US20080139334A1 - Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses - Google Patents
Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses Download PDFInfo
- Publication number
- US20080139334A1 US20080139334A1 US11/567,669 US56766906A US2008139334A1 US 20080139334 A1 US20080139334 A1 US 20080139334A1 US 56766906 A US56766906 A US 56766906A US 2008139334 A1 US2008139334 A1 US 2008139334A1
- Authority
- US
- United States
- Prior art keywords
- zone
- club
- head
- thickness
- face plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0466—Heads wood-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0458—Heads with non-uniform thickness of the impact face plate
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/047—Heads iron-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0416—Heads having an impact surface provided by a face insert
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/045—Strengthening ribs
- A63B53/0454—Strengthening ribs on the rear surface of the impact face plate
Definitions
- This disclosure pertains generally to golf clubs and club-heads. More particularly the disclosure pertains to, inter alia, wood-type club-heads and other types of club-heads that have a face insert.
- An exemplary metal-wood golf club such as a fairway wood or driver typically includes a shaft having a lower end to which a hollow club-head is attached.
- the club-head usually is made, at least in part, of a light-weight but strong metal such as titanium alloy.
- the club-head comprises a body to which a strike plate (also called “face plate”) is attached or integrally formed.
- the body includes a hosel that extends generally upward and is connected to the shaft of the club.
- the body also includes a heel region situated close to the hosel, a toe region situated opposite the heel region, a sole (lower) region, and a crown (upper) region.
- the body bears most of the impact load imparted to the strike plate when the club-head strikes a golf ball.
- the strike plate defines a front surface or strike face that actually contacts the golf ball.
- club-heads of many modern metal-woods are hollow, which has been made possible by the use of light-weight, strong metals and other materials for fabricating the club-head.
- Use of titanium and other light-weight metal alloys has permitted the walls of the club-head to be made very thin, which has permitted the club-heads to be made substantially larger than their predecessors.
- These oversized club-heads tend to provide a larger “sweet spot” on the strike plate and higher club-head inertia, thereby making the club-heads more “forgiving” than smaller club-heads.
- This “forgiveness” means that a golfer using the club who strikes the ball off the center, or “sweet spot,” of the club's strike plate still produces a ball trajectory that is substantially similar to the shot that otherwise would have been made if the golfer struck the ball on the sweet spot.
- Characteristics such as size of the sweet spot are determined by many variables including the shape profile, size, and thickness of the strike plate as well as the location of the center of gravity (CG) of the club-head.
- club-heads There are practical limits to the maximum size of club-heads, based on factors such as the particular material of the club-head, the mass of the club-head, and the strength of the club-head. Since the maximal mass of the club-head is limited under USGA rules, as the club-head size is increased, the walls of the body and face plate generally are made correspondingly thinner.
- the distribution of mass around the club-head typically is quantified by parameters such as rotational moment of inertia (MOI) and CG location.
- Club-heads typically have multiple rotational MOIs, each associated with a respective Cartesian reference axis of the club-head.
- a rotational MOI is a measure of the club-head's resistance to angular acceleration (twisting or rotation) about the respective reference axis.
- the rotational MOIs are related to, inter alia, the distribution of mass in the club-head with respect to the respective reference axes.
- a wood-type club-head has a first rotational MOI about an x-axis (a horizontal heel-toe axis extending through the CG generally parallel to the face), a second rotational MOI about a z-axis (a vertical axis also extending through the CG), and a third rotational MOI about a y-axis (a horizontal front-back axis orthogonal to the x- and z-axes and also extending through the CG).
- the third rotational MOI usually is less significant than the other two.
- “horizontal” is relative to the ground whenever the club-head is at address position relative to the golf ball.
- Each of these rotational MOIs desirably is high to provide the club-head with more forgiveness.
- the mass of the club-head typically is distributed, as much as possible, around the periphery of the club-head and rearward of the face plate.
- the club-head's CG generally is located rearwardly from the face plate at a prescribed location, which also helps the club to produce a desired launch angle upon impact with a golf ball.
- club-head design Another factor in club-head design is the face plate. Impact of the face plate with the golf ball causes deflection of the face plate. This deflection and the subsequent recoil are measured as the club-head's coefficient of restitution (COR). A thinner face plate generally deflects more at impact than a thicker face plate of the same material. Thus, a club-head having a thin face plate can impart more energy and thus a higher initial velocity (rebound velocity) to a struck golf ball than a club with a thicker, more rigid face plate. This rebound phenomenon is called the “trampoline effect” and is an important determinant of the flight distance of the struck ball.
- COR coefficient of restitution
- Thin walls also allow additional leeway in distributing club-head mass to achieve a desired mass distribution and a desired high COR.
- metal wood-type drivers are governed by USGA rules. Certain types of metal wood-type club-heads are quite large and have a volume that is equal to or nearly equal to 460 cm 3 , which is the maximum allowed by the USGA. These clubs typically have a large strike face that presents a tall face height to the ball. Consequently, with many golfers using these clubs, there is an increased probability that the ball will be struck by the strike plate at a location other than the sweet spot. These off-center shots deliver substantial stresses to the club-head to angularly pivot about the x-axis and/or z-axis. To make the club-head more resistant to such pivoting in response to these stresses, these large club-heads (indeed all club-heads) must have sufficient respective rotational MOIs about the CG of the club-head.
- the total mass as the mass budget for the club-head, it is axiomatic that at least some of the mass be dedicated to achieving the required strength and structural support of the club-head. This is termed “structural” mass. Any mass remaining in the budget is called “discretionary” or “performance” mass, which can be distributed within the club-head to maximize performance.
- Much of the current research and development activity concerning golf clubs is directed to various ways of distributing the discretionary mass.
- some club-heads include one or more weights placed relative to the heel-toe (x) axis and in-line with the percussion axis of the club-head. This manner of “perimeter weighting” can increase the rotational MOI of the club-head about the vertical (z) axis and increase the rotational MOI about the x-axis.
- a first aspect is directed to club-heads for golf clubs.
- An embodiment of such a club-head comprises a body.
- the body has a top, a sole, a toe, a heel, and a front.
- the body can be hollow, wherein the top, sole, toe, heel, and front have corresponding walls.
- An example is a body for a modern metal-wood.
- one or more of the top, sole, toe, heel, and front can have a “solid” or partially solid configuration, such as in any of various “irons.”
- the face plate is attached to the front of the body and has an obverse surface, a reverse surface, a peripheral zone, a toe zone, a heel zone, an upper zone, a lower zone, and a central zone.
- the reverse surface defines in the central zone a central recess having a thickness and a substantially annular ridge surrounding the central recess and having a maximal respective thickness.
- the reverse surface also defines in the toe zone and heel zone respective horizontal flanking recesses each having respective thicknesses.
- the reverse surface also defines in the upper zone and lower zone respective vertical flanking recesses each having respective thicknesses.
- the maximal thickness of the annular ridge is greater than the respective thicknesses of the central recess and flanking recesses, and the respective thicknesses of the flanking recesses are no greater than the thickness of the central recess. Desirably, the respective thicknesses of the flanking recesses are less than the thickness of the central recess.
- the respective thicknesses of each of the flanking recesses can be substantially equal.
- the thickness of the peripheral zone can be substantially equal to the thickness of the central recess.
- the thickness of the face plate can progressively decrease from the maximal thickness of the annular ridge to each of the flanking recesses.
- the face plate in most club-head configurations has a “sweet spot,” wherein the central recess desirably is located substantially in the center of the sweet spot.
- the annular ridge can be situated substantially within the sweet spot.
- the club-head can be configured as a hollow “metal-wood” club-head.
- the respective thicknesses of the flanking recesses are no greater than the respective wall thicknesses of the top, sole, heel, and toe.
- the thickness of the central recess is greater than the respective wall thicknesses of the top, sole, heel, and toe.
- the body further comprises a sole-lip and a crown-lip.
- the sole-lip and crown-lip desirably are thicker than respective wall thicknesses of the toe, heel, sole, and top of the body.
- each of the sole-lip and crown-lip comprises at least one rib.
- the body further comprises a sole-lip, a crown-lip, a toe-lip, and a heel-lip. At least one of these lips further can comprise at least one rib. If multiple ribs are present, they are not limited to a particular orientation such as vertical. Various factors, which can include the specific locations of the ribs, may indicate rib(s) having other orientations.
- the club-head can be configured as a metal-wood club-head or as an iron-type club-head.
- An embodiment comprises a club-head and a shaft attached to the club-head, such as via a hosel.
- Various embodiments of such a club-head can have any of the configurations summarized above.
- Exemplary golf clubs are metal-woods and irons.
- face plates are provided for club-heads.
- Various embodiments of such a face plate can have any of the configurations summarized above.
- the face plate can be made of a material comprising a metal.
- the face plate can be made of at least one material selected from the group consisting of steels, titanium alloys, and composites.
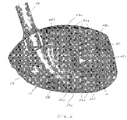
- FIG. 1 is a perspective view showing certain features of an exemplary wood-type club-head.
- FIGS. 2(A)-2(C) depict details of a face plate of a first representative embodiment of a wood-type club-head, wherein FIG. 2(A) is a plan view of the inner surface (“reverse surface”) of the face plate, FIG. 2(B) is a section along the line denoted “B”, and FIG. 2(C) is a section along the line denoted “C”.
- FIG. 3 is a perspective view of a wood-type club-head, depicting the manner in which pressure loading was applied in a circular region on the face plate as a representative ball-impact load.
- FIGS. 4(A)-4(C) depict exemplary results of an analysis directed at ascertaining regions in the face plate that could be made thinner, relative to other regions of the face plate, without compromising performance of the face plate striking a golf ball.
- FIG. 4(A) is a perspective view from a coronal (horizontal) plane bisecting the club-head
- FIG. 4(B) is a perspective view from a location on the coronal plane
- FIG. 4(C) is a perspective view from above the coronal plane.
- FIG. 5 is a section through a sagittal (vertical) plane of an example embodiment of a wood-type club-head, showing the interior ribs located interiorly of the sole lip and the interior ribs located interiorly of the crown lip. Also shown is the reverse surface of the face plate including dimples.
- FIG. 6 is a perspective view of another embodiment of a club-head, showing the body, face plate, central dimple, annular ridge, flanking dimples, internal ribs, and a weight plug.
- FIGS. 7(A)-7(D) are respective views of an embodiment of an iron-type club-head comprising a face plate with dimpled reverse surface.
- the club-head 10 comprises a face plate 12 and a body 14 .
- the face plate 12 also called a “strike plate,” has convexity, and has an external (“obverse”) surface 13 .
- the body 14 includes a forward wall 15 defining a front opening 16 .
- a face support 18 is disposed about the front opening 16 .
- the body 14 also has a heel 20 , a toe 22 , a sole 24 , a top or crown 26 , and a hosel 28 .
- the hosel 28 defines an opening 30 that receives a distal end of a shaft (not shown).
- the face support 18 receives the face plate 12 , thereby enclosing the front opening 16 .
- the face plate 12 contributes to the durability and performance characteristics of the club-head 10 .
- the face support 18 includes respective portions 18 a - 18 d situated proximally to the crown 26 , the toe 22 , the heel 20 , and the sole 24 .
- the face support 18 can be continuous or comprise multiple portions with gaps between them.
- each of the portions 18 a - 18 d includes a peripheral wall 32 extending rearwardly from the forward wall 15 and a rear member 34 extending inwardly from the peripheral member 32 .
- the face support 18 is a factor that generally contributes to the COR of the face plate 12 , even about the periphery of the face plate, while providing durable support for the face plate.
- the body 14 typically is made of a high-stiffness, high-strength, low-mass metal such as titanium alloy.
- the face plate 12 can be made of the same material as the body 14 (allowing welding of the face plate to the body after inserting the face plate in the opening 16 to rest upon the face support 18 ) or of a different material. Different materials are difficult to impossible to bond together by welding. Hence, other bonding techniques usually are required in such instances.
- the face plate 12 is made of a composite material (as discussed in U.S. Patent Publication No. 2004/0235584, incorporated herein by reference) and the body 14 is made of a metal such as titanium alloy, then the face plate can be bonded to the body using a suitable adhesive such as an epoxy adhesive.
- a representative embodiment of a club-head comprises a body that is similar in many ways to the body 14 shown in FIG. 1 . The differences reside mainly in the face plate and adjacent structure, as discussed below.
- the face plate 12 of this and other embodiments has a reverse surface 40 shown in FIGS. 2(A)-2(C) .
- the reverse surface 40 defines a point 42 situated in a central recess 44 .
- the point 42 represents the approximate center of the “sweet spot” (optimal strike zone) of the face plate 12 , not necessarily the center of the face plate, and is located in the approximate center of the recess 44 .
- the central recess 44 is a “dimple” having a spherical or otherwise radiused sectional profile in this embodiment (see FIGS. 2 (B) and 2 (C)), and is surrounded by an annular ridge 46 .
- the thickness of the face plate 12 is less than at the “top” 45 of the annular ridge 46 (See FIG. 2(B) ).
- the top 45 is normally the thickest portion of the face plate 12 .
- the thickness of the face plate 12 gradually decreases.
- the central recess 44 and surrounding annular ridge 46 have a sectional profile ( FIG. 2(C) ) that is pronounced of a “volcano.”
- the volcano profile occupies at least most of the sweet spot of the face plate 12 .
- Situated to the left and right of the central recess 44 and annular ridge 46 on the reverse surface 40 are “horizontally disposed,” or lateral, recesses or dimples 48 a , 48 b , respectively.
- the recess 48 a occupies a corresponding “toe zone,” and the recess 48 b occupies a corresponding “heel zone” of the reverse surface 40 .
- “vertically disposed” recesses or dimples 48 c , 48 d are situated on the reverse surface 40 above and below, respectively, the annular ridge 46 .
- the recess 48 c occupies a corresponding “upper zone,” and the recess 48 d occupies a corresponding “lower zone” of the reverse surface.
- the terms “horizontally disposed” and “vertically disposed” are not intended to denote absolute horizontality or verticality of arrangement, but rather simply to distinguish one set of recesses from the other based upon approximate relationships.) Since the face plate 12 in this embodiment is wider horizontally than vertically, the horizontally disposed recesses 48 a , 48 b are spaced farther apart (and farther from the annular ridge 46 ) than the vertically disposed recesses 48 c , 48 d . Also, the respective dispositions of the horizontally disposed recesses 48 a , 48 b reflect the greater width of the face above the x-axis A x than below this axis.
- the horizontally disposed recesses 48 a , 48 b and vertically disposed recesses 48 c , 48 d are collectively termed “flanking” recesses because they flank the central recess 44 and annular ridge 46 .
- the horizontally disposed recesses 48 a , 48 b are substantially bilaterally symmetrical about the x-axis A x
- the vertically disposed recesses 48 c , 48 d are substantially bilaterally symmetrical about the z-axis A z .
- the thickness of the face plate 12 in the flanking recesses 48 a - 48 d is less than between the ridge 46 and the recesses 48 a - 48 d .
- the central recess 44 and flanking recesses 48 a - 48 d are respective regions in which the face plate 12 is thinned relative to other regions of the face plate, resulting in a face plate that does not have substantially uniform thickness.
- the thickness of the face plate 12 progressively decreases from the top 45 of the ridge 46 to the toe-zone recess 48 a , and characteristically exhibits the same thickness profile with respect to the other flanking recesses 48 b , 48 c , 48 d .
- FIG. 2(B) note the thickness T 1 of the central recess 44 , the thickness T 2 at the top 45 of the annular ridge 46 , the thicknesses T 3 and T 4 progressively further from the annular ridge 46 , the thickness T 5 of the toe-zone recess 48 a , and the thickness T 6 of the peripheral zone of the face plate 12 .
- the configuration of this embodiment was determined as follows. The goals were to determine an optimal face-plate volume configuration (and hence mass of the face plate) in view of the stresses normally encountered by the face plate during use of the club and while the face plate is being subject to an arbitrary deflection constraint. Optimization began with a uniform-thickness face plate 12 and proceeded through a series of thickness evaluations in a “design space.”
- the design space was defined as all elements that are parallel to the rear of the hosel 28 and located in a defined region extending toward the obverse surface 13 of the club-head 10 . This space encompassed all elements located from the obverse surface 13 to 15-20 mm rearward of the external face.
- FIGS. 4(A)-4(C) Exemplary results are shown in FIGS. 4(A)-4(C) .
- FIG. 4(A) is a perspective view from slightly below a coronal (horizontal) plane that bisects the club-head.
- FIG. 4(A) shows the face 12 of the club-head, the toe 22 , a front portion of the sole 24 , and a sole lip 50 a of the forward wall 15 .
- FIG. 4(A) is a perspective view from slightly below a coronal (horizontal) plane that bisects the club-head.
- FIG. 4(A) shows the face 12 of the club-head, the toe 22 , a front portion of the sole 24 , and a sole lip 50 a of the forward wall 15 .
- FIG. 4(B) is a perspective view from a location on the coronal plane and shows the “Toe” (toe 22 ), the “Hosel” (hosel 28 ), the “crown” 26 , the face plate 12 , the front of the “sole” 24 , the sole lip 50 a , and a crown lip 50 b .
- FIG. 4(C) is a perspective view from above the coronal plane and shows the crown 26 , the face 12 , and the crown lip 50 b of the forward wall 15 .
- the red, yellow, and other “light” regions reveal respective concentrations of stress in the center of the face 12 , in the sole lip 50 a , and in the crown lip 50 b .
- the blue and black regions are respective regions in which material could be removed from the face plate 12 without significantly decreasing the stiffness of the face plate.
- flanking recesses 48 a - 48 d in the embodiment shown in FIGS. 2(A)-2(B) are located in respective regions of the reverse surface 13 that correspond to respective dark regions shown in FIGS. 4(A)-4(C) .
- the profiles of the flanking recesses 48 a - 48 b are not limited to the shapes and relative sizes shown in FIG. 2(A) .
- these parameters may change upon changing the size and/or shape of the strike plate 12 .
- Other factors and parameters affecting the size and shape of these recesses are related to material properties such as strength (ultimate yield strength and tensile strength), crack-growth resistance (fatigue resistance), and ductility.
- flanking recesses 48 a - 48 d are exemplary only and can deviate from the depicted configuration. Factors relevant to spacing of the recesses are related to material properties, such as strength (ultimate yield strength and tensile strength), crack (fatigue) resistance, and ductility. It will also be understood that the number of flanking recesses 48 a - 48 d is not limited to what is shown in FIG. 2(A) ; a lesser or greater number can be used. Exemplary factors relevant to the number of recesses are COR distribution across the strike plate and the desired mass distribution with respect to COR and MOI.
- a face-plate “blank” is formed by rolling a sheet of the particular metal (e.g., titanium alloy) from which the face plate is to be made. The metal is rolled to an initial maximal thickness (equal to or greater than the thickness of the top 45 of the annular ridge 46 ) and has a prescribed peripheral profile.
- the particular metal e.g., titanium alloy
- the surface of the blank that is destined to be the reverse surface 13 is machined to form the regions in which the thickness is less than the maximal thickness (i.e., regions other than the top 45 of the annular ridge 46 ).
- a CNC-milling machine or CNC-lathe, or other suitable machine tool can be used to perform this machining.
- a second exemplary technique is discussed in U.S. Patent Publication No. 2004/0099538, incorporated herein by reference. This second exemplary technique generally involves the use of an electrode placed close to the surface of the face-plate blank in regions where material is to be removed.
- Area-specific removal is governed at least in part by use of a non-conductive template placed in connection with the surface to be “machined.” A low-voltage, high-current is passed between the electrode and the face-plate blank in regions in which material is to be removed by electrochemical oxidation.
- a third exemplary technique, applicable especially in instances in which the face plate is constructed of a composite material, is discussed in U.S. Patent Publication No. 2004/0235584, cited above and incorporated herein by reference.
- the composite plies are stacked and cured in the desired shapes and orientations.
- the desired thickness contours can be formed during the stacking and curing steps or afterward in a machining step.
- the stress concentrations in the center of the face plate 12 are accommodated by the thinner central recess 44 and thicker surrounding annular ridge 46 .
- the stress concentrations in the sole lip 50 a and crown lip 50 b can be addressed, in another embodiment, by including one or more interior ribs behind (interiorly of) the sole lip 50 a and one or more interior ribs behind (interiorly of) the crown lip 50 b .
- An example embodiment is shown in FIG. 5 , in which three “lower” interior ribs 52 a are located interiorly of the sole lip 50 a and three “upper” interior ribs 52 b are located interiorly of the crown lip 50 b .
- the weld bead 58 by which the face plate 12 is mounted to the body 14 .
- the ribs 52 a , 52 b in this embodiment have a gusset-like configuration in the depicted embodiment, and serve to stiffen the transition zone between the face plate 12 and body 14 behind the sole lip 50 a and between the face plate and body behind the crown lip 50 b.
- rib configurations than shown in FIG. 5 can be used as deemed advantageous or necessary.
- the respective numbers of ribs 52 a - 52 b are different than the three each that are depicted.
- one embodiment has one upper rib 52 b and three lower ribs 52 a
- another embodiment has two upper ribs 52 b and three lower ribs 52 a .
- the number of upper ribs 52 b and lower ribs 52 a need not be the same and are not limited to three.
- ribs are provided that have other than the vertical dispositions shown in FIG. 5 , which may be advantageous from an ease-of-manufacturing perspective (e.g., ease of investment casting).
- ribs can be located interiorly of the heel lip and/or toe lip, and these ribs can be in addition to or alternatively to the upper ribs 52 b and lower ribs 52 a .
- one or two ribs are situated interiorly of the toe lip and on or two ribs are situated interiorly of the heel lip.
- ribs 52 a , 52 b shown in FIG. 5 allow the thickness of at least the sole lip 50 a and crown lip 50 b to be reduced, thereby reducing mass in these locations for relocation elsewhere in the club-head as discretionary mass.
- the same benefit is realized from ribs in other locations as discussed above.
- Ribs can reduce the CT of the face plate by approximately 25 ⁇ sec, which corresponds to a reduction of approximately 0.5 mm in peak face thickness.
- the amount of discretionary mass removed from the corresponding lip regions can be (and desirably is) less than the mass of the ribs.
- the ribs 52 a - 52 b also can prevent the club-head of these embodiments from exhibiting a COR exceeding the USGA limit (COR ⁇ 0.830, CT ⁇ 257 ⁇ sec). This is believed to be due to the ribs acting to stiffen the perimeter of the face plate region, resulting in a more “fixed” boundary condition.
- the sole lip 50 a and crown lip 50 b can be thickened (e.g., by 0.3-0.4 mm) relative to other transition regions between the face plate and body 14 .
- respective composite inserts can be bonded in substantially the same locations as the ribs, namely inwardly of the crown lip and inwardly of the sole lip.
- club-head configurations discussed above allow additional club-head mass to be removed from the strike plate 12 for use as discretionary mass elsewhere in the club-head.
- stiffness-to-mass ratio of the strike face is improved without compromising the performance of the golf club and without exceeding applicable USGA limits.
- FIG. 6 depicts the face plate 12 , the body 14 , the central recess 44 , the annular ridge 46 , the flanking recesses 48 a - 48 d , the sole lip 50 a with ribs 52 a , the crown lip 50 b with its ribs 52 b , the hosel 28 , and a weight plug 54 mounted, as a unit of discretionary mass, in the body 14 . Also visible is the weld bead 58 around the circumference of the face plate 12 .
- the face plate 12 and body 14 are fabricated of Ti-6Al-4V titanium alloy.
- the walls of the body 14 have a thickness ranging from 0.8 to 1.0 mm.
- the central recess 44 has a minimal thickness T 1 of 2.3 mm.
- the peripheral-edge region of the face plate also has a thickness T 6 of 2.3 mm.
- the top 45 of the annular ridge 46 has a thickness T 2 of 4.8 mm, and the annular ridge 46 slopes (radially outward) to a thickness T 3 of 3 mm.
- the thickness of the face plate 12 progressively decreases to a thickness T 4 of 2.3 mm just adjacent the toe-zone recess 48 a .
- the thickness T 5 at the “bottom” of the toe-zone recess 48 a is 1.8 mm.
- the other flanking recesses 48 b - 48 d have the same thickness.
- the flanking recesses 48 a - 48 d are the thinnest regions of the entire face plate 12 .
- face plates made of material(s) other than titanium alloy such as steel or other isotropic material, including composites.
- FIGS. 7(A)-7(D) An embodiment in which a face plate similar to those described above, but utilized in an iron-type club-head 110 , is shown in FIGS. 7(A)-7(D) .
- FIG. 7(A) depicts a frontal view of the club-head 110 , showing the face plate 112 , the body 114 , the heel 116 , the toe 118 , the sole 120 , and the hosel 122 .
- the face plate 112 has an obverse surface 124 that, characteristic of iron-type club-heads, has score lines 126 . But, in contrast to a face plate on a metal wood, the face plate 112 is substantially planar rather having bulge and roll. Turning now to FIG.
- FIG. 7(B) a toe-end view is provided showing the face plate 112 relative to the body 114 and hosel 122 .
- the reverse surface 128 is depicted in FIG. 7(C) , depicting the central recess 130 , the annular ridge 132 , and the flanking recesses 134 a - 134 d .
- a reverse view of the club-head is shown in FIG. 7(D) , showing the body 114 , the reverse surface 128 of the face plate 112 , and the hosel 122 . Note that, in this embodiment, the body 114 is open in the rear.
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Golf Clubs (AREA)
Abstract
Description
- This disclosure pertains generally to golf clubs and club-heads. More particularly the disclosure pertains to, inter alia, wood-type club-heads and other types of club-heads that have a face insert.
- With the ever-increasing popularity and competitiveness of golf, substantial effort and resources are currently being expended to improve golf clubs so that increasingly more golfers can have more fun and more success at playing golf. Much of this improvement activity has been in the realms of sophisticated materials and club-head engineering. For example, modern “wood-type” golf clubs (notably, “drivers” and “utility clubs”), with their sophisticated shafts and metal club-heads, bear little resemblance to the “wood” drivers, low-loft long-irons, and higher numbered fairway woods used years ago. These modern wood-type clubs are generally called “metal-woods.”
- An exemplary metal-wood golf club such as a fairway wood or driver typically includes a shaft having a lower end to which a hollow club-head is attached. The club-head usually is made, at least in part, of a light-weight but strong metal such as titanium alloy. The club-head comprises a body to which a strike plate (also called “face plate”) is attached or integrally formed. The body includes a hosel that extends generally upward and is connected to the shaft of the club. The body also includes a heel region situated close to the hosel, a toe region situated opposite the heel region, a sole (lower) region, and a crown (upper) region. The body bears most of the impact load imparted to the strike plate when the club-head strikes a golf ball. The strike plate defines a front surface or strike face that actually contacts the golf ball.
- In contrast to wood-type clubs used years ago, the club-heads of many modern metal-woods are hollow, which has been made possible by the use of light-weight, strong metals and other materials for fabricating the club-head. Use of titanium and other light-weight metal alloys has permitted the walls of the club-head to be made very thin, which has permitted the club-heads to be made substantially larger than their predecessors. These oversized club-heads tend to provide a larger “sweet spot” on the strike plate and higher club-head inertia, thereby making the club-heads more “forgiving” than smaller club-heads. This “forgiveness” means that a golfer using the club who strikes the ball off the center, or “sweet spot,” of the club's strike plate still produces a ball trajectory that is substantially similar to the shot that otherwise would have been made if the golfer struck the ball on the sweet spot. Characteristics such as size of the sweet spot are determined by many variables including the shape profile, size, and thickness of the strike plate as well as the location of the center of gravity (CG) of the club-head.
- There are practical limits to the maximum size of club-heads, based on factors such as the particular material of the club-head, the mass of the club-head, and the strength of the club-head. Since the maximal mass of the club-head is limited under USGA rules, as the club-head size is increased, the walls of the body and face plate generally are made correspondingly thinner. The distribution of mass around the club-head typically is quantified by parameters such as rotational moment of inertia (MOI) and CG location. Club-heads typically have multiple rotational MOIs, each associated with a respective Cartesian reference axis of the club-head. A rotational MOI is a measure of the club-head's resistance to angular acceleration (twisting or rotation) about the respective reference axis. The rotational MOIs are related to, inter alia, the distribution of mass in the club-head with respect to the respective reference axes. Specifically, a wood-type club-head has a first rotational MOI about an x-axis (a horizontal heel-toe axis extending through the CG generally parallel to the face), a second rotational MOI about a z-axis (a vertical axis also extending through the CG), and a third rotational MOI about a y-axis (a horizontal front-back axis orthogonal to the x- and z-axes and also extending through the CG). The third rotational MOI usually is less significant than the other two. Here, “horizontal” is relative to the ground whenever the club-head is at address position relative to the golf ball. Each of these rotational MOIs desirably is high to provide the club-head with more forgiveness.
- To achieve high rotational MOIs, and thus more forgiveness, the mass of the club-head typically is distributed, as much as possible, around the periphery of the club-head and rearward of the face plate. As a result, the club-head's CG generally is located rearwardly from the face plate at a prescribed location, which also helps the club to produce a desired launch angle upon impact with a golf ball.
- Another factor in club-head design is the face plate. Impact of the face plate with the golf ball causes deflection of the face plate. This deflection and the subsequent recoil are measured as the club-head's coefficient of restitution (COR). A thinner face plate generally deflects more at impact than a thicker face plate of the same material. Thus, a club-head having a thin face plate can impart more energy and thus a higher initial velocity (rebound velocity) to a struck golf ball than a club with a thicker, more rigid face plate. This rebound phenomenon is called the “trampoline effect” and is an important determinant of the flight distance of the struck ball. Since face-plate deflection is usually greater in the sweet spot of the face plate, a ball struck by the sweet spot generally will have a higher rebound velocity than a ball struck off-center. Because of the importance of the trampoline effect, the COR of clubs is limited under USGA rules.
- To achieve these ends, it typically is desirable to incorporate thin walls, including the face plate, into the designed configuration of the club-head. Thin walls also allow additional leeway in distributing club-head mass to achieve a desired mass distribution and a desired high COR.
- The mass and volume of metal wood-type drivers are governed by USGA rules. Certain types of metal wood-type club-heads are quite large and have a volume that is equal to or nearly equal to 460 cm3, which is the maximum allowed by the USGA. These clubs typically have a large strike face that presents a tall face height to the ball. Consequently, with many golfers using these clubs, there is an increased probability that the ball will be struck by the strike plate at a location other than the sweet spot. These off-center shots deliver substantial stresses to the club-head to angularly pivot about the x-axis and/or z-axis. To make the club-head more resistant to such pivoting in response to these stresses, these large club-heads (indeed all club-heads) must have sufficient respective rotational MOIs about the CG of the club-head.
- Regarding the total mass as the mass budget for the club-head, it is axiomatic that at least some of the mass be dedicated to achieving the required strength and structural support of the club-head. This is termed “structural” mass. Any mass remaining in the budget is called “discretionary” or “performance” mass, which can be distributed within the club-head to maximize performance. Much of the current research and development activity concerning golf clubs is directed to various ways of distributing the discretionary mass. For example, some club-heads include one or more weights placed relative to the heel-toe (x) axis and in-line with the percussion axis of the club-head. This manner of “perimeter weighting” can increase the rotational MOI of the club-head about the vertical (z) axis and increase the rotational MOI about the x-axis.
- As club-head engineering converges on certain basic arrangements of discretionary mass in a club-head, particularly in metal-woods, achieving a maximal amount of any remaining discretionary mass is becoming increasingly important. It is also becoming more difficult to find sources of discretionary mass in the club-head that can be positioned advantageously. One general approach has focused on removing some mass from the strike plate while maintaining a uniform strike-plate thickness but without compromising the performance (e.g., stiffness) or durability of the strike plate. Unfortunately, if too much mass is removed from the strike plate under these conditions, the structural mass of the strike plate may be excessively compromised, which can result in the strike plate becoming too fragile and/or its COR becoming too high. Problems may also arise from stresses evenly distributed across the club-head upon impact with a golf ball, particularly at junctions of the face plate with other club-head components. In other words, many of these schemes are unsatisfactory, at least with certain club-heads.
- In view of the above, various approaches have been investigated involving alteration of the face-plate configuration. For example, reference is made to U.S. Pat. Nos. 6,800,038; 6,824,475; 6,904,663; and 6,997,820, all incorporated herein by reference. Essentially, these references discuss various schemes for altering the thickness profile of the sweet spot. Specifically, on the rear (inner) surface of the strike plate, the “center” of the strike plate is relatively thin and is surrounded by an annular ridge, thereby giving the sweet spot a “volcano”-like thickness profile. The remainder of the strike plate, peripheral to the annular ridge, is of substantially uniform thickness or is made progressively thinner with increased radius from the center. Whereas these configurations showed some promise for some applications, they were not satisfactory in other applications.
- To address various needs that arise in golf club-head configurations, a first aspect is directed to club-heads for golf clubs. An embodiment of such a club-head comprises a body. In the manner of all club-heads, the body has a top, a sole, a toe, a heel, and a front. The body can be hollow, wherein the top, sole, toe, heel, and front have corresponding walls. An example is a body for a modern metal-wood. Alternatively, one or more of the top, sole, toe, heel, and front can have a “solid” or partially solid configuration, such as in any of various “irons.”
- The face plate is attached to the front of the body and has an obverse surface, a reverse surface, a peripheral zone, a toe zone, a heel zone, an upper zone, a lower zone, and a central zone. The reverse surface defines in the central zone a central recess having a thickness and a substantially annular ridge surrounding the central recess and having a maximal respective thickness. The reverse surface also defines in the toe zone and heel zone respective horizontal flanking recesses each having respective thicknesses. The reverse surface also defines in the upper zone and lower zone respective vertical flanking recesses each having respective thicknesses. The maximal thickness of the annular ridge is greater than the respective thicknesses of the central recess and flanking recesses, and the respective thicknesses of the flanking recesses are no greater than the thickness of the central recess. Desirably, the respective thicknesses of the flanking recesses are less than the thickness of the central recess.
- The respective thicknesses of each of the flanking recesses can be substantially equal. The thickness of the peripheral zone can be substantially equal to the thickness of the central recess. The thickness of the face plate can progressively decrease from the maximal thickness of the annular ridge to each of the flanking recesses.
- The face plate in most club-head configurations has a “sweet spot,” wherein the central recess desirably is located substantially in the center of the sweet spot. The annular ridge can be situated substantially within the sweet spot.
- As noted, the club-head can be configured as a hollow “metal-wood” club-head. In certain embodiments of this configuration the respective thicknesses of the flanking recesses are no greater than the respective wall thicknesses of the top, sole, heel, and toe. In other embodiments the thickness of the central recess is greater than the respective wall thicknesses of the top, sole, heel, and toe.
- In many embodiments the body further comprises a sole-lip and a crown-lip. In such a configuration the sole-lip and crown-lip desirably are thicker than respective wall thicknesses of the toe, heel, sole, and top of the body. In addition or alternatively, each of the sole-lip and crown-lip comprises at least one rib. In other embodiments the body further comprises a sole-lip, a crown-lip, a toe-lip, and a heel-lip. At least one of these lips further can comprise at least one rib. If multiple ribs are present, they are not limited to a particular orientation such as vertical. Various factors, which can include the specific locations of the ribs, may indicate rib(s) having other orientations.
- By way of example, the club-head can be configured as a metal-wood club-head or as an iron-type club-head.
- According to another aspect, golf clubs are provided. An embodiment comprises a club-head and a shaft attached to the club-head, such as via a hosel. Various embodiments of such a club-head can have any of the configurations summarized above. Exemplary golf clubs are metal-woods and irons.
- According to another aspect, face plates are provided for club-heads. Various embodiments of such a face plate can have any of the configurations summarized above. The face plate can be made of a material comprising a metal. For example, the face plate can be made of at least one material selected from the group consisting of steels, titanium alloys, and composites.
- The foregoing and additional features and advantages of the invention will be more readily apparent from the following detailed description, which proceeds with reference to the accompanying drawings.
-
FIG. 1 is a perspective view showing certain features of an exemplary wood-type club-head. -
FIGS. 2(A)-2(C) depict details of a face plate of a first representative embodiment of a wood-type club-head, whereinFIG. 2(A) is a plan view of the inner surface (“reverse surface”) of the face plate,FIG. 2(B) is a section along the line denoted “B”, andFIG. 2(C) is a section along the line denoted “C”. -
FIG. 3 is a perspective view of a wood-type club-head, depicting the manner in which pressure loading was applied in a circular region on the face plate as a representative ball-impact load. -
FIGS. 4(A)-4(C) depict exemplary results of an analysis directed at ascertaining regions in the face plate that could be made thinner, relative to other regions of the face plate, without compromising performance of the face plate striking a golf ball.FIG. 4(A) is a perspective view from a coronal (horizontal) plane bisecting the club-head,FIG. 4(B) is a perspective view from a location on the coronal plane, andFIG. 4(C) is a perspective view from above the coronal plane. -
FIG. 5 is a section through a sagittal (vertical) plane of an example embodiment of a wood-type club-head, showing the interior ribs located interiorly of the sole lip and the interior ribs located interiorly of the crown lip. Also shown is the reverse surface of the face plate including dimples. -
FIG. 6 is a perspective view of another embodiment of a club-head, showing the body, face plate, central dimple, annular ridge, flanking dimples, internal ribs, and a weight plug. -
FIGS. 7(A)-7(D) are respective views of an embodiment of an iron-type club-head comprising a face plate with dimpled reverse surface. - This disclosure is set forth in the context of representative embodiments that are not intended to be limiting in any way.
- In the following description, certain terms may be used such as “up,” “down,”, “upper,” “lower,” “horizontal,” “vertical,” “left,” “right,” and the like. These terms are used, where applicable, to provide some clarity of description when dealing with relative relationships. But, these terms are not intended to imply absolute relationships, positions, and/or orientations. For example, with respect to an object, an “upper” surface can become a “lower” surface simply by turning the object over. Nevertheless, it is still the same object.
- The main features of an exemplary metal-wood club-head 10 are depicted in
FIG. 1 . The club-head 10 comprises a face plate 12 and abody 14. The face plate 12, also called a “strike plate,” has convexity, and has an external (“obverse”) surface 13. Thebody 14 includes a forward wall 15 defining a front opening 16. A face support 18 is disposed about the front opening 16. Thebody 14 also has aheel 20, atoe 22, a sole 24, a top or crown 26, and a hosel 28. The hosel 28 defines anopening 30 that receives a distal end of a shaft (not shown). The face support 18 receives the face plate 12, thereby enclosing the front opening 16. The face plate 12 contributes to the durability and performance characteristics of the club-head 10. The face support 18 includes respective portions 18 a-18 d situated proximally to the crown 26, thetoe 22, theheel 20, and the sole 24. The face support 18 can be continuous or comprise multiple portions with gaps between them. In the front opening 16 each of the portions 18 a-18 d includes a peripheral wall 32 extending rearwardly from the forward wall 15 and a rear member 34 extending inwardly from the peripheral member 32. - As discussed in U.S. Patent Publication No. 2005/0239575, incorporated herein by reference, the face support 18 is a factor that generally contributes to the COR of the face plate 12, even about the periphery of the face plate, while providing durable support for the face plate. The
body 14 typically is made of a high-stiffness, high-strength, low-mass metal such as titanium alloy. The face plate 12 can be made of the same material as the body 14 (allowing welding of the face plate to the body after inserting the face plate in the opening 16 to rest upon the face support 18) or of a different material. Different materials are difficult to impossible to bond together by welding. Hence, other bonding techniques usually are required in such instances. For example, if the face plate 12 is made of a composite material (as discussed in U.S. Patent Publication No. 2004/0235584, incorporated herein by reference) and thebody 14 is made of a metal such as titanium alloy, then the face plate can be bonded to the body using a suitable adhesive such as an epoxy adhesive. - A representative embodiment of a club-head comprises a body that is similar in many ways to the
body 14 shown inFIG. 1 . The differences reside mainly in the face plate and adjacent structure, as discussed below. - The face plate 12 of this and other embodiments has a
reverse surface 40 shown inFIGS. 2(A)-2(C) . Referring first toFIG. 2(A) , thereverse surface 40 defines a point 42 situated in a central recess 44. The point 42 represents the approximate center of the “sweet spot” (optimal strike zone) of the face plate 12, not necessarily the center of the face plate, and is located in the approximate center of the recess 44. The central recess 44 is a “dimple” having a spherical or otherwise radiused sectional profile in this embodiment (see FIGS. 2(B) and 2(C)), and is surrounded by an annular ridge 46. At the point 42 the thickness of the face plate 12 is less than at the “top” 45 of the annular ridge 46 (SeeFIG. 2(B) ). The top 45 is normally the thickest portion of the face plate 12. Outward from the top 45, the thickness of the face plate 12 gradually decreases. Hence, the central recess 44 and surrounding annular ridge 46 have a sectional profile (FIG. 2(C) ) that is reminiscent of a “volcano.” The volcano profile occupies at least most of the sweet spot of the face plate 12. Situated to the left and right of the central recess 44 and annular ridge 46 on thereverse surface 40 are “horizontally disposed,” or lateral, recesses or dimples 48 a, 48 b, respectively. The recess 48 a occupies a corresponding “toe zone,” and the recess 48 b occupies a corresponding “heel zone” of thereverse surface 40. In addition, “vertically disposed” recesses or dimples 48 c, 48 d are situated on thereverse surface 40 above and below, respectively, the annular ridge 46. The recess 48 c occupies a corresponding “upper zone,” and the recess 48 d occupies a corresponding “lower zone” of the reverse surface. (It will be understood that the terms “horizontally disposed” and “vertically disposed” are not intended to denote absolute horizontality or verticality of arrangement, but rather simply to distinguish one set of recesses from the other based upon approximate relationships.) Since the face plate 12 in this embodiment is wider horizontally than vertically, the horizontally disposed recesses 48 a, 48 b are spaced farther apart (and farther from the annular ridge 46) than the vertically disposed recesses 48 c, 48 d. Also, the respective dispositions of the horizontally disposed recesses 48 a, 48 b reflect the greater width of the face above the x-axis Ax than below this axis. - The horizontally disposed recesses 48 a, 48 b and vertically disposed recesses 48 c, 48 d are collectively termed “flanking” recesses because they flank the central recess 44 and annular ridge 46. In this embodiment the horizontally disposed recesses 48 a, 48 b are substantially bilaterally symmetrical about the x-axis Ax, and the vertically disposed recesses 48 c, 48 d are substantially bilaterally symmetrical about the z-axis Az. As exemplified in
FIG. 2(B) , the thickness of the face plate 12 in the flanking recesses 48 a-48 d is less than between the ridge 46 and the recesses 48 a-48 d. Hence, the central recess 44 and flanking recesses 48 a-48 d are respective regions in which the face plate 12 is thinned relative to other regions of the face plate, resulting in a face plate that does not have substantially uniform thickness. - In this embodiment, the thickness of the face plate 12 progressively decreases from the top 45 of the ridge 46 to the toe-zone recess 48 a, and characteristically exhibits the same thickness profile with respect to the other flanking recesses 48 b, 48 c, 48 d. In
FIG. 2(B) note the thickness T1 of the central recess 44, the thickness T2 at the top 45 of the annular ridge 46, the thicknesses T3 and T4 progressively further from the annular ridge 46, the thickness T5 of the toe-zone recess 48 a, and the thickness T6 of the peripheral zone of the face plate 12. By way of example, T1=T4=T6, T5<T1, T3>T4, and T2>T3. - The configuration of this embodiment was determined as follows. The goals were to determine an optimal face-plate volume configuration (and hence mass of the face plate) in view of the stresses normally encountered by the face plate during use of the club and while the face plate is being subject to an arbitrary deflection constraint. Optimization began with a uniform-thickness face plate 12 and proceeded through a series of thickness evaluations in a “design space.” The design space was defined as all elements that are parallel to the rear of the hosel 28 and located in a defined region extending toward the obverse surface 13 of the club-head 10. This space encompassed all elements located from the obverse surface 13 to 15-20 mm rearward of the external face. With respect to boundary conditions, all elements located outside the design space were fully constrained (Tx, Ty, Tz). As shown in
FIG. 3 , pressure loading in a circular central region on the face plate 12 was used as a representative ball-impact load, wherein the pressure vectors (red) were parallel to a target line (and thus to each other), not individually normal to the obverse surface 13. - After many iterations the converged solution revealed regions in the face plate that could be made thinner, relative to other regions of the face plate, without compromising performance of the face plate striking a golf ball. Exemplary results are shown in
FIGS. 4(A)-4(C) . Specifically,FIG. 4(A) is a perspective view from slightly below a coronal (horizontal) plane that bisects the club-head.FIG. 4(A) shows the face 12 of the club-head, thetoe 22, a front portion of the sole 24, and a sole lip 50 a of the forward wall 15.FIG. 4(B) is a perspective view from a location on the coronal plane and shows the “Toe” (toe 22), the “Hosel” (hosel 28), the “crown” 26, the face plate 12, the front of the “sole” 24, the sole lip 50 a, and a crown lip 50 b.FIG. 4(C) is a perspective view from above the coronal plane and shows the crown 26, the face 12, and the crown lip 50 b of the forward wall 15. The red, yellow, and other “light” regions reveal respective concentrations of stress in the center of the face 12, in the sole lip 50 a, and in the crown lip 50 b. The blue and black regions are respective regions in which material could be removed from the face plate 12 without significantly decreasing the stiffness of the face plate. - The flanking recesses 48 a-48 d in the embodiment shown in
FIGS. 2(A)-2(B) are located in respective regions of the reverse surface 13 that correspond to respective dark regions shown inFIGS. 4(A)-4(C) . In view of the general shapes of the dark regions, it will be understood that the profiles of the flanking recesses 48 a-48 b are not limited to the shapes and relative sizes shown inFIG. 2(A) . For example, these parameters may change upon changing the size and/or shape of the strike plate 12. Other factors and parameters affecting the size and shape of these recesses are related to material properties such as strength (ultimate yield strength and tensile strength), crack-growth resistance (fatigue resistance), and ductility. It also will be understood that the respective spacings of the flanking recesses 48 a-48 d from each other and from the central recess 44, as shown inFIG. 2(A) , is exemplary only and can deviate from the depicted configuration. Factors relevant to spacing of the recesses are related to material properties, such as strength (ultimate yield strength and tensile strength), crack (fatigue) resistance, and ductility. It will also be understood that the number of flanking recesses 48 a-48 d is not limited to what is shown inFIG. 2(A) ; a lesser or greater number can be used. Exemplary factors relevant to the number of recesses are COR distribution across the strike plate and the desired mass distribution with respect to COR and MOI. - Various techniques can be employed to form the face plate 12. A first exemplary technique is discussed in U.S. Pat. No. 6,904,663, incorporated herein by reference. This first exemplary technique is especially applicable to a metal face plate. Briefly, a face-plate “blank” is formed by rolling a sheet of the particular metal (e.g., titanium alloy) from which the face plate is to be made. The metal is rolled to an initial maximal thickness (equal to or greater than the thickness of the top 45 of the annular ridge 46) and has a prescribed peripheral profile. The surface of the blank that is destined to be the reverse surface 13 is machined to form the regions in which the thickness is less than the maximal thickness (i.e., regions other than the top 45 of the annular ridge 46). A CNC-milling machine or CNC-lathe, or other suitable machine tool, can be used to perform this machining. A second exemplary technique is discussed in U.S. Patent Publication No. 2004/0099538, incorporated herein by reference. This second exemplary technique generally involves the use of an electrode placed close to the surface of the face-plate blank in regions where material is to be removed. Area-specific removal is governed at least in part by use of a non-conductive template placed in connection with the surface to be “machined.” A low-voltage, high-current is passed between the electrode and the face-plate blank in regions in which material is to be removed by electrochemical oxidation. A third exemplary technique, applicable especially in instances in which the face plate is constructed of a composite material, is discussed in U.S. Patent Publication No. 2004/0235584, cited above and incorporated herein by reference. The composite plies are stacked and cured in the desired shapes and orientations. The desired thickness contours can be formed during the stacking and curing steps or afterward in a machining step.
- The stress concentrations in the center of the face plate 12 are accommodated by the thinner central recess 44 and thicker surrounding annular ridge 46. The stress concentrations in the sole lip 50 a and crown lip 50 b can be addressed, in another embodiment, by including one or more interior ribs behind (interiorly of) the sole lip 50 a and one or more interior ribs behind (interiorly of) the crown lip 50 b. An example embodiment is shown in
FIG. 5 , in which three “lower” interior ribs 52 a are located interiorly of the sole lip 50 a and three “upper” interior ribs 52 b are located interiorly of the crown lip 50 b. Also visible is the weld bead 58 by which the face plate 12 is mounted to thebody 14. The ribs 52 a, 52 b in this embodiment have a gusset-like configuration in the depicted embodiment, and serve to stiffen the transition zone between the face plate 12 andbody 14 behind the sole lip 50 a and between the face plate and body behind the crown lip 50 b. - Other rib configurations than shown in
FIG. 5 can be used as deemed advantageous or necessary. In one group of embodiments, the respective numbers of ribs 52 a-52 b are different than the three each that are depicted. For example, one embodiment has one upper rib 52 b and three lower ribs 52 a, and another embodiment has two upper ribs 52 b and three lower ribs 52 a. Thus, the number of upper ribs 52 b and lower ribs 52 a need not be the same and are not limited to three. In another group of embodiments, ribs are provided that have other than the vertical dispositions shown inFIG. 5 , which may be advantageous from an ease-of-manufacturing perspective (e.g., ease of investment casting). For example, ribs can be located interiorly of the heel lip and/or toe lip, and these ribs can be in addition to or alternatively to the upper ribs 52 b and lower ribs 52 a. In one example, one or two ribs are situated interiorly of the toe lip and on or two ribs are situated interiorly of the heel lip. - An advantage of the ribs 52 a, 52 b shown in
FIG. 5 is that they allow the thickness of at least the sole lip 50 a and crown lip 50 b to be reduced, thereby reducing mass in these locations for relocation elsewhere in the club-head as discretionary mass. The same benefit is realized from ribs in other locations as discussed above. Ribs can reduce the CT of the face plate by approximately 25 μsec, which corresponds to a reduction of approximately 0.5 mm in peak face thickness. By configuring the ribs 52 a, 52 b in this example embodiment as thin structures as shown, the amount of discretionary mass removed from the corresponding lip regions can be (and desirably is) less than the mass of the ribs. - The ribs 52 a-52 b also can prevent the club-head of these embodiments from exhibiting a COR exceeding the USGA limit (COR≦0.830, CT≦257 μsec). This is believed to be due to the ribs acting to stiffen the perimeter of the face plate region, resulting in a more “fixed” boundary condition. As an alternative to including the ribs 52 a-52 b, the sole lip 50 a and crown lip 50 b can be thickened (e.g., by 0.3-0.4 mm) relative to other transition regions between the face plate and
body 14. - As yet another alternative to the ribs 52 a, 52 b, respective composite inserts can be bonded in substantially the same locations as the ribs, namely inwardly of the crown lip and inwardly of the sole lip.
- The club-head configurations discussed above allow additional club-head mass to be removed from the strike plate 12 for use as discretionary mass elsewhere in the club-head. In other words, the stiffness-to-mass ratio of the strike face is improved without compromising the performance of the golf club and without exceeding applicable USGA limits.
- Yet another view of an embodiment of a club-head is shown in
FIG. 6 , which depicts the face plate 12, thebody 14, the central recess 44, the annular ridge 46, the flanking recesses 48 a-48 d, the sole lip 50 a with ribs 52 a, the crown lip 50 b with its ribs 52 b, the hosel 28, and a weight plug 54 mounted, as a unit of discretionary mass, in thebody 14. Also visible is the weld bead 58 around the circumference of the face plate 12. - In a specific example, the face plate 12 and
body 14 are fabricated of Ti-6Al-4V titanium alloy. The walls of thebody 14 have a thickness ranging from 0.8 to 1.0 mm. Referring further toFIGS. 2(A)-2(B) , the central recess 44 has a minimal thickness T1 of 2.3 mm. The peripheral-edge region of the face plate also has a thickness T6 of 2.3 mm. The top 45 of the annular ridge 46 has a thickness T2 of 4.8 mm, and the annular ridge 46 slopes (radially outward) to a thickness T3 of 3 mm. The thickness of the face plate 12 progressively decreases to a thickness T4 of 2.3 mm just adjacent the toe-zone recess 48 a. The thickness T5 at the “bottom” of the toe-zone recess 48 a is 1.8 mm. The other flanking recesses 48 b-48 d have the same thickness. Thus, in this example, the flanking recesses 48 a-48 d are the thinnest regions of the entire face plate 12. These thickness dimensions are established with consideration given to durability constraints of the club-head (stress level and thickness would be a function of size and shape of features). - The principles described above can apply to face plates made of material(s) other than titanium alloy, such as steel or other isotropic material, including composites.
- An embodiment in which a face plate similar to those described above, but utilized in an iron-type club-
head 110, is shown inFIGS. 7(A)-7(D) .FIG. 7(A) depicts a frontal view of the club-head 110, showing the face plate 112, the body 114, theheel 116, thetoe 118, the sole 120, and the hosel 122. The face plate 112 has an obverse surface 124 that, characteristic of iron-type club-heads, has score lines 126. But, in contrast to a face plate on a metal wood, the face plate 112 is substantially planar rather having bulge and roll. Turning now toFIG. 7(B) , a toe-end view is provided showing the face plate 112 relative to the body 114 and hosel 122. The reverse surface 128 is depicted inFIG. 7(C) , depicting the central recess 130, the annular ridge 132, and the flanking recesses 134 a-134 d. A reverse view of the club-head is shown inFIG. 7(D) , showing the body 114, the reverse surface 128 of the face plate 112, and the hosel 122. Note that, in this embodiment, the body 114 is open in the rear. - Whereas the foregoing description is in the context of representative embodiments, the invention is not limited to those embodiments. On the contrary, the invention is intended to encompass all modifications, alternatives, and equivalents as may be included in the spirit and scope of the invention, as defined by the appended claims.
Claims (20)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/567,669 US7575524B2 (en) | 2006-12-06 | 2006-12-06 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US12/456,900 US9199138B2 (en) | 2006-12-06 | 2009-06-23 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/567,669 US7575524B2 (en) | 2006-12-06 | 2006-12-06 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/456,900 Continuation US9199138B2 (en) | 2006-12-06 | 2009-06-23 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| US20080139334A1 true US20080139334A1 (en) | 2008-06-12 |
| US7575524B2 US7575524B2 (en) | 2009-08-18 |
Family
ID=39523269
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/567,669 Expired - Fee Related US7575524B2 (en) | 2006-12-06 | 2006-12-06 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US12/456,900 Active 2029-05-05 US9199138B2 (en) | 2006-12-06 | 2009-06-23 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/456,900 Active 2029-05-05 US9199138B2 (en) | 2006-12-06 | 2009-06-23 | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
Country Status (1)
| Country | Link |
|---|---|
| US (2) | US7575524B2 (en) |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080300068A1 (en) * | 2003-05-21 | 2008-12-04 | Taylor Made Golf Company, Inc., | Composite articles and methods for making the same |
| US20090163296A1 (en) * | 2007-12-19 | 2009-06-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20090163292A1 (en) * | 2007-12-19 | 2009-06-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20090170634A1 (en) * | 2007-12-28 | 2009-07-02 | Taylor Made Golf Company | Golf ball with soft feel |
| US20090170633A1 (en) * | 2007-12-28 | 2009-07-02 | Taylor Made Golf Company, Inc. | Isocyanate-modified composition |
| US20090176601A1 (en) * | 2007-12-28 | 2009-07-09 | Taylor Made Golf Company | Golf ball with softer feel and high iron spin |
| US20090209367A1 (en) * | 2008-02-19 | 2009-08-20 | Taylor Made Golf Company, Inc. | Golf ball |
| US20090264218A1 (en) * | 2006-12-06 | 2009-10-22 | Taylor Made Golf Company, Inc. | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US20090318245A1 (en) * | 2008-06-24 | 2009-12-24 | Hyung Jin Yim | Golf Club Head with Ripple Structure |
| US20110130216A1 (en) * | 2009-12-01 | 2011-06-02 | Taylor Made Golf Company, Inc. | Golf ball constructs and related systems |
| US8113966B2 (en) | 2005-01-26 | 2012-02-14 | Taylor Made Golf Company, Inc. | Golf ball having cross-core hardness differential and method for making it |
| US8211976B2 (en) | 2007-12-21 | 2012-07-03 | Taylor Made Golf Company, Inc. | Sports equipment compositions comprising a polyurethane, polyurea or prepolymer thereof and a polyfunctional modifier |
| US8575278B2 (en) | 2009-12-31 | 2013-11-05 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8629228B2 (en) | 2009-12-31 | 2014-01-14 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8674023B2 (en) | 2009-12-31 | 2014-03-18 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8912286B2 (en) | 2005-12-21 | 2014-12-16 | Taylor Made Golf Company, Inc. | Polymer compositions comprising peptizers, sports equipment comprising such compositions, and method for their manufacture |
| US8979677B2 (en) | 2010-11-24 | 2015-03-17 | Taylor Made Golf Company, Inc. | Golf ball with selected spin characteristics |
| US9162115B1 (en) | 2009-10-27 | 2015-10-20 | Taylor Made Golf Company, Inc. | Golf club head |
| US9861864B2 (en) | 2013-11-27 | 2018-01-09 | Taylor Made Golf Company, Inc. | Golf club |
| US20180154224A1 (en) * | 2016-12-06 | 2018-06-07 | Taylor Made Golf Company, Inc. | Golf club head |
| US20190232120A1 (en) * | 2016-12-30 | 2019-08-01 | Taylor Made Golf Company, Inc. | Golf club heads |
| US10688352B2 (en) | 2015-08-14 | 2020-06-23 | Taylor Made Golf Company, Inc. | Golf club head |
| US10874922B2 (en) | 2017-06-05 | 2020-12-29 | Taylor Made Golf Company, Inc. | Golf club heads |
| US10881921B2 (en) | 2014-05-21 | 2021-01-05 | Taylor Made Golf Company, Inc. | Golf club |
| US11179609B2 (en) | 2014-05-21 | 2021-11-23 | Taylor Made Golf Company, Inc. | Golf club |
| US20220249922A1 (en) * | 2021-02-05 | 2022-08-11 | Sumitomo Rubber Industries, Ltd. | Golf club head |
| US11745062B2 (en) * | 2018-07-12 | 2023-09-05 | Karsten Manufacturing Corporation | Golf club head faceplates with lattices |
| US12017123B2 (en) | 2018-11-02 | 2024-06-25 | Taylor Made Golf Company, Inc. | Golf club heads |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8439769B2 (en) * | 2005-09-07 | 2013-05-14 | Acushnet Company | Metal wood club with improved hitting face |
| US7914394B2 (en) * | 2008-10-13 | 2011-03-29 | Karsten Manufacturing Corporation | Club heads with contoured back faces and methods of manufacturing the same |
| US7794335B2 (en) | 2008-10-13 | 2010-09-14 | Karsten Manufacturing Corporation | Club heads with contoured back faces and methods of manufacturing the same |
| US8845454B2 (en) | 2008-11-21 | 2014-09-30 | Nike, Inc. | Golf club or other ball striking device having stiffened face portion |
| US8070623B2 (en) | 2008-11-21 | 2011-12-06 | Nike, Inc. | Golf club head or other ball striking device having stiffened face portion |
| US9192831B2 (en) | 2009-01-20 | 2015-11-24 | Nike, Inc. | Golf club and golf club head structures |
| US9149693B2 (en) | 2009-01-20 | 2015-10-06 | Nike, Inc. | Golf club and golf club head structures |
| US9795845B2 (en) | 2009-01-20 | 2017-10-24 | Karsten Manufacturing Corporation | Golf club and golf club head structures |
| US8353784B2 (en) * | 2009-11-23 | 2013-01-15 | Nike, Inc. | Golf club with a support bracket |
| US9687705B2 (en) | 2010-11-30 | 2017-06-27 | Nike, Inc. | Golf club head or other ball striking device having impact-influencing body features |
| WO2012075178A1 (en) | 2010-11-30 | 2012-06-07 | Nike International Ltd. | Golf club heads or other ball striking devices having distributed impact response |
| US9101808B2 (en) | 2011-01-27 | 2015-08-11 | Nike, Inc. | Golf club head or other ball striking device having impact-influencing body features |
| US9409073B2 (en) | 2011-04-28 | 2016-08-09 | Nike, Inc. | Golf clubs and golf club heads |
| US9186546B2 (en) | 2011-04-28 | 2015-11-17 | Nike, Inc. | Golf clubs and golf club heads |
| US9375624B2 (en) | 2011-04-28 | 2016-06-28 | Nike, Inc. | Golf clubs and golf club heads |
| US9433845B2 (en) | 2011-04-28 | 2016-09-06 | Nike, Inc. | Golf clubs and golf club heads |
| US9433844B2 (en) | 2011-04-28 | 2016-09-06 | Nike, Inc. | Golf clubs and golf club heads |
| US9409076B2 (en) | 2011-04-28 | 2016-08-09 | Nike, Inc. | Golf clubs and golf club heads |
| WO2013028889A1 (en) | 2011-08-23 | 2013-02-28 | Nike International Ltd. | Golf club head with a void |
| US9011266B2 (en) | 2012-08-07 | 2015-04-21 | Dunlop Sports Co. Ltd. | Golf club head |
| US9119999B2 (en) | 2013-02-08 | 2015-09-01 | Karsten Manufacturing Corporation | Golf club heads with frequency modulation devices and related methods |
| US9168429B2 (en) | 2013-03-14 | 2015-10-27 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| US9144722B2 (en) | 2013-03-14 | 2015-09-29 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| US10080933B2 (en) | 2013-03-14 | 2018-09-25 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| CA2905052C (en) * | 2013-03-14 | 2018-02-20 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| US9186561B2 (en) | 2013-03-14 | 2015-11-17 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| US10610745B2 (en) | 2013-03-14 | 2020-04-07 | Karsten Manufacturing Corporation | Golf club heads with optimized characteristics and related methods |
| US10434381B2 (en) | 2013-03-14 | 2019-10-08 | Karsten Manufacturing Corporation | Club head having balanced impact and swing performance characteristics |
| US9168435B1 (en) | 2014-06-20 | 2015-10-27 | Nike, Inc. | Golf club head or other ball striking device having impact-influencing body features |
| US10245474B2 (en) | 2014-06-20 | 2019-04-02 | Karsten Manufacturing Corporation | Golf club head or other ball striking device having impact-influencing body features |
| US9914026B2 (en) | 2014-06-20 | 2018-03-13 | Karsten Manufacturing Corporation | Golf club head or other ball striking device having impact-influencing body features |
| US11697050B2 (en) | 2014-08-26 | 2023-07-11 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US10532257B2 (en) | 2014-08-26 | 2020-01-14 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11779819B2 (en) * | 2014-08-26 | 2023-10-10 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US9669270B2 (en) | 2014-08-26 | 2017-06-06 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US20240108950A1 (en) * | 2014-08-26 | 2024-04-04 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11000742B2 (en) | 2014-08-26 | 2021-05-11 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US12121782B2 (en) | 2014-08-26 | 2024-10-22 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US9925428B2 (en) | 2015-05-29 | 2018-03-27 | Karsten Manufacturing Corporation | Golf club head or other ball striking device having impact-influencing body features |
| WO2017136117A1 (en) * | 2016-02-05 | 2017-08-10 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US10195497B1 (en) | 2016-09-13 | 2019-02-05 | Taylor Made Golf Company, Inc | Oversized golf club head and golf club |
| KR102657520B1 (en) | 2016-11-18 | 2024-04-12 | 카스턴 매뉴팩츄어링 코오포레이숀 | Club head having balanced impact and swing performance characteristics |
| US11559727B2 (en) | 2016-12-29 | 2023-01-24 | Taylor Made Golf Company, Inc. | Golf club head |
| US10543409B2 (en) | 2016-12-29 | 2020-01-28 | Taylor Made Golf Company, Inc. | Golf club head |
| US11617925B2 (en) | 2019-03-11 | 2023-04-04 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11484756B2 (en) | 2017-01-10 | 2022-11-01 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11654338B2 (en) | 2017-01-10 | 2023-05-23 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| EP4445969A2 (en) * | 2018-10-12 | 2024-10-16 | Karsten Manufacturing Corporation | Iron-type golf club head with flex structure |
| US11839799B2 (en) | 2019-01-02 | 2023-12-12 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11806589B2 (en) | 2019-03-11 | 2023-11-07 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11839798B2 (en) | 2019-03-11 | 2023-12-12 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| KR20220007169A (en) | 2019-05-15 | 2022-01-18 | 카스턴 매뉴팩츄어링 코오포레이숀 | Club head with balanced impact and swing performance characteristics |
| JP7028918B2 (en) | 2020-07-07 | 2022-03-02 | 美津濃株式会社 | Golf club head |
| US11771962B2 (en) * | 2020-08-21 | 2023-10-03 | Wilson Sporting Goods Co. | Faceplate of a golf club head |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5993331A (en) * | 1998-07-22 | 1999-11-30 | Wuu Horng Industrial Co., Ltd. | Structure of golf club head |
| US6379262B1 (en) * | 1999-01-23 | 2002-04-30 | David D. Boone | Set of golf club irons |
| US6652391B1 (en) * | 2002-06-25 | 2003-11-25 | Karsten Manufacturing Corporation | Golf club head with variable thickness front wall |
| US20040099538A1 (en) * | 2002-11-22 | 2004-05-27 | Bing-Ling Chao | Non-mechanical method of removing material from the surface of a golf club head |
| US6800038B2 (en) * | 2001-07-03 | 2004-10-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US20040235584A1 (en) * | 2003-05-21 | 2004-11-25 | Bing-Ling Chao | Golf club head having a lightweight face insert and method of manufacturing it |
| US6904663B2 (en) * | 2002-11-04 | 2005-06-14 | Taylor Made Golf Company, Inc. | Method for manufacturing a golf club face |
| US6991558B2 (en) * | 2001-03-29 | 2006-01-31 | Taylor Made Golf Co., Lnc. | Golf club head |
| US6997820B2 (en) * | 2002-10-24 | 2006-02-14 | Taylor Made Golf Company, Inc. | Golf club having an improved face plate |
| US7101289B2 (en) * | 2004-10-07 | 2006-09-05 | Callaway Golf Company | Golf club head with variable face thickness |
Family Cites Families (115)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US716207A (en) * | 1902-08-15 | 1902-12-16 | Heinrich Dorpmueller | Device for preventing the creeping of rails. |
| US1671956A (en) * | 1926-03-29 | 1928-05-29 | Crawford Mcgregor & Canby Co | Balanced blade for golf clubs |
| US2087685A (en) * | 1935-02-16 | 1937-07-20 | William A Blair | Golf club |
| US3233905A (en) * | 1961-04-26 | 1966-02-08 | Gen Electric | Golf club striking surface of polycarbonate |
| US4432549A (en) | 1978-01-25 | 1984-02-21 | Pro-Pattern, Inc. | Metal golf driver |
| EP0168041B1 (en) | 1984-07-10 | 1990-06-20 | Sumitomo Rubber Industries Limited | A ball striking instrument |
| US4826172A (en) * | 1987-03-12 | 1989-05-02 | Antonious A J | Golf club head |
| US5076585A (en) | 1990-12-17 | 1991-12-31 | Harry Bouquet | Wood golf clubhead assembly with peripheral weight distribution and matched center of gravity location |
| US5028049A (en) | 1989-10-30 | 1991-07-02 | Mckeighen James F | Golf club head |
| GB9120600D0 (en) | 1991-09-28 | 1991-11-06 | Dunlop Ltd | Golf club heads |
| JP3232320B2 (en) * | 1991-12-13 | 2001-11-26 | ギア・フィット・ゴルフ・インコーポレーテッド・ドゥイング・ビジネス・アズ・ゴルフ・ギア・インターナショナル・インコーポレーテッド | Golf club head and method of manufacturing the same |
| US5626530A (en) * | 1992-08-05 | 1997-05-06 | Callaway Golf Company | Golf club head with sole bevel indicia |
| JP2764886B2 (en) * | 1992-12-18 | 1998-06-11 | ブリヂストンスポーツ株式会社 | Golf club head |
| JP3659980B2 (en) * | 1992-12-28 | 2005-06-15 | ドナルド・エイ・アンダーソン | Golf club head |
| JPH07163687A (en) * | 1993-10-18 | 1995-06-27 | Mitsui Eng & Shipbuild Co Ltd | Golf club head |
| US5451056A (en) | 1994-08-11 | 1995-09-19 | Hillerich And Bradsby Co., Inc. | Metal wood type golf club |
| US5465970A (en) | 1994-11-04 | 1995-11-14 | Adams Golf, Inc. | Metal wood golf club head |
| JP2878980B2 (en) * | 1994-12-08 | 1999-04-05 | ブリヂストンスポーツ株式会社 | Golf club head |
| JPH08243194A (en) * | 1995-03-07 | 1996-09-24 | Bridgestone Sports Co Ltd | Golf club head |
| JPH08280853A (en) | 1995-04-10 | 1996-10-29 | Mitsubishi Materials Corp | Golf club head |
| JP2813969B2 (en) * | 1995-05-19 | 1998-10-22 | 亨 高村 | Golf club |
| US5643108A (en) * | 1995-08-31 | 1997-07-01 | National Science Council | Structure for golf club head and the method of its manufacture |
| JP2651565B2 (en) | 1995-12-14 | 1997-09-10 | 住友ゴム工業株式会社 | Hitting ball |
| US5595552A (en) * | 1995-12-15 | 1997-01-21 | Karsten Manufacturing Corp. | Golf club head with tuning and vibration control means |
| US5707302A (en) * | 1996-02-29 | 1998-01-13 | Leon; Joseph A. | Iron-style golf club |
| JPH09239074A (en) * | 1996-03-04 | 1997-09-16 | Mitsubishi Materials Corp | Golf club head |
| JPH09253243A (en) * | 1996-03-19 | 1997-09-30 | Mitsubishi Materials Corp | Golf club head |
| US6074309A (en) * | 1996-04-24 | 2000-06-13 | Spalidng Sports Worldwide, Inc. | Laminated lightweight inserts for golf club heads |
| JP3064905B2 (en) * | 1996-05-14 | 2000-07-12 | 住友ゴム工業株式会社 | Golf club head |
| US5766094A (en) * | 1996-06-07 | 1998-06-16 | Lisco Inc. | Face inserts for golf club heads |
| US5921869A (en) * | 1996-08-22 | 1999-07-13 | Lisco, Inc. | Perimeter weighted iron type golf club heads with multiple level weight pads |
| US5776011A (en) * | 1996-09-27 | 1998-07-07 | Echelon Golf | Golf club head |
| US5971868A (en) * | 1996-10-23 | 1999-10-26 | Callaway Golf Company | Contoured back surface of golf club face |
| US5830084A (en) * | 1996-10-23 | 1998-11-03 | Callaway Golf Company | Contoured golf club face |
| US5873795A (en) * | 1997-01-21 | 1999-02-23 | Wilson Sporting Goods Co. | Iron-type golf clubhead with optimized point of least rigidity |
| US5851160A (en) | 1997-04-09 | 1998-12-22 | Taylor Made Golf Company, Inc. | Metalwood golf club head |
| JPH1142300A (en) * | 1997-07-25 | 1999-02-16 | Sumitomo Rubber Ind Ltd | Golf club head |
| US6248025B1 (en) * | 1997-10-23 | 2001-06-19 | Callaway Golf Company | Composite golf club head and method of manufacturing |
| US6010411A (en) * | 1997-10-23 | 2000-01-04 | Callaway Golf Company | Densified loaded films in composite golf club heads |
| US6612938B2 (en) * | 1997-10-23 | 2003-09-02 | Callaway Golf Company | Composite golf club head |
| EP0982052A1 (en) | 1998-01-16 | 2000-03-01 | Mizuno Corporation | Metal golf club head |
| JP3276602B2 (en) * | 1998-02-20 | 2002-04-22 | マルマンゴルフ株式会社 | Strength reinforced wood head |
| JP2000126340A (en) * | 1998-10-23 | 2000-05-09 | Daiwa Seiko Inc | Golf club head |
| US6224494B1 (en) | 1999-01-04 | 2001-05-01 | Bernard J. Patsky | Golf club with multiple sweet spot markings and methods and tools for locating same |
| JP2000254263A (en) * | 1999-03-11 | 2000-09-19 | Endo Mfg Co Ltd | Iron golf club |
| US6319150B1 (en) | 1999-05-25 | 2001-11-20 | Frank D. Werner | Face structure for golf club |
| JP2001252379A (en) * | 2000-03-10 | 2001-09-18 | Honma Golf Co Ltd | Head for golf club |
| US6348015B1 (en) | 2000-03-14 | 2002-02-19 | Callaway Golf Company | Golf club head having a striking face with improved impact efficiency |
| US7682262B2 (en) * | 2000-04-18 | 2010-03-23 | Acushnet Company | Metal wood club with improved hitting face |
| US7029403B2 (en) | 2000-04-18 | 2006-04-18 | Acushnet Company | Metal wood club with improved hitting face |
| US7704162B2 (en) * | 2000-04-18 | 2010-04-27 | Acushnet Company | Metal wood club with improved hitting face |
| US7214142B2 (en) | 2000-04-18 | 2007-05-08 | Acushnet Company | Composite metal wood club |
| US7527565B1 (en) | 2000-04-18 | 2009-05-05 | Callaway Golf Company | Method and apparatus for forming a face structure for a golf club head |
| US7261643B2 (en) * | 2000-04-18 | 2007-08-28 | Acushnet Company | Metal wood club with improved hitting face |
| US7207898B2 (en) * | 2000-04-18 | 2007-04-24 | Acushnet Company | Metal wood club with improved hitting face |
| US6605007B1 (en) * | 2000-04-18 | 2003-08-12 | Acushnet Company | Golf club head with a high coefficient of restitution |
| CN1283334C (en) * | 2000-05-02 | 2006-11-08 | 美津浓株式会社 | Golf club |
| US6488594B1 (en) * | 2000-05-18 | 2002-12-03 | Richard C. Card | Putter with a consistent putting face |
| JP2002000777A (en) * | 2000-06-21 | 2002-01-08 | Sumitomo Rubber Ind Ltd | Golf club head |
| JP2002017912A (en) | 2000-07-11 | 2002-01-22 | Mizuno Corp | Golf club |
| JP2002136626A (en) | 2000-11-02 | 2002-05-14 | Mizuno Corp | Golf club |
| JP2002143350A (en) * | 2000-11-16 | 2002-05-21 | Maruman Golf Corp | Strength reinforced wood head of golf club |
| US6966848B2 (en) | 2000-11-30 | 2005-11-22 | Daiwa Seiko, Inc. | Golf club head and method of manufacturing the same |
| JP2002165904A (en) * | 2000-12-04 | 2002-06-11 | Yonex Co Ltd | Face structure of hollow metallic club head |
| US20030036442A1 (en) | 2001-08-17 | 2003-02-20 | Bing Chao | Golf club head having a high coefficient of restitution and method of making it |
| JP3895571B2 (en) * | 2001-09-28 | 2007-03-22 | Sriスポーツ株式会社 | Golf club head |
| US6821214B2 (en) * | 2001-10-19 | 2004-11-23 | Acushnet Company | Metal wood golf club head |
| JP2003210622A (en) * | 2002-01-24 | 2003-07-29 | Kasco Corp | Metallic wood type golf club head |
| US7131912B1 (en) * | 2002-02-01 | 2006-11-07 | Dean L. Knuth | Golf club head |
| JP2003310807A (en) * | 2002-04-16 | 2003-11-05 | Fu Sheng Industrial Co Ltd | Method for manufacturing golf club head |
| JP2004097550A (en) * | 2002-09-10 | 2004-04-02 | Sumitomo Rubber Ind Ltd | Golf club head and manufacturing method therefor |
| JP2004129943A (en) * | 2002-10-11 | 2004-04-30 | Daiwa Seiko Inc | Golf club head and manufacturing method therefor |
| JP2004129944A (en) * | 2002-10-11 | 2004-04-30 | Daiwa Seiko Inc | Manufacturing method for golf club head |
| JP2004135990A (en) * | 2002-10-21 | 2004-05-13 | Daiwa Seiko Inc | Metallic wood head |
| US6773360B2 (en) | 2002-11-08 | 2004-08-10 | Taylor Made Golf Company, Inc. | Golf club head having a removable weight |
| US7407447B2 (en) | 2002-11-08 | 2008-08-05 | Taylor Made Golf Company, Inc. | Movable weights for a golf club head |
| US7419441B2 (en) | 2002-11-08 | 2008-09-02 | Taylor Made Golf Company, Inc. | Golf club head weight reinforcement |
| US7628707B2 (en) | 2002-11-08 | 2009-12-08 | Taylor Made Golf Company, Inc. | Golf club information system and methods |
| US7186190B1 (en) | 2002-11-08 | 2007-03-06 | Taylor Made Golf Company, Inc. | Golf club head having movable weights |
| TW549112U (en) * | 2002-11-15 | 2003-08-21 | Fu Sheng Ind Co Ltd | Welding structure of striking faceplate for head of golf club |
| US7147572B2 (en) | 2002-11-28 | 2006-12-12 | Sri Sports Limited | Wood type golf club head |
| JP4112969B2 (en) * | 2002-12-26 | 2008-07-02 | ダイワ精工株式会社 | Golf club head |
| JP3974055B2 (en) | 2003-03-07 | 2007-09-12 | Sriスポーツ株式会社 | Golf club head |
| JP2004267630A (en) * | 2003-03-11 | 2004-09-30 | Sumitomo Rubber Ind Ltd | Golf club head |
| US6800039B1 (en) * | 2003-03-11 | 2004-10-05 | Wen-Cheng Tseng | Golf club striking face with varied thickness distribution |
| JP2004298478A (en) * | 2003-03-31 | 2004-10-28 | Daiwa Seiko Inc | Golf club head and manufacturing method therefor |
| US6926618B2 (en) * | 2003-05-19 | 2005-08-09 | Karsten Manufacturing Corporation | Golf club with diagonally reinforced contoured front wall |
| US20080149267A1 (en) | 2006-12-26 | 2008-06-26 | Taylor Made Golf Company, Inc. | Methods for fabricating composite face plates for use in golf clubs and club-heads for same |
| US7192364B2 (en) * | 2003-05-27 | 2007-03-20 | Plus 2 International, Inc. | Golf club head with a stiffening plate |
| US6875129B2 (en) * | 2003-06-04 | 2005-04-05 | Callaway Golf Company | Golf club head |
| US20050059508A1 (en) | 2003-09-15 | 2005-03-17 | Burnett Michael Scott | Multi-component golf club head |
| US7025692B2 (en) | 2004-02-05 | 2006-04-11 | Callaway Golf Company | Multiple material golf club head |
| US7140974B2 (en) | 2004-04-22 | 2006-11-28 | Taylor Made Golf Co., Inc. | Golf club head |
| US7137907B2 (en) * | 2004-10-07 | 2006-11-21 | Callaway Golf Company | Golf club head with variable face thickness |
| JP4785111B2 (en) * | 2004-12-13 | 2011-10-05 | ブリヂストンスポーツ株式会社 | Golf club head |
| JP2006167279A (en) * | 2004-12-17 | 2006-06-29 | Bridgestone Sports Co Ltd | Golf club head and manufacturing method thereof |
| JP4451797B2 (en) * | 2005-02-25 | 2010-04-14 | Sriスポーツ株式会社 | Golf club head |
| JP2006263162A (en) * | 2005-03-24 | 2006-10-05 | Daiwa Seiko Inc | Putter head |
| TWM280836U (en) * | 2005-05-05 | 2005-11-21 | Fu Sheng Ind Co Ltd | Golf club head |
| US7549934B2 (en) | 2005-09-07 | 2009-06-23 | Acushnet Company | Metal wood club with improved hitting face |
| JP2007082752A (en) * | 2005-09-22 | 2007-04-05 | Bridgestone Sports Co Ltd | Golf club head |
| US7585233B2 (en) * | 2006-05-26 | 2009-09-08 | Roger Cleveland Golf Co., Inc. | Golf club head |
| US7384348B2 (en) * | 2006-06-28 | 2008-06-10 | O-Ta Precision Industry Co., Inc. | Golf club head |
| JP5028941B2 (en) * | 2006-10-13 | 2012-09-19 | ブリヂストンスポーツ株式会社 | Golf club head |
| JP2008119445A (en) * | 2006-10-17 | 2008-05-29 | Bridgestone Sports Co Ltd | Golf club head |
| US8636609B2 (en) | 2006-11-30 | 2014-01-28 | Taylor Made Golf Company, Inc. | Golf club head having dent resistant thin crown |
| US7575524B2 (en) * | 2006-12-06 | 2009-08-18 | Taylor Made Golf Company, Inc. | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US8096897B2 (en) | 2006-12-19 | 2012-01-17 | Taylor Made Golf Company, Inc. | Golf club-heads having a particular relationship of face area to face mass |
| JP2008154624A (en) * | 2006-12-20 | 2008-07-10 | Bridgestone Sports Co Ltd | Golf club head |
| JP5114974B2 (en) * | 2007-03-05 | 2013-01-09 | ブリヂストンスポーツ株式会社 | Golf club head |
| US7674189B2 (en) | 2007-04-12 | 2010-03-09 | Taylor Made Golf Company, Inc. | Golf club head |
| US7985146B2 (en) | 2007-06-27 | 2011-07-26 | Taylor Made Golf Company, Inc. | Golf club head and face insert |
| US8628434B2 (en) | 2007-12-19 | 2014-01-14 | Taylor Made Golf Company, Inc. | Golf club face with cover having roughness pattern |
| US7874937B2 (en) | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20090163289A1 (en) | 2007-12-19 | 2009-06-25 | Taylor Made Golf Company, Inc. | Method of creating scorelines in club face insert |
-
2006
- 2006-12-06 US US11/567,669 patent/US7575524B2/en not_active Expired - Fee Related
-
2009
- 2009-06-23 US US12/456,900 patent/US9199138B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5993331A (en) * | 1998-07-22 | 1999-11-30 | Wuu Horng Industrial Co., Ltd. | Structure of golf club head |
| US6379262B1 (en) * | 1999-01-23 | 2002-04-30 | David D. Boone | Set of golf club irons |
| US6991558B2 (en) * | 2001-03-29 | 2006-01-31 | Taylor Made Golf Co., Lnc. | Golf club head |
| US6800038B2 (en) * | 2001-07-03 | 2004-10-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US6824475B2 (en) * | 2001-07-03 | 2004-11-30 | Taylor Made Golf Company, Inc. | Golf club head |
| US6652391B1 (en) * | 2002-06-25 | 2003-11-25 | Karsten Manufacturing Corporation | Golf club head with variable thickness front wall |
| US6997820B2 (en) * | 2002-10-24 | 2006-02-14 | Taylor Made Golf Company, Inc. | Golf club having an improved face plate |
| US6904663B2 (en) * | 2002-11-04 | 2005-06-14 | Taylor Made Golf Company, Inc. | Method for manufacturing a golf club face |
| US20040099538A1 (en) * | 2002-11-22 | 2004-05-27 | Bing-Ling Chao | Non-mechanical method of removing material from the surface of a golf club head |
| US20040235584A1 (en) * | 2003-05-21 | 2004-11-25 | Bing-Ling Chao | Golf club head having a lightweight face insert and method of manufacturing it |
| US7101289B2 (en) * | 2004-10-07 | 2006-09-05 | Callaway Golf Company | Golf club head with variable face thickness |
Cited By (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7874938B2 (en) | 2003-05-21 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US8163119B2 (en) | 2003-05-21 | 2012-04-24 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20080300068A1 (en) * | 2003-05-21 | 2008-12-04 | Taylor Made Golf Company, Inc., | Composite articles and methods for making the same |
| US8764586B2 (en) | 2005-01-26 | 2014-07-01 | Taylor Made Golf Company, Inc. | Golf ball having cross-core hardness differential and method for making it |
| US8113966B2 (en) | 2005-01-26 | 2012-02-14 | Taylor Made Golf Company, Inc. | Golf ball having cross-core hardness differential and method for making it |
| US8912286B2 (en) | 2005-12-21 | 2014-12-16 | Taylor Made Golf Company, Inc. | Polymer compositions comprising peptizers, sports equipment comprising such compositions, and method for their manufacture |
| US20090264218A1 (en) * | 2006-12-06 | 2009-10-22 | Taylor Made Golf Company, Inc. | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US9199138B2 (en) * | 2006-12-06 | 2015-12-01 | Taylor Made Golf Company, Inc. | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US20090163296A1 (en) * | 2007-12-19 | 2009-06-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US7874936B2 (en) | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US7874937B2 (en) | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20110098130A1 (en) * | 2007-12-19 | 2011-04-28 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US20090163292A1 (en) * | 2007-12-19 | 2009-06-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US8303435B2 (en) | 2007-12-19 | 2012-11-06 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US8211976B2 (en) | 2007-12-21 | 2012-07-03 | Taylor Made Golf Company, Inc. | Sports equipment compositions comprising a polyurethane, polyurea or prepolymer thereof and a polyfunctional modifier |
| US20090170634A1 (en) * | 2007-12-28 | 2009-07-02 | Taylor Made Golf Company | Golf ball with soft feel |
| US11167178B2 (en) | 2007-12-28 | 2021-11-09 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and higher iron spin |
| US8932154B2 (en) | 2007-12-28 | 2015-01-13 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and high iron spin |
| US8096899B2 (en) | 2007-12-28 | 2012-01-17 | Taylor Made Golf Company, Inc. | Golf ball comprising isocyanate-modified composition |
| US9950216B2 (en) | 2007-12-28 | 2018-04-24 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and higher iron spin |
| US20090176601A1 (en) * | 2007-12-28 | 2009-07-09 | Taylor Made Golf Company | Golf ball with softer feel and high iron spin |
| US8357060B2 (en) | 2007-12-28 | 2013-01-22 | Taylor Made Golf Company, Inc. | Golf ball with soft feel |
| US20090170633A1 (en) * | 2007-12-28 | 2009-07-02 | Taylor Made Golf Company, Inc. | Isocyanate-modified composition |
| US10441852B2 (en) | 2007-12-28 | 2019-10-15 | Taylor Made Golf Company, Inc. | Golf ball with soft feel |
| US9421425B2 (en) | 2007-12-28 | 2016-08-23 | Taylor Made Golf Company, Inc. | Golf ball with soft feel |
| US11839796B2 (en) | 2007-12-28 | 2023-12-12 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and higher iron spin |
| US8715113B2 (en) | 2007-12-28 | 2014-05-06 | Eric M. Loper | Golf ball with soft feel |
| US10675510B2 (en) | 2007-12-28 | 2020-06-09 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and high iron spin |
| US11013962B2 (en) | 2007-12-28 | 2021-05-25 | Taylor Made Golf Company, Inc. | Golf ball with soft feel |
| US8632423B2 (en) | 2008-02-19 | 2014-01-21 | Taylor Made Golf Company, Inc. | Golf ball |
| US8241150B2 (en) | 2008-02-19 | 2012-08-14 | Taylor Made Golf Company, Inc. | Golf ball |
| US8047933B2 (en) | 2008-02-19 | 2011-11-01 | Taylor Made Golf Company, Inc. | Golf ball |
| US20090209367A1 (en) * | 2008-02-19 | 2009-08-20 | Taylor Made Golf Company, Inc. | Golf ball |
| US20090318245A1 (en) * | 2008-06-24 | 2009-12-24 | Hyung Jin Yim | Golf Club Head with Ripple Structure |
| US20160008682A1 (en) * | 2009-10-27 | 2016-01-14 | Taylor Made Golf Company, Inc. | Golf club head |
| US9162115B1 (en) | 2009-10-27 | 2015-10-20 | Taylor Made Golf Company, Inc. | Golf club head |
| US12115420B2 (en) | 2009-10-27 | 2024-10-15 | Taylor Made Golf Company, Inc. | Golf club head |
| US10065083B2 (en) * | 2009-10-27 | 2018-09-04 | Taylor Made Golf Company, Inc. | Golf club head |
| US11951363B2 (en) | 2009-10-27 | 2024-04-09 | Taylor Made Golf Company, Inc. | Golf club head |
| US11596841B2 (en) | 2009-10-27 | 2023-03-07 | Taylor Made Golf Company, Inc. | Golf club head |
| US10632350B2 (en) | 2009-10-27 | 2020-04-28 | Taylor Made Golf Company, Inc. | Golf club head |
| US20110130216A1 (en) * | 2009-12-01 | 2011-06-02 | Taylor Made Golf Company, Inc. | Golf ball constructs and related systems |
| US8674023B2 (en) | 2009-12-31 | 2014-03-18 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8629228B2 (en) | 2009-12-31 | 2014-01-14 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8575278B2 (en) | 2009-12-31 | 2013-11-05 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8979677B2 (en) | 2010-11-24 | 2015-03-17 | Taylor Made Golf Company, Inc. | Golf ball with selected spin characteristics |
| US9861864B2 (en) | 2013-11-27 | 2018-01-09 | Taylor Made Golf Company, Inc. | Golf club |
| US10569145B2 (en) | 2013-11-27 | 2020-02-25 | Taylor Made Golf Company, Inc. | Golf club |
| US10828540B2 (en) | 2013-11-27 | 2020-11-10 | Taylor Made Golf Company, Inc. | Golf club |
| US12121781B2 (en) | 2013-11-27 | 2024-10-22 | Taylor Made Golf Company, Inc. | Golf club |
| US11944878B2 (en) | 2013-11-27 | 2024-04-02 | Taylor Made Golf Company, Inc. | Golf club |
| US10226671B2 (en) | 2013-11-27 | 2019-03-12 | Taylor Made Golf Company, Inc. | Golf club |
| US11369846B2 (en) | 2013-11-27 | 2022-06-28 | Taylor Made Golf Company, Inc. | Golf club |
| US11179609B2 (en) | 2014-05-21 | 2021-11-23 | Taylor Made Golf Company, Inc. | Golf club |
| US11642576B2 (en) | 2014-05-21 | 2023-05-09 | Taylor Made Golf Company, Inc. | Golf club |
| US10881921B2 (en) | 2014-05-21 | 2021-01-05 | Taylor Made Golf Company, Inc. | Golf club |
| US11167183B2 (en) | 2015-08-14 | 2021-11-09 | Taylor Made Golf Company, Inc. | Golf club head |
| US10688352B2 (en) | 2015-08-14 | 2020-06-23 | Taylor Made Golf Company, Inc. | Golf club head |
| US11931631B2 (en) | 2015-08-14 | 2024-03-19 | Taylor Made Golf Company, Inc. | Golf club head |
| US20180154224A1 (en) * | 2016-12-06 | 2018-06-07 | Taylor Made Golf Company, Inc. | Golf club head |
| US10905923B2 (en) | 2016-12-06 | 2021-02-02 | Taylor Made Golf Company, Inc. | Golf club head |
| US10463927B2 (en) * | 2016-12-06 | 2019-11-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US20190232120A1 (en) * | 2016-12-30 | 2019-08-01 | Taylor Made Golf Company, Inc. | Golf club heads |
| US10751585B2 (en) * | 2016-12-30 | 2020-08-25 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11607591B2 (en) | 2016-12-30 | 2023-03-21 | Taylor Made Golf Company, Inc. | Golf club heads |
| US12083395B2 (en) | 2016-12-30 | 2024-09-10 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11135485B2 (en) | 2016-12-30 | 2021-10-05 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11452923B2 (en) | 2017-06-05 | 2022-09-27 | Taylor Made Golf Company, Inc. | Golf club heads |
| US12023558B2 (en) | 2017-06-05 | 2024-07-02 | Taylor Made Golf Company, Inc. | Golf club heads |
| US10874922B2 (en) | 2017-06-05 | 2020-12-29 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11745062B2 (en) * | 2018-07-12 | 2023-09-05 | Karsten Manufacturing Corporation | Golf club head faceplates with lattices |
| US12017123B2 (en) | 2018-11-02 | 2024-06-25 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11666805B2 (en) * | 2021-02-05 | 2023-06-06 | Sumitomo Rubber Industries, Ltd. | Golf club head |
| US20220249922A1 (en) * | 2021-02-05 | 2022-08-11 | Sumitomo Rubber Industries, Ltd. | Golf club head |
Also Published As
| Publication number | Publication date |
|---|---|
| US7575524B2 (en) | 2009-08-18 |
| US20090264218A1 (en) | 2009-10-22 |
| US9199138B2 (en) | 2015-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7575524B2 (en) | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses | |
| US11819745B2 (en) | High loft, low center-of-gravity golf club heads | |
| US6991558B2 (en) | Golf club head | |
| US7749103B2 (en) | Golf club head | |
| US9675849B2 (en) | Golf club | |
| US8353786B2 (en) | Golf club head | |
| US7935003B2 (en) | Golf club head | |
| US7524249B2 (en) | Golf club head with concave insert | |
| US8435137B2 (en) | Golf club head | |
| US7980964B2 (en) | Golf club head with concave insert | |
| US8808107B2 (en) | Golf club | |
| US8870680B2 (en) | Golf club head and golf club | |
| US20140106901A1 (en) | Metal Wood Club | |
| US8038546B2 (en) | Wood-type golf club head | |
| EP2605839B1 (en) | Golf clubs and golf club heads | |
| US7641570B2 (en) | Golf club head | |
| US20070298906A1 (en) | Golf club head | |
| US20040018891A1 (en) | Metalwood type golf club head having expanded sections vertically extending the ball striking clubface | |
| US20090017937A1 (en) | Wood-type golf club head |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:WILLETT, KRAIG ALAN;BEACH, TODD P.;ZIMMERMAN, GERY MEL;AND OTHERS;REEL/FRAME:019006/0615;SIGNING DATES FROM 20070216 TO 20070221 |
|
| STCF | Information on status: patent grant |
Free format text: PATENTED CASE |
|
| FEPP | Fee payment procedure |
Free format text: PAYOR NUMBER ASSIGNED (ORIGINAL EVENT CODE: ASPN); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| FPAY | Fee payment |
Year of fee payment: 4 |
|
| FPAY | Fee payment |
Year of fee payment: 8 |
|
| SULP | Surcharge for late payment |
Year of fee payment: 7 |
|
| AS | Assignment |
Owner name: KPS CAPITAL FINANCE MANAGEMENT, LLC, AS COLLATERAL AGENT, NEW YORK Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044207/0745 Effective date: 20171002 Owner name: ADIDAS NORTH AMERICA, INC., AS COLLATERAL AGENT, OREGON Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044206/0765 Effective date: 20171002 Owner name: PNC BANK, NATIONAL ASSOCIATION, AS COLLATERAL AGENT, PENNSYLVANIA Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044206/0712 Effective date: 20171002 Owner name: KPS CAPITAL FINANCE MANAGEMENT, LLC, AS COLLATERAL Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044207/0745 Effective date: 20171002 Owner name: ADIDAS NORTH AMERICA, INC., AS COLLATERAL AGENT, O Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044206/0765 Effective date: 20171002 Owner name: PNC BANK, NATIONAL ASSOCIATION, AS COLLATERAL AGEN Free format text: SECURITY INTEREST;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:044206/0712 Effective date: 20171002 |
|
| FEPP | Fee payment procedure |
Free format text: MAINTENANCE FEE REMINDER MAILED (ORIGINAL EVENT CODE: REM.); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| AS | Assignment |
Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:ADIDAS NORTH AMERICA, INC.;REEL/FRAME:057453/0167 Effective date: 20210802 Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:PNC BANK, NATIONAL ASSOCIATION;REEL/FRAME:057085/0314 Effective date: 20210802 Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:KPS CAPITAL FINANCE MANAGEMENT, LLC;REEL/FRAME:057085/0262 Effective date: 20210802 |
|
| AS | Assignment |
Owner name: KOOKMIN BANK, AS SECURITY AGENT, KOREA, REPUBLIC OF Free format text: NOTICE OF GRANT OF SECURITY INTEREST IN PATENTS;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:057300/0058 Effective date: 20210824 Owner name: KOOKMIN BANK, AS COLLATERAL AGENT, KOREA, REPUBLIC OF Free format text: NOTICE OF GRANT OF SECURITY INTEREST IN PATENTS;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:057293/0207 Effective date: 20210824 |
|
| LAPS | Lapse for failure to pay maintenance fees |
Free format text: PATENT EXPIRED FOR FAILURE TO PAY MAINTENANCE FEES (ORIGINAL EVENT CODE: EXP.); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| STCH | Information on status: patent discontinuation |
Free format text: PATENT EXPIRED DUE TO NONPAYMENT OF MAINTENANCE FEES UNDER 37 CFR 1.362 |
|
| FP | Lapsed due to failure to pay maintenance fee |
Effective date: 20210818 |
|
| AS | Assignment |
Owner name: BANK OF AMERICA, N.A., AS COLLATERAL AGENT, NEW YORK Free format text: NOTICE OF GRANT OF SECURITY INTEREST IN PATENTS;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:058962/0415 Effective date: 20220207 Owner name: JPMORGAN CHASE BANK, N.A., AS COLLATERAL AGENT, NEW YORK Free format text: NOTICE OF GRANT OF SECURITY INTEREST IN PATENTS;ASSIGNOR:TAYLOR MADE GOLF COMPANY, INC.;REEL/FRAME:058963/0671 Effective date: 20220207 |
|
| AS | Assignment |
Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:KOOKMIN BANK;REEL/FRAME:058983/0516 Effective date: 20220208 Owner name: TAYLOR MADE GOLF COMPANY, INC., CALIFORNIA Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:KOOKMIN BANK;REEL/FRAME:058978/0211 Effective date: 20220208 |