US20080216449A1 - Banding a Stack of Products Which are to be Stacked - Google Patents
Banding a Stack of Products Which are to be Stacked Download PDFInfo
- Publication number
- US20080216449A1 US20080216449A1 US12/065,731 US6573106A US2008216449A1 US 20080216449 A1 US20080216449 A1 US 20080216449A1 US 6573106 A US6573106 A US 6573106A US 2008216449 A1 US2008216449 A1 US 2008216449A1
- Authority
- US
- United States
- Prior art keywords
- band
- stack
- banding
- banding machine
- loop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000003780 insertion Methods 0.000 claims abstract description 26
- 238000000034 method Methods 0.000 claims abstract description 12
- 230000037431 insertion Effects 0.000 claims abstract description 8
- 238000003466 welding Methods 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 238000010924 continuous production Methods 0.000 abstract description 2
- 238000012544 monitoring process Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005755 formation reaction Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/184—Strap accumulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
Definitions
- the invention relates to a method of, and an apparatus for, banding a stack of articles, in which a band is unwound from a reel, with a band store, of a banding machine, a loop for the stack of articles is formed by means of a band-insertion/band-retraction unit and, once the free band end has been clamped in place in a return movement, is drawn against the stack of articles, the free end is adhesively bonded or welded and the secured loop is severed.
- a band-like sheet or film made of paper, plastic or a composite material is guided as a loop around the stack of articles in a band guide which forms the outer boundary.
- This band guide is designed as an open or closed infeed arch, depending on the stiffness of the bands and on the dimensions and usage of the banded stack.
- numerous means are known for holding up the band during and after passage through the arch; it is always necessary, however, to ensure free retraction for the purpose of securing the bands.
- the article which is to be banded may be of basically any desired design, for example, in respect of its surface area, it may be square, rectangular, round or trapezoidal. At least one band is applied; for a plurality of bands, the latter are applied simultaneously or one after the other.
- a fully automatic banding machine first of all forms a loop which is inherently stable, or one which has to be held up, and the stack of articles is placed in the loop.
- the stack of articles may also be placed in position prior to loop formation.
- the band which is clamped in place at its free end, is retracted until it fits more or less snugly in accordance with the properties of the articles.
- the clamped-in-place end is adhesively bonded or welded to the secured band and the loop is severed.
- EP 0551244 A1 describes a banding machine which comprises cold welding. This guarantees clean and defined closure, renders less maintenance necessary and precludes film build-up and the replacement of heating elements.
- the inventor has set the object of providing a method and an apparatus of the type mentioned in the introduction which ensure continuous operation and flexibility in terms of timing for the supervisor.
- the object is achieved according to the invention in that in a program-controlled, continuous procedure, prior to a band changeover in a banding machine, the end of the band from a first band reel ( 18 ) is detected, the remainder of the band is retracted, the band threaded into the band store of a second, complete band reel is pushed into the band-insertion/band-retraction unit, and the banding operation is continued without delay.
- Band-end monitoring preferably takes place in a sensor-controlled manner. Band retraction takes place to the extent where the envisaged insertion of the band from the second reel of the banding machine can take place without obstruction.
- the band changeover takes place fully automatically in seconds, and production can be continued without interruption or obstruction.
- the band changeover which has taken place is indicated optically and/or acoustically.
- the supervisor has enough time to exchange the used-up reel and to thread the band into the band store such that the operational reel can be automatically replaced again at any time.
- the remainder can be retracted immediately. It is preferable, however, for at least one loop still to be formed with the remainder of the band and with the remainder of the band to be retracted thereafter.
- the number of loops still formed depends on the length of the band from the band-end monitoring means to the welding and cutting unit and on the circumference of the stack of articles, from which the program-control means of the banding machine calculates, and controls, the remaining number of loops to be formed until the band is retracted.
- One to two loops are usually formed here.
- a sensor of a distance-measuring system with a precisely co-running rotary-transducer roller switches on.
- the distance-measuring system measures a predetermined band length which has to be fed into the infeed arch of the banding machine.
- the specified value is optimum if, for the purpose of forming the first loop following the band changeover, a single special length x is added to the band, this single special length corresponding to the distance between the sensor of the distance-measuring system and the welding and cutting unit. This makes it possible to preclude the situation where the first band loop placed around the stack of articles is too short because, in contrast to the subsequent loop formations, there is no band material upstream of the reference photocell for band insertion for the welding and cutting unit.
- the object is achieved according to the invention in that the banding machine comprises a first and a second band reel which can be actuated in a program-controlled manner and each have a band store, each of the two band stores being followed by a band channel, and these band channels, converging in a V-shaped or a radial manner in the direction of the common guide-roller pair, have means for advancing the bands to the driving roller of the band-advancement/band-retraction unit and for retracting the band into the relevant band channel.
- a sensor for detecting the band end is fitted preferably in the region of the band store of the first and of the second reels.
- This sensor is expediently positioned such that the length of the band from this sensor to the welding and cutting unit is greater than the loop which is to be formed around a stack of articles with the greatest possible dimensions.
- the band which is wound up onto the relevant reel is thus utilized to the maximum extent; only a small, retractable amount remains.
- the band channels are expediently designed as a two-sided slideway or roller conveyor, also with driving rollers, or as a belt guide.
- the band-clamping driving rollers of a roller conveyor or belts of a belt guide simultaneously form means for advancing or retracting the band.
- a sensor which initiates the end of the operation for retracting the bands, and is thus also referred to as a band-monitoring means, is preferably arranged in the region of the band channels.
- a reference sensor for band insertion is expediently installed between the band-insertion/band-retraction unit and the welding and cutting unit and a rotation-transducer roller of the distance-measuring system is expediently installed upstream of the band-insertion/band-retraction unit, as seen in the running direction of the band.
- FIG. 1 shows a view of a banding machine with two band reels arranged coaxially one behind the other
- FIG. 2 shows that part of the banding machine which is essential to the invention and has band reels arranged one above the other with axes parallel, and
- FIG. 3 shows a band channel with a slideway.
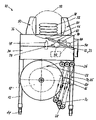
- FIG. 1 shows a banding machine 10 with a height-adjustable undercarriage 12 on arrestable wheels 14 .
- a cross-strap 16 of the undercarriage 12 has arranged on it a rear band reel 18 (which cannot be seen) and a coaxial, front band reel 20 .
- Each of the axially displaceable reels 18 , 20 has a likewise displaceable band store 24 , 25 , via which a band 22 is unwound.
- the band stores 24 , 25 each comprise, in the present case, three stationary deflecting rollers 26 and three deflecting rollers 30 which are mounted on a tensioned, pivotable lever 28 .
- the band stores 24 , 25 serve as a reserve; and the lever 28 is raised.
- the band store may also be designed as a magazine.
- the band reel 20 with the band store 24 is in the operating position; the band reel 18 (not visible) with a corresponding band store 24 (not visible either) is in the reserve position.
- Each of these two displaceable band reels 18 , with band stores 24 , 25 comprise controllable band-advancement/band-retraction means (not depicted), see FIG. 2 .
- the band 22 Downstream of the band store 25 , the band 22 is drawn into a band channel 32 which is arranged in a machine housing 34 with a folding-table panel 36 .
- This machine housing 34 contains further, concealed machine elements, for example a band-driving roller 38 of a band-insertion/band-retraction unit 39 , a transporting roller 42 , which, with a lever 40 positioned correspondingly, presses the band 22 against the band-driving roller 38 or allows it to freewheel, a rotary-transducer roller 44 , which co-runs precisely with the band 22 , a holding-down plate 46 , a welding and cutting unit 48 and a control means 60 , in the present case a digital control means, which is connected electrically to the drive of the band-driving roller 38 and of the rotary-transducer roller 44 .
- Band guidance 50 in the region of a stack of articles 52 takes place, in the present case, in the open state, by way of two supporting horns 54 which are arranged with plane symmetry and can readily be supplemented by a horizontal channel which is open at the bottom.
- the band-driving roller 38 forces the band 22 at high speed through the band guide 50 . Once the band 22 forms an infeed arch, which in the present case is free at the top, the band is clamped in place at the front end.
- the band-driving roller 38 of the band-insertion/band-retraction unit then rotates in the opposite direction and draws the band 22 against the stack of articles 52 which has been placed in position, this operation being referred to as a return movement.
- the rotary-transducer roller 44 predetermines a precise loop length, which it monitors with the aid of a digital control means 60 . When the predetermined length is reached, the digital control means immediately stops the return movement.
- the welding and cutting unit 48 then begins operation. It is, of course, also possible for the return movement of the band 22 to be controlled in some other way.
- FIG. 1 illustrates a banding machine in its entirety
- FIG. 2 shows the functionally essential part of the invention.
- the reel 18 and the reel 20 for a band 22 are arranged one above the other in a single plane.
- the band 22 of the active, first band reel 18 runs over stationary deflecting rollers 26 and deflecting rollers 30 of the band store 24 , the rollers 30 being mounted on the pivotable lever 28 , and over a further deflecting roller 56 into the band channel 32 , which is designed as a two-sided slideway.
- band-insertion/band-retraction means 39 ′ comprising a band-driving roller 38 ′ and a transporting roller 42 ′.
- the band-driving roller 38 ′ and transporting roller 42 ′ are open, and the band 22 runs freely through them.
- the exit from the band channel 32 is followed immediately by a guide-roller pair 58 , which guides the band 22 to the band-insertion/band-retraction unit 39 for the infeed arch 62 formed by the band 22 , and the band 22 is clamped in place here between the band-driving roller 38 and the transporting roller 42 .
- the drive motor of the band-insertion/band-retraction unit 39 has not been illustrated.
- a reference sensor 64 in the present case a photocell, monitors the band insertion.
- the reference sensor 64 controls the rotary-transducer roller 44 , which likewise belongs to the measuring system.
- a further sensor 66 in the region of the band store 24 , the band-end monitoring means, indicates the end of the band 22 in good time; enough material remains for at least one band loop.
- band-insertion/band-retraction means 39 ′′ Arranged at the entrance to the band channel 33 are further band-insertion/band-retraction means 39 ′′, which likewise comprise a band-driving roller 38 ′′ and a transporting roller 42 ′′.
- the band-driving roller 38 ′′ and the transporting roller 42 ′′ clamp the stationary bands 22 in place.
- the band-insertion/band-retraction means 39 ′, 39 ′′ are not directly involved in the banding process. They merely serve, in the case of band changeover, to retract the remainder of the unwound band 22 and to advance the front end of the reserve band 22 up to the band-insertion/band-retraction unit 39 .
- a sensor 68 , 70 for detecting the end of band retraction is installed in the direction of the outlet opening of the band channels 32 , 33 .
- these sensors 68 , 70 in the present case photocells are reached, the relevant band-insertion/band-retraction unit is immediately stopped.
- a single special length x is added for the first loop 62 formed, this single special length corresponding to the distance between the welding and cutting unit 48 and the reference sensor 64 .
- FIG. 3 shows a cross section through a band channel 32 , 33 which is designed as a slideway for a band 22 .
- a groove 74 adapted to the width of the band is made in a core layer 72 , and this groove, together with a cover layer 76 , does not leave much free space for the band 22 introduced.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Abstract
A method and to a device for banding a stack of products which are to be stacked. A band is unwound from a store roll of a band machine and a loop is formed for the stack of products which is to be stacked, by a band insertion/withdrawal unit. After the free end of the band is fixed in a return device and the band is pulled to the stack of products which is to be stacked, the free end is stuck or welded and the pulled loop is cut. In a program-controlled, continuous process and prior to changing the band, the end of the band of a first band roll is detected and the remainder of the band is retracted. Then, the band threaded into the band store of a second complete band roll is inserted into the band insertion/withdrawal unit (39) and the band continuous with delay. The end of the totally automatic band exchange is optically and/or acoustically displayed and the roll can change without pressure.
Description
- The invention relates to a method of, and an apparatus for, banding a stack of articles, in which a band is unwound from a reel, with a band store, of a banding machine, a loop for the stack of articles is formed by means of a band-insertion/band-retraction unit and, once the free band end has been clamped in place in a return movement, is drawn against the stack of articles, the free end is adhesively bonded or welded and the secured loop is severed.
- In a banding machine, a band-like sheet or film made of paper, plastic or a composite material is guided as a loop around the stack of articles in a band guide which forms the outer boundary. This band guide is designed as an open or closed infeed arch, depending on the stiffness of the bands and on the dimensions and usage of the banded stack. For soft bands, numerous means are known for holding up the band during and after passage through the arch; it is always necessary, however, to ensure free retraction for the purpose of securing the bands.
- The article which is to be banded may be of basically any desired design, for example, in respect of its surface area, it may be square, rectangular, round or trapezoidal. At least one band is applied; for a plurality of bands, the latter are applied simultaneously or one after the other.
- A fully automatic banding machine first of all forms a loop which is inherently stable, or one which has to be held up, and the stack of articles is placed in the loop. The stack of articles may also be placed in position prior to loop formation. With sensor control, or initiated by a hand switch or foot switch, the band, which is clamped in place at its free end, is retracted until it fits more or less snugly in accordance with the properties of the articles. Then, as mentioned in the introduction, the clamped-in-place end is adhesively bonded or welded to the secured band and the loop is severed. The basic principle of banding is widely known. EP 0551244 A1 describes a banding machine which comprises cold welding. This guarantees clean and defined closure, renders less maintenance necessary and precludes film build-up and the replacement of heating elements.
- Despite the progress in automation and improvements to the individual components, continuous production is always interrupted when the reel from which the band has been unwound has to be changed. A supervisor has to be temporarily present at a certain banding machine at a certain point in time, which, in addition to the actual interruption to operation, gives rise to additional costs.
- The inventor has set the object of providing a method and an apparatus of the type mentioned in the introduction which ensure continuous operation and flexibility in terms of timing for the supervisor.
- In respect of the method, the object is achieved according to the invention in that in a program-controlled, continuous procedure, prior to a band changeover in a banding machine, the end of the band from a first band reel (18) is detected, the remainder of the band is retracted, the band threaded into the band store of a second, complete band reel is pushed into the band-insertion/band-retraction unit, and the banding operation is continued without delay.
- It is essential to the invention that the end of the bands should be detected and communicated to the control electronics of the banding machine. Band-end monitoring preferably takes place in a sensor-controlled manner. Band retraction takes place to the extent where the envisaged insertion of the band from the second reel of the banding machine can take place without obstruction.
- The band changeover takes place fully automatically in seconds, and production can be continued without interruption or obstruction. The band changeover which has taken place is indicated optically and/or acoustically. The supervisor has enough time to exchange the used-up reel and to thread the band into the band store such that the operational reel can be automatically replaced again at any time.
- In the case of the end of a band being detected, the remainder can be retracted immediately. It is preferable, however, for at least one loop still to be formed with the remainder of the band and with the remainder of the band to be retracted thereafter. The number of loops still formed depends on the length of the band from the band-end monitoring means to the welding and cutting unit and on the circumference of the stack of articles, from which the program-control means of the banding machine calculates, and controls, the remaining number of loops to be formed until the band is retracted. One to two loops are usually formed here.
- Following the band changeover and the insertion of the new band, a sensor of a distance-measuring system with a precisely co-running rotary-transducer roller switches on. The distance-measuring system measures a predetermined band length which has to be fed into the infeed arch of the banding machine. The specified value is optimum if, for the purpose of forming the first loop following the band changeover, a single special length x is added to the band, this single special length corresponding to the distance between the sensor of the distance-measuring system and the welding and cutting unit. This makes it possible to preclude the situation where the first band loop placed around the stack of articles is too short because, in contrast to the subsequent loop formations, there is no band material upstream of the reference photocell for band insertion for the welding and cutting unit.
- In respect of the banding machine, the object is achieved according to the invention in that the banding machine comprises a first and a second band reel which can be actuated in a program-controlled manner and each have a band store, each of the two band stores being followed by a band channel, and these band channels, converging in a V-shaped or a radial manner in the direction of the common guide-roller pair, have means for advancing the bands to the driving roller of the band-advancement/band-retraction unit and for retracting the band into the relevant band channel.
- A sensor for detecting the band end is fitted preferably in the region of the band store of the first and of the second reels. This sensor is expediently positioned such that the length of the band from this sensor to the welding and cutting unit is greater than the loop which is to be formed around a stack of articles with the greatest possible dimensions. The band which is wound up onto the relevant reel is thus utilized to the maximum extent; only a small, retractable amount remains.
- The band channels are expediently designed as a two-sided slideway or roller conveyor, also with driving rollers, or as a belt guide. The band-clamping driving rollers of a roller conveyor or belts of a belt guide simultaneously form means for advancing or retracting the band. A sensor which initiates the end of the operation for retracting the bands, and is thus also referred to as a band-monitoring means, is preferably arranged in the region of the band channels.
- Furthermore a reference sensor for band insertion is expediently installed between the band-insertion/band-retraction unit and the welding and cutting unit and a rotation-transducer roller of the distance-measuring system is expediently installed upstream of the band-insertion/band-retraction unit, as seen in the running direction of the band.
- The invention will be explained in more detail with reference to exemplary embodiments which are illustrated in the drawing and also form the subject matter of dependent patent claims. In the drawing, schematically:
-
FIG. 1 shows a view of a banding machine with two band reels arranged coaxially one behind the other, -
FIG. 2 shows that part of the banding machine which is essential to the invention and has band reels arranged one above the other with axes parallel, and -
FIG. 3 shows a band channel with a slideway. -
FIG. 1 shows a banding machine 10 with a height-adjustable undercarriage 12 onarrestable wheels 14. Across-strap 16 of the undercarriage 12 has arranged on it a rear band reel 18 (which cannot be seen) and a coaxial,front band reel 20. Each of the axiallydisplaceable reels displaceable band store 24, 25, via which aband 22 is unwound. The band stores 24, 25 each comprise, in the present case, threestationary deflecting rollers 26 and three deflectingrollers 30 which are mounted on a tensioned,pivotable lever 28. In the case of loops being formed very quickly, the band stores 24, 25 serve as a reserve; and thelever 28 is raised. According to a variant which is not illustrated, the band store may also be designed as a magazine. - The
band reel 20 with theband store 24 is in the operating position; the band reel 18 (not visible) with a corresponding band store 24 (not visible either) is in the reserve position. Each of these twodisplaceable band reels 18, withband stores 24, 25 comprise controllable band-advancement/band-retraction means (not depicted), seeFIG. 2 . - Downstream of the band store 25, the
band 22 is drawn into aband channel 32 which is arranged in amachine housing 34 with a folding-table panel 36. Thismachine housing 34 contains further, concealed machine elements, for example a band-driving roller 38 of a band-insertion/band-retraction unit 39, atransporting roller 42, which, with alever 40 positioned correspondingly, presses theband 22 against the band-drivingroller 38 or allows it to freewheel, a rotary-transducer roller 44, which co-runs precisely with theband 22, a holding-down plate 46, a welding andcutting unit 48 and a control means 60, in the present case a digital control means, which is connected electrically to the drive of the band-drivingroller 38 and of the rotary-transducer roller 44. -
Band guidance 50 in the region of a stack ofarticles 52 takes place, in the present case, in the open state, by way of two supporting horns 54 which are arranged with plane symmetry and can readily be supplemented by a horizontal channel which is open at the bottom. - The band-driving
roller 38 forces theband 22 at high speed through theband guide 50. Once theband 22 forms an infeed arch, which in the present case is free at the top, the band is clamped in place at the front end. The band-drivingroller 38 of the band-insertion/band-retraction unit then rotates in the opposite direction and draws theband 22 against the stack ofarticles 52 which has been placed in position, this operation being referred to as a return movement. The rotary-transducer roller 44 predetermines a precise loop length, which it monitors with the aid of a digital control means 60. When the predetermined length is reached, the digital control means immediately stops the return movement. The welding andcutting unit 48 then begins operation. It is, of course, also possible for the return movement of theband 22 to be controlled in some other way. - Whereas
FIG. 1 illustrates a banding machine in its entirety,FIG. 2 shows the functionally essential part of the invention. Thereel 18 and thereel 20 for aband 22 are arranged one above the other in a single plane. Theband 22 of the active,first band reel 18 runs overstationary deflecting rollers 26 and deflectingrollers 30 of theband store 24, therollers 30 being mounted on thepivotable lever 28, and over a further deflecting roller 56 into theband channel 32, which is designed as a two-sided slideway. Installed at the entrance to theband channel 32 are band-insertion/band-retraction means 39′ comprising a band-drivingroller 38′ and a transportingroller 42′. The band-drivingroller 38′ and transportingroller 42′ are open, and theband 22 runs freely through them. The exit from theband channel 32 is followed immediately by a guide-roller pair 58, which guides theband 22 to the band-insertion/band-retraction unit 39 for theinfeed arch 62 formed by theband 22, and theband 22 is clamped in place here between the band-drivingroller 38 and the transportingroller 42. The drive motor of the band-insertion/band-retraction unit 39 has not been illustrated. - A reference sensor 64, in the present case a photocell, monitors the band insertion. The reference sensor 64 controls the rotary-
transducer roller 44, which likewise belongs to the measuring system. - A
further sensor 66 in the region of theband store 24, the band-end monitoring means, indicates the end of theband 22 in good time; enough material remains for at least one band loop. - Arranged above the first,
operational band reel 18 is a complete second,reserve band reel 20, of which theband 22 is already threaded through the band store 25 and introduced into theband channel 33, which is arranged in a V-shaped manner in relation to theother band channel 32 and runs in the direction of the guide-roller pair 58. Arranged at the entrance to theband channel 33 are further band-insertion/band-retraction means 39″, which likewise comprise a band-drivingroller 38″ and a transportingroller 42″. The band-drivingroller 38″ and the transportingroller 42″ clamp thestationary bands 22 in place. - In contrast to the band-insertion/band-
retraction unit 39, the band-insertion/band-retraction means 39′, 39″ are not directly involved in the banding process. They merely serve, in the case of band changeover, to retract the remainder of the unwoundband 22 and to advance the front end of thereserve band 22 up to the band-insertion/band-retraction unit 39. - A sensor 68, 70 for detecting the end of band retraction is installed in the direction of the outlet opening of the
band channels - Following band changeover, a single special length x is added for the
first loop 62 formed, this single special length corresponding to the distance between the welding and cuttingunit 48 and the reference sensor 64. -
FIG. 3 shows a cross section through aband channel band 22. A groove 74 adapted to the width of the band is made in acore layer 72, and this groove, together with acover layer 76, does not leave much free space for theband 22 introduced.
Claims (11)
1-10. (canceled)
11. A method of banding a stack of articles wherein a band is unwound from a reel, with a band store, of a banding machine, a loop for the stack of articles is formed by means of a band-insertion/band-retraction unit and, once the free band end has been 5 clamped in place in a return movement, is drawn against the stack of articles, the free end is adhesively bonded or welded and the secured loop is severed characterized in that for each of a first and a second band real a separate band store is provided and in that in a program-controlled, continuous procedure, prior to a band changeover, the end of the band from the first band reel is detected, the remainder of the band is retracted, the band threaded into the band store of the second, complete band reel is pushed into the bandinsertion/band-retraction unit, and the banding operation is continued without delay.
12. The method as claimed in claim 11 , wherein the end is detected in a sensor-controlled manner and the advancement of the band from the first band reel is stopped.
13. The method as claimed in claim 11 , wherein at least one final loop is still formed once the end of a band has been detected.
14. The method as claimed in claim 11 , wherein a reference sensor switches on a distance-measuring system with a co-running rotary-transducer roller, which measuring system measures a predetermined band length.
15. The method as claimed in claim 14 , wherein the distance-measuring system, for the purpose of forming the first loop with the band following the band changeover, adds a single special length (x) which corresponds to the distance between the reference sensor of the distance-measuring system and the welding and cutting unit.
16. A banding machine for banding a stack of articles with a band, the banding machine has band reserves, a band-insertion/band-retraction unit, a welding and cutting unit and a band guide in the region of the stack of articles, wherein the banding machine, is actuated in a program-controlled manner, and comprises a first and a second band reel each with a band store, each of the two band stores being followed by a band channel, and these band channels, converging in a V-shaped or radial manner in the direction of a common guide-roller pair, have means for advancing the band to the driving roller of the band-advancement/band-retraction unit and for retracting the band into the relevant band channel.
17. The banding machine as claimed in claim 16 , wherein a sensor for detecting the end of the band is arranged in the region of the band store of the first and of the second band reels, preferably such that the length of the band from the relevant sensor to the welding and cutting unit is greater than the loop which is to be formed around the stack of articles which is to be bound.
18. The banding machine as claimed in claim 16 , wherein the band channels are designed as a two-sided slideway or a roller conveyer, also with driving rollers, or as a belt guide.
19. The banding machine as claimed in claim 16 , wherein a sensor which initiates the end of the operation for retracting the remainder of the band is arranged in the region of the band channels.
20. The banding machine as claimed in claim 16 , wherein a reference sensor, preferably a photocell, for band insertion is installed between the band-insertion/band-retraction unit and the welding and cutting unit, and a rotary-transducer roller of the distance-measuring system is installed upstream of the band-insertion/band-retraction unit, as seen in the running direction of the band.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01438/05A CH698112B1 (en) | 2005-09-05 | 2005-09-05 | Banding a stack of articles. |
| CH1438/05 | 2005-09-05 | ||
| PCT/CH2006/000455 WO2007028262A1 (en) | 2005-09-05 | 2006-08-23 | Banding a stack of products which are to be stacked |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20080216449A1 true US20080216449A1 (en) | 2008-09-11 |
Family
ID=37025159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/065,731 Abandoned US20080216449A1 (en) | 2005-09-05 | 2006-08-23 | Banding a Stack of Products Which are to be Stacked |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20080216449A1 (en) |
| EP (1) | EP1922253B1 (en) |
| JP (1) | JP4988739B2 (en) |
| AT (1) | ATE444897T1 (en) |
| CA (1) | CA2620998C (en) |
| CH (1) | CH698112B1 (en) |
| DE (1) | DE502006005047D1 (en) |
| WO (1) | WO2007028262A1 (en) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090178374A1 (en) * | 2008-01-07 | 2009-07-16 | Lancaster Iii Patrick R | Electronic control of metered film dispensing in a wrapping apparatus |
| US20090223388A1 (en) * | 2008-03-04 | 2009-09-10 | Doyle David R | Strap exchanger for a strapping system |
| US20110131927A1 (en) * | 2008-01-07 | 2011-06-09 | Lantech.Com, Llc | Demand based wrapping |
| CN105905337A (en) * | 2016-06-14 | 2016-08-31 | 台州旭田包装机械有限公司 | Automatic pre-conveying belt switch device and method for packaging machine |
| US9493262B2 (en) | 2010-10-29 | 2016-11-15 | Lantech.Com, Llc | Machine generated wrap data |
| US9776748B2 (en) | 2013-02-13 | 2017-10-03 | Lantech.Com, Llc | Containment force-based wrapping |
| US9932137B2 (en) | 2012-10-25 | 2018-04-03 | Lantech.Com, Llc | Corner geometry-based wrapping |
| US10005581B2 (en) | 2012-10-25 | 2018-06-26 | Lantech.Com, Llc | Effective circumference-based wrapping |
| US10005580B2 (en) | 2012-10-25 | 2018-06-26 | Lantech.Com, Llc | Rotation angle-based wrapping |
| US10053253B2 (en) | 2014-10-07 | 2018-08-21 | Lantech.Com, Llc | Graphical depiction of wrap profile for load wrapping apparatus |
| US10227152B2 (en) | 2014-01-14 | 2019-03-12 | Lantech.Com, Llc | Dynamic adjustment of wrap force parameter responsive to monitored wrap force and/or for film break reduction |
| US10934034B2 (en) | 2015-09-25 | 2021-03-02 | Lantech.Com, Llc | Stretch wrapping machine with automated determination of load stability by subjecting a load to a disturbance |
| US11208225B2 (en) * | 2018-08-06 | 2021-12-28 | Lantech.Com, Llc | Stretch wrapping machine with curve fit control of dispense rate |
| US11407536B2 (en) | 2018-10-18 | 2022-08-09 | Lantech.Com, Llc | Stretch wrapping machine with variable frequency drive torque control |
| US11479378B2 (en) | 2019-09-09 | 2022-10-25 | Lantech.Com, Llc | Stretch wrapping machine with dispense rate control based on sensed rate of dispensed packaging material and predicted load geometry |
| US11518557B2 (en) | 2019-09-19 | 2022-12-06 | Lantech.Com, Llc | Packaging material grading and/or factory profiles |
| US11667416B2 (en) | 2017-09-22 | 2023-06-06 | Lantech.Com, Llc | Load wrapping apparatus wrap profiles with controlled wrap cycle interruptions |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101706601B1 (en) * | 2014-11-27 | 2017-02-15 | 대은엠비코(주) | A banding apparatus for preventing tangle of a band |
Citations (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3470814A (en) * | 1966-05-04 | 1969-10-07 | Franz Tschappu | Device for heat-sealing thermoplastic bands |
| US3996403A (en) * | 1974-11-25 | 1976-12-07 | Signode Corporation | Strapping joint and method and apparatus for forming same |
| US4155799A (en) * | 1977-02-17 | 1979-05-22 | Nichiro Kogyo Company, Ltd. | Strapping machine |
| US4512844A (en) * | 1982-11-19 | 1985-04-23 | Signode Corporation | Anvil, gripper, and cutter assembly in a strapping machine |
| US4569186A (en) * | 1983-10-03 | 1986-02-11 | Nichiro Kogyo Co., Ltd. | Band-returning and tightening apparatus for a band type strapping machine |
| US4655873A (en) * | 1985-02-26 | 1987-04-07 | Sollas Holland, B.V. | Device for applying a wrapping tape around an object |
| US4691498A (en) * | 1985-03-15 | 1987-09-08 | A. Konrad Feinmechanik Ag. | Process and machine for hooping a package with a hooping band |
| US4724659A (en) * | 1985-12-24 | 1988-02-16 | Nichiro Kogyo Company Ltd. | Band type strapping machine |
| US4885901A (en) * | 1987-07-08 | 1989-12-12 | Strapack Corporation | Band loading apparatus in a packaging machine |
| US4938009A (en) * | 1987-04-25 | 1990-07-03 | Masaho Takami | Automatic package strapping machine |
| US5079899A (en) * | 1990-12-19 | 1992-01-14 | Strapack Corporation | Band reel replacing and band loading method and apparatus |
| US5168686A (en) * | 1990-05-10 | 1992-12-08 | Ats Automatic Taping Systems Ag | Formation, maintenance and tensioning of a tying loop |
| US5299407A (en) * | 1991-11-26 | 1994-04-05 | Signode Bernpak Gmbh | Process and device for avoiding strapping-caused downtime on machine for strapping packages |
| US5377477A (en) * | 1993-12-09 | 1995-01-03 | Signode Corporation | Method and apparatus for a power strapping machine |
| US5414980A (en) * | 1992-11-05 | 1995-05-16 | Strapack Corporation | Packing apparatus |
| US5437141A (en) * | 1992-01-09 | 1995-08-01 | Ats Automatic Taping Systems Ltd. | Broad tape binding of stacked packed products |
| US5513482A (en) * | 1993-07-20 | 1996-05-07 | Kioritz Corporation | Strapping machine |
| US5577371A (en) * | 1994-05-06 | 1996-11-26 | Lang; Georg | Apparatus for hooping a package |
| US5651306A (en) * | 1995-02-14 | 1997-07-29 | Nichiro Kogyo Co., Ltd. | Arch type strapping machine having an adjustable speed band tightening mechanism with dual speeds |
| US5755084A (en) * | 1994-01-25 | 1998-05-26 | Band-It Patent B.V. | Device for arranging a band of flexible material round at least one product |
| US6038967A (en) * | 1996-11-18 | 2000-03-21 | Ovalstrapping, Inc. | Strapping machine having primary and secondary tensioning units and a control system therefor |
| US6467243B1 (en) * | 2001-07-27 | 2002-10-22 | Su Chi-Jan | Strapping machine with a strap tightening adjustment unit |
| US6499281B1 (en) * | 1999-05-05 | 2002-12-31 | Illinois Tool Works, Inc. | Deflecting subassembly |
| US6546696B2 (en) * | 2001-02-15 | 2003-04-15 | Cranston Diversified Industries | Apparatus and method for securing a bundle with a strap |
| US6655117B2 (en) * | 2001-04-09 | 2003-12-02 | Nichiro Kogyo Co., Ltd. | Arch type strapping machine |
| US6662713B2 (en) * | 2001-11-09 | 2003-12-16 | Kabushiki Kaisha Tokyo Kikai Seisakusho | Binding apparatus with a fusible band, and a delivery system incorporating the same |
| US6742323B2 (en) * | 2002-04-23 | 2004-06-01 | Titan Umreifungstechnik Gmbh & Co. Kg | Package-strapping apparatus |
| US6817159B2 (en) * | 2001-09-28 | 2004-11-16 | Strapack Corporation | Packing method |
| US6848239B2 (en) * | 2002-10-01 | 2005-02-01 | Strapack Corporation | Band refeeding method in banding packing machine and banding packing machine having refeeding mechanism |
| US7165379B1 (en) * | 2005-07-25 | 2007-01-23 | Tony Lai | Forward-reverse tension mechanism for packing machine |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3130762B2 (en) * | 1995-01-13 | 2001-01-31 | ストラパック株式会社 | Packing machine band connect unit |
| WO2004067383A1 (en) * | 2003-01-24 | 2004-08-12 | Enterprises International Inc. | Apparatus and methods for applying a strap around a bundle of objects |
-
2005
- 2005-09-05 CH CH01438/05A patent/CH698112B1/en not_active IP Right Cessation
-
2006
- 2006-08-23 DE DE502006005047T patent/DE502006005047D1/en active Active
- 2006-08-23 EP EP06761296A patent/EP1922253B1/en active Active
- 2006-08-23 AT AT06761296T patent/ATE444897T1/en active
- 2006-08-23 WO PCT/CH2006/000455 patent/WO2007028262A1/en active Application Filing
- 2006-08-23 CA CA2620998A patent/CA2620998C/en active Active
- 2006-08-23 US US12/065,731 patent/US20080216449A1/en not_active Abandoned
- 2006-08-23 JP JP2008528311A patent/JP4988739B2/en active Active
Patent Citations (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3470814A (en) * | 1966-05-04 | 1969-10-07 | Franz Tschappu | Device for heat-sealing thermoplastic bands |
| US3996403A (en) * | 1974-11-25 | 1976-12-07 | Signode Corporation | Strapping joint and method and apparatus for forming same |
| US4155799A (en) * | 1977-02-17 | 1979-05-22 | Nichiro Kogyo Company, Ltd. | Strapping machine |
| US4512844A (en) * | 1982-11-19 | 1985-04-23 | Signode Corporation | Anvil, gripper, and cutter assembly in a strapping machine |
| US4569186A (en) * | 1983-10-03 | 1986-02-11 | Nichiro Kogyo Co., Ltd. | Band-returning and tightening apparatus for a band type strapping machine |
| US4655873A (en) * | 1985-02-26 | 1987-04-07 | Sollas Holland, B.V. | Device for applying a wrapping tape around an object |
| US4691498A (en) * | 1985-03-15 | 1987-09-08 | A. Konrad Feinmechanik Ag. | Process and machine for hooping a package with a hooping band |
| US4724659A (en) * | 1985-12-24 | 1988-02-16 | Nichiro Kogyo Company Ltd. | Band type strapping machine |
| US4938009A (en) * | 1987-04-25 | 1990-07-03 | Masaho Takami | Automatic package strapping machine |
| US4885901A (en) * | 1987-07-08 | 1989-12-12 | Strapack Corporation | Band loading apparatus in a packaging machine |
| US5168686A (en) * | 1990-05-10 | 1992-12-08 | Ats Automatic Taping Systems Ag | Formation, maintenance and tensioning of a tying loop |
| US5079899A (en) * | 1990-12-19 | 1992-01-14 | Strapack Corporation | Band reel replacing and band loading method and apparatus |
| US5299407A (en) * | 1991-11-26 | 1994-04-05 | Signode Bernpak Gmbh | Process and device for avoiding strapping-caused downtime on machine for strapping packages |
| US5437141A (en) * | 1992-01-09 | 1995-08-01 | Ats Automatic Taping Systems Ltd. | Broad tape binding of stacked packed products |
| US5414980A (en) * | 1992-11-05 | 1995-05-16 | Strapack Corporation | Packing apparatus |
| US5513482A (en) * | 1993-07-20 | 1996-05-07 | Kioritz Corporation | Strapping machine |
| US5377477A (en) * | 1993-12-09 | 1995-01-03 | Signode Corporation | Method and apparatus for a power strapping machine |
| US5755084A (en) * | 1994-01-25 | 1998-05-26 | Band-It Patent B.V. | Device for arranging a band of flexible material round at least one product |
| US5577371A (en) * | 1994-05-06 | 1996-11-26 | Lang; Georg | Apparatus for hooping a package |
| US5651306A (en) * | 1995-02-14 | 1997-07-29 | Nichiro Kogyo Co., Ltd. | Arch type strapping machine having an adjustable speed band tightening mechanism with dual speeds |
| US6038967A (en) * | 1996-11-18 | 2000-03-21 | Ovalstrapping, Inc. | Strapping machine having primary and secondary tensioning units and a control system therefor |
| US6499281B1 (en) * | 1999-05-05 | 2002-12-31 | Illinois Tool Works, Inc. | Deflecting subassembly |
| US6546696B2 (en) * | 2001-02-15 | 2003-04-15 | Cranston Diversified Industries | Apparatus and method for securing a bundle with a strap |
| US6655117B2 (en) * | 2001-04-09 | 2003-12-02 | Nichiro Kogyo Co., Ltd. | Arch type strapping machine |
| US6467243B1 (en) * | 2001-07-27 | 2002-10-22 | Su Chi-Jan | Strapping machine with a strap tightening adjustment unit |
| US6817159B2 (en) * | 2001-09-28 | 2004-11-16 | Strapack Corporation | Packing method |
| US6662713B2 (en) * | 2001-11-09 | 2003-12-16 | Kabushiki Kaisha Tokyo Kikai Seisakusho | Binding apparatus with a fusible band, and a delivery system incorporating the same |
| US6742323B2 (en) * | 2002-04-23 | 2004-06-01 | Titan Umreifungstechnik Gmbh & Co. Kg | Package-strapping apparatus |
| US6848239B2 (en) * | 2002-10-01 | 2005-02-01 | Strapack Corporation | Band refeeding method in banding packing machine and banding packing machine having refeeding mechanism |
| US7165379B1 (en) * | 2005-07-25 | 2007-01-23 | Tony Lai | Forward-reverse tension mechanism for packing machine |
Cited By (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090178374A1 (en) * | 2008-01-07 | 2009-07-16 | Lancaster Iii Patrick R | Electronic control of metered film dispensing in a wrapping apparatus |
| US20110131927A1 (en) * | 2008-01-07 | 2011-06-09 | Lantech.Com, Llc | Demand based wrapping |
| US9908648B2 (en) | 2008-01-07 | 2018-03-06 | Lantech.Com, Llc | Demand based wrapping |
| US20090223388A1 (en) * | 2008-03-04 | 2009-09-10 | Doyle David R | Strap exchanger for a strapping system |
| US7950324B2 (en) | 2008-03-04 | 2011-05-31 | Enterprises International, Inc. | Strap exchanger for a strapping system |
| US20110132206A1 (en) * | 2008-03-04 | 2011-06-09 | Enterprises International Inc. | Strap exchanger for a strapping system |
| US8127669B2 (en) | 2008-03-04 | 2012-03-06 | Enterprises International, Inc. | Strap exchanger for a strapping system |
| US8327759B2 (en) | 2008-03-04 | 2012-12-11 | Enterprises International, Inc. | Strap exchanger for a strapping system |
| US9493262B2 (en) | 2010-10-29 | 2016-11-15 | Lantech.Com, Llc | Machine generated wrap data |
| US11111046B2 (en) | 2012-10-25 | 2021-09-07 | Lantech.Com, Llc | Load wrapping apparatus with rotational data shift |
| US11174056B2 (en) | 2012-10-25 | 2021-11-16 | Lantech.Com, Llc | Load wrapping apparatus with controlled interventions |
| US9932137B2 (en) | 2012-10-25 | 2018-04-03 | Lantech.Com, Llc | Corner geometry-based wrapping |
| US10005581B2 (en) | 2012-10-25 | 2018-06-26 | Lantech.Com, Llc | Effective circumference-based wrapping |
| US10005580B2 (en) | 2012-10-25 | 2018-06-26 | Lantech.Com, Llc | Rotation angle-based wrapping |
| US11111045B2 (en) | 2012-10-25 | 2021-09-07 | Lantech.Com, Llc | Dynamic rotation angle-based wrapping |
| US11104464B2 (en) | 2012-10-25 | 2021-08-31 | Lantech.Com, Llc | Rotation angle-based wrapping of loads with varying dimensions |
| US10717554B2 (en) | 2013-02-13 | 2020-07-21 | Lantech.Com, Llc | Containment force-based wrapping |
| US9776748B2 (en) | 2013-02-13 | 2017-10-03 | Lantech.Com, Llc | Containment force-based wrapping |
| US10239645B2 (en) | 2013-02-13 | 2019-03-26 | Lantech.Com, Llc | Packaging material profiling for containment force-based wrapping |
| US11912445B2 (en) | 2013-02-13 | 2024-02-27 | Lantech.Com, Llc | Containment force-based wrapping |
| US11518558B2 (en) | 2013-02-13 | 2022-12-06 | Lantech.Com, Llc | Containment force-based wrapping |
| US11407538B2 (en) | 2013-02-13 | 2022-08-09 | Lantech.Com, Llc | Packaging material profiling for containment force-based wrapping |
| US10227152B2 (en) | 2014-01-14 | 2019-03-12 | Lantech.Com, Llc | Dynamic adjustment of wrap force parameter responsive to monitored wrap force and/or for film break reduction |
| US11597554B2 (en) | 2014-01-14 | 2023-03-07 | Lantech.Com, Llc | Dynamic adjustment of wrap force parameter responsive to monitored wrap force and/or for film break reduction |
| US11685567B2 (en) | 2014-01-14 | 2023-06-27 | Lantech.Com, Llc | Dynamic adjustment of wrap force parameter responsive to monitored wrap force and/or for film break reduction |
| US10435191B2 (en) | 2014-10-07 | 2019-10-08 | Lantech.Com, Llc | Projecting containment force for load wrapping apparatus |
| US10926906B2 (en) | 2014-10-07 | 2021-02-23 | Lantech.Com, Llc | Load stability-based wrapping |
| US10053253B2 (en) | 2014-10-07 | 2018-08-21 | Lantech.Com, Llc | Graphical depiction of wrap profile for load wrapping apparatus |
| US11034470B2 (en) | 2015-09-25 | 2021-06-15 | Lantech.Com, Llc | Stretch wrapping machine with automatic load profiling |
| US11505343B2 (en) | 2015-09-25 | 2022-11-22 | Lantech.Com, Llc | Stretch wrapping machine with automated determination of load stability by subjecting a load to a disturbance |
| US10934034B2 (en) | 2015-09-25 | 2021-03-02 | Lantech.Com, Llc | Stretch wrapping machine with automated determination of load stability by subjecting a load to a disturbance |
| US11731793B2 (en) | 2015-09-25 | 2023-08-22 | Lantech.Com, Llc | Stretch wrapping machine with automatic load profiling |
| CN105905337A (en) * | 2016-06-14 | 2016-08-31 | 台州旭田包装机械有限公司 | Automatic pre-conveying belt switch device and method for packaging machine |
| US11667416B2 (en) | 2017-09-22 | 2023-06-06 | Lantech.Com, Llc | Load wrapping apparatus wrap profiles with controlled wrap cycle interruptions |
| US11208225B2 (en) * | 2018-08-06 | 2021-12-28 | Lantech.Com, Llc | Stretch wrapping machine with curve fit control of dispense rate |
| US11407536B2 (en) | 2018-10-18 | 2022-08-09 | Lantech.Com, Llc | Stretch wrapping machine with variable frequency drive torque control |
| US11479378B2 (en) | 2019-09-09 | 2022-10-25 | Lantech.Com, Llc | Stretch wrapping machine with dispense rate control based on sensed rate of dispensed packaging material and predicted load geometry |
| US11518557B2 (en) | 2019-09-19 | 2022-12-06 | Lantech.Com, Llc | Packaging material grading and/or factory profiles |
| US12103719B2 (en) | 2019-09-19 | 2024-10-01 | Lantech.Com, Llc | Packaging material grading and/or factory profiles |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502006005047D1 (en) | 2009-11-19 |
| CA2620998A1 (en) | 2007-03-15 |
| EP1922253A1 (en) | 2008-05-21 |
| EP1922253B1 (en) | 2009-10-07 |
| WO2007028262A1 (en) | 2007-03-15 |
| CH698112B1 (en) | 2009-05-29 |
| JP4988739B2 (en) | 2012-08-01 |
| ATE444897T1 (en) | 2009-10-15 |
| JP2009506954A (en) | 2009-02-19 |
| CA2620998C (en) | 2013-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2620998C (en) | Banding of a stack of articles | |
| US4695005A (en) | Coreless winder for strips of pliable material | |
| US9745091B2 (en) | Method for accumulating a strap within an accumulator of a strapping apparatus | |
| EP2233399B1 (en) | Horizontal packaging machine including an unwinder with a splicing device for changing reels without stopping the machine, and a band supply unit applicable to said machine | |
| PL186616B1 (en) | Method of and apparatus for forming a folded layered coil | |
| EP2197772B1 (en) | Winding device and assembly comprising a winding device | |
| CN110114291B (en) | Rewinding machine for producing paper coiled material | |
| EP2825491B1 (en) | Device and method for providing a continuous tubular foil | |
| US20050034588A1 (en) | Separating-sheet dispenser, and dispensing method for dispensing separating sheets | |
| DE202014101731U1 (en) | Documenting device for placing a rubberized band on a cord, in particular steel or textile cord | |
| AU660791B2 (en) | Apparatus for rolling up a printed product and winding a wrapping around the roll | |
| SK29597A3 (en) | Apparatus for producing rolls of dough sheets with separator sheets | |
| US5797242A (en) | Production of an endless band and method and banding apparatus for banding with this endless band | |
| EP3490919B1 (en) | Feeding unit for a tissue converting machine for converting a web of two-layer tissue | |
| US5462165A (en) | Paper reel, paper reel unpacking station for unpacking the paper reel, and process for unpacking the paper reel | |
| EP1547927A2 (en) | A device for feeding and cutting film in machines for conditioning products | |
| US4141515A (en) | Automated layer separator delivery system for optical waveguide winding | |
| US20200009847A1 (en) | Plant and process for the production of paper logs | |
| EP3339226A1 (en) | Method and apparatus for joining the ply of a reel of paper in depletion with the initial flap of a new reel | |
| CN211110242U (en) | Unwinding mechanism and cutting machine | |
| EP0968127B1 (en) | Apparatus for feeding a film to a machine for packaging articles | |
| WO2000068128A1 (en) | Device for joining together two packaging films for packaging machines of the 'flow-pack' type | |
| PL182037B1 (en) | Apparatus for stacking laminated article | |
| MXPA98004392A (en) | Composite band format device, and its met | |
| WO2002026608A2 (en) | Winding of strip material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: ATS AUTOMATIC TAPING SYSTEMS AG, SWITZERLAND Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:ZIMMERLI, MARTIN;REEL/FRAME:021166/0275 Effective date: 20080530 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |