (en) | 1996-07-24 | 2012-05-08 | Lincoln Global, Inc. | Mechanism for braking the unwinding of a bundle of metallic wire housed in a drum |
| US20070295853A1 (en) * | 1996-07-24 | 2007-12-27 | Giancarlo Cipriani | Mechanism for braking the unwinding of a bundle of metallic wire housed in a drum |
| US7494082B2 (en) | 2003-03-10 | 2009-02-24 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Device for winding wire and cable |
| US20060208123A1 (en) * | 2003-03-10 | 2006-09-21 | Paul Strzelczyk | Device for winding wire and cable |
| US6977357B2 (en) | 2003-07-09 | 2005-12-20 | Lincoln Global, Inc. | Welding wire positioning system |
| US20050006363A1 (en) * | 2003-07-09 | 2005-01-13 | Lincoln Global, Inc. A Corporation Of Delaware | Welding wire positioning system |
| US7282667B2 (en) | 2003-07-09 | 2007-10-16 | Lincoln Global, Inc. | Welding wire positioning system |
| US20050252897A1 (en) * | 2003-07-09 | 2005-11-17 | Lincoln Global, Inc. | Welding wire positioning system |
| US7004419B2 (en) | 2003-07-30 | 2006-02-28 | Lincoln Global, Inc. | Apparatus for packing wire in a storage container by use of reverse winding |
| US20050127233A1 (en) * | 2003-12-16 | 2005-06-16 | Lincoln Global, Inc., A Corporation Of Delaware | Floating liner |
| US7100863B2 (en) | 2003-12-16 | 2006-09-05 | Lincoln Global, Inc. | Floating liner |
| US8453960B2 (en) | 2008-05-27 | 2013-06-04 | Awds Technologies Srl | Wire guiding system |
| US8668086B2 (en) | 2008-10-07 | 2014-03-11 | Sidergas Spa | Cover for welding wire container |
| US8794561B2 (en) | 2009-03-10 | 2014-08-05 | Lincoln Global, Inc. | Wire dispensing apparatus for packaged wire |
| US20110000998A1 (en) * | 2009-03-10 | 2011-01-06 | Lincoln Global, Inc. | Wire dispensing apparatus for packaged wire |
| US7938352B2 (en) | 2009-03-10 | 2011-05-10 | Lincoln Global, Inc. | Wire dispensing apparatus for packaged wire |
| US20100230525A1 (en) * | 2009-03-10 | 2010-09-16 | Lincoln Global, Inc. | Wire dispensing apparatus for packaged wire |
| US8674263B2 (en) | 2009-07-20 | 2014-03-18 | Awds Technologies Srl | Wire guiding liner, in particular a welding wire liner, with biasing means between articulated guiding bodies |
| US8393467B2 (en) | 2009-08-21 | 2013-03-12 | Sidergas Spa | Retainer for welding wire container, having fingers and half-moon shaped holding tabs |
| US20110094911A1 (en) * | 2009-08-21 | 2011-04-28 | Carlo Gelmetti | Retainer for welding wire container, having fingers and half-moon shaped holding tabs |
| US8235211B2 (en) | 2009-08-21 | 2012-08-07 | Sidergas Spa | Retainer for welding wire container, having fingers and half-moon shaped holding tabs |
| US8389901B1 (en) | 2010-05-27 | 2013-03-05 | Awds Technologies Srl | Welding wire guiding liner |
| US8882018B2 (en) | 2011-12-19 | 2014-11-11 | Sidergas Spa | Retainer for welding wire container and welding wire container with retainer |
| US10294065B2 (en) | 2013-06-06 | 2019-05-21 | Sidergas Spa | Retainer for a welding wire container and welding wire container |
| US10343231B2 (en) | 2014-05-28 | 2019-07-09 | Awds Technologies Srl | Wire feeding system |
| US10010962B1 (en) | 2014-09-09 | 2018-07-03 | Awds Technologies Srl | Module and system for controlling and recording welding data, and welding wire feeder |
| US10350696B2 (en) | 2015-04-06 | 2019-07-16 | Awds Technologies Srl | Wire feed system and method of controlling feed of welding wire |
| US9975728B2 (en) | 2015-09-10 | 2018-05-22 | Sidergas Spa | Wire container lid, wire container and wire feeding system |
| US9950857B1 (en) | 2016-10-17 | 2018-04-24 | Sidergas Spa | Welding wire container |
| WO2020060115A1 (en) * | 2018-09-19 | 2020-03-26 | 성기철 | Waste wire retrieval apparatus |
| KR20200033004A (en) * | 2018-09-19 | 2020-03-27 | 성기철 | Used Wire Collecting Apparatus |
| CN112714680A (en) * | 2018-09-19 | 2021-04-27 | 成机哲 | Waste wire recovery device |
| JP2022501285A (en) * | 2018-09-19 | 2022-01-06 | キチョル ソン | Waste wire collection device |
| US10858214B2 (en) | 2019-04-23 | 2020-12-08 | Christian D'Entremont | Sequetial coiling of a rope by segments |
| US20220410236A1 (en) * | 2019-10-29 | 2022-12-29 | Kopernik Sa | Method for packing welding wire inside containers |
| US11174121B2 (en) | 2020-01-20 | 2021-11-16 | Awds Technologies Srl | Device for imparting a torsional force onto a wire |
| US11278981B2 (en) | 2020-01-20 | 2022-03-22 | Awds Technologies Srl | Device for imparting a torsional force onto a wire |
Also Published As
| Publication number | Publication date |
|---|---|
| GB759575A (en) | 1956-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2849195A (en) | Combination wire drawing and packaging device | |
| US2936509A (en) | Apparatus for collecting strands | |
| US2882673A (en) | Coiling head for yarn packs | |
| US2216225A (en) | Apparatus for coiling wire or the like | |
| ES357439A1 (en) | Spring forming apparatus and process | |
| US2779385A (en) | Article handling apparatus | |
| US2227442A (en) | Apparatus for coiling helical wire | |
| US2729051A (en) | Method of and apparatus for forming precision wound yarn packages | |
| US2900073A (en) | Wire coiling machine | |
| US2527662A (en) | Coiling machine | |
| US2214333A (en) | Apparatus for and method of winding wire | |
| US3145760A (en) | Wire coiling | |
| US3120931A (en) | Wire coiling apparatus | |
| US1008993A (en) | Machine for reeling rubber-covered electric wire for vulcanization. | |
| US2868474A (en) | Multiple speed coiler | |
| US3339396A (en) | Wire drawing and feeding mechanism | |
| US3145523A (en) | Method of and apparatus for making and mating coils of filamentary material | |
| US1367814A (en) | Wire-coiling meghanism | |
| US2242022A (en) | Cable armoring machine | |
| US3042336A (en) | Packaging wire | |
| US3266694A (en) | Wire handling machine | |
| US3232552A (en) | Filament coiling apparatus and method of driving same | |
| US2178414A (en) | Spooling or reeling apparatus | |
| US413889A (en) | beguz | |
| US3111286A (en) | Wire coiling apparatus |