US20090045127A1 - Aircraft Rinse System - Google Patents
Aircraft Rinse System Download PDFInfo
- Publication number
- US20090045127A1 US20090045127A1 US12/257,529 US25752908A US2009045127A1 US 20090045127 A1 US20090045127 A1 US 20090045127A1 US 25752908 A US25752908 A US 25752908A US 2009045127 A1 US2009045127 A1 US 2009045127A1
- Authority
- US
- United States
- Prior art keywords
- fluid
- separator
- aircraft
- tank
- rinse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000012530 fluid Substances 0.000 claims abstract description 299
- 239000002245 particle Substances 0.000 claims abstract description 26
- 239000000356 contaminant Substances 0.000 claims abstract description 15
- 230000032258 transport Effects 0.000 claims abstract description 4
- 230000004907 flux Effects 0.000 claims description 57
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 41
- 239000012528 membrane Substances 0.000 claims description 40
- 238000000926 separation method Methods 0.000 claims description 28
- 238000004891 communication Methods 0.000 claims description 12
- 238000009826 distribution Methods 0.000 claims description 12
- 238000011045 prefiltration Methods 0.000 claims description 5
- 239000013049 sediment Substances 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims 2
- 230000014759 maintenance of location Effects 0.000 claims 1
- 239000002699 waste material Substances 0.000 abstract description 71
- 238000000034 method Methods 0.000 abstract description 46
- 230000002441 reversible effect Effects 0.000 abstract description 19
- 239000013618 particulate matter Substances 0.000 abstract description 3
- 230000000717 retained effect Effects 0.000 abstract description 3
- 238000001914 filtration Methods 0.000 description 36
- 230000007704 transition Effects 0.000 description 29
- 230000008569 process Effects 0.000 description 27
- 239000000047 product Substances 0.000 description 19
- 238000010586 diagram Methods 0.000 description 16
- 238000001035 drying Methods 0.000 description 15
- 239000007787 solid Substances 0.000 description 13
- 238000010926 purge Methods 0.000 description 11
- 238000005086 pumping Methods 0.000 description 9
- 230000033001 locomotion Effects 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000010935 stainless steel Substances 0.000 description 5
- 229910001220 stainless steel Inorganic materials 0.000 description 5
- 229920002449 FKM Polymers 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 238000001223 reverse osmosis Methods 0.000 description 4
- VNDYJBBGRKZCSX-UHFFFAOYSA-L zinc bromide Chemical compound Br[Zn]Br VNDYJBBGRKZCSX-UHFFFAOYSA-L 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- 239000010865 sewage Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 235000012206 bottled water Nutrition 0.000 description 2
- 230000002925 chemical effect Effects 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000001351 cycling effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000003651 drinking water Substances 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 229910000856 hastalloy Inorganic materials 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 230000037361 pathway Effects 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000002351 wastewater Substances 0.000 description 2
- 229940102001 zinc bromide Drugs 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000011001 backwashing Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000012267 brine Substances 0.000 description 1
- 230000005587 bubbling Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008867 communication pathway Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013479 data entry Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 238000005189 flocculation Methods 0.000 description 1
- 230000016615 flocculation Effects 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000004434 industrial solvent Substances 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000009428 plumbing Methods 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000001020 rhythmical effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- HPALAKNZSZLMCH-UHFFFAOYSA-M sodium;chloride;hydrate Chemical compound O.[Na+].[Cl-] HPALAKNZSZLMCH-UHFFFAOYSA-M 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 230000029305 taxis Effects 0.000 description 1
- 239000003053 toxin Substances 0.000 description 1
- 231100000765 toxin Toxicity 0.000 description 1
- 108700012359 toxins Proteins 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000004065 wastewater treatment Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images














































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D17/00—Separation of liquids, not provided for elsewhere, e.g. by thermal diffusion
- B01D17/02—Separation of non-miscible liquids
- B01D17/0202—Separation of non-miscible liquids by ab- or adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D17/00—Separation of liquids, not provided for elsewhere, e.g. by thermal diffusion
- B01D17/08—Thickening liquid suspensions by filtration
- B01D17/085—Thickening liquid suspensions by filtration with membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/14—Ultrafiltration; Microfiltration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/14—Ultrafiltration; Microfiltration
- B01D61/18—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/14—Ultrafiltration; Microfiltration
- B01D61/20—Accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/06—Tubular membrane modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D65/00—Accessories or auxiliary operations, in general, for separation processes or apparatus using semi-permeable membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D65/00—Accessories or auxiliary operations, in general, for separation processes or apparatus using semi-permeable membranes
- B01D65/02—Membrane cleaning or sterilisation ; Membrane regeneration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/30—Cleaning aircraft
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B9/00—Piston machines or pumps characterised by the driving or driven means to or from their working members
- F04B9/08—Piston machines or pumps characterised by the driving or driven means to or from their working members the means being fluid
- F04B9/10—Piston machines or pumps characterised by the driving or driven means to or from their working members the means being fluid the fluid being liquid
- F04B9/109—Piston machines or pumps characterised by the driving or driven means to or from their working members the means being fluid the fluid being liquid having plural pumping chambers
- F04B9/111—Piston machines or pumps characterised by the driving or driven means to or from their working members the means being fluid the fluid being liquid having plural pumping chambers with two mechanically connected pumping members
- F04B9/113—Piston machines or pumps characterised by the driving or driven means to or from their working members the means being fluid the fluid being liquid having plural pumping chambers with two mechanically connected pumping members reciprocating movement of the pumping members being obtained by a double-acting liquid motor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2321/00—Details relating to membrane cleaning, regeneration, sterilization or to the prevention of fouling
- B01D2321/04—Backflushing
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F1/00—Treatment of water, waste water, or sewage
- C02F1/44—Treatment of water, waste water, or sewage by dialysis, osmosis or reverse osmosis
- C02F1/441—Treatment of water, waste water, or sewage by dialysis, osmosis or reverse osmosis by reverse osmosis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention relates to methods and apparatus for the physical separation of solids from fluids, and fluids from gases and the incorporation of same in a novel aircraft rinse system. More specifically, the invention relates to methods and apparatus for separating solids and dissolved constituents from fluids using an arrangement of separators and concentrators, which are pneumatically pressurized and depressurized at desired intervals via electronically controlled poppet valves, which results in the separation of particulates and dissolved constituents from the untreated fluid media. Such invention is used in conjunction with a novel aircraft rinse system, which recaptures and treats used rinse water.
- Suspended solids may be generally classified as particles larger than molecular size (i.e. particle sizes greater than 10 ⁇ 3 mm), which are supported by buoyant and viscous forces existing within water.
- Dissolved materials i.e. particle sizes less than 10 ⁇ 3 mm
- U.S. Pat. No. 5,647,977 discloses that the water from vehicle wash facilities can be completely recycled, without water discharge.
- a complete recycling system may not be cost justified.
- aeration by dissolved oxygen can be used to eliminate foul odors without the foaming problems typically caused by continuously bubbling air in the sumps.
- Additional treatment to remove the suspended solids and reduce the organic materials (other than detergents) in the sump can render the water suitable for reuse, e.g., in the washing part of a vehicle wash cycle, or for discharge where permitted in selected public sewage systems.
- Aircraft are particularly susceptible to corrosion, particularly when flown in highly-corrosive environments, such as near salt water and in areas with dust and blowing sand. Aircraft that operate in these corrosive environments require frequent and expensive maintenance as a result of corrosion. This not only adds to the cost of maintenance of these aircraft, but also increases the down time and unavailability of the aircraft. It is beneficial, therefore, to remove corrosive elements from the exposed components of an aircraft as frequently as reasonably possible.
- the '758 patent also does not disclose an effective rinse system that can be used by various size aircraft, including helicopters, prior to final engine shutdown.
- the present invention discloses a method and apparatus for separating particles, dissolved matter and chemical sub-fractions from a fluid stream.
- the present invention includes a pneumatic pressure source which transports untreated fluid into a separator.
- the untreated fluid is placed under pressure sufficient to drive the unfiltered fluid into and through the filter media within the separator.
- the filtered fluid is then transported to a collection tank.
- the particulate matter retained on the exterior of the filter media may be removed by the instantenous reverse pressurization of the separator thereby forcing filtered waste away from contact with the filter media and into a concentrator which can dewater and dry the filtered waste as desired.
- the concentrated waste is then transported to a waste collection tank where it is retained for appropriate disposal.
- the present invention also discloses a novel poppet valve design which insures leak proof function and can be controlled electronically via standard control inputs or pneumatically by the application of positive or negative pressure.
- the present invention also discloses a novel separator design which utilizes kinetics and cavitation physics to increase filtration efficiency, allowing the separation of chemical sub-fractions from fluid streams below the 1 micron dimension.
- the method and apparatus for separating particles, dissolving matter and chemical sub-fractions from a fluid stream is incorporated into an aircraft rinse system.
- This aircraft rinse system uses a distribution manifold to regulate the flow and distribution of rinse fluid to several adjustable and fixed rinse nozzles.
- the distribution manifold can direct such rinse flow at different flow rates and to different nozzles, depending on the aircraft type that is entering the rinse facility.
- An aircraft such as a helicopter, taxis or hovers onto the rinse area and is sprayed with rinse fluid through the selected nozzles. This can be accomplished while the aircraft engine(s) are still running, for example after the last flight of each day. After the rinse is complete, the aircraft can then taxi or hover away from the rinse facility to its parking spot.
- the rinse fluid used during an aircraft rinse is collected and sent to a first separation tank which removes heavy particulates from the rinse water.
- the rinse water then proceeds to a second separation tank which removes buoyant contaminants from the rinse water.
- the rinse water then proceeds to a pre-filter holding tank until it is processed by the method and apparatus for separating particles, dissolved matter and chemical sub-fractions described above. Once so processed, the clean rinse water is pumped to a post-filter holding tank for use on the subsequent aircraft rinses.
- This embodiment of the invention provides for an economic and environmentally sound system for rinsing aircraft of different types and allows that such rinsing can take place without the aircraft shutting down its engine(s). Consequently, helicopters, for example, can be easily rinsed every day at the end of the last flight and prior to engine shutdown. Such capability greatly reduces the amount of corrosion that such aircraft experience by removing corrosive elements from the aircraft on a frequent basis, thereby reducing aircraft downtime and maintenance expenses.
- FIG. 1 is a schematic diagram illustrating the interaction of the functional components of the molecular separator as depicted in accordance with the present invention
- FIG. 2 is a schematic diagram illustrating the pneumatic pressure pump in more detail
- FIG. 3 is a cross-section view of the filter membrane of the flux cartridge inside the annulus of a separator
- FIG. 4 is a schematic view illustrating the pneumatic ejector pump in more detail
- FIG. 5A is a rear view pictorial diagram of a preferred embodiment of the molecular separator apparatus
- FIG. 5B is a front view pictorial diagram of the molecular separator apparatus
- FIG. 6 is an exploded perspective view diagram of a separator filter pod
- FIG. 7A is an end on view of the top of the valve heads
- FIG. 7B is an end on view of the bottom of the valve heads
- FIG. 8A is an end on view of the top of the first transition plate
- FIG. 8B is an end on view of the bottom of the first transition plate
- FIG. 9A is an end on view of the top of the second transition plate
- FIG. 9B is an end on view of the bottom of the second transition plate
- FIG. 10A is an end on view of the top of the third transition plate
- FIG. 10B is an end on view of the bottom of the third transition plate
- FIG. 11A is an end on view of the top of the main body of the separator filter pod
- FIG. 11B is an end on view of the bottom of the main body of the separator filter pod
- FIG. 12A is an end on view of the top of the fourth transition plate
- FIG. 12B is an end on view of the bottom of the fourth transition plate
- FIG. 13A is an end on view of the top of the fifth transition plate
- FIG. 13B is an end on view of the bottom of the fifth transition plate
- FIG. 14 is a cross section schematic diagram of the poppet valves and poppet valve heads
- FIG. 15 is a side pictorial view of a flux cartridge
- FIG. 16 is a cross section schematic diagram illustrating a concentrator in more detail
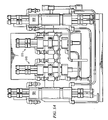
- FIGS. 17-79 are schematic diagrams that depict the process flow of a complete filtration and ejection cycle for two separator filter pods operating in parallel and two concentrators operating in parallel;
- FIGS. 80 and 81 are tabular depictions of the valve opening and closing sequences that correspond to the flow diagram sequence depicted in FIGS. 17-79 ;
- FIG. 82 is a flow chart depicting an aircraft rinse system embodiment of the invention.
- FIGS. 83 a and 83 b are perspective and plan views, respectively, of the surface layout of an aircraft rinse system of the present invention.
- FIG. 84 is a perspective view of a fixed nozzle panel of the aircraft rinse system of the present invention.
- FIG. 85 is a perspective view of an adjustable nozzle panel of the aircraft rinse system of the present invention.
- FIG. 86 is a perspective view of a nozzle of the aircraft rinse system of the present invention.
- FIG. 1 a schematic diagram illustrating the interaction of the functional components of the molecular separator is depicted in accordance with the present invention.
- An untreated fluid containing suspended particles and dissolved matter is placed in a in starting or contaminated fluid storage tank 101 .
- This untreated fluid may include contaminated water, industrial solvents, or any similar fluid or solid from which sub-fractions are to be separated.
- the present invention can separate liquid from liquid, gases from liquids, and gases from solids.
- the untreated fluid might be water contaminated with oil, iron, lead or other toxins or waste products.
- Another example of the fluid to be treated is brine made of zinc bromide (often used to flush drilling holes) from which dissolved solutes are removed such as iron.
- the filtration process begins by drawing the untreated fluid from the starting tank 101 by means of a first pneumatic pump 110 .
- the pneumatic pump 110 alternately draws the untreated fluid through two poppet valves 111 , 112 via the upward and downward motion of the plunger 113 , and alternately pumps the fluid through two out lines 114 , 115 .
- fluid is drawn through poppet valve 112 .
- Simultaneously fluid is pumped out through line 114 .
- valve 112 closes and the untreated fluid is drawn through poppet valve 111 and pumped out through line 115 .
- the untreated fluid moves through lines 114 , 115 to a separator annulus 120 .
- a single separator annulus 120 with flux cartridge 121 inserted therein is shown for ease of illustration. In a preferred embodiment of the present invention, eight such annuli are contained in a single separator filter pod.
- the flux cartridge 121 is the membrane that filters out the desired product from the untreated fluid.
- a space (referred to herein as fluid ring 122 ) exists between the inside surface of the annulus 120 and the outer surface of the flux cartridge 121 .
- untreated fluid As untreated fluid is pumped through line 114 , it passes through poppet valve 124 on top of the annulus 120 and into the fluid ring 122 .
- poppet valve 124 closes and the fluid passes through poppet valve 123 into the fluid ring 122 .
- the untreated fluid moves in a turbulent manner (described in more detail below), allowing the desired product (e.g., water, zinc bromide, etc.) to pass through the flux cartridge membrane and into the interior chamber of the flux cartridge 121 , leaving behind larger particles and molecules as residue in the fluid ring 122 and the exterior of flux cartridge 121 .
- the pressure supplied by pump 110 pushes the filtered product out of the center of the flux cartridge 121 through a valve 127 and into a second pump, called a pneumatic ejector pump 130 .
- the filtered fluid product may leave the flux cartridge 121 through an ejector bypass valve 128 and travel directly to a product collection tank 102 . This ejector bypass is used when a single ejector pump 130 services multiple separator filter pods in alternative embodiments of the present invention.
- the ejector pump plunger 131 is drawn up (as shown in FIG. 1 ), which opens check valves 132 , 133 that are built into the plunger's disc. In this position, the check valves 132 , 133 allow the filtered product coming from the flux cartridge 121 to pass by the plunger 131 and out of the ejector 130 and into the product collection tank 102 .
- This filtration cycle repeats for a pre-determined time period (e.g., 20-25 seconds). At the end of this pre-determined cycle period, the separator is backwashed and cleaned with a reverse flush.
- the reverse flush operation begins by stopping first pump 110 and shutting the poppet valves 123 , 124 at the top of the separator filter pod in which the annulus 120 is contained.
- the pneumatic ejector 130 is activated and plunger 131 is driven downward. This motion closes the check valves 132 , 133 and stops the flow of filtered fluid past the plunger 131 , allowing the plunger to exert pressure on the fluid inside the ejector.
- the fluid is pushed back through valve 127 , through the flux cartridge 121 and into the fluid ring 122 .
- the time period for this reverse ejection flush is approximately 0.35 seconds and is carried out under higher pressure than the normal filtration cycle driven by pump 110 .
- the pressure exerted on the untreated fluid by pump 110 may be up to 150 psi (depending on the viscosity of the fluid involved).
- the pressure exerted by the ejector 130 during the reverse flush may be up to 250 psi.
- This quick, high-pressure reverse burst removes any particles and residue remaining on the outside surface of the flux cartridge 121 and re-homogenizes the particles and residue in the fluid ring 122 back into solution.
- Poppet valve 126 on the bottom of the annulus 120 is then opened to allow the pressurized particles and residue solution to flush out of the fluid ring 122 and into a concentrator annulus 140 .
- the concentrator annulus 140 concentrates the waste flushed from the separator annulus 120 by removing a significant portion of the flush fluid used during the reverse flush cycle. Unlike the separator filter pod, which may contain up to eight annuli in the preferred embodiment, the concentrator annulus 140 contains only one annulus with a flux cartridge 141 disposed therein.
- the flushed waste enters the concentrator annulus 140 through an open poppet valve 143 and into the interior chamber of the concentrator's flux cartridge 141 .
- the desired effluent fluid passes through the membrane of the flux cartridge 141 and into the fluid ring 142 , leaving the concentrated waste residue in the interior chamber of the flux cartridge 141 .
- Poppet valve 147 which is located at the bottom of the concentrator annulus 140 , allows the filtered fluid in the fluid ring 142 to return to the starting tank 101 .
- Poppet valve 143 through which the waste fluid entered the concentrator 140 , is closed and poppet valve 144 is opened to let drying air into the interior chamber of the concentrator flux cartridge 141 . This drying air provides a mechanism to dewater the concentrated waste and drives additional flush fluid through the flux cartridge 141 membrane and through the return poppet valve 147 .
- the drying air poppet valve 144 and fluid return poppet valve 147 are then closed, and poppet valve 145 , located on the top of the concentrator 140 , is opened to allow in pressurized purging air.
- poppet valve 146 is opened which allows the waste residue inside the flux cartridge 141 to escape into a waste collection tank 103 .
- FIG. 2 is a schematic diagram illustrating the pneumatic pump in more detail. This view better illustrates the mechanisms by which untreated fluid is pumped into the separator filter pod through alternating channels.
- the operation of the pump 200 is controlled by monitoring the position of the top disc 201 as it cycles up and down.
- a magnetic strip with a positive pole (not shown) is placed inside the circumference of the upper disc 201 .
- This magnetic strip is detected by two magnetic sensors 210 , 211 positioned or attached along the side of the pump 200 .
- the upper disc reaches the end point of its movement (up or down), one of the sensors 210 , 211 detects its position and relays this to a central controller, which coordinates the function of several solenoids that control the other components in the pump assembly.
- the sensors 210 , 211 are adjustable up and down to facilitate calibration of the pump 200 .
- the top disc 201 is moving upward due to pump air entering the lower half of the air chamber 206 through a hose 221 .
- exhaust air is being pushed out of the upper half of the air chamber 205 through another hose 222 .
- the upward movement of the lower disc 202 draws untreated fluid through a supply line 230 and an open poppet valve 232 and into the lower fluid chamber 204 . Simultaneously, the lower disc 202 pushes fluid from the upper chamber 203 through an upper outflow line 240 . Because the upper poppet valve 231 is closed, fluid is prevented from flowing from the upper chamber 203 back into the supply line 230 during the upstroke. Poppet valves 231 , 232 open and closed at the desired intervals able to move fast to control the fluid flow at high pressure.
- the top disc 201 is approximately six inches in diameter and operated to a maximum pressure of 110 psi at normal water.
- the lower disc 202 is approximately 5 inches, producing a maximum operating pressure of 150 psi at normal water.
- the central controller also instructs a control solenoid (not shown) to open poppet valve 231 and another solenoid (not shown) to close poppet valve 232 . Therefore, as the lower disc 202 moves downward, fluid is drawn into the upper chamber 203 through the upper poppet valve 231 . Poppet valve 232 , now in the closed position, prevents fluid backflow into the supply line 230 as fluid is pushed out of the lower chamber 204 and through lower outflow line 241 . When the upper pump disc 201 reaches the bottom of its movement path, it is detected by lower magnetic sensor 211 , which relays the disc's position to the central controller, and the pumping cycle repeats itself as described above.
- the pneumatic pump and pneumatic ejector pump may include carbon coated pump rods and piston components, which provides additional corrosion protection from contact with the untreated influent, effluent and waste materials involved in the process. Most of the other components are constructed of stainless steel.
- the heads of the poppet valves are made of marine brass because of its malleability, which allows the valves to maintain seal integrity over periods of sustained operation.
- FIG. 3 is a cross-sectional view of the filter membrane 303 of the flux cartridge inside the filter annulus 301 .
- the porous matrix of the filter membrane 303 is created by pressing or sintering metal powder around a bar at high pressure and then annealing it, using well-known metallurgical techniques as is known in the metallurgical art. Other methods of manufacturing filter membranes 303 will be apparent to those of skill in the art.
- the present invention uses a lower membrane thickness than those found in the prior art (e.g. 1 ⁇ 8 inch versus 3/16 inch), which produces a much higher flow rate through the filter membrane 303 . Utilization of these lower thicknesses are possible, in part, due to controlled fluid turbulence which is present in the fluid ring 302 during operation of the invention disclosed herein.
- the turbulent flow of the untreated fluid in the fluid ring 302 is represented by curved arrow 310 .
- This turbulent flow is created and controlled by the rhythmic pumping action of the pneumatic pump (pump 101 in FIG. 1 ).
- the poppet valves i.e. 123 , 124 in FIG. 1
- a temporary drop in pressure in the fluid ring 302 is caused when the poppets switch position (open or closed), creating a slight suction action after each infusion of fluid.
- This suction action causes the fluid to pulse up and down within the fluid ring 302 , resulting in the turbulence represented by arrow 310 .
- This turbulence is magnified or increased by the speed of the fluid moving through the relatively small space in the fluid ring.
- the present invention utilizes turbulent fluid dynamics to manipulate molecular kinetics such that only the desired, smaller molecules will pass through the membrane matrix 303 , shown by arrow 330 .
- a molecule in the fluid ring 302 has to enter at almost a 90° angle or perpendicular to the surface of the membrane 303 when the molecule contacts the membrane, as represented by arrow 320 . Due to the constant fluid turbulence, only the lighter molecules are able to make this turn fast enough to pass through the membrane 303 . Heavier molecules (e.g., hydrocarbons, iron) cannot turn fast enough to reach the appropriate entry vector or angle when they hit the membrane 303 . As shown in FIG.
- a slipstream poppet valve 125 controls the flow of fluid from the separator fluid ring 122 to a slipstream fluid hose or path 104 that feeds back to the start tank 101 .
- this slipstream poppet valve 125 is opened while the first pneumatic pump 110 is pumping pressurized untreated fluid into the separator fluid ring 122 , which allows the untreated fluid to move through the fluid ring 122 at a faster velocity due to the increased pressure differential.
- the present invention is able to turn, for example, a five-micron filter into the functional equivalent of a one-micron filter by increasing the turbulent flow of fluid in the separator fluid ring 122 due to the large pressure differential created by the slipstream path 104 .
- cavitation another chemical effect produced by the filter matrix is cavitation of the filtered fluid as it passes through the membrane 303 .
- Cavitation the formation of bubbles
- a forceful condensation (implosion) of the bubbles occurs when the fluid reaches a region of higher pressure.
- cavitation produces gas bubbles.
- these gas bubbles reach the inner space of the flux cartridge (arrow 330 ), they rapidly implode. During this implosion process, like molecules come together (flocculation) and form precipitates, which allows targeted separation of dissolved material from the filtered fluid.
- Yet another chemical effect produced by the filter matrix is the break up of emulsions in the filtered fluid. As the filter fluid is pushed through the membrane 303 under pressure, emulsions in the fluid are broken.
- the present invention is capable of separating particles from 300 microns down to 58 Angstroms.
- FIG. 4 is a schematic view illustrating the pneumatic ejector pump 400 in more detail.
- the cycling action of the pneumatic ejector pump 400 is controlled by a solenoid 410 that alternates the pump air between two hoses 411 , 412 .
- the cycling of the pneumatic ejector pump 400 is not monitored by magnetic sensors.
- the upper disc 401 is pushed up by air coming into the bottom half of the air chamber 404 through the lower hose 412 .
- exhaust air is pushed out of the upper air chamber 403 through upper hose 411 .
- check valves 431 , 432 built into the seal around the disc are pulled open by friction.
- the pump air through the solenoid 410 is cut off, and the ejector is held in this position for the duration of the filtration cycle.
- filter fluid product leaves the separator filter pod, it enters the pneumatic ejector fluid chamber 405 through line 421 . Because the check valves 431 , 432 are held open in this upstroke position, the fluid product is able to pass by the lower plunger disc 402 and flow out to a collection tank through line 422 .
- the solenoid 410 directs pump air through the upper hose 411 into the upper half of the air chamber 403 , which drives the upper disc 401 downward, forcing exhaust air out of the lower half of the air chamber 404 through the lower hose 412 .
- the lower disc is pushed down, friction from the seal closes the check valves 431 , 432 , preventing fluid from passing through.
- the closed check valves 431 , 432 fluid in the chamber 405 is forced back out through line 421 and back into the flux cartridges positioned within the separator as previously shown herein.
- the time required for the pneumatic ejector 400 to begin exerting pressure is less than approximately 0.10 seconds and the time required to complete the downward stroke is approximately 0.35 seconds.
- the top disc 401 is approximately six inches in diameter and operated to a maximum pressure of 110 psi at normal water.
- the lower disc 402 is approximately 4 inches in diameter, producing a maximum operating pressure of 250 psi at normal water.
- the combination of higher fluid pressure and short stroke time make the reverse flush operation a sudden, shock load to the separator, which aids in the complete and expeditious removal of waste residue from the outer surface of each flux cartridge positioned within the separator annuli.
- FIG. 5A is a rear view pictorial diagram of a preferred embodiment of the molecular separator apparatus. In this view one can see the separator filter pods 501 , 502 that contain the separator filtration annuli and flux cartridges disposed therein, as well as the concentrators 510 , 511 .
- FIG. 5B is a front view pictorial diagram of the apparatus, which depicts the pneumatic pumps 520 , 521 , various fluid connection lines and a control panel 530 .
- First pneumatic pump 520 is the positive pressure pump that pumps the untreated fluid into the filter annuli.
- Pneumatic ejector pump 521 provides the reverse flush fluid and pressure for backwashing the separator pod(s) and transporting the waste residue into the concentrators 510 , 511 .
- the first pneumatic pump 520 and pneumatic ejector pump 521 are positioned vertically to facilitate even surface wear during operations.
- the control panel 530 includes data entry and control inputs and houses the central controller electronics and circuitry required to operate the invention disclosed herein and allow operator control of the performance of the desired processes disclosed herein.
- the control panel 530 may also house electronic equipment enabling the remote control of the unit via wired or wireless communication means as is known in the art.
- the control panel is designed to be capable of being internally pressurized, allowing the invention to be used in hostile environments containing volatile, explosive or corrosive conditions and protecting the enclosed circuitry therein from damage.
- the storage tanks for the various liquids and products, as well as the connection hoses for the controlling solenoids are not shown in FIGS. 5A and 5B for ease of illustration.
- FIG. 6 is an exploded, perspective view of one of a separator filter pod.
- the separator filter pod 600 comprises a main body 605 that contains eight filter annuli disposed therein.
- valve heads 601 , 608 which contain poppet valves which control the inflow and outflow of fluid to and from the separator filter pod 600 .
- transition plates 602 - 604 Between the top valve head 601 and the main body 605 are three transition plates 602 - 604 , which include machined fluid flow pathways for facilitating the distribution of inflow and outflow fluid to and from the separator main body 605 .
- the separator components including the valve heads, transition plates and main body may be constructed from Hastalloy, 316L stainless steel, or other metal alloys sufficient to provide corrosion protection to the components of the invention and containment of the fluids passing through same.
- the preferred embodiment of the present invention uses components fabricated from stainless steel.
- the separator and concentrator components disclosed herein may be integrated with VITON or CALREZ seals for leak prevention and containment under pressure. VITON seals are preferably used with stainless steel embodiments, while CALREZ seals would be preferable for use with embodiments constructed out of Hastalloy.
- FIG. 7A is an end on view of the top of the valve heads 601 and 608 .
- FIG. 7B is an end on view of the bottom of the valve heads 601 , 608 .
- FIG. 8A is an end on view of the top of the first transition plate 602 .
- FIG. 8B is an end on view of the bottom of the transition plate 602 .
- FIG. 9A is an end on view of the top of the second transition plate 603 .
- FIG. 9B is an end on view of the bottom of the transition plate 603 .
- FIG. 10A is an end on view of the top of the third transition plate 604 .
- FIG. 10B is an end on view of the bottom of the transition plate 604 .
- FIG. 11A is an end on view of the top of the main body 605 .
- FIG. 11B is an end on view of the bottom of the main body 605 .
- FIG. 12A is an end on view of the top of the fourth transition plate 606 .
- FIG. 12B is an end on view of the bottom of the transition plate 606 .
- FIG. 13A is an end on view of the top of the fifth transition plate 607 .
- FIG. 13B is an end on view of the bottom of the transition plate 607 .
- the depicted geometric patterns consisting of machined cuts, grooves and holes on and through the transition plates and main body 602 - 607 are fluid flow channels. These particular geometric patterns are used to ensure even fluid flow to and from the eight annuli in the separator main body 605 .
- the transition plates may be secured to the main body of the separator and/or concentrator with internal threaded fastening means and external threaded bolt means, which provide easy access and removal of the transition plates for facilitating flux cartridge removal and replacement.
- FIG. 14 is a cross section schematic diagram of the poppet valve heads 601 , 608 .
- These poppet valves 1401 , 1402 are similar to those illustrated in FIG. 2 but are smaller in dimensional size.
- the third poppet valve cannot be seen in FIG. 14 , as it is disposed on the opposite side.
- the poppet valves in FIG. 14 depict the alternating positions of the valves, which allow the flow of fluid flow into and out of the valve heads and to and from the separator and/or concentrator via the transition plates shown in FIGS. 7A-13B .
- valve 124 when fluid is being pumped through the upper line 114 , valve 124 is open and valve 123 is closed. This can be seen in greater detail in FIG. 14 , with poppet valve 1401 corresponding to valve 124 , and poppet valve 1402 corresponding to valve 123 .
- poppet piston 1401 When poppet piston 1401 is pulled back into the open position, fluid can enter the separator filter pod through opening 1403 . With poppet piston is extended 1402 , fluid is prevented from entering through opening 1404 .
- All of the poppet pistons or valves utilized in the invention disclosed herein may also include a circumferential indentation in the head of the piston to retain an O-ring seal 1405 (preferably VITON), as shown in FIG. 14 , to prevent fluid leakage or blowby during operations.
- O-ring seal 1405 preferably VITON
- FIG. 15 is a side pictorial view of a flux cartridge.
- the flux cartridge 1500 is essentially a metallic narrow tube annealed to form a porous media of desired size (e.g. 10 micron, 5 micron, etc.), although other filtration media could be adapted for the desired purpose as is known in the art.
- the body of the flux cartridge tube 1510 constitutes the filter membrane described herein.
- Welded to either end of the flux cartridge body 1510 are seating heads 1501 , 1502 , with a circumferential indentation for retaining an O-ring seal (preferably VITON seals) 1503 , 1504 , respectively.
- O-ring seal preferably VITON seals
- Flux cartridges are inserted into cylindrical holes that run the length of the separator filter pod main body.
- the openings of these cylindrical holes are shown in FIGS. 6 , 11 A and 11 B.
- Each one of the cylindrical holes constitutes a fluid inlet or outlet to an annulus within the separator.
- the inner portion of the seating heads on the flux cartridges fit into the annulus openings within the separator filter pod main body.
- the outer portion of the seating heads fit into matching holes in the proximate transition plates 604 and 606 .
- the matching holes in the transition plates 604 , 606 are shown in FIGS. 10B and 12A , respectively.
- FIG. 16 is a cross section schematic diagram illustrating a concentrator in more detail.
- the concentrator 1600 contains only one annulus 1610 with a single flux cartridge 1620 .
- the fluid ring 1630 of the concentrator 1600 is considerably larger than that of the separator filter pod annuli, and the flux cartridge 1620 is also larger than the separator filter pod flux cartridges. This larger size (volume capacity) is necessary since the single annulus 1610 in the concentrator 1600 must process waste fluid from all eight annuli in the separator filter pod.
- a concentrator filters waste fluid in the opposite flow direction in comparison to the separator filter pod.
- Waste fluid from the separator filter pod flows into the center into the center of the concentrator flux cartridge 1620 as indicated by arrow 1640 .
- the desired fluid then filters through the membrane of the flux cartridge 1620 into the fluid ring 1630 , similar to the process described above in relation to FIG. 3 .
- the fluid flows out through the fluid return line back to the start tank, as indicated by arrow 1650 .
- drying air enters the center of the flux cartridge 1620 through the same path indicated by arrow 1640 . This drying air pushes additional fluid through the filter membrane of the flux cartridge 1620 and further concentrates the waste.
- a burst of purge air enters the fluid ring 1630 as indicated by arrow 1660 .
- This burst of purge air is similar to the reverse ejection flush used with separator filter pods. Its purpose is to remove waste reside adhering to the flux cartridge 1620 , but in this case, the waste reside must be removed from the inside surface of the flux cartridge 1620 rather than the outer surface which is exposed to the fluid ring 1630 .
- the purge may also be performed with any other preferred fluid in place of air.
- the waste removed by the purge is flushed out of the flux cartridge 1620 as indicated by arrow 1670 into a reject collection tank, as previously discussed.
- FIGS. 17-79 are schematic diagrams that depict the process flow at the indicated approximated time interval of a complete filtration and ejection cycle for two separator filter pods operating in parallel and two concentrators operating in parallel.
- FIGS. 17-81 additionally depict the various open or closed positions of the poppet valves, and thus the flow of fluid through the system, during the various states of the operational cycles of the invention disclosed herein.
- the poppet valves disclosed herein may also be referenced by the indicated numerals ( 1701 - 1726 ) as shown in relation to the each referenced valve.
- valves 1701 , 1702 and 1707 , 1708 may be referred to as the fluid inlet valves, which control the flow of untreated fluid from the start tank to the separator filter pods.
- Valves 1703 and 1709 are referred to as the ejector bypass valves.
- Valves 1704 and 1710 are the slipstream valves.
- Valves 1705 and 1711 are the reject out or contaminant waste valves.
- Valves 1706 and 1712 are the filtered fluid out valves.
- valves 1713 and 1718 are referred to as the fluid return valves, which control the flow of return fluid from the concentrators to the initial start tank.
- Valves 1714 and 1719 are the reject out valves, which control the flow of waste residue from the concentrator to the reject collection tank.
- Valves 1715 and 1720 are the reject in valves which control the flow of waste fluid from the separator filter pods into the concentrators.
- Valves 1716 and 1721 control the flow of drying air into the concentrators so as to dry and further dehydrate the waste fluid being concentrated therein.
- Valves 1717 and 1722 control the flow of air or fluid being introduced into the concentrator for removal of the concentrated contaminants or waste to reject collection tank.
- the pneumatic pump is referenced as PP and the ejector pump is referenced as PEJ.
- the valves that control the flow of primary pump air and exhaust to and from the pump and ejector are referenced as valves 1723 and 1724 , respectively.
- Poppet valves 1725 and 1726 control the flow of untreated fluid from the start tank to the pneumatic pump PP.
- the magnetic sensors S 1 , S 2 which monitor the position of the pump piston, as described in detail above.
- FIGS. 17-70 illustrates the use of the ejector bypass, which was briefly described above.
- the ejector bypass configuration depicted in FIGS. 17-19 allows a single ejector to service two separator filter pods. This configuration reduces operating costs compared to using a single ejector for each separator filter pod.
- FIGS. 17-79 only two separator filter pods Q 1 , Q 2 are depicted in FIGS. 17-79 , and as in FIG. 1 , only one annulus is used to represent each separator filter pod, which would normally contain eight annuli in each pod.
- FIGS. 5A and 5B This is the same configuration illustrated in FIGS. 5A and 5B .
- separator filter pods Q 1 , Q 2 are operating in parallel, meaning untreated fluid is being pumped into them directly from the same source.
- FIGS. 17-81 The approximate time sequence of the valve operation, and the flow sequence during the operational cycle of the present invention is referenced in seconds for each State shown is FIGS. 17-81 .
- the states and times shown on FIGS. 17-81 are not to be construed as limitations on the function of the invention disclosed herein, but serve as merely an indicator of the approximate time progression throughout the inventive method disclosed herein.
- FIG. 17 depicts the pre-operational state of the apparatus before operations commence in the referenced operational state.
- FIG. 18 depicts the commencement of operations wherein untreated fluid is pumped into the separator filter pods Q 1 , Q 2 .
- Untreated fluid is drawn from the start tank into the fluid chamber of the pneumatic pump PP through poppet valve 1726 .
- Fluid is also pumped from the pneumatic pump PP into the fluid rings of separator filter pods Q 1 and Q 2 through poppet valves 1701 and 1702 , respectively.
- Filtered fluid flows from the first separator filter pod Q 1 through poppet valve 1706 and the ejector PEJ and into a product collection tank.
- Filtered fluid from the second separator filter pod Q 2 passes through the ejector bypass valve 1709 directly into the product collection tank.
- FIG. 19 depicts the next state in the filtration cycle.
- the air valve 1723 on the pneumatic pump PP changes the direction of the primary pump air and exhaust, causing the pump to reverse direction.
- Untreated fluid is now drawn into the pneumatic pump PP through the second poppet valve 1725 , and is pumped into the separator filter pods Q 1 , Q 2 through the alternate set of fluid inlet valves 1702 , 1708 , respectively.
- filtered fluid from separator-filter pod Q 1 continues to flow through the ejector PEJ, while filtered fluid from pod Q 2 bypasses the ejector PEJ and proceeds into the product collection tank.
- FIGS. 20 , 22 , 24 , and 26 depict states identical to FIG. 18
- FIGS. 21 , 23 , and 25 depict states identical to FIG. 19
- the process state depicted in FIG. 27 is almost identical to that of FIG. 19 , with the exception that the flow of untreated fluid to separator filter pod Q 1 has been cut off in anticipation of the ejection cycle.
- FIG. 28 depicts the first state in the ejection cycle for separator filter pod Q 1 .
- the air control poppet valve 1724 for the ejector PEJ switches the direction of primary pump air and exhaust, causing the ejector piston to descend and force fluid back through the membrane in the separator filter pod Q 1 .
- Poppet valves 1715 and 1713 on concentrator C 1 also open in anticipation of waste fluid being flushed from separator filter pod Q 1 . Since filtered fluid from the second separator filter pod Q 2 is moving through ejector bypass valve 1709 , it is unaffected by the ejection cycle and continues to receive and filter untreated fluid from the pneumatic pump PP through poppet valve 1708 .
- the state depicted in FIG. 29 is a continuation of the ejection flush of separator filter pod Q 1 .
- the pump air valve 1723 again switches the pump air stream, causing the pneumatic pump PP to move downward, drawing untreated fluid from the start tank through poppet valve 1726 , and pumping untreated fluid into separator filter pod Q 2 through inflow poppet valve 1707 . Positive pressure is maintained from the ejector PEJ to separator filter pod Q 1 .
- the state depicted in FIG. 30 corresponds to the process state depicted in FIG. 28 , as the filtration cycle for separator filter pod Q 2 continues with the pneumatic pump PP switching direction and moving upward, pumping fluid through inlet valve 1708 .
- the waste outflow valve 1705 opens, allowing pressurized waste fluid to be flushed out of the separator filter pod Q 1 and into concentrator C 1 open reject in valve 1715 .
- the waste outflow valve 1705 opens, allowing pressurized waste fluid to be flushed out of the separator filter pod Q 1 and into concentrator C 1 open reject in valve 1715 .
- fluid flows through the membrane in the concentrator C 1 , it returns to the start tank through the open fluid return poppet valve 1713 .
- FIG. 32 depicts a reversal of the ejector bypass process as the ejection cycle for separator filter pod Q 1 ends.
- Positive pressure from the ejector PEJ is cut off as poppet valve 1724 switches the direction of primary pump air and exhaust, causing the ejector piston to move upward.
- Waste outflow valve 1705 on separator filter pod Q 1 also closes.
- separator filter pod Q 1 resumes a new filtration cycle as untreated fluid is pumped into it through open fluid inlet poppet valve 1701 .
- Filtered fluid now flows out of separator filter pod Q 1 through the ejector bypass valve 1703 directly to the product tank, rather than through the ejector PEJ.
- filtered fluid leaving separator filter pod Q 2 now moves through valve 1712 and the ejector PEJ before reaching the product tank.
- the concentrator C 1 continues to filter fluid from the waste material flushed out of separator filter pod Q 1 .
- the filtration cycle continues as the pneumatic pump PP moves upward, drawing untreated fluid from the start tank through poppet valve 1725 and pumps it into the separator filter pods Q 1 , Q 2 through inflow valves 1702 and 1708 , respectively.
- Waste inflow valve 1715 on concentrator C 1 now closes, as fluid continues to filter through the concentrator membrane.
- drying air flow poppet valve 1716 opens, allowing drying air into the concentrator C 1 to dry and dewater the concentrated waste collected within the concentrator.
- Fluid return valve 1713 remains open to allow filtered waste fluid to return to the start tank via the fluid return line.
- FIGS. 36 , 38 , and 40 correspond to those described in FIG. 34 .
- FIGS. 37 , 39 and 41 correspond to the process described in FIG. 35 , as the alternating filtration cycle continues with the waste residue in the concentrator C 1 continuing to dry.
- FIG. 42 is similar to FIG. 34 , with the exception that all fluid flow from the pneumatic pump PP to the second separator filter pod Q 2 has been cut off in anticipation of the oncoming reverse ejection flush of separator filter pod Q 2 .
- FIG. 43 depicts the first state in the ejection cycle for separator filter pod Q 2 .
- the air control poppet valve 1724 for the ejector PEJ switches the direction of primary pump air and exhaust, causing the ejector piston to descend and force fluid back through the flux cartridge membrane in the separator filter pod Q 2 .
- Poppet valves 1720 and 1718 on concentrator C 2 also open in anticipation of waste fluid being flushed from separator filter pod Q 2 . Since filtered fluid from the separator filter pod Q 1 is moving through ejector bypass valve 1703 , it is unaffected by the ejection cycle and continues to receive and filter untreated fluid from the pneumatic pump PP through poppet valve 1702 .
- the state depicted in FIG. 44 is a continuation of the ejection flush of separator filter pod Q 2 .
- the pump air valve 1723 again switches the pump air stream, causing the pneumatic pump PP to move downward, drawing untreated fluid from the start tank through poppet valve 1726 , and pumping untreated fluid into separator filter pod Q 1 through inflow poppet valve 1701 . Positive pressure is maintained from the ejector PEJ to separator filter pod Q 2 .
- the state depicted in FIG. 45 corresponds to that shown in FIG. 43 , as the filtration cycle for separator filter pod Q 1 continues with the pneumatic pump PP switching direction and moving upward, pumping untreated fluid through inlet valve 1702 .
- the waste outflow valve 1711 is opened allowing pressurized waste fluid to be flushed out of the separator filter pod Q 2 and into concentrator C 2 .
- fluid flows through the membrane in the concentrator C 2 , it returns to the start tank through the open fluid return poppet valve 1718 .
- FIG. 47 depicts another reversal of the ejector bypass process as the ejection cycle for separator filter pod Q 2 ends.
- Positive pressure from the ejector PEJ is cut off as poppet valve 1724 switches the direction of primary pump air and exhaust, causing the ejector piston to move upward.
- Waste outflow valve 1711 on separator filter pod Q 2 also closes.
- separator filter pod Q 2 resumes a new filtration cycle as untreated fluid is pumped into it through poppet valve 1707 .
- Filtered fluid now flows out of separator filter pod Q 2 through the ejector bypass valve 1703 directly to the product tank as it did in FIGS. 18-31 .
- filtered fluid leaving separator filter pod Q 1 again moves through outflow valve 1706 and the ejector PEJ.
- Both concentrators C 1 , C 2 continue to filter fluid from the waste material with concentrator C 1 still exposed to drying air.
- the filtration cycle continues as the pneumatic pump PP cycles and pumps fluid into separators Q 1 , Q 2 through inlet valves 1702 , 1708 respectively.
- waste inflow valve 1720 on concentrator C 2 closes, as fluid continues to filter through the concentrator C 2 flux cartridge membrane.
- the pneumatic pump continues to cycle as the filter process continues, and drying air poppet valve 1721 opens exposing the waste contents in concentrator C 2 to drying air.
- FIG. 51 depicts the continuation of the filtering cycle, as the pneumatic pump PP continues to cycle.
- FIGS. 52 and 54 correspond to FIG. 50
- FIG. 53 corresponds to FIG. 51
- the process state in FIG. 55 is similar to that of FIG. 51 , except poppet valve 1716 on concentrator C 1 has closed off the flow of drying air and fluid return valve 1713 has also closed.
- the pneumatic pump PP continues to cycle and valve 1717 on concentrator C 1 opens, allowing purging air to pressurize the concentrator C 1 .
- the pneumatic pump PP is shown in the downstroke position and reject outflow valve 1714 opens, thereby creating a pressure differential that flushes the waste out of the concentrator C 1 and into a reject collection tank.
- the pneumatic pump PP cycles and begins an upstroke as shown in FIG. 58 , fluid flow into separator filter pod Q 1 is cut off in anticipation of another ejection flush. Waste outflow valve 1714 on concentrator C 1 is also closed.
- FIG. 59 depicts the beginning of a second reverse flush of separator filter pod Q 1 as the ejector pump PEJ piston cycles downward and forces fluid back through the separator flux cartridge membrane. Poppet valves 1715 and 1713 on concentrator C 1 open again in anticipation of the ejection of waste from separator pod Q 1 .
- FIGS. 60-70 The sequence of states depicted in FIGS. 60-70 is similar to that of FIGS. 29-39 , except for the waste material present in concentrator C 2 in FIGS. 60-70 .
- the ejector bypass configuration switches again, and a new filtration cycle begins with Q 1 using ejector bypass valve 1703 , and separator filter pod Q 2 using fluid outflow valve 1712 to the ejector PEJ. Waste from the second flush of separator filter pod Q 1 is filtered and dried in concentrator C 1 , while waste from the first flush of separator filter pod Q 2 continues to dry in concentrator C 2 .
- FIG. 72 depicts the purge air valve 1722 on concentrator C 2 opening in preparation for the introduction of purge air into concentrator C 2 .
- FIG. 73 The state depicted in FIG. 73 is a continuation of FIG. 72 .
- waste in concentrator C 1 continues to dry, while the introduction of purge air into concentrator C 2 pressurizes the waste collected within the concentrator C 2 flux cartridge.
- the reject outflow valve 1719 on concentrator C 2 opens, creating a pressure differential and allowing the pressurized waste residue to escape into the reject collection tank.
- poppet valve 1713 is opened, allowing the drying air and any fluid located in the fluid ring of concentrator C 1 to be transported to the start fluid tank for recycling through the system.
- FIG. 78 continues the filtration and ejection cycles depicted in FIG. 77 , with separator filter pod Q 2 remaining under positive pressure from the ejector PEJ and the pneumatic pump PP switching direction as fluid inflow to filter Q 1 switches from valve 1701 to 1702 .
- the waste outflow valve 1711 on separator filter pod Q 2 opens, allowing the waste material to be flushed into the concentrator C 2 .
- FIGS. 80 and 81 are tabular representations of the poppet valve operational positions during the referenced operational states for the flow process depicted in FIGS. 17-79 .
- a shaded block indicates that the referenced valve is in the open position allowing the flow of fluid there through for the referenced approximated time interval at the referenced state in the process.
- the present invention allows multiple separator filter pods and concentrators to be combined in several configurations to improve particular operating characteristics of the system and reduce costs.
- the separator filter pods provided by the present invention may be operated in parallel (as described above) or in series. Parallel filtration maximizes the volume of fluid that can be treated within a given time frame.
- separator filter pods when separator filter pods are operated in series (meaning filtered fluid flows from one pod directly into the next), they can progressively filter or separate particles and molecule of progressively smaller dimensions. For example, if four separator filter pods are operated in series, the first separator pod might filter particles 20 microns or greater in dimension, the second separator pod at 10 microns, the third separator pod at five microns, and the fourth separator pod at one micron.
- the size of the particles to be filtered in the above example is arbitrary, but is meant to merely illustrate how multiple separator pods can be configured in series to increase filter and separation efficiency.
- concentrators may also be used in parallel or series. Similar to the separator filter pods, parallel operation of multiple concentrators maximizes the volume of waste residue that is processed in a given time frame. Operating concentrators in series progressively decreases the fluid remaining in the waste product as the residue move from one concentrator directly into the next concentrator in the formation.
- the example apparatus shown in FIG. 5A includes two concentrators 510 , 511 . If these concentrators were operated in series, the resulting reject waste is significantly drier than if the concentrators operate in parallel. In a preferred embodiment of the present invention, if a third concentrator is added in the series, the reject waste product which would be discharged after the completion of the process would comprise dry dust. In this form, many considerable advantages of dry waste disposal would be evident, including the decreased volume of space required to dispose of dry dust versus wet sludge.
- the present invention can be applied to many industries. Examples include the petroleum industry for separation of waste streams, the aircraft industry for clear water rinses for corrosion control on aircraft, and the pharmaceutical industry. Likewise, the present invention has myriad applications in the polymerization industry, municipal water and waste water treatment, desalinization, catalyst recovery and steel manufacturing. Whereas prior art filter applications lose roughly 30-40% of their efficiency after initial contact with a waste stream, the present invention maintains its effectiveness over extended periods of continual use. For example, a single apparatus of the present invention can process 22,000 gallons of crude oil in 20 hours, bringing it to pipeline grade in one day. Similarly, the inventive apparatus and method disclosed herein can process and convert up to 60,000 gallons of non-potable water into potable water in one day.
- the power requirement to power the apparatus and method discussed herein is generally 120 Volts-7 Amperes.
- the invention is lightweight, weighing approximately 2000 pounds in the preferred embodiment, is highly mobile and maybe stationed on a skid, pallet or wheeled trailer for easy transport to the site.
- the flow lines and hoses which provide fluid communication pathways between the components of the inventive apparatus disclosed herein may be manufactured as machined stainless steel piping, Hatalloy or from other materials as appropriate for handling the fluids to be treated as well as the operational environment. They may be fitted to the various components of the disclosed invention using threaded connectors, quick connect/disconnect fittings, or by other attachment means as is known in the art.
- FIG. 82 is a flow chart depicting one embodiment of this aircraft rinse system.
- the system described in FIG. 82 is found on one side of the aircraft “rinse rack” or “rinse pad,” said terms used interchangeably herein, and is duplicated such that an identical system is found on the opposite side of the aircraft rinse rack, as is partially shown in more detail in FIGS. 83 a and 83 b .
- the invention can also be practiced with a single system.
- used aircraft rinse fluid is collected 2010 as run-off from the rinse pad on which the aircraft is sitting during the rinse procedure.
- the collected run-off 2010 is diverted to a stage 1 separation tank 2012 .
- This stage 1 separation tank 2012 comprises a sediment trap type tank to allow sediment, such as sand and other heavy particles, to settle to the bottom of the tank.
- the sediment can later be removed manually or by other means known in the art.
- stage 2 separation tank 2014 Rinse fluid less the sediment then flows into a stage 2 separation tank 2014 .
- the stage 1 tank 2012 and the stage 2 tank 2014 are in fluid communication near the fluid surface level of each tank.
- the stage 2 separation tank 2014 is a scum skimming tank that removes scum and other floating debris from the surface of the fluid. This is accomplished using screens or other means known in the art.
- the stage 2 separation tank 2014 is in fluid communication below the fluid surface level, preferable at the bottom of the tank 2014 , with a stage 3 separation tank 2016 .
- This stage 3 separation tank 2016 is a pre-filter holding tank which, in one embodiment, has a 3,000-gal. capacity. Since a duplicate system is provided on the opposite said of the aircraft rinse rack, this gives the overall system a used fluid collection capacity of 6,000 gallons.
- this stage 3 separation tank 2016 can have an inlet from the local water supply for the purpose of adding makeup water in order to replace the water not collected as run-off from the aircraft rinse due to vapor losses to the atmosphere and fluid slung or splashed beyond the fluid collection surface.
- the stage 3 separation tank 2016 is typically closed to the external environment, while the stage 1 tank 2012 and the stage 2 tank 2014 are typically open to the environment.
- stage 4 molecular separator 2018 When it is necessary to conduct a filtering cycle, fluid from the stage 3 separation tank 2016 is pumped to the stage 4 molecular separator 2018 , such as one of the embodiments described in more detail above.
- the stage 4 separation unit 2018 in one embodiment, comprises twelve (12) filters and twelve (12) pumps with a 360 gallon-per-minute capacity. With a three-minute duty cycle, this allows the stage 4 separator to treat the entire contents of the stage 3 tank 2016 in less than twelve minutes even if one or more filters are offline. Filtered fluid from the stage 4 molecular separator 2018 is pumped to a stage 5 post-filter holding tank 2020 . The necessity of conducting a filtering cycle is dependent on maintaining a pre-determined fluid level in the stage 5 tank 2020 .
- this stage 5 tank 2020 has a capacity of 3,000 gallons.
- a filtering cycle is performed whenever the stage 5 tank capacity falls below a prescribed level.
- make-up water is added to the stage 3 separation tank 2016 as described above.
- the stage 5 tank 2020 contains one or more pumps for pumping rinse fluid to a fluid distribution manifold 2032 .
- Contaminants from the stage 4 separation unit 2018 are routed as a slurry to a reject tank 2024 , which in one embodiment has a 100-gal. capacity. This slurry is then routed to a concentrator 2026 with the waste going to a waste holding tank 2028 and clean fluid being pumped from the concentrator 2026 into the stage 5 tank 2020 .
- the stage 5 tank can also be connected to a reverse osmosis system 2030 that can be set to automatically condition a portion of the fluid held in the stage 5 tank 2020 in order to maintain required purity levels.
- the reverse osmosis system 2030 can automatically condition a portion of the fluid maintained in the stage 5 tank 2020 whenever monitored levels of contaminants exceed a minimum predetermined value. Impurities removed by the reverse osmosis system 2030 are pumped to the reject tank 2024 for processing in the concentrator 2026 as described above. Collected waste from the process is periodically removed from the waste holding tank 2028 for disposal.
- one or more pumps in the stage 5 tank 2020 pump rinse fluid into a fluid distribution manifold 2032 .
- This fluid distribution manifold 2032 has a plurality of exit ports. Each one of these exit ports is in fluid communication via a pipe or hose with an individual nozzle positioned on the rinse rack 2040 , as will also be described in more detail below.
- a controller is used to open and close individual exit ports from the fluid distribution manifold 2032 such that the individual flow rates of nozzles can be controlled dependent upon the type of aircraft used in the aircraft rinse system.
- Used rinse water is then returned to the system for processing as collected runoff 2010 .
- each rinse cycle lasts one minute with an overall system capacity of 1500 gallons per minute. Such capacity, given the system described herein, allows for four successive aircraft rinses without the necessity of conditioning the used rinse fluid.
- FIGS. 83 a and 83 b are a perspective view and a plan view, respectively, of one embodiment of the aircraft rinse rack or rinse pad 2040 .
- Two duplicate sets of the stage 1 tank 2012 , stage 2 tank 2014 , and stage 3 tank 2016 are shown on opposite sides of the rinse rack 2040 . It will be understood that, while duplicate systems are not required, having duplicate systems precludes the necessity of routing all of the collected used rinse water to one central location on one side of the rinse rack 2040 for treatment and storage.
- the center of the rinse rack comprises an aircraft taxiway having an entering side 2042 and an exiting side 2044 . Typically, this center portion is 60 feet wide and 220 feet long.
- An aircraft such as a helicopter, is moved into position on the center of the taxiway and placed over what is depicted in FIGS. 83 a and 83 b as a grouping of a plurality of nozzle boxes 2046 .
- each nozzle box 2046 will have an associated nozzle 2070 , such as shown in FIG. 86 .
- Each nozzle 2070 is connected by a hose or other plumbing at its input end 2074 to the distribution manifold 2032 previously described in conjunction with FIG. 82 .
- FIGS. 83 a and 83 b are covered by nozzle box covers 2060 , 2062 depicted in FIGS. 84 and 85 .
- One embodiment of the nozzle box cover 2060 involves a fixed nozzle position. Such embodiment is illustrated in FIG. 84 has three threaded female nozzle receivers 2064 in which a nozzle 2070 (depicted in FIG. 86 ) is threaded into using the threads 2072 found at the male discharge end 2076 of the nozzle 2070 .
- FIGS. 83 a and 83 b the fixed port nozzle box 2060 of FIG.
- FIG. 85 This adjustable discharge nozzle box cover 2062 likewise has a threaded female receiving portion 2066 through which the male threads 2072 on the discharge end 2076 of the nozzle 2070 are mated.
- FIG. 85 This adjustable discharge nozzle box cover 2062 likewise has a threaded female receiving portion 2066 through which the male threads 2072 on the discharge end 2076 of the nozzle 2070 are mated.
- the adjustable discharge nozzle box 2062 has a rotatable nozzle receiving ball 2068 that can be adjusted in order to direct the discharge of any specific nozzle 2070 .
- This adjustability allows for the manual adjustment of specific nozzles 2070 in order to accommodate different sizes and types of aircraft on the aircraft rinse ramp and to make adjustments to rinse fluid spray patterns.
- the nozzle box 2062 embodiment shown in FIG. 85 further has witness marks 2070 to assist with the consistency of such adjustments, although such witness marks 2070 are an alternative embodiment to the invention as an adjustable discharge nozzle box 2062 without witness marks 2070 can also be used.
- nozzle boxes 2046 at the periphery of the rinse rack 2040 contain nozzles that are adjusted in order to spray rinse fluid on the top of the rotor blades and the tail rotor. It should be understood that the positioning of the nozzle boxes 2046 can vary greatly depending on the type of aircraft to be rinsed and the spray patterns desired.
- non-manual adjustments to the rinse system can also be made by virtue of a controller (not shown) connected to the fluid distribution manifold 2032 of FIG. 82 in order to control the flow rates of individual nozzles 2070 located throughout the rinse rack 2040 .
- This controller is activated, in one embodiment, by a pilot keying his microphone on a specific radio frequency, such as an FM radio frequency.
- the number of times the pilot keys his microphone during a set time period corresponds to the type of aircraft to be rinsed. For example, keying the microphone three times in six seconds can indicate that a small helicopter is to be rinsed, while keying the microphone five times in six seconds can indicate that a larger helicopter is to be rinsed.
- the controller receives this radio transmission and sets the flow rates on the manifold 2032 exit ports to correspond with the desired flow rates at each of the nozzles 2070 located at various nozzle boxes 2046 , in order to most efficiently rinse the type of aircraft entering the rinse rack 2040 .
- the manifold 2032 exit port flow rates can be selected manually by an operator interface with the controller or by other means known in the art.
- aircraft are rinsed on the aircraft rinse rack 2040 with their engine(s) running.
- the aircraft rack 2040 has as its high point the very center taxiway portion of the aircraft rack and, as shown in FIGS. 83 a and 83 b , gently slopes along inclined aprons 2045 on either side of the taxiway to the outside edges of the rack 2040 towards the various separation tanks 2012 , 2014 , 2016 .
- the aprons 2045 are forty-five feet wide, giving the entire rinse pad a dimension of 150 feet wide by 220 feet long.
- a curb 2048 along the outside edge of the aprons 2045 facilitates the collection of the used rinse water and directs it towards the stage 1 tank 2012 .
- the rinse pad 2040 depicted in FIGS. 83 a and 83 b is shown as a fixed construction such that the separation tanks 2012 , 2014 , 2016 are in-ground. However, it should be understood that the principles disclosed by Applicants can likewise be utilized in a portable rinse rack system. Further, the geometry of the rinse rack 2040 , as well as the placement of the individual components, such as individual nozzle boxes 2046 and the locations of individual separation tanks 2012 , 2014 , 2016 , can very depending on the design requirements of the site location and aircraft to be rinsed.
- the aircraft rinse system disclosed provides an environmentally sound and economically feasible means for frequently rinsing aircraft in a corrosive environment.
- the rinse system saves water, requiring only the addition of water lost during a rinse cycle, and eliminates the necessity of nearby water treatment facilities.
- the control features incorporated in the aircraft rinse system allow for flexibility in rinsing several different aircraft types. Additionally, the ability to rinse an aircraft while its engine(s) are running and even its rotor blade(s) are turning makes post-mission aircraft rinses feasible prior to every engine shutdown.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Water Supply & Treatment (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Transportation (AREA)
- Aviation & Aerospace Engineering (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
Description
- This is a Continuation-in-Part of application Ser. No. 10/820,538 filed Apr. 8, 2004, which claims the benefit of U.S. Provisional Application No. 60/540,492, filed Jan. 30, 2004, the disclosure of which is incorporated herein by reference.
- 1. Technical Field
- The present invention relates to methods and apparatus for the physical separation of solids from fluids, and fluids from gases and the incorporation of same in a novel aircraft rinse system. More specifically, the invention relates to methods and apparatus for separating solids and dissolved constituents from fluids using an arrangement of separators and concentrators, which are pneumatically pressurized and depressurized at desired intervals via electronically controlled poppet valves, which results in the separation of particulates and dissolved constituents from the untreated fluid media. Such invention is used in conjunction with a novel aircraft rinse system, which recaptures and treats used rinse water.
- 2. Description of Related Art
- The safe and effective removal of contaminants from fluids is a consistent problem faced by many industries. The impurities accumulated by water and other fluids during the hydrologic cycle, and as a result of use by humans, may appear in both suspended and dissolved forms. Suspended solids may be generally classified as particles larger than molecular size (i.e. particle sizes greater than 10−3 mm), which are supported by buoyant and viscous forces existing within water. Dissolved materials (i.e. particle sizes less than 10−3 mm) consist of molecules and ions, which are held by the molecular structure of water.
- The presence of suspended and/or dissolved solids in water, wastewater and other fluids is undesirable for several reasons. The presence of visible suspended solids may be aesthetically displeasing. Likewise, the presence of suspended and/or dissolved solids allows for the adsorption of other chemicals or biological matter into the fluid. Due to the standards promulgated by government agencies, excessive contaminants must be removed from wastewater and other types of contaminated fluid streams before the effluent may be discharged to the environment or recycled. If established discharge-contamination levels are exceeded, cities and other governmental authorities may impose surcharges and penalties on the entity responsible for the excessive discharge.
- There are many industries in which water and other fluids are typically used to clean equipment and other components, such as the aircraft, petroleum and automotive industries. This wash water typically contains significant amounts of suspended solids, dissolved minerals, and organic materials, including oils and other hydrocarbons. Detergents and other chemicals used in the wash operations and drilling operations present further difficulties only increasing the effluent fluid discharge concerns.
- The prior art contains multiple attempts to improve the process of separating particles from a fluid. For instance, U.S. Pat. No. 5,647,977 discloses that the water from vehicle wash facilities can be completely recycled, without water discharge. However, where the cost of water is not a factor and the public sewage system can accept certain contaminants, a complete recycling system may not be cost justified. In such systems, aeration by dissolved oxygen can be used to eliminate foul odors without the foaming problems typically caused by continuously bubbling air in the sumps. Additional treatment to remove the suspended solids and reduce the organic materials (other than detergents) in the sump can render the water suitable for reuse, e.g., in the washing part of a vehicle wash cycle, or for discharge where permitted in selected public sewage systems.
- A need exists in the art for a portable, highly efficient filtration apparatus and method which can separate suspended and dissolved solids in a variety of environments. Further, a need exists for an improved apparatus and method of removing particles from fluids in either a liquid or gaseous state. Further, a need exists for an apparatus and method which can consistently remove particles of a desired size so as to efficiently and consistently reduce the chance of the imposition of a surcharge for violating quality control standards and releasing untreated effluents.
- These needs also exist with regard to systems used to rinse aircraft, including helicopters. Aircraft are particularly susceptible to corrosion, particularly when flown in highly-corrosive environments, such as near salt water and in areas with dust and blowing sand. Aircraft that operate in these corrosive environments require frequent and expensive maintenance as a result of corrosion. This not only adds to the cost of maintenance of these aircraft, but also increases the down time and unavailability of the aircraft. It is beneficial, therefore, to remove corrosive elements from the exposed components of an aircraft as frequently as reasonably possible.
- Unfortunately, many airports and military facilities where aircraft rinses would occur are located remotely from water treatment facilities and lack drainage systems for collecting, storing, and treating the used rinse fluid. Since the used rinse fluid may contain contaminants, it is undesirable that the fluid be allowed to contaminate the surrounding area or be deposited in a standard sewage system.
- Previous attempts to address these issues have not been altogether successful. For example, U.S. Pat. No. 6,565,758 titled “Systems and Methods for Dispensing, Collecting, and Processing Wash Fluid,” which issued on May 20, 2003 (the “'758 patent”), discloses a system for dispensing, collecting, and processing wash fluids. The wash fluid processing steps disclosed by the '758 patent, however, require a series of complex filtration steps ending with a reverse osmosis unit which must remove particulate matter that is not removed by other various filters and separation means. The process described by the '758 patent is relatively expensive and would require frequent maintenance to keep the various filters serviceable. The '758 patent also does not disclose an effective rinse system that can be used by various size aircraft, including helicopters, prior to final engine shutdown. Specifically, a need exists for an aircraft rinse system that allows an aircraft, such as a helicopter, to hover or taxi into place and remain stationary while the rinse system effectively washes the exterior components of the aircraft without the necessity of the aircraft shutting down its engine(s).
- Consequently, a need exists for a simple and economical system for rinsing aircraft, particularly for rinsing various sizes of aircraft that can be rinsed without shutting down the aircraft's engine(s). Such system should allow for the reclamation and reconditioning of a substantial amount of the rinse water used, thereby cutting down on the amount of water needed for the system, and eliminating the need for external recycling. The rinse system should be adaptable for various types of aircraft and allow that a helicopter can hover into place, have its exterior rinsed, and then depart the rinse area, all within a few minutes, and without performing an engine shutdown.
- The present invention discloses a method and apparatus for separating particles, dissolved matter and chemical sub-fractions from a fluid stream. Specifically, the present invention includes a pneumatic pressure source which transports untreated fluid into a separator. The untreated fluid is placed under pressure sufficient to drive the unfiltered fluid into and through the filter media within the separator. The filtered fluid is then transported to a collection tank. The particulate matter retained on the exterior of the filter media may be removed by the instantenous reverse pressurization of the separator thereby forcing filtered waste away from contact with the filter media and into a concentrator which can dewater and dry the filtered waste as desired. The concentrated waste is then transported to a waste collection tank where it is retained for appropriate disposal.
- The present invention also discloses a novel poppet valve design which insures leak proof function and can be controlled electronically via standard control inputs or pneumatically by the application of positive or negative pressure. The present invention also discloses a novel separator design which utilizes kinetics and cavitation physics to increase filtration efficiency, allowing the separation of chemical sub-fractions from fluid streams below the 1 micron dimension.
- In one embodiment of this invention, the method and apparatus for separating particles, dissolving matter and chemical sub-fractions from a fluid stream, is incorporated into an aircraft rinse system. This aircraft rinse system uses a distribution manifold to regulate the flow and distribution of rinse fluid to several adjustable and fixed rinse nozzles. The distribution manifold can direct such rinse flow at different flow rates and to different nozzles, depending on the aircraft type that is entering the rinse facility. An aircraft, such as a helicopter, taxis or hovers onto the rinse area and is sprayed with rinse fluid through the selected nozzles. This can be accomplished while the aircraft engine(s) are still running, for example after the last flight of each day. After the rinse is complete, the aircraft can then taxi or hover away from the rinse facility to its parking spot. The rinse fluid used during an aircraft rinse is collected and sent to a first separation tank which removes heavy particulates from the rinse water. The rinse water then proceeds to a second separation tank which removes buoyant contaminants from the rinse water. The rinse water then proceeds to a pre-filter holding tank until it is processed by the method and apparatus for separating particles, dissolved matter and chemical sub-fractions described above. Once so processed, the clean rinse water is pumped to a post-filter holding tank for use on the subsequent aircraft rinses.
- This embodiment of the invention provides for an economic and environmentally sound system for rinsing aircraft of different types and allows that such rinsing can take place without the aircraft shutting down its engine(s). Consequently, helicopters, for example, can be easily rinsed every day at the end of the last flight and prior to engine shutdown. Such capability greatly reduces the amount of corrosion that such aircraft experience by removing corrosive elements from the aircraft on a frequent basis, thereby reducing aircraft downtime and maintenance expenses.
- The novel features believed characteristic of the invention are set forth in the appended claims. The invention itself, however, as well as a preferred mode of use, further objectives and advantages thereof, will best be understood by reference to the following detailed description of an illustrative embodiment when read in conjunction with the accompanying drawings, wherein:
-
FIG. 1 is a schematic diagram illustrating the interaction of the functional components of the molecular separator as depicted in accordance with the present invention; -
FIG. 2 is a schematic diagram illustrating the pneumatic pressure pump in more detail; -
FIG. 3 is a cross-section view of the filter membrane of the flux cartridge inside the annulus of a separator; -
FIG. 4 is a schematic view illustrating the pneumatic ejector pump in more detail; -
FIG. 5A is a rear view pictorial diagram of a preferred embodiment of the molecular separator apparatus; -
FIG. 5B is a front view pictorial diagram of the molecular separator apparatus; -
FIG. 6 is an exploded perspective view diagram of a separator filter pod; -
FIG. 7A is an end on view of the top of the valve heads; -
FIG. 7B is an end on view of the bottom of the valve heads; -
FIG. 8A is an end on view of the top of the first transition plate; -
FIG. 8B is an end on view of the bottom of the first transition plate; -
FIG. 9A is an end on view of the top of the second transition plate; -
FIG. 9B is an end on view of the bottom of the second transition plate; -
FIG. 10A is an end on view of the top of the third transition plate; -
FIG. 10B is an end on view of the bottom of the third transition plate; -
FIG. 11A is an end on view of the top of the main body of the separator filter pod; -
FIG. 11B is an end on view of the bottom of the main body of the separator filter pod; -
FIG. 12A is an end on view of the top of the fourth transition plate; -
FIG. 12B is an end on view of the bottom of the fourth transition plate; -
FIG. 13A is an end on view of the top of the fifth transition plate; -
FIG. 13B is an end on view of the bottom of the fifth transition plate; -
FIG. 14 is a cross section schematic diagram of the poppet valves and poppet valve heads; -
FIG. 15 is a side pictorial view of a flux cartridge; -
FIG. 16 is a cross section schematic diagram illustrating a concentrator in more detail; -
FIGS. 17-79 are schematic diagrams that depict the process flow of a complete filtration and ejection cycle for two separator filter pods operating in parallel and two concentrators operating in parallel; -
FIGS. 80 and 81 are tabular depictions of the valve opening and closing sequences that correspond to the flow diagram sequence depicted inFIGS. 17-79 ; -
FIG. 82 is a flow chart depicting an aircraft rinse system embodiment of the invention; -
FIGS. 83 a and 83 b are perspective and plan views, respectively, of the surface layout of an aircraft rinse system of the present invention; -
FIG. 84 is a perspective view of a fixed nozzle panel of the aircraft rinse system of the present invention; -
FIG. 85 is a perspective view of an adjustable nozzle panel of the aircraft rinse system of the present invention; and -
FIG. 86 is a perspective view of a nozzle of the aircraft rinse system of the present invention. - Referring now to
FIG. 1 , a schematic diagram illustrating the interaction of the functional components of the molecular separator is depicted in accordance with the present invention. An untreated fluid containing suspended particles and dissolved matter is placed in a in starting or contaminatedfluid storage tank 101. This untreated fluid may include contaminated water, industrial solvents, or any similar fluid or solid from which sub-fractions are to be separated. The present invention can separate liquid from liquid, gases from liquids, and gases from solids. For example, the untreated fluid might be water contaminated with oil, iron, lead or other toxins or waste products. Another example of the fluid to be treated is brine made of zinc bromide (often used to flush drilling holes) from which dissolved solutes are removed such as iron. - The filtration process begins by drawing the untreated fluid from the starting
tank 101 by means of a firstpneumatic pump 110. Thepneumatic pump 110 alternately draws the untreated fluid through twopoppet valves plunger 113, and alternately pumps the fluid through two outlines plunger 113 rises (as show in the present example), fluid is drawn throughpoppet valve 112. Simultaneously fluid is pumped out throughline 114. When theplunger 113 reverses direction and pushes downward,valve 112 closes and the untreated fluid is drawn throughpoppet valve 111 and pumped out throughline 115. - The untreated fluid moves through
lines separator annulus 120. For the purposes ofFIG. 1 , asingle separator annulus 120 withflux cartridge 121 inserted therein is shown for ease of illustration. In a preferred embodiment of the present invention, eight such annuli are contained in a single separator filter pod. Within the center of theannulus 120 is a filter media orflux cartridge 121. Theflux cartridge 121 is the membrane that filters out the desired product from the untreated fluid. A space (referred to herein as fluid ring 122) exists between the inside surface of theannulus 120 and the outer surface of theflux cartridge 121. As untreated fluid is pumped throughline 114, it passes throughpoppet valve 124 on top of theannulus 120 and into thefluid ring 122. When the untreated fluid is pumped throughline 115,poppet valve 124 closes and the fluid passes throughpoppet valve 123 into thefluid ring 122. - Once in the
fluid ring 122, the untreated fluid moves in a turbulent manner (described in more detail below), allowing the desired product (e.g., water, zinc bromide, etc.) to pass through the flux cartridge membrane and into the interior chamber of theflux cartridge 121, leaving behind larger particles and molecules as residue in thefluid ring 122 and the exterior offlux cartridge 121. The pressure supplied bypump 110 pushes the filtered product out of the center of theflux cartridge 121 through avalve 127 and into a second pump, called apneumatic ejector pump 130. Alternatively, the filtered fluid product may leave theflux cartridge 121 through anejector bypass valve 128 and travel directly to aproduct collection tank 102. This ejector bypass is used when asingle ejector pump 130 services multiple separator filter pods in alternative embodiments of the present invention. - During the filtration cycle described above, the
ejector pump plunger 131 is drawn up (as shown inFIG. 1 ), which openscheck valves check valves flux cartridge 121 to pass by theplunger 131 and out of theejector 130 and into theproduct collection tank 102. This filtration cycle repeats for a pre-determined time period (e.g., 20-25 seconds). At the end of this pre-determined cycle period, the separator is backwashed and cleaned with a reverse flush. - The reverse flush operation begins by stopping
first pump 110 and shutting thepoppet valves annulus 120 is contained. Next, thepneumatic ejector 130 is activated andplunger 131 is driven downward. This motion closes thecheck valves plunger 131, allowing the plunger to exert pressure on the fluid inside the ejector. The fluid is pushed back throughvalve 127, through theflux cartridge 121 and into thefluid ring 122. The time period for this reverse ejection flush is approximately 0.35 seconds and is carried out under higher pressure than the normal filtration cycle driven bypump 110. For example, the pressure exerted on the untreated fluid bypump 110 may be up to 150 psi (depending on the viscosity of the fluid involved). In contrast, the pressure exerted by theejector 130 during the reverse flush may be up to 250 psi. This quick, high-pressure reverse burst removes any particles and residue remaining on the outside surface of theflux cartridge 121 and re-homogenizes the particles and residue in thefluid ring 122 back into solution.Poppet valve 126 on the bottom of theannulus 120 is then opened to allow the pressurized particles and residue solution to flush out of thefluid ring 122 and into aconcentrator annulus 140. Theconcentrator annulus 140, as its name suggests, concentrates the waste flushed from theseparator annulus 120 by removing a significant portion of the flush fluid used during the reverse flush cycle. Unlike the separator filter pod, which may contain up to eight annuli in the preferred embodiment, theconcentrator annulus 140 contains only one annulus with aflux cartridge 141 disposed therein. - The flushed waste enters the
concentrator annulus 140 through anopen poppet valve 143 and into the interior chamber of the concentrator'sflux cartridge 141. The desired effluent fluid passes through the membrane of theflux cartridge 141 and into thefluid ring 142, leaving the concentrated waste residue in the interior chamber of theflux cartridge 141.Poppet valve 147, which is located at the bottom of theconcentrator annulus 140, allows the filtered fluid in thefluid ring 142 to return to thestarting tank 101.Poppet valve 143, through which the waste fluid entered theconcentrator 140, is closed andpoppet valve 144 is opened to let drying air into the interior chamber of theconcentrator flux cartridge 141. This drying air provides a mechanism to dewater the concentrated waste and drives additional flush fluid through theflux cartridge 141 membrane and through thereturn poppet valve 147. - The drying
air poppet valve 144 and fluidreturn poppet valve 147 are then closed, andpoppet valve 145, located on the top of theconcentrator 140, is opened to allow in pressurized purging air. When the air pressure inside theconcentrator 140 reaches a pre-determined or desired level (e.g. 110 psi),poppet valve 146 is opened which allows the waste residue inside theflux cartridge 141 to escape into awaste collection tank 103. -
FIG. 2 is a schematic diagram illustrating the pneumatic pump in more detail. This view better illustrates the mechanisms by which untreated fluid is pumped into the separator filter pod through alternating channels. The operation of thepump 200 is controlled by monitoring the position of thetop disc 201 as it cycles up and down. A magnetic strip with a positive pole (not shown) is placed inside the circumference of theupper disc 201. This magnetic strip is detected by twomagnetic sensors pump 200. As the upper disc reaches the end point of its movement (up or down), one of thesensors sensors pump 200. - Referring to
FIG. 2 , thetop disc 201 is moving upward due to pump air entering the lower half of theair chamber 206 through ahose 221. At the same time, exhaust air is being pushed out of the upper half of theair chamber 205 through anotherhose 222. - In the lower portion of the
pump 200, the upward movement of thelower disc 202 draws untreated fluid through asupply line 230 and anopen poppet valve 232 and into thelower fluid chamber 204. Simultaneously, thelower disc 202 pushes fluid from theupper chamber 203 through anupper outflow line 240. Because theupper poppet valve 231 is closed, fluid is prevented from flowing from theupper chamber 203 back into thesupply line 230 during the upstroke.Poppet valves top disc 201 is approximately six inches in diameter and operated to a maximum pressure of 110 psi at normal water. Thelower disc 202 is approximately 5 inches, producing a maximum operating pressure of 150 psi at normal water. - As the
upper pump disc 201 reaches the top of its upward movement, its position is detected by the topmagnetic sensor 210. The signal from thissensor 210 is relayed to a central controller, which instructs acontrol solenoid 220 to reverse the direction of air throughhoses hose 222 into the upper half of theair chamber 205, forcing theupper disc 201 downward, and the exhaust air will flow out throughhose 221. - The central controller also instructs a control solenoid (not shown) to open
poppet valve 231 and another solenoid (not shown) to closepoppet valve 232. Therefore, as thelower disc 202 moves downward, fluid is drawn into theupper chamber 203 through theupper poppet valve 231.Poppet valve 232, now in the closed position, prevents fluid backflow into thesupply line 230 as fluid is pushed out of thelower chamber 204 and throughlower outflow line 241. When theupper pump disc 201 reaches the bottom of its movement path, it is detected by lowermagnetic sensor 211, which relays the disc's position to the central controller, and the pumping cycle repeats itself as described above. - The pneumatic pump and pneumatic ejector pump may include carbon coated pump rods and piston components, which provides additional corrosion protection from contact with the untreated influent, effluent and waste materials involved in the process. Most of the other components are constructed of stainless steel. The heads of the poppet valves are made of marine brass because of its malleability, which allows the valves to maintain seal integrity over periods of sustained operation.
-
FIG. 3 is a cross-sectional view of thefilter membrane 303 of the flux cartridge inside thefilter annulus 301. The porous matrix of thefilter membrane 303 is created by pressing or sintering metal powder around a bar at high pressure and then annealing it, using well-known metallurgical techniques as is known in the metallurgical art. Other methods ofmanufacturing filter membranes 303 will be apparent to those of skill in the art. The present invention uses a lower membrane thickness than those found in the prior art (e.g. ⅛ inch versus 3/16 inch), which produces a much higher flow rate through thefilter membrane 303. Utilization of these lower thicknesses are possible, in part, due to controlled fluid turbulence which is present in thefluid ring 302 during operation of the invention disclosed herein. - The turbulent flow of the untreated fluid in the
fluid ring 302 is represented bycurved arrow 310. This turbulent flow is created and controlled by the rhythmic pumping action of the pneumatic pump (pump 101 inFIG. 1 ). As the poppet valves (i.e. 123, 124 inFIG. 1 ) open and close with the alternating fluid streams coming from the pump, a temporary drop in pressure in thefluid ring 302 is caused when the poppets switch position (open or closed), creating a slight suction action after each infusion of fluid. This suction action causes the fluid to pulse up and down within thefluid ring 302, resulting in the turbulence represented byarrow 310. This turbulence is magnified or increased by the speed of the fluid moving through the relatively small space in the fluid ring. - When fluid flows smoothly without turbulence, the flow is called laminar. Typically, when a fluid is flowing this way it flows in straight lines at a constant velocity. If the fluid hits a smooth surface, a circle of laminar flow results until the flow slows and becomes turbulent. At faster velocities, the inertia of the fluid overcomes fluid frictional forces and turbulent flow results, producing eddies and whorls (vortices).
- The present invention utilizes turbulent fluid dynamics to manipulate molecular kinetics such that only the desired, smaller molecules will pass through the
membrane matrix 303, shown by arrow 330. To pass through themembrane 303, a molecule in thefluid ring 302 has to enter at almost a 90° angle or perpendicular to the surface of themembrane 303 when the molecule contacts the membrane, as represented byarrow 320. Due to the constant fluid turbulence, only the lighter molecules are able to make this turn fast enough to pass through themembrane 303. Heavier molecules (e.g., hydrocarbons, iron) cannot turn fast enough to reach the appropriate entry vector or angle when they hit themembrane 303. As shown inFIG. 3 , when heavier molecules hit the uneven surface of the membrane surface, rather than pass through, they careen off and strike similarly sized molecules, causing them to scatter as well and increasing the kinetic energy present in the fluid ring between the annulus and flux cartridge. This kinetic pattern is illustrated byarrow 340. - In the absence of fluid turbulence or when laminar fluid flow conditions exist, the heavier molecules in the fluid stream would lose a majority of their kinetic energy and be able to enter the membrane at the appropriate vector. Thus, fluid turbulence is necessary to keep the heavier molecules bouncing off the surface of
membrane 303. As fluid turbulence increases, the smaller a molecule has to be in order to turn and make the appropriate entry vector to pass through themembrane 303. Therefore, the filtration of smaller molecules can be accomplished by using a flux cartridge with a less porous membrane matrix and/or increasing the fluid turbulence within theseparator fluid ring 302. - The present invention also provides a novel method of achieving the filtration of increasing smaller particle and molecule sizes by membrane emulation, since the filtering effects of a smaller membrane matrix can be achieved without actually changing the porosity of the flux cartridge interstices. Referring back to
FIG. 1 , aslipstream poppet valve 125 controls the flow of fluid from theseparator fluid ring 122 to a slipstream fluid hose orpath 104 that feeds back to thestart tank 101. During membrane emulation, thisslipstream poppet valve 125 is opened while the firstpneumatic pump 110 is pumping pressurized untreated fluid into theseparator fluid ring 122, which allows the untreated fluid to move through thefluid ring 122 at a faster velocity due to the increased pressure differential. As explained above, as fluid velocity increases so does fluid turbulence. With the membrane emulation technique, the present invention is able to turn, for example, a five-micron filter into the functional equivalent of a one-micron filter by increasing the turbulent flow of fluid in theseparator fluid ring 122 due to the large pressure differential created by theslipstream path 104. - Returning to
FIG. 3 , another chemical effect produced by the filter matrix is cavitation of the filtered fluid as it passes through themembrane 303. Cavitation (the formation of bubbles) is produced when the static pressure in a fluid falls below the temperature-related vapor pressure. A forceful condensation (implosion) of the bubbles occurs when the fluid reaches a region of higher pressure. In the present invention, as the filtered fluid passes through themembrane 303, cavitation produces gas bubbles. When these gas bubbles reach the inner space of the flux cartridge (arrow 330), they rapidly implode. During this implosion process, like molecules come together (flocculation) and form precipitates, which allows targeted separation of dissolved material from the filtered fluid. Yet another chemical effect produced by the filter matrix is the break up of emulsions in the filtered fluid. As the filter fluid is pushed through themembrane 303 under pressure, emulsions in the fluid are broken. By using different size filter matrices and fluid velocities, the present invention is capable of separating particles from 300 microns down to 58 Angstroms. -
FIG. 4 is a schematic view illustrating thepneumatic ejector pump 400 in more detail. - The cycling action of the
pneumatic ejector pump 400 is controlled by asolenoid 410 that alternates the pump air between twohoses pneumatic ejector pump 400 is not monitored by magnetic sensors. As shown inFIG. 4 , theupper disc 401 is pushed up by air coming into the bottom half of theair chamber 404 through thelower hose 412. At the same time, exhaust air is pushed out of theupper air chamber 403 throughupper hose 411. As thelower disc 402 is pulled up,check valves ejector 400 is in this upper position, the pump air through thesolenoid 410 is cut off, and the ejector is held in this position for the duration of the filtration cycle. As filter fluid product leaves the separator filter pod, it enters the pneumaticejector fluid chamber 405 throughline 421. Because thecheck valves lower plunger disc 402 and flow out to a collection tank throughline 422. - When the reverse flush cycle is executed, the
solenoid 410 directs pump air through theupper hose 411 into the upper half of theair chamber 403, which drives theupper disc 401 downward, forcing exhaust air out of the lower half of theair chamber 404 through thelower hose 412. As the lower disc is pushed down, friction from the seal closes thecheck valves closed check valves chamber 405 is forced back out throughline 421 and back into the flux cartridges positioned within the separator as previously shown herein. - During the reverse flush, the time required for the
pneumatic ejector 400 to begin exerting pressure is less than approximately 0.10 seconds and the time required to complete the downward stroke is approximately 0.35 seconds. Thetop disc 401 is approximately six inches in diameter and operated to a maximum pressure of 110 psi at normal water. Thelower disc 402 is approximately 4 inches in diameter, producing a maximum operating pressure of 250 psi at normal water. The combination of higher fluid pressure and short stroke time make the reverse flush operation a sudden, shock load to the separator, which aids in the complete and expeditious removal of waste residue from the outer surface of each flux cartridge positioned within the separator annuli. -
FIG. 5A is a rear view pictorial diagram of a preferred embodiment of the molecular separator apparatus. In this view one can see theseparator filter pods concentrators FIG. 5B is a front view pictorial diagram of the apparatus, which depicts thepneumatic pumps control panel 530. Firstpneumatic pump 520 is the positive pressure pump that pumps the untreated fluid into the filter annuli.Pneumatic ejector pump 521 provides the reverse flush fluid and pressure for backwashing the separator pod(s) and transporting the waste residue into theconcentrators pneumatic pump 520 andpneumatic ejector pump 521 are positioned vertically to facilitate even surface wear during operations. Thecontrol panel 530 includes data entry and control inputs and houses the central controller electronics and circuitry required to operate the invention disclosed herein and allow operator control of the performance of the desired processes disclosed herein. Thecontrol panel 530 may also house electronic equipment enabling the remote control of the unit via wired or wireless communication means as is known in the art. The control panel is designed to be capable of being internally pressurized, allowing the invention to be used in hostile environments containing volatile, explosive or corrosive conditions and protecting the enclosed circuitry therein from damage. The storage tanks for the various liquids and products, as well as the connection hoses for the controlling solenoids are not shown inFIGS. 5A and 5B for ease of illustration. -
FIG. 6 is an exploded, perspective view of one of a separator filter pod. Theseparator filter pod 600 comprises amain body 605 that contains eight filter annuli disposed therein. At either end of theseparator filter pod 600 arevalve heads separator filter pod 600. Between thetop valve head 601 and themain body 605 are three transition plates 602-604, which include machined fluid flow pathways for facilitating the distribution of inflow and outflow fluid to and from the separatormain body 605. Twotransition plates main body 605 and thebottom valve head 608 which include machined fluid flow pathways for facilitating the distribution of fluid flowing into and out of the separatormain body 605. The separator components, including the valve heads, transition plates and main body may be constructed from Hastalloy, 316L stainless steel, or other metal alloys sufficient to provide corrosion protection to the components of the invention and containment of the fluids passing through same. The preferred embodiment of the present invention uses components fabricated from stainless steel. The separator and concentrator components disclosed herein may be integrated with VITON or CALREZ seals for leak prevention and containment under pressure. VITON seals are preferably used with stainless steel embodiments, while CALREZ seals would be preferable for use with embodiments constructed out of Hastalloy. -
FIG. 7A is an end on view of the top of the valve heads 601 and 608.FIG. 7B is an end on view of the bottom of the valve heads 601, 608. -
FIG. 8A is an end on view of the top of thefirst transition plate 602.FIG. 8B is an end on view of the bottom of thetransition plate 602. -
FIG. 9A is an end on view of the top of thesecond transition plate 603.FIG. 9B is an end on view of the bottom of thetransition plate 603. -
FIG. 10A is an end on view of the top of thethird transition plate 604.FIG. 10B is an end on view of the bottom of thetransition plate 604. -
FIG. 11A is an end on view of the top of themain body 605.FIG. 11B is an end on view of the bottom of themain body 605. -
FIG. 12A is an end on view of the top of thefourth transition plate 606.FIG. 12B is an end on view of the bottom of thetransition plate 606. -
FIG. 13A is an end on view of the top of thefifth transition plate 607.FIG. 13B is an end on view of the bottom of thetransition plate 607. - The depicted geometric patterns consisting of machined cuts, grooves and holes on and through the transition plates and main body 602-607 are fluid flow channels. These particular geometric patterns are used to ensure even fluid flow to and from the eight annuli in the separator
main body 605. The transition plates may be secured to the main body of the separator and/or concentrator with internal threaded fastening means and external threaded bolt means, which provide easy access and removal of the transition plates for facilitating flux cartridge removal and replacement. -
FIG. 14 is a cross section schematic diagram of the poppet valve heads 601, 608. Thesepoppet valves FIG. 2 but are smaller in dimensional size. The third poppet valve cannot be seen inFIG. 14 , as it is disposed on the opposite side. The poppet valves inFIG. 14 depict the alternating positions of the valves, which allow the flow of fluid flow into and out of the valve heads and to and from the separator and/or concentrator via the transition plates shown inFIGS. 7A-13B . - Relating
FIG. 14 to the example inFIG. 1 , when fluid is being pumped through theupper line 114,valve 124 is open andvalve 123 is closed. This can be seen in greater detail inFIG. 14 , withpoppet valve 1401 corresponding tovalve 124, andpoppet valve 1402 corresponding tovalve 123. Whenpoppet piston 1401 is pulled back into the open position, fluid can enter the separator filter pod throughopening 1403. With poppet piston is extended 1402, fluid is prevented from entering throughopening 1404. All of the poppet pistons or valves utilized in the invention disclosed herein may also include a circumferential indentation in the head of the piston to retain an O-ring seal 1405 (preferably VITON), as shown inFIG. 14 , to prevent fluid leakage or blowby during operations. -
FIG. 15 is a side pictorial view of a flux cartridge. In the preferred embodiment, theflux cartridge 1500 is essentially a metallic narrow tube annealed to form a porous media of desired size (e.g. 10 micron, 5 micron, etc.), although other filtration media could be adapted for the desired purpose as is known in the art. The body of theflux cartridge tube 1510 constitutes the filter membrane described herein. Welded to either end of theflux cartridge body 1510 are seatingheads - Flux cartridges are inserted into cylindrical holes that run the length of the separator filter pod main body. The openings of these cylindrical holes are shown in
FIGS. 6 , 11A and 11B. Each one of the cylindrical holes constitutes a fluid inlet or outlet to an annulus within the separator. The inner portion of the seating heads on the flux cartridges fit into the annulus openings within the separator filter pod main body. The outer portion of the seating heads fit into matching holes in theproximate transition plates transition plates FIGS. 10B and 12A , respectively. -
FIG. 16 is a cross section schematic diagram illustrating a concentrator in more detail. In contrast to the separator filter pod (which contains eight annuli), theconcentrator 1600 contains only oneannulus 1610 with asingle flux cartridge 1620. Thefluid ring 1630 of theconcentrator 1600 is considerably larger than that of the separator filter pod annuli, and theflux cartridge 1620 is also larger than the separator filter pod flux cartridges. This larger size (volume capacity) is necessary since thesingle annulus 1610 in theconcentrator 1600 must process waste fluid from all eight annuli in the separator filter pod. - As described above, a concentrator filters waste fluid in the opposite flow direction in comparison to the separator filter pod. Waste fluid from the separator filter pod flows into the center into the center of the
concentrator flux cartridge 1620 as indicated byarrow 1640. The desired fluid then filters through the membrane of theflux cartridge 1620 into thefluid ring 1630, similar to the process described above in relation toFIG. 3 . From there, the fluid flows out through the fluid return line back to the start tank, as indicated byarrow 1650. After waste inflow from the separator filter pod is stopped, drying air enters the center of theflux cartridge 1620 through the same path indicated byarrow 1640. This drying air pushes additional fluid through the filter membrane of theflux cartridge 1620 and further concentrates the waste. - After the drying air flow is stopped by closing the appropriate valve(s), a burst of purge air enters the
fluid ring 1630 as indicated byarrow 1660. This burst of purge air is similar to the reverse ejection flush used with separator filter pods. Its purpose is to remove waste reside adhering to theflux cartridge 1620, but in this case, the waste reside must be removed from the inside surface of theflux cartridge 1620 rather than the outer surface which is exposed to thefluid ring 1630. The purge may also be performed with any other preferred fluid in place of air. The waste removed by the purge is flushed out of theflux cartridge 1620 as indicated byarrow 1670 into a reject collection tank, as previously discussed. -
FIGS. 17-79 are schematic diagrams that depict the process flow at the indicated approximated time interval of a complete filtration and ejection cycle for two separator filter pods operating in parallel and two concentrators operating in parallel.FIGS. 17-81 additionally depict the various open or closed positions of the poppet valves, and thus the flow of fluid through the system, during the various states of the operational cycles of the invention disclosed herein. For the purposes ofFIGS. 17-81 , the poppet valves disclosed herein may also be referenced by the indicated numerals (1701-1726) as shown in relation to the each referenced valve. For the purposes of the separator filter pods Q1 and Q2, respectively,valves Valves Valves Valves Valves - In reference to the concentrators C1 and C2, respectively,
valves Valves Valves Valves Valves - Likewise, and for the purposes of
FIGS. 17-81 , the pneumatic pump is referenced as PP and the ejector pump is referenced as PEJ. The valves that control the flow of primary pump air and exhaust to and from the pump and ejector are referenced asvalves Poppet valves - The process flow depicted in
FIGS. 17-70 illustrates the use of the ejector bypass, which was briefly described above. The ejector bypass configuration depicted inFIGS. 17-19 allows a single ejector to service two separator filter pods. This configuration reduces operating costs compared to using a single ejector for each separator filter pod. For simplicity, only two separator filter pods Q1, Q2 are depicted inFIGS. 17-79 , and as inFIG. 1 , only one annulus is used to represent each separator filter pod, which would normally contain eight annuli in each pod. This is the same configuration illustrated inFIGS. 5A and 5B . However, it must be pointed out that a single ejector may service more than two separator filter pods. In the present example, separator filter pods Q1, Q2 are operating in parallel, meaning untreated fluid is being pumped into them directly from the same source. - The approximate time sequence of the valve operation, and the flow sequence during the operational cycle of the present invention is referenced in seconds for each State shown is
FIGS. 17-81 . For the purposes of disclosure, the states and times shown onFIGS. 17-81 are not to be construed as limitations on the function of the invention disclosed herein, but serve as merely an indicator of the approximate time progression throughout the inventive method disclosed herein. -
FIG. 17 depicts the pre-operational state of the apparatus before operations commence in the referenced operational state. -
FIG. 18 depicts the commencement of operations wherein untreated fluid is pumped into the separator filter pods Q1, Q2. Untreated fluid is drawn from the start tank into the fluid chamber of the pneumatic pump PP throughpoppet valve 1726. Fluid is also pumped from the pneumatic pump PP into the fluid rings of separator filter pods Q1 and Q2 throughpoppet valves poppet valve 1706 and the ejector PEJ and into a product collection tank. Filtered fluid from the second separator filter pod Q2 passes through theejector bypass valve 1709 directly into the product collection tank. -
FIG. 19 depicts the next state in the filtration cycle. Theair valve 1723 on the pneumatic pump PP changes the direction of the primary pump air and exhaust, causing the pump to reverse direction. Untreated fluid is now drawn into the pneumatic pump PP through thesecond poppet valve 1725, and is pumped into the separator filter pods Q1, Q2 through the alternate set offluid inlet valves FIG. 18 , filtered fluid from separator-filter pod Q1 continues to flow through the ejector PEJ, while filtered fluid from pod Q2 bypasses the ejector PEJ and proceeds into the product collection tank. -
FIGS. 20 , 22, 24, and 26 depict states identical toFIG. 18 , andFIGS. 21 , 23, and 25 depict states identical toFIG. 19 , as the pneumatic pump PP alternates its direction up and down, and demonstrates the repetitive, alternating fluid flow and valve positions during the filtration cycle. The process state depicted inFIG. 27 is almost identical to that ofFIG. 19 , with the exception that the flow of untreated fluid to separator filter pod Q1 has been cut off in anticipation of the ejection cycle. -
FIG. 28 depicts the first state in the ejection cycle for separator filter pod Q1. The aircontrol poppet valve 1724 for the ejector PEJ switches the direction of primary pump air and exhaust, causing the ejector piston to descend and force fluid back through the membrane in the separator filter pod Q1.Poppet valves ejector bypass valve 1709, it is unaffected by the ejection cycle and continues to receive and filter untreated fluid from the pneumatic pump PP throughpoppet valve 1708. - The state depicted in
FIG. 29 is a continuation of the ejection flush of separator filter pod Q1. Thepump air valve 1723 again switches the pump air stream, causing the pneumatic pump PP to move downward, drawing untreated fluid from the start tank throughpoppet valve 1726, and pumping untreated fluid into separator filter pod Q2 throughinflow poppet valve 1707. Positive pressure is maintained from the ejector PEJ to separator filter pod Q1. The state depicted inFIG. 30 corresponds to the process state depicted inFIG. 28 , as the filtration cycle for separator filter pod Q2 continues with the pneumatic pump PP switching direction and moving upward, pumping fluid throughinlet valve 1708. - As shown in
FIG. 31 , thewaste outflow valve 1705 opens, allowing pressurized waste fluid to be flushed out of the separator filter pod Q1 and into concentrator C1 open reject invalve 1715. As fluid flows through the membrane in the concentrator C1, it returns to the start tank through the open fluidreturn poppet valve 1713. -
FIG. 32 depicts a reversal of the ejector bypass process as the ejection cycle for separator filter pod Q1 ends. Positive pressure from the ejector PEJ is cut off aspoppet valve 1724 switches the direction of primary pump air and exhaust, causing the ejector piston to move upward.Waste outflow valve 1705 on separator filter pod Q1 also closes. As the pneumatic pump PP moves downward, separator filter pod Q1 resumes a new filtration cycle as untreated fluid is pumped into it through open fluidinlet poppet valve 1701. Filtered fluid now flows out of separator filter pod Q1 through theejector bypass valve 1703 directly to the product tank, rather than through the ejector PEJ. Conversely, filtered fluid leaving separator filter pod Q2 now moves throughvalve 1712 and the ejector PEJ before reaching the product tank. The concentrator C1, continues to filter fluid from the waste material flushed out of separator filter pod Q1. - As shown in
FIG. 33 , the filtration cycle continues as the pneumatic pump PP moves upward, drawing untreated fluid from the start tank throughpoppet valve 1725 and pumps it into the separator filter pods Q1, Q2 throughinflow valves Waste inflow valve 1715 on concentrator C1 now closes, as fluid continues to filter through the concentrator membrane. - In
FIG. 34 , drying airflow poppet valve 1716 opens, allowing drying air into the concentrator C1 to dry and dewater the concentrated waste collected within the concentrator.Fluid return valve 1713 remains open to allow filtered waste fluid to return to the start tank via the fluid return line. - In
FIG. 35 the pneumatic pump PP moves downward, pumping fluid into separator filter pods Q1, Q2 throughinflow valves - The states depicted in
FIGS. 36 , 38, and 40 correspond to those described inFIG. 34 .FIGS. 37 , 39 and 41 correspond to the process described inFIG. 35 , as the alternating filtration cycle continues with the waste residue in the concentrator C1 continuing to dry. -
FIG. 42 is similar toFIG. 34 , with the exception that all fluid flow from the pneumatic pump PP to the second separator filter pod Q2 has been cut off in anticipation of the oncoming reverse ejection flush of separator filter pod Q2. -
FIG. 43 depicts the first state in the ejection cycle for separator filter pod Q2. The aircontrol poppet valve 1724 for the ejector PEJ switches the direction of primary pump air and exhaust, causing the ejector piston to descend and force fluid back through the flux cartridge membrane in the separator filter pod Q2.Poppet valves ejector bypass valve 1703, it is unaffected by the ejection cycle and continues to receive and filter untreated fluid from the pneumatic pump PP throughpoppet valve 1702. - The state depicted in
FIG. 44 is a continuation of the ejection flush of separator filter pod Q2. Thepump air valve 1723 again switches the pump air stream, causing the pneumatic pump PP to move downward, drawing untreated fluid from the start tank throughpoppet valve 1726, and pumping untreated fluid into separator filter pod Q1 throughinflow poppet valve 1701. Positive pressure is maintained from the ejector PEJ to separator filter pod Q2. - The state depicted in
FIG. 45 corresponds to that shown inFIG. 43 , as the filtration cycle for separator filter pod Q1 continues with the pneumatic pump PP switching direction and moving upward, pumping untreated fluid throughinlet valve 1702. - In
FIG. 46 , thewaste outflow valve 1711 is opened allowing pressurized waste fluid to be flushed out of the separator filter pod Q2 and into concentrator C2. As fluid flows through the membrane in the concentrator C2, it returns to the start tank through the open fluidreturn poppet valve 1718. -
FIG. 47 depicts another reversal of the ejector bypass process as the ejection cycle for separator filter pod Q2 ends. Positive pressure from the ejector PEJ is cut off aspoppet valve 1724 switches the direction of primary pump air and exhaust, causing the ejector piston to move upward.Waste outflow valve 1711 on separator filter pod Q2 also closes. As the pneumatic pump PP moves downward, separator filter pod Q2 resumes a new filtration cycle as untreated fluid is pumped into it throughpoppet valve 1707. Filtered fluid now flows out of separator filter pod Q2 through theejector bypass valve 1703 directly to the product tank as it did inFIGS. 18-31 . Conversely, filtered fluid leaving separator filter pod Q1 again moves throughoutflow valve 1706 and the ejector PEJ. Both concentrators C1, C2 continue to filter fluid from the waste material with concentrator C1 still exposed to drying air. - As shown in
FIG. 48 , the filtration cycle continues as the pneumatic pump PP cycles and pumps fluid into separators Q1, Q2 throughinlet valves - As shown in
FIG. 49 ,waste inflow valve 1720 on concentrator C2 closes, as fluid continues to filter through the concentrator C2 flux cartridge membrane. InFIG. 50 , the pneumatic pump continues to cycle as the filter process continues, and dryingair poppet valve 1721 opens exposing the waste contents in concentrator C2 to drying air.FIG. 51 depicts the continuation of the filtering cycle, as the pneumatic pump PP continues to cycle. -
FIGS. 52 and 54 correspond toFIG. 50 , andFIG. 53 corresponds toFIG. 51 , as the filtration cycles continues and the pneumatic pump PP cycles up and down providing pressure to drive the untreated fluid to be filtered. The process state inFIG. 55 is similar to that ofFIG. 51 , exceptpoppet valve 1716 on concentrator C1 has closed off the flow of drying air andfluid return valve 1713 has also closed. - In
FIG. 56 , the pneumatic pump PP continues to cycle andvalve 1717 on concentrator C1 opens, allowing purging air to pressurize the concentrator C1. As shown inFIG. 57 , the pneumatic pump PP is shown in the downstroke position and rejectoutflow valve 1714 opens, thereby creating a pressure differential that flushes the waste out of the concentrator C1 and into a reject collection tank. As the pneumatic pump PP cycles and begins an upstroke as shown inFIG. 58 , fluid flow into separator filter pod Q1 is cut off in anticipation of another ejection flush.Waste outflow valve 1714 on concentrator C1 is also closed. -
FIG. 59 depicts the beginning of a second reverse flush of separator filter pod Q1 as the ejector pump PEJ piston cycles downward and forces fluid back through the separator flux cartridge membrane.Poppet valves - The sequence of states depicted in
FIGS. 60-70 is similar to that ofFIGS. 29-39 , except for the waste material present in concentrator C2 inFIGS. 60-70 . After the second ejection flush of separator filter pod Q1, the ejector bypass configuration switches again, and a new filtration cycle begins with Q1 usingejector bypass valve 1703, and separator filter pod Q2 usingfluid outflow valve 1712 to the ejector PEJ. Waste from the second flush of separator filter pod Q1 is filtered and dried in concentrator C1, while waste from the first flush of separator filter pod Q2 continues to dry in concentrator C2. As the filtration cycle continues as depicted inFIG. 71 , dryingair valve 1721 andfluid return valve 1718 on concentrator C2 close in anticipation of the purge air cycle.FIG. 72 depicts thepurge air valve 1722 on concentrator C2 opening in preparation for the introduction of purge air into concentrator C2. - The state depicted in
FIG. 73 is a continuation ofFIG. 72 . As the pneumatic pump PP cycles, waste in concentrator C1 continues to dry, while the introduction of purge air into concentrator C2 pressurizes the waste collected within the concentrator C2 flux cartridge. InFIG. 74 , thereject outflow valve 1719 on concentrator C2 opens, creating a pressure differential and allowing the pressurized waste residue to escape into the reject collection tank. Also,poppet valve 1713 is opened, allowing the drying air and any fluid located in the fluid ring of concentrator C1 to be transported to the start fluid tank for recycling through the system. - In the state depicted in
FIG. 75 , the remainder of the waste in concentrator C2 moves into the reject tank. As the pneumatic pump PP continues to cycle and enters an upstroke movement, fluid flow to separator filter pod Q2 is cut off by the close ofpoppet valve 1707 in anticipation of a second reverse ejection flush. - In
FIG. 76 the ejector PEJ pumps fluid back through the membrane of separator filter pod Q2. Both thepurge air valve 1722 and rejectoutflow valve 1719 on concentrator C2 close. As the reverse flush cycle of separator filter pod Q2 continues inFIG. 77 ,waste inflow valve 1720 andfluid return valve 1718 on concentrator C2 open in anticipation of the waste material to be flushed out of Q2. Separator filter pod Q1 continues its normal filtration cycle asfluid inflow valve 1702 closes andvalve 1701 opens. The waste residue in concentrator C1 continues to dry. -
FIG. 78 continues the filtration and ejection cycles depicted inFIG. 77 , with separator filter pod Q2 remaining under positive pressure from the ejector PEJ and the pneumatic pump PP switching direction as fluid inflow to filter Q1 switches fromvalve 1701 to 1702. As shown inFIG. 79 , thewaste outflow valve 1711 on separator filter pod Q2 opens, allowing the waste material to be flushed into the concentrator C2. - The process disclosed herein continues until the desired components are removed or separated from the untreated fluid tank or as desired by the operator of the system.
-
FIGS. 80 and 81 are tabular representations of the poppet valve operational positions during the referenced operational states for the flow process depicted inFIGS. 17-79 . A shaded block indicates that the referenced valve is in the open position allowing the flow of fluid there through for the referenced approximated time interval at the referenced state in the process. - The present invention allows multiple separator filter pods and concentrators to be combined in several configurations to improve particular operating characteristics of the system and reduce costs. The separator filter pods provided by the present invention may be operated in parallel (as described above) or in series. Parallel filtration maximizes the volume of fluid that can be treated within a given time frame. However, when separator filter pods are operated in series (meaning filtered fluid flows from one pod directly into the next), they can progressively filter or separate particles and molecule of progressively smaller dimensions. For example, if four separator filter pods are operated in series, the first separator pod might filter
particles 20 microns or greater in dimension, the second separator pod at 10 microns, the third separator pod at five microns, and the fourth separator pod at one micron. The size of the particles to be filtered in the above example is arbitrary, but is meant to merely illustrate how multiple separator pods can be configured in series to increase filter and separation efficiency. - Similarly, concentrators may also be used in parallel or series. Similar to the separator filter pods, parallel operation of multiple concentrators maximizes the volume of waste residue that is processed in a given time frame. Operating concentrators in series progressively decreases the fluid remaining in the waste product as the residue move from one concentrator directly into the next concentrator in the formation. The example apparatus shown in
FIG. 5A includes twoconcentrators - The present invention can be applied to many industries. Examples include the petroleum industry for separation of waste streams, the aircraft industry for clear water rinses for corrosion control on aircraft, and the pharmaceutical industry. Likewise, the present invention has myriad applications in the polymerization industry, municipal water and waste water treatment, desalinization, catalyst recovery and steel manufacturing. Whereas prior art filter applications lose roughly 30-40% of their efficiency after initial contact with a waste stream, the present invention maintains its effectiveness over extended periods of continual use. For example, a single apparatus of the present invention can process 22,000 gallons of crude oil in 20 hours, bringing it to pipeline grade in one day. Similarly, the inventive apparatus and method disclosed herein can process and convert up to 60,000 gallons of non-potable water into potable water in one day.
- Most prior art methods can only process up to 5000 ppm of solids in an incoming influent. In contrast, the present invention can process up to 140,000 ppm solids in the incoming influent. It will be recognized that filtration and treatment rates will vary according to the porosity of the filter media, size and concentration of contaminate fluid to be filtered, and other variable affecting the treatment process. As such, any reference to operating pressures or treatment capacity, timing and the like are presented as approximate values, and are not to be construed as limitations on the inventive disclosure set forth herein.
- Depending on the embodiment utilized, the power requirement to power the apparatus and method discussed herein is generally 120 Volts-7 Amperes. The invention is lightweight, weighing approximately 2000 pounds in the preferred embodiment, is highly mobile and maybe stationed on a skid, pallet or wheeled trailer for easy transport to the site. The flow lines and hoses which provide fluid communication pathways between the components of the inventive apparatus disclosed herein may be manufactured as machined stainless steel piping, Hatalloy or from other materials as appropriate for handling the fluids to be treated as well as the operational environment. They may be fitted to the various components of the disclosed invention using threaded connectors, quick connect/disconnect fittings, or by other attachment means as is known in the art.
- An alternative embodiment of the invention utilizes the filtration system described above in conjunction with a novel aircraft rinse system.
FIG. 82 is a flow chart depicting one embodiment of this aircraft rinse system. According to one embodiment of the invention, the system described inFIG. 82 is found on one side of the aircraft “rinse rack” or “rinse pad,” said terms used interchangeably herein, and is duplicated such that an identical system is found on the opposite side of the aircraft rinse rack, as is partially shown in more detail inFIGS. 83 a and 83 b. However, the invention can also be practiced with a single system. - Referring to
FIG. 82 , used aircraft rinse fluid is collected 2010 as run-off from the rinse pad on which the aircraft is sitting during the rinse procedure. The collected run-off 2010 is diverted to astage 1separation tank 2012. Thisstage 1separation tank 2012 comprises a sediment trap type tank to allow sediment, such as sand and other heavy particles, to settle to the bottom of the tank. The sediment can later be removed manually or by other means known in the art. - Rinse fluid less the sediment then flows into a
stage 2separation tank 2014. In the preferred embodiment, thestage 1tank 2012 and thestage 2tank 2014 are in fluid communication near the fluid surface level of each tank. Thestage 2separation tank 2014 is a scum skimming tank that removes scum and other floating debris from the surface of the fluid. This is accomplished using screens or other means known in the art. - The
stage 2separation tank 2014 is in fluid communication below the fluid surface level, preferable at the bottom of thetank 2014, with astage 3separation tank 2016. Thisstage 3separation tank 2016 is a pre-filter holding tank which, in one embodiment, has a 3,000-gal. capacity. Since a duplicate system is provided on the opposite said of the aircraft rinse rack, this gives the overall system a used fluid collection capacity of 6,000 gallons. Although not shown on the flow chart, thisstage 3separation tank 2016 can have an inlet from the local water supply for the purpose of adding makeup water in order to replace the water not collected as run-off from the aircraft rinse due to vapor losses to the atmosphere and fluid slung or splashed beyond the fluid collection surface. Thestage 3separation tank 2016 is typically closed to the external environment, while thestage 1tank 2012 and thestage 2tank 2014 are typically open to the environment. - When it is necessary to conduct a filtering cycle, fluid from the
stage 3separation tank 2016 is pumped to thestage 4molecular separator 2018, such as one of the embodiments described in more detail above. Thestage 4separation unit 2018, in one embodiment, comprises twelve (12) filters and twelve (12) pumps with a 360 gallon-per-minute capacity. With a three-minute duty cycle, this allows thestage 4 separator to treat the entire contents of thestage 3tank 2016 in less than twelve minutes even if one or more filters are offline. Filtered fluid from thestage 4molecular separator 2018 is pumped to astage 5post-filter holding tank 2020. The necessity of conducting a filtering cycle is dependent on maintaining a pre-determined fluid level in thestage 5tank 2020. In one embodiment, thisstage 5tank 2020 has a capacity of 3,000 gallons. In such embodiment, a filtering cycle is performed whenever thestage 5 tank capacity falls below a prescribed level. In the event thestage 3tank 2016 has less than such prescribed level available for processing by thestage 4separation unit 2018, then make-up water is added to thestage 3separation tank 2016 as described above. - The
stage 5tank 2020 contains one or more pumps for pumping rinse fluid to afluid distribution manifold 2032. Contaminants from thestage 4separation unit 2018 are routed as a slurry to areject tank 2024, which in one embodiment has a 100-gal. capacity. This slurry is then routed to aconcentrator 2026 with the waste going to awaste holding tank 2028 and clean fluid being pumped from theconcentrator 2026 into thestage 5tank 2020. - Although not necessary to the invention, the
stage 5 tank can also be connected to areverse osmosis system 2030 that can be set to automatically condition a portion of the fluid held in thestage 5tank 2020 in order to maintain required purity levels. For example, thereverse osmosis system 2030 can automatically condition a portion of the fluid maintained in thestage 5tank 2020 whenever monitored levels of contaminants exceed a minimum predetermined value. Impurities removed by thereverse osmosis system 2030 are pumped to thereject tank 2024 for processing in theconcentrator 2026 as described above. Collected waste from the process is periodically removed from thewaste holding tank 2028 for disposal. - After an aircraft is positioned on the rinse
rack 2040, (which will be explained in more detail below in relation toFIGS. 83 a and 83 b) for a rinse cycle, one or more pumps in thestage 5tank 2020 pump rinse fluid into afluid distribution manifold 2032. Thisfluid distribution manifold 2032 has a plurality of exit ports. Each one of these exit ports is in fluid communication via a pipe or hose with an individual nozzle positioned on the rinserack 2040, as will also be described in more detail below. A controller is used to open and close individual exit ports from thefluid distribution manifold 2032 such that the individual flow rates of nozzles can be controlled dependent upon the type of aircraft used in the aircraft rinse system. Used rinse water is then returned to the system for processing as collectedrunoff 2010. In one embodiment each rinse cycle lasts one minute with an overall system capacity of 1500 gallons per minute. Such capacity, given the system described herein, allows for four successive aircraft rinses without the necessity of conditioning the used rinse fluid. -
FIGS. 83 a and 83 b are a perspective view and a plan view, respectively, of one embodiment of the aircraft rinse rack or rinsepad 2040. Two duplicate sets of thestage 1tank 2012,stage 2tank 2014, andstage 3tank 2016 are shown on opposite sides of the rinserack 2040. It will be understood that, while duplicate systems are not required, having duplicate systems precludes the necessity of routing all of the collected used rinse water to one central location on one side of the rinserack 2040 for treatment and storage. - The center of the rinse rack comprises an aircraft taxiway having an entering
side 2042 and an exitingside 2044. Typically, this center portion is 60 feet wide and 220 feet long. An aircraft, such as a helicopter, is moved into position on the center of the taxiway and placed over what is depicted inFIGS. 83 a and 83 b as a grouping of a plurality ofnozzle boxes 2046. Although not shown inFIG. 83 a or 83 b, eachnozzle box 2046 will have an associatednozzle 2070, such as shown inFIG. 86 . Eachnozzle 2070 is connected by a hose or other plumbing at itsinput end 2074 to thedistribution manifold 2032 previously described in conjunction withFIG. 82 . Thenozzle boxes 2046 shown inFIGS. 83 a and 83 b are covered by nozzle box covers 2060, 2062 depicted inFIGS. 84 and 85 . One embodiment of thenozzle box cover 2060 involves a fixed nozzle position. Such embodiment is illustrated inFIG. 84 has three threadedfemale nozzle receivers 2064 in which a nozzle 2070 (depicted inFIG. 86 ) is threaded into using thethreads 2072 found at themale discharge end 2076 of thenozzle 2070. Referring back toFIGS. 83 a and 83 b, the fixedport nozzle box 2060 ofFIG. 84 is typically positioned over anozzle box 2046 that will be located beneath the aircraft when it is positioned on the center of the rinserack 2042. It is desirable that other nozzles be adjustable and, thus,nozzle boxes 2046 that would not be located directly under an aircraft when parked on the rinserack 2042 are covered with an adjustable dischargenozzle box cover 2062 as depicted inFIG. 85 . This adjustable dischargenozzle box cover 2062 likewise has a threadedfemale receiving portion 2066 through which themale threads 2072 on thedischarge end 2076 of thenozzle 2070 are mated. In the embodiment shown inFIG. 85 , the adjustabledischarge nozzle box 2062 has a rotatablenozzle receiving ball 2068 that can be adjusted in order to direct the discharge of anyspecific nozzle 2070. This adjustability allows for the manual adjustment ofspecific nozzles 2070 in order to accommodate different sizes and types of aircraft on the aircraft rinse ramp and to make adjustments to rinse fluid spray patterns. Thenozzle box 2062 embodiment shown inFIG. 85 further haswitness marks 2070 to assist with the consistency of such adjustments, althoughsuch witness marks 2070 are an alternative embodiment to the invention as an adjustabledischarge nozzle box 2062 withoutwitness marks 2070 can also be used. - Returning to
FIGS. 83 a and 83 b,nozzle boxes 2046 at the periphery of the rinserack 2040 contain nozzles that are adjusted in order to spray rinse fluid on the top of the rotor blades and the tail rotor. It should be understood that the positioning of thenozzle boxes 2046 can vary greatly depending on the type of aircraft to be rinsed and the spray patterns desired. - As discussed previously, non-manual adjustments to the rinse system can also be made by virtue of a controller (not shown) connected to the
fluid distribution manifold 2032 ofFIG. 82 in order to control the flow rates ofindividual nozzles 2070 located throughout the rinserack 2040. This controller is activated, in one embodiment, by a pilot keying his microphone on a specific radio frequency, such as an FM radio frequency. The number of times the pilot keys his microphone during a set time period corresponds to the type of aircraft to be rinsed. For example, keying the microphone three times in six seconds can indicate that a small helicopter is to be rinsed, while keying the microphone five times in six seconds can indicate that a larger helicopter is to be rinsed. The controller receives this radio transmission and sets the flow rates on the manifold 2032 exit ports to correspond with the desired flow rates at each of thenozzles 2070 located atvarious nozzle boxes 2046, in order to most efficiently rinse the type of aircraft entering the rinserack 2040. Alternatively, the manifold 2032 exit port flow rates can be selected manually by an operator interface with the controller or by other means known in the art. - In a preferred embodiment of the invention, aircraft are rinsed on the aircraft rinse
rack 2040 with their engine(s) running. During the rinse cycle, which typically will last one to two minutes, all of the exterior components of the aircraft are thoroughly rinsed with clean rinse fluid. Theaircraft rack 2040 has as its high point the very center taxiway portion of the aircraft rack and, as shown inFIGS. 83 a and 83 b, gently slopes alonginclined aprons 2045 on either side of the taxiway to the outside edges of therack 2040 towards thevarious separation tanks aprons 2045 are forty-five feet wide, giving the entire rinse pad a dimension of 150 feet wide by 220 feet long. Acurb 2048 along the outside edge of theaprons 2045 facilitates the collection of the used rinse water and directs it towards thestage 1tank 2012. - The rinse
pad 2040 depicted inFIGS. 83 a and 83 b is shown as a fixed construction such that theseparation tanks rack 2040, as well as the placement of the individual components, such asindividual nozzle boxes 2046 and the locations ofindividual separation tanks - The aircraft rinse system disclosed provides an environmentally sound and economically feasible means for frequently rinsing aircraft in a corrosive environment. The rinse system saves water, requiring only the addition of water lost during a rinse cycle, and eliminates the necessity of nearby water treatment facilities. The control features incorporated in the aircraft rinse system allow for flexibility in rinsing several different aircraft types. Additionally, the ability to rinse an aircraft while its engine(s) are running and even its rotor blade(s) are turning makes post-mission aircraft rinses feasible prior to every engine shutdown.
- The description of the present invention has been presented for purposes of illustration and description, and is not intended to be exhaustive or limited to the invention in the form disclosed. Many modifications and variations will be apparent to those of ordinary skill in the art. The embodiment disclosed was chosen and described in order to best explain the principles of the invention, the practical application, and to enable others of ordinary skill in the art to understand the invention for various embodiments with various modifications as are suited to the particular use contemplated.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/257,529 US20090045127A1 (en) | 2004-01-30 | 2008-10-24 | Aircraft Rinse System |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US54049204P | 2004-01-30 | 2004-01-30 | |
| US10/820,538 US7291267B2 (en) | 2004-01-30 | 2004-04-08 | Molecular separator |
| US11/004,321 US7459092B2 (en) | 2004-01-30 | 2004-12-03 | Aircraft rinse system |
| US12/257,529 US20090045127A1 (en) | 2004-01-30 | 2008-10-24 | Aircraft Rinse System |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/004,321 Division US7459092B2 (en) | 2004-01-30 | 2004-12-03 | Aircraft rinse system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20090045127A1 true US20090045127A1 (en) | 2009-02-19 |
Family
ID=46123844
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/004,321 Active 2025-07-13 US7459092B2 (en) | 2004-01-30 | 2004-12-03 | Aircraft rinse system |
| US12/257,529 Abandoned US20090045127A1 (en) | 2004-01-30 | 2008-10-24 | Aircraft Rinse System |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/004,321 Active 2025-07-13 US7459092B2 (en) | 2004-01-30 | 2004-12-03 | Aircraft rinse system |
Country Status (1)
| Country | Link |
|---|---|
| US (2) | US7459092B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9115013B2 (en) | 2012-08-15 | 2015-08-25 | Green Age Technologies Llc | Fluid filtration system |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8012355B2 (en) * | 2004-01-30 | 2011-09-06 | Pss Acquisitionco Llc | Molecular separator |
| US8906237B2 (en) * | 2009-06-09 | 2014-12-09 | Curt Johnson | Water treatment and reuse system |
| US11181103B2 (en) * | 2018-06-19 | 2021-11-23 | Waters Technologies Corporation | Multi-stage displacement pump |
Citations (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2619974A (en) * | 1946-10-10 | 1952-12-02 | John H Daley | Reverse flow surge washer |
| US3454042A (en) * | 1966-08-12 | 1969-07-08 | James P Phillips | Portable car wash machine |
| US3460177A (en) * | 1967-08-28 | 1969-08-12 | Brown Eng Co Inc | Aircraft washing system |
| US3601832A (en) * | 1969-09-10 | 1971-08-31 | Vernon H Cook | Aircraft-washing apparatus |
| US3654656A (en) * | 1969-08-29 | 1972-04-11 | Ernest L Romagosa | Self-supporting rotary brush |
| US3680164A (en) * | 1969-06-12 | 1972-08-01 | Walter Edward Thornton Trump | Low level washing and dusting apparatus for aircraft and the like |
| US3687156A (en) * | 1970-08-06 | 1972-08-29 | C & M Mfg Co Inc | Mobile power washer |
| US3774625A (en) * | 1972-02-09 | 1973-11-27 | Ultra Dynamics Corp | Carwash water reclaim system |
| US3775798A (en) * | 1971-04-13 | 1973-12-04 | Trump W Thornton | High level washing and dusting apparatus for aircraft and the like |
| US3911938A (en) * | 1973-11-28 | 1975-10-14 | Allen Group | Fully automatic vehicle wash water reclaim system |
| US4104164A (en) * | 1977-03-02 | 1978-08-01 | Chelton Robert G | Device for treating waste water |
| US4668301A (en) * | 1985-03-29 | 1987-05-26 | Sumitomo Heavy Industries, Ltd. | Method of and apparatus for washing aircraft |
| US4724565A (en) * | 1985-11-21 | 1988-02-16 | Sumitomo Heavy Industries, Ltd. | Rotary washing apparatus for aircraft |
| US4758335A (en) * | 1986-02-24 | 1988-07-19 | Hayden James M | Contaminated water disposal system |
| US5104068A (en) * | 1990-08-10 | 1992-04-14 | Krilla Ronald A | Apparatus and method for de-icing and anti-icing (and/or cleaning and rinsing) aircraft |
| US5115531A (en) * | 1989-06-21 | 1992-05-26 | Suzuki Mechanical Engineering Co., Ltd. | Aircraft washing equipment |
| US5374352A (en) * | 1993-04-02 | 1994-12-20 | Pattee; Harley J. | Universal recycled wash water system |
| US5454533A (en) * | 1993-06-11 | 1995-10-03 | Spar Aerospace Limited | Robot arm and method of its use |
| US5487440A (en) * | 1993-05-18 | 1996-01-30 | Seemann; Henry R. | Robotic apparatus |
| US5611462A (en) * | 1994-01-28 | 1997-03-18 | Pure Corporation | Aircraft cleaning apparatus and mixing valve therefor |
| US5687812A (en) * | 1995-06-05 | 1997-11-18 | The United States Of America As Represented By The Secretary Of The Air Force | Aircraft safety wash rack |
| US5871590A (en) * | 1997-02-25 | 1999-02-16 | Ecolab Inc. | Vehicle cleaning and drying compositions |
| US5899217A (en) * | 1998-02-10 | 1999-05-04 | Testman, Jr.; Frank L. | Engine wash recovery system |
| US6250588B1 (en) * | 1999-07-27 | 2001-06-26 | The United States Of America As Represented By The Secretary Of The Air Force | Forced air de-icing and washing system attached to the distal end of a boom |
| US6565758B1 (en) * | 2000-03-21 | 2003-05-20 | The Centech Group, Inc. | Systems and methods for dispensing, collecting and processing wash fluid |
-
2004
- 2004-12-03 US US11/004,321 patent/US7459092B2/en active Active
-
2008
- 2008-10-24 US US12/257,529 patent/US20090045127A1/en not_active Abandoned
Patent Citations (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2619974A (en) * | 1946-10-10 | 1952-12-02 | John H Daley | Reverse flow surge washer |
| US3454042A (en) * | 1966-08-12 | 1969-07-08 | James P Phillips | Portable car wash machine |
| US3460177A (en) * | 1967-08-28 | 1969-08-12 | Brown Eng Co Inc | Aircraft washing system |
| US3680164A (en) * | 1969-06-12 | 1972-08-01 | Walter Edward Thornton Trump | Low level washing and dusting apparatus for aircraft and the like |
| US3654656A (en) * | 1969-08-29 | 1972-04-11 | Ernest L Romagosa | Self-supporting rotary brush |
| US3601832A (en) * | 1969-09-10 | 1971-08-31 | Vernon H Cook | Aircraft-washing apparatus |
| US3687156A (en) * | 1970-08-06 | 1972-08-29 | C & M Mfg Co Inc | Mobile power washer |
| US3775798A (en) * | 1971-04-13 | 1973-12-04 | Trump W Thornton | High level washing and dusting apparatus for aircraft and the like |
| US3774625A (en) * | 1972-02-09 | 1973-11-27 | Ultra Dynamics Corp | Carwash water reclaim system |
| US3911938A (en) * | 1973-11-28 | 1975-10-14 | Allen Group | Fully automatic vehicle wash water reclaim system |
| US4104164A (en) * | 1977-03-02 | 1978-08-01 | Chelton Robert G | Device for treating waste water |
| US4668301A (en) * | 1985-03-29 | 1987-05-26 | Sumitomo Heavy Industries, Ltd. | Method of and apparatus for washing aircraft |
| US4724565A (en) * | 1985-11-21 | 1988-02-16 | Sumitomo Heavy Industries, Ltd. | Rotary washing apparatus for aircraft |
| US4758335A (en) * | 1986-02-24 | 1988-07-19 | Hayden James M | Contaminated water disposal system |
| US5115531A (en) * | 1989-06-21 | 1992-05-26 | Suzuki Mechanical Engineering Co., Ltd. | Aircraft washing equipment |
| US5104068A (en) * | 1990-08-10 | 1992-04-14 | Krilla Ronald A | Apparatus and method for de-icing and anti-icing (and/or cleaning and rinsing) aircraft |
| US5374352A (en) * | 1993-04-02 | 1994-12-20 | Pattee; Harley J. | Universal recycled wash water system |
| US5633707A (en) * | 1993-05-18 | 1997-05-27 | Seemann; Henry R. | Method for non-destructive inspection of an aircraft |
| US5487440A (en) * | 1993-05-18 | 1996-01-30 | Seemann; Henry R. | Robotic apparatus |
| US5454533A (en) * | 1993-06-11 | 1995-10-03 | Spar Aerospace Limited | Robot arm and method of its use |
| US5611462A (en) * | 1994-01-28 | 1997-03-18 | Pure Corporation | Aircraft cleaning apparatus and mixing valve therefor |
| US5687812A (en) * | 1995-06-05 | 1997-11-18 | The United States Of America As Represented By The Secretary Of The Air Force | Aircraft safety wash rack |
| US5871590A (en) * | 1997-02-25 | 1999-02-16 | Ecolab Inc. | Vehicle cleaning and drying compositions |
| US5899217A (en) * | 1998-02-10 | 1999-05-04 | Testman, Jr.; Frank L. | Engine wash recovery system |
| US6250588B1 (en) * | 1999-07-27 | 2001-06-26 | The United States Of America As Represented By The Secretary Of The Air Force | Forced air de-icing and washing system attached to the distal end of a boom |
| US6565758B1 (en) * | 2000-03-21 | 2003-05-20 | The Centech Group, Inc. | Systems and methods for dispensing, collecting and processing wash fluid |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9115013B2 (en) | 2012-08-15 | 2015-08-25 | Green Age Technologies Llc | Fluid filtration system |
Also Published As
| Publication number | Publication date |
|---|---|
| US7459092B2 (en) | 2008-12-02 |
| US20050178905A1 (en) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2005084189A2 (en) | Aircraft rinse system | |
| US8557116B2 (en) | Molecular separator | |
| US8419935B2 (en) | Molecular separator | |
| US5372722A (en) | Oil separator with integrated microfiltration device | |
| JPH07112185A (en) | Waste water treating device and washing method therefor | |
| AU2021202151A1 (en) | Treating water | |
| JP2001505120A (en) | Improved water treatment system | |
| RU2410336C2 (en) | Apparatus for purifying liquid, method of washing hollow-fibre filter and application of method of washing hollow-fibre filter | |
| CN108862747A (en) | Wastewater treatment and solids recovery system | |
| US20090045127A1 (en) | Aircraft Rinse System | |
| CN202430070U (en) | Heavy metal wastewater treatment and recycling equipment using two-membrane process | |
| US20090120461A1 (en) | Aircraft Rinse System | |
| KR101527005B1 (en) | A pollutant purification apparatus | |
| US20120012541A1 (en) | Multiphase Particulate Separation Vacuum | |
| US6926822B2 (en) | Method and apparatus for removing particulate contaminants from commercial laundry wastewater | |
| US20050184011A1 (en) | Car wash water reclamation system | |
| CN110330140B (en) | System and method for treating, regenerating and recycling water pollution in saline-alkali area | |
| CN203469634U (en) | Ceramic membrane filter with backwashing function | |
| WO1997007869A1 (en) | Self-cleaning fluid filter unit | |
| CN110304696A (en) | A kind of the separation concentrator and operating method of high-concentration and high-chromaticity high salinity refractory organic waste water | |
| JPH0889709A (en) | Separating and removing method of mixture in liquid | |
| KR20180029551A (en) | Sewage circular purifier treatment system for water saving of washing water underground facility and sewage circular purifier treatment method of the same | |
| CN118217697A (en) | High-pressure dispersion system thickening device | |
| CN105731675A (en) | Field drilling mud solid-liquid separation and water treatment device | |
| JP2003320372A (en) | Filter for water environment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: LJC TECHNOLOGIES, L.L.C., TEXAS Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:JOHNSON, RAYMOND FORD, MR.;JOHNSON, MARKLEY DEAN, MR.;GRAGE, RODNEY, MR.;REEL/FRAME:021969/0636 Effective date: 20041216 |
|
| AS | Assignment |
Owner name: PLAINFIELD OFFSHORE HOLDINGS XII INC., CONNECTICUT Free format text: SECURITY AGREEMENT;ASSIGNOR:LJC TECHNOLOGIES, L.L.C.;REEL/FRAME:023372/0322 Effective date: 20070110 Owner name: PLAINFIELD SPECIALTY HOLDINGS II INC., CONNECTICUT Free format text: SECURITY AGREEMENT;ASSIGNOR:PLAINFIELD OFFSHORE HOLDINGS XII INC.;REEL/FRAME:023372/0367 Effective date: 20070104 Owner name: PSS ACQUISITIONCO LLC, CONNECTICUT Free format text: ASSIGNMENT OF SECURITY INTEREST;ASSIGNOR:PLAINFIELD SPECIALTY HOLDINGS II INC.;REEL/FRAME:023364/0789 Effective date: 20090731 |
|
| AS | Assignment |
Owner name: PSS ACQUISITIONCO LLC, CONNECTICUT Free format text: NOTICE OF FORECLOSURE AND BILL OF SALE;ASSIGNOR:PSS ACQUISITIONCO LLC ASSIGNEE OF PLAINFIELD SPECIALTY HOLDINGS II INC.;REEL/FRAME:023373/0406 Effective date: 20091008 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |