US20160103028A1 - Method and data processing device for detecting a load distribution in a roller bearing - Google Patents
Method and data processing device for detecting a load distribution in a roller bearing Download PDFInfo
- Publication number
- US20160103028A1 US20160103028A1 US14/879,166 US201514879166A US2016103028A1 US 20160103028 A1 US20160103028 A1 US 20160103028A1 US 201514879166 A US201514879166 A US 201514879166A US 2016103028 A1 US2016103028 A1 US 2016103028A1
- Authority
- US
- United States
- Prior art keywords
- peak
- ring
- roller
- load
- strain
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 32
- 238000009826 distribution Methods 0.000 title claims abstract description 15
- 238000012545 processing Methods 0.000 title claims description 20
- 238000013507 mapping Methods 0.000 claims description 6
- 238000001914 filtration Methods 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 2
- 238000012886 linear function Methods 0.000 claims description 2
- 239000000523 sample Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 4
- 238000003491 array Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000003306 harvesting Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/51—Cages for rollers or needles formed of unconnected members
- F16C33/513—Cages for rollers or needles formed of unconnected members formed of arcuate segments for carrying one or more rollers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/04—Bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/52—Bearings with rolling contact, for exclusively rotary movement with devices affected by abnormal or undesired conditions
- F16C19/522—Bearings with rolling contact, for exclusively rotary movement with devices affected by abnormal or undesired conditions related to load on the bearing, e.g. bearings with load sensors or means to protect the bearing against overload
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/0009—Force sensors associated with a bearing
- G01L5/0019—Force sensors associated with a bearing by using strain gages, piezoelectric, piezo-resistive or other ohmic-resistance based sensors
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/04—Bearings
- G01M13/045—Acoustic or vibration analysis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
Definitions
- the invention relates to a method and a data processing device for detecting a load distribution in a roller bearing and to a roller bearing equipped with such a data processing device.
- a reliable detection of load distributions in a roller bearing is important for various purposes including controlling the machine in which the bearing is operating, adapting and creating maintenance schedules for the bearing etc. This holds in particular for bearings which operate in very complex machines where bearing failure has to be avoided. In large-sized roller bearings such as bearings for use in wind turbines, bearing load detection may be valuable for the purpose of remote control and monitoring.
- the invention starts from a method for detecting a load distribution in a roller bearing having at least one row of rollers and a strain sensor attached to a first ring.
- the first ring is configured to rotate relative to a second ring.
- the method comprises the steps of detecting peak heights and peak positions in roller load induced strain signals obtained from the strain sensor and of calculating a load acting on a least one angle range of the second ring using peak heights of a plurality of peak positions falling in the angle range.
- the rotating first ring including the strain sensor attached sweeps over the circumference of the second ring and probes the load transferred via the rollers arranged between the first ring and the second ring when these pass by the sensor.
- the load can be probed in a plurality of points changing over the time. After having sampled a sufficient number of peak heights in various measuring points on the sector corresponding to the angle range, it is possible to reliably detect the load acting on that sector in the time period corresponding to the measuring time.
- roller shall include any kind of rolling element, in particular cylindrical rollers, tapered rollers or toroidal rollers as well as balls.
- the invention is applicable to various kinds of bearings including single row bearings or double row bearings.
- the step of calculating a load acting on the first angle range includes calculating a median value of the peak heights in this angle range. It has turned out that the median value is sufficiently immune to the occasional perceived higher or lower amplitudes of roller loads caused by increased and decreased spacings respectively and/or in the case of surface wireless sensors (SWS) or portable wireless sensors (PWS) to roller skewing effects.
- SWS surface wireless sensors
- PWS portable wireless sensors
- the method includes the step of outputting an array containing the median values calculated for each of the sectors of the second ring.
- the load values are calculated for a plurality of sectors of equal size covering the entire circumference of the second ring.
- the load values are calculated for eight sectors of 45 degrees each.
- the method includes the step of high-pass or band pass filtering the strain signal; determining the zero crossings of the filtered strain signal; determining a peak position as a midpoint between adjacent zero crossings of the strain signals and determining a peak height using the roller induced strain signal at the peak position.
- the peak height can be determined by using a local average over the signal centered on the peak position as defined above.
- the method further includes the steps of determining trough depths and trough positions of troughs in the strain signal; comparing the peak heights and trough depths with predetermined threshold values respectively and disregarding the peak heights in the steps of determining the load distribution when the pertinent peak height and the trough depth between a peak and its neighboring peak are below a respective threshold value.
- the method comprises the step of determining the slope of a linear function connecting the zero crossing point and the peak height of a peak following the zero crossing point and discarding the peak for the purpose of determining the load position if the slope falls short of a predetermined minimum slope.
- the method comprises the step of mapping the roller load induced strain signals onto angle dependent signals relating to angular positions in the reference system of the second (static) ring. It has turned out that using angle positions rather than absolute positions in units of length on a raceway can avoid confusion and errors.
- a further aspect of the invention relates to a data processing device including at least one interface for receiving roller load induced strain signals from a strain sensor, wherein the data processing device implements the method as described above.
- the data processing device is provided with a wireless transmitter configured to be attached to a roller bearing such that the roller loads can be transmitted in a wireless way.
- a further aspect of the invention relates to a roller bearing equipped one strain sensor for capturing roller load induced strain signals and with a data processing device as described above.
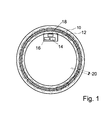
- FIG. 1 is a schematic representation a roller bearing including a strain sensor for measuring strains created by passing rollers arranged in a cage and a data processing device according to the invention
- FIGS. 2 a and 2 b are schematic representations of possible strain signals to be interpreted by the method according to the invention.
- FIGS. 3 a and 3 b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention.
- FIGS. 4 a and 4 b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention.
- FIG. 5 is a schematic representations of graph showing a strain signal, wherein some zero crossings and peaks are highlighted;
- FIGS. 6 a and 6 b are graphs showing peak centre amplitudes and roller spacings derived from the peak centre amplitudes
- FIG. 7 illustrates a further method for discarding unreliable peak signals
- FIG. 8 is a flowchart of a first part of the method according to the invention, wherein a decision whether to carry out the determination of roller spacings;
- FIG. 9 is a flowchart of the roller spacing algorithm according to the invention.
- FIG. 10 is a flowchart of a load distribution algorithm according to the invention.
- FIG. 11 is a data plot showing the peak heights and peak positions extracted from one of RLIS data sample after mapping the peak positions onto a range of shaft angles from 0 tp 360°;
- FIG. 12 is a circular plot illustrating the median values of the peak heights per sector derived from the data illustrated in FIG. 11 .
- FIG. 1 is a schematic representation of the roller bearing including 24 rollers 10 arranged in 6 cages 12 , wherein each of the cages 12 holds four rollers 10 .
- a strain sensor 14 is attached to or embedded into an inner ring of the bearing and connected to the input of a data processing device 16 formed as a microcontroller.
- the invention is applicable to configurations with more than one sensor, in particular with three or four sensors arranged on the inner ring or to applications where the sensor 14 is mounted on the outer ring.
- the microcontroller is configured to drive a wireless transmitter mounted in the same electronics pack.
- the electronics pack includes a power harvesting means (not illustrated) for generating power from the rotation of the bearing.
- the six cages 12 of the bearing are designed so as to be arranged with a predetermined spacing or gap 20 in between each pair of adjacent cages 12 .
- the distribution of the gaps 20 is subject to dynamical changes depending on friction, load, vibrations or other parameters. If the gaps 20 are equally distributed, i.e. when the gaps between each pair of adjacent cages 12 have equal width, the spacing between each pair of adjacent rollers 10 is equal as well and corresponds to a nominal spacing, i.e. the rollers 10 are homogenously distributed over the circumference of the inner ring.
- the roller spacing between the rollers 10 left and right from the large gap 20 is larger than the nominal spacing, whereas the roller spacings between neighboring rollers 10 held by different cages 12 contacting each other is smaller than the nominal spacing.
- the latter extreme cases for the spacings are minimum and maximum spacings for the case of healthy cages 12 which are not broken. The presence of spacings above or below these values indicates that there is a broken cage or broken or missing roller.
- the spacings i.e. the distance between the centers of neighboring rollers 10 , are detected for the purpose of checking the integrity of the cages 12 .
- the strain sensor 14 is configured to measure strain induced by passing rollers 10 .
- the signal generated by the strain sensors 14 will be called roller load induced strain signal or RLIS signal here and in the following.
- the signal has basically two characteristic periods or frequencies, one corresponding to the delay between rollers 10 passing by the sensor and the other period corresponding to the time interval in which all of the rollers in a row, i.e. the entire train of rollers and cage segments, will pass the sensor 14 .
- the latter time interval is also referred to as the fundamental train period. Both periods or the pertinent frequencies depend on whether the sensor 14 is mounted on the outer ring or on the inner ring.
- a signal sample for use in the roller spacing algorithm for checking the cage integrity should include approximately six or more shaft rotations.
- FIGS. 2 a and 2 b are schematic representations of possible strain signals to be interpreted by the method according to the invention.
- the uppermost graph in FIG. 2 a shows that the amplitude of the signal may be varying as a consequence of significant load variations.
- FIG. 2 b illustrates an example with one accumulated clearance AC or gap at a position indicated with an arrow.
- the spacing between two consecutive peaks of the signal is wider than the spacing between other peaks.
- the signal is preprocessed using a band-pass high pass filter filtering out DC offsets and frequency components far below the roller pass frequency.
- the band pass filter should be as narrow as possible to avoid distortions but wide enough to include the roller pass frequency and at least some harmonics thereof. This is an important point for the invention because it makes sure that the signal is oscillating in a more or less symmetric way around zero.
- the horizontal axis in FIGS. 2 a and 2 b as well as in the following figures is an angle of rotation and the vertical axis represents the signal strength in arbitrary units.
- FIGS. 3 a and 3 b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention.
- the signal of FIG. 3 a shows a large spacing LS 1 due to a missing roller as well as some naturally occurring larger spacings LS 2 .
- FIG. 3 b shows a very noisy signal wherein a large accumulated spacing LS exceeding the tolerance for heathy cage integrity can still be observed.
- FIGS. 4 a and 4 b Further schematic representations of graphs showing possible strain signals to be interpreted by the invention are illustrated in FIGS. 4 a and 4 b .
- the maxima of the strain signals can assume various shapes including double maxima DM and offset center maxima OCM such that it is immediately clear that the position of the maximum is eventually shifted from the position of the roller center.
- the signals pertaining to some of the peaks do not cross the zero line, whereas the signals belonging to other peaks cross the zero line several times. This is likely to happen in low roller load conditions or in other cases with high signal-to noise ratio.
- One of the challenges of the invention is to provide a method which reliably extracts valuable information from the signals illustrated in FIGS. 2 through 4 .
- FIG. 5 is a schematic representation of a graph showing a strain signal, wherein some zero crossings Z 1 through Z 4 and peaks P 3 , P 4 are highlighted.
- the invention proposes to reduce the amount of error by selecting the zero crossings on either side of a ball-pass frequency peak and to determine the roller center to be the midpoint between the two zero crossings.
- the signal-to-noise ratio increases visibly on the right hand side in FIG. 5 and the evaluation of these peaks for the purpose of determining the roller centers would obviously not lead to reliable results.
- the signal-to-noise ratio in a range between one half of the fundamental ball pass frequency and twice the fundamental ball pass frequency should be above 60%.
- the invention therefore proposes to apply a threshold value T 1 as illustrated in a dashed line in FIG. 5 to the peak heights and to consider only those peaks valid for which the peak height is above the threshold value T 1 .
- FIG. 6 a illustrates the peak center amplitudes, which can be the signal value at the peak position or be computed based on some sort of running average around the previously calculated roller center position and FIG. 6 b illustrates a roller spacing calculated based on these peaks.
- the peaks on the right hand side of the graph fall short of the threshold value and are not used for the calculation of roller spacings in FIG. 6 b.
- FIG. 6 b shows the roller spacings defined as the difference of adjacent valid peak positions derived as explained above from the data of FIG. 6 a.
- a calculation similar to the assessment of the peak heights according to FIG. 6 a can be done for the trough depths, i.e. the depth of the negative peaks between each pair of two positive peaks.
- the invention proposes to apply a threshold value to these trough depths as well and to use only those peaks for the assessment of the roller spacings which are clearly separated by a trough with a sufficient depth.
- the second criterion makes sure that the slope of the signals is sufficiently steep at the zero crossings so as to avoid peaks with multiple zero crossings.
- suitably chosen threshold values for the peak heights and the trough depths are sufficient to discard peaks that do not cross the zero line at all or where the signal does not go below zero at one side.
- the invention proposes a further method for discarding low signal-to noise roller strains which can be applied as an alternative or in addition to the threshold values on the peak height or trough depths.
- the absolute slope between a peak maximum and the zero crossing preceding the peak maximum or the slope of a line connecting the center and the preceding zero crossing are calculated and compared against the slope threshold. If the slope does not exceed the threshold, the peak or trough spacings related to the slope are discarded.
- the invention teaches to calculate a percentage confidence rating for each roller load induced strain measurement by comparing the number of successfully determined spacings per signal period against the number of rollers 10 per raceway.
- ⁇ S1 and ⁇ S2 are the FTFi angles of the first and the last successful spacing measurements, as n the number of spacings measured and Z R the number of rollers 10 present then:
- Confidence % (100 ⁇ 360)/( ⁇ S2 ⁇ S1 )*( S M ⁇ 1)/ Z R .
- FIG. 8 provides a flowchart of the decision process whether to carry out roller spacing assessment and the load distribution assessment based on a RLIS reading or not.
- the data processing device receives threshold values for the rotation speed and angle errors as well as the RLIS data including their start angle, end angle, start speed and end speed. It is checked whether the speed is within a certain band, having limited speed change between start and end of acquisition and that speed change is linear during the acquisition (i.e. not a ramp-up and ramp-down scenario).
- the data processing device calculates the theoretical end angle using the start angle, the start speed, the end speed and the time span of the RLIS waveform acquisition in seconds presuming a linear speed change and then calculates the difference to the end angle obtained from the node. If the angular error, i.e. the difference between theoretical end angle and actual end angle is greater than a pre-established threshold then the roller spacing algorithm should not be carried out.
- the raw RLIS signal can either be discarded or stored in the database for future reference.
- FIG. 9 provides a high level flowchart of the “roller spacing” algorithm.
- the data and threshold values are input and the data are mapped on the FTFi period presuming a linear speed change as explained above.
- the zero crossings, peak positions, peak heights, trough positions and trough depths are then determined and stored in arrays respectively.
- a loop for checking the validity of each peak is started and it is checked whether the center heights of the peaks and the slopes of straight lines between the peak center and adjacent zero crossings are above the respective threshold values and whether the peaks are separated by a sufficiently deep trough. If two adjacent peaks are judged valid, the roller spacing is calculated as the difference between the peak positions and the roller spacing is stored. Then, the next peak is checked.
- the confidence level is calculated and the spacing statistics are made to determine minimum spacing, maximum spacing, average spacing etc.
- FIG. 10 is a flowchart of the load distribution algorithm according to the invention.
- the data processing device reads the configuration data including the number of sectors and the sector alignment from the settings.
- the word “sector” is used synonymous with “angle range”.
- the sector alignment indicates whether the top dead center of the inner ring or shaft is located in the center of a sector or at the boundary between two sectors or angular ranges.
- the data processing device reads the arrays of peak positions and peak heights calculated by the roller spacing algorithm as described above and the parameters of the data sets including time span of the RLIS sample, number of RLIS samples, initial and final speed and initial angle and calculates the start angle and end angle in terms of shaft degrees or inner ring degrees for each sample.
- the data processing device transforms the peak center positions into shaft angles and applies a correction accounting for the start angle and the sector alignment. Then, the angles are mapped or wrapped to a range from 0-360 degrees and the peaks are assigned to one of the sectors/angle ranges.
- FIG. 11 is s a data plot showing the peak heights and peak positions extracted from one of RLIS data sample after mapping the peak positions onto a range of shaft angles from 0 to 360°. Although the data are scattered, it is clearly visible that the load concentrates onto some of the sectors, in the example of FIG. 11 onto sectors 2 and 3 .
- Each of the individual data points illustrated as open circles corresponds to one valid peak position (x-axis) and pertinent peak height (y-axis).
- the median values of the data points per sector are illustrated as solid black lines.
- a median value of the peak heights and a center angle of the sector are calculated.
- An array with the median values and the center angles is stored, sent or displayed, e.g. in the form of a circular plot as shown in FIG. 12 , wherein the median values of the data points per sector are illustrated as solid black lines.
- the center angles of the sectors are illustrated as dashed lines.
- the roller load distribution algorithm is not limited to using the peak positions and peak heights calculated by the roller spacing algorithm but could determine the peak positions and peak heights in an independent way in other embodiments of the invention.
- the requirement of minimum slopes as described above in relation to FIG. 7 could be dispensed with when determining the load distribution.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Acoustics & Sound (AREA)
- Force Measurement Appropriate To Specific Purposes (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
- This is a Non-Provisional Patent Application, filed under the Paris Convention, claiming the benefit of Great Britain (GB) Patent Application Number 1418058.2, filed on 13 Oct. 2014 (13.10.2014), which is incorporated herein by reference in its entirety.
- The invention relates to a method and a data processing device for detecting a load distribution in a roller bearing and to a roller bearing equipped with such a data processing device.
- A reliable detection of load distributions in a roller bearing is important for various purposes including controlling the machine in which the bearing is operating, adapting and creating maintenance schedules for the bearing etc. This holds in particular for bearings which operate in very complex machines where bearing failure has to be avoided. In large-sized roller bearings such as bearings for use in wind turbines, bearing load detection may be valuable for the purpose of remote control and monitoring.
- It is an object of the invention to provide a method and a data processing device capable of reliably detecting a load acting on at least one angle range of a bearing other than the ring equipped with a strain sensor in the range.
- The invention starts from a method for detecting a load distribution in a roller bearing having at least one row of rollers and a strain sensor attached to a first ring. The first ring is configured to rotate relative to a second ring.
- It is proposed that the method comprises the steps of detecting peak heights and peak positions in roller load induced strain signals obtained from the strain sensor and of calculating a load acting on a least one angle range of the second ring using peak heights of a plurality of peak positions falling in the angle range. The rotating first ring including the strain sensor attached sweeps over the circumference of the second ring and probes the load transferred via the rollers arranged between the first ring and the second ring when these pass by the sensor. When mapping the positions and heights of the peaks and the signal resulting from the passing rollers onto the angle position in the reference system of the first ring, the load can be probed in a plurality of points changing over the time. After having sampled a sufficient number of peak heights in various measuring points on the sector corresponding to the angle range, it is possible to reliably detect the load acting on that sector in the time period corresponding to the measuring time.
- Here and in the following, the expression “roller” shall include any kind of rolling element, in particular cylindrical rollers, tapered rollers or toroidal rollers as well as balls. The invention is applicable to various kinds of bearings including single row bearings or double row bearings.
- Further, it is proposed that the step of calculating a load acting on the first angle range includes calculating a median value of the peak heights in this angle range. It has turned out that the median value is sufficiently immune to the occasional perceived higher or lower amplitudes of roller loads caused by increased and decreased spacings respectively and/or in the case of surface wireless sensors (SWS) or portable wireless sensors (PWS) to roller skewing effects.
- According to a further aspect of the invention, it is proposed that the method includes the step of outputting an array containing the median values calculated for each of the sectors of the second ring.
- Preferably, the load values are calculated for a plurality of sectors of equal size covering the entire circumference of the second ring. In a preferred embodiment of the invention, the load values are calculated for eight sectors of 45 degrees each.
- In a preferred embodiment of the invention, the method includes the step of high-pass or band pass filtering the strain signal; determining the zero crossings of the filtered strain signal; determining a peak position as a midpoint between adjacent zero crossings of the strain signals and determining a peak height using the roller induced strain signal at the peak position. The inventors have found that determining the peak position in this way rather than as the position of the local maximum of the signal leads to more reliable results. The peak height can be determined by using a local average over the signal centered on the peak position as defined above.
- Further, it is proposed that the method further includes the steps of determining trough depths and trough positions of troughs in the strain signal; comparing the peak heights and trough depths with predetermined threshold values respectively and disregarding the peak heights in the steps of determining the load distribution when the pertinent peak height and the trough depth between a peak and its neighboring peak are below a respective threshold value. This avoids that double peaks or other artifacts are erroneously identified as signals resulting from passing rollers by making sure that the peaks will be separated clearly by a sufficiently deep trough.
- Further, it is proposed that the method comprises the step of determining the slope of a linear function connecting the zero crossing point and the peak height of a peak following the zero crossing point and discarding the peak for the purpose of determining the load position if the slope falls short of a predetermined minimum slope. In addition or instead of checking the slope between the peak and its preceding zero crossing, it is of course possible to check the slope between a peak and the zero crossing following the peak and/or a slope between a zero crossing and a trough following or preceding the zero crossing.
- Further, it is proposed that the method comprises the step of mapping the roller load induced strain signals onto angle dependent signals relating to angular positions in the reference system of the second (static) ring. It has turned out that using angle positions rather than absolute positions in units of length on a raceway can avoid confusion and errors.
- A further aspect of the invention relates to a data processing device including at least one interface for receiving roller load induced strain signals from a strain sensor, wherein the data processing device implements the method as described above. Preferably, the data processing device is provided with a wireless transmitter configured to be attached to a roller bearing such that the roller loads can be transmitted in a wireless way.
- A further aspect of the invention relates to a roller bearing equipped one strain sensor for capturing roller load induced strain signals and with a data processing device as described above.
- The above embodiments of the invention as well as the appended claims and figures show multiple characterizing features of the invention in specific combinations. The skilled person will easily be able to consider further combinations or sub-combinations of these features in order to adapt the invention as defined in the claims to his or her specific needs.
-
FIG. 1 is a schematic representation a roller bearing including a strain sensor for measuring strains created by passing rollers arranged in a cage and a data processing device according to the invention; -
FIGS. 2a and 2b are schematic representations of possible strain signals to be interpreted by the method according to the invention; -
FIGS. 3a and 3b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention; -
FIGS. 4a and 4b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention; -
FIG. 5 is a schematic representations of graph showing a strain signal, wherein some zero crossings and peaks are highlighted; -
FIGS. 6a and 6b are graphs showing peak centre amplitudes and roller spacings derived from the peak centre amplitudes; -
FIG. 7 illustrates a further method for discarding unreliable peak signals; -
FIG. 8 is a flowchart of a first part of the method according to the invention, wherein a decision whether to carry out the determination of roller spacings; -
FIG. 9 is a flowchart of the roller spacing algorithm according to the invention; -
FIG. 10 is a flowchart of a load distribution algorithm according to the invention; -
FIG. 11 is a data plot showing the peak heights and peak positions extracted from one of RLIS data sample after mapping the peak positions onto a range of shaft angles from 0 tp 360°; and -
FIG. 12 is a circular plot illustrating the median values of the peak heights per sector derived from the data illustrated inFIG. 11 . -
FIG. 1 is a schematic representation of the roller bearing including 24rollers 10 arranged in 6cages 12, wherein each of thecages 12 holds fourrollers 10. Astrain sensor 14 is attached to or embedded into an inner ring of the bearing and connected to the input of adata processing device 16 formed as a microcontroller. - The invention is applicable to configurations with more than one sensor, in particular with three or four sensors arranged on the inner ring or to applications where the
sensor 14 is mounted on the outer ring. - The microcontroller is configured to drive a wireless transmitter mounted in the same electronics pack. Preferably, the electronics pack includes a power harvesting means (not illustrated) for generating power from the rotation of the bearing.
- The six
cages 12 of the bearing are designed so as to be arranged with a predetermined spacing orgap 20 in between each pair ofadjacent cages 12. The distribution of thegaps 20 is subject to dynamical changes depending on friction, load, vibrations or other parameters. If thegaps 20 are equally distributed, i.e. when the gaps between each pair ofadjacent cages 12 have equal width, the spacing between each pair ofadjacent rollers 10 is equal as well and corresponds to a nominal spacing, i.e. therollers 10 are homogenously distributed over the circumference of the inner ring. - In case where the
cages 12 are distributed such that there is only onelarge gap 20, whereas the other gaps are closed because thecages 12 are in contact with each other, the roller spacing between therollers 10 left and right from thelarge gap 20 is larger than the nominal spacing, whereas the roller spacings between neighboringrollers 10 held bydifferent cages 12 contacting each other is smaller than the nominal spacing. The latter extreme cases for the spacings are minimum and maximum spacings for the case ofhealthy cages 12 which are not broken. The presence of spacings above or below these values indicates that there is a broken cage or broken or missing roller. - According to one aspect of the invention, the spacings, i.e. the distance between the centers of neighboring
rollers 10, are detected for the purpose of checking the integrity of thecages 12. - However, the occurrence of very large or very small spacings is a sufficient but not a necessary condition for the existence of a damaged
cage 12. Even if thecage 12 is damaged, therollers 10 may distribute in a perfectly homogeneous way by chance. - The
strain sensor 14 is configured to measure strain induced by passingrollers 10. The signal generated by thestrain sensors 14 will be called roller load induced strain signal or RLIS signal here and in the following. The signal has basically two characteristic periods or frequencies, one corresponding to the delay betweenrollers 10 passing by the sensor and the other period corresponding to the time interval in which all of the rollers in a row, i.e. the entire train of rollers and cage segments, will pass thesensor 14. The latter time interval is also referred to as the fundamental train period. Both periods or the pertinent frequencies depend on whether thesensor 14 is mounted on the outer ring or on the inner ring. - In order to reliably detect cage integrity, it is necessary to have a signal covering multiple cycles of rotation of the
cages 12 with respect to the inner ring. As thecages 12 rotate with roughly half the speed of the outer ring, this means that a signal sample for use in the roller spacing algorithm for checking the cage integrity should include approximately six or more shaft rotations. -
FIGS. 2a and 2b are schematic representations of possible strain signals to be interpreted by the method according to the invention. - The uppermost graph in
FIG. 2a shows that the amplitude of the signal may be varying as a consequence of significant load variations. -
FIG. 2b illustrates an example with one accumulated clearance AC or gap at a position indicated with an arrow. The spacing between two consecutive peaks of the signal is wider than the spacing between other peaks. - In
FIGS. 2a and 2b as well as in the following graphs showing sensor signals, the signal is preprocessed using a band-pass high pass filter filtering out DC offsets and frequency components far below the roller pass frequency. The band pass filter should be as narrow as possible to avoid distortions but wide enough to include the roller pass frequency and at least some harmonics thereof. This is an important point for the invention because it makes sure that the signal is oscillating in a more or less symmetric way around zero. Further, the horizontal axis inFIGS. 2a and 2b as well as in the following figures is an angle of rotation and the vertical axis represents the signal strength in arbitrary units. -
FIGS. 3a and 3b are further schematic representations of graphs showing possible strain signals to be interpreted by the method according to the invention. - The signal of
FIG. 3a shows a large spacing LS1 due to a missing roller as well as some naturally occurring larger spacings LS2. -
FIG. 3b shows a very noisy signal wherein a large accumulated spacing LS exceeding the tolerance for heathy cage integrity can still be observed. - Further schematic representations of graphs showing possible strain signals to be interpreted by the invention are illustrated in
FIGS. 4a and 4b . As illustrated inFIG. 4a , the maxima of the strain signals can assume various shapes including double maxima DM and offset center maxima OCM such that it is immediately clear that the position of the maximum is eventually shifted from the position of the roller center. - Further, as shown in
FIG. 4b , the signals pertaining to some of the peaks do not cross the zero line, whereas the signals belonging to other peaks cross the zero line several times. This is likely to happen in low roller load conditions or in other cases with high signal-to noise ratio. - One of the challenges of the invention is to provide a method which reliably extracts valuable information from the signals illustrated in
FIGS. 2 through 4 . -
FIG. 5 is a schematic representation of a graph showing a strain signal, wherein some zero crossings Z1 through Z4 and peaks P3, P4 are highlighted. The invention proposes to reduce the amount of error by selecting the zero crossings on either side of a ball-pass frequency peak and to determine the roller center to be the midpoint between the two zero crossings. - However, the signal-to-noise ratio increases visibly on the right hand side in
FIG. 5 and the evaluation of these peaks for the purpose of determining the roller centers would obviously not lead to reliable results. As a rule, the signal-to-noise ratio in a range between one half of the fundamental ball pass frequency and twice the fundamental ball pass frequency should be above 60%. - The invention therefore proposes to apply a threshold value T1 as illustrated in a dashed line in
FIG. 5 to the peak heights and to consider only those peaks valid for which the peak height is above the threshold value T1. -
FIG. 6a illustrates the peak center amplitudes, which can be the signal value at the peak position or be computed based on some sort of running average around the previously calculated roller center position andFIG. 6b illustrates a roller spacing calculated based on these peaks. The peaks on the right hand side of the graph fall short of the threshold value and are not used for the calculation of roller spacings inFIG. 6 b. -
FIG. 6b shows the roller spacings defined as the difference of adjacent valid peak positions derived as explained above from the data ofFIG. 6 a. - Though not illustrated, a calculation similar to the assessment of the peak heights according to
FIG. 6a can be done for the trough depths, i.e. the depth of the negative peaks between each pair of two positive peaks. The invention proposes to apply a threshold value to these trough depths as well and to use only those peaks for the assessment of the roller spacings which are clearly separated by a trough with a sufficient depth. The second criterion makes sure that the slope of the signals is sufficiently steep at the zero crossings so as to avoid peaks with multiple zero crossings. - In most of the cases, suitably chosen threshold values for the peak heights and the trough depths are sufficient to discard peaks that do not cross the zero line at all or where the signal does not go below zero at one side.
- In order to even more safely avoid that peaks of the last mentioned type are accounted for, the invention proposes a further method for discarding low signal-to noise roller strains which can be applied as an alternative or in addition to the threshold values on the peak height or trough depths. As illustrated in
FIG. 7 , the absolute slope between a peak maximum and the zero crossing preceding the peak maximum or the slope of a line connecting the center and the preceding zero crossing are calculated and compared against the slope threshold. If the slope does not exceed the threshold, the peak or trough spacings related to the slope are discarded. - Further, the invention teaches to calculate a percentage confidence rating for each roller load induced strain measurement by comparing the number of successfully determined spacings per signal period against the number of
rollers 10 per raceway. Where αS1 and αS2 are the FTFi angles of the first and the last successful spacing measurements, as n the number of spacings measured and ZR the number ofrollers 10 present then: -
Confidence %=(100×360)/(αS2−αS1)*(S M−1)/Z R. -
FIG. 8 provides a flowchart of the decision process whether to carry out roller spacing assessment and the load distribution assessment based on a RLIS reading or not. The data processing device receives threshold values for the rotation speed and angle errors as well as the RLIS data including their start angle, end angle, start speed and end speed. It is checked whether the speed is within a certain band, having limited speed change between start and end of acquisition and that speed change is linear during the acquisition (i.e. not a ramp-up and ramp-down scenario). - It is presumed that any latency between the Start Angle measurement and start of acquisition and the end of acquisition and the End Angle measurement has already been compensated for in the node providing the start and end speeds. The data processing device calculates the theoretical end angle using the start angle, the start speed, the end speed and the time span of the RLIS waveform acquisition in seconds presuming a linear speed change and then calculates the difference to the end angle obtained from the node. If the angular error, i.e. the difference between theoretical end angle and actual end angle is greater than a pre-established threshold then the roller spacing algorithm should not be carried out. The raw RLIS signal can either be discarded or stored in the database for future reference.
-
FIG. 9 provides a high level flowchart of the “roller spacing” algorithm. The data and threshold values are input and the data are mapped on the FTFi period presuming a linear speed change as explained above. The zero crossings, peak positions, peak heights, trough positions and trough depths are then determined and stored in arrays respectively. - Then, a loop for checking the validity of each peak is started and it is checked whether the center heights of the peaks and the slopes of straight lines between the peak center and adjacent zero crossings are above the respective threshold values and whether the peaks are separated by a sufficiently deep trough. If two adjacent peaks are judged valid, the roller spacing is calculated as the difference between the peak positions and the roller spacing is stored. Then, the next peak is checked.
- Finally, the confidence level is calculated and the spacing statistics are made to determine minimum spacing, maximum spacing, average spacing etc.
-
FIG. 10 is a flowchart of the load distribution algorithm according to the invention. The data processing device reads the configuration data including the number of sectors and the sector alignment from the settings. Here and in the following, the word “sector” is used synonymous with “angle range”. The sector alignment indicates whether the top dead center of the inner ring or shaft is located in the center of a sector or at the boundary between two sectors or angular ranges. - Further, the data processing device reads the arrays of peak positions and peak heights calculated by the roller spacing algorithm as described above and the parameters of the data sets including time span of the RLIS sample, number of RLIS samples, initial and final speed and initial angle and calculates the start angle and end angle in terms of shaft degrees or inner ring degrees for each sample.
- Then, the data processing device transforms the peak center positions into shaft angles and applies a correction accounting for the start angle and the sector alignment. Then, the angles are mapped or wrapped to a range from 0-360 degrees and the peaks are assigned to one of the sectors/angle ranges.
- The result of this mapping is illustrated in
FIG. 11 , which is s a data plot showing the peak heights and peak positions extracted from one of RLIS data sample after mapping the peak positions onto a range of shaft angles from 0 to 360°. Although the data are scattered, it is clearly visible that the load concentrates onto some of the sectors, in the example ofFIG. 11 ontosectors - Once all the peaks are assigned to one of the sectors, a median value of the peak heights and a center angle of the sector are calculated. An array with the median values and the center angles is stored, sent or displayed, e.g. in the form of a circular plot as shown in
FIG. 12 , wherein the median values of the data points per sector are illustrated as solid black lines. The center angles of the sectors are illustrated as dashed lines. - The roller load distribution algorithm is not limited to using the peak positions and peak heights calculated by the roller spacing algorithm but could determine the peak positions and peak heights in an independent way in other embodiments of the invention. For example, the requirement of minimum slopes as described above in relation to
FIG. 7 could be dispensed with when determining the load distribution.
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1418058.2 | 2014-10-13 | ||
| GB1418058.2A GB2531258A (en) | 2014-10-13 | 2014-10-13 | Method and data processing device for detecting a load distribution in a roller bearing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| US20160103028A1 true US20160103028A1 (en) | 2016-04-14 |
| US10788382B2 US10788382B2 (en) | 2020-09-29 |
Family
ID=52001308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/879,166 Active 2037-04-16 US10788382B2 (en) | 2014-10-13 | 2015-10-09 | Method and data processing device for detecting a load distribution in a roller bearing |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10788382B2 (en) |
| EP (1) | EP3009824B1 (en) |
| CN (1) | CN105510031B (en) |
| GB (1) | GB2531258A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11060933B2 (en) * | 2018-04-27 | 2021-07-13 | Siemens Aktiengesellschaft | Method for determining loading of a bearing, a computer program product, a control facility and a drive |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106017927B (en) * | 2016-05-18 | 2018-09-11 | 唐智科技湖南发展有限公司 | A kind of retainer method for diagnosing faults of identification bearing roller spacing variation |
| US10788395B2 (en) * | 2017-02-10 | 2020-09-29 | Aktiebolaget Skf | Method and device of processing of vibration sensor signals |
| DE102017112869B3 (en) | 2017-06-12 | 2018-03-22 | Schaeffler Technologies AG & Co. KG | Measuring arrangement for detecting cage loads |
| KR102101824B1 (en) * | 2019-05-03 | 2020-04-20 | 한국콘베어공업주식회사 | Method for estimating length of roller chain using friction sound |
| DE102019210336A1 (en) * | 2019-07-12 | 2021-01-14 | Aktiebolaget Skf | Method for estimating a bearing load using stress parameters to account for a contact angle variation |
| CN111336976B (en) * | 2019-09-23 | 2021-01-15 | 北京交通大学 | Method for detecting radial working clearance in bearing |
| IT201900024030A1 (en) * | 2019-12-16 | 2021-06-16 | Skf Ab | A SYSTEM AND METHOD FOR DETERMINING BEARING PRELOAD BY VIBRATION MEASUREMENT |
| EP3904712B1 (en) * | 2020-04-28 | 2024-06-26 | Siemens Gamesa Renewable Energy A/S | Main bearing for a wind turbine |
| CN115144181B (en) * | 2022-08-30 | 2022-11-11 | 山东梁轴科创有限公司 | Bearing multi-dimensional defect detection method and system |
| CN116827055B (en) * | 2022-09-09 | 2024-01-30 | 东莞市智美生活电子科技有限公司 | Motor structure |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054999A (en) * | 1975-11-03 | 1977-10-25 | The Timken Company | Adjusting process for bearings |
| US5952587A (en) * | 1998-08-06 | 1999-09-14 | The Torrington Company | Imbedded bearing life and load monitor |
| US20040199368A1 (en) * | 2001-05-24 | 2004-10-07 | Simmonds Precision Products, Inc. | Poor data quality identification |
| US20070074587A1 (en) * | 2003-07-18 | 2007-04-05 | Ab Skf | Method and sensor arrangement for load measurement on rolling element bearing |
| US20080095483A1 (en) * | 2004-05-04 | 2008-04-24 | Renishaw Plc | Deformation-Sensing Bearing Having Four Strain Gauges |
| US7716018B2 (en) * | 2004-06-08 | 2010-05-11 | Schaeffler Kg | Method and computer program for determining operating parameters in a roller bearing and a roller bearing which may be analyzed |
| US20110125419A1 (en) * | 2009-11-16 | 2011-05-26 | Nrg Systems, Inc. | Data acquisition system for condition-based maintenance |
| US20120020603A1 (en) * | 2010-07-26 | 2012-01-26 | Aktiebolaget Skf | Roller body for roller bearing |
| US20130233081A1 (en) * | 2010-11-15 | 2013-09-12 | The University Of Cincinnati | Embedded or clip-on device for health monitoring of an article |
| US20130322801A1 (en) * | 2010-12-06 | 2013-12-05 | Aktiebolaget Skf | Load sensing on the basis of transverse deformation |
| US20140324367A1 (en) * | 2013-04-29 | 2014-10-30 | Emerson Electric (Us) Holding Corporation (Chile) Limitada | Selective Decimation and Analysis of Oversampled Data |
| US20160187226A1 (en) * | 2013-08-01 | 2016-06-30 | Ntn Corporation | Bearing device vibration analysis method, bearing device vibration analyzer, and rolling bearing condition monitoring system |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6381208A (en) * | 1986-09-25 | 1988-04-12 | Ono Sokki Co Ltd | Roughness estimating method for track surface of rotating track wheel of roll bearing and for rolling body surface |
| GB2228088B (en) * | 1988-12-16 | 1992-09-16 | Nippon Seiko Kk | Method and apparatus for detecting cracks in bearings |
| DE19938721A1 (en) * | 1999-08-16 | 2001-02-22 | Busch Dieter & Co Prueftech | Method and device for determining damage to cyclically moving machine elements |
| US6593854B2 (en) * | 2000-06-16 | 2003-07-15 | Gsi Lumonics Corporation | System of monitoring bearing performance |
| US7034711B2 (en) | 2001-08-07 | 2006-04-25 | Nsk Ltd. | Wireless sensor, rolling bearing with sensor, management apparatus and monitoring system |
| US6949939B2 (en) | 2003-06-10 | 2005-09-27 | General Electric Company | Methods and apparatus for measuring rotating machine clearances |
| US7860663B2 (en) | 2004-09-13 | 2010-12-28 | Nsk Ltd. | Abnormality diagnosing apparatus and abnormality diagnosing method |
| JP2008541091A (en) | 2005-05-12 | 2008-11-20 | ザ ティムケン カンパニー | Wheel end with load sensing function |
| DE102006033461A1 (en) | 2006-07-19 | 2008-01-31 | Siemens Ag | Radial gap measurement on turbines |
| CN201476912U (en) | 2008-11-03 | 2010-05-19 | 济南大学 | Dynamic-torque non-contact measuring device based on radio frequency data transmission |
| RU2432560C1 (en) | 2010-07-09 | 2011-10-27 | Федеральное государственное унитарное предприятие "Центральный институт авиационного моторостроения имени П.И. Баранова" | Procedure for diagnosis of radial gap in ball bearings |
| CN103917791B (en) | 2011-10-06 | 2016-04-27 | Skf公司 | Energy acquisition Bearing configuration |
| EP2932225B1 (en) * | 2012-12-12 | 2021-05-26 | Aktiebolaget SKF | Detecting irregularities in a rotation of roller bodies in a roller bearing |
| GB2531259A (en) | 2014-10-13 | 2016-04-20 | Skf Ab | Method and data processing device for determining a spacing of rolling elements |
| CN107367238A (en) | 2016-05-13 | 2017-11-21 | 浙江微科机电有限公司 | Novel portable strain test system and test method |
-
2014
- 2014-10-13 GB GB1418058.2A patent/GB2531258A/en not_active Withdrawn
-
2015
- 2015-09-22 EP EP15186144.0A patent/EP3009824B1/en active Active
- 2015-10-09 US US14/879,166 patent/US10788382B2/en active Active
- 2015-10-13 CN CN201510916311.7A patent/CN105510031B/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054999A (en) * | 1975-11-03 | 1977-10-25 | The Timken Company | Adjusting process for bearings |
| US5952587A (en) * | 1998-08-06 | 1999-09-14 | The Torrington Company | Imbedded bearing life and load monitor |
| US20040199368A1 (en) * | 2001-05-24 | 2004-10-07 | Simmonds Precision Products, Inc. | Poor data quality identification |
| US20070074587A1 (en) * | 2003-07-18 | 2007-04-05 | Ab Skf | Method and sensor arrangement for load measurement on rolling element bearing |
| US20080095483A1 (en) * | 2004-05-04 | 2008-04-24 | Renishaw Plc | Deformation-Sensing Bearing Having Four Strain Gauges |
| US7716018B2 (en) * | 2004-06-08 | 2010-05-11 | Schaeffler Kg | Method and computer program for determining operating parameters in a roller bearing and a roller bearing which may be analyzed |
| US20110125419A1 (en) * | 2009-11-16 | 2011-05-26 | Nrg Systems, Inc. | Data acquisition system for condition-based maintenance |
| US20120020603A1 (en) * | 2010-07-26 | 2012-01-26 | Aktiebolaget Skf | Roller body for roller bearing |
| US20130233081A1 (en) * | 2010-11-15 | 2013-09-12 | The University Of Cincinnati | Embedded or clip-on device for health monitoring of an article |
| US20130322801A1 (en) * | 2010-12-06 | 2013-12-05 | Aktiebolaget Skf | Load sensing on the basis of transverse deformation |
| US20140324367A1 (en) * | 2013-04-29 | 2014-10-30 | Emerson Electric (Us) Holding Corporation (Chile) Limitada | Selective Decimation and Analysis of Oversampled Data |
| US20160187226A1 (en) * | 2013-08-01 | 2016-06-30 | Ntn Corporation | Bearing device vibration analysis method, bearing device vibration analyzer, and rolling bearing condition monitoring system |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11060933B2 (en) * | 2018-04-27 | 2021-07-13 | Siemens Aktiengesellschaft | Method for determining loading of a bearing, a computer program product, a control facility and a drive |
Also Published As
| Publication number | Publication date |
|---|---|
| GB201418058D0 (en) | 2014-11-26 |
| CN105510031B (en) | 2020-06-12 |
| GB2531258A (en) | 2016-04-20 |
| CN105510031A (en) | 2016-04-20 |
| EP3009824B1 (en) | 2019-11-13 |
| EP3009824A1 (en) | 2016-04-20 |
| US10788382B2 (en) | 2020-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10788382B2 (en) | Method and data processing device for detecting a load distribution in a roller bearing | |
| US9989439B2 (en) | Method and data processing device for severity assessment of bearing defects using vibration energy | |
| US10564069B2 (en) | Method and data processing device for determining a spacing of rolling elements | |
| CN105765361B (en) | Bearing monitoring device and method | |
| US20190331552A1 (en) | Conveyor and components therefor, monitoring methods and communication systems | |
| US20130116936A1 (en) | Method for Detecting Damage to Bearing | |
| CN105318959B (en) | Method and system for monitoring subsynchronous torsional oscillations of an axis of a steam turbine | |
| EP2573367A3 (en) | Sensor system | |
| JP6695105B2 (en) | Wind power generator condition monitoring device | |
| GB2543522A (en) | Method and data processing device for detecting bearing defects | |
| EP2423144A3 (en) | Yarn travelling information acquiring device and yarn winding machine | |
| US9689660B2 (en) | Method and device for monitoring status of turbine blades | |
| JP2018179752A (en) | Vibration measurement device, state monitoring system, and wind turbine generator provided therewith | |
| WO2016005550A1 (en) | Sensorized bearing unit for detection of shock loads | |
| US10345326B2 (en) | Automatic threshold detection for tachometer signals | |
| CN105627988B (en) | The detection plate inclination checking method and system of a kind of rotor | |
| KR102230463B1 (en) | Diagnosis system and method of defect of equipment component | |
| WO2024170905A1 (en) | Wind turbine rotor shaft monitoring | |
| JP6561720B2 (en) | Bearing evaluation device | |
| Suh et al. | A development of abnomal detection system for wind power Pitch bearing | |
| EP3249412A1 (en) | Apparatus and method for measuring a wind property |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: AKTIEBOLAGET SKF, SWEDEN Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:THOMSON, ALLAN;REEL/FRAME:037083/0819 Effective date: 20151117 |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: FINAL REJECTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE AFTER FINAL ACTION FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: ADVISORY ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: DOCKETED NEW CASE - READY FOR EXAMINATION |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NOTICE OF ALLOWANCE MAILED -- APPLICATION RECEIVED IN OFFICE OF PUBLICATIONS |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NOTICE OF ALLOWANCE MAILED -- APPLICATION RECEIVED IN OFFICE OF PUBLICATIONS |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: PUBLICATIONS -- ISSUE FEE PAYMENT VERIFIED |
|
| STCF | Information on status: patent grant |
Free format text: PATENTED CASE |
|
| MAFP | Maintenance fee payment |
Free format text: PAYMENT OF MAINTENANCE FEE, 4TH YEAR, LARGE ENTITY (ORIGINAL EVENT CODE: M1551); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY Year of fee payment: 4 |