US20200309319A1 - Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves - Google Patents
Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves Download PDFInfo
- Publication number
- US20200309319A1 US20200309319A1 US16/792,449 US202016792449A US2020309319A1 US 20200309319 A1 US20200309319 A1 US 20200309319A1 US 202016792449 A US202016792449 A US 202016792449A US 2020309319 A1 US2020309319 A1 US 2020309319A1
- Authority
- US
- United States
- Prior art keywords
- valve
- lubricant
- lubrication
- pressure
- gate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000012544 monitoring process Methods 0.000 title claims abstract description 23
- 238000000034 method Methods 0.000 title claims abstract description 18
- 230000001050 lubricating effect Effects 0.000 title claims abstract description 11
- 239000000314 lubricant Substances 0.000 claims abstract description 106
- 239000012530 fluid Substances 0.000 claims abstract description 56
- 238000005461 lubrication Methods 0.000 claims description 91
- 239000004519 grease Substances 0.000 claims description 28
- 238000013022 venting Methods 0.000 claims description 20
- 238000005086 pumping Methods 0.000 claims description 11
- 230000003466 anti-cipated effect Effects 0.000 claims description 2
- 231100001261 hazardous Toxicity 0.000 abstract description 2
- 238000012423 maintenance Methods 0.000 description 29
- 238000013461 design Methods 0.000 description 9
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 238000004891 communication Methods 0.000 description 5
- 230000001351 cycling effect Effects 0.000 description 5
- 239000003921 oil Substances 0.000 description 5
- 210000003660 reticulum Anatomy 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000004576 sand Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000003082 abrasive agent Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005755 formation reaction Methods 0.000 description 3
- 230000036571 hydration Effects 0.000 description 3
- 238000006703 hydration reaction Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 239000011435 rock Substances 0.000 description 3
- 230000003213 activating effect Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000003339 best practice Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000002747 voluntary effect Effects 0.000 description 2
- 241000191291 Abies alba Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000013473 artificial intelligence Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 235000003642 hunger Nutrition 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 238000012354 overpressurization Methods 0.000 description 1
- 230000037361 pathway Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 230000037351 starvation Effects 0.000 description 1
- 239000008400 supply water Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N29/00—Special means in lubricating arrangements or systems providing for the indication or detection of undesired conditions; Use of devices responsive to conditions in lubricating arrangements or systems
- F16N29/02—Special means in lubricating arrangements or systems providing for the indication or detection of undesired conditions; Use of devices responsive to conditions in lubricating arrangements or systems for influencing the supply of lubricant
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N7/00—Arrangements for supplying oil or unspecified lubricant from a stationary reservoir or the equivalent in or on the machine or member to be lubricated
- F16N7/38—Arrangements for supplying oil or unspecified lubricant from a stationary reservoir or the equivalent in or on the machine or member to be lubricated with a separate pump; Central lubrication systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N2210/00—Applications
- F16N2210/26—Spinning spindles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N2230/00—Signal processing
- F16N2230/22—Signal processing using counters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N2250/00—Measuring
- F16N2250/04—Pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N2270/00—Controlling
- F16N2270/20—Amount of lubricant
- F16N2270/30—Amount of lubricant intermittent
Definitions
- the invention relates generally to maintenance of valves for control of fluid flow. More particularly, the invention relates to automatic preventative maintenance greasing, or lubricating, of industrial valves in-service through coordination with regular operational valve operations.
- Valves are commonly used to control passage through pipes and hoses as well as in/out of equipment, vessels, etc. Valves regulate the flow of gasses, liquids, slurries, or loose materials (hereinafter collectively referenced as fluids) through an aperture or conduit such as a hose, tube, or pipe (hereinafter collectively referenced as pipe or line), by opening, closing, or otherwise interrupting the path of flow.
- Valves are manufactured by assembling multiple mechanical parts, primarily comprising: the body (an outer shell), trim (a combination of replaceable wetted parts), stem, bonnet (body end cap), and an actioning mechanism for applying a motive force (usually to a gate via the stem). Valves may be bifurcated into small bore sizes, generally 2 inches or less; and commercial/industrial valves, above 2 inches in diameter (generally designated as ‘Large Bore’).
- Valves may be operated, or actioned, via rotating a stem with levers, and/or wheels (collectively called the valve ‘operator’). These are referred to as ‘manual valves.’ Valves may also be actioned via electromechanical devices (‘actuators’) that may be electric, pneumatic, hydraulic, gas over oil, etc. and are collectively designated as ‘actuated valves,’ which may optionally include a secondary manual operator for safety.
- actuators electromechanical devices
- a valve controls fluid flow and pressure by: stopping and starting fluid flow; varying fluid flow quantities, commonly referenced as ‘throttling’; directing fluid flow directions, ‘switching’; regulating downstream pressure; and/or relieving excessive pressures or ‘venting’.
- Actuation of a valve may be through manual, hydraulic, pneumatic, or electric application of motive forces. Examples of common types include the ball valve, butterfly valve, globe valve, gate valve, plug valve, diaphragm valve, reducing valve, needle valve, check valve, and safety/relief valve.
- the force applied may require a quarter rotation of a valve stem as in a ball valve, or require multiple complete revolutions, as in a globe valve.
- valve type was designed for specific needs. Some valves are capable of throttling, while others can only start and stop flow. Some valve designs work well in corrosive systems, offer fine-control capabilities, and other valves are designed specifically for handling high pressure, caustics, abrasives, or combinations thereof. Each valve type, design, and final embodiment has certain inherent advantages and disadvantages.
- references herein will be to API specifications for fluids in the O & G (Oil and Gas industry). Examples presented will focus on exploration and production processes, particularly emphasizing the inhospitable environment (as far as valves are concerned) of high-pressure fracturing operations.
- API ‘6A specification’ is the international standard for valves specific to wellhead and Christmas tree equipment, used in the petroleum and natural gas industries. API 6A valves are designed for the demanding environments of onshore and offshore drilling; production, pressure, and temperature extremes; and heavy oil, sour, and subsea applications, including hydraulic fracturing operations incorporating pressure ratings in excess of 20,000 PSI (pounds per square inch).
- a gate valve is the type commonly preferred in industrial piping.
- LBGV hydraulically actuated large bore gate valve
- gate valves The most significant feature of gate valves is their low obstruction to the fluid flow. Turbulence, like that caused by globe valves, causes a drop in the fluid's line pressure. When fluid is moving through long lengths of pipe, or when energy is being expended to increase pressure above a threshold level for a particular task, it is important that valve selection does not decrease that pressure. When a gate valve is wide open, the gate, (or wedge) is positioned entirely out of the flow path providing a straight passage through the valve body.
- a gate valve is the preferred option over all other designs to avoid pressure drop in the lines.
- gate valves should only be used in the fully open or closed positions; never for throttling purposes. Gates in intermediate, partially open, positions allow seals and seats to quickly erode as well as creating noisy chatter that propagates along the line.
- partially open gates may allow production fluid exposure to lubricating grease in the valve cavity. Force, heat, and/or chemicals can break down lubricant and washout the valve's body cavity leaving the stem, gate, and seats unlubricated and open to wear. This is especially true in applications like high pressure frac operations where chemicals and proppants are intentionally introduced into the fluid.
- Each valve manufacturer provides grease fittings at key locations on the valve body and provides instructions on valve maintenance. These manufacturer-specified procedures and intervals are based on factors, such as but not limited to: design, construction, materials, life expectancy, and cycling frequency.
- a theoretical valve has a grease fitting protected by a grease fitting cap located on the bonnet flange for body cavity lubrication, and another grease fitting on the bearing cap for thrust bearing lubrication.
- the manufacturer recommends body cavity lubrication every ten operating cycles, or monthly, whichever comes first.
- Lubrication reduces friction between moving parts by substituting fluid friction for solid fiction. Reducing friction reduces the amount of energy that is dissipated as heat and the amount of energy required to perform mechanical actions. Lubrication is a matter of vital importance throughout industry. Automated lubrication systems exist to reduce the need for someone to constantly run around the equipment with an oil can or grease gun in hand.
- Automated lubrication systems supply a continuous flow of lubricant to bearings, shafts, pulleys, gears, etc. using different methods ranging from gravity fed wicks dripping oil, or spinning gears splashing oil around a gear chamber, to pumps forcing lubricant under pressure into mechanical parts in measured quantities.
- Centralized lubrication systems dispense lubricant from a supply reservoir by pumping it to divider valves or metering injectors.
- Metering injectors are sized to fill with fluid, and when triggered, inject the quantity of fluid into its connected lubrication point.
- Divider valves disperse lubricant received at frequent intervals directly to each covered point, dividing the total quantity according to set ratios. Sizing of the injectors, or configuration of the divider ratios can be adjusted along with the frequency of the intervals ensuring proper lubrication of continuously operating equipment.
- Typical frac operations use as much as 40,000 barrels of water, stored in holding tanks/trucks or a pond.
- the water is pumped by a Hydration Unit to a Blender truck and is mixed with chemicals supplied by a LAS truck (Liquid Additive System).
- LAS truck Liquid Additive System
- Sand Kings trucks or storage units for holding proppant feed the grit into the Blender for incorporation with the slime to produce frac fluid.
- Frac fluid is fed through a manifold sled's, called the ‘Missile’, low pressure lines to 8-15 High-Pressure Pump trucks.
- the trucks pressurize the frac fluid and return it to the Missile to be directed down the wellbore.
- a Back-Pressure truck feeds back pressure to the well annular countering the forces, to ease equipment strain, and containing frac fluid within the well.
- LBGVs Large bore gate valves
- O & G production and used extensively in hydraulic fracturing operations such as those described above.
- the required maintenance is dangerous to perform around the high-pressure lines but shutting down operations and relieving line pressure to allow lubrication is a costly option.
- Downtime must be minimized to meet schedules which typically allow 2-3 days for a job before moving to the next scheduled well.
- lubricant is pumped into a first lubricant port, an injecting port, filling the body cavity and flushing spent lubricant, fluids, and/or contaminants out of a second lubricant port.
- the lower port may have a back-pressure tool so the new lubricant can approach operating pressure.
- the second port may be closed first so pressure can be applied through the injecting port.
- a hand operated grease pump may be sufficient to accomplish this job.
- lubricant quantity for the body cavity is dependent on the valve's bore size and pressure rating, often requiring over 20 lbs. of grease, more than many hand pumps can deliver.
- a typical frac-job utilizing only a single missile and the accompanying entourage of: sand kings, storage tanks, hydration units, blender trucks, pump trucks, etc. will require a conservative estimate of 50-70 LBGVs to interconnect. These LBGVs will cycle a minimum of once during every frac-op and require maintenance every 4-7 cycles under most company procedures.
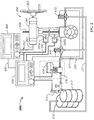
- FIG. 1 illustrates a typical layout of O & G equipment to contain, mix, pressurize, and inject hydraulic fracturing fluids into a wellbore for hydraulic fracturing operations.
- FIG. 2A illustrates a manually operated large bore gate valve for use in typical O&G operations.
- FIG. 2B illustrates an option for monitoring physical operation of a valve, here through sensing movement of a valve's balancing stem.
- FIG. 2C illustrates an actuated large bore gate valve with secondary manual operation and balancing stem for use in typical O & G operation.
- FIG. 2D illustrates an option for monitoring operation of a manual valve.
- FIG. 2E illustrates an option for monitoring physical operation of an actuated valve with a secondary manual operator.
- FIG. 3A shows a centralized sequential lubrication system for intermittent lubrication of continuous operation devices.
- FIG. 3B shows a centralized parallel lubrication system for intermittent lubrication of continuous operation devices.
- FIG. 4 shows a centralized on-demand lubrication system in accordance with an exemplary embodiment of the innovation.
- FIG. 5 shows a centralized on-demand lubrication system, optionally cooperating with a control system, in accordance with an exemplary embodiment of the innovation.
- FIG. 6 shows a centralized on-demand lubrication system integrated with a valve control system, in accordance with an exemplary embodiment of the innovation.
- FIG. 7 shows a method of on-demand lubrication by a flow control system, in accordance with an exemplary embodiment of the innovation.
- the innovation described herein automates valve maintenance by monitoring valve operation and delivering lubricant on-demand according to actual usage and coordinating the lubrication of the valve with in-service valve operations. This avoids downtime caused by taking a valve out-of-service for maintenance or more extensive repairs due to improper maintenance.
- the coordination with in-service valve operations also eliminates effects of unnecessary (i.e. ‘maintenance only’) valve operations, and ensure maintenance is performed in accordance with company procedure. Additionally, alleviating maintenance personnel from this routine task lowers their exposure to hazards and increases their availability for other tasks.
- Valve operations are monitored by a programmable logic controller that also controls delivery from a lubricant source to the valve.
- the logic controller delivers lubricant to the valve when operations require, and the valve is in a condition to accept the lubricant.
- the requirements for accepting, and proper condition to accept, lubricant is dictated by the specific valve and application environment.
- the valve may be a plug valve which may be lubricated in a full open or full close position but must be pressure monitored to avoid over pressurization and possible damage.
- the valve may need to be in either a full open or full close position but requires venting during lubricant injection.
- Such valves often have upper and lower lubrication ports (grease fittings).
- grease fittings may be replaced by control valves on lubrication ports to automate the regulation of lubricant or grease flow.
- control valves connected to lubrication ports, have three states allowing the port to be: closed, connected to a lubricant supply, or vented.
- a control valve may be throttled to control lubricant delivery.
- throttling may be accomplished by control of the pump regulating delivery pressure of the lubricant supply.
- secondary controls may be positioned near the valve and communicate to the controller through the sensor wired communication medium employed by the controller to monitor valve actuation.
- the sensor communications and optional secondary controls may utilize a wireless communication medium.
- An expansion of the preferred embodiment concerns cleaners and sealants for various valve types.
- the fluid control equipment and controller may also provide delivery from a secondary reservoir of other fluids such as cleaner.
- the controller being configured to optionally inject cleaner into a valve, such as a floating ball valve, prior to introducing lubricant/sealant during maintenance to flush debris into the fluid flow. Further specifics should be obvious to one skilled in the arts and is beyond the scope of this application.
- a valve that traps pressure within the body cavity may experience pressure locking when line pressure decreases. In a pressure locked state, the valve is inoperable until body cavity pressure is relieved. Due to the high pressures involved, the equalizing procedures are considered dangerous, and is usually entrusted to skilled personnel exercising the utmost care.
- a controller may include a sensor monitoring temperature of the valve body.
- the controller being cognizant of possible binding can be configured to “bump” (provide a short burst of motive power) the valve's actuator to disengage the current limit switch prior to attempting to fully actuate the valve, possibly causing damage to the valve and/or actuator.
- the controller may alert to the situation so personnel can heat the valve body to relieve the thermal binding without damage.
- gate valves may require lubricating to prevent seal wear after every 2 nd or 3 rd cycling, i.e. moving from full-open to full-close, or vice versa.
- High pressure in the lines makes it hazardous for personnel to be in the surrounding area.
- the extensive number of valves complicates tracking maintenance, and any downtime can be very costly.
- the preferred embodiment monitors valve operation and at prescribed intervals lubricates the valve according to set procedures.
- the controller counts valve cycles for each valve and upon exceeding a limit, attempts to lubricate the valve in a manner that is minimally disruptive to service operations.
- Minimally disruptive may be determined by configuration of the controller, which may be cognizant of operations and have sufficient artificial intelligence to: cycle an unused valve as required, delay a request for valve actuation for a limited period of time, or temporarily postpone a maintenance lubrication. Such controller configuration is beyond the current scope.
- a lubrication port is opened venting spent fluids, the lubricant delivery source supplies lubricant, injecting a specific quantity through another lubrication port, into the valve body, forcing the venting of the spent fluids.
- the venting lubrication port is closed, and the injecting lubrication port is pressurized as required, then closed, leaving the valve serviced and operational.
- the lubricant delivery source is centralized and supplies lubricant at low pressure to a plurality of secondary pumps which pressurize the lubricant for injection into individual valves.
- the low-pressure lubricant is delivered in large quantity and secondary pumps increase pressure and deliver high-pressure lubricant in a smaller quantity to supply an individual valve, the tended valve.
- a secondary pump may have a local reservoir sized according to the tended valve's lubricant requirements.
- spent fluids are collected during venting from the valve.
- the collection may be centralized such that the venting valves are interconnected and extended for final discharge into a centralized reservoir.
- control valves may be used to route one lubrication port to the lubricant supply and another lubrication port to the discharge collection allowing options for more efficient lubrication depending on, for instance, gate position.
- a programmable logic controller monitors valve position and determines lubrication needs independent of manual operation or actuation by a second controller.
- sensors provide information to the controller regarding valve operations.
- sensors may be unique to the controller or provide a shared signal to one or more controllers associated with the valve.
- the second controller may communicate with the first controller.
- the first and second controllers may be a single controller to actuate the valve and control the lubrication.
- FIG. 1 illustrates a typical layout of O & G equipment to contain, mix, pressurize, and inject hydraulic fracturing fluids into a wellbore for hydraulic fracturing operations.
- the configuration of high-pressure hydraulic fracturing equipment ( 100 ) injects high-pressure fracturing fluids down a wellbore ( 110 ), to cause fracturing of rock formations thousands of feet under the surface.
- a hydration unit 180
- water lines 155
- a chemical supply commonly referred to as a LAS truck
- the slime has higher viscosity than water allowing suspension of sand/grit/abrasives known as proppant stored in several sand kings ( 174 ).
- a blender truck ( 170 ) mixes the supplied slime ( 155 ) with the supply of proppant ( 157 ) to create fracturing fluid.
- the fracturing fluid is supplied through low pressure lines ( 152 ) to a manifold sled, also known as a missile ( 160 ) for distribution to a fleet of high pressure fracturing pump trucks ( 165 ) which increase the fluid pressure as high as 20,000 PSI, and return the high pressure fluid through high pressure lines ( 125 ) to the missile ( 160 ) to collectively be injected ( 123 ) into the wellbore ( 110 ).
- a manifold sled also known as a missile ( 160 ) for distribution to a fleet of high pressure fracturing pump trucks ( 165 ) which increase the fluid pressure as high as 20,000 PSI, and return the high pressure fluid through high pressure lines ( 125 ) to the missile ( 160 ) to collectively be injected ( 123 ) into the wellbore ( 110 ).
- the high-pressure fluid is held in the wellbore ( 110 ) by balancing annular differential pressure by fluid back pressure ( 127 ) generated by a back-pressure truck ( 130 ).
- Completing a frac-op involves closing off high-pressure lines to the wellbore ( 123 and 127 ) to allow spent fluid up the wellbore ( 110 ) to the return line ( 154 ) to the flowback tanks ( 140 ) or holding pond.
- the entire operation is managed from a data monitoring van ( 190 ) which directs composition, pressure, flow, hold, and return of fluids through actuation of many valves ( 200 ), only a few of which are depicted here.
- FIG. 2A illustrates a manually operated large bore gate valve for use in typical O&G operations.
- the valve ( 200 ) has a valve body ( 210 ) encircling a flow path interruptible/controllable by a gate ( 230 ), illustrated here in a full-open position.
- Other valves may interrupt the flow path in a more controllable manner through the positioning of a plate, disc, diaphragm, plug, or ball depending on the valve design.
- the gate ( 230 ) connects to a stern ( 250 ), and an optional balancing stem ( 255 ) for actuation of the valve, here by a manual actuator ( 263 , a hand wheel).
- the stems ( 250 and 255 ) typically pass through bonnets ( 240 ) which provide access to the stems ( 250 and 255 ) and gate ( 230 ) within the body cavity ( 212 ) for extensive rework and heavy maintenance.
- the lubricant attempts to preserve gate seals, and seats, as well as the gate itself ( 230 ).
- FIG. 2B illustrates an option. for monitoring physical operation of a valve, here through sensing movement of a valve's balancing stem.
- the balancing stem ( 255 ) projects through the bottom of the valve body, or lower bonnet ( 240 ).
- Actuation of the valve gate ( 230 , previous FIG.) moves the connected stems ( 255 here and 250 previous FIG.) changing the signals emitted through sensor wiring ( 282 ) by the sensors, shown here as an upper limit sensor ( 285 a ) and a lower limit sensor ( 285 b ).
- FIG. 2C illustrates an actuated large bore gate valve with secondary manual operation and balancing stem for use in typical 0 & G operation.
- the valve ( 200 ) has a body ( 210 , not indicated) which encircles a flow path interruptible by a gate ( 230 ), illustrated here in a full-closed position. Note the gate valve design is best suited for allowing or preventing fluid flow and can be damaged if employed for extensive periods of flow regulation.
- the gate ( 230 ) connects to a stem ( 250 ) for actuation of the valve by an actuator ( 260 ), here a hydraulic actuator ( 260 ) with a control line ( 280 , not shown) connected to the hydraulic port ( 265 ), and with secondary manual actuation through a manual actuator ( 263 , a hand wheel).
- the stem ( 250 ) is complimented by a balancing stem ( 255 ), and passes through an upper bonnet ( 240 ) which provide access to the stems ( 250 and 255 ) and gate ( 230 ) within the body cavity ( 212 , not designated) for extensive rework and heavy maintenance.
- FIG. 2D illustrates an option for monitoring operation of a manual valve.
- the valve body ( 210 not designated) has an upper lubrication port ( 220 ) and lower lubrication port ( 225 ) for lubricating the gate ( 230 ) connected to the stem ( 250 ).
- the actuator's ( 260 ) motive power manual operation by rotating the hand wheel ( 263 ), moves the stern ( 250 ) to activate an upper limit switch ( 285 a ) or a lower limit switch ( 285 b ), sending a signal by wire ( 282 ) to a monitor.
- Deactivating of one switch ( 285 a or 285 b ) without activating the other switch ( 285 b or 285 a ) indicates position along the travel ( 287 ), indicating the valve is partially engaged. This is an undesired position for a gate valve and may be detected by allowing a maximum time for valve transition, with an optional alarm being raised by the monitor.
- FIG. 2E illustrates an option for monitoring physical operation of an actuated valve with a secondary manual operator.
- the valve body ( 210 not designated) has an upper lubrication port ( 220 ) and lower lubrication port ( 225 ) for lubricating the gate ( 230 ) connected to the stem ( 250 ).
- FIG. 3A shows a centralized sequential lubrication system for intermittent lubrication of continuous operation devices.
- This continuous automatic lubrication system cascades rations of lubricant for sequential distribution among a plurality of devices periodically.
- the intermittent sequential lubrication system ( 300 a ) has a pumping unit ( 310 ) with a lubricant reservoir ( 312 ), a pressure pump ( 315 ) and a pressure gauge ( 317 ).
- a timer/controller ( 350 ) powers the pumping unit ( 310 ) delivering lubricant to the system for one or more cycles as designated by an end-of-cycle indicator ( 360 ).
- the pumping unit ( 310 ) injects lubricant through supply lines ( 330 ) to a metering device ( 340 ), here a divider valve or divider ( 340 a ).
- the divider ( 340 a ) sequentially delivers metered quantities of lubricant to each of its ports, cascading lubricant of unused ports to increase the quantity delivered to the next sequential port.
- the ports of the divider ( 340 a ) may distribute fluid to supply lines ( 330 ) leading to additional dividers ( 340 a ) or to delivery lines ( 335 ) connected to fittings or bearings/joints/gears ( 305 ) serviced by the system.
- FIG. 3B shows a centralized parallel lubrication system for intermittent lubrication of continuous operation devices.
- This lubrication system meters out measured quantities of lubricant to be simultaneously injected in a plurality of device intermittently.
- the intermittent parallel lubrication system ( 300 b ) has a pumping unit ( 310 ) with a lubricant reservoir ( 312 ), a pressure pump ( 315 ) and a pressure gauge ( 317 , not designated).
- a timer/controller ( 350 ) powers the pumping unit ( 310 ) delivering lubricant to the system for one or more cycles as designated by an end-of-cycle indicator ( 360 ), which in this case is a pressure sensor ( 360 a ) and pressure relief trigger ( 360 b ).
- the pumping unit ( 310 ) injects lubricant through supply lines ( 330 ) to feed metering devices ( 340 ), here metering injectors or injectors ( 340 b ).
- the injectors ( 340 b ) independently collect and hold specific quantities of lubricant until pressure builds in the supply line ( 330 ) triggering the end-of-cycle indicator ( 360 ) to release the pressure.
- the relief of pressure causes all injectors ( 340 b ) to each deliver their collected quantity of lubricant through delivery lines ( 335 ) connected by fittings ( 370 ) to the individual bearings/joints/gears ( 305 ) serviced by the system.
- FIG. 4 shows a centralized on-demand lubrication system in accordance with an exemplary embodiment of the innovation.
- the on-demand lubrication system ( 300 c ) has a programmable logic control unit, a controller ( 400 ) monitoring actuation of a valve ( 200 ), here by a manually powered actuator ( 260 ) for positioning of the gate ( 230 ) through manipulation of the stem ( 250 ).
- the gate's ( 230 ) travel ( 287 ) is indicated by signal lines ( 282 ) from the upper limit switch ( 285 a ) and/or lower limit switch ( 285 b ) positioned on the stem ( 250 ) to the controller ( 400 ).
- the valve's ( 200 ) gate ( 230 ) is in the fully open position as indicated by the upper limit sensor ( 285 a ), or the fully close position as indicated by the lower limit sensor ( 285 b ), lubrication maintenance may occur if needed.
- a solenoid control valve specifically a solenoid operated directional spool-type control valve, one skilled in the art will appreciate other control options.
- a pressure pump ( 315 ) in a centralized lubricant pump unit ( 310 , not indicated) distributes lubricant through a supply line ( 330 ) where an optional secondary pump ( 430 ) increases lubricant pressure along a delivery line ( 335 ).
- the delivery line ( 335 ) may be routed by another solenoid control valve ( 410 ) to another lubrication port ( 225 or 220 ), the ‘injecting port,’ to deliver a measured quantity of lubricant in accordance with the valve's ( 200 ) specifications.
- This inflow of pressurized lubricant through the injecting lubrication port simultaneously forces the venting of spent fluids out through the venting lubrication port to the centralized collection ( 312 ′) through the return line ( 337 ).
- valve designs may allow for injecting lubricant simultaneous in more than one lubrication port, or that venting may occur through the flow pathway making venting unnecessary.
- a measured quantity of lubricant may not be a specific quantity, but an undetermined amount required to achieve a desired pressure change at the lubrication port, which may be detected by monitor of the supply line or delivery lines.
- FIG. 5 shows a centralized on-demand lubrication system, optionally cooperating with a control system, in accordance with an exemplary embodiment of the innovation.
- This embodiment of an on-demand lubrication system ( 300 c ′) has a programmable logic control unit, a controller ( 400 ) monitoring actuation of the valve ( 200 ), controlled by a remote valve controller ( 460 ) through motive power ( 265 ) to an actuator, here a hydraulic actuator ( 260 ) with secondary manual actuation through a hand wheel ( 263 ).
- the remote valve controller ( 460 ) may optionally communicate ( 440 ) with the controller ( 400 ), and/or may also monitor actuation of the valve ( 200 ) through shared ( 282 ′) signal lines ( 282 ) from the limit switches ( 285 a and 285 b ). Once the valve ( 200 ) is in the fully open position as indicated by movement of the stem ( 250 ) to engage the upper limit sensor ( 285 a ), or the fully close position as indicated by engagement of the lower limit sensor ( 285 b ), lubrication maintenance may occur as needed.
- a pressure pump ( 315 ) in a centralized lubricant pump unit ( 310 , not indicated) distributes lubricant from the lubricant reservoir ( 312 ) through a supply line ( 330 ) where an optional secondary pump ( 430 ) may be used to increase lubricant pressure along a delivery line ( 335 ).
- the secondary pump ( 430 ) may also incorporate a local reservoir to prevent starvation of lubricant by other valves in a multi-valve system employing the centralize lubricant supply reservoir ( 312 ).
- the delivery line ( 335 ) may be routed by another solenoid control valve ( 410 ) to another lubrication port ( 225 or 220 , not indicated), the ‘injecting port,’ to deliver a measured quantity of lubricant in accordance with the valve's ( 200 ) specifications.
- This inflow of pressurized lubricant through the injecting lubrication port simultaneously forces the venting of spent fluids out through the venting lubrication port to the centralized collection ( 312 ′) through the return line ( 337 ), as discussed above.
- the communication ( 440 ) between controllers ( 400 and 460 ) may allow predictive use of the centralized pressure pump ( 315 ) ensuring sufficient pressure for feed lines ( 330 ), eliminating the need for separate delivery lines ( 335 ) and secondary pumps ( 430 ) by ensuring multiple valves ( 200 ) will not simultaneously lubricate, over taxing a shared pump unit ( 310 , not designated).
- communication between multiple lubrication controllers ( 400 ) through a central controller ( 460 ) may allow problems of simultaneous demands to be mitigated by adjusting logic control accordingly.
- FIG. 6 shows a centralized on-demand lubrication system integrated with a valve control system, in accordance with an exemplary embodiment of the innovation.
- This embodiment of an on-demand lubrication system ( 300 c ′′) has a single programmable logic control unit, a controller ( 400 ) actuating the valve ( 200 ) and monitoring actuation in case of manual actuation.
- the controller ( 400 ) monitors signal lines ( 282 ) from the limit switches ( 285 a and 285 b ) to determine lubrication needs, for instance by monitoring the time necessary for an actuator ( 260 ) to physically move a valve. Increased time from deactivation of one limit switch ( 285 a or 285 b ) to activation of the other limit switch ( 285 b or 285 a ) may indicate a need for maintenance.
- the controller ( 400 ) also controls ( 415 ) solenoid control valves ( 410 ), a pump unit's ( 310 , not indicated) pressure pump ( 315 ), and optional secondary pump ( 430 ) for distribution ( 330 ) and delivery ( 335 ) of from a lubricant reservoir ( 312 ), and collection ( 337 ) to a centralize collection reservoir ( 312 ′) of spent fluids.
- FIG. 7 shows a method of on-demand lubrication by a flow control system, in accordance with an exemplary embodiment of the innovation.
- the on-demand automatic lubrication system provides monitoring and analysis for timely high-pressure delivery of lubrication coordinated with in-service valve operations to eliminate downtime or the effect of extraneous valve operations.
- the flow control system ( 700 ) has a programmable logic control unit, a controller ( 400 ), monitoring actuation of a plurality of valves ( 200 a - c ), and providing motive power ( 265 ) to actuators ( 260 ) to independently actuate the valves ( 200 a - c ).
- Monitoring actuation of the valves ( 200 ) through signal lines ( 282 ) from the limit switches ( 285 a and 285 b ) provide information on individual valve usage, and position for purposes of maintenance lubrication.
- the controller ( 400 ) may consider an individual valve's performance, past usage, maintenance history, anticipated usage, etc. to prioritize maintenance lubrications.
- the controller ( 400 ) controls ( 437 ) a pressure pump ( 315 ) of the centralized lubrication pump unit ( 310 ) delivering lubricant at low pressure from a lubricant reservoir ( 312 ) in large quantities through a supply line ( 330 ) to secondary pump ( 430 ) controlled ( 435 ) by the same controller.
- the secondary pump ( 430 ) increases lubricant pressure for delivery ( 335 ) to a lubricant port ( 220 ), the injecting port.
- a second lubricant port ( 225 ) is opened to vent fluids, a venting port, allowing the injection of lubricant to force venting of spent fluids/lubricant through the return line ( 337 ) to the collection reservoir ( 312 ′). Pressure of spent fluids exiting the venting port will gravitate to the unpressurized collection reservoir ( 312 ′) but may also be aided by additional pumps to assist flow.
- the secondary pump ( 430 ) increases pressure by reducing the volume of the delivered lubricant.
- the “large quantities” of the supply line are dictated by the consumption of a maximum number of secondary pumps ( 430 ) to be concurrently supported.
- the secondary pumps ( 430 ) have local reservoirs for collecting sufficient lubricant required to lubricate a valve ( 200 ).
- the secondary pump's ( 430 ) local reservoir may buffer the lubricant from the supply line.
- throttling lubricant flow to one or more valves extends the service time in exchange for an increase in concurrent operations.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Valve Housings (AREA)
- Pipeline Systems (AREA)
- General Factory Administration (AREA)
- Indication Of The Valve Opening Or Closing Status (AREA)
- Mechanically-Actuated Valves (AREA)
- General Details Of Gearings (AREA)
Abstract
Description
- This application claims priority under 35 U.S.C. § 119(e) from co-pending U.S. Provisional Patent Application No. 62/825,342, by Jason Pitcher, “Method and Apparatus for Automatically Greasing Valves” filed Mar. 28, 2019, which, by this statement, is incorporated herein by reference for all purposes.
- The invention relates generally to maintenance of valves for control of fluid flow. More particularly, the invention relates to automatic preventative maintenance greasing, or lubricating, of industrial valves in-service through coordination with regular operational valve operations.
- Many industrial operations are dependent on the ability to control the flow of fluids. Valves are commonly used to control passage through pipes and hoses as well as in/out of equipment, vessels, etc. Valves regulate the flow of gasses, liquids, slurries, or loose materials (hereinafter collectively referenced as fluids) through an aperture or conduit such as a hose, tube, or pipe (hereinafter collectively referenced as pipe or line), by opening, closing, or otherwise interrupting the path of flow.
- Valves are manufactured by assembling multiple mechanical parts, primarily comprising: the body (an outer shell), trim (a combination of replaceable wetted parts), stem, bonnet (body end cap), and an actioning mechanism for applying a motive force (usually to a gate via the stem). Valves may be bifurcated into small bore sizes, generally 2 inches or less; and commercial/industrial valves, above 2 inches in diameter (generally designated as ‘Large Bore’).
- Valves may be operated, or actioned, via rotating a stem with levers, and/or wheels (collectively called the valve ‘operator’). These are referred to as ‘manual valves.’ Valves may also be actioned via electromechanical devices (‘actuators’) that may be electric, pneumatic, hydraulic, gas over oil, etc. and are collectively designated as ‘actuated valves,’ which may optionally include a secondary manual operator for safety.
- A valve controls fluid flow and pressure by: stopping and starting fluid flow; varying fluid flow quantities, commonly referenced as ‘throttling’; directing fluid flow directions, ‘switching’; regulating downstream pressure; and/or relieving excessive pressures or ‘venting’. Actuation of a valve may be through manual, hydraulic, pneumatic, or electric application of motive forces. Examples of common types include the ball valve, butterfly valve, globe valve, gate valve, plug valve, diaphragm valve, reducing valve, needle valve, check valve, and safety/relief valve.
- The force applied may require a quarter rotation of a valve stem as in a ball valve, or require multiple complete revolutions, as in a globe valve. There may also be a need for application of a mechanical leverage system for force amplification in larger scale deployments. For example, a large wheel operator turning a worm screw against a gear positioning the valve stein in a large bore valve controlling a viscous and/or high-pressure fluid line where the gate may be prone to resist movement.
- Each valve type was designed for specific needs. Some valves are capable of throttling, while others can only start and stop flow. Some valve designs work well in corrosive systems, offer fine-control capabilities, and other valves are designed specifically for handling high pressure, caustics, abrasives, or combinations thereof. Each valve type, design, and final embodiment has certain inherent advantages and disadvantages.
- There is a vast assortment of valve types to work with the diversity of systems, fluids, and environments in which the valves must operate. Choices for specific applications can be further influenced by past industry experience and knowledge, which is often collected and shared in what is commonly referred to as ‘best practices.’ Consensus between industry members to implement a subset of the ‘best practices’ establishes an industry ‘standard,’ to which compliance is voluntary.
- The American Petroleum Institute (API), American Society of Mechanical Engineers (ASME), and NSF International (formerly the “National Sanitation Foundation”) are some of the organizations maintaining standards for valve specifications. Because specifications often depend on industry member consensus and voluntary compliance, the duties and obligations required to comply are often minimalized as much as tolerable to society. This can lead to eventual codification of the standards by regulatory agencies, resulting in mandatory compliance requirements with enforcement under penalty of law.
- For simplicity in explanation and understanding, references herein will be to API specifications for fluids in the O & G (Oil and Gas industry). Examples presented will focus on exploration and production processes, particularly emphasizing the inhospitable environment (as far as valves are concerned) of high-pressure fracturing operations.
- These O & G operations require fracturing fluids, comprised of chemicals, abrasives, and high pressures, to be directed among extensive junctions of equipment and along excessive distances with extensive control exercised throughout to successfully accomplish the intended tasks. Any exclusion should not be construed as non-applicable to the teachings herein, unless specifically designated as such.
- The API ‘6A specification’ is the international standard for valves specific to wellhead and Christmas tree equipment, used in the petroleum and natural gas industries. API 6A valves are designed for the demanding environments of onshore and offshore drilling; production, pressure, and temperature extremes; and heavy oil, sour, and subsea applications, including hydraulic fracturing operations incorporating pressure ratings in excess of 20,000 PSI (pounds per square inch).
- There are many valve types and designs that can safely accommodate the wide variety of industrial applications. But a gate valve is the type commonly preferred in industrial piping. For simplicity, the discussion herein will be of a hydraulically actuated large bore gate valve (LBGV) unless otherwise indicated in the context. One skilled in the arts will appreciate the applications described herein to other valve types and actuators.
- The most significant feature of gate valves is their low obstruction to the fluid flow. Turbulence, like that caused by globe valves, causes a drop in the fluid's line pressure. When fluid is moving through long lengths of pipe, or when energy is being expended to increase pressure above a threshold level for a particular task, it is important that valve selection does not decrease that pressure. When a gate valve is wide open, the gate, (or wedge) is positioned entirely out of the flow path providing a straight passage through the valve body.
- In the O & G industry pipelines are often measured in miles, and it can be necessary to create fluid pressures greater than 5,000 PSI for cycling over a mile down a well bore to flush cuttings, power downhole equipment, or fracture rock formations. Here, a gate valve is the preferred option over all other designs to avoid pressure drop in the lines. However, gate valves should only be used in the fully open or closed positions; never for throttling purposes. Gates in intermediate, partially open, positions allow seals and seats to quickly erode as well as creating noisy chatter that propagates along the line.
- But more importantly, partially open gates may allow production fluid exposure to lubricating grease in the valve cavity. Force, heat, and/or chemicals can break down lubricant and washout the valve's body cavity leaving the stem, gate, and seats unlubricated and open to wear. This is especially true in applications like high pressure frac operations where chemicals and proppants are intentionally introduced into the fluid.
- Unfortunately, transitioning between the open and closed states means that at least some of the time a gate will be partially open. This requires maintenance in the form of lubrication to avoid more extensive repairs and premature equipment failure. Lubricating/greasing valves helps to reduce operating torque and protects against seizing, assist in proper seating and achieving manufacturer specified performance.
- Each valve manufacturer provides grease fittings at key locations on the valve body and provides instructions on valve maintenance. These manufacturer-specified procedures and intervals are based on factors, such as but not limited to: design, construction, materials, life expectancy, and cycling frequency.
- But consumers set their maintenance procedure by adjusting the intervals to account for application specific factors, such as: line pressure, valve positioning/uses, fluid type, lubricant type, etc. Each valve manufacturer provides grease fittings, or lubrication ports at key locations on the valve body and provides instructions on valve maintenance.
- For exemplary purposes, a theoretical valve has a grease fitting protected by a grease fitting cap located on the bonnet flange for body cavity lubrication, and another grease fitting on the bearing cap for thrust bearing lubrication. The manufacturer recommends body cavity lubrication every ten operating cycles, or monthly, whichever comes first.
- Lubrication reduces friction between moving parts by substituting fluid friction for solid fiction. Reducing friction reduces the amount of energy that is dissipated as heat and the amount of energy required to perform mechanical actions. Lubrication is a matter of vital importance throughout industry. Automated lubrication systems exist to reduce the need for someone to constantly run around the equipment with an oil can or grease gun in hand.
- Automated lubrication systems supply a continuous flow of lubricant to bearings, shafts, pulleys, gears, etc. using different methods ranging from gravity fed wicks dripping oil, or spinning gears splashing oil around a gear chamber, to pumps forcing lubricant under pressure into mechanical parts in measured quantities. Centralized lubrication systems dispense lubricant from a supply reservoir by pumping it to divider valves or metering injectors.
- Metering injectors are sized to fill with fluid, and when triggered, inject the quantity of fluid into its connected lubrication point. Divider valves disperse lubricant received at frequent intervals directly to each covered point, dividing the total quantity according to set ratios. Sizing of the injectors, or configuration of the divider ratios can be adjusted along with the frequency of the intervals ensuring proper lubrication of continuously operating equipment.
- While sufficient for continuously operating machinery that can be lubricated at regular intervals, or joints that can be lubricated intermittently, these methods do not work for valves which require specific positions during lubrication, may require cycling, and may require injection pressure monitoring. Additionally, continuous lubricators typically dispense lubricant in quantities measuring less than a cubic inch at pressures around 1,500 PSI. Valves require larger quantities of lubricant, holding approximately 1-2 pounds of grease per inch of bore size, possibly requiring injection at pressures more than 2,000 PSI, depending on position and line pressure.
- Typical frac operations use as much as 40,000 barrels of water, stored in holding tanks/trucks or a pond. The water is pumped by a Hydration Unit to a Blender truck and is mixed with chemicals supplied by a LAS truck (Liquid Additive System). This creates a ‘slime’ with the viscosity to suspend proppant, between 1.5-6 million pounds of grit or sand. Sand Kings (trucks or storage units for holding proppant) feed the grit into the Blender for incorporation with the slime to produce frac fluid.
- Frac fluid is fed through a manifold sled's, called the ‘Missile’, low pressure lines to 8-15 High-Pressure Pump trucks. The trucks pressurize the frac fluid and return it to the Missile to be directed down the wellbore. A Back-Pressure truck feeds back pressure to the well annular countering the forces, to ease equipment strain, and containing frac fluid within the well.
- The whole operation is monitored, recorded, and directed from a Data Monitoring van/truck to achieve fracking of target rock formations. When spent frac fluid returns through the annular it is directed by return lines to Flowback tanks/ponds for recycling, injection, or disposal.
- Large bore gate valves (LBGVs) are common in O & G production and used extensively in hydraulic fracturing operations such as those described above. The required maintenance is dangerous to perform around the high-pressure lines but shutting down operations and relieving line pressure to allow lubrication is a costly option. Downtime must be minimized to meet schedules which typically allow 2-3 days for a job before moving to the next scheduled well.
- For a LBGV employed in a typical hydraulic fracturing operation (“frac-op”), lubricant is pumped into a first lubricant port, an injecting port, filling the body cavity and flushing spent lubricant, fluids, and/or contaminants out of a second lubricant port. The lower port may have a back-pressure tool so the new lubricant can approach operating pressure. Alternatively, the second port may be closed first so pressure can be applied through the injecting port. A hand operated grease pump may be sufficient to accomplish this job. However, lubricant quantity for the body cavity is dependent on the valve's bore size and pressure rating, often requiring over 20 lbs. of grease, more than many hand pumps can deliver.
- A typical frac-job utilizing only a single missile and the accompanying entourage of: sand kings, storage tanks, hydration units, blender trucks, pump trucks, etc. will require a conservative estimate of 50-70 LBGVs to interconnect. These LBGVs will cycle a minimum of once during every frac-op and require maintenance every 4-7 cycles under most company procedures.
- This means that the typical frac-job requiring 20 frac-ops to complete the well, will result in a conservative estimate of 50 valves cycling 20 times with 5 cycles between lubrications, each using a minimum of 25 lbs. of grease, consumes literally more than 2 tons of grease.
-
- What is needed is a way to monitor valve operations and automatically lubricate the valves on-demand in synchronization with their normal operation. This solution would allow preventative maintenance reducing costly downtime and premature equipment failure and reduce the dangerous working environments for maintenance personnel.
-
FIG. 1 illustrates a typical layout of O & G equipment to contain, mix, pressurize, and inject hydraulic fracturing fluids into a wellbore for hydraulic fracturing operations. -
FIG. 2A illustrates a manually operated large bore gate valve for use in typical O&G operations. -
FIG. 2B illustrates an option for monitoring physical operation of a valve, here through sensing movement of a valve's balancing stem. -
FIG. 2C illustrates an actuated large bore gate valve with secondary manual operation and balancing stem for use in typical O & G operation. -
FIG. 2D illustrates an option for monitoring operation of a manual valve. -
FIG. 2E illustrates an option for monitoring physical operation of an actuated valve with a secondary manual operator. -
FIG. 3A shows a centralized sequential lubrication system for intermittent lubrication of continuous operation devices. -
FIG. 3B shows a centralized parallel lubrication system for intermittent lubrication of continuous operation devices. -
FIG. 4 shows a centralized on-demand lubrication system in accordance with an exemplary embodiment of the innovation. -
FIG. 5 shows a centralized on-demand lubrication system, optionally cooperating with a control system, in accordance with an exemplary embodiment of the innovation. -
FIG. 6 shows a centralized on-demand lubrication system integrated with a valve control system, in accordance with an exemplary embodiment of the innovation. -
FIG. 7 shows a method of on-demand lubrication by a flow control system, in accordance with an exemplary embodiment of the innovation. - The innovation described herein automates valve maintenance by monitoring valve operation and delivering lubricant on-demand according to actual usage and coordinating the lubrication of the valve with in-service valve operations. This avoids downtime caused by taking a valve out-of-service for maintenance or more extensive repairs due to improper maintenance.
- The coordination with in-service valve operations also eliminates effects of unnecessary (i.e. ‘maintenance only’) valve operations, and ensure maintenance is performed in accordance with company procedure. Additionally, alleviating maintenance personnel from this routine task lowers their exposure to hazards and increases their availability for other tasks.
- Valve operations are monitored by a programmable logic controller that also controls delivery from a lubricant source to the valve. The logic controller delivers lubricant to the valve when operations require, and the valve is in a condition to accept the lubricant. The requirements for accepting, and proper condition to accept, lubricant is dictated by the specific valve and application environment.
- In one embodiment the valve may be a plug valve which may be lubricated in a full open or full close position but must be pressure monitored to avoid over pressurization and possible damage. In another embodiment, such as a sliding gate valve, the valve may need to be in either a full open or full close position but requires venting during lubricant injection. Such valves often have upper and lower lubrication ports (grease fittings). One skilled in the art will understand grease fittings may be replaced by control valves on lubrication ports to automate the regulation of lubricant or grease flow.
- In one embodiment control valves, connected to lubrication ports, have three states allowing the port to be: closed, connected to a lubricant supply, or vented. In another embodiment a control valve may be throttled to control lubricant delivery. In another embodiment throttling may be accomplished by control of the pump regulating delivery pressure of the lubricant supply.
- In another embodiment secondary controls may be positioned near the valve and communicate to the controller through the sensor wired communication medium employed by the controller to monitor valve actuation. In another embodiment the sensor communications and optional secondary controls may utilize a wireless communication medium.
- An expansion of the preferred embodiment concerns cleaners and sealants for various valve types. In addition to controlling delivery from a lubricant source, the fluid control equipment and controller may also provide delivery from a secondary reservoir of other fluids such as cleaner. The controller being configured to optionally inject cleaner into a valve, such as a floating ball valve, prior to introducing lubricant/sealant during maintenance to flush debris into the fluid flow. Further specifics should be obvious to one skilled in the arts and is beyond the scope of this application.
- Another expansion concerns pressure locking of valves. A valve that traps pressure within the body cavity may experience pressure locking when line pressure decreases. In a pressure locked state, the valve is inoperable until body cavity pressure is relieved. Due to the high pressures involved, the equalizing procedures are considered dangerous, and is usually entrusted to skilled personnel exercising the utmost care.
- However, the innovation described here provides all necessary components for safely venting the body cavity through a lubrication access port remotely from a safe distance without risk. It is recommended that safety procedures such as this be configured, as non-standard safety routines, into controller logic for use in such situations.
- Another expansion concerns thermal binding of valves. A controller may include a sensor monitoring temperature of the valve body. In conditions of possible thermal binding, such as a temperature change greater than a threshold range occurring since the last valve actuation, the controller being cognizant of possible binding can be configured to “bump” (provide a short burst of motive power) the valve's actuator to disengage the current limit switch prior to attempting to fully actuate the valve, possibly causing damage to the valve and/or actuator. In the event the limit switch fails to engage, the controller may alert to the situation so personnel can heat the valve body to relieve the thermal binding without damage.
- In a typical frac operation, such as that described above, gate valves may require lubricating to prevent seal wear after every 2nd or 3rd cycling, i.e. moving from full-open to full-close, or vice versa. High pressure in the lines makes it hazardous for personnel to be in the surrounding area. The extensive number of valves complicates tracking maintenance, and any downtime can be very costly.
- in this environment, the preferred embodiment monitors valve operation and at prescribed intervals lubricates the valve according to set procedures. In the embodiment presented here, the controller counts valve cycles for each valve and upon exceeding a limit, attempts to lubricate the valve in a manner that is minimally disruptive to service operations. Minimally disruptive may be determined by configuration of the controller, which may be cognizant of operations and have sufficient artificial intelligence to: cycle an unused valve as required, delay a request for valve actuation for a limited period of time, or temporarily postpone a maintenance lubrication. Such controller configuration is beyond the current scope.
- When lubrication is needed and the valve is positioned properly, here a gate valve being in a full-open or full-close position, a lubrication port is opened venting spent fluids, the lubricant delivery source supplies lubricant, injecting a specific quantity through another lubrication port, into the valve body, forcing the venting of the spent fluids. The venting lubrication port is closed, and the injecting lubrication port is pressurized as required, then closed, leaving the valve serviced and operational.
- In an alternative embodiment the lubricant delivery source is centralized and supplies lubricant at low pressure to a plurality of secondary pumps which pressurize the lubricant for injection into individual valves. In one embodiment the low-pressure lubricant is delivered in large quantity and secondary pumps increase pressure and deliver high-pressure lubricant in a smaller quantity to supply an individual valve, the tended valve. In another embodiment, a secondary pump may have a local reservoir sized according to the tended valve's lubricant requirements.
- In one embodiment spent fluids are collected during venting from the valve. In such an embodiment, the collection may be centralized such that the venting valves are interconnected and extended for final discharge into a centralized reservoir. In another embodiment, control valves may be used to route one lubrication port to the lubricant supply and another lubrication port to the discharge collection allowing options for more efficient lubrication depending on, for instance, gate position.
- In the preferred embodiment, a programmable logic controller (a controller) monitors valve position and determines lubrication needs independent of manual operation or actuation by a second controller. In such an embodiment, sensors provide information to the controller regarding valve operations.
- These sensors may be unique to the controller or provide a shared signal to one or more controllers associated with the valve. In another embodiment the second controller may communicate with the first controller. In a different embodiment the first and second controllers may be a single controller to actuate the valve and control the lubrication.
- DETAILED DESCRIPTION OF THE DRAWINGS
-
FIG. 1 illustrates a typical layout of O & G equipment to contain, mix, pressurize, and inject hydraulic fracturing fluids into a wellbore for hydraulic fracturing operations. The configuration of high-pressure hydraulic fracturing equipment (100) injects high-pressure fracturing fluids down a wellbore (110), to cause fracturing of rock formations thousands of feet under the surface. - A pond, a large tank, or several smaller tanker trucks (185), as shown here, supply water to a hydration unit (180) through water lines (155) where it is mixed with a chemical supply (156) from a liquid additive system, commonly referred to as a LAS truck (177), to create a supply of slime (155).
- The slime has higher viscosity than water allowing suspension of sand/grit/abrasives known as proppant stored in several sand kings (174). A blender truck (170) mixes the supplied slime (155) with the supply of proppant (157) to create fracturing fluid.
- The fracturing fluid is supplied through low pressure lines (152) to a manifold sled, also known as a missile (160) for distribution to a fleet of high pressure fracturing pump trucks (165) which increase the fluid pressure as high as 20,000 PSI, and return the high pressure fluid through high pressure lines (125) to the missile (160) to collectively be injected (123) into the wellbore (110).
- The high-pressure fluid is held in the wellbore (110) by balancing annular differential pressure by fluid back pressure (127) generated by a back-pressure truck (130). Completing a frac-op involves closing off high-pressure lines to the wellbore (123 and 127) to allow spent fluid up the wellbore (110) to the return line (154) to the flowback tanks (140) or holding pond.
- The entire operation is managed from a data monitoring van (190) which directs composition, pressure, flow, hold, and return of fluids through actuation of many valves (200), only a few of which are depicted here.
-
FIG. 2A illustrates a manually operated large bore gate valve for use in typical O&G operations. The valve (200) has a valve body (210) encircling a flow path interruptible/controllable by a gate (230), illustrated here in a full-open position. Other valves may interrupt the flow path in a more controllable manner through the positioning of a plate, disc, diaphragm, plug, or ball depending on the valve design. - The gate (230) connects to a stern (250), and an optional balancing stem (255) for actuation of the valve, here by a manual actuator (263, a hand wheel). The stems (250 and 255) typically pass through bonnets (240) which provide access to the stems (250 and 255) and gate (230) within the body cavity (212) for extensive rework and heavy maintenance.
- Upper lubrication ports (220) and lower lubrication ports (225), often including grease fittings, allow for the injection of lubricant into the body cavity (212) for preventative maintenance. The lubricant attempts to preserve gate seals, and seats, as well as the gate itself (230).
-
FIG. 2B illustrates an option. for monitoring physical operation of a valve, here through sensing movement of a valve's balancing stem. The balancing stem (255) projects through the bottom of the valve body, or lower bonnet (240). Actuation of the valve gate (230, previous FIG.) moves the connected stems (255 here and 250 previous FIG.) changing the signals emitted through sensor wiring (282) by the sensors, shown here as an upper limit sensor (285 a) and a lower limit sensor (285 b). -
FIG. 2C illustrates an actuated large bore gate valve with secondary manual operation and balancing stem for use in typical 0 & G operation. The valve (200) has a body (210, not indicated) which encircles a flow path interruptible by a gate (230), illustrated here in a full-closed position. Note the gate valve design is best suited for allowing or preventing fluid flow and can be damaged if employed for extensive periods of flow regulation. - The gate (230) connects to a stem (250) for actuation of the valve by an actuator (260), here a hydraulic actuator (260) with a control line (280, not shown) connected to the hydraulic port (265), and with secondary manual actuation through a manual actuator (263, a hand wheel). The stem (250) is complimented by a balancing stem (255), and passes through an upper bonnet (240) which provide access to the stems (250 and 255) and gate (230) within the body cavity (212, not designated) for extensive rework and heavy maintenance.
- Upper lubrication ports (220) and lower lubrication ports (225), often including grease fittings, allow for the injection of lubricant into the body cavity (212) for preventative maintenance.
-
FIG. 2D illustrates an option for monitoring operation of a manual valve. The valve body (210, not designated) has an upper lubrication port (220) and lower lubrication port (225) for lubricating the gate (230) connected to the stem (250). The actuator's (260) motive power, manual operation by rotating the hand wheel (263), moves the stern (250) to activate an upper limit switch (285 a) or a lower limit switch (285 b), sending a signal by wire (282) to a monitor. - Deactivating of one switch (285 a or 285 b) without activating the other switch (285 b or 285 a) indicates position along the travel (287), indicating the valve is partially engaged. This is an undesired position for a gate valve and may be detected by allowing a maximum time for valve transition, with an optional alarm being raised by the monitor.
-
FIG. 2E illustrates an option for monitoring physical operation of an actuated valve with a secondary manual operator. The valve body (210, not designated) has an upper lubrication port (220) and lower lubrication port (225) for lubricating the gate (230) connected to the stem (250). The actuator's (260) motive power control line (265) or optionally manual operation of the hand wheel (263), moves the stern (250) to activate an upper limit switch (285 a) or a lower limit switch (285 b), sending a signal by wire (282) to a monitor. Deactivating of one switch (285 a or 285 b) without activating the other switch (285 b or 285 a) indicates position along the travel (287), indicating partial engagement of the valve. -
FIG. 3A shows a centralized sequential lubrication system for intermittent lubrication of continuous operation devices. This continuous automatic lubrication system cascades rations of lubricant for sequential distribution among a plurality of devices periodically. The intermittent sequential lubrication system (300 a) has a pumping unit (310) with a lubricant reservoir (312), a pressure pump (315) and a pressure gauge (317). At regular programmed intervals a timer/controller (350) powers the pumping unit (310) delivering lubricant to the system for one or more cycles as designated by an end-of-cycle indicator (360). - The pumping unit (310) injects lubricant through supply lines (330) to a metering device (340), here a divider valve or divider (340 a). The divider (340 a) sequentially delivers metered quantities of lubricant to each of its ports, cascading lubricant of unused ports to increase the quantity delivered to the next sequential port. The ports of the divider (340 a) may distribute fluid to supply lines (330) leading to additional dividers (340 a) or to delivery lines (335) connected to fittings or bearings/joints/gears (305) serviced by the system.
-
FIG. 3B shows a centralized parallel lubrication system for intermittent lubrication of continuous operation devices. This lubrication system meters out measured quantities of lubricant to be simultaneously injected in a plurality of device intermittently. The intermittent parallel lubrication system (300 b) has a pumping unit (310) with a lubricant reservoir (312), a pressure pump (315) and a pressure gauge (317, not designated). At regular programmed intervals a timer/controller (350) powers the pumping unit (310) delivering lubricant to the system for one or more cycles as designated by an end-of-cycle indicator (360), which in this case is a pressure sensor (360 a) and pressure relief trigger (360 b). - The pumping unit (310) injects lubricant through supply lines (330) to feed metering devices (340), here metering injectors or injectors (340 b). The injectors (340 b) independently collect and hold specific quantities of lubricant until pressure builds in the supply line (330) triggering the end-of-cycle indicator (360) to release the pressure. The relief of pressure causes all injectors (340 b) to each deliver their collected quantity of lubricant through delivery lines (335) connected by fittings (370) to the individual bearings/joints/gears (305) serviced by the system.
-
FIG. 4 shows a centralized on-demand lubrication system in accordance with an exemplary embodiment of the innovation. The on-demand lubrication system (300 c) has a programmable logic control unit, a controller (400) monitoring actuation of a valve (200), here by a manually powered actuator (260) for positioning of the gate (230) through manipulation of the stem (250). - As the hand wheel (263) is operated, the gate's (230) travel (287) is indicated by signal lines (282) from the upper limit switch (285 a) and/or lower limit switch (285 b) positioned on the stem (250) to the controller (400). Once the valve's (200) gate (230) is in the fully open position as indicated by the upper limit sensor (285 a), or the fully close position as indicated by the lower limit sensor (285 b), lubrication maintenance may occur if needed.
- A solenoid control valve (410), controlled (415) by the controller (400), vents the valve body (210) through one of the lubrication ports (220 or 225), the ‘venting port,’ to a return line (337) leading to a centralize collection (312′). Though the embodiment here utilizes a solenoid control valve, specifically a solenoid operated directional spool-type control valve, one skilled in the art will appreciate other control options. A pressure pump (315) in a centralized lubricant pump unit (310, not indicated) distributes lubricant through a supply line (330) where an optional secondary pump (430) increases lubricant pressure along a delivery line (335).
- The delivery line (335) may be routed by another solenoid control valve (410) to another lubrication port (225 or 220), the ‘injecting port,’ to deliver a measured quantity of lubricant in accordance with the valve's (200) specifications. This inflow of pressurized lubricant through the injecting lubrication port simultaneously forces the venting of spent fluids out through the venting lubrication port to the centralized collection (312′) through the return line (337).
- One skilled in the art would appreciate that different valve designs may allow for injecting lubricant simultaneous in more than one lubrication port, or that venting may occur through the flow pathway making venting unnecessary. Further, one skilled in the art would appreciate that a measured quantity of lubricant may not be a specific quantity, but an undetermined amount required to achieve a desired pressure change at the lubrication port, which may be detected by monitor of the supply line or delivery lines.
-
FIG. 5 shows a centralized on-demand lubrication system, optionally cooperating with a control system, in accordance with an exemplary embodiment of the innovation. This embodiment of an on-demand lubrication system (300 c′) has a programmable logic control unit, a controller (400) monitoring actuation of the valve (200), controlled by a remote valve controller (460) through motive power (265) to an actuator, here a hydraulic actuator (260) with secondary manual actuation through a hand wheel (263). - The remote valve controller (460) may optionally communicate (440) with the controller (400), and/or may also monitor actuation of the valve (200) through shared (282′) signal lines (282) from the limit switches (285 a and 285 b). Once the valve (200) is in the fully open position as indicated by movement of the stem (250) to engage the upper limit sensor (285 a), or the fully close position as indicated by engagement of the lower limit sensor (285 b), lubrication maintenance may occur as needed.
- A solenoid control valve (410), controlled (415) by the lubrication system's controller (400) vents one of the valve's (200) lubrication ports (220 or 225, not indicated), the ‘venting port,’ to a return line (337) leading to a centralize collection (312′). A pressure pump (315) in a centralized lubricant pump unit (310, not indicated) distributes lubricant from the lubricant reservoir (312) through a supply line (330) where an optional secondary pump (430) may be used to increase lubricant pressure along a delivery line (335). The secondary pump (430) may also incorporate a local reservoir to prevent starvation of lubricant by other valves in a multi-valve system employing the centralize lubricant supply reservoir (312).
- The delivery line (335) may be routed by another solenoid control valve (410) to another lubrication port (225 or 220, not indicated), the ‘injecting port,’ to deliver a measured quantity of lubricant in accordance with the valve's (200) specifications. This inflow of pressurized lubricant through the injecting lubrication port simultaneously forces the venting of spent fluids out through the venting lubrication port to the centralized collection (312′) through the return line (337), as discussed above.
- In this embodiment the communication (440) between controllers (400 and 460) may allow predictive use of the centralized pressure pump (315) ensuring sufficient pressure for feed lines (330), eliminating the need for separate delivery lines (335) and secondary pumps (430) by ensuring multiple valves (200) will not simultaneously lubricate, over taxing a shared pump unit (310, not designated). Alternatively, communication between multiple lubrication controllers (400) through a central controller (460) may allow problems of simultaneous demands to be mitigated by adjusting logic control accordingly.
-
FIG. 6 shows a centralized on-demand lubrication system integrated with a valve control system, in accordance with an exemplary embodiment of the innovation. This embodiment of an on-demand lubrication system (300 c″) has a single programmable logic control unit, a controller (400) actuating the valve (200) and monitoring actuation in case of manual actuation. - The controller (400) monitors signal lines (282) from the limit switches (285 a and 285 b) to determine lubrication needs, for instance by monitoring the time necessary for an actuator (260) to physically move a valve. Increased time from deactivation of one limit switch (285 a or 285 b) to activation of the other limit switch (285 b or 285 a) may indicate a need for maintenance.
- The controller (400) also controls (415) solenoid control valves (410), a pump unit's (310, not indicated) pressure pump (315), and optional secondary pump (430) for distribution (330) and delivery (335) of from a lubricant reservoir (312), and collection (337) to a centralize collection reservoir (312′) of spent fluids.
-
FIG. 7 shows a method of on-demand lubrication by a flow control system, in accordance with an exemplary embodiment of the innovation. The on-demand automatic lubrication system provides monitoring and analysis for timely high-pressure delivery of lubrication coordinated with in-service valve operations to eliminate downtime or the effect of extraneous valve operations. The flow control system (700) has a programmable logic control unit, a controller (400), monitoring actuation of a plurality of valves (200 a -c), and providing motive power (265) to actuators (260) to independently actuate the valves (200 a-c). - Monitoring actuation of the valves (200) through signal lines (282) from the limit switches (285 a and 285 b) provide information on individual valve usage, and position for purposes of maintenance lubrication. The controller (400) may consider an individual valve's performance, past usage, maintenance history, anticipated usage, etc. to prioritize maintenance lubrications.
- The controller (400) controls (437) a pressure pump (315) of the centralized lubrication pump unit (310) delivering lubricant at low pressure from a lubricant reservoir (312) in large quantities through a supply line (330) to secondary pump (430) controlled (435) by the same controller. The secondary pump (430) increases lubricant pressure for delivery (335) to a lubricant port (220), the injecting port.
- A second lubricant port (225) is opened to vent fluids, a venting port, allowing the injection of lubricant to force venting of spent fluids/lubricant through the return line (337) to the collection reservoir (312′). Pressure of spent fluids exiting the venting port will gravitate to the unpressurized collection reservoir (312′) but may also be aided by additional pumps to assist flow.
- In one embodiment, the secondary pump (430) increases pressure by reducing the volume of the delivered lubricant. In such a system, the “large quantities” of the supply line are dictated by the consumption of a maximum number of secondary pumps (430) to be concurrently supported. In another embodiment, the secondary pumps (430) have local reservoirs for collecting sufficient lubricant required to lubricate a valve (200). In another embodiment, the secondary pump's (430) local reservoir may buffer the lubricant from the supply line. In another embodiment throttling lubricant flow to one or more valves extends the service time in exchange for an increase in concurrent operations.
- One skilled in the art would appreciate the considerations for balancing the large quantities of lubricant in the supply line against the concurrent demands of a plurality of concurrent valve lubrications with or without local reservoirs, and other factors for configuration of the system and its controller (400) for proper limiting and prioritizing of valve lubrications to yield a desired system performance.
- The diagrams in accordance with exemplary embodiments of the present innovation are provided as examples and should not be construed to limit other embodiments within the scope of the innovation. For instance, quantities, distances, and volumes may not be to scale and should not be construed to limit the innovation to the particular proportions. Additionally, some elements illustrated in the singularity may actually be implemented in a plurality, and those illustrated in the plurality could vary in actual count. Some elements illustrated in one form, design, or configuration may vary in detail from that depicted. Further, specific information should be interpreted as illustrative for discussing exemplary embodiments and is not provided to limit the innovation.
- The above discussion is meant to be illustrative of the principles and various embodiments of the present innovation. Numerous variations and modifications will become apparent to those skilled in the art once the above disclosure is fully appreciated. It is intended that the following claims be interpreted to embrace all such variations and modifications.
Claims (15)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/792,449 US20200309319A1 (en) | 2019-03-28 | 2020-02-17 | Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves |
| CA3106193A CA3106193A1 (en) | 2019-03-28 | 2021-01-20 | Method and apparatus for monitoring and on-demand lubricating of industrial valves |
| ARP210100178A AR121132A1 (en) | 2019-03-28 | 2021-01-24 | METHOD AND APPARATUS FOR MONITORING AND ON-DEMAND LUBRICATION OF INDUSTRIAL VALVES |
| US17/198,202 US20210199243A1 (en) | 2019-03-28 | 2021-03-10 | Rotary Manifold and Method of Use |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962825342P | 2019-03-28 | 2019-03-28 | |
| US16/792,449 US20200309319A1 (en) | 2019-03-28 | 2020-02-17 | Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/198,202 Continuation US20210199243A1 (en) | 2019-03-28 | 2021-03-10 | Rotary Manifold and Method of Use |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20200309319A1 true US20200309319A1 (en) | 2020-10-01 |
Family
ID=72604234
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/792,449 Abandoned US20200309319A1 (en) | 2019-03-28 | 2020-02-17 | Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves |
| US17/198,202 Pending US20210199243A1 (en) | 2019-03-28 | 2021-03-10 | Rotary Manifold and Method of Use |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/198,202 Pending US20210199243A1 (en) | 2019-03-28 | 2021-03-10 | Rotary Manifold and Method of Use |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US20200309319A1 (en) |
| AR (2) | AR121132A1 (en) |
| BR (1) | BR102021026845A2 (en) |
| CA (2) | CA3106193A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11125385B2 (en) * | 2016-05-23 | 2021-09-21 | Lee C. Gouge | Grease distribution methods |
| CN114382871A (en) * | 2021-12-22 | 2022-04-22 | 淮阴工学院 | Temperature control self-adaptive lubricating device of heavy-load Nieman type worm gear speed reducer |
| US20220136366A1 (en) * | 2020-10-29 | 2022-05-05 | Patriot Research Center, LLC | Hydraulic accumulator system |
| US11378103B2 (en) * | 2017-07-12 | 2022-07-05 | Fmc Kongsberg Subsea As | Subsea hydraulic control device and a method for producing thereof |
| US11530689B2 (en) * | 2016-11-25 | 2022-12-20 | Hove A/S | Dispensing station and a dispensing system |
| WO2023115118A1 (en) * | 2021-12-23 | 2023-06-29 | Gb Ip Holdings Pty Ltd | A device, system and method for dispensing lubricant |
| US20240044236A1 (en) * | 2019-10-25 | 2024-02-08 | Cameron International Corporation | System and method for valve greasing in a well tree |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220251924A1 (en) * | 2021-02-11 | 2022-08-11 | Steadfast Valve Solutions,LLC | Valve bonnet apparatus and systems and methods thereof |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2348642A (en) * | 1941-07-11 | 1944-05-09 | Arthur J Penick | Lubricating system for valve assemblies |
| US5823295A (en) * | 1996-03-29 | 1998-10-20 | Caterpillar Inc. | Lubrication control system for a work machine |
| US20010027900A1 (en) * | 1999-06-29 | 2001-10-11 | Wilcox William S. | Fluid regulating device |
| US20020125074A1 (en) * | 2001-03-07 | 2002-09-12 | Roehrborn Daniel H. | Lubrication supply system for a machine |
| US20140353085A1 (en) * | 2013-06-03 | 2014-12-04 | John D. Kelley | Lubrication System for a Gate Valve |
| US20170114957A1 (en) * | 2014-04-17 | 2017-04-27 | Lincoln Industrial Corporation | Lubrication system with lubricant condition monitoring |
| US20170146189A1 (en) * | 2014-05-30 | 2017-05-25 | Ge Oil & Gas Pressure Control Lp | Remote well servicing systems and methods |
| US20170336022A1 (en) * | 2016-05-23 | 2017-11-23 | Lee C. Gouge | Grease Distribution Systems and Methods |
| US10358891B2 (en) * | 2016-10-24 | 2019-07-23 | Christopher M. Knott | Portable lubrication unit for a hydraulic fracturing valve assembly, and method for pre-pressurizing valves |
| US20200116302A1 (en) * | 2018-10-15 | 2020-04-16 | Supreme Electrical Services, Inc. dba Lime Instruments | Lubricant Delivery System Comprising One or More Sensing Devices and Related Methods |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4253380A (en) * | 1978-09-05 | 1981-03-03 | David P. McConnell | Rotary manifold valve mechanism |
| CA2402094A1 (en) * | 2002-09-10 | 2004-03-10 | Silvano Breda | Improvements to multiport diverter valve |
| WO2005071305A1 (en) * | 2004-01-27 | 2005-08-04 | Lighthouse Developments Ltd. | Rotational manifold and building incorporating a rotational manifold |
| US10100487B2 (en) * | 2013-07-10 | 2018-10-16 | Tigercat Industries Inc. | Hydraulic assembly and logging equipment using same |
| US10260327B2 (en) * | 2014-05-30 | 2019-04-16 | Ge Oil & Gas Pressure Control Lp | Remote mobile operation and diagnostic center for frac services |
| US10676292B2 (en) * | 2015-12-31 | 2020-06-09 | ROI Industries Group, Inc. | Compact palletizer including a skeleton, subassembly, and stretch wrap system |
| US11320079B2 (en) * | 2016-01-27 | 2022-05-03 | Liberty Oilfield Services Llc | Modular configurable wellsite surface equipment |
| WO2018085742A1 (en) * | 2016-11-04 | 2018-05-11 | Schlumberger Technology Corporation | Pressure Exchanger Manifold Resonance Reduction |
| US10919750B2 (en) * | 2017-06-06 | 2021-02-16 | Pacific Packaging Machinery, Llc | Rotary filling machine |
| DE102018115873A1 (en) * | 2018-06-29 | 2020-01-02 | Baier & Köppel GmbH & Co. KG | Lubricant distributors, especially sectional distributors |
| US11305951B2 (en) * | 2020-03-25 | 2022-04-19 | Deere & Company | Coordinated control of commodity container pressure selection with run selection in a commodity delivery system of a work vehicle |
| US20230243466A1 (en) * | 2022-02-03 | 2023-08-03 | Caterpillar Inc. | Automatic Lubrication System for Kinematic Linkage |
-
2020
- 2020-02-17 US US16/792,449 patent/US20200309319A1/en not_active Abandoned
-
2021
- 2021-01-20 CA CA3106193A patent/CA3106193A1/en active Pending
- 2021-01-24 AR ARP210100178A patent/AR121132A1/en unknown
- 2021-03-10 US US17/198,202 patent/US20210199243A1/en active Pending
- 2021-10-22 CA CA3135421A patent/CA3135421A1/en active Pending
- 2021-10-28 AR ARP210103005A patent/AR123952A1/en unknown
- 2021-12-30 BR BR102021026845-0A patent/BR102021026845A2/en unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2348642A (en) * | 1941-07-11 | 1944-05-09 | Arthur J Penick | Lubricating system for valve assemblies |
| US5823295A (en) * | 1996-03-29 | 1998-10-20 | Caterpillar Inc. | Lubrication control system for a work machine |
| US20010027900A1 (en) * | 1999-06-29 | 2001-10-11 | Wilcox William S. | Fluid regulating device |
| US20020125074A1 (en) * | 2001-03-07 | 2002-09-12 | Roehrborn Daniel H. | Lubrication supply system for a machine |
| US20140353085A1 (en) * | 2013-06-03 | 2014-12-04 | John D. Kelley | Lubrication System for a Gate Valve |
| US20170114957A1 (en) * | 2014-04-17 | 2017-04-27 | Lincoln Industrial Corporation | Lubrication system with lubricant condition monitoring |
| US20170146189A1 (en) * | 2014-05-30 | 2017-05-25 | Ge Oil & Gas Pressure Control Lp | Remote well servicing systems and methods |
| US20170336022A1 (en) * | 2016-05-23 | 2017-11-23 | Lee C. Gouge | Grease Distribution Systems and Methods |
| US10100978B2 (en) * | 2016-05-23 | 2018-10-16 | Lee C. Gouge | Grease distribution systems and methods |
| US10358891B2 (en) * | 2016-10-24 | 2019-07-23 | Christopher M. Knott | Portable lubrication unit for a hydraulic fracturing valve assembly, and method for pre-pressurizing valves |
| US10513906B2 (en) * | 2016-10-24 | 2019-12-24 | Christopher M. Knott | Portable lubrication unit for a hydraulic fracturing valve assembly, and method for pre-pressurizing valves |
| US20200116302A1 (en) * | 2018-10-15 | 2020-04-16 | Supreme Electrical Services, Inc. dba Lime Instruments | Lubricant Delivery System Comprising One or More Sensing Devices and Related Methods |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11125385B2 (en) * | 2016-05-23 | 2021-09-21 | Lee C. Gouge | Grease distribution methods |
| US11359765B2 (en) * | 2016-05-23 | 2022-06-14 | Lee C. Gouge | Grease distribution systems |
| US11530689B2 (en) * | 2016-11-25 | 2022-12-20 | Hove A/S | Dispensing station and a dispensing system |
| US11378103B2 (en) * | 2017-07-12 | 2022-07-05 | Fmc Kongsberg Subsea As | Subsea hydraulic control device and a method for producing thereof |
| US20240044236A1 (en) * | 2019-10-25 | 2024-02-08 | Cameron International Corporation | System and method for valve greasing in a well tree |
| US20220136366A1 (en) * | 2020-10-29 | 2022-05-05 | Patriot Research Center, LLC | Hydraulic accumulator system |
| US12031406B2 (en) * | 2020-10-29 | 2024-07-09 | Patriot Research Center, LLC | Hydraulic accumulator system |
| CN114382871A (en) * | 2021-12-22 | 2022-04-22 | 淮阴工学院 | Temperature control self-adaptive lubricating device of heavy-load Nieman type worm gear speed reducer |
| WO2023115118A1 (en) * | 2021-12-23 | 2023-06-29 | Gb Ip Holdings Pty Ltd | A device, system and method for dispensing lubricant |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210199243A1 (en) | 2021-07-01 |
| AR123952A1 (en) | 2023-01-25 |
| CA3106193A1 (en) | 2021-08-17 |
| CA3135421A1 (en) | 2022-09-10 |
| AR121132A1 (en) | 2022-04-20 |
| BR102021026845A2 (en) | 2022-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200309319A1 (en) | Method and Apparatus for Monitoring and On-demand Lubricating of Industrial Valves | |
| US4850392A (en) | Double poppet relief valve | |
| KR101072745B1 (en) | A Valve-Type Oil Feeder | |
| GB2350412A (en) | Freeing of seized valves | |
| US12024978B2 (en) | Multi reel system | |
| CN112997030B (en) | Method and valve including flushing feature | |
| CN102272497B (en) | Fluid valves having an integral safety shut-off | |
| NO20140201A1 (en) | Chemical Dosing System | |
| US20120024531A1 (en) | Autochoke system | |
| KR20140031232A (en) | In-line back pressure fluid regulator | |
| US12000240B2 (en) | Frack valve greasing system | |
| US4530377A (en) | Block valve | |
| CN103052835B (en) | Methods and apparatus for removing fluid from valves | |
| US9920842B1 (en) | Low-torque choke valve for well automation | |
| US3049140A (en) | Automatic high-low pressure cut-off valve | |
| US20200040716A1 (en) | Fluid Distribution System for a Wellsite | |
| US20240011601A1 (en) | Lubricant Delivery Apparatus | |
| US11293263B2 (en) | Quick closing valve system and methodology | |
| US8281897B1 (en) | Automatic accumulator switching apparatus and system | |
| US11255446B1 (en) | Grease system for high pressure plug valves | |
| RU84054U1 (en) | GAS WELL, REGULATING VALVE, COMBINED ACTUATOR OF THE REGULATING VALVE FOR GAS WELL | |
| RU2372468C1 (en) | Gas well, regulating valve, combination actuator of regulating valve for gas well | |
| RU2357141C1 (en) | Double-circuit cock | |
| RU195411U1 (en) | Automatic foaming agent dosing | |
| US2687177A (en) | Oil well capping device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: DOCKETED NEW CASE - READY FOR EXAMINATION |
|
| AS | Assignment |
Owner name: BATFER INVESTMENT S.A., URUGUAY Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:PITCHER, JASON;REEL/FRAME:059411/0120 Effective date: 20220322 |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: FINAL REJECTION MAILED |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |