US20060188598A1 - Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media - Google Patents
Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media Download PDFInfo
- Publication number
- US20060188598A1 US20060188598A1 US11/409,202 US40920206A US2006188598A1 US 20060188598 A1 US20060188598 A1 US 20060188598A1 US 40920206 A US40920206 A US 40920206A US 2006188598 A1 US2006188598 A1 US 2006188598A1
- Authority
- US
- United States
- Prior art keywords
- embossing
- photopolymer
- flexible substrate
- imprint
- ultraviolet light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 132
- 238000004049 embossing Methods 0.000 title claims abstract description 123
- 239000000463 material Substances 0.000 claims abstract description 165
- 229920001971 elastomer Polymers 0.000 claims description 49
- 229920001296 polysiloxane Polymers 0.000 claims description 48
- 239000000806 elastomer Substances 0.000 claims description 46
- 238000000576 coating method Methods 0.000 claims description 32
- 239000011248 coating agent Substances 0.000 claims description 29
- 239000012790 adhesive layer Substances 0.000 claims description 25
- 238000000151 deposition Methods 0.000 claims description 11
- 235000013870 dimethyl polysiloxane Nutrition 0.000 claims description 10
- 239000004205 dimethyl polysiloxane Substances 0.000 claims description 10
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 claims description 10
- 239000011521 glass Substances 0.000 claims description 8
- 239000010453 quartz Substances 0.000 claims description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 8
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 239000004033 plastic Substances 0.000 claims description 5
- 229920003023 plastic Polymers 0.000 claims description 5
- 239000013464 silicone adhesive Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 111
- 239000000853 adhesive Substances 0.000 description 28
- 230000001070 adhesive effect Effects 0.000 description 28
- 238000000034 method Methods 0.000 description 24
- 239000002985 plastic film Substances 0.000 description 20
- 229920006255 plastic film Polymers 0.000 description 20
- 229920002379 silicone rubber Polymers 0.000 description 20
- 230000001419 dependent effect Effects 0.000 description 14
- 230000032258 transport Effects 0.000 description 13
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 10
- 239000012780 transparent material Substances 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 9
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 239000010703 silicon Substances 0.000 description 8
- 239000004945 silicone rubber Substances 0.000 description 8
- 235000012431 wafers Nutrition 0.000 description 7
- XPDWGBQVDMORPB-UHFFFAOYSA-N Fluoroform Chemical compound FC(F)F XPDWGBQVDMORPB-UHFFFAOYSA-N 0.000 description 6
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 6
- 238000003892 spreading Methods 0.000 description 6
- 229920002313 fluoropolymer Polymers 0.000 description 5
- 239000004811 fluoropolymer Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 238000011417 postcuring Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 238000001459 lithography Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000004377 microelectronic Methods 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000000059 patterning Methods 0.000 description 3
- 229920002120 photoresistant polymer Polymers 0.000 description 3
- 238000002174 soft lithography Methods 0.000 description 3
- 238000009966 trimming Methods 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000001020 plasma etching Methods 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000000750 progressive effect Effects 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 241000478345 Afer Species 0.000 description 1
- -1 Polyethylene Terephthalate Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000013626 chemical specie Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000012636 effector Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000001494 step-and-flash imprint lithography Methods 0.000 description 1
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/16—Surface shaping of articles, e.g. embossing; Apparatus therefor by wave energy or particle radiation, e.g. infrared heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/148—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y10/00—Nanotechnology for information processing, storage or transmission, e.g. quantum computing or single electron logic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y40/00—Manufacture or treatment of nanostructures
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0005—Production of optical devices or components in so far as characterised by the lithographic processes or materials used therefor
Definitions
- the present invention relates generally to an apparatus for embossing a flexible substrate. More specifically, the present invention relates to an apparatus for embossing a photopolymer coated flexible substrate with an imprint pattern transferred from an imprint stamp carried by an optically transparent compliant media.
- the imprint stamp is irradiated through the compliant media with ultraviolet light contemporaneously with the embossing so that the transferred imprint pattern cures, hardens, and retains its shape.
- One disadvantage of the above apparatus is that if the web material and the embossing shim are opaque to ultraviolet light, then the irradiation will not be effective from the web side or the embossing shim side. Accordingly, if a roll-to-roll process requires the web material to be opaque to ultraviolet light, then the embossing shim must be optically transparent to the ultraviolet light so that the irradiation of the embossed pattern in the layer of photopolymer resist can occur from the embossing shim side.
- quartz shims templates that are optically transparent to ultraviolet light.
- that process is a batch oriented wafer-based process that is not suitable for a roll-to-roll soft lithography process.
- the present invention is embodied in an apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media.
- the compliant media includes an optically transparent imprint stamp that includes an imprint pattern.
- the compliant media can be connected with an optically transparent belt material or with an optically transparent cylinder.
- the flexible substrate includes a coated side that is coated with a photopolymer material and the coated side is urged into contact with the compliant media so that the imprint pattern carried by the imprint stamp is embossed in the photopolymer material.
- An ultraviolet light source irradiates the photopolymer material with ultraviolet light that passes through the compliant media and the imprint stamp and impinges on the pattern embossed in the photopolymer material thereby curing the pattern.
- the curing of the pattern in the photopolymer material occurs contemporaneously with the embossing so that the pattern hardens and retains its shape.
- One advantage of the apparatus of the present invention is that the irradiation occurs through the compliant media so that the flexible substrate can be opaque to ultraviolet light.
- the ultraviolet light source can be placed inside or outside of the belt material the compliant media is connected with. If a cylinder is used, then the ultraviolet light source can be placed or inside of or outside of the cylinder the compliant media is connected with.
- FIGS. 1 through 5 depict patterning and etching a master substrate to define an imprint pattern according to the present invention.
- FIG. 6 depicts a release layer conformally deposited on an imprint pattern according to the present invention.
- FIG. 7 depicts a silicon-based elastomer layer deposited over a release layer according to the present invention.
- FIGS. 8 through 10 depict separating a silicon-based elastomer layer from a release layer to form an imprint stamp according to the present invention.
- FIG. 11 depicts applying a thin plastic film to a silicone rubber backing according to the present invention.
- FIG. 12 depicts a coating of a thin plastic film with a photopolymer solution according to the present invention.
- FIGS. 13 and 14 depict a spreading of a photopolymer solution to form a photopolymer layer over a thin plastic film according to the present invention.
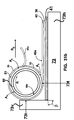
- FIG. 15 depicts a placing of a patterned side of an imprint stamp on a photopolymer layer according to the present invention.
- FIG. 16 depicts curing a photopolymer layer according to the present invention.
- FIG. 17 depicts removing an imprint stamp from a photopolymer layer according to the present invention.
- FIG. 18 depicts a photopolymer shim formed in a photopolymer layer according to the present invention.
- FIG. 19 depicts a fluorocarbon coating deposited on a photopolymer shim according to the present invention.
- FIG. 20 depicts a photopolymer shim attached to a support substrate according to the present invention.
- FIG. 21 depicts a shim stock attached to a support substrate and a pre-heating of the support substrate according to the present invention.
- FIGS. 22 and 23 depict coating and spreading a silicone-based elastomer material over of a photopolymer shim and a shim stock according to the present invention.
- FIG. 24 depicts a heating of a support substrate according to the present invention.
- FIGS. 25 through 27 depict applying a transfer adhesive to a compliant media according to the present invention.
- FIG. 28 depicts separating a compliant media from a support substrate according to the present invention.
- FIG. 29 is a top plan view and a cross-sectional view of an imprint pattern carried by a photopolymer shim according to the present invention.
- FIG. 30 depicts a compliant assembly according to the present invention.
- FIGS. 31 a through 34 b depict attaching a compliant assembly to a cylinder according to the present invention.
- FIGS. 35 through 37 b depict attaching a compliant assembly to a belt material according to the present invention.
- FIGS. 38 and 39 are schematics depicting an apparatus for embossing a flexible substrate using an optically transparent compliant media connected with an optically transparent belt material according to the present invention.
- FIGS. 40 and 41 are schematics that depict an apparatus for embossing a flexible substrate using an optically transparent compliant media connected with an optically transparent cylinder according to the present invention.
- FIG. 42 is a schematic of a coating unit according to the present invention.
- FIG. 43 is a schematic of a coating unit that includes a Gravure type coater according to the present invention.
- FIG. 44 is a schematic of a coating unit that includes a Slotdie coater according to the present invention.
- FIG. 45 is a cross-sectional view depicting an irradiation of a photopolymer material through an optically transparent belt material, compliant media, and imprint stamp according to the present invention.
- FIG. 46 is a cross-sectional view depicting an irradiation of a photopolymer material through an optically transparent cylinder, compliant media, and imprint stamp according to the present invention.
- FIG. 47 is a top plan-view and a cross-sectional view of a replicate pattern embossed in a photopolymer material according to the present invention.
- FIGS. 38 through 47 an embossing apparatus that includes an optically transparent embossing belt or an optically transparent embossing drum is illustrated.
- FIGS. 1 through 37 b a method of making an optically transparent complaint media that can be connected with an optically transparent belt material or an optically transparent cylinder is illustrated.
- the present invention is embodied in an embossing apparatus.
- the embossing apparatus includes a flexible substrate with a coated side and a base side, a coating unit for depositing a photopolymer material having a first thickness on the coated side of the flexible substrate, and an embossing belt including an optically transparent belt material and an optically transparent complaint media that is connected with the belt material.
- the compliant media includes an optically transparent imprint stamp with an imprint pattern that will be embossed in the photopolymer material on the coated side to form a replicate pattern in the photopolymer material.
- a plurality of transport rollers are connected with the belt material and are operative to support the embossing belt.
- a drive unit imparts a drive motion to the embossing belt and the flexible substrate so that the coated side is brought into contact with the imprint stamp and the imprint pattern is replicated in the photopolymer material.
- a backing drum is wrapped by a portion of the base side of the flexible substrate and by a portion of the compliant media so that a tension is imparted in the embossing belt and that tension generates a pressure between the flexible substrate and the embossing belt.
- the drive motion is operative to transport the base side of the flexible substrate over the backing drum and to urge the imprint stamp and the coated side into contact with each other so that the imprint pattern is embossed in the photopolymer material to form the replicate pattern in the photopolymer material.
- An ultraviolet light source irradiates the replicate pattern with ultraviolet light that passes through the belt material, the compliant media, and the imprint stamp. The irradiation of the replicate pattern occurs contemporaneously with the embossing of the replicate pattern so that the replicate pattern cures, hardens, and retains its shape.
- the embossing apparatus includes a flexible substrate with a coated side and a base side, a coating unit for depositing a photopolymer material having a first thickness on the coated side of the flexible substrate, and an embossing drum that includes an optically transparent cylinder and an optically transparent complaint media that is connected with the cylinder.
- the compliant media includes an optically transparent imprint stamp with an imprint pattern that will be embossed in the photopolymer material on the coated side to form a replicate pattern in the photopolymer material.
- a drive unit imparts a drive motion to the embossing drum and the flexible substrate so that the coated side is brought into contact with the imprint stamp and the imprint pattern is replicated in the photopolymer material.
- a plurality of transport rollers are connected with the base side and are operative to conformally wrap the coated side over a portion of the embossing drum so that the embossing drum imparts a tension in the flexible substrate and that tension generates a pressure between the flexible substrate and the embossing drum.
- the drive motion is operative to transport the coated side over the embossing drum and to urge the imprint stamp and the coated side into contact with each other so that the imprint pattern is embossed in the photopolymer material to form the replicate pattern in the photopolymer material.
- An ultraviolet light source irradiates the replicate pattern with ultraviolet light that passes through the cylinder, the compliant media, and the imprint stamp. The irradiation of the replicate pattern occurs contemporaneously with the embossing of the replicate pattern so that the replicate pattern cures, hardens, and retains its shape.
- an embossing apparatus 200 includes a flexible substrate 101 that includes a coated side 101 c and a base side 101 b .
- a coating unit 300 is operative to deposit a photopolymer material 301 (see FIGS. 42, 43 , and 44 ) on the coated side 101 c .
- the photopolymer material 301 has a first thickness t c .
- An embossing belt 100 includes an optically transparent belt material 81 and an optically transparent compliant media 70 that is connected with the belt material 81 (see FIG. 45 ).
- the complaint media 70 also includes an optically transparent imprint stamp 20 t that includes an imprint pattern 20 q (see FIG. 29 ).
- FIG. 45 and FIGS. 37 a and 37 b provide a more detailed view of the embossing belt 100 than is depicted in FIGS. 38 and 39 .
- a plurality of transport rollers 103 are connected with the belt material 81 and are operative to support the embossing belt 100 .
- a drive unit 110 imparts a drive motion W D to the embossing belt 100 and the flexible substrate 101 .
- the drive unit 110 can be connected with the embossing apparatus 200 in a variety of ways to accomplish the drive motion W D .
- a backing drum 105 is wrapped by a portion of the base side 101 b of the flexible substrate 101 and by a portion of the compliant media 70 so that a tension is imparted to the embossing belt 100 and the flexible substrate 101 .
- the tension generates a pressure between the flexible substrate 101 and the embossing belt 100 .
- the pressure is operative to effectuate the embossing of the imprint stamp 20 t in the photopolymer material 301 .
- the drive motion D R is operative to transport the base side 101 b over the backing drum 105 and to urge the imprint stamp 20 t and the coated side 101 c into contact with each other so that the imprint pattern 20 q is embossed in the photopolymer material 301 and forms a replicate pattern 20 u (see FIG. 47 ) in the photopolymer material 301 .
- An ultraviolet light source 99 irradiates the replicate pattern 20 u with an ultraviolet light L that passes through the belt material 81 and the imprint stamp 20 t .
- the irradiating of the replicate pattern 20 u occurs contemporaneously with the embossing of the replicate pattern 20 u so that the replicate pattern 20 u cures, hardens, and retains its shape.
- the replicate pattern 20 u includes a plurality of patterns 20 v therein that complement the patterns 20 p on the master substrate 11 (see FIGS. 5 and 6 ).
- the ultraviolet light source 99 can include a reflector 99 r that focuses the ultraviolet light L at a point where the imprint stamp 20 t is urged into contact with the coated side 101 c so that the photopolymer material 301 is not cured by the ultraviolet light L before the imprint pattern 20 q is embossed in the photopolymer material 301 .
- the reflector 99 r (not shown) creates a curing window C W that focuses the ultraviolet light L at an area where the replicate pattern 20 u will be embossed and almost simultaneously cured.
- the reflector 99 r is also operative to prevent a leakage of the ultraviolet light L that could potentially impinge on the photopolymer material 301 and cause it to cure before it is embossed by the imprint stamp 20 t.
- the embossing apparatus 200 is effective at embossing and curing the photopolymer material 301 when the flexible substrate 101 is opaque to the ultraviolet light L because the irradiation of the replicate pattern 20 u occurs through the embossing belt 100 as opposed to through the flexible substrate 101 . Accordingly, the embossing apparatus 200 of the present invention can be used to emboss and cure the photopolymer material 301 on an opaque flexible substrate 101 or on an optically transparent flexible substrate 101 . Because some application will require that the material for the flexible substrate 101 be an opaque material, the embossing apparatus 200 of the present invention allows for flexibility in the selection of materials for the flexible substrate 101 .
- the ultraviolet light source 99 can be a UVA ultraviolet light source, preferably an industrial grade UVA light source as it is desirable to cure the replicate pattern 20 u in a very short period of time that is on the order of about 0.1 second to about 6.0 seconds.
- the ultraviolet light L has a wavelength from about 300.0 nm to about 400.0 nm.
- Intensities for the ultraviolet light source 99 will also be application dependent; however, as an example, intensities in a range from about 200.0 mW/cm 2 to about 1000.0 mW/cm 2 can be used.
- NorlandTM Optical Adhesives require about 0.2 Joules/cm 2 total energy to cure.
- the ultraviolet light source 99 can have a position relative to the embossing belt 100 that includes a position inside the embossing belt 100 as depicted in FIGS. 39 and 45 and a position outside of the embossing belt- 100 as depicted in FIGS. 38 and 45 .
- the ultraviolet light source 99 is positioned outside of the embossing belt 100 as in FIG.
- FIG. 39 three transport rollers 103 are used in order to create a space to accommodate the ultraviolet light source 99 on the inside of the embossing belt 100 .
- the compliant media 70 can be made to any size, there are a variety of ways to accommodate the ultraviolet light source 99 on the inside of the embossing belt 100 including making the embossing belt 100 longer and making a diameter of the transport rollers 103 larger in order to create a large enough space to accommodate the ultraviolet light source 99 . Therefore, the embodiment of FIG. 39 is just one example of how to accommodate the ultraviolet light source 99 on the inside of the embossing belt and other configurations are also possible and the present invention is not limited to the configuration illustrated in FIG. 39 .
- the coating unit 300 is operative to deposit the photopolymer material 301 on the coated side 101 c with the first thickness t c .
- the photopolymer material 301 is supplied in a liquid form 301 L prior to the depositing on the coated side 101 c .
- a coating distance D c between the coated side 101 c and the coating unit 300 be accurately maintained so that the first thickness t c does not vary and the photopolymer material 301 is deposited as a smooth and uniform layer on the coated side 101 c .
- the photopolymer material 301 can include but is not limited to a NorlandTM Optical Adhesive that cures when exposed to ultraviolet light.
- the photopolymer material will cure in a time from about 0.1 seconds to about 6.0 seconds.
- a Norland® NOA 83H photopolymer can be used for the photopolymer material 301 .
- the photopolymer material 301 can also be a photo resist material.
- the embossing apparatus 200 can include a guide roller 109 that is operative to maintain the constant distance D C between the coated side 101 c and the coating unit 300 so that the first thickness t c of the photopolymer material 301 is accurately maintained.
- the guide roller 109 is particularly useful when a supply reel 107 s is used to carry and dispense the flexible substrate 101 . As the flexible substrate 101 is spooled off of the supply reel 107 s , its distance from the coating unit 300 can vary and will increase as a wound diameter of the flexible substrate 101 decreases as the flexible substrate 101 is wound off of the supply reel 107 s . Accordingly, the guide roller 109 controls the distance between the coated side 101 c and the coating unit 300 .
- the first thickness t c of the photopolymer material 301 will be application dependent and the type of coating unit 300 will also be application dependent.
- the first thickness t c is generally comparable to the typical feature height (see h 0 in FIG. 4 ) in order to minimize embossing residue for subsequent etching of the embossed layer.
- the imprint stamps 20 t include imprint patterns 20 q that are of a nanometer scale (e.g. less than 1.0 ⁇ m and preferably less than 100.0 nm)
- the first thickness t c is in a range from about 0.05 ⁇ m to about 2.0 ⁇ m.
- a coating technology capable of depositing a uniform and thin layer of the photopolymer material 301 and that can be used for the coating unit 300 includes but is not limited to a Gravure Coater, a Micro GravureTM Coater, and a Slot Die Coater.
- a Gravure Coater a Micro GravureTM Coater
- a Slot Die Coater a coating technology capable of depositing a uniform and thin layer of the photopolymer material 301 and that can be used for the coating unit 300 includes but is not limited to a Gravure Coater, a Micro GravureTM Coater, and a Slot Die Coater.
- the above mentioned range of thicknesses for the first thickness t c can be obtained using a Yasui SeikiTM Micro GravureTM Coater.
- the photopolymer material 301 can be thinned with a solvent, such as acetone, to achieve a thinner coating for the first thickness t c .
- the coating unit 300 can be a Gravure Coater or a Micro GravureTM Coater.
- a pair of rollers 303 r conformally wrap a portion of the coated side 101 c of the flexible substrate 101 over an engraved drum 303 g that rotates in a tub 303 s that contains a liquid photopolymer material 301 L.
- the photopolymer material 301 L is gathered on patterns on a surface of the drum 303 g .
- a doctor blade 303 d wipes off an excess of the photopolymer material 301 L so that a thin and uniform layer is deposited on the coated side 101 c .
- a Micro GravureTM Coater is used as it has a drum 303 g with a smaller diameter than that of a Gravure Coater and is better suited to depositing ultra-thin layers of the photopolymer material 301 .
- a Slot Die Coater can be used to deposit the photopolymer material 301 .
- the liquid photopolymer material 301 L is supplied S f under pressure to a die slot 301 S formed by a pair of die lips 301 D.
- the die lips 301 D are positioned above the flexible substrate 101 by a coating gap t G that includes a thickness t S of the flexible substrate 101 .
- the liquid photopolymer material 301 L coats the coated side 101 c to the first thickness t c .
- the drive motion t c can be accomplished using a variety of techniques that are well understood in the coating art and the mechanical art. As one example, in FIG. 38 , a drive unit 110 mechanically communicates with a takeup reel 107 r that is operative to collect the flexible substrate 101 after it has been embossed and cured as described above.
- the takeup reel 107 r can be connected with the drive unit 110 using a drive belt 110 b that imparts a rotation D R to the takeup reel 107 r which in turn collects the flexible substrate 101 on the takeup reel 107 r and imparts the drive motion W D to the flexible substrate 101 and the embossing belt 100 .
- a drive belt 110 b is depicted, any means for mechanically communicating a drive force including gears, direct drive, pulleys, shafts, and the like can be used.
- the drive unit 110 can be an electric motor, for example.
- One or more of the drive units 110 may be used to impart the drive motion W D and those drive units 110 can be connected with one or more of the components of the embossing apparatus 200 , such as one or more of the transport rollers 103 so that the drive unit 110 rotates the transport roller 103 which in turn imparts the drive motion W D to the flexible substrate 101 and the embossing belt 100 .
- the compliant media 70 can be made from an optically transparent silicone-based elastomer material that is laminated to an optically transparent transfer adhesive layer as will be described below in reference to FIGS. 1 through 37 b .
- Suitable materials for the silicone-based elastomer material include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD 182® silicone elastomer, SYLGARD 183® silicone elastomer, SYLGARD 184® silicone elastomer, and SYLGARD 186® silicone elastomer.
- a suitable optically transparent material for the transfer adhesive layer includes but is not limited to an Adhesives Research, Inc.® ARclear® DEV-8932 optically clear silicone adhesive.
- ARclear® DEV-8932 can be used for the transfer adhesive layer 51 .
- the belt material 81 can be an optically transparent material so that light L can pass though the belt material 81 , the compliant media 70 , and the imprint stamp 20 t .
- Suitable optically transparent materials for the belt material 81 include but are not limited to a Polyester film and Mylar®. Although a thickness of the belt material 81 will vary based on the application, a suitable range for the thickness of the belt material 81 that will result in a flexible belt when connected with the compliant media 70 is from about 50.0 ⁇ m to about 150.0 ⁇ m
- the embossing apparatus 200 includes an embossing drum instead of the aforementioned embossing belt 100 .
- the embossing apparatus 200 includes the flexible substrate 101 , the coating unit 300 , and an embossing drum 90 that includes an optically transparent cylinder 69 and the optically transparent complaint media 70 that is connected with the cylinder 69 .
- the complaint media 70 includes the optically transparent imprint stamp 20 t with the imprint pattern 20 q therein.
- FIG. 46 and FIGS. 32 through 34 b provide a more detailed view of the embossing drum 90 than is depicted in FIGS. 40 and 41 .
- a drive unit 110 imparts a drive motion W D to the embossing drum 90 and the flexible substrate 101 .
- the embossing apparatus 200 can include the above mentioned guide roller 109 for maintaining the constant distance D c , the supply reel 107 s , and the takeup reel 107 t .
- the drive unit 110 may drive the takeup reel 107 t and/or one or more of the transport rollers 103 .
- the embossing drum 90 may be driven by the drive unit 110 ; however, care should be taken to avoid slippage between the compliant media 70 and the flexible substrate 101 .
- a plurality of the transport rollers 103 are connected with the base side 101 b of the flexible substrate 101 and are operative to conformally wrap the coated side 101 c over a portion of the embossing drum 90 so that the embossing drum 90 imparts a tension in the flexible substrate 101 and that tension generates a pressure between the flexible substrate 101 and the embossing drum 90 .
- the pressure is operative to effectuate the embossing of the imprint stamp 20 t in the photopolymer material 301 .
- the drive motion W D transports the coated side 101 c over the embossing drum 90 and urges the imprint stamp 20 t into contact with the coated side 101 c so that the imprint pattern 20 q is embossed in the photopolymer material 301 to form the replicate pattern 20 u in the photopolymer material 301 .
- the compliant media 70 forms an outer surface of the embossing drum 90 so that the coated side 101 c comes into contact with the compliant media 70 and the imprint stamp 20 t as the flexible substrate 101 is transported over the wrapped portion of the embossing drum 90 .
- the ultraviolet light source 99 irradiates the replicate pattern 20 u with the ultraviolet light L that passes through the cylinder 69 and the imprint stamp 20 t .
- the irradiating of the replicate pattern 20 u occurs contemporaneously with the embossing of the replicate pattern 20 u.
- the flexible substrate 101 can be opaque to the ultraviolet light L.
- the ultraviolet light source 99 can be positioned inside the embossing drum 90 or outside the embossing drum 90 . It may be necessary to increase an intensity of the ultraviolet light source 99 if the ultraviolet light source 99 is positioned outside of the embossing drum 90 because the ultraviolet light L must pass through two layers of the cylinder 69 and the compliant media 70 and some attenuation of the ultraviolet light L may occur.
- the ultraviolet light source 99 can include the reflector 99 r as described above and the reflector 99 r can create the curing window C W (see FIG. 46 ).
- the ultraviolet light source 99 can be a UVA light source and the ultraviolet light L can have a wavelength from about 300.0 nm to about 400.0 nm.
- the same materials as described above for the embossing belt 100 can be used for the embossing drum 90 ; however, the cylinder 69 can be an optically transparent material including but not limited to a glass, a plastic, and quartz.
- the aforementioned Gravure Coater, Micro GravureTM Coater, or Slot Die Coater can be used for the coating unit 300 and the first thickness t c of the photopolymer material 301 can be in a range from about 0.5 ⁇ m to about 1.0 ⁇ m.
- the embossing belt 100 and the embossing drum 90 can be made using a method described below in reference to FIGS. 1 through 37 b.
- a master substrate 11 is patterned and then etched to form an imprint pattern 20 therein.
- the master substrate 11 is coated with a material 155 that will serve as an etch mask.
- the material 155 can be a photoresist material that is commonly used in the microelectronics art.
- a mask 151 that carries a pattern 153 to be formed in the master substrate 11 is illuminated with light 154 which exposes the material 155 with the pattern 153 .
- the material 155 is developed to remove those portions of the material 155 that were exposed to the light 154 .
- the master substrate 11 is etched with an etch material to remove those portions of the master substrate 11 that are not covered with the material 155 .
- a plurality of imprint patterns 20 p are formed in the master substrate 11 .
- the imprint patterns 20 p define an imprint stamp 20 on the master substrate 11 .
- the imprint stamp 20 can include imprint patterns 20 p that vary in all three dimensions of width, length, and height. In the cross-sectional view of FIG. 4 and the top plan view of FIG. 5 , the imprint patterns 20 p vary in a width dimension d 0 , a height dimension h 0 , and a length dimension L 0 . The actual dimensions of the imprint patterns 20 p will be application dependent and will depend to a large extent on the lithography process used for the patterning the material 155 .
- the dimensions (d 0 , h 0 , L 0 ) can be of a sub-micrometer scale, that is, less than 1.0 ⁇ m.
- the imprint patterns 20 p can be nano-imprint patterns that can have dimensions (d 0 , h 0 , L 0 ) of 100 . 0 nm or less.
- the imprint stamp 20 would be a nano-imprint stamp with imprint patterns 20 p that have nanometer-size dimensions (d 0 , h 0 , L 0 ).
- Lithography processes that are well understood in the microelectronics art can be used to pattern and etch the master substrate 11 .
- a photolithography process using a photoresist for the material 155 and an etch process such as reactive ion etching (RIE) can be used to form the imprint stamp 20 in the master substrate 11 .
- RIE reactive ion etching
- Suitable materials for the master substrate 11 include but are not limited to a silicon (Si) substrate and a silicon (Si) wafer.
- the master substrate 11 is a silicon wafer with a wafer flat 11 F.
- Four of the imprint stamps 20 are formed in the master substrate 11 .
- the silicon wafer can be any size. For example a 4.0 inch silicon wafer was used as the master substrate 11 for four of the imprint stamps 20 . Larger diameter silicon wafers (e.g. 8 inch or 12 inch) can be used to provide a larger surface area for more of the imprint stamps 20 or for larger imprint stamps 20 .
- the imprint patterns 20 p appear to be identical in FIG. 5
- the imprint stamps 20 can include imprint patterns 20 p that vary (i.e are not identical) among the imprint stamps 20 .
- a release layer 13 is deposited over the imprint patterns 20 p .
- the release layer 13 includes a first thickness t 1 that is operative to conformally coat the imprint patterns 20 p such that the first thickness t 1 is substantially equally thick on the vertical and the horizontal surfaces of the imprint patterns 20 p .
- Suitable materials for the release layer 13 include but are not limited to a fluorocarbon material.
- the fluorocarbon material for the release layer 13 can be deposited using a plasma deposition of a trifluoromethane (CHF 3 ) gas for about 5.0 minutes.
- the first thickness t 1 will be application dependent; however, as will be discussed below, the release layer 13 is operative to provide a non-stick surface upon which to apply a silicone-based elastomer material that will later be released from the release layer 13 . Therefore, the release layer 13 can be a very thin layer having a first thickness t 1 that is from about 50.0 nm to about 150.0 nm thick.
- a silicone-based elastomer layer 15 is deposited over the release layer 13 to a first depth d 1 that completely covers the imprint patterns 20 p .
- the master substrate 11 should be substantially level. This can be accomplished by placing the master substrate 11 on a level surface or a level vacuum chuck prior to depositing the silicone-based elastomer layer 15 , for example.
- the silicone-based elastomer layer 15 is then cured by heating H the master substrate 11 .
- the curing can be accomplished by baking the master substrate 11 at a predetermined temperature for a predetermined amount of time.
- the actual time and temperature will be application dependent and will also depend on the type of material used for the silicone-based elastomer layer 15 .
- Suitable materials for the silicone-based elastomer layer 15 include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD® 182 silicone elastomer, SYLGARD® 183 silicone elastomer, SYLGARD® 184 silicone elastomer, and SYLGARD® 186 silicone elastomer.
- the first depth d 1 of the silicone-based elastomer layer 15 can be application dependent. However, in a preferred embodiment, the first depth d 1 of the silicone-based elastomer layer 15 is from about 0.5 mm to about 1.5 mm.
- the curing of the silicone-based elastomer layer 15 can be accomplished by baking the master substrate 11 in an oven or the like. The predetermined temperature and the predetermined amount of time for the curing can be for about 4.0 hours at a temperature of about 100.0° C.
- a cover layer 16 having a second thickness t 2 is applied over the already deposited silicone-based elastomer layer 15 .
- the cover layer 16 is a Polyester film and the second thickness t 2 is from about 50.0 ⁇ m to about 150.0 ⁇ m.
- the cover layer 16 may be used to planarize any surface anomalies in the silicone-based elastomer layer 15 that cause deviations from a substantially planar surface 15 s of the silicone-based elastomer layer 15 .
- a complementary image of the imprint patterns 20 p are replicated 20 r in the silicone-based elastomer layer 15 such that an imprint stamp 20 a is formed in the silicone-based elastomer layer 15 (see FIGS. 8 through 10 ).
- the silicone-based elastomer layer 15 is released from the release layer 13 .
- a tip of a pair of tweezers or an edge of a knife or razor, such as an X-Acto® Knife, can be used to separate the silicone-based elastomer layer 15 from the release layer 13 as depicted by a knife edge K and a dashed arrow inserted between the silicone-based elastomer layer 15 and the release layer 13 .
- the silicone-based elastomer layer 15 can then be lifted off of the release layer 13 by grabbing an edge of the silicone-based elastomer layer 15 and peeling off (see dashed arrow P) the silicone-based elastomer layer 15 from the release layer 13 . If the above mentioned cover layer 16 is used, then the cover layer 16 is removed from the silicone-based elastomer layer 15 before the silicone-based elastomer layer 15 is released from the release layer 13 .
- the imprint stamp 20 a is removed from an excess portion of the silicone-based elastomer layer 15 that surrounds the imprint stamp 20 a . If the above mentioned cover layer 16 is used, then the imprint stamp 20 a is removed from an excess portion of the silicone-based elastomer layer 15 and the cover layer 16 that surround the imprint stamp 20 a.
- the imprint stamp 20 a can be removed from the excess portion by placing the silicone-based elastomer layer 15 on a substantially flat substrate 21 and then cutting C around a perimeter (see dashed lines in FIGS. 8 and 9 ) of the imprint stamp 20 a to release the excess portions of the silicone-based elastomer layer 15 or the silicone-based elastomer layer 15 and the cover layer 16 from the imprint stamp 20 a .
- a knife, razor, die, or the like can be used to accomplish the cutting as depicted by a knife K in FIG. 9 .
- the substantially flat substrate 21 can be a material including but not limited to a glass, a metal, a plastic, and quartz.
- the substantially flat substrate 21 can be a glass plate.
- the above mentioned steps may be repeated as necessary to produce additional imprint stamps 20 a using the master substrate 11 .
- One advantage of the method of the present invention is that the master substrate 11 is not damaged by the aforementioned process steps. Consequently, the same master substrate 11 can be repeatedly used to produce several imprint stamps 20 a . Therefore, the cost of patterning and etching the master substrate 11 and depositing the release layer 13 can be amortized over several imprint stamps 20 a.
- Another advantage of the method of the present invention is that the master substrate 11 need not be cleaned after each use in order to remove contaminants, such as dust particles, because the silicone-based elastomer layer 15 flows around the particles and entrains them. Consequently, the master substrate 11 is self-cleaning because the particles are removed with the silicone-based elastomer layer 15 .
- a flat and thin plastic film 33 having a third thickness t 3 is placed on a flat and compliant silicone rubber backing 31 having a fourth thickness t 4 .
- Suitable materials for the thin plastic film 33 include but are not limited to a Polymide and a Polyester (PET, Polyethylene Terephthalate).
- PET Polyethylene Terephthalate
- the third thickness t 3 and the fourth thickness t 4 will be application dependent.
- the third thickness t 3 of the thin plastic film 33 is from about 40.0 ⁇ m to about 100.0 ⁇ m and the fourth thickness t 4 of the silicone rubber backing 31 is from about 0.125 inches to about 0.25 inches.
- the fourth thickness t 4 of the silicone rubber backing 31 should be selected to ensure the silicone rubber backing 31 is complaint (i.e. not stiff).
- a surface 33 s of the thin plastic film 33 is coated with a photopolymer solution 35 .
- the photopolymer solution 35 can include but is not limited to a mixture of about 50% of a photopolymer material and about 50% acetone. As will be describe below, the acetone will evaporate leaving a substantially photopolymer layer on the surface 33 s of the thin plastic film 33 .
- the photopolymer material can include but is not limited to a NorlandTM Optical Adhesive that cures when exposed to ultraviolet light. Preferably, the photopolymer material will cure in a time from about 5.0 seconds to about 60.0 seconds. For example, a Norland® NOA 83H photopolymer can be used for the photopolymer solution 35 .
- the photopolymer solution 35 is spread over the surface 33 s of the thin plastic film 33 to form a photopolymer layer 35 having a fifth thickness t 5 .
- the spreading of the photopolymer solution 35 is accomplished using a Mayer bar M 1 that is wound with a wire W 1 having a first diameter.
- the Mayer bar M 1 slides S over the surface 33 s and meters the photopolymer solution 35 so that the photopolymer layer 35 having a fifth thickness t 5 is formed.
- Any acetone in the photopolymer solution 35 substantially evaporates during the spreading process.
- the photopolymer layer 35 comprises substantially a photopolymer material as described above.
- the fifth thickness t 5 of the photopolymer layer 35 is from about 5.0 ⁇ m to about 10.0 ⁇ m.
- the first diameter of the wire W 1 will be application dependent.
- the first diameter of the wire W 1 is from about 50.0 ⁇ m micrometers to about 100.0 ⁇ m.
- a patterned surface 21 a of the imprint stamp 20 a is placed on the photopolymer layer 35 .
- Placing the imprint stamp 20 a on the photopolymer layer 35 can include placing an edge e 1 of the imprint stamp 20 a in contact with the photopolymer layer 35 and holding the edge e 1 down while progressively lowering (see arrows L 1 and d) a remainder of the patterned surface 21 a into contact with the photopolymer layer 35 .
- a pair of tweezers or a suction wand can be used to grasp an edge e 2 to accomplish the lowering and to hold the edge e 1 down.
- a rubber roller or the like can be used in conjunction with the progressive lowering to bring the patterned surface 21 a into contact with the photopolymer layer 35 .
- One advantage to the progressive lowering is that air entrapped between the photopolymer layer 35 and the patterned surface 20 r is displaced so that air bubbles that can cause defects are not trapped between the photopolymer layer 35 and the patterned surface 20 r.
- Another advantage of the method of the present invention is that once the imprint stamp 20 a has been placed on the photopolymer layer 35 , the imprint stamp 20 a can be floated (see dashed arrow F) over a surface 35 s of the photopolymer layer 35 to position the imprint stamp 20 a at a predetermined location on the photopolymer layer 35 .
- the floating F can be done manually using a tweezer or suction wand, or the floating F can be automated and a precision mechanical device, such as a robotic end effector, can be used to precisely position the imprint stamp 20 a.
- the photopolymer layer 35 is cured to fix a position of the imprint stamp 20 a on the photopolymer layer 35 and to transfer an image of the imprint pattern 20 r to the photopolymer layer 35 .
- the photopolymer layer 35 is cured by irradiating the photopolymer layer 35 with an ultraviolet light UV of a predetermined intensity for a first time period.
- the photopolymer layer 35 hardens as it cures and an the image of the imprint pattern 20 r that is transferred into the photopolymer layer 35 also hardens and is fixed in the photopolymer layer 35 as an imprint pattern 20 s.
- the ultraviolet light UV can have a wavelength that includes but is not limited a range from about 300.0 nm to about 400.0 nm.
- the predetermined intensity of the ultraviolet light UV can include but is not limited to an intensity of about 150 mW/cm 2 .
- the first time period can include but is not limited to a time period from about 5.0 seconds to about 60.0 seconds.
- the ultraviolet light UV can be from a UVA ultraviolet light source.
- the imprint stamps 20 a that are used to pattern the photopolymer layer 35 can have a thickness (see t A and t B in FIG. 16 ) that can vary and those variations in thickness will not effect the accuracy of the transfer of the imprint pattern 20 r to imprint pattern 20 s of the photopolymer layer 35 .
- the variations in thickness (t A and t B ) can be due to variations in the process used to make the imprint stamps 20 a , variations in the first depth d 1 of FIG. 7 , or the use of different master substrates 11 to make different imprint stamps 20 with different imprint patterns 20 p.
- the imprint stamps 20 a are removed P from the photopolymer layer 35 so that the image of the imprint pattern 20 r defines a photopolymer shim 36 with the imprint pattern 20 s fixed therein.
- the imprint stamps 20 a can be removed P using a pair of tweezers or the like to grab an edge (e 1 or e 2 ) and then lift the imprint stamps 20 a from the photopolymer layer 35 (see dashed arrow P).
- the photopolymer shim 36 is post-cured by heating the photopolymer shim 36 .
- the post-curing of the photopolymer shim 36 can include but is not limited to a time of about 1.0 hour at a temperature of about 100° C.
- the photopolymer shim 36 can be rinsed with an acetone solution to remove chemical species which might inhibit curing of a silicone based elastomer material such as PDMS or the above mentioned SYLGARD® silicone-based elastomers.
- the post-curing of the photopolymer shim 36 drives off cure-inhibiting species and improves an adhesion of the photopolymer shim 36 to the thin plastic film 33 .
- a coating of a fluorocarbon material 37 having a sixth thickness t 6 is deposited on the photopolymer shim 36 .
- the sixth thickness t 6 can include but is not limited to a thickness from about 50.0 nm to about 150.0 nm.
- the fluorocarbon material 37 can be deposited using a plasma deposition of a trifluoromethane (CHF 3 ) gas for about 5.0 minutes.
- a tweezer or a knife edge can be inserted between the thin plastic film 33 and the silicone rubber backing 31 and the thin plastic film 33 can be pulled off of the silicone rubber backing 31 as shown by the dashed arrow P.
- the combination of the photopolymer shim 36 and the thin plastic film 33 will be referred to as the photopolymer shim 36 unless otherwise noted.
- the photopolymer shim 36 is attached to a support substrate 41 .
- the photopolymer shim 36 can be connected with the support substrate 41 by laying the photopolymer shim 36 on the support substrate 41 and fastening an end of the photopolymer shim 36 to the support substrate 41 using an adhesive.
- a high temperature adhesive tape T can be used.
- the support substrate 41 can be made from a material including but not limited to a glass and quartz.
- a shim stock 43 having a first height h 1 is attached to the support substrate 41 .
- the shim stock 43 can be connected with the support substrate 41 using an adhesive such as the above mentioned high temperature adhesive tape T, for example.
- the shim stock 43 is positioned adjacent to the photopolymer shim 36 and is spaced apart from the photopolymer shim 36 by a first distance D 1 so that there is a space between the shim stock 43 and the photopolymer shim 36 on a surface 41 s of the support substrate 41 .
- the first height h 1 of the shim stock 43 should exceed a height h S of the photopolymer shim 36 as depicted in FIG. 22 .
- the first height h 1 and the first distance D 1 will be application dependent; however, the first height h 1 can be in a range including but not limited to from about 0.5 mm to about 1.5 mm and the first distance D 1 can be in a range including but not limited to from about 1.0 mm to about 2.0 mm.
- the shim stock 43 can be a material including but not limited to a metal, a glass, quartz, and stainless steel.
- the shim stock 43 can be a stainless steel shim stock and the first height h 1 can be about 0.5 mm.
- the support substrate 41 is preheated H to increase a temperature of the support substrate 41 in preparation for a coating of the shim stock 43 and the photopolymer shim 36 with a silicone-based elastomer material as will be discussed below.
- the silicone-based elastomer material is not coated on a cold or on a room temperature (i.e. from about 18.0° C. to about 28.0° C.) support substrate 41 .
- the preheated temperature for the support substrate 41 will be application dependent and the temperature should not exceed a temperature limit of the photopolymer shim 36 .
- the support substrate 41 can be preheated to a temperature of about 100° C. A temperature of about 100° C. is below the temperature limits of most photopolymer materials.
- the photopolymer shim 36 and the shim stock 43 are coated with a compliant material 44 that completely covers the photopolymer shim 36 and the shim stock 43 (see FIG. 22 ).
- Suitable materials for the compliant material 44 include but are not limited to a silicone-based elastomer material and an amorphous fluoropolymer material.
- Suitable silicone-based elastomer materials include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD® 182 silicone elastomer, SYLGARD® 183 silicone elastomer, SYLGARD® 184 silicone elastomer, and SYLGARD® 186 silicone elastomer.
- PDMS Polydimethyl Siloxane
- DOW CORNING® silicone-based conformal coatings including SYLGARD® 182 silicone elastomer, SYLGARD® 183 silicone elastomer, SYLGARD® 184 silicone elastomer, and SYLGARD® 186 silicone elastomer.
- the PDMS is a mixture of about 10.0 parts of a base and about 1.5 parts of a curing agent.
- the base and the curing agent can be mixed by weight or by volume as they have the same density.
- a suitable material for the amorphous fluoropolymer material includes but is not limited to TEFLON® AF.
- TEFLON® AF a DuPontTM TEFLON® AF can be used for the compliant material 44 .
- the compliant material 44 comprises the amorphous fluoropolymer material, the above mentioned preheating step of FIG. 21 is not required.
- the compliant material 44 is spread over the photopolymer shim 36 and the shim stock 43 to form a compliant media 45 that covers the photopolymer shim 36 and the shim stock 43 (see thicknesses t 8 and t 9 in FIG. 24 ).
- the imprint pattern 20 s in the photopolymer shim 36 is transferred to the compliant media 45 so that an imprint stamp 20 t is formed in the compliant media 45 .
- the spreading of the compliant material 44 is accomplished using a Mayer bar M 2 that is wound with a wire W 2 having a second diameter.
- the Mayer bar M 2 slides S over the shim stock 43 and meters the compliant material 44 to form a smooth and uniformly thick compliant media 45 .
- the compliant material 44 will cover the shim stock 43 by a thickness t 8 and will cover the photopolymer shim 36 by a thickness t 9 , where t 9 >>t 8 .
- the Mayer bar M 2 is wound with a much coarser diameter of wire than the Mayer bar M 1 that was discussed above.
- the second diameter of the wire W 2 will be application dependent.
- the second diameter of the wire W 2 is from about 1.0 mm to about 3.0 mm.
- a wire with a diameter of about 1.5 mm can be wound on the Mayer bar M 2 .
- the support substrate 41 is heated H.
- the surface 41 s is operative to provide a surface for a portion 45 c of the compliant media 45 to adhere to during and after the heating step.
- the time and temperature for the heating H of the substrate 41 will be application dependent, and as before, the temperature must not exceed a temperature limit for the photopolymer shim 36 or for the compliant media 45 .
- the support substrate 41 can be heated H for about 4.0 hours at a temperature of about 100.0° C. when the compliant media 45 is made from the silicone-based elastomer material.
- the heating H cures the silicone-based elastomer material.
- the support substrate 41 can be heated H for about 4.0 hours at a temperature of about 60.0° C. when the compliant media is made from the amorphous fluoropolymer material. In this case, the heating H drys out the amorphous fluoropolymer material.
- the support substrate 41 is cooled down.
- the support substrate 41 is allowed to cool down to a temperature of about a room temperature (i.e. from about 18.0° C. to about 28.0° C.).
- the shim stock 43 is removed from the support substrate 41 .
- the shim stock 43 can be removed by cutting K the compliant media 45 along an edge of the shim stock 43 that is adjacent to the photopolymer shim 36 .
- a knife, razor, or the like can be used to cut K the compliant media 45 .
- the shim stock 43 can be pulled off of the support substrate 41 .
- the edge of the shim stock 43 should be used as a guide for making the cut K because the portion 45 c of the compliant media 45 adheres to the surface 41 s of the support substrate 41 and the adhesion prevents the compliant media 45 from being prematurely separated from the substrate 41 .
- a first adhesive surface A 1 of a transfer adhesive layer 51 is applied to a surface 45 s of the compliant media 45 so that the transfer adhesive layer 51 adheres to the compliant media 45 .
- the transfer adhesive layer 51 includes a seventh thickness t 7 and a second adhesive surface A 2 as will be described below.
- the first adhesive surface A 1 can be exposed, prior to being applied to the surface 45 s , by peeling back P 1 a first backing 53 from the transfer adhesive layer 51 .
- the second adhesive surface A 2 can be exposed by peeling back P 2 a second backing 55 from the transfer adhesive layer 51 .
- the first adhesive surface A 1 can be connected with the surface 45 s by using a roller 59 (see FIG. 26 ).
- the first adhesive surface A 1 is positioned at an edge of the compliant media 45 and then the roller 59 is rolled R across the second backing 55 to progressively apply the first adhesive surface A 1 across the surface 45 s until the entire surface 45 s is connected with the first adhesive surface A 1 (see FIG. 27 ).
- the roller 59 can be a rubber roller, for example. The roller 59 allows the first adhesive surface A 1 to be applied to the surface 45 s without trapping air between the first adhesive surface A 1 and the surface 45 s.
- the seventh thickness t 7 of the transfer adhesive layer 51 will be application dependent. However, because the transfer adhesive layer 51 will remain attached to the compliant media 45 and because it is desirable for the compliant media 45 to be flexible, the transfer adhesive layer 51 should be as thin as possible. Preferably, the seventh thickness t 7 of the transfer adhesive layer 51 is from about 20.0 ⁇ m thick to about 100.0 ⁇ m thick.
- the transfer adhesive layer 51 is an optically transparent material so that another photopolymer material that is brought into contact with the compliant media 45 and the imprint stamp 20 t can be cured by a light source that is incident on both the transfer adhesive layer 51 and the compliant media 45 as will be described below.
- a suitable optically transparent material for the transfer adhesive layer 51 includes but is not limited to an Adhesives Research, Inc.TM ARclearTM DEV-8932 optically clear silicone adhesive.
- the compliant media 45 can be separated from the support substrate 41 by using a knife, razor, suction wand, tweezer, or the like to initiate the separation of the compliant media 45 from the support substrate 41 as depicted by the knife K.
- FIG. 29 an example of the features (i.e. patterns) that comprise the imprint stamp 20 t are depicted in greater detail.
- FIG. 30 after the peeling, the compliant media 45 is still connected with the photopolymer shim 36 and the thin plastic film 33 .
- An additional advantage of the method of the present invention is that the photopolymer shim 36 and the thin plastic film 33 layer protect the imprint stamp 20 t from damage during subsequent processing and handling steps that will be described below in reference to FIGS. 31 through 37 b . Those processing and handling steps can be completed and then the photopolymer shim 36 and the thin plastic film 33 layers can be peeled off to expose the imprint stamp 20 t .
- the combination of the layers comprising the photopolymer shim 36 and the thin plastic film 33 will be denoted as the photopolymer shim 36 (see FIG. 30 ).
- the combination of the compliant media 45 and the transfer adhesive layer 51 will be denoted as a compliant media 70 .
- the combination of the compliant media 70 and the photopolymer shim 36 will be denoted as a compliant assembly 75 .
- the compliant assembly 75 will be connected with a cylinder and a flexible belt material.
- FIGS. 31 a , 31 b , and 31 c an L-shaped jig 73 that includes a horizontal section 73 h and a vertical section 73 v that forms a low vertical wall.
- the horizontal and vertical sections ( 73 h , 73 v ) are at a right angle ⁇ to each other.
- the sections ( 73 h , 73 v ) should be smooth and substantially flat.
- the L-shaped jig 73 can be used to effectuate a laminating of the compliant assembly 75 to a surface 69 s of a cylinder 69 .
- the support substrate 41 can be placed on the horizontal section 73 h and abutted against the vertical section 73 v .
- a bed made from a smooth and flat piece of silicone rubber (not shown) can placed on the horizontal section 73 h and an end of the bed is abutted against the vertical section 73 v .
- the compliant assembly 75 is placed on top of the bed and is aligned with the vertical section 73 v by using the vertical section 73 v as a vertical straight edge. If the second backing 55 is still on the transfer adhesive layer 51 , then the second backing 55 can be peeled off P 2 to expose the second adhesive surface A 2 .
- a cylinder 69 having an outer surface 69 s is aligned with the horizontal section 73 h and the vertical section 73 v so that the outer surface 69 s is tangent 73 t to those sections ( 73 h , 73 v ).
- the cylinder 69 is lowered onto the compliant assembly 75 so that the second adhesive surface A 2 is in contact with a portion of the outer surface 69 s at the tangent point 73 t .
- the cylinder 69 is then rolled R in a roll direction R D to collect the compliant assembly 75 on the outer surface 69 s as the cylinder 69 is rolled R.
- Suitable materials for the cylinder 69 include but are not limited to metal, ceramic, glass, quartz, and plastic.
- the cylinder 69 is made from an optically transparent material so that light L can pass though the cylinder 69 , the compliant media 70 , and the imprint stamp 20 t .
- Suitable optically transparent materials for the cylinder 69 include but are not limited to glass, quartz, and plastic.
- a light source 99 such as an ultraviolet light source, can be positioned inside or outside of the cylinder 69 to irradiate and cure a photopolymer material (not shown) that is urged into contact with the imprint stamp 20 t .
- the compliant media 70 can be made to any size
- the cylinder 69 can include an inside diameter that is sufficient to accommodate the light source 99 .
- the light source 99 can be small enough to fit within an inside diameter of the cylinder 69 .
- FIG. 31 b an alternative method for attaching the compliant media 45 to the cylinder 69 is depicted.
- the compliant media is denoted as 45 instead of 70 because the transfer adhesive layer 51 is not connected with the compliant media 45 in FIG. 31 b .
- the first adhesive surface A 1 of the transfer adhesive layer 51 is exposed by peeling back the first backing 53 (not shown).
- the outer surface 69 s of the cylinder 69 is connected with the first adhesive surface A 1 and then the cylinder 69 is rolled to collect the transfer adhesive layer 51 on the outer surface 69 s .
- Third, a portion of the second backing 55 is peeled back to expose a portion of the second adhesive surface A 2 .
- the exposed portion of the second adhesive surface A 2 is connected with the compliant media 45 at the tangent point 73 t and the cylinder 69 is rolled in the roll direction R D to collect the compliant media 45 on the cylinder 69 while simultaneously peeling back 55 p a remainder of the second backing 55 to expose the remainder of the second adhesive surface A 2 .
- the knife K can cut along a direction K d to effectuate the trimming of the excess 75 x to form a completely laminated cylinder 90 .
- the imprint stamps 20 t are depicted in dashed outline because they are still positioned below the photopolymer shim 36 which have not been separated from the compliant media 70 .
- FIG. 33 a line n-n thorough the cylinder 69 and the compliant assembly 75 is depicted in greater detail in a cross-sectional view in FIGS. 34 a and 34 b .
- the compliant assembly 75 is depicted before the excess 75 x is trimmed.
- the compliant assembly 75 is depicted after the excess 75 x has been trimmed.
- the excess portion 75 x comprises the compliant media 70 and the photopolymer shim 36 .
- the photopolymer shim 36 can be peeled back as denoted by the dashed arrow P so that the compliant media 70 (i.e. the optically transparent adhesive 51 and optically transparent compliant media 45 ) can be used to sight along an edge E s of the compliant assembly 75 that is already connected with the outer surface 69 s of the cylinder 69 .
- a knife cut K along the sight line (see dashed line) for the edge E s can be used to trim off the excess 75 x so that the unconnected layers of the excess 75 x will align with their respective connected layers, that is: 36 ′ to 36 ; 45 ′ to 45 ; and 51 ′ to 51 , as depicted in FIG. 34 a . After the trimming, there may be the small gap 70 g between adjacent ends of the compliant assembly 75 .
- the compliant assembly 75 forms an almost continuous layer on the outer surface 69 s of the cylinder 69 .
- the photopolymer shim 36 can be peeled back P to expose the imprint stamp 20 t on the compliant media 70 .
- the compliant assembly 75 is applied to a belt material 81 .
- the second backing 55 Prior to applying the compliant assembly 75 to the belt material 81 , the second backing 55 is peeled off of the transfer adhesive layer 51 to expose the second adhesive surface A 2 . Then the second adhesive surface A 2 is progressively applied to a surface 81 s of the belt material 81 .
- a roller 89 such as a rubber roller, can be used to roll R the compliant assembly 75 in a roll direction R D .
- the rolling R can begin at a first end ( 75 a , 81 a ) and end at a second end ( 75 b , 81 b ) of the compliant assembly 75 and the belt material 81 .
- the first and second ends ( 81 a , 81 b ) can be joined to form a belt 100 as depicted in FIGS. 37 a and 37 b .
- a gap 70 g may separate the first and second ends ( 75 a , 75 b ).
- Splicing tape or the like may be used to cover the gap 70 g .
- a piece of splicing tape 81 t can also be used to connect the first and second ends ( 81 a , 81 b ) of the belt material 81 to form the belt 100 .
- the layers 71 i.e. 33 and 36
- a suitable splicing tape includes but is not limited to a high temperature silicone based tape.
- the belt material 81 can be an optically transparent material so that light L can pass though the belt material 81 , the compliant media 70 , and the imprint stamp 20 t .
- a suitable optically transparent material for the belt material 81 includes but is not limited to a DuPontTM Mylar®.
- a light source 99 such as a ultraviolet light source, can be positioned inside or outside of the belt 100 to irradiate and cure a photopolymer material (not shown) that is urged into contact with the imprint stamp 20 t .
- the belt material 81 can have a thickness t B from about 50.0 ⁇ m to about 150.0 ⁇ m.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Nanotechnology (AREA)
- Chemical & Material Sciences (AREA)
- General Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Mathematical Physics (AREA)
- Theoretical Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
An apparatus for embossing a flexible substrate with an optically transparent compliant media is disclosed. The complaint media includes an optically transparent imprint stamp with an imprint pattern therein. The flexible substrate is coated with a photopolymer material. The compliant media can be connected with an optically transparent belt material to form an embossing belt or connected with an optically transparent cylinder to from an embossing drum. A coated side of the flexible substrate is urged into contact with the imprint stamp and the imprint pattern is embossed in the photopolymer material and an ultraviolet light passing through the compliant media contemporaneously cures the photopolymer material during the embossing.
Description
- The present invention relates generally to an apparatus for embossing a flexible substrate. More specifically, the present invention relates to an apparatus for embossing a photopolymer coated flexible substrate with an imprint pattern transferred from an imprint stamp carried by an optically transparent compliant media. The imprint stamp is irradiated through the compliant media with ultraviolet light contemporaneously with the embossing so that the transferred imprint pattern cures, hardens, and retains its shape.
- Current roll-to-roll soft lithography processes for embossing a photopolymer coated web include a process and apparatus used by Epigem Ltd., wherein a web material that is transparent to ultraviolet light is coated with a layer of photopolymer resist and the coated side of the web is brought into contact with an embossing shim that carries an imprint pattern. When the web separates from the embossing shim, the imprint pattern is embossed in (i.e. is replicated in) the layer of photopolymer resist. An ultraviolet light source irradiates the layer of photopolymer resist through the web and cures the embossed pattern so that the pattern hardens and retains its embossed shape. Because the web is transparent to the ultraviolet light, placement of the ultraviolet light source is not problematic and the embossing shim can be opaque to ultraviolet light and the irradiation can occur from the web side.
- One disadvantage of the above apparatus is that if the web material and the embossing shim are opaque to ultraviolet light, then the irradiation will not be effective from the web side or the embossing shim side. Accordingly, if a roll-to-roll process requires the web material to be opaque to ultraviolet light, then the embossing shim must be optically transparent to the ultraviolet light so that the irradiation of the embossed pattern in the layer of photopolymer resist can occur from the embossing shim side.
- In contrast, researchers at various universities (e.g. University of Texas at Austin, Step and Flash Imprint Lithography) have used quartz shims (templates) that are optically transparent to ultraviolet light. However, that process is a batch oriented wafer-based process that is not suitable for a roll-to-roll soft lithography process.
- Consequently, there is an unmet need for an apparatus for implementing a roll-to-roll soft lithography process wherein an optically transparent compliant media that carries an imprint stamp, is used to emboss a pattern in a photopolymer coated on an opaque flexible substrate. There is also a need for an apparatus that allows the pattern embossed in the flexible substrate to be cured by ultraviolet light that irradiates the pattern through the compliant media and the imprint stamp.
- Broadly, the present invention is embodied in an apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media. The compliant media includes an optically transparent imprint stamp that includes an imprint pattern. The compliant media can be connected with an optically transparent belt material or with an optically transparent cylinder.
- The flexible substrate includes a coated side that is coated with a photopolymer material and the coated side is urged into contact with the compliant media so that the imprint pattern carried by the imprint stamp is embossed in the photopolymer material. An ultraviolet light source irradiates the photopolymer material with ultraviolet light that passes through the compliant media and the imprint stamp and impinges on the pattern embossed in the photopolymer material thereby curing the pattern. The curing of the pattern in the photopolymer material occurs contemporaneously with the embossing so that the pattern hardens and retains its shape.
- One advantage of the apparatus of the present invention is that the irradiation occurs through the compliant media so that the flexible substrate can be opaque to ultraviolet light.
- Another advantage of the present invention is that the ultraviolet light source can be placed inside or outside of the belt material the compliant media is connected with. If a cylinder is used, then the ultraviolet light source can be placed or inside of or outside of the cylinder the compliant media is connected with.
- Other aspects and advantages of the present invention will become apparent from the following detailed description, taken in conjunction with the accompanying drawings, illustrating by way of example the principles of the present invention.
-
FIGS. 1 through 5 depict patterning and etching a master substrate to define an imprint pattern according to the present invention. -
FIG. 6 depicts a release layer conformally deposited on an imprint pattern according to the present invention. -
FIG. 7 depicts a silicon-based elastomer layer deposited over a release layer according to the present invention. -
FIGS. 8 through 10 depict separating a silicon-based elastomer layer from a release layer to form an imprint stamp according to the present invention. -
FIG. 11 depicts applying a thin plastic film to a silicone rubber backing according to the present invention. -
FIG. 12 depicts a coating of a thin plastic film with a photopolymer solution according to the present invention. -
FIGS. 13 and 14 depict a spreading of a photopolymer solution to form a photopolymer layer over a thin plastic film according to the present invention. -
FIG. 15 depicts a placing of a patterned side of an imprint stamp on a photopolymer layer according to the present invention. -
FIG. 16 depicts curing a photopolymer layer according to the present invention. -
FIG. 17 depicts removing an imprint stamp from a photopolymer layer according to the present invention. -
FIG. 18 depicts a photopolymer shim formed in a photopolymer layer according to the present invention. -
FIG. 19 depicts a fluorocarbon coating deposited on a photopolymer shim according to the present invention. -
FIG. 20 depicts a photopolymer shim attached to a support substrate according to the present invention. -
FIG. 21 depicts a shim stock attached to a support substrate and a pre-heating of the support substrate according to the present invention. -
FIGS. 22 and 23 depict coating and spreading a silicone-based elastomer material over of a photopolymer shim and a shim stock according to the present invention. -
FIG. 24 depicts a heating of a support substrate according to the present invention. -
FIGS. 25 through 27 depict applying a transfer adhesive to a compliant media according to the present invention. -
FIG. 28 depicts separating a compliant media from a support substrate according to the present invention. -
FIG. 29 is a top plan view and a cross-sectional view of an imprint pattern carried by a photopolymer shim according to the present invention. -
FIG. 30 depicts a compliant assembly according to the present invention. -
FIGS. 31 a through 34 b depict attaching a compliant assembly to a cylinder according to the present invention. -
FIGS. 35 through 37 b depict attaching a compliant assembly to a belt material according to the present invention. -
FIGS. 38 and 39 are schematics depicting an apparatus for embossing a flexible substrate using an optically transparent compliant media connected with an optically transparent belt material according to the present invention. -
FIGS. 40 and 41 are schematics that depict an apparatus for embossing a flexible substrate using an optically transparent compliant media connected with an optically transparent cylinder according to the present invention. -
FIG. 42 is a schematic of a coating unit according to the present invention. -
FIG. 43 is a schematic of a coating unit that includes a Gravure type coater according to the present invention. -
FIG. 44 is a schematic of a coating unit that includes a Slotdie coater according to the present invention. -
FIG. 45 is a cross-sectional view depicting an irradiation of a photopolymer material through an optically transparent belt material, compliant media, and imprint stamp according to the present invention. -
FIG. 46 is a cross-sectional view depicting an irradiation of a photopolymer material through an optically transparent cylinder, compliant media, and imprint stamp according to the present invention. -
FIG. 47 is a top plan-view and a cross-sectional view of a replicate pattern embossed in a photopolymer material according to the present invention. - In the following detailed description and in the several figures of the drawings, like elements are identified with like reference numerals.
- In
FIGS. 38 through 47 , an embossing apparatus that includes an optically transparent embossing belt or an optically transparent embossing drum is illustrated. - In
FIGS. 1 through 37 b, a method of making an optically transparent complaint media that can be connected with an optically transparent belt material or an optically transparent cylinder is illustrated. - As shown in the drawings for purpose of illustration, the present invention is embodied in an embossing apparatus. In one embodiment of the present invention, the embossing apparatus includes a flexible substrate with a coated side and a base side, a coating unit for depositing a photopolymer material having a first thickness on the coated side of the flexible substrate, and an embossing belt including an optically transparent belt material and an optically transparent complaint media that is connected with the belt material. The compliant media includes an optically transparent imprint stamp with an imprint pattern that will be embossed in the photopolymer material on the coated side to form a replicate pattern in the photopolymer material. A plurality of transport rollers are connected with the belt material and are operative to support the embossing belt.
- A drive unit imparts a drive motion to the embossing belt and the flexible substrate so that the coated side is brought into contact with the imprint stamp and the imprint pattern is replicated in the photopolymer material. A backing drum is wrapped by a portion of the base side of the flexible substrate and by a portion of the compliant media so that a tension is imparted in the embossing belt and that tension generates a pressure between the flexible substrate and the embossing belt.
- The drive motion is operative to transport the base side of the flexible substrate over the backing drum and to urge the imprint stamp and the coated side into contact with each other so that the imprint pattern is embossed in the photopolymer material to form the replicate pattern in the photopolymer material. An ultraviolet light source irradiates the replicate pattern with ultraviolet light that passes through the belt material, the compliant media, and the imprint stamp. The irradiation of the replicate pattern occurs contemporaneously with the embossing of the replicate pattern so that the replicate pattern cures, hardens, and retains its shape.
- In an alternative embodiment of the present invention, the embossing apparatus includes a flexible substrate with a coated side and a base side, a coating unit for depositing a photopolymer material having a first thickness on the coated side of the flexible substrate, and an embossing drum that includes an optically transparent cylinder and an optically transparent complaint media that is connected with the cylinder. The compliant media includes an optically transparent imprint stamp with an imprint pattern that will be embossed in the photopolymer material on the coated side to form a replicate pattern in the photopolymer material.
- A drive unit imparts a drive motion to the embossing drum and the flexible substrate so that the coated side is brought into contact with the imprint stamp and the imprint pattern is replicated in the photopolymer material. A plurality of transport rollers are connected with the base side and are operative to conformally wrap the coated side over a portion of the embossing drum so that the embossing drum imparts a tension in the flexible substrate and that tension generates a pressure between the flexible substrate and the embossing drum.
- The drive motion is operative to transport the coated side over the embossing drum and to urge the imprint stamp and the coated side into contact with each other so that the imprint pattern is embossed in the photopolymer material to form the replicate pattern in the photopolymer material. An ultraviolet light source irradiates the replicate pattern with ultraviolet light that passes through the cylinder, the compliant media, and the imprint stamp. The irradiation of the replicate pattern occurs contemporaneously with the embossing of the replicate pattern so that the replicate pattern cures, hardens, and retains its shape.
- In
FIG. 38 , anembossing apparatus 200 includes aflexible substrate 101 that includes acoated side 101 c and abase side 101 b. Acoating unit 300 is operative to deposit a photopolymer material 301 (seeFIGS. 42, 43 , and 44) on thecoated side 101 c. Thephotopolymer material 301 has a first thickness tc. Anembossing belt 100 includes an opticallytransparent belt material 81 and an optically transparentcompliant media 70 that is connected with the belt material 81 (seeFIG. 45 ). Thecomplaint media 70 also includes an opticallytransparent imprint stamp 20 t that includes animprint pattern 20 q (seeFIG. 29 ). Because theimprint pattern 20 q is formed from the same material as theimprint stamp 20 t, theimprint pattern 20 q is also optically transparent.FIG. 45 andFIGS. 37 a and 37 b provide a more detailed view of theembossing belt 100 than is depicted inFIGS. 38 and 39 . - A plurality of
transport rollers 103 are connected with thebelt material 81 and are operative to support theembossing belt 100. Adrive unit 110 imparts a drive motion WD to theembossing belt 100 and theflexible substrate 101. As will be described below, thedrive unit 110 can be connected with theembossing apparatus 200 in a variety of ways to accomplish the drive motion WD. - A
backing drum 105 is wrapped by a portion of thebase side 101 b of theflexible substrate 101 and by a portion of thecompliant media 70 so that a tension is imparted to theembossing belt 100 and theflexible substrate 101. The tension generates a pressure between theflexible substrate 101 and theembossing belt 100. The pressure is operative to effectuate the embossing of theimprint stamp 20 t in thephotopolymer material 301. The drive motion DR is operative to transport thebase side 101 b over thebacking drum 105 and to urge theimprint stamp 20 t and thecoated side 101 c into contact with each other so that theimprint pattern 20 q is embossed in thephotopolymer material 301 and forms a replicatepattern 20 u (seeFIG. 47 ) in thephotopolymer material 301. - An ultraviolet
light source 99 irradiates the replicatepattern 20 u with an ultraviolet light L that passes through thebelt material 81 and theimprint stamp 20 t. The irradiating of the replicatepattern 20 u occurs contemporaneously with the embossing of the replicatepattern 20 u so that the replicatepattern 20 u cures, hardens, and retains its shape. The replicatepattern 20 u includes a plurality ofpatterns 20 v therein that complement thepatterns 20 p on the master substrate 11 (seeFIGS. 5 and 6 ). - The ultraviolet
light source 99 can include areflector 99 r that focuses the ultraviolet light L at a point where theimprint stamp 20 t is urged into contact with thecoated side 101 c so that thephotopolymer material 301 is not cured by the ultraviolet light L before theimprint pattern 20 q is embossed in thephotopolymer material 301. InFIG. 45 , thereflector 99 r (not shown) creates a curing window CW that focuses the ultraviolet light L at an area where the replicatepattern 20 u will be embossed and almost simultaneously cured. Thereflector 99 r is also operative to prevent a leakage of the ultraviolet light L that could potentially impinge on thephotopolymer material 301 and cause it to cure before it is embossed by theimprint stamp 20 t. - One advantage of the present invention is that the
embossing apparatus 200 is effective at embossing and curing thephotopolymer material 301 when theflexible substrate 101 is opaque to the ultraviolet light L because the irradiation of the replicatepattern 20 u occurs through theembossing belt 100 as opposed to through theflexible substrate 101. Accordingly, theembossing apparatus 200 of the present invention can be used to emboss and cure thephotopolymer material 301 on an opaqueflexible substrate 101 or on an optically transparentflexible substrate 101. Because some application will require that the material for theflexible substrate 101 be an opaque material, theembossing apparatus 200 of the present invention allows for flexibility in the selection of materials for theflexible substrate 101. - The ultraviolet
light source 99 can be a UVA ultraviolet light source, preferably an industrial grade UVA light source as it is desirable to cure the replicatepattern 20 u in a very short period of time that is on the order of about 0.1 second to about 6.0 seconds. Preferably, the ultraviolet light L has a wavelength from about 300.0 nm to about 400.0 nm. Intensities for the ultravioletlight source 99 will also be application dependent; however, as an example, intensities in a range from about 200.0 mW/cm2 to about 1000.0 mW/cm2 can be used. As another example, Norland™ Optical Adhesives require about 0.2 Joules/cm2 total energy to cure. - In that the irradiation of the
photopolymer material 301 occurs through theembossing belt 100, theultraviolet light source 99 can have a position relative to theembossing belt 100 that includes a position inside theembossing belt 100 as depicted inFIGS. 39 and 45 and a position outside of the embossing belt-100 as depicted inFIGS. 38 and 45 . When the ultravioletlight source 99 is positioned outside of theembossing belt 100 as inFIG. 38 , it may be necessary to take into account a slight attenuation in an intensity of the ultraviolet light L due to the ultraviolet light L passing through two layers of theembossing belt 100 as opposed to one layer when the ultravioletlight source 99 is positioned inside theembossing belt 100. Accordingly, it may be necessary to use a higher intensityultraviolet light source 99 when the ultravioletlight source 99 is positioned outside theembossing belt 100. - In
FIG. 39 , threetransport rollers 103 are used in order to create a space to accommodate the ultravioletlight source 99 on the inside of theembossing belt 100. However, because thecompliant media 70 can be made to any size, there are a variety of ways to accommodate the ultravioletlight source 99 on the inside of theembossing belt 100 including making theembossing belt 100 longer and making a diameter of thetransport rollers 103 larger in order to create a large enough space to accommodate the ultravioletlight source 99. Therefore, the embodiment ofFIG. 39 is just one example of how to accommodate the ultravioletlight source 99 on the inside of the embossing belt and other configurations are also possible and the present invention is not limited to the configuration illustrated inFIG. 39 . - In
FIG. 42 , thecoating unit 300 is operative to deposit thephotopolymer material 301 on thecoated side 101 c with the first thickness tc. Typically, thephotopolymer material 301 is supplied in aliquid form 301L prior to the depositing on thecoated side 101 c. During the drive motion WD, it is important that a coating distance Dc between thecoated side 101 c and thecoating unit 300 be accurately maintained so that the first thickness tc does not vary and thephotopolymer material 301 is deposited as a smooth and uniform layer on thecoated side 101 c. Thephotopolymer material 301 can include but is not limited to a Norland™ Optical Adhesive that cures when exposed to ultraviolet light. Preferably, the photopolymer material will cure in a time from about 0.1 seconds to about 6.0 seconds. For example, a Norland® NOA 83H photopolymer can be used for thephotopolymer material 301. Thephotopolymer material 301 can also be a photo resist material. - Optionally, the
embossing apparatus 200 can include aguide roller 109 that is operative to maintain the constant distance DC between thecoated side 101 c and thecoating unit 300 so that the first thickness tc of thephotopolymer material 301 is accurately maintained. Theguide roller 109 is particularly useful when asupply reel 107 s is used to carry and dispense theflexible substrate 101. As theflexible substrate 101 is spooled off of thesupply reel 107 s, its distance from thecoating unit 300 can vary and will increase as a wound diameter of theflexible substrate 101 decreases as theflexible substrate 101 is wound off of thesupply reel 107 s. Accordingly, theguide roller 109 controls the distance between thecoated side 101 c and thecoating unit 300. - The first thickness tc of the
photopolymer material 301 will be application dependent and the type ofcoating unit 300 will also be application dependent. The first thickness tc is generally comparable to the typical feature height (see h0 inFIG. 4 ) in order to minimize embossing residue for subsequent etching of the embossed layer. For example, if theimprint stamps 20 t includeimprint patterns 20 q that are of a nanometer scale (e.g. less than 1.0 μm and preferably less than 100.0 nm), then it is desirable to deposit a very thin layer of thephotopolymer material 301. Preferably, the first thickness tc is in a range from about 0.05 μm to about 2.0 μm. - A coating technology capable of depositing a uniform and thin layer of the
photopolymer material 301 and that can be used for thecoating unit 300 includes but is not limited to a Gravure Coater, a Micro Gravure™ Coater, and a Slot Die Coater. For example, the above mentioned range of thicknesses for the first thickness tc can be obtained using a Yasui Seiki™ Micro Gravure™ Coater. Thephotopolymer material 301 can be thinned with a solvent, such as acetone, to achieve a thinner coating for the first thickness tc. - In
FIG. 43 , thecoating unit 300 can be a Gravure Coater or a Micro Gravure™ Coater. A pair ofrollers 303 r conformally wrap a portion of thecoated side 101 c of theflexible substrate 101 over an engraved drum 303 g that rotates in a tub 303 s that contains aliquid photopolymer material 301L. Thephotopolymer material 301L is gathered on patterns on a surface of the drum 303 g. Adoctor blade 303 d wipes off an excess of thephotopolymer material 301L so that a thin and uniform layer is deposited on thecoated side 101 c. Preferably, a Micro Gravure™ Coater is used as it has a drum 303 g with a smaller diameter than that of a Gravure Coater and is better suited to depositing ultra-thin layers of thephotopolymer material 301. - Alternatively, in
FIG. 44 a Slot Die Coater can be used to deposit thephotopolymer material 301. Theliquid photopolymer material 301L is supplied Sf under pressure to adie slot 301S formed by a pair ofdie lips 301D. The dielips 301D are positioned above theflexible substrate 101 by a coating gap tG that includes a thickness tS of theflexible substrate 101. As thecoated side 101 c of theflexible substrate 101 passes under thedie slot 301S, theliquid photopolymer material 301L coats thecoated side 101 c to the first thickness tc. - The drive motion tc can be accomplished using a variety of techniques that are well understood in the coating art and the mechanical art. As one example, in
FIG. 38 , adrive unit 110 mechanically communicates with atakeup reel 107 r that is operative to collect theflexible substrate 101 after it has been embossed and cured as described above. - The
takeup reel 107 r can be connected with thedrive unit 110 using adrive belt 110 b that imparts a rotation DR to thetakeup reel 107 r which in turn collects theflexible substrate 101 on thetakeup reel 107 r and imparts the drive motion WD to theflexible substrate 101 and theembossing belt 100. Although adrive belt 110 b is depicted, any means for mechanically communicating a drive force including gears, direct drive, pulleys, shafts, and the like can be used. Thedrive unit 110 can be an electric motor, for example. - One or more of the
drive units 110 may be used to impart the drive motion WD and those driveunits 110 can be connected with one or more of the components of theembossing apparatus 200, such as one or more of thetransport rollers 103 so that thedrive unit 110 rotates thetransport roller 103 which in turn imparts the drive motion WD to theflexible substrate 101 and theembossing belt 100. - The
compliant media 70 can be made from an optically transparent silicone-based elastomer material that is laminated to an optically transparent transfer adhesive layer as will be described below in reference toFIGS. 1 through 37 b. Suitable materials for the silicone-based elastomer material (seereference numeral 44 inFIG. 22 ) include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD 182® silicone elastomer, SYLGARD 183® silicone elastomer, SYLGARD 184® silicone elastomer, and SYLGARD 186® silicone elastomer. - A suitable optically transparent material for the transfer adhesive layer (see
reference numeral 51 inFIG. 27 ) includes but is not limited to an Adhesives Research, Inc.® ARclear® DEV-8932 optically clear silicone adhesive. For instance, a 25.0 μm thick sheet (i.e the seventh thickness t7=25.0 μm) of ARclear® DEV-8932 can be used for the transferadhesive layer 51. - The
belt material 81 can be an optically transparent material so that light L can pass though thebelt material 81, thecompliant media 70, and theimprint stamp 20 t. Suitable optically transparent materials for thebelt material 81 include but are not limited to a Polyester film and Mylar®. Although a thickness of thebelt material 81 will vary based on the application, a suitable range for the thickness of thebelt material 81 that will result in a flexible belt when connected with thecompliant media 70 is from about 50.0 μm to about 150.0 μm - In an alternative embodiment of the present invention, as illustrated in
FIGS. 40, 41 , and 46, theembossing apparatus 200 includes an embossing drum instead of theaforementioned embossing belt 100. Theembossing apparatus 200 includes theflexible substrate 101, thecoating unit 300, and anembossing drum 90 that includes an opticallytransparent cylinder 69 and the opticallytransparent complaint media 70 that is connected with thecylinder 69. As described above, thecomplaint media 70 includes the opticallytransparent imprint stamp 20 t with theimprint pattern 20 q therein.FIG. 46 andFIGS. 32 through 34 b provide a more detailed view of theembossing drum 90 than is depicted inFIGS. 40 and 41 . - Also as described above, a
drive unit 110 imparts a drive motion WD to theembossing drum 90 and theflexible substrate 101. Theembossing apparatus 200 can include the above mentionedguide roller 109 for maintaining the constant distance Dc, thesupply reel 107 s, and thetakeup reel 107 t. Thedrive unit 110 may drive thetakeup reel 107 t and/or one or more of thetransport rollers 103. Alternatively, theembossing drum 90 may be driven by thedrive unit 110; however, care should be taken to avoid slippage between thecompliant media 70 and theflexible substrate 101. - A plurality of the
transport rollers 103 are connected with thebase side 101 b of theflexible substrate 101 and are operative to conformally wrap thecoated side 101 c over a portion of theembossing drum 90 so that theembossing drum 90 imparts a tension in theflexible substrate 101 and that tension generates a pressure between theflexible substrate 101 and theembossing drum 90. The pressure is operative to effectuate the embossing of theimprint stamp 20 t in thephotopolymer material 301. - The drive motion WD transports the
coated side 101 c over theembossing drum 90 and urges theimprint stamp 20 t into contact with thecoated side 101 c so that theimprint pattern 20 q is embossed in thephotopolymer material 301 to form the replicatepattern 20 u in thephotopolymer material 301. InFIG. 46 , thecompliant media 70 forms an outer surface of theembossing drum 90 so that thecoated side 101 c comes into contact with thecompliant media 70 and theimprint stamp 20 t as theflexible substrate 101 is transported over the wrapped portion of theembossing drum 90. - The ultraviolet
light source 99 irradiates the replicatepattern 20 u with the ultraviolet light L that passes through thecylinder 69 and theimprint stamp 20 t. The irradiating of the replicatepattern 20 u occurs contemporaneously with the embossing of the replicatepattern 20 u. - As previously described, the
flexible substrate 101 can be opaque to the ultraviolet light L. InFIGS. 40, 41 , and 46, theultraviolet light source 99 can be positioned inside theembossing drum 90 or outside theembossing drum 90. It may be necessary to increase an intensity of the ultravioletlight source 99 if the ultravioletlight source 99 is positioned outside of theembossing drum 90 because the ultraviolet light L must pass through two layers of thecylinder 69 and thecompliant media 70 and some attenuation of the ultraviolet light L may occur. - The ultraviolet
light source 99 can include thereflector 99 r as described above and thereflector 99 r can create the curing window CW (seeFIG. 46 ). The ultravioletlight source 99 can be a UVA light source and the ultraviolet light L can have a wavelength from about 300.0 nm to about 400.0 nm. - The same materials as described above for the
embossing belt 100 can be used for theembossing drum 90; however, thecylinder 69 can be an optically transparent material including but not limited to a glass, a plastic, and quartz. - The aforementioned Gravure Coater, Micro Gravure™ Coater, or Slot Die Coater can be used for the
coating unit 300 and the first thickness tc of thephotopolymer material 301 can be in a range from about 0.5 μm to about 1.0 μm. - The
embossing belt 100 and theembossing drum 90 can be made using a method described below in reference toFIGS. 1 through 37 b. - In
FIGS. 1 through 4 , amaster substrate 11 is patterned and then etched to form animprint pattern 20 therein. InFIG. 1 , themaster substrate 11 is coated with a material 155 that will serve as an etch mask. Thematerial 155 can be a photoresist material that is commonly used in the microelectronics art. Amask 151 that carries apattern 153 to be formed in themaster substrate 11 is illuminated with light 154 which exposes the material 155 with thepattern 153. - In
FIG. 2 , thematerial 155 is developed to remove those portions of the material 155 that were exposed to the light 154. InFIGS. 2 and 3 , themaster substrate 11 is etched with an etch material to remove those portions of themaster substrate 11 that are not covered with thematerial 155. As a result, inFIG. 3 , a plurality ofimprint patterns 20 p are formed in themaster substrate 11. InFIG. 4 , theimprint patterns 20 p define animprint stamp 20 on themaster substrate 11. - The
imprint stamp 20 can includeimprint patterns 20 p that vary in all three dimensions of width, length, and height. In the cross-sectional view ofFIG. 4 and the top plan view ofFIG. 5 , theimprint patterns 20 p vary in a width dimension d0, a height dimension h0, and a length dimension L0. The actual dimensions of theimprint patterns 20 p will be application dependent and will depend to a large extent on the lithography process used for the patterning thematerial 155. For example, if a state-of-the-art microelectronics lithography process is used, then the dimensions (d0, h0, L0) can be of a sub-micrometer scale, that is, less than 1.0 μm. For instance, theimprint patterns 20 p can be nano-imprint patterns that can have dimensions (d0, h0, L0) of 100.0 nm or less. Accordingly, theimprint stamp 20 would be a nano-imprint stamp withimprint patterns 20 p that have nanometer-size dimensions (d0, h0, L0). - Lithography processes that are well understood in the microelectronics art can be used to pattern and etch the
master substrate 11. For example, a photolithography process using a photoresist for thematerial 155 and an etch process such as reactive ion etching (RIE) can be used to form theimprint stamp 20 in themaster substrate 11. - Suitable materials for the
master substrate 11 include but are not limited to a silicon (Si) substrate and a silicon (Si) wafer. InFIG. 5 , themaster substrate 11 is a silicon wafer with a wafer flat 11 F. Four of theimprint stamps 20 are formed in themaster substrate 11. The silicon wafer can be any size. For example a 4.0 inch silicon wafer was used as themaster substrate 11 for four of theimprint stamps 20. Larger diameter silicon wafers (e.g. 8 inch or 12 inch) can be used to provide a larger surface area for more of theimprint stamps 20 or forlarger imprint stamps 20. Although theimprint patterns 20 p appear to be identical inFIG. 5 , theimprint stamps 20 can includeimprint patterns 20 p that vary (i.e are not identical) among theimprint stamps 20. - In
FIG. 6 , arelease layer 13 is deposited over theimprint patterns 20 p. Therelease layer 13 includes a first thickness t1 that is operative to conformally coat theimprint patterns 20 p such that the first thickness t1 is substantially equally thick on the vertical and the horizontal surfaces of theimprint patterns 20 p. Suitable materials for therelease layer 13 include but are not limited to a fluorocarbon material. As an example, the fluorocarbon material for therelease layer 13 can be deposited using a plasma deposition of a trifluoromethane (CHF3) gas for about 5.0 minutes. - The first thickness t1 will be application dependent; however, as will be discussed below, the
release layer 13 is operative to provide a non-stick surface upon which to apply a silicone-based elastomer material that will later be released from therelease layer 13. Therefore, therelease layer 13 can be a very thin layer having a first thickness t1 that is from about 50.0 nm to about 150.0 nm thick. - In
FIG. 7 , a silicone-basedelastomer layer 15 is deposited over therelease layer 13 to a first depth d1 that completely covers theimprint patterns 20 p. To obtain a uniform thickness for the silicone-basedelastomer layer 15, themaster substrate 11 should be substantially level. This can be accomplished by placing themaster substrate 11 on a level surface or a level vacuum chuck prior to depositing the silicone-basedelastomer layer 15, for example. - The silicone-based
elastomer layer 15 is then cured by heating H themaster substrate 11. The curing can be accomplished by baking themaster substrate 11 at a predetermined temperature for a predetermined amount of time. The actual time and temperature will be application dependent and will also depend on the type of material used for the silicone-basedelastomer layer 15. Suitable materials for the silicone-basedelastomer layer 15 include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD® 182 silicone elastomer, SYLGARD® 183 silicone elastomer, SYLGARD® 184 silicone elastomer, and SYLGARD® 186 silicone elastomer. - The first depth d1 of the silicone-based
elastomer layer 15 can be application dependent. However, in a preferred embodiment, the first depth d1 of the silicone-basedelastomer layer 15 is from about 0.5 mm to about 1.5 mm. For PDMS or the DOW CORNING® SYLGARD® silicone-based elastomers, the curing of the silicone-basedelastomer layer 15 can be accomplished by baking themaster substrate 11 in an oven or the like. The predetermined temperature and the predetermined amount of time for the curing can be for about 4.0 hours at a temperature of about 100.0° C. - In an alternative embodiment, also illustrated in
FIG. 6 , prior to the above mentioned curing step, acover layer 16 having a second thickness t2 is applied over the already deposited silicone-basedelastomer layer 15. Preferably, thecover layer 16 is a Polyester film and the second thickness t2 is from about 50.0 μm to about 150.0 μm. Thecover layer 16 may be used to planarize any surface anomalies in the silicone-basedelastomer layer 15 that cause deviations from a substantiallyplanar surface 15 s of the silicone-basedelastomer layer 15. - After the curing step, a complementary image of the
imprint patterns 20 p are replicated 20 r in the silicone-basedelastomer layer 15 such that animprint stamp 20 a is formed in the silicone-based elastomer layer 15 (seeFIGS. 8 through 10 ). - In
FIG. 7 , after the curing step, the silicone-basedelastomer layer 15 is released from therelease layer 13. A tip of a pair of tweezers or an edge of a knife or razor, such as an X-Acto® Knife, can be used to separate the silicone-basedelastomer layer 15 from therelease layer 13 as depicted by a knife edge K and a dashed arrow inserted between the silicone-basedelastomer layer 15 and therelease layer 13. The silicone-basedelastomer layer 15 can then be lifted off of therelease layer 13 by grabbing an edge of the silicone-basedelastomer layer 15 and peeling off (see dashed arrow P) the silicone-basedelastomer layer 15 from therelease layer 13. If the above mentionedcover layer 16 is used, then thecover layer 16 is removed from the silicone-basedelastomer layer 15 before the silicone-basedelastomer layer 15 is released from therelease layer 13. - In
FIGS. 8, 9 , and 10, theimprint stamp 20 a is removed from an excess portion of the silicone-basedelastomer layer 15 that surrounds theimprint stamp 20 a. If the above mentionedcover layer 16 is used, then theimprint stamp 20 a is removed from an excess portion of the silicone-basedelastomer layer 15 and thecover layer 16 that surround theimprint stamp 20 a. - In either case, the
imprint stamp 20 a can be removed from the excess portion by placing the silicone-basedelastomer layer 15 on a substantiallyflat substrate 21 and then cutting C around a perimeter (see dashed lines inFIGS. 8 and 9 ) of theimprint stamp 20 a to release the excess portions of the silicone-basedelastomer layer 15 or the silicone-basedelastomer layer 15 and thecover layer 16 from theimprint stamp 20 a. A knife, razor, die, or the like can be used to accomplish the cutting as depicted by a knife K inFIG. 9 . After theimprint stamp 20 a has been released, the excess portions (15, or 15 and 16) can be peeled off of the substantiallyflat substrate 21 so that theimprint stamp 20 a is no longer connected with the excess portions (seeFIG. 10 ). The substantiallyflat substrate 21 can be a material including but not limited to a glass, a metal, a plastic, and quartz. For example, the substantiallyflat substrate 21 can be a glass plate. - Optionally, the above mentioned steps may be repeated as necessary to produce
additional imprint stamps 20 a using themaster substrate 11. One advantage of the method of the present invention is that themaster substrate 11 is not damaged by the aforementioned process steps. Consequently, thesame master substrate 11 can be repeatedly used to produceseveral imprint stamps 20 a. Therefore, the cost of patterning and etching themaster substrate 11 and depositing therelease layer 13 can be amortized overseveral imprint stamps 20 a. - Another advantage of the method of the present invention is that the
master substrate 11 need not be cleaned after each use in order to remove contaminants, such as dust particles, because the silicone-basedelastomer layer 15 flows around the particles and entrains them. Consequently, themaster substrate 11 is self-cleaning because the particles are removed with the silicone-basedelastomer layer 15. - In
FIG. 11 , a flat andthin plastic film 33 having a third thickness t3 is placed on a flat and compliantsilicone rubber backing 31 having a fourth thickness t4. Suitable materials for thethin plastic film 33 include but are not limited to a Polymide and a Polyester (PET, Polyethylene Terephthalate). The third thickness t3 and the fourth thickness t4 will be application dependent. Preferably, the third thickness t3 of thethin plastic film 33 is from about 40.0 μm to about 100.0 μm and the fourth thickness t4 of thesilicone rubber backing 31 is from about 0.125 inches to about 0.25 inches. The fourth thickness t4 of thesilicone rubber backing 31 should be selected to ensure thesilicone rubber backing 31 is complaint (i.e. not stiff). - In
FIG. 12 , asurface 33 s of thethin plastic film 33 is coated with aphotopolymer solution 35. Thephotopolymer solution 35 can include but is not limited to a mixture of about 50% of a photopolymer material and about 50% acetone. As will be describe below, the acetone will evaporate leaving a substantially photopolymer layer on thesurface 33 s of thethin plastic film 33. The photopolymer material can include but is not limited to a Norland™ Optical Adhesive that cures when exposed to ultraviolet light. Preferably, the photopolymer material will cure in a time from about 5.0 seconds to about 60.0 seconds. For example, a Norland® NOA 83H photopolymer can be used for thephotopolymer solution 35. - In
FIGS. 13 and 14 , thephotopolymer solution 35 is spread over thesurface 33 s of thethin plastic film 33 to form aphotopolymer layer 35 having a fifth thickness t5. Preferably, the spreading of thephotopolymer solution 35 is accomplished using a Mayer bar M1 that is wound with a wire W1 having a first diameter. The Mayer bar M1 slides S over thesurface 33 s and meters thephotopolymer solution 35 so that thephotopolymer layer 35 having a fifth thickness t5 is formed. Any acetone in thephotopolymer solution 35 substantially evaporates during the spreading process. As a result, thephotopolymer layer 35 comprises substantially a photopolymer material as described above. Preferably, the fifth thickness t5 of thephotopolymer layer 35 is from about 5.0 μm to about 10.0 μm. The first diameter of the wire W1 will be application dependent. Preferably, the first diameter of the wire W1 is from about 50.0 μm micrometers to about 100.0 μm. - In
FIG. 15 , a patternedsurface 21 a of theimprint stamp 20 a is placed on thephotopolymer layer 35. Placing theimprint stamp 20 a on thephotopolymer layer 35 can include placing an edge e1 of theimprint stamp 20 a in contact with thephotopolymer layer 35 and holding the edge e1 down while progressively lowering (see arrows L1 and d) a remainder of the patternedsurface 21 a into contact with thephotopolymer layer 35. A pair of tweezers or a suction wand can be used to grasp an edge e2 to accomplish the lowering and to hold the edge e1 down. Alternatively, a rubber roller or the like can be used in conjunction with the progressive lowering to bring the patternedsurface 21 a into contact with thephotopolymer layer 35. - One advantage to the progressive lowering is that air entrapped between the
photopolymer layer 35 and the patternedsurface 20 r is displaced so that air bubbles that can cause defects are not trapped between thephotopolymer layer 35 and the patternedsurface 20 r. - Another advantage of the method of the present invention is that once the
imprint stamp 20 a has been placed on thephotopolymer layer 35, theimprint stamp 20 a can be floated (see dashed arrow F) over asurface 35 s of thephotopolymer layer 35 to position theimprint stamp 20 a at a predetermined location on thephotopolymer layer 35. The floating F can be done manually using a tweezer or suction wand, or the floating F can be automated and a precision mechanical device, such as a robotic end effector, can be used to precisely position theimprint stamp 20 a. - In
FIG. 16 , thephotopolymer layer 35 is cured to fix a position of theimprint stamp 20 a on thephotopolymer layer 35 and to transfer an image of theimprint pattern 20 r to thephotopolymer layer 35. Thephotopolymer layer 35 is cured by irradiating thephotopolymer layer 35 with an ultraviolet light UV of a predetermined intensity for a first time period. Thephotopolymer layer 35 hardens as it cures and an the image of theimprint pattern 20 r that is transferred into thephotopolymer layer 35 also hardens and is fixed in thephotopolymer layer 35 as animprint pattern 20 s. - The ultraviolet light UV can have a wavelength that includes but is not limited a range from about 300.0 nm to about 400.0 nm. The predetermined intensity of the ultraviolet light UV can include but is not limited to an intensity of about 150 mW/cm2. The first time period can include but is not limited to a time period from about 5.0 seconds to about 60.0 seconds. For example, the ultraviolet light UV can be from a UVA ultraviolet light source.
- Yet another advantage of the method of the present invention is that the
imprint stamps 20 a that are used to pattern thephotopolymer layer 35 can have a thickness (see tA and tB inFIG. 16 ) that can vary and those variations in thickness will not effect the accuracy of the transfer of theimprint pattern 20 r toimprint pattern 20 s of thephotopolymer layer 35. The variations in thickness (tA and tB) can be due to variations in the process used to make theimprint stamps 20 a, variations in the first depth d1 ofFIG. 7 , or the use ofdifferent master substrates 11 to makedifferent imprint stamps 20 withdifferent imprint patterns 20 p. - After the curing step, in
FIGS. 17 and 18 , theimprint stamps 20 a are removed P from thephotopolymer layer 35 so that the image of theimprint pattern 20 r defines aphotopolymer shim 36 with theimprint pattern 20 s fixed therein. Theimprint stamps 20 a can be removed P using a pair of tweezers or the like to grab an edge (e1 or e2) and then lift theimprint stamps 20 a from the photopolymer layer 35 (see dashed arrow P). - In
FIG. 19 , thephotopolymer shim 36 is post-cured by heating thephotopolymer shim 36. The post-curing of thephotopolymer shim 36 can include but is not limited to a time of about 1.0 hour at a temperature of about 100° C. Optionally, afer the post-curing step, thephotopolymer shim 36 can be rinsed with an acetone solution to remove chemical species which might inhibit curing of a silicone based elastomer material such as PDMS or the above mentioned SYLGARD® silicone-based elastomers. The post-curing of thephotopolymer shim 36 drives off cure-inhibiting species and improves an adhesion of thephotopolymer shim 36 to thethin plastic film 33. - In
FIG. 19 , after the post-curing of thephotopolymer shim 36, a coating of afluorocarbon material 37 having a sixth thickness t6 is deposited on thephotopolymer shim 36. The sixth thickness t6 can include but is not limited to a thickness from about 50.0 nm to about 150.0 nm. As an example, thefluorocarbon material 37 can be deposited using a plasma deposition of a trifluoromethane (CHF3) gas for about 5.0 minutes. - Also in
FIG. 19 , after the deposition of thefluorocarbon material 37, a tweezer or a knife edge can be inserted between thethin plastic film 33 and thesilicone rubber backing 31 and thethin plastic film 33 can be pulled off of thesilicone rubber backing 31 as shown by the dashed arrow P. Hereinafter, the combination of thephotopolymer shim 36 and thethin plastic film 33 will be referred to as thephotopolymer shim 36 unless otherwise noted. - In
FIG. 20 , after thethin plastic film 33 is separated, thephotopolymer shim 36 is attached to asupport substrate 41. Thephotopolymer shim 36 can be connected with thesupport substrate 41 by laying thephotopolymer shim 36 on thesupport substrate 41 and fastening an end of thephotopolymer shim 36 to thesupport substrate 41 using an adhesive. For example, a high temperature adhesive tape T can be used. Thesupport substrate 41 can be made from a material including but not limited to a glass and quartz. - In
FIGS. 21 and 22 , ashim stock 43 having a first height h1 is attached to thesupport substrate 41. Theshim stock 43 can be connected with thesupport substrate 41 using an adhesive such as the above mentioned high temperature adhesive tape T, for example. Theshim stock 43 is positioned adjacent to thephotopolymer shim 36 and is spaced apart from thephotopolymer shim 36 by a first distance D1 so that there is a space between theshim stock 43 and thephotopolymer shim 36 on asurface 41 s of thesupport substrate 41. The first height h1 of theshim stock 43 should exceed a height hS of thephotopolymer shim 36 as depicted inFIG. 22 . The first height h1 and the first distance D1 will be application dependent; however, the first height h1 can be in a range including but not limited to from about 0.5 mm to about 1.5 mm and the first distance D1 can be in a range including but not limited to from about 1.0 mm to about 2.0 mm. Theshim stock 43 can be a material including but not limited to a metal, a glass, quartz, and stainless steel. For instance, theshim stock 43 can be a stainless steel shim stock and the first height h1 can be about 0.5 mm. - In
FIG. 21 , thesupport substrate 41 is preheated H to increase a temperature of thesupport substrate 41 in preparation for a coating of theshim stock 43 and thephotopolymer shim 36 with a silicone-based elastomer material as will be discussed below. Preferably, the silicone-based elastomer material is not coated on a cold or on a room temperature (i.e. from about 18.0° C. to about 28.0° C.)support substrate 41. The preheated temperature for thesupport substrate 41 will be application dependent and the temperature should not exceed a temperature limit of thephotopolymer shim 36. For example, thesupport substrate 41 can be preheated to a temperature of about 100° C. A temperature of about 100° C. is below the temperature limits of most photopolymer materials. - In
FIGS. 22 and 23 , thephotopolymer shim 36 and theshim stock 43 are coated with acompliant material 44 that completely covers thephotopolymer shim 36 and the shim stock 43 (seeFIG. 22 ). Suitable materials for thecompliant material 44 include but are not limited to a silicone-based elastomer material and an amorphous fluoropolymer material. - Suitable silicone-based elastomer materials include but are not limited to Polydimethyl Siloxane (PDMS), DOW CORNING® silicone-based conformal coatings including SYLGARD® 182 silicone elastomer, SYLGARD® 183 silicone elastomer, SYLGARD® 184 silicone elastomer, and SYLGARD® 186 silicone elastomer. Preferably, the PDMS is a mixture of about 10.0 parts of a base and about 1.5 parts of a curing agent. The base and the curing agent can be mixed by weight or by volume as they have the same density.
- A suitable material for the amorphous fluoropolymer material includes but is not limited to TEFLON® AF. For example, a DuPont™ TEFLON® AF can be used for the
compliant material 44. When thecompliant material 44 comprises the amorphous fluoropolymer material, the above mentioned preheating step ofFIG. 21 is not required. - In
FIGS. 23 and 24 , thecompliant material 44 is spread over thephotopolymer shim 36 and theshim stock 43 to form acompliant media 45 that covers thephotopolymer shim 36 and the shim stock 43 (see thicknesses t8 and t9 inFIG. 24 ). Theimprint pattern 20 s in thephotopolymer shim 36 is transferred to thecompliant media 45 so that animprint stamp 20 t is formed in thecompliant media 45. - Preferably, the spreading of the
compliant material 44 is accomplished using a Mayer bar M2 that is wound with a wire W2 having a second diameter. The Mayer bar M2 slides S over theshim stock 43 and meters thecompliant material 44 to form a smooth and uniformly thickcompliant media 45. Thecompliant material 44 will cover theshim stock 43 by a thickness t8 and will cover thephotopolymer shim 36 by a thickness t9, where t9>>t8. The Mayer bar M2 is wound with a much coarser diameter of wire than the Mayer bar M1 that was discussed above. The second diameter of the wire W2 will be application dependent. Preferably, the second diameter of the wire W2 is from about 1.0 mm to about 3.0 mm. For example, a wire with a diameter of about 1.5 mm can be wound on the Mayer bar M2. - After the spreading, the
support substrate 41 is heated H. Thesurface 41 s is operative to provide a surface for aportion 45 c of thecompliant media 45 to adhere to during and after the heating step. The time and temperature for the heating H of thesubstrate 41 will be application dependent, and as before, the temperature must not exceed a temperature limit for thephotopolymer shim 36 or for thecompliant media 45. As an example, thesupport substrate 41 can be heated H for about 4.0 hours at a temperature of about 100.0° C. when thecompliant media 45 is made from the silicone-based elastomer material. The heating H cures the silicone-based elastomer material. Alternatively, thesupport substrate 41 can be heated H for about 4.0 hours at a temperature of about 60.0° C. when the compliant media is made from the amorphous fluoropolymer material. In this case, the heating H drys out the amorphous fluoropolymer material. - After the heating step, the
support substrate 41 is cooled down. Preferably, thesupport substrate 41 is allowed to cool down to a temperature of about a room temperature (i.e. from about 18.0° C. to about 28.0° C.). - After the
support substrate 41 has cooled down, theshim stock 43 is removed from thesupport substrate 41. InFIG. 24 , theshim stock 43 can be removed by cutting K thecompliant media 45 along an edge of theshim stock 43 that is adjacent to thephotopolymer shim 36. A knife, razor, or the like can be used to cut K thecompliant media 45. After thecompliant media 45 is cut K, theshim stock 43 can be pulled off of thesupport substrate 41. The edge of the shim stock 43 (see dashed line for K) should be used as a guide for making the cut K because theportion 45 c of thecompliant media 45 adheres to thesurface 41 s of thesupport substrate 41 and the adhesion prevents thecompliant media 45 from being prematurely separated from thesubstrate 41. - In
FIGS. 25 through 27 , a first adhesive surface A1 of a transferadhesive layer 51 is applied to asurface 45 s of thecompliant media 45 so that the transferadhesive layer 51 adheres to thecompliant media 45. The transferadhesive layer 51 includes a seventh thickness t7 and a second adhesive surface A2 as will be described below. - In
FIG. 25 , the first adhesive surface A1 can be exposed, prior to being applied to thesurface 45 s, by peeling back P1 afirst backing 53 from the transferadhesive layer 51. Similarly, the second adhesive surface A2 can be exposed by peeling back P2 asecond backing 55 from the transferadhesive layer 51. The first adhesive surface A1 can be connected with thesurface 45 s by using a roller 59 (seeFIG. 26 ). - In
FIG. 26 , the first adhesive surface A1 is positioned at an edge of thecompliant media 45 and then theroller 59 is rolled R across thesecond backing 55 to progressively apply the first adhesive surface A1 across thesurface 45 s until theentire surface 45 s is connected with the first adhesive surface A1 (seeFIG. 27 ). Theroller 59 can be a rubber roller, for example. Theroller 59 allows the first adhesive surface A1 to be applied to thesurface 45 s without trapping air between the first adhesive surface A1 and thesurface 45 s. - The seventh thickness t7 of the transfer
adhesive layer 51 will be application dependent. However, because the transferadhesive layer 51 will remain attached to thecompliant media 45 and because it is desirable for thecompliant media 45 to be flexible, the transferadhesive layer 51 should be as thin as possible. Preferably, the seventh thickness t7 of the transferadhesive layer 51 is from about 20.0 μm thick to about 100.0 μm thick. - Preferably, the transfer
adhesive layer 51 is an optically transparent material so that another photopolymer material that is brought into contact with thecompliant media 45 and theimprint stamp 20 t can be cured by a light source that is incident on both the transferadhesive layer 51 and thecompliant media 45 as will be described below. - A suitable optically transparent material for the transfer
adhesive layer 51 includes but is not limited to an Adhesives Research, Inc.™ ARclear™ DEV-8932 optically clear silicone adhesive. For instance, a 25.0 μm thick sheet (i.e the seventh thickness t7=25.0 μm) of ARclear™ DEV-8932 can be used for the transferadhesive layer 51. - In
FIG. 28 , thecompliant media 45 can be separated from thesupport substrate 41 by using a knife, razor, suction wand, tweezer, or the like to initiate the separation of thecompliant media 45 from thesupport substrate 41 as depicted by the knife K. InFIG. 29 , an example of the features (i.e. patterns) that comprise theimprint stamp 20t are depicted in greater detail. InFIG. 30 , after the peeling, thecompliant media 45 is still connected with thephotopolymer shim 36 and thethin plastic film 33. - An additional advantage of the method of the present invention is that the
photopolymer shim 36 and thethin plastic film 33 layer protect theimprint stamp 20 t from damage during subsequent processing and handling steps that will be described below in reference toFIGS. 31 through 37 b. Those processing and handling steps can be completed and then thephotopolymer shim 36 and thethin plastic film 33 layers can be peeled off to expose theimprint stamp 20 t. Because thephotopolymer shim 36 and thethin plastic film 33 layers will eventually be separated from thecompliant media 45 in order to expose theimprint stamp 20 t carried by thecompliant media 45, hereinafter, unless otherwise noted, the combination of the layers comprising thephotopolymer shim 36 and thethin plastic film 33 will be denoted as the photopolymer shim 36 (seeFIG. 30 ). - Similarly, because the transfer
adhesive layer 51 will remain connected with thecompliant media 45, the combination of thecompliant media 45 and the transferadhesive layer 51 will be denoted as acompliant media 70. InFIGS. 28 and 30 , the combination of thecompliant media 70 and thephotopolymer shim 36 will be denoted as acompliant assembly 75. As will be described below, thecompliant assembly 75 will be connected with a cylinder and a flexible belt material. - In
FIGS. 31 a, 31 b, and 31 c an L-shapedjig 73 that includes ahorizontal section 73 h and avertical section 73 v that forms a low vertical wall. The horizontal and vertical sections (73 h, 73 v) are at a right angle β to each other. The sections (73 h, 73 v) should be smooth and substantially flat. The L-shapedjig 73 can be used to effectuate a laminating of thecompliant assembly 75 to asurface 69 s of acylinder 69. - In
FIGS. 31 a and 31 b, thesupport substrate 41 can be placed on thehorizontal section 73 h and abutted against thevertical section 73 v. Alternatively, if thecompliant assembly 75 has already been separated from thesupport substrate 41, then a bed made from a smooth and flat piece of silicone rubber (not shown) can placed on thehorizontal section 73 h and an end of the bed is abutted against thevertical section 73 v. Thecompliant assembly 75 is placed on top of the bed and is aligned with thevertical section 73 v by using thevertical section 73 v as a vertical straight edge. If thesecond backing 55 is still on the transferadhesive layer 51, then thesecond backing 55 can be peeled off P2 to expose the second adhesive surface A2. - In
FIGS. 31 a and 31 c, acylinder 69 having anouter surface 69 s is aligned with thehorizontal section 73 h and thevertical section 73 v so that theouter surface 69 s is tangent 73 t to those sections (73 h, 73 v). Thecylinder 69 is lowered onto thecompliant assembly 75 so that the second adhesive surface A2 is in contact with a portion of theouter surface 69 s at thetangent point 73 t. Thecylinder 69 is then rolled R in a roll direction RD to collect thecompliant assembly 75 on theouter surface 69 s as thecylinder 69 is rolled R. After thecompliant assembly 75 is rolled onto thecylinder 69, there may be agap 70 g between adjacent ends of thecompliant assembly 75 as depicted inFIG. 31 b. - Suitable materials for the
cylinder 69 include but are not limited to metal, ceramic, glass, quartz, and plastic. Preferably, thecylinder 69 is made from an optically transparent material so that light L can pass though thecylinder 69, thecompliant media 70, and theimprint stamp 20 t. Suitable optically transparent materials for thecylinder 69 include but are not limited to glass, quartz, and plastic. InFIG. 32 , alight source 99, such as an ultraviolet light source, can be positioned inside or outside of thecylinder 69 to irradiate and cure a photopolymer material (not shown) that is urged into contact with theimprint stamp 20 t. Because thecompliant media 70 can be made to any size, thecylinder 69 can include an inside diameter that is sufficient to accommodate thelight source 99. On the other hand, thelight source 99 can be small enough to fit within an inside diameter of thecylinder 69. - In
FIG. 31 b, an alternative method for attaching thecompliant media 45 to thecylinder 69 is depicted. The compliant media is denoted as 45 instead of 70 because the transferadhesive layer 51 is not connected with thecompliant media 45 inFIG. 31 b. First, the first adhesive surface A1 of the transferadhesive layer 51 is exposed by peeling back the first backing 53 (not shown). Second, theouter surface 69 s of thecylinder 69 is connected with the first adhesive surface A1 and then thecylinder 69 is rolled to collect the transferadhesive layer 51 on theouter surface 69 s. Third, a portion of thesecond backing 55 is peeled back to expose a portion of the second adhesive surface A2. Next, the exposed portion of the second adhesive surface A2 is connected with thecompliant media 45 at thetangent point 73 t and thecylinder 69 is rolled in the roll direction RD to collect thecompliant media 45 on thecylinder 69 while simultaneously peeling back 55p a remainder of thesecond backing 55 to expose the remainder of the second adhesive surface A2. - In
FIGS. 32 and 33 , after thecompliant assembly 75 has been rolled onto thecylinder 69, there may be anexcess portion 75 x of thecompliant assembly 75 that must be trimmed so that a majority of thecompliant assembly 75 can be smoothly rolled onto thecylinder 69. As described above, there may be agap 70 g, if there is, then it is desirable to trim theexcess portion 75 x so that thegap 70 g is as small as is practicable. A knife K or the like can be used to trim the excess 75 x so that thecompliant assembly 75 lays on theouter surface 69 s without any bulges. InFIG. 33 , the knife K can cut along a direction Kd to effectuate the trimming of the excess 75 x to form a completelylaminated cylinder 90. InFIG. 33 , theimprint stamps 20 t are depicted in dashed outline because they are still positioned below thephotopolymer shim 36 which have not been separated from thecompliant media 70. - In
FIG. 33 , a line n-n thorough thecylinder 69 and thecompliant assembly 75 is depicted in greater detail in a cross-sectional view inFIGS. 34 a and 34 b. InFIG. 34 a, thecompliant assembly 75 is depicted before the excess 75 x is trimmed. InFIG. 34 b, thecompliant assembly 75 is depicted after the excess 75 x has been trimmed. - In
FIG. 34 a, theexcess portion 75 x comprises thecompliant media 70 and thephotopolymer shim 36. Because the thin plastic film 33 (seeFIG. 28 ) that is connected with thephotopolymer shim 36 may be opaque to light and thephotopolymer shim 36 can be optically transparent, thephotopolymer shim 36 can be peeled back as denoted by the dashed arrow P so that the compliant media 70 (i.e. the opticallytransparent adhesive 51 and optically transparent compliant media 45) can be used to sight along an edge Es of thecompliant assembly 75 that is already connected with theouter surface 69 s of thecylinder 69. - A knife cut K along the sight line (see dashed line) for the edge Es can be used to trim off the excess 75 x so that the unconnected layers of the excess 75 x will align with their respective connected layers, that is: 36′ to 36; 45′ to 45; and 51′ to 51, as depicted in
FIG. 34 a. After the trimming, there may be thesmall gap 70 g between adjacent ends of thecompliant assembly 75. - In
FIG. 34 b, but for thegap 70 g, thecompliant assembly 75 forms an almost continuous layer on theouter surface 69 s of thecylinder 69. After the trimming, thephotopolymer shim 36 can be peeled back P to expose theimprint stamp 20 t on thecompliant media 70. - In
FIGS. 35 and 36 , thecompliant assembly 75 is applied to abelt material 81. Prior to applying thecompliant assembly 75 to thebelt material 81, thesecond backing 55 is peeled off of the transferadhesive layer 51 to expose the second adhesive surface A2. Then the second adhesive surface A2 is progressively applied to asurface 81s of thebelt material 81. Aroller 89, such as a rubber roller, can be used to roll R thecompliant assembly 75 in a roll direction RD. - The rolling R can begin at a first end (75 a, 81 a) and end at a second end (75 b, 81 b) of the
compliant assembly 75 and thebelt material 81. After thecompliant assembly 75 and thebelt material 81 are connected with each other (seeFIG. 36 ), then the first and second ends (81 a, 81 b) can be joined to form abelt 100 as depicted inFIGS. 37 a and 37 b. As described above, agap 70 g may separate the first and second ends (75 a, 75 b). Splicing tape or the like may be used to cover thegap 70 g. A piece of splicingtape 81 t, or the like, can also be used to connect the first and second ends (81 a, 81 b) of thebelt material 81 to form thebelt 100. After thebelt 100 is formed, the layers 71 (i.e. 33 and 36) can be peeled back P to expose theimprint stamp 20 t on thecompliant media 70. A suitable splicing tape includes but is not limited to a high temperature silicone based tape. - The
belt material 81 can be an optically transparent material so that light L can pass though thebelt material 81, thecompliant media 70, and theimprint stamp 20 t. A suitable optically transparent material for thebelt material 81 includes but is not limited to a DuPont™ Mylar®. For example, alight source 99, such as a ultraviolet light source, can be positioned inside or outside of thebelt 100 to irradiate and cure a photopolymer material (not shown) that is urged into contact with theimprint stamp 20 t. Thebelt material 81 can have a thickness tB from about 50.0 μm to about 150.0 μm. - Although several embodiments of an apparatus and a method of the present invention have been disclosed and illustrated herein, the invention is not limited to the specific forms or arrangements of parts so described and illustrated. The invention is only limited by the claims.
Claims (17)
1-16. (canceled)
17. An embossing apparatus, comprising:
a flexible substrate including a coated side and a base side;
a coating unit for depositing a photopolymer material having a first thickness on the coated side;
an embossing drum comprising an optically transparent cylinder and an optically transparent complaint media connected with the cylinder, the compliant media including an optically transparent imprint stamp having an imprint pattern therein;
a drive unit for imparting a drive motion to the embossing drum and the flexible substrate;
a plurality of transport rollers connected with the base side and operative to conformally wrap the coated side over a portion of the embossing drum so that the embossing drum imparts a tension in the flexible substrate and the tension generates a pressure between the flexible substrate and the embossing drum,
the drive motion is operative to transport the coated side over the embossing drum and to urge the imprint stamp and the coated side into contact with each other so that the imprint pattern is embossed in the photopolymer material and forms a replicate pattern in the photopolymer material; and
an ultraviolet light source for irradiating the replicate pattern with an ultraviolet light through the cylinder and the imprint stamp, the irradiating occurring contemporaneously with the embossing of the replicate pattern.
18. The embossing apparatus as set forth in claim 17 , wherein the flexible substrate is opaque to the ultraviolet light.
19. The embossing apparatus as set forth in claim 17 , wherein the ultraviolet light source has a position relative to the embossing drum selected from the group consisting of a position inside of the embossing drum and a position outside of the embossing drum.
20. The embossing apparatus as set forth in claim 17 , wherein the ultraviolet light source comprises a UVA ultraviolet light source.
21. The embossing apparatus as set forth in claim 17 , wherein the ultraviolet light includes a wavelength from about 300.0 nanometers to about 400.0 nanometers.
22. The embossing apparatus as set forth in claim 17 , wherein the coating unit comprises a coater selected from the group consisting of a Gravure coater,.a MICRO GRAVURE COATER, and a Slotdie coater.
23. The embossing apparatus as set forth in claim 17 , wherein the first thickness is in a range from about 0.05 micrometers to about 2.0 micrometers.
24. The embossing apparatus as set forth in claim 17 , wherein at least one of the transport rollers is connected with the drive unit and the drive unit is operative to rotate the transport roller to impart the drive motion to the embossing drum and the flexible substrate.
25. The embossing apparatus as set forth in claim 17 and further comprising:
a supply reel for carrying the flexible substrate and for dispensing the flexible substrate to the coating unit.
26. The embossing apparatus as set forth in claim 17 and further comprising:
a takeup reel for collecting the flexible substrate after the flexible substrate has been embossed and cured.
27. The embossing apparatus as set forth in claim 26 , wherein the takeup reel is connected with the drive unit and the drive unit is operative to rotate the takeup reel to collect the flexible substrate and to impart the drive motion to the embossing drum and the flexible substrate.
28. The embossing apparatus as set forth in claim 17 , wherein the compliant media comprises an optically transparent silicone-based elastomer material that is laminated to an optically transparent transfer adhesive layer.
29. The embossing apparatus as set forth in claim 28 , wherein the optically transparent silicone-based elastomer material is a material selected from the group consisting of Polydimethyl Siloxane, SYLGARD 182, SYLGARD 183, SYLGARD 184, and SYLGARD 186.
30. The embossing apparatus as set forth in claim 28 , wherein the optically transparent transfer adhesive layer is an ARclear DEV-8932 optically clear silicone adhesive.
31. The embossing apparatus as set forth in claim 17 , wherein the optically transparent cylinder is made from a material selected from the group consisting of a glass, a plastic, and quartz.
32. The embossing apparatus as set forth in claim 17 , wherein the ultraviolet light source further includes a reflector for focusing the ultraviolet light at a point where the imprint stamp is urged into contact with the coated surface so that the photopolymer material is not cured before the imprint pattern is embossed in the photopolymer material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/409,202 US20060188598A1 (en) | 2003-04-29 | 2006-04-21 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/425,798 US7070406B2 (en) | 2003-04-29 | 2003-04-29 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
| US11/409,202 US20060188598A1 (en) | 2003-04-29 | 2006-04-21 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/425,798 Division US7070406B2 (en) | 2003-04-29 | 2003-04-29 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20060188598A1 true US20060188598A1 (en) | 2006-08-24 |
Family
ID=32990380
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/425,798 Expired - Lifetime US7070406B2 (en) | 2003-04-29 | 2003-04-29 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
| US11/409,202 Abandoned US20060188598A1 (en) | 2003-04-29 | 2006-04-21 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/425,798 Expired - Lifetime US7070406B2 (en) | 2003-04-29 | 2003-04-29 | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7070406B2 (en) |
| EP (1) | EP1473594A3 (en) |
| JP (1) | JP2004322641A (en) |
| KR (1) | KR101060355B1 (en) |
| CN (1) | CN1541852A (en) |
| TW (1) | TWI240150B (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070264481A1 (en) * | 2003-12-19 | 2007-11-15 | Desimone Joseph M | Isolated and fixed micro and nano structures and methods thereof |
| US20070275193A1 (en) * | 2004-02-13 | 2007-11-29 | Desimone Joseph M | Functional Materials and Novel Methods for the Fabrication of Microfluidic Devices |
| US20080237936A1 (en) * | 2007-03-29 | 2008-10-02 | Samsung Electronics Co., Ltd. | Pattern forming mold and method and apparatus for forming a pattern |
| US20090027603A1 (en) * | 2005-02-03 | 2009-01-29 | Samulski Edward T | Low Surface Energy Polymeric Material for Use in Liquid Crystal Displays |
| US20090028910A1 (en) * | 2003-12-19 | 2009-01-29 | University Of North Carolina At Chapel Hill | Methods for Fabrication Isolated Micro-and Nano-Structures Using Soft or Imprint Lithography |
| US20090165320A1 (en) * | 2003-09-23 | 2009-07-02 | Desimone Joseph M | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| US20090183643A1 (en) * | 2008-01-18 | 2009-07-23 | Sen-Yeu Yang | Structure of roller imprinting apparatus |
| US20090304992A1 (en) * | 2005-08-08 | 2009-12-10 | Desimone Joseph M | Micro and Nano-Structure Metrology |
| US20100148407A1 (en) * | 2008-12-15 | 2010-06-17 | Dae-Jin Park | Imprint Mold, Imprint Apparatus and Method of Forming Pattern |
| US20100151031A1 (en) * | 2007-03-23 | 2010-06-17 | Desimone Joseph M | Discrete size and shape specific organic nanoparticles designed to elicit an immune response |
| US20110189328A1 (en) * | 2010-01-29 | 2011-08-04 | Hon Hai Precision Industry Co., Ltd. | Printing mold for nanoimprint lithography device |
| US20110229695A1 (en) * | 2010-03-18 | 2011-09-22 | Stanley Michael Marcinkowski | Articles having metalizing and holographic effects |
| US8158728B2 (en) | 2004-02-13 | 2012-04-17 | The University Of North Carolina At Chapel Hill | Methods and materials for fabricating microfluidic devices |
| US8794146B2 (en) | 2009-09-07 | 2014-08-05 | Korea Institute Of Machinery & Materials | Printing device using thermal roll imprinting and patterned plate, microfluodic element using the same, film laminating device for sensor, and printing method |
| US9310676B2 (en) | 2009-08-21 | 2016-04-12 | Basf Se | Apparatus and method for a sub microscopic and optically variable image carrying device |
| TWI556942B (en) * | 2015-07-23 | 2016-11-11 | Aurotek Corp | Roller imprinting system |
| TWI584938B (en) * | 2015-07-23 | 2017-06-01 | Aurotek Corp | Roller imprinting system |
| WO2018191383A1 (en) * | 2017-04-11 | 2018-10-18 | Carpe Diem Technologies, Inc. | System and method of manufacturing a cylindrical nanoimprint lithography master |
Families Citing this family (106)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7066234B2 (en) | 2001-04-25 | 2006-06-27 | Alcove Surfaces Gmbh | Stamping tool, casting mold and methods for structuring a surface of a work piece |
| JP4740518B2 (en) | 2000-07-17 | 2011-08-03 | ボード・オブ・リージエンツ,ザ・ユニバーシテイ・オブ・テキサス・システム | Automated liquid dispensing method and system for transfer lithography process |
| JP2004523906A (en) * | 2000-10-12 | 2004-08-05 | ボード・オブ・リージエンツ,ザ・ユニバーシテイ・オブ・テキサス・システム | Templates for room-temperature and low-pressure micro and nano-transfer lithography |
| US20050064344A1 (en) * | 2003-09-18 | 2005-03-24 | University Of Texas System Board Of Regents | Imprint lithography templates having alignment marks |
| US7179079B2 (en) * | 2002-07-08 | 2007-02-20 | Molecular Imprints, Inc. | Conforming template for patterning liquids disposed on substrates |
| US20080160129A1 (en) | 2006-05-11 | 2008-07-03 | Molecular Imprints, Inc. | Template Having a Varying Thickness to Facilitate Expelling a Gas Positioned Between a Substrate and the Template |
| US7070406B2 (en) * | 2003-04-29 | 2006-07-04 | Hewlett-Packard Development Company, L.P. | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
| US7804649B2 (en) | 2003-09-09 | 2010-09-28 | 3M Innovative Properties Company | Microreplicated achromatic lens |
| US7314365B2 (en) * | 2003-09-24 | 2008-01-01 | Fuji Photo Film Co., Ltd. | Surface treating apparatus and image recording apparatus |
| US9307648B2 (en) | 2004-01-21 | 2016-04-05 | Microcontinuum, Inc. | Roll-to-roll patterning of transparent and metallic layers |
| US9039401B2 (en) | 2006-02-27 | 2015-05-26 | Microcontinuum, Inc. | Formation of pattern replicating tools |
| US7730834B2 (en) * | 2004-03-04 | 2010-06-08 | Asml Netherlands B.V. | Printing apparatus and device manufacturing method |
| US7140861B2 (en) | 2004-04-27 | 2006-11-28 | Molecular Imprints, Inc. | Compliant hard template for UV imprinting |
| US7785526B2 (en) * | 2004-07-20 | 2010-08-31 | Molecular Imprints, Inc. | Imprint alignment method, system, and template |
| US7309225B2 (en) | 2004-08-13 | 2007-12-18 | Molecular Imprints, Inc. | Moat system for an imprint lithography template |
| WO2006059580A1 (en) * | 2004-11-30 | 2006-06-08 | Asahi Glass Company, Limited | Mold and process for production of substrates having transferred micropatterns thereon |
| WO2006060758A2 (en) * | 2004-12-01 | 2006-06-08 | Molecular Imprints, Inc. | Methods of exposure for the purpose of thermal management for imprint lithography processes |
| US7125495B2 (en) | 2004-12-20 | 2006-10-24 | Palo Alto Research Center, Inc. | Large area electronic device with high and low resolution patterned film features |
| US20060177535A1 (en) * | 2005-02-04 | 2006-08-10 | Molecular Imprints, Inc. | Imprint lithography template to facilitate control of liquid movement |
| US20060182838A1 (en) * | 2005-02-11 | 2006-08-17 | Park Hyung K | Apparatus and method for vacuum forming a film |
| TWI261308B (en) * | 2005-03-02 | 2006-09-01 | Ind Tech Res Inst | Micro-nanometer transfer printer |
| JP2008535682A (en) | 2005-03-09 | 2008-09-04 | スリーエム イノベイティブ プロパティズ カンパニー | Apparatus and method for producing microreplicated article |
| ATE500001T1 (en) | 2005-03-09 | 2011-03-15 | 3M Innovative Properties Co | MICRREPLICATED ARTICLE AND METHOD OF PRODUCTION THEREOF |
| US7767273B2 (en) | 2005-03-09 | 2010-08-03 | 3M Innovative Properties Company | Apparatus and method for producing two-sided patterned web in registration |
| TWI271777B (en) * | 2005-04-27 | 2007-01-21 | Ind Tech Res Inst | Uniform pressing micro-nano transfer printing apparatus |
| KR100616728B1 (en) * | 2005-07-07 | 2006-08-28 | 드림칼라(주) | A film the surface scratch crave a seal and method for producing the same |
| EP1951436B1 (en) * | 2005-11-24 | 2009-08-12 | S.D. Warren Company, D/B/A | Coating device comprising flowing coating material for smooth or structured surfaces |
| DE102006024423A1 (en) * | 2006-02-15 | 2007-08-16 | Osram Opto Semiconductors Gmbh | Structure producing method for multiple opto-electronic components, involves producing pressure between roller and auxiliary carrier by relative movement of roller relatively to auxiliary carrier |
| US9174400B2 (en) | 2006-02-15 | 2015-11-03 | Osram Opto Semiconductors Gmbh | Method for producing structures in optoelectronic components and device for this purpose |
| US20070204953A1 (en) * | 2006-02-21 | 2007-09-06 | Ching-Bin Lin | Method for forming structured film as molded by tape die |
| US20070216050A1 (en) * | 2006-03-17 | 2007-09-20 | Kim Sang M | Optical member fabricating apparatus and method and forming mold used for the same |
| US20070218255A1 (en) * | 2006-03-20 | 2007-09-20 | Gray Lorin S Iii | Films for decorating glass and methods of their production |
| WO2007117524A2 (en) | 2006-04-03 | 2007-10-18 | Molecular Imprints, Inc. | Method of concurrently patterning a substrate having a plurality of fields and alignment marks |
| US8287266B2 (en) | 2006-06-16 | 2012-10-16 | GKN Aerospace Services Structures, Corp. | Device for performing consolidation and method of use thereof |
| US20080181958A1 (en) * | 2006-06-19 | 2008-07-31 | Rothrock Ginger D | Nanoparticle fabrication methods, systems, and materials |
| KR100783859B1 (en) | 2006-07-28 | 2007-12-10 | 정동희 | Pattern molding device of rubber pad |
| WO2008014519A2 (en) * | 2006-07-28 | 2008-01-31 | Microcontinuum, Inc. | Addressable flexible patterns |
| US20080079183A1 (en) * | 2006-09-28 | 2008-04-03 | Chi Lin Technology Co., Ltd. | Method for making an optical element |
| US9340053B2 (en) | 2006-11-15 | 2016-05-17 | 3M Innovative Properties Company | Flexographic printing with curing during transfer to substrate |
| US8128393B2 (en) | 2006-12-04 | 2012-03-06 | Liquidia Technologies, Inc. | Methods and materials for fabricating laminate nanomolds and nanoparticles therefrom |
| KR100964985B1 (en) | 2006-12-14 | 2010-06-21 | 미래나노텍(주) | Apparatus and method for manufacturing an optical sheet |
| WO2008091571A2 (en) * | 2007-01-22 | 2008-07-31 | Nano Terra Inc. | High-throughput apparatus for patterning flexible substrates and method of using the same |
| US20080176049A1 (en) * | 2007-01-24 | 2008-07-24 | Samsung Electronics Co., Ltd. | PHOTO-CURABLE COMPOSITION HAVING INHERENTLY EXCELLENT RELEASING PROPERtY AND PATTERN TRANSFER PROPERTY, METHOD FOR TRANSFERRING PATTERN USING THE COMPOSITION AND LIGHT RECORDING MEDIUM HAVING POLYMER PATTERN LAYER PRODUCED USING THE COMPOSITION |
| JP2008194977A (en) * | 2007-02-14 | 2008-08-28 | Hitachi Maxell Ltd | Manufacturing method and manufacturing device of molding |
| KR100804734B1 (en) * | 2007-02-22 | 2008-02-19 | 연세대학교 산학협력단 | Continuous lithography apparatus and method using ultraviolet roll nanoimprinting |
| US8940117B2 (en) | 2007-02-27 | 2015-01-27 | Microcontinuum, Inc. | Methods and systems for forming flexible multilayer structures |
| US20080229941A1 (en) * | 2007-03-19 | 2008-09-25 | Babak Heidari | Nano-imprinting apparatus and method |
| US7964243B2 (en) * | 2007-04-30 | 2011-06-21 | S.D. Warren Company | Materials having a textured surface and methods for producing same |
| ES2701723T3 (en) | 2007-06-28 | 2019-02-25 | Samwon Act Co Ltd | Procedure of duplication of a texture of nanoscale pattern on the surface of an object by printing and electroconformation |
| KR100894736B1 (en) * | 2007-08-22 | 2009-04-24 | 한국기계연구원 | Apparatus for imprint lithography of wide size capable of pressurization of roll-type and spread resin continuously |
| CN101795961B (en) * | 2007-09-06 | 2013-05-01 | 3M创新有限公司 | Tool for making microstructured articles |
| WO2009033017A1 (en) * | 2007-09-06 | 2009-03-12 | 3M Innovative Properties Company | Methods of forming molds and methods of forming articles using said molds |
| CN101796443A (en) * | 2007-09-06 | 2010-08-04 | 3M创新有限公司 | Lightguides having light extraction structures providing regional control of light output |
| JP2011501209A (en) | 2007-10-11 | 2011-01-06 | スリーエム イノベイティブ プロパティズ カンパニー | Color confocal sensor |
| US9472699B2 (en) | 2007-11-13 | 2016-10-18 | Battelle Energy Alliance, Llc | Energy harvesting devices, systems, and related methods |
| US7792644B2 (en) | 2007-11-13 | 2010-09-07 | Battelle Energy Alliance, Llc | Methods, computer readable media, and graphical user interfaces for analysis of frequency selective surfaces |
| US8071931B2 (en) | 2007-11-13 | 2011-12-06 | Battelle Energy Alliance, Llc | Structures, systems and methods for harvesting energy from electromagnetic radiation |
| EP2232531B1 (en) | 2007-12-12 | 2018-09-19 | 3M Innovative Properties Company | Method for making structures with improved edge definition |
| US8518633B2 (en) * | 2008-01-22 | 2013-08-27 | Rolith Inc. | Large area nanopatterning method and apparatus |
| US20120282554A1 (en) * | 2008-01-22 | 2012-11-08 | Rolith, Inc. | Large area nanopatterning method and apparatus |
| KR101268961B1 (en) * | 2008-02-22 | 2013-05-29 | 엘지디스플레이 주식회사 | Fabricating method of light guiding plate and backlight unit with the same |
| WO2009108543A2 (en) | 2008-02-26 | 2009-09-03 | 3M Innovative Properties Company | Multi-photon exposure system |
| CN101909859B (en) * | 2008-02-27 | 2015-02-04 | 夏普株式会社 | Roller type nano-imprint device, mold roll for the roller type nano-imprint device, fixed roll for the roller type nano-imprint device, and nano-imprint sheet manufacturing method |
| EP2248655B1 (en) * | 2008-03-04 | 2016-04-13 | Sharp Kabushiki Kaisha | Optical element |
| WO2009151171A1 (en) * | 2008-06-13 | 2009-12-17 | Miraenanotech Co., Ltd. | Apparatus and method for manufacturing an optical sheet |
| US8021935B2 (en) | 2008-10-01 | 2011-09-20 | Hewlett-Packard Development Company, L.P. | Thin film device fabrication process using 3D template |
| AU2009286690A1 (en) * | 2008-08-27 | 2010-03-04 | Amo Gmbh | Improved nanoimprint method |
| US20100078846A1 (en) * | 2008-09-30 | 2010-04-01 | Molecular Imprints, Inc. | Particle Mitigation for Imprint Lithography |
| US20110210480A1 (en) * | 2008-11-18 | 2011-09-01 | Rolith, Inc | Nanostructures with anti-counterefeiting features and methods of fabricating the same |
| CN101833237B (en) * | 2009-03-13 | 2013-01-09 | 鸿富锦精密工业(深圳)有限公司 | Pressing device |
| CN101900935B (en) * | 2009-05-27 | 2012-09-05 | 比亚迪股份有限公司 | Ultraviolet impressing method and device thereof |
| US8551386B2 (en) | 2009-08-03 | 2013-10-08 | S.D. Warren Company | Imparting texture to cured powder coatings |
| KR101549267B1 (en) * | 2009-10-14 | 2015-09-11 | 엘지디스플레이 주식회사 | Fabricating method of thin film transistor array substrate |
| KR101568268B1 (en) * | 2009-10-27 | 2015-11-11 | 엘지디스플레이 주식회사 | Thin film transistor substrate and method of fabricating the same |
| US9465296B2 (en) * | 2010-01-12 | 2016-10-11 | Rolith, Inc. | Nanopatterning method and apparatus |
| US8691134B2 (en) * | 2010-01-28 | 2014-04-08 | Molecular Imprints, Inc. | Roll-to-roll imprint lithography and purging system |
| JP5693019B2 (en) * | 2010-03-01 | 2015-04-01 | ユニ・チャーム株式会社 | Rotating machine |
| TW201202008A (en) * | 2010-07-12 | 2012-01-16 | Hon Hai Prec Ind Co Ltd | Device and method for making optical film |
| TW201208857A (en) * | 2010-08-16 | 2012-03-01 | Hon Hai Prec Ind Co Ltd | Film manufacturing device |
| KR101520196B1 (en) | 2010-08-23 | 2015-05-21 | 롤리스 아이엔씨 | Mask for near-field lithography and fabrication the same |
| CN102441989A (en) * | 2010-09-17 | 2012-05-09 | 索尼公司 | Manufacturing method of laminated body, stamper, transfer device, laminated body, molding element and optical element |
| TW201219193A (en) * | 2010-11-02 | 2012-05-16 | Ind Tech Res Inst | Uniform pressing apparatus for roll-to-sheet |
| JP5868393B2 (en) * | 2011-05-19 | 2016-02-24 | 綜研化学株式会社 | Nanoimprint mold and method of manufacturing curved body |
| US8795778B2 (en) | 2011-10-19 | 2014-08-05 | Unipixel Displays, Inc. | Photo-patterning using a translucent cylindrical master to form microscopic conductive lines on a flexible substrate |
| TW201334948A (en) * | 2012-02-21 | 2013-09-01 | Coretronic Corp | Imprinting apparatus and imprinting method |
| US9616614B2 (en) * | 2012-02-22 | 2017-04-11 | Canon Nanotechnologies, Inc. | Large area imprint lithography |
| US8847824B2 (en) | 2012-03-21 | 2014-09-30 | Battelle Energy Alliance, Llc | Apparatuses and method for converting electromagnetic radiation to direct current |
| US9233511B2 (en) * | 2012-05-10 | 2016-01-12 | Optiz, Inc. | Method of making stamped multi-layer polymer lens |
| EP2846977A4 (en) * | 2012-05-11 | 2016-09-21 | 10X Technology Llc | Process and apparatus for embossing precise microstructures in rigid thermoplastic panels |
| DE102012112556B4 (en) * | 2012-12-18 | 2018-09-27 | Isimat Gmbh Siebdruckmaschinen | Method and apparatus for cold stamping on three-dimensional objects |
| KR101303194B1 (en) * | 2013-04-24 | 2013-09-03 | 한국기계연구원 | Liquid transfer imprint lithography apparatus using a roll stamp and the method |
| US9589797B2 (en) | 2013-05-17 | 2017-03-07 | Microcontinuum, Inc. | Tools and methods for producing nanoantenna electronic devices |
| DE202014104613U1 (en) | 2014-04-09 | 2015-08-11 | Kuka Systems Gmbh | applicator |
| CN104943430A (en) * | 2015-05-26 | 2015-09-30 | 深圳市中联讯科技有限公司 | UV transferring method for transparent plate |
| BR112018013443A2 (en) | 2015-12-29 | 2018-12-04 | 3M Innovative Properties Co | continuous additive manufacturing methods |
| WO2017117035A1 (en) | 2015-12-29 | 2017-07-06 | 3M Innovative Properties Company | Additive manufacturing methods for adhesives and adhesive articles |
| BR112018013510A2 (en) * | 2015-12-29 | 2018-12-11 | 3M Innovative Properties Co | continuous additive manufacturing apparatus |
| JP6741440B2 (en) * | 2016-02-29 | 2020-08-19 | 住友化学株式会社 | Laminated optical film manufacturing method and laminated optical film manufacturing apparatus |
| WO2018011208A1 (en) * | 2016-07-14 | 2018-01-18 | Morphotonics Holding B.V. | Apparatus for imprinting discrete substrates with a flexible stamp |
| US11213976B2 (en) * | 2016-12-22 | 2022-01-04 | Illumina, Inc. | Imprinting apparatus |
| KR101843548B1 (en) | 2017-12-12 | 2018-03-30 | 주식회사 에이디피 | A method for manufacturing glass sunting film having complex pattern |
| CN109116678A (en) * | 2018-08-21 | 2019-01-01 | 中国科学院深圳先进技术研究院 | Roll ultraviolet nanometer imprinting apparatus |
| KR102666843B1 (en) * | 2018-08-31 | 2024-05-21 | 삼성디스플레이 주식회사 | Master stamp for nano imprint and method of manufacturing of the smae |
| US11104075B2 (en) | 2018-11-01 | 2021-08-31 | Stratasys, Inc. | System for window separation in an additive manufacturing process |
| CN216941832U (en) | 2018-11-01 | 2022-07-12 | 斯特塔西公司 | Additive manufacturing system |
| US11408589B2 (en) | 2019-12-05 | 2022-08-09 | Optiz, Inc. | Monolithic multi-focus light source device |
Citations (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2516254A (en) * | 1947-06-06 | 1950-07-25 | Johns Manville | Method of embossing structural panels |
| US2849752A (en) * | 1956-12-17 | 1958-09-02 | Ibm | Machine for embossing thermoplastic workpiece |
| US3246365A (en) * | 1962-03-02 | 1966-04-19 | Paul Dornbusch | Apparatus for hot embossing continuous webs |
| US3345234A (en) * | 1963-03-21 | 1967-10-03 | Congoleum Nairn Inc | Continuous method for making decorative floor covering |
| US4038917A (en) * | 1972-07-18 | 1977-08-02 | Westvaco Corporation | Thin belt embossing method and apparatus |
| US4138945A (en) * | 1975-07-21 | 1979-02-13 | Thomas Rejto | Simultaneous heat transfer printing and embossing method |
| US4248652A (en) * | 1978-03-30 | 1981-02-03 | Inmont Corporation | Method of making leatherlike materials (A) |
| US4341581A (en) * | 1978-03-30 | 1982-07-27 | Inmont Corporation | Method of making leatherlike materials (B) |
| US4769202A (en) * | 1985-11-29 | 1988-09-06 | The B. F. Goodrich Company | Process of making a conveyor belt |
| US4943351A (en) * | 1988-05-23 | 1990-07-24 | Beloit Corporation | Transfer apparatus and method |
| US5049918A (en) * | 1988-08-25 | 1991-09-17 | Brother Kogyo Kabushiki Kaisha | Color image recording apparatus |
| US5103256A (en) * | 1990-04-12 | 1992-04-07 | Brother Kogyo Kabushiki Kaisha | Image forming apparatus using mask original form |
| US5118532A (en) * | 1990-02-27 | 1992-06-02 | Vytech Industries, Inc. | Method of producing decorative vertical louver window covering material and decorative vertical louver material so produced |
| US5230776A (en) * | 1988-10-25 | 1993-07-27 | Valmet Paper Machinery, Inc. | Paper machine for manufacturing a soft crepe paper web |
| US5283017A (en) * | 1991-11-07 | 1994-02-01 | Hoechst Aktiengesellschaft | Device and process for producing a multi-layer film composite |
| US5429696A (en) * | 1990-11-12 | 1995-07-04 | Hoechst Aktiengesellschaft | Process for producing a multilayered film composite from thermoplastic, coextruded plastic film webs |
| US5460757A (en) * | 1993-12-29 | 1995-10-24 | Topstamp, Inc. | Method for manufacturing pre-inked stamps |
| US5780140A (en) * | 1996-09-23 | 1998-07-14 | Reflexite Corporation | Retroreflective microprismatic material with top face curvature and method of making same |
| US6018383A (en) * | 1997-08-20 | 2000-01-25 | Anvik Corporation | Very large area patterning system for flexible substrates |
| US6024907A (en) * | 1998-02-02 | 2000-02-15 | Bruce Jagunich | Embossing with an endless belt composed of a shape memory alloy |
| US6200399B1 (en) * | 1999-01-14 | 2001-03-13 | Avery Dennison Corporation | Method and apparatus for embossing a precision pattern of micro-prismatic elements in a resinous sheet or laminate |
| US6206672B1 (en) * | 1994-03-31 | 2001-03-27 | Edward P. Grenda | Apparatus of fabricating 3 dimensional objects by means of electrophotography, ionography or a similar process |
| US6358030B1 (en) * | 1998-08-14 | 2002-03-19 | The Procter & Gamble Company | Processing and apparatus for making papermaking belt |
| US6456816B1 (en) * | 2000-10-04 | 2002-09-24 | Nexpress Solutions Llc | Method and apparatus for an intermediate image transfer member |
| US6495214B1 (en) * | 1997-05-21 | 2002-12-17 | Emtec Magnetics Gmbh | Method of producing a film or a layer with a surface structure on both sides |
| US20030006535A1 (en) * | 2001-06-26 | 2003-01-09 | Michael Hennessey | Method and apparatus for forming microstructures on polymeric substrates |
| US20030056885A1 (en) * | 2001-09-18 | 2003-03-27 | Wright Ralph W. | Method and apparatus for mechanically embossing a surface covering |
| US20030098134A1 (en) * | 2001-11-23 | 2003-05-29 | Voith Paper Patent Gmbh | Process and apparatus for producing a fibrous web |
| US20030102591A1 (en) * | 2000-06-16 | 2003-06-05 | Avery Dennison Corporation Delaware | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US6659759B2 (en) * | 2001-10-25 | 2003-12-09 | Hitachi, Ltd. | Apparatus for the production of a recording medium |
| US20050167890A1 (en) * | 2002-06-26 | 2005-08-04 | Energy Conversion Devices, Inc. | Method and apparatus for forming microstructures on polymeric substrates |
| US20050179150A1 (en) * | 2003-01-06 | 2005-08-18 | Bharadwaj Rishikesh K. | Embossed oriented optical films |
| US7070406B2 (en) * | 2003-04-29 | 2006-07-04 | Hewlett-Packard Development Company, L.P. | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3888283A (en) * | 1971-12-27 | 1975-06-10 | Ford B Cauffiel | Tapered pole made of variable width metal strips |
| US3757042A (en) * | 1972-02-18 | 1973-09-04 | Us Navy | Receiver separation and zoom lenses pan and tilt underwater optical viewing system with adjustable source |
| EP0112721B1 (en) * | 1982-12-21 | 1988-05-18 | Ares-Serono N.V. | Assay technique |
| GB8423204D0 (en) * | 1984-09-14 | 1984-10-17 | Comtech Res Unit | Assay technique and equipment |
| JPS6259954A (en) * | 1985-09-10 | 1987-03-16 | Fuji Photo Film Co Ltd | Manufacture of protective coating layer for photographic element |
| GB8618133D0 (en) * | 1986-07-24 | 1986-09-03 | Pa Consulting Services | Biosensors |
| EP0428628A1 (en) * | 1989-06-12 | 1991-05-29 | General Electric Company | A laminar impressor for coating flat substrates |
| JPH03266237A (en) * | 1990-03-15 | 1991-11-27 | Canon Inc | Production of substrate for optical recording medium |
| US5031080A (en) * | 1990-05-24 | 1991-07-09 | Gulton Industries, Inc. | Portable cockpit light assembly |
| JP2883436B2 (en) * | 1990-10-18 | 1999-04-19 | 大日本印刷株式会社 | Hologram duplication method and apparatus |
| US5327225A (en) * | 1993-01-28 | 1994-07-05 | The Center For Innovative Technology | Surface plasmon resonance sensor |
| GB9320326D0 (en) * | 1993-10-01 | 1993-11-17 | Ici Plc | Organic optical components and preparation thereof |
| GB9509487D0 (en) * | 1995-05-10 | 1995-07-05 | Ici Plc | Micro relief element & preparation thereof |
| US5633724A (en) * | 1995-08-29 | 1997-05-27 | Hewlett-Packard Company | Evanescent scanning of biochemical array |
| US5815278A (en) * | 1995-10-25 | 1998-09-29 | University Of Washington | Surface plasmon resonance light pipe sensing probe and related interface optics |
| US5917607A (en) * | 1996-04-25 | 1999-06-29 | Fuji Photo Film Co., Ltd. | Surface plasmon sensor for multiple channel analysis |
| EP0818301B1 (en) | 1996-06-26 | 2001-11-21 | Idemitsu Petrochemical Co., Ltd. | Method of embossing a sheet and embossing apparatus |
| JPH1016048A (en) * | 1996-06-27 | 1998-01-20 | Idemitsu Petrochem Co Ltd | Method and equipment for processing embossed pattern and embossed-surface-shaped thermoplastic resin |
| GB9623185D0 (en) * | 1996-11-09 | 1997-01-08 | Epigem Limited | Improved micro relief element and preparation thereof |
| CA2244324A1 (en) * | 1997-08-04 | 1999-02-04 | Hsm Holographic Systems Munchen Gmbh | A method and an apparatus for fabricating a surface structure, particularly a holographic surface structure, on a substrate |
| US6517995B1 (en) * | 1999-09-14 | 2003-02-11 | Massachusetts Institute Of Technology | Fabrication of finely featured devices by liquid embossing |
| KR100425511B1 (en) | 2000-08-23 | 2004-03-30 | 양근창 | Apparatus and Method for Manufacturing light guide plate for plane light source unit |
-
2003
- 2003-04-29 US US10/425,798 patent/US7070406B2/en not_active Expired - Lifetime
- 2003-11-26 EP EP03027323A patent/EP1473594A3/en not_active Withdrawn
- 2003-11-28 TW TW092133541A patent/TWI240150B/en not_active IP Right Cessation
-
2004
- 2004-03-01 CN CNA200410007348XA patent/CN1541852A/en active Pending
- 2004-04-22 JP JP2004127052A patent/JP2004322641A/en not_active Withdrawn
- 2004-04-28 KR KR1020040029554A patent/KR101060355B1/en active IP Right Grant
-
2006
- 2006-04-21 US US11/409,202 patent/US20060188598A1/en not_active Abandoned
Patent Citations (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2516254A (en) * | 1947-06-06 | 1950-07-25 | Johns Manville | Method of embossing structural panels |
| US2849752A (en) * | 1956-12-17 | 1958-09-02 | Ibm | Machine for embossing thermoplastic workpiece |
| US3246365A (en) * | 1962-03-02 | 1966-04-19 | Paul Dornbusch | Apparatus for hot embossing continuous webs |
| US3345234A (en) * | 1963-03-21 | 1967-10-03 | Congoleum Nairn Inc | Continuous method for making decorative floor covering |
| US4038917A (en) * | 1972-07-18 | 1977-08-02 | Westvaco Corporation | Thin belt embossing method and apparatus |
| US4138945A (en) * | 1975-07-21 | 1979-02-13 | Thomas Rejto | Simultaneous heat transfer printing and embossing method |
| US4248652A (en) * | 1978-03-30 | 1981-02-03 | Inmont Corporation | Method of making leatherlike materials (A) |
| US4341581A (en) * | 1978-03-30 | 1982-07-27 | Inmont Corporation | Method of making leatherlike materials (B) |
| US4769202A (en) * | 1985-11-29 | 1988-09-06 | The B. F. Goodrich Company | Process of making a conveyor belt |
| US4943351A (en) * | 1988-05-23 | 1990-07-24 | Beloit Corporation | Transfer apparatus and method |
| US5049918A (en) * | 1988-08-25 | 1991-09-17 | Brother Kogyo Kabushiki Kaisha | Color image recording apparatus |
| US5230776A (en) * | 1988-10-25 | 1993-07-27 | Valmet Paper Machinery, Inc. | Paper machine for manufacturing a soft crepe paper web |
| US5118532A (en) * | 1990-02-27 | 1992-06-02 | Vytech Industries, Inc. | Method of producing decorative vertical louver window covering material and decorative vertical louver material so produced |
| US5103256A (en) * | 1990-04-12 | 1992-04-07 | Brother Kogyo Kabushiki Kaisha | Image forming apparatus using mask original form |
| US5429696A (en) * | 1990-11-12 | 1995-07-04 | Hoechst Aktiengesellschaft | Process for producing a multilayered film composite from thermoplastic, coextruded plastic film webs |
| US5283017A (en) * | 1991-11-07 | 1994-02-01 | Hoechst Aktiengesellschaft | Device and process for producing a multi-layer film composite |
| US5460757A (en) * | 1993-12-29 | 1995-10-24 | Topstamp, Inc. | Method for manufacturing pre-inked stamps |
| US6206672B1 (en) * | 1994-03-31 | 2001-03-27 | Edward P. Grenda | Apparatus of fabricating 3 dimensional objects by means of electrophotography, ionography or a similar process |
| US5780140A (en) * | 1996-09-23 | 1998-07-14 | Reflexite Corporation | Retroreflective microprismatic material with top face curvature and method of making same |
| US6495214B1 (en) * | 1997-05-21 | 2002-12-17 | Emtec Magnetics Gmbh | Method of producing a film or a layer with a surface structure on both sides |
| US6018383A (en) * | 1997-08-20 | 2000-01-25 | Anvik Corporation | Very large area patterning system for flexible substrates |
| US6024907A (en) * | 1998-02-02 | 2000-02-15 | Bruce Jagunich | Embossing with an endless belt composed of a shape memory alloy |
| US6358030B1 (en) * | 1998-08-14 | 2002-03-19 | The Procter & Gamble Company | Processing and apparatus for making papermaking belt |
| US6200399B1 (en) * | 1999-01-14 | 2001-03-13 | Avery Dennison Corporation | Method and apparatus for embossing a precision pattern of micro-prismatic elements in a resinous sheet or laminate |
| US20010009172A1 (en) * | 1999-01-14 | 2001-07-26 | Avery Dennison Corporation | Method and apparatus for embossing a precision pattern of micro-prismatic elements in a resinous sheet or laminate |
| US6908295B2 (en) * | 2000-06-16 | 2005-06-21 | Avery Dennison Corporation | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US20030102591A1 (en) * | 2000-06-16 | 2003-06-05 | Avery Dennison Corporation Delaware | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US6456816B1 (en) * | 2000-10-04 | 2002-09-24 | Nexpress Solutions Llc | Method and apparatus for an intermediate image transfer member |
| US20030006535A1 (en) * | 2001-06-26 | 2003-01-09 | Michael Hennessey | Method and apparatus for forming microstructures on polymeric substrates |
| US7144241B2 (en) * | 2001-06-26 | 2006-12-05 | Energy Conversion Devices, Inc. | Method and apparatus for forming microstructures on polymeric substrates |
| US20050173071A1 (en) * | 2001-06-26 | 2005-08-11 | Michael Hennessey | Method and apparatus for forming microstructures on polymeric substrates |
| US20050167885A1 (en) * | 2001-06-26 | 2005-08-04 | Michael Hennessey | Method and apparatus for forming microstructures on polymeric substrates |
| US20050160893A1 (en) * | 2001-06-26 | 2005-07-28 | Michael Hennessey | Method and apparatus for forming microstructures on polymeric substrates |
| US6866737B2 (en) * | 2001-09-18 | 2005-03-15 | Awi Licensing Company | Method for mechanically embossing a surface covering using a recyclable solidified slurry embossing tool |
| US20050051260A1 (en) * | 2001-09-18 | 2005-03-10 | Wright Ralph W. | Method for mechanically embossing an article using a recyclable solidified slurry |
| US20030056885A1 (en) * | 2001-09-18 | 2003-03-27 | Wright Ralph W. | Method and apparatus for mechanically embossing a surface covering |
| US6659759B2 (en) * | 2001-10-25 | 2003-12-09 | Hitachi, Ltd. | Apparatus for the production of a recording medium |
| US20030098134A1 (en) * | 2001-11-23 | 2003-05-29 | Voith Paper Patent Gmbh | Process and apparatus for producing a fibrous web |
| US20050167890A1 (en) * | 2002-06-26 | 2005-08-04 | Energy Conversion Devices, Inc. | Method and apparatus for forming microstructures on polymeric substrates |
| US20050179150A1 (en) * | 2003-01-06 | 2005-08-18 | Bharadwaj Rishikesh K. | Embossed oriented optical films |
| US7070406B2 (en) * | 2003-04-29 | 2006-07-04 | Hewlett-Packard Development Company, L.P. | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090165320A1 (en) * | 2003-09-23 | 2009-07-02 | Desimone Joseph M | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| US8268446B2 (en) | 2003-09-23 | 2012-09-18 | The University Of North Carolina At Chapel Hill | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| US20090061152A1 (en) * | 2003-12-19 | 2009-03-05 | Desimone Joseph M | Methods for fabricating isolated micro- and nano- structures using soft or imprint lithography |
| US10842748B2 (en) | 2003-12-19 | 2020-11-24 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- or nano-structures using soft or imprint lithography |
| US20090028910A1 (en) * | 2003-12-19 | 2009-01-29 | University Of North Carolina At Chapel Hill | Methods for Fabrication Isolated Micro-and Nano-Structures Using Soft or Imprint Lithography |
| US9877920B2 (en) | 2003-12-19 | 2018-01-30 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- or nano-structures using soft or imprint lithography |
| US9040090B2 (en) | 2003-12-19 | 2015-05-26 | The University Of North Carolina At Chapel Hill | Isolated and fixed micro and nano structures and methods thereof |
| US20070264481A1 (en) * | 2003-12-19 | 2007-11-15 | Desimone Joseph M | Isolated and fixed micro and nano structures and methods thereof |
| US8992992B2 (en) | 2003-12-19 | 2015-03-31 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- or nano-structures using soft or imprint lithography |
| US11642313B2 (en) | 2003-12-19 | 2023-05-09 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- or nano-structures using soft or imprint lithography |
| US9902818B2 (en) | 2003-12-19 | 2018-02-27 | The University Of North Carolina At Chapel Hill | Isolated and fixed micro and nano structures and methods thereof |
| US8420124B2 (en) | 2003-12-19 | 2013-04-16 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- and nano-structures using soft or imprint lithography |
| US10517824B2 (en) | 2003-12-19 | 2019-12-31 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro- or nano-structures using soft or imprint lithography |
| US8263129B2 (en) | 2003-12-19 | 2012-09-11 | The University Of North Carolina At Chapel Hill | Methods for fabricating isolated micro-and nano-structures using soft or imprint lithography |
| US8158728B2 (en) | 2004-02-13 | 2012-04-17 | The University Of North Carolina At Chapel Hill | Methods and materials for fabricating microfluidic devices |
| US20070275193A1 (en) * | 2004-02-13 | 2007-11-29 | Desimone Joseph M | Functional Materials and Novel Methods for the Fabrication of Microfluidic Devices |
| US8444899B2 (en) | 2004-02-13 | 2013-05-21 | The University Of North Carolina At Chapel Hill | Methods and materials for fabricating microfluidic devices |
| US20090027603A1 (en) * | 2005-02-03 | 2009-01-29 | Samulski Edward T | Low Surface Energy Polymeric Material for Use in Liquid Crystal Displays |
| US20090304992A1 (en) * | 2005-08-08 | 2009-12-10 | Desimone Joseph M | Micro and Nano-Structure Metrology |
| US20100151031A1 (en) * | 2007-03-23 | 2010-06-17 | Desimone Joseph M | Discrete size and shape specific organic nanoparticles designed to elicit an immune response |
| US20080237936A1 (en) * | 2007-03-29 | 2008-10-02 | Samsung Electronics Co., Ltd. | Pattern forming mold and method and apparatus for forming a pattern |
| US20090183643A1 (en) * | 2008-01-18 | 2009-07-23 | Sen-Yeu Yang | Structure of roller imprinting apparatus |
| US20100148407A1 (en) * | 2008-12-15 | 2010-06-17 | Dae-Jin Park | Imprint Mold, Imprint Apparatus and Method of Forming Pattern |
| US9310676B2 (en) | 2009-08-21 | 2016-04-12 | Basf Se | Apparatus and method for a sub microscopic and optically variable image carrying device |
| US8794146B2 (en) | 2009-09-07 | 2014-08-05 | Korea Institute Of Machinery & Materials | Printing device using thermal roll imprinting and patterned plate, microfluodic element using the same, film laminating device for sensor, and printing method |
| US20110189328A1 (en) * | 2010-01-29 | 2011-08-04 | Hon Hai Precision Industry Co., Ltd. | Printing mold for nanoimprint lithography device |
| US20110229695A1 (en) * | 2010-03-18 | 2011-09-22 | Stanley Michael Marcinkowski | Articles having metalizing and holographic effects |
| TWI556942B (en) * | 2015-07-23 | 2016-11-11 | Aurotek Corp | Roller imprinting system |
| TWI584938B (en) * | 2015-07-23 | 2017-06-01 | Aurotek Corp | Roller imprinting system |
| WO2018191383A1 (en) * | 2017-04-11 | 2018-10-18 | Carpe Diem Technologies, Inc. | System and method of manufacturing a cylindrical nanoimprint lithography master |
Also Published As
| Publication number | Publication date |
|---|---|
| US7070406B2 (en) | 2006-07-04 |
| US20040219246A1 (en) | 2004-11-04 |
| EP1473594A3 (en) | 2006-10-11 |
| KR101060355B1 (en) | 2011-08-29 |
| EP1473594A2 (en) | 2004-11-03 |
| JP2004322641A (en) | 2004-11-18 |
| TW200422781A (en) | 2004-11-01 |
| CN1541852A (en) | 2004-11-03 |
| KR20040093460A (en) | 2004-11-05 |
| TWI240150B (en) | 2005-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7070406B2 (en) | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media | |
| US6808646B1 (en) | Method of replicating a high resolution three-dimensional imprint pattern on a compliant media of arbitrary size | |
| JP4942994B2 (en) | Pattern replication device using intermediate stamp | |
| KR101229100B1 (en) | Pattern replication with intermediate stamp | |
| US7997890B2 (en) | Device and method for lithography | |
| CN111201121A (en) | Double-sided embossing | |
| JP2009170773A (en) | Imprinting mold and imprinter | |
| JP2024116174A (en) | Method and apparatus for removing stamp | |
| TW201544447A (en) | Method and device for embossing of a nanostructure | |
| JP4569185B2 (en) | Method for forming film structure and film structure | |
| JPH1098090A (en) | Substrate holding device and exposure system | |
| JP5391768B2 (en) | Printing apparatus and printing method | |
| JP7474266B2 (en) | Method for manufacturing large area seamless master and imprint stamp | |
| JP7507958B2 (en) | Nanoimprint stamp | |
| KR20070061061A (en) | Apparatus for pattern replication with intermediate stamp | |
| CN116134378A (en) | Apparatus and method for reproducing grain | |
| JP2024143592A (en) | IMPRINT APPARATUS, IMPRINT METHOD AND METHOD FOR MANUFACTURING ARTICLE | |
| JP2024124964A (en) | Foreign matter removal method, substrate processing system, and article manufacturing method | |
| JP2006331585A (en) | Patterning device and patterning method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |