US2112153A - Hydraulic punch and die unit - Google Patents
Hydraulic punch and die unit Download PDFInfo
- Publication number
- US2112153A US2112153A US81608A US8160836A US2112153A US 2112153 A US2112153 A US 2112153A US 81608 A US81608 A US 81608A US 8160836 A US8160836 A US 8160836A US 2112153 A US2112153 A US 2112153A
- Authority
- US
- United States
- Prior art keywords
- punch
- conduit
- valve
- piercing
- units
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/32—Perforating, i.e. punching holes in other articles of special shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8828—Plural tools with same drive means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8858—Fluid pressure actuated
Definitions
- This invention relates to hydraulic punch and die units, the object being to provide a new and unique arrangement of punch parts for cooperation with a die in which the punch is actuated hydraulically to perform the piercing operation and a control means therefor whereby the punch is caused to be withdrawn from the die likewise by hydraulic pressure.
- the invention further seeks to provide a frame for the assembly of a series of piercing units in the desired relationship for forming a series of holes in predetermined relation in a sheet metall part and wherein the punches of the units thus assembled on the framework are simultaneously actuated to perform the piercing step and through control means are simultaneously withdrawn for a succeeding operation.
- a further feature and object of the invention is to provide a punch element actuatable by hydraulic pressure to perform a piercing operation or be withdrawn therefrom and wherein the punch proper is carried by a slide block in its reciprocable movement and thus maintained constantly in alignment with the die and held from rotation in respect thereto.
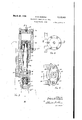
- Fig. 1 is a side elevation showing my improved punch.
- Fig. 2 is an elevation taken from the right side of Fig. i..
- Fig. 3 is a vertical longitudinal section of the punch.
- Fig. 4 is a top plan view thereof.
- Fig. 5 is a View from the bottom end showing the face of/ the punch and the guide block carrying the same.
- Fig. 6 isa view of a series of units carried by a frame to be utilized in piercing the fender of an automobile body.
- Fig. 'l is a plan view of a control unit showing a ported manually controlled valve ior causing duid to iiow to actuate the punch in its piercing operation.
- Fig. 8 is a similar view showing the valve set to cause flow of uid under pressure to withdraw the punch.
- Fig. 9 is a cross section of the contro valve.
- the conduit t opens to the top and the conduit 6a opens to the bottom ofthe cylinder iii.
- These two conduits correspond to the conduits t and t of Figs. 6. 7 and 8 in which the control valve is shown.
- This valve is here diagrammatically shown partially in dotted lines and includes a piston valve t ⁇ controlled by a handle it and slides in a. cylinder i i in the body.
- the discharge conduit 3 from the pump opens into the side of the valve body t and opens into the cylinder il. therein at two points @a and 9b shown in dotted lines in Figs. '1 and 8 at spaced points longitudinally of the cylinder wall.
- piston valve t has an aperture i2 transversely 25* thereof and opens through the valve t on opposite sides and in the position of the valve shown in Fig. 'I the discharge line 3 is in communication with the line E through the branch 9 and cross aperture i2.
- the valve also has an aperture it 30 in its endv which extends longitudinally thereof for a short distance and terminates in the surface of the valve at' theopening it as shown in Fig. 9. In the position of the valve shown in I in the ⁇ other end of the valve t. Fluid therefore passes through the pressure conduit t to theline t of Fig. 8 or te of Fig. 3.
- valve t In order to move the piston 2t upwardly in the cylinder il from the position shown in Fig. 3 and to cause like movement of the pistons in the units shown in Fig. 6, the valve t is shifted from the position shown in Fig. 7 to the position shown in Fig. 8. in so doing, the .passageway l2 extending transversely of the valve body is aligned with the outlet 8b of the pressure conduit t and with the outlet ci the valve body to which the conduit t or t ot Figs.
- Vand the fluid in the upper part of the cylinders is discharged through the conduit t or d of the respective views passes into the opposite end of the cylinder ii and opposite end of the valve 'from that to whiehthe conduit E or discharged as aforesaid.
- This piston valve has an L shaped conduit in its end wall I5 which in the position of the piston shown in Fig. 8 opens to the port I4 in the wall of the valve cylinder to which the return line 1 is connected.
- the piston 20 in the cylinder 2l shown more clearly in Fig. 3 may be reciprocated by fluid pressure developed by .the pump in the casing I which may apply fluid under pressure to one line 5 or 6 and then to the other line 5a or 6 depending upon the direction it is desired to move the piston.
- the invention here disclosed is a hydraulically controlled piercing punch and the construction thereof is best illustra-ted in Figs. 1, 2 and 3.
- 'Ihe structure consists of a casting 22 having a base part 23 and 24 and the portion 23 may be bolted to the frame indicated in dotted lines at 25 in Fig. 1.
- the upper end oi' the casting is bored to provide the cylinder 2l and is provided with a removable end cap 26 through which the conduit lia extends to the interior of the cylinder.
- the piston may be of any approved form here shown as oi. the double cupped leather type.
- the bottom of the cylinder is recessed as at 2l and the conduit te is threaded into an aperture leading tothe recess so that oil under pressure passing through the conduit Se is introduced to the open side of the lower cupped element and forces the piston upwardly in the position shown in Fig. 3.
- 'Ihe bottom of the cylinder is apertured to receive the piston rod 28 which is provided with ai packing compressible by the adjusting nut 2li.
- the lower end of the rod 23 is oircumferentially grooved at 3G and is seated in a recess formed in the guide block 3l, the pin 32 extending into the block and the groove 30 to prevent removal.
- the guide block 3l as shown in Fig. 5 has its nished face riding on the finished surface 2d of the bracket portion 24 and strips 33 and 3ft are secured on opposite sides of the edge portions of the bracket 24 providing ways overlying the flanged end portions 35 o1 the guide block 3l as will be seen more clearly in Fig. 5.
- This guide block ill due to the reoiprocation of the piston, rides vertically in these ways.
- the punch 36 is oval in forni inv end view as shown in Fig. 5 and has a circular shank 3l secured in a block 38 which in turn is secured as by means of screws 39 to the guide block 3l.
- the usual stripper plate 40 has an aperture to receive the punch as will be understood from Fig.
- this plate 40 has pins 4
- Springs 44 are provided on these pins 42 which in the punching operation wherein the punch enters the die 45,
- valve positioned over the die the valve is changed to the position shown in Fig 7 and pressure is applied to the line 5i to the head of the piston forcing the same on the piercing movement as will be understood from the previous description of the hydraulic circuit.
- the punch is also well adapted to be used in groups for special purposes only one of which is illustrated in Fig. 6 showing the several punches arranged for piercing the edge of an automobile
- a frame element 41 for supporting the units, which may be of any convenient form for any specialpurpose.
- some of the punches are positioned in one plane as for instance the punch units a, b, c, d, e and f.
- Others may be positioned at a right angle thereto as for instance the unit g at the top ⁇ of Fig. 6 or the three units positioned vertically as at h, i and j at the bottom left side of Fig. 6.
- Others may be turned practically at a right angle to these h, i and :i units as shown by dotted lines k, l and m or at other angular relationship as indicated at n in Fig. 6.
- the conduit 5 is connected to the top of each of the cylinders of the group there being a branch conduit 5b for the group lc, l and m.
- the other conduit E connects with the bottoms of the cylinders of the group as indicated and the branch 6b is to be understood as extending to the bottoms of the cylinders k, l and m.
- These conduits may be flexible to permit change in the spacing or position of the respective units.
- a number of piercing units may be so set that material is automatically fed to the same under which conditionthe valve control may be timed with the movement 4of the work piece subsequent .to each piercing stroke and withdrawal of the punch from the work.
- a punch and die set for piercing a series of holes in a work piece comprising a series of punches and a complemental series of dies, a frame member having seats vfor each punch and die unit arranged in various angles and in various planes and permitting the mounting of the respective punch and die units in position on the frame for the piercing of holes as may be required in various portions of the work, each punch unit including a cylinder, a piston reciprocable therein, a piston rod extending-from the end of the cylinder, and a punch movable by the rod, means for applying iiuid under pressure to the several punch units, comprising a conduit having branches extending to the upper end of the cylinder of each unit.
- a pump having a discharge conduitfor supplying iiuid under pressure, valve means operable to connect thesald discharge conduit of the pump alternately tothe rst named conduit and then to the other, and a return line to the pump opening to the valve means, movement of the Valve to open the rst named conduit to the pump discharge conduit opening the other conduit to the return line.
- punch elements being adapted for operationby hydraulic pressure, means for supplying fluid under pressure to alternately move the punches in the piercing stroke and then to withdraw the same, said means including ilexible conduits common to the several punch units and permitting within the length of the conduits between the successive punch units a practically universal variation in angular relationship to thereby permit the punch units to be. positioned ln the different planes as may be required for the piercing of the work.
- a punch and die set for use in piercing a piece of work having portions thereof requiring piercing arranged in different planes and in different angular relationships comprising a series of punch elements and a series of die elements complemental thereto, means for applying hydraulic pressure to the punch and die elements to cause the piercing of the workvand the withdrawal of the punches therebetween, said means including flexible conduits common to the several punches permitting Within the length of the conduits between successive units a practically universal variation in angular relationship of the respective units to thereby permit the iexibly lconnected punch and die units to be variously positioned upon a frame having seats therefor and to be removed therefrom and positioned upon another frame having seats differently arranged from that of the first frame.
- a punch and die set for piercing a series of holes in a work piece comprising a series of punches and a complemental series of dies, a frame member having seats for each punch and die unit arranged at various angles and in variousplanes permitting the mounting of the punch and die units in position on the frame for the piercing of holes as may be required in various portions of the work, means for applying iiuid under pressure to the several punch units, comprising a. pressure supply conduit and a return n RALPH B. GORI-IAM.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
R. B. GORHAM HYDRAULIC PUNCH AND DIEUNIT March 22, 1938.
Filed May 25, 1956" '3 Sheets-Sheet l ATTORNEY.
March 22, 1938.
R. B. GORHAM f HYDRAULIC PUNCH AND DIE UNIT Filed May- 25A, 1936 INVENTOR.
I l oram HJM' 1 f/w ATTORNEY.
. 3 Sheets-Sheet 2 Mrch 22, 1938. R. B. GORHAM HYDRAULIC PUNCH AND DIE UNIT l' Fil'ed May '25, 1936 3 Sheets-Sheet 3 ATTORNEY.
Patented Mar. 22, 1938 :e RAC PCH .i iph B. Germ; Detroit, ch., asser to Midwest Production lEngineering,linc., Detroit, Mich., a corporation or Michigan Application May 25, 1936, Serial No. 81,603
d Claims. (Cl. 16d-95) This invention relates to hydraulic punch and die units, the object being to provide a new and unique arrangement of punch parts for cooperation with a die in which the punch is actuated hydraulically to perform the piercing operation and a control means therefor whereby the punch is caused to be withdrawn from the die likewise by hydraulic pressure.
The invention further seeks to provide a frame for the assembly of a series of piercing units in the desired relationship for forming a series of holes in predetermined relation in a sheet metall part and wherein the punches of the units thus assembled on the framework are simultaneously actuated to perform the piercing step and through control means are simultaneously withdrawn for a succeeding operation.
A further feature and object of the invention is to provide a punch element actuatable by hydraulic pressure to perform a piercing operation or be withdrawn therefrom and wherein the punch proper is carried by a slide block in its reciprocable movement and thus maintained constantly in alignment with the die and held from rotation in respect thereto.
These and other objects and various novel features of the invention are hereinafter more fully described and claimed and the preferred ioi'm o1 a hydraulic piercing unit embodying my invention and the assembly o such units upon a common frame are shown in the accompanying drawing in whichi Fig. 1 is a side elevation showing my improved punch.
Fig. 2 is an elevation taken from the right side of Fig. i..
Fig. 3 is a vertical longitudinal section of the punch.
Fig. 4 is a top plan view thereof.
Fig. 5 is a View from the bottom end showing the face of/ the punch and the guide block carrying the same.
Fig. 6 isa view of a series of units carried by a frame to be utilized in piercing the fender of an automobile body. Y
Fig. 'l is a plan view of a control unit showing a ported manually controlled valve ior causing duid to iiow to actuate the punch in its piercing operation.
Fig. 8 is a similar view showing the valve set to cause flow of uid under pressure to withdraw the punch. f
Fig. 9 is a cross section of the contro valve.
It is firstly to be understood that in any installation of a single or a series of punches involving my invention, a pump I of any approvedcharacter isuprovided and operated by a motor indicated by the dotted lines The discharge fluid from the pump passes through the conduit 3 to the displaced by movement of the punches as hereinafter more fully described. 10
I n'its unitary form as shown in Section in Fig. 3, the conduit t opens to the top and the conduit 6a opens to the bottom ofthe cylinder iii. These two conduits correspond to the conduits t and t of Figs. 6. 7 and 8 in which the control valve is shown. This valve is here diagrammatically shown partially in dotted lines and includes a piston valve t `controlled by a handle it and slides in a. cylinder i i in the body.
The discharge conduit 3 from the pump opens into the side of the valve body t and opens into the cylinder il. therein at two points @a and 9b shown in dotted lines in Figs. '1 and 8 at spaced points longitudinally of the cylinder wall. The
piston valve t has an aperture i2 transversely 25* thereof and opens through the valve t on opposite sides and in the position of the valve shown in Fig. 'I the discharge line 3 is in communication with the line E through the branch 9 and cross aperture i2. The valve also has an aperture it 30 in its endv which extends longitudinally thereof for a short distance and terminates in the surface of the valve at' theopening it as shown in Fig. 9. In the position of the valve shown in I in the `other end of the valve t. Fluid therefore passes through the pressure conduit t to theline t of Fig. 8 or te of Fig. 3.
In order to move the piston 2t upwardly in the cylinder il from the position shown in Fig. 3 and to cause like movement of the pistons in the units shown in Fig. 6, the valve t is shifted from the position shown in Fig. 7 to the position shown in Fig. 8. in so doing, the .passageway l2 extending transversely of the valve body is aligned with the outlet 8b of the pressure conduit t and with the outlet ci the valve body to which the conduit t or t ot Figs. 6 and 3 is connected which applies pressure through the line t or t to the under side of the piston, Vand the fluid in the upper part of the cylinders is discharged through the conduit t or d of the respective views passes into the opposite end of the cylinder ii and opposite end of the valve 'from that to whiehthe conduit E or discharged as aforesaid.- This piston valve has an L shaped conduit in its end wall I5 which in the position of the piston shown in Fig. 8 opens to the port I4 in the wall of the valve cylinder to which the return line 1 is connected. Thus, by manual movement of the piston valve, fluid under pressure may be discharged to the conduit 5 or 5e and then through the conduit 6 or 6e to reverse the movement of the pistons. With this explanation of the hydraulic controL-.lt will be realized that the piston 20 in the cylinder 2l shown more clearly in Fig. 3 may be reciprocated by fluid pressure developed by .the pump in the casing I which may apply fluid under pressure to one line 5 or 6 and then to the other line 5a or 6 depending upon the direction it is desired to move the piston.
The invention here disclosed is a hydraulically controlled piercing punch and the construction thereof is best illustra-ted in Figs. 1, 2 and 3. 'Ihe structure consists of a casting 22 having a base part 23 and 24 and the portion 23 may be bolted to the frame indicated in dotted lines at 25 in Fig. 1. The upper end oi' the casting is bored to provide the cylinder 2l and is provided with a removable end cap 26 through which the conduit lia extends to the interior of the cylinder.
The piston may be of any approved form here shown as oi. the double cupped leather type. The bottom of the cylinder is recessed as at 2l and the conduit te is threaded into an aperture leading tothe recess so that oil under pressure passing through the conduit Se is introduced to the open side of the lower cupped element and forces the piston upwardly in the position shown in Fig. 3. 'Ihe bottom of the cylinder is apertured to receive the piston rod 28 which is provided with ai packing compressible by the adjusting nut 2li. The lower end of the rod 23 is oircumferentially grooved at 3G and is seated in a recess formed in the guide block 3l, the pin 32 extending into the block and the groove 30 to prevent removal.
The guide block 3l as shown in Fig. 5, has its nished face riding on the finished surface 2d of the bracket portion 24 and strips 33 and 3ft are secured on opposite sides of the edge portions of the bracket 24 providing ways overlying the flanged end portions 35 o1 the guide block 3l as will be seen more clearly in Fig. 5. This guide block ill, due to the reoiprocation of the piston, rides vertically in these ways. The punch 36 is oval in forni inv end view as shown in Fig. 5 and has a circular shank 3l secured in a block 38 which in turn is secured as by means of screws 39 to the guide block 3l. The usual stripper plate 40 has an aperture to receive the punch as will be understood from Fig. 2 and this plate 40 has pins 4| and 42 at its opposite end which extend upwardly through the guide block and is there provided with a. head 43 which limits the distance to which the stripper plate may be positioned below the guide block. Springs 44 are provided on these pins 42 which in the punching operation wherein the punch enters the die 45,
indicated diagrammatically in Fig. 3, raise the plate 40 from lowermost position and as the punch is withdrawn the springs force it outwardly and strips the punched metal from the punch end. This is the usual stripper plate now used with the ordinary punch and die set.
When the punch is in the position shown in Fig. 3, manipulation of the piston valve 9 by the handle l0 to the position shown in Fig. 8 applies pressure through the conduit 6' raising the piston from the position shown in Fig. -3 and thereafter when another piece of material to be pierced is lfender 46 indicated by dotted lines.
positioned over the die the valve is changed to the position shown in Fig 7 and pressure is applied to the line 5i to the head of the piston forcing the same on the piercing movement as will be understood from the previous description of the hydraulic circuit.
The punch is also well adapted to be used in groups for special purposes only one of which is illustrated in Fig. 6 showing the several punches arranged for piercing the edge of an automobile For this purpose, I utilize a frame element 41 for supporting the units, which may be of any convenient form for any specialpurpose. In this particular use some of the punches are positioned in one plane as for instance the punch units a, b, c, d, e and f. Others may be positioned at a right angle thereto as for instance the unit g at the top\of Fig. 6 or the three units positioned vertically as at h, i and j at the bottom left side of Fig. 6. Others may be turned practically at a right angle to these h, i and :i units as shown by dotted lines k, l and m or at other angular relationship as indicated at n in Fig. 6.
With a group of punches as described, the conduit 5 is connected to the top of each of the cylinders of the group there being a branch conduit 5b for the group lc, l and m. Likewise the other conduit E connects with the bottoms of the cylinders of the group as indicated and the branch 6b is to be understood as extending to the bottoms of the cylinders k, l and m. These conduits may be flexible to permit change in the spacing or position of the respective units. Thus, with the valve set as shown in Fig. 6, pressure is applied through the conduit 6 and 6b to the bottom of the cylinders of the group and oil in the tops of the pistons of the group is returned through the conduit 5 or 5 to the return line l. By reversing the position of the piston .valve to correspond to that shown in Fig. 7, preswhich are to be understood as being supported by the element indicated by the line 49. The edge of the work to be pierced being introduced over these dies in the proper place, the valve is moved from the position in which the punches are retracted as in Fig. 8 to the position shown in Fig. 7 and pressure applied simultaneously upon the tops of the pistons of each of the punch units of the group. 'I'he punch is thus forced on its piercing stroke and then returned by shifting the valve again to the position ,shown in Fig. 8 retracting the punch whereupon a succeeding piece of work may be introduced upon the element or anvil 49.
It is obvious that these punch piercing units may be placed altogether diiierently from what is disclosed herein as may be required by the shape of the'plece to be pierced but, in any case, the punches of the general structure described are connected up with the conduits after the manner herein disclosed to secure a reciprocation of the punch hydraulically. I have here shown a manual control for causing pressure to be applied to one side and then to the other of the piston handling the punches but the invention is not restricted to manual control as in some characters of punching operation a single 2,lil.2,158
or a number of piercing units may be so set that material is automatically fed to the same under which conditionthe valve control may be timed with the movement 4of the work piece subsequent .to each piercing stroke and withdrawal of the punch from the work.
From the foregoing description it is believed evident that my improved piercing punch is simple in its general construction and is readily operated by use ofthe hydraulic pressure to reciprocate the punch in respect to die or anvil element. and that the various objects of the invention are attained by -the structure described.
Having thus briey described my invention, its utility and mode of operation, what I claim and desireto secure by Letters Patent of the United States is Y l. A punch and die set for piercing a series of holes in a work piece comprising a series of punches and a complemental series of dies, a frame member having seats vfor each punch and die unit arranged in various angles and in various planes and permitting the mounting of the respective punch and die units in position on the frame for the piercing of holes as may be required in various portions of the work, each punch unit including a cylinder, a piston reciprocable therein, a piston rod extending-from the end of the cylinder, and a punch movable by the rod, means for applying iiuid under pressure to the several punch units, comprising a conduit having branches extending to the upper end of the cylinder of each unit. and a second conduit having branches extending to the lower end of the cylinder of each unit, a pump having a discharge conduitfor supplying iiuid under pressure, valve means operable to connect thesald discharge conduit of the pump alternately tothe rst named conduit and then to the other, and a return line to the pump opening to the valve means, movement of the Valve to open the rst named conduit to the pump discharge conduit opening the other conduit to the return line.
arranged to position the respective punch and die elements in the required plane for punching the work portions, said punch elements being adapted for operationby hydraulic pressure, means for supplying fluid under pressure to alternately move the punches in the piercing stroke and then to withdraw the same, said means including ilexible conduits common to the several punch units and permitting within the length of the conduits between the successive punch units a practically universal variation in angular relationship to thereby permit the punch units to be. positioned ln the different planes as may be required for the piercing of the work.
3. A punch and die set for use in piercing a piece of work having portions thereof requiring piercing arranged in different planes and in different angular relationships, comprising a series of punch elements and a series of die elements complemental thereto, means for applying hydraulic pressure to the punch and die elements to cause the piercing of the workvand the withdrawal of the punches therebetween, said means including flexible conduits common to the several punches permitting Within the length of the conduits between successive units a practically universal variation in angular relationship of the respective units to thereby permit the iexibly lconnected punch and die units to be variously positioned upon a frame having seats therefor and to be removed therefrom and positioned upon another frame having seats differently arranged from that of the first frame.
4. A punch and die set for piercing a series of holes in a work piece, comprising a series of punches and a complemental series of dies, a frame member having seats for each punch and die unit arranged at various angles and in variousplanes permitting the mounting of the punch and die units in position on the frame for the piercing of holes as may be required in various portions of the work, means for applying iiuid under pressure to the several punch units, comprising a. pressure supply conduit and a return n RALPH B. GORI-IAM.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US81608A US2112153A (en) | 1936-05-25 | 1936-05-25 | Hydraulic punch and die unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US81608A US2112153A (en) | 1936-05-25 | 1936-05-25 | Hydraulic punch and die unit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US2112153A true US2112153A (en) | 1938-03-22 |
Family
ID=22165217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US81608A Expired - Lifetime US2112153A (en) | 1936-05-25 | 1936-05-25 | Hydraulic punch and die unit |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US2112153A (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2586695A (en) * | 1947-08-11 | 1952-02-19 | Mueller Otto | Hydraulic punch and stripping device |
| US2804849A (en) * | 1954-01-18 | 1957-09-03 | Modern Service Engineering Co | Hydraulic ram unit |
| US2844204A (en) * | 1954-09-30 | 1958-07-22 | Deeco Inc | Combined clamping and punching apparatus |
| US3089375A (en) * | 1959-08-10 | 1963-05-14 | Floyd M Williamson | Hydraulically actuated piercing unit |
| US3147657A (en) * | 1961-02-24 | 1964-09-08 | Floyd M Williamson | Hydraulically actuated piercing unit |
| US3176569A (en) * | 1962-05-14 | 1965-04-06 | Houdaille Industries Inc | Punching apparatus |
| US4457197A (en) * | 1981-02-26 | 1984-07-03 | Rolf Peddinghaus | Device for cutting and/or stamping metal bars and sections |
| EP0251796A2 (en) * | 1986-06-27 | 1988-01-07 | Rodney Linval | Improvements in or relating to punches and presses |
| FR2795533A1 (en) | 1999-06-22 | 2000-12-29 | Science Et Tec | Method for measuring fixed period of time for vehicle parking purposes by using non-miscible liquids that after initial shaking separates after set time period |
| CN102649283A (en) * | 2012-05-03 | 2012-08-29 | 宁波信泰机械有限公司 | Punching device of decoration strip products |
| CN102814838A (en) * | 2012-07-30 | 2012-12-12 | 宁波信泰机械有限公司 | Punching forming device for car water cut |
| CN103341887A (en) * | 2013-07-05 | 2013-10-09 | 天津信泰汽车零部件有限公司 | Automatic die cutter for front and back windshield decoration bars |
-
1936
- 1936-05-25 US US81608A patent/US2112153A/en not_active Expired - Lifetime
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2586695A (en) * | 1947-08-11 | 1952-02-19 | Mueller Otto | Hydraulic punch and stripping device |
| US2804849A (en) * | 1954-01-18 | 1957-09-03 | Modern Service Engineering Co | Hydraulic ram unit |
| US2844204A (en) * | 1954-09-30 | 1958-07-22 | Deeco Inc | Combined clamping and punching apparatus |
| US3089375A (en) * | 1959-08-10 | 1963-05-14 | Floyd M Williamson | Hydraulically actuated piercing unit |
| US3147657A (en) * | 1961-02-24 | 1964-09-08 | Floyd M Williamson | Hydraulically actuated piercing unit |
| US3176569A (en) * | 1962-05-14 | 1965-04-06 | Houdaille Industries Inc | Punching apparatus |
| US4457197A (en) * | 1981-02-26 | 1984-07-03 | Rolf Peddinghaus | Device for cutting and/or stamping metal bars and sections |
| EP0251796A2 (en) * | 1986-06-27 | 1988-01-07 | Rodney Linval | Improvements in or relating to punches and presses |
| EP0251796A3 (en) * | 1986-06-27 | 1988-11-30 | Rodney Linval | Improvements in or relating to punches and presses |
| FR2795533A1 (en) | 1999-06-22 | 2000-12-29 | Science Et Tec | Method for measuring fixed period of time for vehicle parking purposes by using non-miscible liquids that after initial shaking separates after set time period |
| CN102649283A (en) * | 2012-05-03 | 2012-08-29 | 宁波信泰机械有限公司 | Punching device of decoration strip products |
| CN102649283B (en) * | 2012-05-03 | 2015-02-04 | 宁波信泰机械有限公司 | Punching device of decoration strip products |
| CN102814838A (en) * | 2012-07-30 | 2012-12-12 | 宁波信泰机械有限公司 | Punching forming device for car water cut |
| CN102814838B (en) * | 2012-07-30 | 2015-06-24 | 宁波信泰机械有限公司 | Punching forming device for car water cut |
| CN103341887A (en) * | 2013-07-05 | 2013-10-09 | 天津信泰汽车零部件有限公司 | Automatic die cutter for front and back windshield decoration bars |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2112153A (en) | Hydraulic punch and die unit | |
| EP0183648B1 (en) | Press for processing work pieces made from metal | |
| CH640312A5 (en) | PRESSURE TRANSLATED HYDROPNEUMATIC DRIVE DEVICE. | |
| US3456478A (en) | Hydraulic locking cylinders | |
| DE2261955C3 (en) | Device for the hydromechanical pull-up of sink units | |
| DE2646791C2 (en) | A drawing tool that can be attached to the press ram of a press | |
| DE69204155T2 (en) | Multi-stage hydraulic servomotor. | |
| DE3022844C2 (en) | ||
| DE704657C (en) | Hydraulic clamping device with circulation pump | |
| US2844204A (en) | Combined clamping and punching apparatus | |
| DE687432C (en) | Injection molding machine for plastic masses, especially synthetic resin | |
| US3124091A (en) | williamson | |
| DE541174C (en) | Hydraulic stamping press, especially for stereotypists | |
| DE2141980C3 (en) | Hydraulic multi-stage cold extrusion press | |
| EP0251024B1 (en) | Drawing tool | |
| DE848596C (en) | Machine table for die and stamping presses | |
| EP3052257B1 (en) | Device for forming a workpiece made of sheet metal | |
| DE697093C (en) | Tool operated by compressed air or pressure fluid for riveting and punching with several cylinders and pistons arranged one behind the other | |
| DE412840C (en) | Hydraulic molding press | |
| DE901726C (en) | Punch for post processing | |
| DE602833C (en) | Press for pulling vessels | |
| DE884938C (en) | Transfer press with mechanical or hydraulic drive | |
| DE2543646C2 (en) | Device for driving a compression testing machine | |
| DE1002721B (en) | Vertical hydraulic extrusion, especially pipe press | |
| SU1156794A1 (en) | Die for flashless stamping |