US20070234771A1 - Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product - Google Patents
Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product Download PDFInfo
- Publication number
- US20070234771A1 US20070234771A1 US11/806,531 US80653107A US2007234771A1 US 20070234771 A1 US20070234771 A1 US 20070234771A1 US 80653107 A US80653107 A US 80653107A US 2007234771 A1 US2007234771 A1 US 2007234771A1
- Authority
- US
- United States
- Prior art keywords
- shaft pressing
- pipe
- profile element
- element pipe
- hydraulic bulging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/045—Closing or sealing means
Definitions
- the present invention relates to a profile element pipe for hydraulic bulging, a hydraulic bulging device using the profile element pipe, a hydraulic bulging method using the profile element pipe, and a hydraulically bulged product subjected to the hydraulic bulging.
- a hydraulic bulging has more merits as compared with other forming or forming methods. For example, since a profile element pipe can be hydraulically bulged to such an intricate configuration part having different cross-sections in the longitudinal direction of the product, machine parts, which require welding and joining in a conventional method, can be formed in one-piece. Further, since the hydraulic bulging generates work hardening over the entire hydraulically bulged portions, even if a soft element pipe is used, a product having high strength can be obtained.
- the bulged product has small springback and a dimensional accuracy of the product is excellent (shape freeze properties are excellent). Thus a process for refining product dimension is not required and the omission of the process is effected.
- a straight pipe having a uniform circular cross-section in the longitudinal direction of the pipe (hereinafter referred to as “straight element pipe”) is used as a material, and after this material was subjected to bending and crushing as a “pre-forming” hydraulic bulging is performed as a final working process.
- a hydraulically bulged product can be manufactured by processing a straight element pipe to a product of a predetermined configuration.
- FIGS. 1A and 1B are views showing a final working process of hydraulic bulging by which a product is obtained by using a conventional straight element pipe.
- a working liquid is injected into a straight element pipe P 1 set in an upper die 1 and a lower die 2 through a filling hole 3 to load internal pressure.
- the element pipe P 1 is axially pressed (hereinafter referred to as “shaft pressing”) from both ends of the pipe by shaft pushing tools 4 and 5 also serving as sealing tools.
- the loading of internal pressure and the shaft pressing are combined with each other so that a product P 2 having various cross-sectional shapes is produced.
- the shaft pushing tools 4 and 5 serving also as sealing tools are connected to a hydraulic cylinder (not shown) and during hydraulic bulging its axial position or shaft pressing force are controlled.
- the shaft pressing from a pipe end in the axial direction in the hydraulic bulging has such effects that a metal flow during bulging of an element pipe is promoted and an expansion limit of the element pipe is improved.
- the shaft pressing from the pipe end is an extremely important working process.
- the straight element pipe P 1 when the hydraulic bulging is performed only by the loading of internal pressure without performing shaft pressing, the wall thickness of the straight element pipe P 1 is remarkably decreased with bulging of the straight element pipe P 1 . Therefore, the straight element pipe P 1 ends up in rupture halfway through hydraulic bulging. Namely, it amounts to narrow a formable range (pipe expansion limit) of the straight element pipe P 1 .
- the hydraulic bulging has a problem attributable to a shape of the element pipe. As described above, even if an intricate configuration having different axial cross-sectional shapes can be obtained as one of the merits of the hydraulic bulging, the configuration of a worked product which can be obtained is limited.
- the limit of increase ratio in a peripheral length is at most 25% or so except for a region of the pipe end portion where shaft pressing is effective, although the ratio depends on shape properties required for a bulged product or conditions (material, sheet thickness) of an element pipe to be used.
- the hydraulic bulging cannot be performed beyond the limit of the increase ratio in the peripheral length (pipe expansion ratio).
- pipe expansion ratio To increase a degree of freedom in a configuration design of a worked product and to obtain a worked product having a more intricate cross-sectional shape, it is necessary to contrive ways regarding the shape of an element pipe under a restricted condition of such an increase ratio in a peripheral length (pipe expansion ratio).
- tapered element pipe substantially conical element pipe
- the increase ratio in a peripheral length due to working can be suppressed to a low level for parts which are difficult to be formed by using a straight element pipe, for example, for parts whose peripheral length varies in the axial direction, thereby enabling predetermined working shapes to be formed (see for example, Japanese Patent Application Publication No. 2001-321842, page 1, FIG. 2).
- FIG. 2 is a view explaining a problem, which arises when shaft pressing with a conventional shaft-pressing tool for a straight element pipe was applied on a tapered element pipe.
- the shaft pressing itself on a tapered element pipe TP 1 cannot be applied on the large diameter side, although the shaft pressing itself on the tapered element pipe TP 1 can be applied on the small diameter side.
- a shaft pressing tool 4 advances into forms 1 and 2 with the shaft pressing, insufficient restriction of inner and outer surfaces of the tapered element pipe TP 1 by the shaft pressing tool 4 side take places, thus likely leading up to seal leakage occurs.
- FIGS. 3A to 3 C are views explaining hydraulic bulging process using a conventional tapered element pipe, where FIG. 3A shows a state before processing, FIG. 3B shows a state before loading internal pressure, and FIG. 3C shows a state at the finish of processing.
- FIGS. 4A to 4 C are views explaining a problem when a hydraulically bulged product having a rectangular cross-section is joined, wherein FIG. 4A shows a shape of a conventional hydraulically bulged product, and FIG. 4B shows a shape of a hydraulically bulged product according to the present invention, along with denoting inclinations of pipe end portions with respect to the axial direction of each worked product, and wherein FIG. 4C shows a configuration of a typical cross-section of the hydraulically bulged products in FIG. 4A or 4 B.
- the hydraulically bulged product PT 3 using a conventional tapered element pipe as a material is inclined in the pipe end portions by ⁇ as shown in FIG. 4A .
- the joining with another member or the like is not easy.
- the present invention has been made taking the above-mentioned conventional problems into consideration, and the object of the present invention is to provide a profile element pipe for hydraulic bulging, a hydraulic bulging device using the element pipe, a hydraulic bulging method using the element pipe, and hydraulically bulged product, wherein in hydraulic bulging using the profile element pipe having various cross sectional shapes in the axial direction, shaft pressing is enabled from the pipe ends in the axial direction in addition to loading internal pressure on the element pipe, thereby enabling a larger pipe expansion ratio to be achieved.
- a profile element pipe for hydraulic bulging is characterized in that the profile element pipe has a varied peripheral length over the axial length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and has a parallel part formed on at least one pipe end thereof.
- a length of the parallel part is preferably not less than the total of an amount of shaft pressing performed in the hydraulic bulging and a length necessary for sealing during bulging.
- a radius R of curvature of a corner part in the parallel part is varied in accordance with a change of a peripheral length in which an outer diameter of the proffle element pipe is gradually increased or decreased.
- the profile element pipe of the present invention comprising such a configuration is set into a form of a hydraulic bulging device according to the present invention by respectively providing parallel parts on at least one of end portion inner surfaces of both an upper die and a lower die and on an outer surface of a shaft pressing tool which matches with pipe-end inner surfaces, an internal pressure loading and a shaft pressing in combined manner can be applied.
- FIGS. 1A and 1B are views explaining a final process in hydraulic bulging process by which a product is obtained by using a conventional straight element pipe.
- FIG. 2 is a view explaining a problem, which arises when shaft pressing of a tapered element pipe is performed with a conventional shaft-pressing tool for a straight element pipe.
- FIGS. 3A to 3 C are views explaining hydraulic bulging processes using a conventional tapered element pipe, where FIG. 3A shows a state before bulging, FIG. 3B shows a state before loading internal pressure, and FIG. 3C shows a state at the end of bulging.
- FIGS. 4A to 4 C are views explaining a problem which is generated when a hydraulically bulged product having a rectangular cross-section is joined, where FIG. 4A shows a shape of a hydraulically bulged product using a conventional tapered element pipe, FIG. 4B shows a shape of a hydraulically bulged product according to the present invention, and FIG. 4C shows a shape of a cross-section of these products.
- FIGS. 5A and 5B are cross-sectional views showing an example of the shape of a tapered pipe constituting a profile element pipe for hydraulic bulging according to the present invention.
- FIGS. 6A and 6B are views illustrating the entire configuration of the profile element pipes according to the present invention, and particularly FIG. 6A shows an example in which parallel parts each having a circular cross section are formed on both ends of the tapered part having circular cross sections and FIG. 6B shows an example in which parallel parts each having a rectangular cross section are formed on both ends of the tapered part having rectangular cross sections.
- FIGS. 7A and 7B are views illustrating the entire configuration of other profile element pipes according to the present invention, and show examples having a transitional part between a parallel part on the large diameter side and a central tapered part.
- FIGS. 8A to 8 C are views explaining a method of producing the profile element pipe according to the present invention, having a parallel part on the end portion of a large diameter side desired, where FIG. 8A is an entire perspective view, FIG. 8B is a developed view and FIG. 8C is a view showing a trapezoidal shape similar to the developed view shown in FIG. 8B .
- FIGS. 9A to 9 C are views showing another example of the profile element pipe according to the present invention along with a shaft pressing tool used in the example, where FIG. 9A is an entire perspective view, FIG. 9B is an enlarged view of the shaft pressing tool on the small diameter side and FIG. 9C is an enlarged view of the shaft pressing tool, which also serves as a small diameter side sealing tool used in the profile element pipe.
- FIGS. 10A to 10 C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case where a small diameter side of a hydraulically bulged product has a rectangular cross section
- FIG. 10A is a cross-sectional view of the pipe at a position away from the pipe end on the small diameter side by ⁇ L+L0
- FIG. 10C is a cross-sectional view of the end portion
- FIG. 10B is a cross-sectional view at an arbitrary intermediate position of the pipe.
- FIGS. 11A to 11 C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case where a large diameter side of a hydraulically bulged product has a rectangular cross section, and particularly FIG. 11A is a cross-sectional view at a position away from the pipe end on the large diameter side by ⁇ L′+L0′, FIG. 11C is a cross-sectional view of the end portion of the pipe, and FIG. 11B is a cross-sectional view at the arbitrary intermediate position of the pipe.
- FIGS. 12A to 12 C are views illustrating cross-sectional shapes in case that hydraulically bulged products have trapezoidal cross-sections.
- FIGS. 13A to 13 C are views illustrating cross-sectional shapes in case that hydraulically bulged products have L-shaped cross-sections.
- FIGS. 14A to 14 C are views explaining a first example of a method of the present invention, and shows the case that a parallel part of an end portion of profile element pipe is formed prior to hydraulic bulging, where FIG. 14A is a cross-sectional view showing of a state of setting a tapered pipe on dies, FIG. 14B is a cross-sectional view showing a state where the parallel part was formed before hydraulic bulging, and FIG. 14C is a cross-sectional view showing a state where hydraulic bulging has been completed.
- FIGS. 15A to 15 C are views showing relationships among an upper die on the small diameter side, a shaft pressing tool also serving as a sealing tool and the end portion of profile element pipe, where FIGS. 15A to 15 C are views elaborating on FIGS. 14A to 14 C in terms of the dimensional parameter.
- FIGS. 16A to 16 C are views showing relationships among an upper die on the large diameter side, the shaft pressing tool also serving as a sealing tool and the end portion of profile element pipe, where FIGS. 16A to 16 C are views elaborating on FIGS. 14A to 14 C in terms of the dimensional parameter.
- FIGS. 17A to 17 C are views explaining a second example of the method of the present invention, and show a case where the parallel part of the end portion of profile element pipe is formed before setting the pipe on a die.
- FIG. 17A is a cross-sectional view showing a state of setting the profile element pipe on the die
- FIG. 17B is a cross-sectional view showing a state before hydraulic bulging
- FIG. 17C is a cross-sectional view showing a state after hydraulic bulging.
- FIGS. 18A to 18 C are views explaining a third example of the method of the present invention, and show another example of the case where the parallel part of the end portion of profile element pipe is formed before setting the pipe on the die.
- FIGS. 18A to 18 C are the same as in the case of FIGS. 17A to 17 C.
- FIGS. 19A to 19 C are explanatory views showing a fourth example of the method of the present invention, and show a configuration example in which an inner cavity of the parallel part at the large diameter side is axially monotonously increased with reference to the pipe-end of the large diameter side.
- FIGS. 19A to 19 C are the same as in the case of FIG. 17A to 17 C.
- FIGS. 20A to 20 D are views showing configuration examples of the shaft pressing tool, which is a component constituting the hydraulic bulging device of the present invention, also serving as a sealing tool.
- FIGS. 5A to 5 B are cross-sectional views showing an example of the shape of tapered pipe constituting a profile element pipe of the present invention.
- a profile element pipe 11 for hydraulic bulging of the present invention is a profile element pipe to be provided for hydraulic bulging, has a peripheral length with an outer diameter gradually increasing or decreasing over axial length from one axial side toward the other thereof and forms parallel parts 11 a , 11 b on at least one pipe-end (both pipe ends of a small diameter side and a large diameter side have parallel parts in the examples shown in FIGS. 5A and 5B ).
- lengths of the parallel parts 11 a , 11 b are equal to or more than a total length of an amount of shaft pressing in the hydraulic bulging and a length necessary for sealing.
- FIGS. 6A and 6B are views illustrating the entire configuration of profile element pipe according to the present invention, where FIG. 6A shows an example in which parallel parts each having a circular cross section are formed on both ends of tapered part having circular cross sections and FIG. 6B shows an example in which parallel parts having a rectangular cross section are formed on both ends of the tapered part having rectangular cross sections.
- FIG. 6A shows the rudimental basic form, in which parallel parts 11 a and 11 b each having a circular cross-section are formed on both ends of tapered part having circular cross-sections.
- FIG. 6B is an example in which parallel parts 11 a and 11 b each having a rectangular cross-section are formed on both ends of tapered part having rectangular cross-sections.
- the parallel parts 11 a and 11 b have a cross-section shown in FIG. 10A to be described later on a small diameter side 11 a and have a cross-section shown in FIG. 11C to be described later on a large diameter side 11 b over the entire length.
- FIGS. 7A and 7B are views illustrating the entire configurations of other profile element pipes according to the present invention, and show examples having a transitional portion between a parallel part on the large diameter side and a central tapered part.
- FIG. 7A shows a view in which parallel parts 11 a and 11 b each having a circular cross section are formed on both ends of a tapered part having a circular cross section and a transition portion 11 c is provided between the large diameter side parallel part 11 b and the central tapered part.
- FIG. 7B shows a view in which parallel parts 11 a and 11 b each having a rectangular cross section are provided on both ends of a tapered part having a rectangular cross section and a transition portion 11 c is also provided between the large diameter side parallel part 11 b and the central tapered part.
- the shapes of the parallel parts 11 a and 11 b can be a trapezoidal cross section as shown in FIGS. 12A to 12 C to be described later, an L-shaped cross-section as shown in FIGS. 13A to 13 C to be described later, a polygonal cross section not shown or the like.
- the central tapered part also having rectangular cross sections
- the central part is not particularly required to have rectangular cross sections and they may be a circular cross section as shown in FIGS. 6A and 7A .
- the central part may be subjected to bending or to pressing from upper and lower sides as well as from right and left sides so that a profile element pipe can be facilitated to be inserted into a hydraulic bulging die.
- FIGS. 8A to 8 C are views explaining a method of producing the profile element pipe according to the present invention having a parallel part on end portion of a large diameter side, and particularly FIG. 8A is an entire perspective view, FIG. 8B is a developed view and FIG. 8C is a view showing a trapezoidal shape similar to the developed view shown in FIG. 8B .
- a method of producing a profile element pipe 11 according to the present invention having a parallel part 11 b on a large diameter side end portion of a tapered part having a circular cross-section as shown in FIG. 8A will be described as follows.
- a profile element pipe 11 having a parallel part 11 b on the large diameter side end portion can be obtained as shown in FIG. 8A .
- FIG. 8C FIG. 8B is shown in addition by broken lines and a trapezoidal shape which is close to this is shown by solid lines.
- the most simple method for producing the profile element pipe is a method comprising the process of simply bending a plate having a developed shape of a profile element pipe 11 according to the present invention to join with ends
- other methods of producing profile element pipes 11 according to the present invention having shapes shown in FIGS. 6A and 6B and FIGS. 7A and 7B besides the above-mentioned method will be described.
- the profile element pipe 11 according to the present invention can be obtained by expanding an inner diameter on the small diameter side and by reducing an outer diameter on the large diameter side using “a merely tapered pipe” as a material, for example. Further, in case of the shape shown in FIG. 6B , it can be obtained by crushing the central body part in addition to the above-mentioned pre-forming.
- a merely tapered pipe means a material of a profile element pipe of the present invention and a tapered pipe in which a parallel part has not yet been formed on one pipe end or both pipe ends.
- the profile element pipe 11 according to the present invention can be obtained by expanding inner diameters on the small diameter side and the large diameter side using “a merely tapered pipe” as a material, for example. Further, in case of the shape shown in FIG. 7B , it can be obtained by crushing the central body part in addition to the above-mentioned working process.
- FIGS. 9A to 9 C are views showing another example of the profile element pipe according to the present invention and a shaft pressing tool used in the example, where FIG. 9A is an entire perspective view, FIG. 9B is an enlarged view of the profile element pipe on the small diameter side and FIG. 9C is an enlarged view of the shaft pressing tool, which also serves as a small diameter side sealing tool used in the shaft pressing tool.
- an embodiment shown in FIG. 9A forms parallel parts 11 a and 11 b each having rectangular cross section at both ends of a tapered part having rectangular cross sections.
- rectangular cross sections having dimensions of substantially the same width and height as those of the product are formed on a portion corresponding to ⁇ l+L0 in the small diameter side parallel part 11 a and on a portion corresponding to ⁇ l′+L0′ in the large diameter side parallel part 11 b in the merely tapered pipe.
- FIGS. 10A to 10 C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case that a small diameter side of a hydraulically bulged product has a rectangular cross section, where FIG. 10A shows a cross-sectional view at a position away from the pipe end on the small diameter side by ⁇ l+L0, FIG. 10C shows a cross-sectional view of the end portion of the pipe, and FIG. 10B is a cross-sectional view at an arbitrary intermediate position of the pipe.
- FIGS. 10A to 10 C are views explaining a shape in each of cross sections of the small diameter side parallel part 11 a of a profile element pipe of the present invention, and widths W 0 and heights H 0 in cross sections of FIGS. 10A to 10 C are substantially constant. Further, the radius R of curvatures of corner part is gradually changed by previous forming.
- the radiuses of curvatures of four corner parts in each cross section were set as the same. However, it is not necessary that they are set to be the same, and different radiuses of curvatures at every corner part may be used.
- a peripheral length difference ⁇ d(x) at the position X away from a pipe end while setting a distance between both pipe-ends of a merely tapered pipe as a reference length is obtained from the following expression (2).
- D 0 denotes an outer diameter on the small diameter side
- D 0 ′ denotes an outer diameter on the large diameter side
- LT denotes a length of the tapered pipe.
- FIGS. 11A to 11 C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case that a large diameter side of a hydraulically bulged product has a rectangular cross section
- FIG. 11A is a cross-sectional view of a pipe at the position away from the pipe end on the large diameter side by ⁇ l′+L0′
- FIG. 11C is a cross-sectional view of the end portion of the pipe
- FIG. 11B is a cross-sectional view at the intermediate position of the pipe.
- FIGS. 11A to 11 C are views explaining a shape in each cross section of the large diameter side parallel part 11 b of the profile element pipe of the present invention, and widths W 0 ′ and heights H 0 ′ in cross sections in FIGS. 11A to 11 C are substantially constant. Further, the radius R′ of curvatures of corner part is gradually changed by pre-forming.
- the peripheral length difference ⁇ d(x) at a position X away from the edge of pipe end while setting a distance between both pipe ends of a merely tapered pipe as a reference length is obtained from the following expression (2′).
- D 0 denotes an outer diameter on the small diameter side
- D 0 ′ denotes an outer diameter on the large diameter side
- LT denotes a length of the tapered pipe.
- the dimension of the radius R′(x) of curvature of corner part is varied at axial positions in accordance with the peripheral length difference ⁇ d(x) as shown in FIGS. 11A to 11 C, so that the suitable shape of the pipe can be determined.
- the profile element pipe of the present invention are not limited thereto.
- a combined rectangular shape or a polygonal shape can be adopted and extremely stable shaft pressing can be performed during hydraulic bulging.
- FIGS. 12A to 12 C are views illustrating cross-sectional shapes in case that hydraulically bulged products have trapezoidal cross-sections.
- FIGS. 13A to 13 C are views illustrating cross-sectional shapes in case that hydraulically bulged products have L-shaped cross-sections.
- FIGS. 12 and 13 show examples of cross-sectional shapes of pre-formed pipes on the large diameter side, wherein (a) is a cross sectional view at a position away from the large diameter side pipe end by ⁇ l′+L0′ in the axial direction, (c) is a cross sectional view of the pipe end portion, and (b) is a cross sectional view at an intermediate position therebetween.
- FIGS. 14A to 14 C are views explaining a first example of a method of the present invention, and shows the case that a parallel part of an end portion of profile element pipe is formed prior to hydraulic bulging, where FIG. 14A is a cross-sectional view showing of a state of setting a tapered pipe on a die, FIG. 14B is a cross-sectional view showing a state where the parallel part was formed before hydraulic bulging, and FIG. 14C is a cross-sectional view showing a state where hydraulic bulging has been completed.
- FIGS. 15A to 15 C are views showing relationships among an upper die on the small diameter side, a shaft pressing tool also serving as a sealing tool and the end portion of the profile element pipe, where FIGS. 15A to 15 C are views elaborating on FIGS. 14A to 14 C.
- FIGS. 16A to 16 C are views showing relationships among an upper die on the large diameter side, the shaft pressing tool also serving as a sealing tool and the end portion of the profile element pipe, where FIGS. 16A to 16 C are views elaborating on FIGS. 14A to 14 C.
- FIGS. 17A to 17 C are views explaining a second example of the method of the present invention, and show the case that the parallel part of the end portion of the profile element pipe is formed before setting the pipe on a die.
- FIG. 17A is a cross-sectional view showing a state of setting the profile element pipe on the die
- FIG. 17B is a cross-sectional view showing a state before hydraulic bulging
- FIG. 17C is a cross-sectional view showing a state after hydraulic bulging.
- FIGS. 18A to 18 C are views explaining a third example of the method of the present invention, and shows another example of the case that the parallel part of the end portion of profile element pipe is formed before setting the pipe on the die.
- FIG. 18A is a cross-sectional view showing a state of setting the profile element pipe on the die
- FIG. 18B is a cross-sectional view showing a state before hydraulic bulging
- FIG. 18C is a cross-sectional view showing a state after hydraulic bulging.
- the hydraulic bulging device of the present invention includes an upper die 12 and a lower die 13 forming a cavity as shown in FIGS. 14, 17 and 18 , for example, and shaft pressing tools 14 and 15 which also serving as sealing tools, front end portions of which are inserted into the respective end portions of both dies 12 and 13 .
- the both dies 12 and 13 as well as the shaft pressing tools 14 and 15 are constituted so that both ends of the profile element pipe 11 of the present invention are sandwiched and held by them.
- any one of the shaft pressing tools is provided with a filling hole for working liquid, and an inner surface of at least one end side (both of the small diameter side and a large diameter side of the die have parallel parts in examples shown in FIGS. 14, 17 and 18 ) and an outer surface of the shaft pressing tool corresponding to the inner surface of this end surface are provided with parallel parts 12 a , 12 b , 13 a , 13 b , 14 a and 15 a , respectively.
- the parallel parts 14 a and 15 a of the outer surfaces of the shaft pressing tools 14 , 15 restrain the element pipe from the inner surfaces thereof during shaft pressing so that smooth deformation can be made.
- the amount of shaft pressing on the small diameter part side is defined as ⁇ l
- the amount of shaft pressing on the large diameter part side is defined as ⁇ l′
- the length required for sealing the small diameter part side is defined as L0
- the length required for sealing the large diameter part side is defined as L0′
- lengths of the parallel parts 12 a , 12 b , 13 a and 13 b provided on an inner surface of at least one end side are desirably ⁇ l+L0 or more in case of the small diameter side parallel parts, and ⁇ l′+L0′ or more in case of the large diameter side parallel parts.
- lengths of the parallel parts 14 a and 15 a of the shaft pressing tools 14 and 15 corresponding to the parallel parts 12 a , 12 b , 13 a and 13 b provided on dies 12 , 13 are desirably ⁇ l+L0 or more in case of the small diameter side parallel parts, and L0′ or more in case of the large diameter side parallel parts.
- a front end portion of the shaft pressing tool 14 ( 15 ) also serving as a sealing tool on the small diameter side (large diameter side) must be designed to be inserted into a small diameter side end portion (large diameter side end portion) of a merely tapered pipe PT as a material for the profile element pipe 11 or a profile element pipe 11 .
- the parallel part 14 a ( 15 a ) does not form a gap between a leading edge of the parallel part 14 a ( 15 a ) and the inner surface of the profile element pipe 11 at the completion of shaft pressing.
- a shaft pressing tool also serving as a sealing tool must satisfy the following conditions A and B.
- Shaft pressing tool 14 also serving as a sealing tool on the small diameter side (see FIG. 15 )
- a peripheral length SD 0 of an envelope on the front end in which a locally concave portion was neglected satisfies the following expression (3).
- Shaft pressing tool 15 also serving as a sealing tool on the large diameter side (see FIGS. 16A to 16 C)
- a peripheral length SD 0 ′ of an envelope on the front end in which a locally concave portion was neglected satisfies the following expression (4).
- Shaft pressing tool 14 also serving as a sealing tool on the small diameter side (see FIGS. 17A to 17 C)
- a peripheral length SD 0 of a front end portion satisfies the following expression (5) SD0 ⁇ Peripheral length SD of the parallel part 14 a (5)
- Shaft pressing tool 15 which also serving as a sealing tool on the large diameter side (see FIGS. 17A to 17 C)
- a peripheral length SD 0 ′ of a front end portion satisfies the following expression (6) SD0′ ⁇ Peripheral length SD′ of the parallel part 15 a (6)
- a merely tapered pipe PT which is a source material for the profile element pipe 11 of the present invention, is set in a pair of dies 12 and 13 for a hydraulic bulging device as shown in FIG. 14A , for example.
- shaft pressing tools 14 and 15 also serving as sealing tools are moved in the axial direction to form parallel parts 11 a and 11 b on an end or both ends of the tapered pipe PT sandwiched by the dies 12 , 13 and the shaft pressing tools 14 , 15 as shown in FIG. 14B so that a profile element pipe 11 according to the present invention is formed.
- the shaft pressing tools 14 and 15 can be smoothly inserted into the tapered pipe TP.
- FIGS. 19A to 19 C are explanatory views showing a fourth example of the method of the present invention, and shows a configuration example in which an inner cavity of the large diameter side parallel part is axially monotonously increased with reference to an end of the large diameter of the pipe.
- FIG. 19A is a cross-sectional view showing a state of setting a tapered pipe on the die
- FIG. 19B is a cross-sectional view showing a state where a parallel part is formed before hydraulic bulging
- FIG. 19C is a cross-sectional view of a state after hydraulic bulging.
- FIGS. 19A to 19 C has a different form from examples shown in FIGS. 14, 17 and 18 . That is the example shown in FIGS. 19A to 19 C also has parallel parts 12 a , 12 b , 13 a and 13 b on both end portions of both dies 12 and 13 . However, a cavity inside the large diameter side parallel parts 12 b and 13 b of dies 12 and 13 is monotonously decreased in the axial direction with reference to the large diameter end without locally narrowing a portion of the cavity as in the examples shown in FIG. 14 and the like.
- a shape of the cavity formed in the dies 12 and 13 is preferably designed to a shape shown in FIG. 19 .
- cross-sectional shapes of end portions of a product are similar to a rectangle, a combined rectangle, and a shape of a polygon and the like which are intricate shapes in many cases.
- FIGS. 18A to 18 C are views showing an example of a case that the profile element pipe 11 of the present invention shown in FIG. 9A .
- the profile element pipe 11 shown in FIG. 9A is set in dies 12 and 13 .
- FIG. 9B shows an enlarged view of the small diameter side profile element pipe 11 of the present invention.
- cross sectional shapes of the small diameter side parallel parts 11 a are as shown in FIGS. 10A to 10 C.
- FIG. 9C shows the shaft pressing tool 14 also serving as a small diameter side sealing tool.
- the parallel part 14 a shown in FIG. 9C has a width of W 0 ⁇ 2t, a height of H 0 ⁇ 2t, and a radius of curvature in a corner part of R 1 .
- the shaft pressing tools 14 and 15 are pressed into end portions from a state shown in FIG. 18A , the forming of end portions of the profile element pipe 11 is completed at the stage of FIG. 18B , so that the profile element pipe 11 shown in FIG. 9B can be obtained while sealing of the working liquid has been fully held with the internal pressure loaded.
- the forming of the parallel parts 11 a and 11 b of pipe ends which is performed prior to hydraulic bulging may be carried out at pre-forming or at a stage prior to the pre-forming.
- the forming can be implemented by existing working methods such as reducing, hole expanding, swaging, spinning or a combination thereof.
- FIGS. 20A to 20 D are views showing configuration examples of the shaft pressing tool, which is a component constituting the hydraulic bulging device, also serving as a sealing tool.
- FIG. 20A is a configuration example of sealing the device with an end surface 14 b or 15 b , which comes into contact with end surfaces of the profile element pipe 11
- FIG. 20B is also a configuration example in which a protrusion 14 c or 15 c is provided on the end surface 14 b or 15 b respectively
- FIG. 20C is a configuration example in which steps 14 d and 15 d are provided on boundary parts between the parallel part 14 a or 15 a and the end surface 14 b or 15 b
- FIG. 20D shows a configuration example in which an O ring 18 is provided on the parallel part 14 a or 15 a.
- FIGS. 20A to 20 D satisfies the relationships between the parallel parts 14 a , 15 a and a peripheral length of a front end shown by the expressions (3) to (6).
- shaft pressing applied from both a small diameter side and a large diameter side is shown.
- the shaft pressing tool has only to be adapted to any one side, and the other side may be adapted to, for example, a non shaft pressing type as shown in FIG. 1 , which is conventionally applied. Since effects of shaft pressing are varied by the shapes of products, the scope of application of the present invention may be determined case by case.
- a welded pipe by combining merely tapered pipes and a pipe in combination of a tapered pipe with a general straight pipe can also be applied as source materials of the profile element pipes 11 of the present invention because each end portion of the pipe can be closely approximated to the relevant part of a merely tapered pipe.
- a profile element pipe for hydraulic bulging according to the present invention has a peripheral length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and has a parallel part formed on at least one end thereof.
- parallel parts are respectively provided on at least one end portion inner surface of both an upper die and lower die and an outer surface of a shaft pressing tool corresponding to said end portion inner surface. Then when the profile element pipe is set in a die, a bulging in which an internal pressure loading and a shaft pressing in the axial direction in combined manner can be performed.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
Abstract
A profile element pipe for hydraulic bulging of the present invention has a peripheral length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and has a parallel part formed on at least one end thereof. According to a bulging device and a bulging method using this profile element pipe, for example, even when a profile steel pipe having a cross sectional shape varying in the axial direction as in a tapered pipe is hydraulically bulged, a bulging in which an internal pressure loading and an shaft pressing are combined with each other can be performed to provide a larger expansion ratio than a conventional case and a joining and socket connection thereof to the other part can also be easily performed.
Description
- 1. Field of the Invention
- The present invention relates to a profile element pipe for hydraulic bulging, a hydraulic bulging device using the profile element pipe, a hydraulic bulging method using the profile element pipe, and a hydraulically bulged product subjected to the hydraulic bulging.
- 2. Description of the Related Art
- A hydraulic bulging has more merits as compared with other forming or forming methods. For example, since a profile element pipe can be hydraulically bulged to such an intricate configuration part having different cross-sections in the longitudinal direction of the product, machine parts, which require welding and joining in a conventional method, can be formed in one-piece. Further, since the hydraulic bulging generates work hardening over the entire hydraulically bulged portions, even if a soft element pipe is used, a product having high strength can be obtained.
- Further, in the hydraulic bulging, the bulged product has small springback and a dimensional accuracy of the product is excellent (shape freeze properties are excellent). Thus a process for refining product dimension is not required and the omission of the process is effected.
- In the hydraulic bulging, the above-mentioned excellent merits are appreciated and the hydraulic bulging has been particularly adopted as a production method of automotive parts in recent years.
- Generally, in case that a pipe is formed by hydraulic bulging, a straight pipe having a uniform circular cross-section in the longitudinal direction of the pipe (hereinafter referred to as “straight element pipe”) is used as a material, and after this material was subjected to bending and crushing as a “pre-forming” hydraulic bulging is performed as a final working process. By taking such a series of working processes, a hydraulically bulged product can be manufactured by processing a straight element pipe to a product of a predetermined configuration.
-
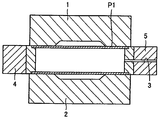
FIGS. 1A and 1B are views showing a final working process of hydraulic bulging by which a product is obtained by using a conventional straight element pipe. As shown inFIGS. 1A and 1B , in the hydraulic bulging of the final process, a working liquid is injected into a straight element pipe P1 set in anupper die 1 and alower die 2 through afilling hole 3 to load internal pressure. Further, in addition to the loading of internal pressure, the element pipe P1 is axially pressed (hereinafter referred to as “shaft pressing”) from both ends of the pipe byshaft pushing tools - In the hydraulic bulging, the loading of internal pressure and the shaft pressing are combined with each other so that a product P2 having various cross-sectional shapes is produced. It is noted that the
shaft pushing tools - The shaft pressing from a pipe end in the axial direction in the hydraulic bulging has such effects that a metal flow during bulging of an element pipe is promoted and an expansion limit of the element pipe is improved. Thus, in the hydraulic bulging, the shaft pressing from the pipe end is an extremely important working process.
- Specifically, when the hydraulic bulging is performed only by the loading of internal pressure without performing shaft pressing, the wall thickness of the straight element pipe P1 is remarkably decreased with bulging of the straight element pipe P1. Therefore, the straight element pipe P1 ends up in rupture halfway through hydraulic bulging. Namely, it amounts to narrow a formable range (pipe expansion limit) of the straight element pipe P1.
- Further, the hydraulic bulging has a problem attributable to a shape of the element pipe. As described above, even if an intricate configuration having different axial cross-sectional shapes can be obtained as one of the merits of the hydraulic bulging, the configuration of a worked product which can be obtained is limited.
- For example, when the relationship of the increase ratio in a peripheral length (pipe expansion ratio)=[(outer peripheral length of a worked product at the portion/circumferential length of element pipe)−1]×100% is defined, the limit of increase ratio in a peripheral length (pipe expansion ratio) is at most 25% or so except for a region of the pipe end portion where shaft pressing is effective, although the ratio depends on shape properties required for a bulged product or conditions (material, sheet thickness) of an element pipe to be used.
- The hydraulic bulging cannot be performed beyond the limit of the increase ratio in the peripheral length (pipe expansion ratio). To increase a degree of freedom in a configuration design of a worked product and to obtain a worked product having a more intricate cross-sectional shape, it is necessary to contrive ways regarding the shape of an element pipe under a restricted condition of such an increase ratio in a peripheral length (pipe expansion ratio).
- To deal with this problem, there has been proposed to use a substantially conical element pipe (hereinafter referred to as “tapered element pipe”) instead of a straight element pipe. Namely, by using the tapered element pipe, the increase ratio in a peripheral length due to working can be suppressed to a low level for parts which are difficult to be formed by using a straight element pipe, for example, for parts whose peripheral length varies in the axial direction, thereby enabling predetermined working shapes to be formed (see for example, Japanese Patent Application Publication No. 2001-321842,
page 1, FIG. 2). - However, when hydraulic bulging is performed by using a tapered element pipe whose cross-sectional shape varies in the axial direction, in case of using a shaft pressing tool for the straight element pipe shown in
FIG. 1 , it is found difficult to apply the shaft pressing on the tapered element pipe. -
FIG. 2 is a view explaining a problem, which arises when shaft pressing with a conventional shaft-pressing tool for a straight element pipe was applied on a tapered element pipe. As shown inFIG. 2 , the shaft pressing itself on a tapered element pipe TP1 cannot be applied on the large diameter side, although the shaft pressing itself on the tapered element pipe TP1 can be applied on the small diameter side. However, as a shaft pressingtool 4 advances intoforms tool 4 side take places, thus likely leading up to seal leakage occurs. -
FIGS. 3A to 3C are views explaining hydraulic bulging process using a conventional tapered element pipe, whereFIG. 3A shows a state before processing,FIG. 3B shows a state before loading internal pressure, andFIG. 3C shows a state at the finish of processing. - In the conventional hydraulic bulging using the tapered element pipe TP1, as shown in
FIGS. 3A to 3C, shaft pressingtools FIGS. 3A to 3C denotes a tapered element pipe subsequent to pipe-end pre-forming and TP3 denotes a hydraulically bulged product. - In the working process shown in
FIGS. 3A to 3C, since the shaft pressing of the tapered element pipe TP2 cannot be performed, the hydraulic bulging can be performed only in a limited range of forming to such a degree that rupture does not occur in a stage of hydraulic bulging, as described above. Therefore, in the hydraulic bulging, a merit of using the tapered element pipe is not in fact fully utilized. - Thus, in case where hydraulic bulging is performed using a tapered element pipe, a technological development, which enables shaft pressing from the pipe end in the axial direction in addition to loading internal pressure on the element pipe, has been desired.
- When hydraulic bulging is performed in a conventional tapered element pipe, there is a problem which arises when a hydraulically bulged product is joined with another member, other than the problem that shaft pressing is difficult.
-
FIGS. 4A to 4C are views explaining a problem when a hydraulically bulged product having a rectangular cross-section is joined, whereinFIG. 4A shows a shape of a conventional hydraulically bulged product, andFIG. 4B shows a shape of a hydraulically bulged product according to the present invention, along with denoting inclinations of pipe end portions with respect to the axial direction of each worked product, and whereinFIG. 4C shows a configuration of a typical cross-section of the hydraulically bulged products inFIG. 4A or 4B. - The hydraulically bulged product PT3 using a conventional tapered element pipe as a material is inclined in the pipe end portions by θ as shown in
FIG. 4A . Thus, since accuracy cannot be ensured in welding and joining with another member, the joining with another member or the like is not easy. - Further, when an end of the pipe is socketed into another part and connected thereto, that is a socket connection, the accuracy cannot be ensured as well. Thus positioning of the tapered element pipe becomes difficult. Consequently, finishing process such as cutting off of very ends of hydraulically bulged product is required.
- The present invention has been made taking the above-mentioned conventional problems into consideration, and the object of the present invention is to provide a profile element pipe for hydraulic bulging, a hydraulic bulging device using the element pipe, a hydraulic bulging method using the element pipe, and hydraulically bulged product, wherein in hydraulic bulging using the profile element pipe having various cross sectional shapes in the axial direction, shaft pressing is enabled from the pipe ends in the axial direction in addition to loading internal pressure on the element pipe, thereby enabling a larger pipe expansion ratio to be achieved.
- To attain the above-mentioned object, a profile element pipe for hydraulic bulging according to the present invention is characterized in that the profile element pipe has a varied peripheral length over the axial length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and has a parallel part formed on at least one pipe end thereof.
- In the profile element pipe for hydraulic bulging of the present invention, a length of the parallel part is preferably not less than the total of an amount of shaft pressing performed in the hydraulic bulging and a length necessary for sealing during bulging.
- Further, in the profile element pipe to be used for manufacturing a hydraulically bulged product having a rectangular cross section or a polygonal cross section, it is desirable that a radius R of curvature of a corner part in the parallel part is varied in accordance with a change of a peripheral length in which an outer diameter of the proffle element pipe is gradually increased or decreased.
- And if the profile element pipe of the present invention comprising such a configuration is set into a form of a hydraulic bulging device according to the present invention by respectively providing parallel parts on at least one of end portion inner surfaces of both an upper die and a lower die and on an outer surface of a shaft pressing tool which matches with pipe-end inner surfaces, an internal pressure loading and a shaft pressing in combined manner can be applied.
- As described above, in the hydraulic bulging, a larger pipe expansion ratio can be obtained than before, and the joining with other parts can be easily performed.
-
FIGS. 1A and 1B are views explaining a final process in hydraulic bulging process by which a product is obtained by using a conventional straight element pipe. -
FIG. 2 is a view explaining a problem, which arises when shaft pressing of a tapered element pipe is performed with a conventional shaft-pressing tool for a straight element pipe. -
FIGS. 3A to 3C are views explaining hydraulic bulging processes using a conventional tapered element pipe, whereFIG. 3A shows a state before bulging,FIG. 3B shows a state before loading internal pressure, andFIG. 3C shows a state at the end of bulging. -
FIGS. 4A to 4C are views explaining a problem which is generated when a hydraulically bulged product having a rectangular cross-section is joined, whereFIG. 4A shows a shape of a hydraulically bulged product using a conventional tapered element pipe,FIG. 4B shows a shape of a hydraulically bulged product according to the present invention, andFIG. 4C shows a shape of a cross-section of these products. -
FIGS. 5A and 5B are cross-sectional views showing an example of the shape of a tapered pipe constituting a profile element pipe for hydraulic bulging according to the present invention. -
FIGS. 6A and 6B are views illustrating the entire configuration of the profile element pipes according to the present invention, and particularlyFIG. 6A shows an example in which parallel parts each having a circular cross section are formed on both ends of the tapered part having circular cross sections andFIG. 6B shows an example in which parallel parts each having a rectangular cross section are formed on both ends of the tapered part having rectangular cross sections. -
FIGS. 7A and 7B are views illustrating the entire configuration of other profile element pipes according to the present invention, and show examples having a transitional part between a parallel part on the large diameter side and a central tapered part. -
FIGS. 8A to 8C are views explaining a method of producing the profile element pipe according to the present invention, having a parallel part on the end portion of a large diameter side desired, whereFIG. 8A is an entire perspective view,FIG. 8B is a developed view andFIG. 8C is a view showing a trapezoidal shape similar to the developed view shown inFIG. 8B . -
FIGS. 9A to 9C are views showing another example of the profile element pipe according to the present invention along with a shaft pressing tool used in the example, whereFIG. 9A is an entire perspective view,FIG. 9B is an enlarged view of the shaft pressing tool on the small diameter side andFIG. 9C is an enlarged view of the shaft pressing tool, which also serves as a small diameter side sealing tool used in the profile element pipe. -
FIGS. 10A to 10C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case where a small diameter side of a hydraulically bulged product has a rectangular cross section, whereFIG. 10A is a cross-sectional view of the pipe at a position away from the pipe end on the small diameter side by δL+L0,FIG. 10C is a cross-sectional view of the end portion, andFIG. 10B is a cross-sectional view at an arbitrary intermediate position of the pipe. -
FIGS. 11A to 11C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case where a large diameter side of a hydraulically bulged product has a rectangular cross section, and particularlyFIG. 11A is a cross-sectional view at a position away from the pipe end on the large diameter side by δL′+L0′,FIG. 11C is a cross-sectional view of the end portion of the pipe, andFIG. 11B is a cross-sectional view at the arbitrary intermediate position of the pipe. -
FIGS. 12A to 12C are views illustrating cross-sectional shapes in case that hydraulically bulged products have trapezoidal cross-sections. -
FIGS. 13A to 13C are views illustrating cross-sectional shapes in case that hydraulically bulged products have L-shaped cross-sections. -
FIGS. 14A to 14C are views explaining a first example of a method of the present invention, and shows the case that a parallel part of an end portion of profile element pipe is formed prior to hydraulic bulging, whereFIG. 14A is a cross-sectional view showing of a state of setting a tapered pipe on dies,FIG. 14B is a cross-sectional view showing a state where the parallel part was formed before hydraulic bulging, andFIG. 14C is a cross-sectional view showing a state where hydraulic bulging has been completed. -
FIGS. 15A to 15C are views showing relationships among an upper die on the small diameter side, a shaft pressing tool also serving as a sealing tool and the end portion of profile element pipe, whereFIGS. 15A to 15C are views elaborating onFIGS. 14A to 14C in terms of the dimensional parameter. -
FIGS. 16A to 16C are views showing relationships among an upper die on the large diameter side, the shaft pressing tool also serving as a sealing tool and the end portion of profile element pipe, whereFIGS. 16A to 16C are views elaborating onFIGS. 14A to 14C in terms of the dimensional parameter. -
FIGS. 17A to 17C are views explaining a second example of the method of the present invention, and show a case where the parallel part of the end portion of profile element pipe is formed before setting the pipe on a die. Particularly,FIG. 17A is a cross-sectional view showing a state of setting the profile element pipe on the die,FIG. 17B is a cross-sectional view showing a state before hydraulic bulging, andFIG. 17C is a cross-sectional view showing a state after hydraulic bulging. -
FIGS. 18A to 18C are views explaining a third example of the method of the present invention, and show another example of the case where the parallel part of the end portion of profile element pipe is formed before setting the pipe on the die.FIGS. 18A to 18C are the same as in the case ofFIGS. 17A to 17C. -
FIGS. 19A to 19C are explanatory views showing a fourth example of the method of the present invention, and show a configuration example in which an inner cavity of the parallel part at the large diameter side is axially monotonously increased with reference to the pipe-end of the large diameter side.FIGS. 19A to 19C are the same as in the case ofFIG. 17A to 17C. -
FIGS. 20A to 20D are views showing configuration examples of the shaft pressing tool, which is a component constituting the hydraulic bulging device of the present invention, also serving as a sealing tool. -
FIGS. 5A to 5B are cross-sectional views showing an example of the shape of tapered pipe constituting a profile element pipe of the present invention. Aprofile element pipe 11 for hydraulic bulging of the present invention is a profile element pipe to be provided for hydraulic bulging, has a peripheral length with an outer diameter gradually increasing or decreasing over axial length from one axial side toward the other thereof and formsparallel parts FIGS. 5A and 5B ). - In the profile element pipe for hydraulic bulging according to the present invention, it is desirable that lengths of the
parallel parts -
FIGS. 6A and 6B are views illustrating the entire configuration of profile element pipe according to the present invention, whereFIG. 6A shows an example in which parallel parts each having a circular cross section are formed on both ends of tapered part having circular cross sections andFIG. 6B shows an example in which parallel parts having a rectangular cross section are formed on both ends of the tapered part having rectangular cross sections. - Here, the example shown in
FIG. 5A is elaborated by usingFIGS. 6A and 6B .FIG. 6A shows the rudimental basic form, in whichparallel parts -
FIG. 6B is an example in whichparallel parts FIG. 6B , theparallel parts FIG. 10A to be described later on asmall diameter side 11 a and have a cross-section shown inFIG. 11C to be described later on alarge diameter side 11 b over the entire length. -
FIGS. 7A and 7B are views illustrating the entire configurations of other profile element pipes according to the present invention, and show examples having a transitional portion between a parallel part on the large diameter side and a central tapered part. - Next, the details of the example shown in
FIG. 5B will be described by usingFIGS. 7A and 7B .FIG. 7A shows a view in whichparallel parts transition portion 11 c is provided between the large diameter sideparallel part 11 b and the central tapered part. -
FIG. 7B shows a view in whichparallel parts transition portion 11 c is also provided between the large diameter sideparallel part 11 b and the central tapered part. - In
FIGS. 6B and 7B , although theparallel parts parallel parts FIGS. 12A to 12C to be described later, an L-shaped cross-section as shown inFIGS. 13A to 13C to be described later, a polygonal cross section not shown or the like. - In this case, if the final shape of a hydraulically bulged end surface is designed so that it agrees with a shape of an end surface of a product, the yield loss of material may be reduced, which is appreciated very much.
- Further, in
FIGS. 6B and 7B , although the central tapered part also having rectangular cross sections is shown, the central part is not particularly required to have rectangular cross sections and they may be a circular cross section as shown inFIGS. 6A and 7A . Alternatively, the central part may be subjected to bending or to pressing from upper and lower sides as well as from right and left sides so that a profile element pipe can be facilitated to be inserted into a hydraulic bulging die. -
FIGS. 8A to 8C are views explaining a method of producing the profile element pipe according to the present invention having a parallel part on end portion of a large diameter side, and particularlyFIG. 8A is an entire perspective view,FIG. 8B is a developed view andFIG. 8C is a view showing a trapezoidal shape similar to the developed view shown inFIG. 8B . - A method of producing a
profile element pipe 11 according to the present invention having aparallel part 11 b on a large diameter side end portion of a tapered part having a circular cross-section as shown inFIG. 8A will be described as follows. - If a sheet having a shape shown in
FIG. 8B is subjected to a simple bending and edges of a-b and a′-b′, edges of c-d and c′-d′, edges of b-e and c-e, and edges of b′-e and c′-e, are joined respectively, aprofile element pipe 11 having aparallel part 11 b on the large diameter side end portion can be obtained as shown inFIG. 8A . - Meanwhile, in
FIG. 8C ,FIG. 8B is shown in addition by broken lines and a trapezoidal shape which is close to this is shown by solid lines. - As apparent from the comparison between the solid lines and broken lines, when the trapezoid shown by solid lines in
FIG. 8C is simply bent, a region b-c-e and a region b′-c′-e′ constitute a surplus. Namely, in a sheet bending process using a material of a trapezoidal shape, it is difficult to produce a profile element pipe having aparallel part 11 b at an end portion such as theprofile element pipe 11 according to the present invention. - Although the most simple method for producing the profile element pipe is a method comprising the process of simply bending a plate having a developed shape of a
profile element pipe 11 according to the present invention to join with ends, other methods of producingprofile element pipes 11 according to the present invention having shapes shown inFIGS. 6A and 6B andFIGS. 7A and 7B besides the above-mentioned method will be described. - In case of the shape shown in
FIG. 6A , theprofile element pipe 11 according to the present invention can be obtained by expanding an inner diameter on the small diameter side and by reducing an outer diameter on the large diameter side using “a merely tapered pipe” as a material, for example. Further, in case of the shape shown inFIG. 6B , it can be obtained by crushing the central body part in addition to the above-mentioned pre-forming. - In the description of the present invention, the term “a merely tapered pipe” means a material of a profile element pipe of the present invention and a tapered pipe in which a parallel part has not yet been formed on one pipe end or both pipe ends.
- In case of the shape shown in
FIG. 7A , theprofile element pipe 11 according to the present invention can be obtained by expanding inner diameters on the small diameter side and the large diameter side using “a merely tapered pipe” as a material, for example. Further, in case of the shape shown inFIG. 7B , it can be obtained by crushing the central body part in addition to the above-mentioned working process. -
FIGS. 9A to 9C are views showing another example of the profile element pipe according to the present invention and a shaft pressing tool used in the example, whereFIG. 9A is an entire perspective view,FIG. 9B is an enlarged view of the profile element pipe on the small diameter side andFIG. 9C is an enlarged view of the shaft pressing tool, which also serves as a small diameter side sealing tool used in the shaft pressing tool. In the example shown inFIGS. 9A to 9C, an embodiment shown inFIG. 9A formsparallel parts - Further, in the example shown in
FIGS. 9A to 9C, rectangular cross sections having dimensions of substantially the same width and height as those of the product are formed on a portion corresponding to Δl+L0 in the small diameter sideparallel part 11 a and on a portion corresponding to Δl′+L0′ in the large diameter sideparallel part 11 b in the merely tapered pipe. - Further, by determining a radius R of curvature of a corner part as described later, extremely smooth pressing of a material can be performed with dies 12 and 13 and shaft
pressing tools -
FIGS. 10A to 10C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case that a small diameter side of a hydraulically bulged product has a rectangular cross section, whereFIG. 10A shows a cross-sectional view at a position away from the pipe end on the small diameter side by Δl+L0,FIG. 10C shows a cross-sectional view of the end portion of the pipe, andFIG. 10B is a cross-sectional view at an arbitrary intermediate position of the pipe. - Namely,
FIGS. 10A to 10C are views explaining a shape in each of cross sections of the small diameter sideparallel part 11 a of a profile element pipe of the present invention, and widths W0 and heights H0 in cross sections ofFIGS. 10A to 10C are substantially constant. Further, the radius R of curvatures of corner part is gradually changed by previous forming. - As shown in
FIGS. 10A to 10C, if a radius of curvature of corner part in the small diameter side end portion is R0, a radius of curvature of corner part at a position away from the small diameter side pipe end by Δl+L0 in the axial direction is R1, and a radius of curvature of corner part at a position away from the small diameter side pipe end by X in the axial direction is R(x), these radiuses have relationships of the following expression (1).
R0≧R(x)≧R1 (1) - In the examples shown in
FIGS. 10A to 10C, the radiuses of curvatures of four corner parts in each cross section were set as the same. However, it is not necessary that they are set to be the same, and different radiuses of curvatures at every corner part may be used. - More specifically, a peripheral length difference δd(x) at the position X away from a pipe end while setting a distance between both pipe-ends of a merely tapered pipe as a reference length, is obtained from the following expression (2). In this case, D0 denotes an outer diameter on the small diameter side, D0′ denotes an outer diameter on the large diameter side and LT denotes a length of the tapered pipe.
Δd(x)=π·(D0′−D0)·X/LT (2) - When a cross section of the end portion is pre-formed to a rectangular cross section having a width of W0 and a height of H0, the dimension of a radius R(x) of curvature of the corner part is varied at axial positions in accordance with the peripheral length difference δd(x) as shown in
FIGS. 10A to 10C, so that a suitable shape of the pipe in pre-forming can be determined. -
FIGS. 11A to 11C are views showing shapes of end surfaces of the profile element pipe of the present invention used in case that a large diameter side of a hydraulically bulged product has a rectangular cross section, whereFIG. 11A is a cross-sectional view of a pipe at the position away from the pipe end on the large diameter side by Δl′+L0′,FIG. 11C is a cross-sectional view of the end portion of the pipe, andFIG. 11B is a cross-sectional view at the intermediate position of the pipe. - Namely,
FIGS. 11A to 11C are views explaining a shape in each cross section of the large diameter sideparallel part 11 b of the profile element pipe of the present invention, and widths W0′ and heights H0′ in cross sections inFIGS. 11A to 11C are substantially constant. Further, the radius R′ of curvatures of corner part is gradually changed by pre-forming. - As shown in
FIGS. 11A to 11C, if the radius of curvature of corner part in the large diameter side end portion is R0′, the radius of curvature of corner part at a position away from the large diameter side end portion by Δl′+L0′ in the axial direction is set to R1′, and the radius of curvature of corner part at a position away from the large diameter side end portion by X in the axial direction is R′(x), these radiuses have relationships of the following expression (1′).
R0′≦R′(x)≦R1′ (1′) - Specifically, the peripheral length difference δd(x) at a position X away from the edge of pipe end while setting a distance between both pipe ends of a merely tapered pipe as a reference length, is obtained from the following expression (2′). In this case, D0 denotes an outer diameter on the small diameter side, D0′ denotes an outer diameter on the large diameter side and LT denotes a length of the tapered pipe.
Δd(x)=π·(D0′−D0)·X/LT (2′) - When the cross section of the end portion is previously formed to the rectangular cross section having a width of W0′ and a height of H0′, the dimension of the radius R′(x) of curvature of corner part is varied at axial positions in accordance with the peripheral length difference δd(x) as shown in
FIGS. 11A to 11C, so that the suitable shape of the pipe can be determined. - Although the case that a hydraulically bulged product has a rectangular cross section has been described as above, the profile element pipe of the present invention are not limited thereto. Alternatively, a combined rectangular shape or a polygonal shape can be adopted and extremely stable shaft pressing can be performed during hydraulic bulging.
-
FIGS. 12A to 12C are views illustrating cross-sectional shapes in case that hydraulically bulged products have trapezoidal cross-sections.FIGS. 13A to 13C are views illustrating cross-sectional shapes in case that hydraulically bulged products have L-shaped cross-sections.FIGS. 12 and 13 show examples of cross-sectional shapes of pre-formed pipes on the large diameter side, wherein (a) is a cross sectional view at a position away from the large diameter side pipe end by Δl′+L0′ in the axial direction, (c) is a cross sectional view of the pipe end portion, and (b) is a cross sectional view at an intermediate position therebetween. - Next, a hydraulic bulging device according to the present invention and a hydraulic bulging method using the hydraulic bulging device will be described with reference to drawings.
-
FIGS. 14A to 14C are views explaining a first example of a method of the present invention, and shows the case that a parallel part of an end portion of profile element pipe is formed prior to hydraulic bulging, whereFIG. 14A is a cross-sectional view showing of a state of setting a tapered pipe on a die,FIG. 14B is a cross-sectional view showing a state where the parallel part was formed before hydraulic bulging, andFIG. 14C is a cross-sectional view showing a state where hydraulic bulging has been completed. -
FIGS. 15A to 15C are views showing relationships among an upper die on the small diameter side, a shaft pressing tool also serving as a sealing tool and the end portion of the profile element pipe, whereFIGS. 15A to 15C are views elaborating onFIGS. 14A to 14C. -
FIGS. 16A to 16C are views showing relationships among an upper die on the large diameter side, the shaft pressing tool also serving as a sealing tool and the end portion of the profile element pipe, whereFIGS. 16A to 16C are views elaborating onFIGS. 14A to 14C. -
FIGS. 17A to 17C are views explaining a second example of the method of the present invention, and show the case that the parallel part of the end portion of the profile element pipe is formed before setting the pipe on a die. Particularly,FIG. 17A is a cross-sectional view showing a state of setting the profile element pipe on the die,FIG. 17B is a cross-sectional view showing a state before hydraulic bulging, andFIG. 17C is a cross-sectional view showing a state after hydraulic bulging. -
FIGS. 18A to 18C are views explaining a third example of the method of the present invention, and shows another example of the case that the parallel part of the end portion of profile element pipe is formed before setting the pipe on the die. Particularly,FIG. 18A is a cross-sectional view showing a state of setting the profile element pipe on the die,FIG. 18B is a cross-sectional view showing a state before hydraulic bulging, andFIG. 18C is a cross-sectional view showing a state after hydraulic bulging. - The hydraulic bulging device of the present invention includes an
upper die 12 and alower die 13 forming a cavity as shown inFIGS. 14, 17 and 18, for example, and shaftpressing tools pressing tools profile element pipe 11 of the present invention are sandwiched and held by them. - Further, any one of the shaft pressing tools is provided with a filling hole for working liquid, and an inner surface of at least one end side (both of the small diameter side and a large diameter side of the die have parallel parts in examples shown in
FIGS. 14, 17 and 18) and an outer surface of the shaft pressing tool corresponding to the inner surface of this end surface are provided withparallel parts - The
parallel parts pressing tools - In this hydraulic bulging device, if the amount of shaft pressing on the small diameter part side is defined as Δl, the amount of shaft pressing on the large diameter part side is defined as Δl′, the length required for sealing the small diameter part side is defined as L0, the length required for sealing the large diameter part side is defined as L0′, lengths of the
parallel parts FIGS. 14, 17 and 18) are desirably Δl+L0 or more in case of the small diameter side parallel parts, and Δl′+L0′ or more in case of the large diameter side parallel parts. - Also, lengths of the
parallel parts pressing tools parallel parts - In the hydraulic bulging device of the present invention, a front end portion of the shaft pressing tool 14 (15) also serving as a sealing tool on the small diameter side (large diameter side) must be designed to be inserted into a small diameter side end portion (large diameter side end portion) of a merely tapered pipe PT as a material for the
profile element pipe 11 or aprofile element pipe 11. At the same time, it is necessary that theparallel part 14 a (15 a) does not form a gap between a leading edge of theparallel part 14 a (15 a) and the inner surface of theprofile element pipe 11 at the completion of shaft pressing. - Therefore, for example, as shown in
FIGS. 14A to 14C, after a merely tapered pipe PT as a material for theprofile element pipe 11 is set on theupper die 12 and thelower die 13, ifparallel parts upper die 12 andlower die 13 prior to hydraulic bulging, a shaft pressing tool also serving as a sealing tool must satisfy the following conditions A and B. - A.
Shaft pressing tool 14 also serving as a sealing tool on the small diameter side (seeFIG. 15 ) - A peripheral length SD0 of an envelope on the front end in which a locally concave portion was neglected satisfies the following expression (3).
SD0≦(DO−2t/cos θ)×π (3) - wherein
-
- D0: Outer diameter of the small diameter end portion
- t: Wall thickness of
profile element pipe 11 - θ=tan−1 {(D0′−D0)/(2·LT)}
- LT: Length of tapered pipe PT
- D0′: Outer diameter of the large diameter end portion
- B.
Shaft pressing tool 15 also serving as a sealing tool on the large diameter side (seeFIGS. 16A to 16C) - A peripheral length SD0′ of an envelope on the front end in which a locally concave portion was neglected satisfies the following expression (4).
SD0′≦(DO′−2t/cos θ)×π (4) - On the other hand, as shown in
FIGS. 17A to 17C, when theparallel parts profile element pipe 11, are previously formed before setting on theupper die 12 andlower die 13, a shaft pressing tool which also serving a sealing tool satisfies the following conditions C and D. - C.
Shaft pressing tool 14 also serving as a sealing tool on the small diameter side (seeFIGS. 17A to 17C) - A peripheral length SD0 of a front end portion satisfies the following expression (5)
SD0≦Peripheral length SD of theparallel part 14 a (5) - D.
Shaft pressing tool 15 which also serving as a sealing tool on the large diameter side (seeFIGS. 17A to 17C) - A peripheral length SD0′ of a front end portion satisfies the following expression (6)
SD0′≦Peripheral length SD′ of theparallel part 15 a (6) - When a hydraulically bulged
product 17 is formed by using the hydraulic bulging device according to the present invention, a merely tapered pipe PT, which is a source material for theprofile element pipe 11 of the present invention, is set in a pair of dies 12 and 13 for a hydraulic bulging device as shown inFIG. 14A , for example. - Next, prior to hydraulic bulging, shaft
pressing tools parallel parts pressing tools FIG. 14B so that aprofile element pipe 11 according to the present invention is formed. - At this time it is not necessary to synchronize the timing of shaft pressing of the
profile element pipe 11 by the shaftpressing tools shaft pressing tool 15 pushes theprofile element pipe 11 to some extent pushing by theshaft pressing tool 14 may be started. Thus, the shaft pressing timing whereby theprofile element pipe 11 is held stably in the dies 12 and 13 may be selected. - In this case, if the dimensional design of the shaft
pressing tools pressing tools - In a state of
FIG. 14B , as shown inFIGS. 15B and 16B ,parallel parts profile element pipe 11 of the present invention can be obtained. After that, an internal pressure is loaded on theprofile element pipe 11 in a state where the sealing of working liquid is completely held. - Then, while the internal pressure of working liquid is increased, the shaft
pressing tools FIG. 14C , a hydraulically bulgedproduct 17 is formed by the method of the present invention. - Namely, in hydraulic bulging in which the
profile element pipe 11 of the present invention is set on the hydraulic bulging device of the present invention, the shaft pressing becomes possible. As a result in the hydraulically bulgedproduct 17 according to the method of the present invention, a larger pipe expansion ratio can be obtained than a conventional case. - Further, since an end surface of the hydraulically bulged
product 17 is vertical with respect to the longitudinal axis as shown inFIG. 4B , the joining or welding with the other part or member can be easily performed and the positioning of socket connection becomes possible. -
FIGS. 19A to 19C are explanatory views showing a fourth example of the method of the present invention, and shows a configuration example in which an inner cavity of the large diameter side parallel part is axially monotonously increased with reference to an end of the large diameter of the pipe. Particularly,FIG. 19A is a cross-sectional view showing a state of setting a tapered pipe on the die,FIG. 19B is a cross-sectional view showing a state where a parallel part is formed before hydraulic bulging, andFIG. 19C is a cross-sectional view of a state after hydraulic bulging. - An example shown in
FIGS. 19A to 19C has a different form from examples shown inFIGS. 14, 17 and 18. That is the example shown inFIGS. 19A to 19C also hasparallel parts parallel parts FIG. 14 and the like. - Since the configuration example shown in
FIG. 19A to 19C has small shaft pressing resistance and advantage over a metal flow, a formable range (pipe expansion limit) can be increased. Therefore, in the hydraulic bulging device of the present invention, a shape of the cavity formed in the dies 12 and 13 is preferably designed to a shape shown inFIG. 19 . - On the other hand, in parts of an automobile, cross-sectional shapes of end portions of a product are similar to a rectangle, a combined rectangle, and a shape of a polygon and the like which are intricate shapes in many cases.
- As described above,
FIGS. 18A to 18C are views showing an example of a case that theprofile element pipe 11 of the present invention shown inFIG. 9A . In working process by using it, theprofile element pipe 11 shown inFIG. 9A is set in dies 12 and 13.FIG. 9B shows an enlarged view of the small diameter sideprofile element pipe 11 of the present invention. On the other hand, cross sectional shapes of the small diameter sideparallel parts 11 a are as shown inFIGS. 10A to 10C. - With such
profile element pipes 11 having cross sectional shapes, forming is performed using the shaftpressing tools FIG. 9C shows theshaft pressing tool 14 also serving as a small diameter side sealing tool. Theparallel part 14 a shown inFIG. 9C has a width of W0−2t, a height of H0−2t, and a radius of curvature in a corner part of R1. - The shaft
pressing tools FIG. 18A , the forming of end portions of theprofile element pipe 11 is completed at the stage ofFIG. 18B , so that theprofile element pipe 11 shown inFIG. 9B can be obtained while sealing of the working liquid has been fully held with the internal pressure loaded. - After that, while increasing the internal pressure of working liquid, the shaft
pressing tools product 17 according to the method of the present invention can be obtained. - It is noted that the forming of the
parallel parts -
FIGS. 20A to 20D are views showing configuration examples of the shaft pressing tool, which is a component constituting the hydraulic bulging device, also serving as a sealing tool.FIG. 20A is a configuration example of sealing the device with anend surface profile element pipe 11,FIG. 20B is also a configuration example in which aprotrusion end surface FIG. 20C is a configuration example in which steps 14 d and 15 d are provided on boundary parts between theparallel part end surface FIG. 20D shows a configuration example in which anO ring 18 is provided on theparallel part - Any of the configuration examples shown in
FIGS. 20A to 20D satisfies the relationships between theparallel parts - The above-mentioned examples show one concrete example of the present invention, and comparatively simple shapes of cavities for the dies 12 and 13 are shown. However, a three-dimensional intricate shape of the cavity, which is represented by ordinary parts of an automobile, may be used.
- Further, in the above-mentioned examples, shaft pressing applied from both a small diameter side and a large diameter side is shown. According to the present invention, the shaft pressing tool has only to be adapted to any one side, and the other side may be adapted to, for example, a non shaft pressing type as shown in
FIG. 1 , which is conventionally applied. Since effects of shaft pressing are varied by the shapes of products, the scope of application of the present invention may be determined case by case. - Further, in the above-mentioned examples, although, as a material for the
profile element pipe 11, the case using a merely tapered pipe was described, a welded pipe by combining merely tapered pipes and a pipe in combination of a tapered pipe with a general straight pipe can also be applied as source materials of theprofile element pipes 11 of the present invention because each end portion of the pipe can be closely approximated to the relevant part of a merely tapered pipe. - A profile element pipe for hydraulic bulging according to the present invention has a peripheral length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and has a parallel part formed on at least one end thereof. In a hydraulic bulging device and a hydraulic bulging method using the profile element pipe, parallel parts are respectively provided on at least one end portion inner surface of both an upper die and lower die and an outer surface of a shaft pressing tool corresponding to said end portion inner surface. Then when the profile element pipe is set in a die, a bulging in which an internal pressure loading and a shaft pressing in the axial direction in combined manner can be performed. Thus, in the hydraulically bulged product, a larger pipe expansion ratio than a conventional case can be obtained and a joining and socket connection thereof to the other part can also be easily performed. Consequently, the hydraulically bulged product can be applied for use of automobiles and further other industrial machinery widely.
Claims (7)
1-15. (canceled)
16. A method of hydraulic bulging a profile element pipe comprising:
providing a profile element pipe having a peripheral length with an outer diameter gradually increasing or decreasing from one axial side toward the other thereof and having a parallel part formed on at least one end thereof; and
subjecting the profile element pipe to hydraulic bulging using an internal pressure loading and shaft pressing using shaft pressing tools to form a hydraulically bulged pipe.
17. The method of claim 16 , wherein the profile element pipe provided has a length of said parallel part being equal to, or more than, a total length of a distance of movement of the shaft pressing tools during the shaft pressing and a distance of movement of the shaft pressing tools necessary to produce a seal during the hydraulic bulging.
18. The method of claim 17 , wherein the profile pipe element is provided with a rectangular cross section or a polygonal cross section and a radius R of curvature of a corner part in said parallel part is varied in accordance with a change in a peripheral length of the profile element pipe as measured around an outer surface of the profile element pipe, the change in peripheral length increasing or decreasing along a longitudinal length of the parallel part.
19. The method of claim 16 , further comprising providing a hydraulic bulging device for said subjecting step, the hydraulic bulging device comprising:
a pair of dies, and
the shaft pressing tools also serving as sealing tools, in which front end portions of the tools are inserted into both ends of said dies for holding said profile element pipe while sandwiching the profile element pipe with said dies,
wherein a filling hole for working liquid is provided at any one of said shaft pressing tools and parallel parts are provided on at least one end-portion inner surface of said dies and an outer surface of said shaft pressing tool corresponding to the at least one end-portion inner surface, respectively,
the filling hole used for the internal pressure loading and the shaft pressing tools used for the shaft pressing.
20. The method of claim 17 , further comprising providing a hydraulic bulging device for said subjecting step, the hydraulic bulging device comprising:
a pair of dies, and
the shaft pressing tools also serving as sealing tools, in which front end portions of the tools are inserted into both ends of said dies for holding said profile element pipe while sandwiching the profile element pipe with said dies,
wherein a filling hole for working liquid is provided at any one of said shaft pressing tools and parallel parts are provided on at least one end-portion inner surface of said dies and an outer surface of said shaft pressing tool corresponding to the at least one end-portion inner surface, respectively,
the filling hole used for the internal pressure loading and the shaft pressing tools used for the shaft pressing.
21. The method of claim 18 , further comprising providing a hydraulic bulging device for said subjecting step, the hydraulic bulging device comprising:
a pair of dies, and
the shaft pressing tools also serving as sealing tools, in which front end portions of the tools are inserted into both ends of said dies for holding said profile element pipe while sandwiching the profile element pipe with said dies,
wherein a filling hole for working liquid is provided at any one of said shaft pressing tools and parallel parts are provided on at least one end-portion inner surface of said dies and an outer surface of said shaft pressing tool corresponding to the at least one end-portion inner surface, respectively,
the filling hole used for the internal pressure loading and the shaft pressing tools used for the shaft pressing.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/806,531 US20070234771A1 (en) | 2002-11-08 | 2007-06-01 | Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product |
| US12/003,389 US7827839B2 (en) | 2002-11-08 | 2007-12-21 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002-325801 | 2002-11-08 | ||
| JP2002325801 | 2002-11-08 | ||
| PCT/JP2003/014284 WO2004041458A1 (en) | 2002-11-08 | 2003-11-10 | Deformed element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulic-bulged product |
| US11/123,196 US20050257587A1 (en) | 2002-11-08 | 2005-05-06 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
| US11/806,531 US20070234771A1 (en) | 2002-11-08 | 2007-06-01 | Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/123,196 Division US20050257587A1 (en) | 2002-11-08 | 2005-05-06 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/003,389 Continuation-In-Part US7827839B2 (en) | 2002-11-08 | 2007-12-21 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20070234771A1 true US20070234771A1 (en) | 2007-10-11 |
Family
ID=32310483
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/123,196 Abandoned US20050257587A1 (en) | 2002-11-08 | 2005-05-06 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
| US11/806,531 Abandoned US20070234771A1 (en) | 2002-11-08 | 2007-06-01 | Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/123,196 Abandoned US20050257587A1 (en) | 2002-11-08 | 2005-05-06 | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20050257587A1 (en) |
| EP (1) | EP1586392A4 (en) |
| JP (1) | JPWO2004041458A1 (en) |
| KR (1) | KR100634917B1 (en) |
| CN (1) | CN100400189C (en) |
| AU (1) | AU2003277659A1 (en) |
| TW (1) | TWI267410B (en) |
| WO (1) | WO2004041458A1 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10337383B4 (en) * | 2003-08-13 | 2005-12-08 | Thyssenkrupp Drauz Gmbh | Process for hydroforming conical metal pipes |
| US7484298B2 (en) * | 2006-02-21 | 2009-02-03 | Gm Global Technology Operations, Inc. | Method for forming a complex-shaped tubular structure |
| DE102007043316B4 (en) * | 2007-09-12 | 2009-08-20 | Schulze, Bernd, Dr.-Ing. | Method and device for producing a bulge-containing workpiece by means of a pressure medium |
| CN102319828A (en) * | 2011-08-22 | 2012-01-18 | 张志平 | Method for machining integral automotive axle housings with axle heads |
| EP2776183A4 (en) * | 2011-11-11 | 2015-07-22 | Addisonmckee Inc | Servo motor controlled hydraulic pump unit for tube end forming equipment |
| TWI472386B (en) * | 2012-03-15 | 2015-02-11 | Metal Ind Res & Dev Ct | Mold and method for manufacturing metal case |
| CN105081046B (en) * | 2014-05-05 | 2017-11-28 | 上海宝钢高新技术零部件有限公司 | Hydroforming flexible seal device |
| CN105772566A (en) * | 2016-05-05 | 2016-07-20 | 广东思豪液压机械有限公司 | Integral tee joint copper pipe forming mould |
| CN108160797B (en) * | 2018-03-01 | 2024-03-29 | 凌云吉恩斯科技有限公司 | Air-expanding thermal forming die and process for open pipe fitting |
| WO2020027285A1 (en) * | 2018-08-01 | 2020-02-06 | 住友重機械工業株式会社 | Reinforcement member for vehicle, and method for manufacturing same |
| CN109570318A (en) * | 2018-10-23 | 2019-04-05 | 上海航天设备制造总厂有限公司 | A kind of gas turbine exhaust road abutment wall sheet metal component fluid forming method |
| CN110270620B (en) * | 2019-06-26 | 2021-02-19 | 青岛昌辉管业有限公司 | High-pressure forming method in pipe fitting |
| CN110773954B (en) * | 2019-10-16 | 2021-10-01 | 中北大学 | Method for forming variable-wall-thickness double-drum-shaped revolving body cylindrical component |
| CN112620468A (en) * | 2020-11-17 | 2021-04-09 | 浙江青山钢管有限公司 | Seamless taper pipe production device |
| CN114247802B (en) * | 2021-12-14 | 2024-02-02 | 上海航天精密机械研究所 | Spherical multi-pass piece multi-process joint integral forming method and spherical multi-pass piece |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3486703A (en) * | 1966-10-03 | 1969-12-30 | Whirlpool Co | Food waste grinder hopper |
| US3572073A (en) * | 1969-03-10 | 1971-03-23 | Walter B Dean | Method of shaping a thin-walled body |
| US3958437A (en) * | 1975-01-24 | 1976-05-25 | Seew Barorian | Process for manufacturing metal poles |
| US5203190A (en) * | 1990-05-30 | 1993-04-20 | Sivco, Inc. | Method and apparatus for making a hydrocyclone separation chamber |
| US5333775A (en) * | 1993-04-16 | 1994-08-02 | General Motors Corporation | Hydroforming of compound tubes |
| US5445001A (en) * | 1994-08-10 | 1995-08-29 | General Motors Corporation | Method and apparatus for forming and cutting tubing |
| US6216509B1 (en) * | 1998-08-25 | 2001-04-17 | R.J. Tower Corporation | Hydroformed tubular member and method of hydroforming tubular members |
| US6266986B1 (en) * | 1999-01-14 | 2001-07-31 | Nissan Motor Co., Ltd. | Nozzle for hydrostatic forming and hydrostatic forming system using same nozzle |
| US6332346B2 (en) * | 1998-02-18 | 2001-12-25 | Nippon Sanso Corporation | Metal vessel and a fabrication method for the same |
| US6519855B1 (en) * | 1999-08-31 | 2003-02-18 | Dana Corporation | Method of manufacturing a vehicle body and frame assembly |
| US6941786B1 (en) * | 2004-03-25 | 2005-09-13 | Ford Global Technologies, Llc | Component specific tube blanks for hydroforming body structure components |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5147567A (en) * | 1974-10-23 | 1976-04-23 | Honda Motor Co Ltd | Sozaikantanbuno ekiatsuseikeiho |
| JPS5273168A (en) * | 1975-12-15 | 1977-06-18 | Shinwa Baruji Kk | Method of producing couplings |
| JPS6137327A (en) * | 1984-07-30 | 1986-02-22 | Hitachi Ltd | Production of tapered tube |
| US5419791A (en) * | 1993-07-21 | 1995-05-30 | Folmer; Carroll W. | Method of heat assisted sheet metal forming in 360 degree shapes |
| JP2998918B2 (en) * | 1995-07-28 | 2000-01-17 | 本田技研工業株式会社 | Manufacturing method of fuel tanks for motorcycles, etc. |
| JP2000045767A (en) * | 1998-07-27 | 2000-02-15 | Calsonic Corp | Bulge forming die and bulge forming method |
| JP3833874B2 (en) * | 2000-05-10 | 2006-10-18 | 三菱自動車工業株式会社 | Body parts |
| JP3601420B2 (en) * | 2000-07-18 | 2004-12-15 | 日産自動車株式会社 | Forming method of overhang by hydroforming method |
| JP2002045924A (en) * | 2000-08-08 | 2002-02-12 | Sumitomo Metal Ind Ltd | Hydroformed part, method for hydroforming the formed part and vehicle member using the hydroformed part |
| US20020162224A1 (en) * | 2001-05-01 | 2002-11-07 | Gianfranco Gabbianelli | Hydroformed vehicle frame assembly and method |
| JP3618304B2 (en) * | 2001-06-25 | 2005-02-09 | アイシン高丘株式会社 | Manufacturing method of eccentric tube by hydroforming method |
| DE10337383B4 (en) * | 2003-08-13 | 2005-12-08 | Thyssenkrupp Drauz Gmbh | Process for hydroforming conical metal pipes |
-
2003
- 2003-11-07 TW TW092131290A patent/TWI267410B/en not_active IP Right Cessation
- 2003-11-10 JP JP2004549651A patent/JPWO2004041458A1/en active Pending
- 2003-11-10 WO PCT/JP2003/014284 patent/WO2004041458A1/en active Application Filing
- 2003-11-10 EP EP03810679A patent/EP1586392A4/en not_active Withdrawn
- 2003-11-10 KR KR1020057008028A patent/KR100634917B1/en active IP Right Grant
- 2003-11-10 CN CNB2003801028470A patent/CN100400189C/en not_active Expired - Fee Related
- 2003-11-10 AU AU2003277659A patent/AU2003277659A1/en not_active Abandoned
-
2005
- 2005-05-06 US US11/123,196 patent/US20050257587A1/en not_active Abandoned
-
2007
- 2007-06-01 US US11/806,531 patent/US20070234771A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3486703A (en) * | 1966-10-03 | 1969-12-30 | Whirlpool Co | Food waste grinder hopper |
| US3572073A (en) * | 1969-03-10 | 1971-03-23 | Walter B Dean | Method of shaping a thin-walled body |
| US3958437A (en) * | 1975-01-24 | 1976-05-25 | Seew Barorian | Process for manufacturing metal poles |
| US5203190A (en) * | 1990-05-30 | 1993-04-20 | Sivco, Inc. | Method and apparatus for making a hydrocyclone separation chamber |
| US5333775A (en) * | 1993-04-16 | 1994-08-02 | General Motors Corporation | Hydroforming of compound tubes |
| US5445001A (en) * | 1994-08-10 | 1995-08-29 | General Motors Corporation | Method and apparatus for forming and cutting tubing |
| US6332346B2 (en) * | 1998-02-18 | 2001-12-25 | Nippon Sanso Corporation | Metal vessel and a fabrication method for the same |
| US6216509B1 (en) * | 1998-08-25 | 2001-04-17 | R.J. Tower Corporation | Hydroformed tubular member and method of hydroforming tubular members |
| US6266986B1 (en) * | 1999-01-14 | 2001-07-31 | Nissan Motor Co., Ltd. | Nozzle for hydrostatic forming and hydrostatic forming system using same nozzle |
| US6519855B1 (en) * | 1999-08-31 | 2003-02-18 | Dana Corporation | Method of manufacturing a vehicle body and frame assembly |
| US6941786B1 (en) * | 2004-03-25 | 2005-09-13 | Ford Global Technologies, Llc | Component specific tube blanks for hydroforming body structure components |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004041458A1 (en) | 2004-05-21 |
| JPWO2004041458A1 (en) | 2006-03-02 |
| US20050257587A1 (en) | 2005-11-24 |
| CN1711142A (en) | 2005-12-21 |
| TWI267410B (en) | 2006-12-01 |
| CN100400189C (en) | 2008-07-09 |
| AU2003277659A8 (en) | 2004-06-07 |
| KR100634917B1 (en) | 2006-10-18 |
| KR20050071669A (en) | 2005-07-07 |
| EP1586392A1 (en) | 2005-10-19 |
| TW200417427A (en) | 2004-09-16 |
| AU2003277659A1 (en) | 2004-06-07 |
| EP1586392A4 (en) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070234771A1 (en) | Method of Hydraulic bulging and shaft pressing profile element pipe to make hydraulically bulged product | |
| US7827839B2 (en) | Profile element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulically bulged product | |
| US4567743A (en) | Method of forming box-section frame members | |
| US7051768B2 (en) | Hydroform process and hydroform product | |
| US7484393B2 (en) | Profile mother pipe for hydraulic bulging, hydraulic bulging apparatus using the same, hydraulic bulging method, and hydraulic bulged product | |
| JP5136998B2 (en) | Hydraulic bulge method and hydraulic bulge product | |
| GB2412341A (en) | Method and apparatus for joining plates by caulking | |
| JP2004108571A (en) | Method of manufacturing pipe having joint part | |
| US7225541B2 (en) | Method for producing hollow rack bar | |
| JP2760269B2 (en) | Manufacturing method of bulge-shaped piping | |
| JPH10175026A (en) | Hydroforming method of tube | |
| US7823432B2 (en) | Method of forming spring washer blind-holes into a piston for an automobile transmission | |
| JP4631130B2 (en) | Modified tubular product and manufacturing method thereof | |
| US6675477B2 (en) | Method for manufacturing spool valve | |
| JP4060723B2 (en) | Hydraulic bulge processing apparatus and hydraulic bulge processing method | |
| JP2007501714A (en) | Metal pipe press forming method | |
| JP4360125B2 (en) | Molding method | |
| JP2007075844A (en) | Hydrostatic bulged product, and its hydrostatic bulging method | |
| JPH0957380A (en) | Manufacture of cylindrical parts | |
| JP4234224B2 (en) | Groove machining method and manufacturing method for automobile steering main shaft | |
| JP2001179352A (en) | Method and mold for hydraulic molding of polygonal cross-section component, and polygonal cross-section component for automobile | |
| JP2001105067A (en) | Rack bar, and its manufacturing method | |
| JP2847014B2 (en) | Gear material forging method | |
| JP2003103309A (en) | Method and apparatus for dividing end portion of metal tube and link component | |
| JP4333257B2 (en) | Stable manufacturing method of high dimensional accuracy pipe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |