US20040256952A1 - Multi-generator system for an ultrasonic processing tank - Google Patents
Multi-generator system for an ultrasonic processing tank Download PDFInfo
- Publication number
- US20040256952A1 US20040256952A1 US10/825,036 US82503604A US2004256952A1 US 20040256952 A1 US20040256952 A1 US 20040256952A1 US 82503604 A US82503604 A US 82503604A US 2004256952 A1 US2004256952 A1 US 2004256952A1
- Authority
- US
- United States
- Prior art keywords
- frequency
- cancelled
- drive signal
- generator
- tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 claims abstract description 120
- 238000002604 ultrasonography Methods 0.000 claims abstract description 61
- 238000010408 sweeping Methods 0.000 claims abstract description 15
- 230000008569 process Effects 0.000 abstract description 67
- 239000007788 liquid Substances 0.000 abstract description 45
- 239000000523 sample Substances 0.000 abstract description 29
- 238000007906 compression Methods 0.000 abstract description 13
- 239000000356 contaminant Substances 0.000 abstract description 11
- 230000004044 response Effects 0.000 abstract description 4
- 230000006870 function Effects 0.000 description 40
- 238000011109 contamination Methods 0.000 description 32
- 239000000243 solution Substances 0.000 description 30
- 239000000919 ceramic Substances 0.000 description 23
- 230000008859 change Effects 0.000 description 16
- 239000004593 Epoxy Substances 0.000 description 12
- 238000004140 cleaning Methods 0.000 description 12
- 230000006835 compression Effects 0.000 description 12
- 238000013461 design Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 230000000903 blocking effect Effects 0.000 description 6
- 230000003247 decreasing effect Effects 0.000 description 6
- 230000003628 erosive effect Effects 0.000 description 6
- 238000000605 extraction Methods 0.000 description 6
- 238000012544 monitoring process Methods 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 238000013480 data collection Methods 0.000 description 3
- 230000009977 dual effect Effects 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- 241000357293 Leptobrama muelleri Species 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000001351 cycling effect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000004886 process control Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- OUUQCZGPVNCOIJ-UHFFFAOYSA-M Superoxide Chemical class [O-][O] OUUQCZGPVNCOIJ-UHFFFAOYSA-M 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000001739 density measurement Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000009210 therapy by ultrasound Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images













































Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N27/00—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means
- G01N27/02—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating impedance
- G01N27/04—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating impedance by investigating resistance
- G01N27/06—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating impedance by investigating resistance of a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/08—Processes employing the direct application of electric or wave energy, or particle radiation; Apparatus therefor
- B01J19/10—Processes employing the direct application of electric or wave energy, or particle radiation; Apparatus therefor employing sonic or ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B1/00—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency
- B06B1/02—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy
- B06B1/0207—Driving circuits
- B06B1/0223—Driving circuits for generating signals continuous in time
- B06B1/0269—Driving circuits for generating signals continuous in time for generating multiple frequencies
- B06B1/0276—Driving circuits for generating signals continuous in time for generating multiple frequencies with simultaneous generation, e.g. with modulation, harmonics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B1/00—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency
- B06B1/02—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy
- B06B1/0207—Driving circuits
- B06B1/0223—Driving circuits for generating signals continuous in time
- B06B1/0269—Driving circuits for generating signals continuous in time for generating multiple frequencies
- B06B1/0284—Driving circuits for generating signals continuous in time for generating multiple frequencies with consecutive, i.e. sequential generation, e.g. with frequency sweep
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B1/00—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency
- B06B1/02—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy
- B06B1/06—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction
- B06B1/0607—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction using multiple elements
- B06B1/0611—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction using multiple elements in a pile
- B06B1/0618—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction using multiple elements in a pile of piezo- and non-piezoelectric elements, e.g. 'Tonpilz'
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B1/00—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency
- B06B1/02—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy
- B06B1/06—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction
- B06B1/0607—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction using multiple elements
- B06B1/0622—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with piezoelectric effect or with electrostriction using multiple elements on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
- B08B3/12—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration by sonic or ultrasonic vibrations
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/02—Analysing fluids
- G01N29/032—Analysing fluids by measuring attenuation of acoustic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/222—Constructional or flow details for analysing fluids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/34—Generating the ultrasonic, sonic or infrasonic waves, e.g. electronic circuits specially adapted therefor
- G01N29/348—Generating the ultrasonic, sonic or infrasonic waves, e.g. electronic circuits specially adapted therefor with frequency characteristics, e.g. single frequency signals, chirp signals
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/004—Mounting transducers, e.g. provided with mechanical moving or orienting device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B2201/00—Indexing scheme associated with B06B1/0207 for details covered by B06B1/0207 but not provided for in any of its subgroups
- B06B2201/70—Specific application
- B06B2201/71—Cleaning in a tank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B2203/00—Details of cleaning machines or methods involving the use or presence of liquid or steam
- B08B2203/002—Details of cleaning machines or methods involving the use or presence of liquid or steam the liquid being a degassed liquid
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/02818—Density, viscosity
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/02863—Electric or magnetic parameters
Definitions
- Ultrasonic systems for processing and cleaning parts are widely used by industry. Such systems typically include (a) a tank to hold the process chemistry such as cleaning solution, (b) an ultrasound generator, and (c) one or more transducers connected to the tank and the generator to deliver ultrasound energy to the process chemistry. These systems are generally adequate for low frequency operation, i.e., where the energy applied to the chemistry is around 20 khz.
- prior art ultrasound processing equipment has important technology limitations when operating at high frequencies and high power; and delicate parts such as disk drives for the computer industry require high frequency, high power ultrasound in order to effectively process components without damage.
- prior art transducers are known to fail when subjected to extended periods of operation, especially at high frequency and high power.
- prior art transducers are generally non-linear with respect to power output as a function of drive frequency. Therefore, prior art ultrasonic processing systems sometimes include costly electronics to compensate for such non-linearities.
- Another object of the invention is to provide systems, apparatus and methods for delivering high frequency, high power ultrasound energy to process chemistries. Another object of the invention is to provide generators and systems which enable multi-frequency operation, selectively and without undue difficulty. Still another object of the invention is to provide improved transducer designs which increase system reliability and which improve power delivery. Yet another object of the invention is to provide systems, apparatus and methods for monitoring ultrasound processes in real-time or as a quality control (“QC”) step.
- QC quality control
- “ultrasound” and “ultrasonic” generally refer to acoustic disturbances in a frequency range above about eighteen kilohertz and which extend upwards to over two megahertz.
- “Lower frequency” ultrasound, or “low frequency” ultrasound mean ultrasound between about 18 khz and 90 khz.
- “Megasonics” or “megasonic” refer to acoustic disturbances between 600 khz and 2 Mhz.
- the prior art has manufactured “low frequency” and “megasonic” ultrasound systems. Typical prior art low frequency systems, for example, operate at 25 khz, 40 khz, and as high as 90 khz.
- Typical prior art megasonic systems operate between 600 khz and 1 Mhz Certain aspects of the invention apply to low frequency ultrasound and to megasonics. However, certain aspects of the invention apply to ultrasound in the 100 khz to 350 khz region, a frequency range which is sometimes denoted herein as “microsonics.”
- resonant transducer means a transducer operated at a frequency or in a range of frequencies that correspond to a one-half wavelength ( ⁇ ) of sound in the transducer stack.
- Harmonic transducer means a transducer operated at a frequency or in a range of frequencies that correspond to 1 ⁇ , 1.5 ⁇ , 2 ⁇ or 2.5 ⁇ of sound, and so on, in the transducer stack.
- Bandwidth means the range of frequencies in a resonant or harmonic region of a transducer over which the acoustic power output of a transducer remains between 50% and 100% of the maximum value.
- a “delicate part” refers to those parts which are undergoing a manufacture, process, or cleaning operation within liquid subjected to ultrasonic energy.
- one delicate part is a semiconductor wafer which has extremely small features and which is easily damaged by cavitation implosion.
- a delicate part often defines components in the computer industry, including disk drives, semiconductor components, and the like.
- khz refers to kilohertz and a frequency magnitude of one thousand hertz.
- MHz refers megahertz and a frequency magnitude of one million hertz.
- sweep rate or “sweep frequency” refer to the rate or frequency at which a generator and transducer's frequency is varied. That is, it is generally undesirable to operate an ultrasonic transducer at a fixed, single frequency because of the resonances created at that frequency. Therefore, an ultrasonic generator can sweep (i.e., linearly change) the operational frequency through some or all of the available frequencies within the transducer's bandwidth at a “sweep rate.” Accordingly, particular frequencies have only short duration during the sweep cycle (i.e., the time period for sweeping the ultrasound frequency through a range of frequencies within the bandwidth).
- “Sweep the sweep rate” or “double sweeping” or “dual sweep” refer to an operation of changing the sweep rate as a function of time.
- “sweeping the sweep rate” generally refers to the operation of sweeping (i.e., linearly changing) the sweep rate so as to reduce or eliminate resonances generated at the sweep frequency.
- the invention provides ultrasound transducer apparatus.
- at least one ceramic drive element is sandwiched between a front driver and a backplate.
- the drive element has electrical contacts or electrodes mounted on either face and is responsive to voltages applied to the contacts or electrodes so as to produce ultrasound energy.
- a connecting element e.g., a bolt—connects the back plate to the front driver and compresses the drive element therebetween.
- the front driver and/or the backplate are shaped so that the apparatus produces substantially uniform power as a function of frequency over a range of frequencies.
- the shape of the driver and/or backplate are selected so as to provide a varying power function as a function of frequency.
- a multi-frequency ultrasound generator in another aspect, includes a constant power output circuit with means for switching the center frequency of the output signal selectively.
- the switching means operates such that little or no intermediate frequencies are output during transition between one center frequency and another.
- Another multi-frequency generator of the invention includes two or more circuits which independently create ultrasound frequencies.
- one circuit can generate 40 khz ultrasound energy; while another circuit-can generate 104 khz energy.
- a switching network connects the plurality of circuits such that the generator is shut down and relay switching takes place in a zero voltage condition. As above, therefore, the switching occurs such that little or no intermediate frequencies are output during transition between one center frequency and another.
- a two stage ultrasonic processing system includes (a) one or more transducers with a defined ultrasound bandwidth defined by an upper frequency and a lower frequency.
- the system further includes (b) a frequency generator for driving the transducers from the upper frequency to the lower frequency over a selected or variable time period and (c) a process tank connected with the transducers so as to generate ultrasound energy within the tank at frequencies defined by the generator.
- the generator drives the transducers from the upper frequency to the lower frequency.
- a frequency control subsystem controls the generator so as to drive the transducers again from upper to lower frequency and without driving the transducers from lower to upper frequencies.
- the system thus provides for removing contamination as the downward cycling frequencies cause the acoustic energy to migrate in an upwards motion inside the tank which in turn pushes contamination upwards and out of the tank.
- the two stage ultrasonic processing system includes means for cycling from upper-to-lower frequencies every half cycle. That is, once the transducers are driven from upper to lower frequencies over a first half cycle, the generator recycles such that the next half cycle again drives the transducers from upper to lower frequencies. Alternatively, after driving the transducers from upper to lower frequencies for a first half cycle, the system inhibits the flow of energy into the tank over a second half cycle.
- the two stage ultrasonic processing systems of the invention can be continuous or intermittent. That is, in one preferred aspect, the system cycles from upper to lower frequencies and then from lower to upper frequencies in a normal mode; and then only cycles from upper to lower frequencies in a contamination removing mode.
- the invention provides a process control probe which monitors certain process characteristics within an ultrasonic process tank.
- the probe includes an enclosure, e.g., made from polypropylene, that transmits ultrasound energy therethrough.
- the enclosure houses a liquid that is responsive to the ultrasonic energy in some manner such as to create free radicals and ions from which conductivity can be measured. This conductivity provides an indication as to the number of cavitation implosions per unit volume being imparted to the process chemistry within the tank.
- a conduit from the enclosure to a location external to the process chemistry is used to measure the characteristics of the liquid in response to the energy.
- thermocouple is included within the enclosure and/or on an external surface of the enclosure (i.e., in contact with the process chemistry) so as to monitor temperature changes within the enclosure and/or within the process chemistry.
- Other characteristics within the tank and/or enclosure can be monitored over time so as to create time-varying functions that provide other useful information about the characteristics of the processes within the tank.
- the invention provides an ultrasonic system for moving contaminants upwards within a processing tank, which holds process liquid.
- An ultrasonic generator produces ultrasonic drive signals through a range of frequencies as defined by an upper frequency and a lower frequency.
- a transducer connected to the tank and the generator responds to the drive signals to impart ultrasonic energy to the liquid.
- a controller subsystem controls the generator such that the drive signals monitonically change from the upper frequency to the lower frequency to drive contaminants upwards through the liquid.
- the controller subsystem cyclically produces the drive signals such that the generator sweeps the drive signals from the upper frequency to the lower frequency over a first half cycle, and from the lower frequency to the higher frequency over a second one half cycle.
- the subsystem of this aspect inhibits the drive signals over the second half cycle to provide a quiet period to the liquid.
- first and second one-half cycles can have different time periods. Each successive one-half cycle can have a different time period such that a repetition rate of the first and second half cycles is non-constant. Or, the first one-half cycle can have a fixed period and the second one-half cycle can be non-constant.
- the first half cycle corresponds to a first time period and the second one half cycle corresponds to a second time period, and the subsystem varies the first or second time periods between adjacent cycles.
- the subsystem includes means for shutting the generator off during the second one half cycle.
- the subsystem includes an AM modulator for amplitude modulating the drive signals at an AM frequency.
- the AM modulator sweeps the AM frequency.
- the AM modulator sweeps the AM frequency from a high frequency to a low frequency and without sweeping the AM frequency from the low frequency to the high frequency.
- the subsystem can further inject a quiet or degas period before each monotonic AM frequency sweep.
- an ultrasonic system for moving contaminants upwards within a processing tank including: a processing tank for holding process liquid, an ultrasonic generator for generating ultrasonic drive signals through a range of frequencies defined between an upper frequency and a lower frequency, at least one transducer connected to the tank and the generator, the transducer being responsive to the drive signals to impart ultrasonic energy to the liquid, and a controller subsystem for controlling the generator through one or more cycles, each cycle including monotonically sweeping the drive signals from the upper frequency to the lower frequency, during a sweep period, and recycling the generator from the lower frequency to the upper frequency, during a recovery period, the sweep period being at least nine times longer than the recovery period.
- the controller subsystem varies a time period for each cycle wherein the time period is non-constant.
- an ultrasonic system for moving contaminants upwards within a processing tank, including: a processing tank for holding process liquid; an ultrasonic generator for generating ultrasonic drive signals; at least one transducer connected to the tank and the generator, the transducer being responsive to the drive signals to impart ultrasonic energy to the liquid; and an amplitude modulation subsystem for amplitude modulating the drive signals through a range of AM frequencies characterized by an upper frequency and a lower frequency, the subsystem monotonically changing the AM frequency from the upper frequency to the lower frequency to drive contaminants upwards through the liquid.
- the generator sweeps the drive signals from upper to lower frequencies to provide additional upwards motion of contaminants within the liquid.
- the AM frequencies are between about 1.2 khz and a lower frequency of 1 Hz.
- the AM frequencies can also cover a different range, such as between about 800 Hz and a lower frequency of 200 Hz.
- the invention provides a multi-generator system for producing ultrasound at selected different frequencies within a processing tank of the type including one or more transducers.
- a generator section has a first generator circuit for producing first ultrasonic drive signals over a first range of frequencies and a second generator circuit for producing second ultrasonic drive signals over a second range of frequencies.
- the generator section has an output unit connecting the drive signals to the transducers.
- Each generator circuit has a first relay initiated by a user-selected command wherein either the first or the second drive signals are connected to the output unit selectively.
- a 24VDC supply provides power for relay coils.
- each generator circuit has a second relay for energizing the circuit.
- Two time delay circuits can also be included for delay purposes: the first time delay circuit delaying generator circuit operation over a first delay period from when the second relay is energized, the second time delay circuit delaying discontinuence of the first relay over a second delay period after the generator circuit is commanded to stop.
- the first delay period is preferably longer than the second delay period such that no two generators circuits operate simultaneously and such that all generator circuits are inactive during switching of the first relay.
- Each relay can include a 24 VDC coil.
- a selecting device e.g., a PLC, computer, or selector switch, can be used to select the operating generator circuit At selection, 24 VDC connects to the two relays of this operating generator circuit Preferably, each relay coil operates at a common voltage level.
- a variable voltage ultrasonic generator system including: an ultrasonic generator; a switching regulator for regulating a 300 VDC signal to +12V and +15V lines, the generator being connected to the +12V and +15V lines; and a power factor correction circuit connected to AC power.
- the power factor correction circuit provides 300 VDC output to the generator and to the regulator. The generator thus being automatically operable from world voltage sources between 86 VAC and 264 VAC.
- a variable voltage ultrasonic generator system inlcuding: an ultrasonic generator; and a universal switching regulator (known to those skilled in the art), connected to AC power, for regulating a set of DC voltages to the generator.
- the generator thus being automatically operable from world voltage sources between 86 VAC and 264 VAC.
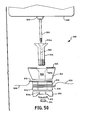
- a double compression transducer for producing ultrasound within an ultrasound tank.
- the transducer has a front plate and a backplate. At least one piezoceramic is sandwiched between the front plate and backplate.
- a bias bolt with an elongated bias bolt body between a bias bolt head and a threaded portion extends through the front plate and the piezoceramic and is connected with the backplate (either by screwing into the backplate or by a nut screwed onto the bias bolt adjacent the backplate).
- the bias bolt also forms a through-hole interior that axially extends between the head and the threaded portion.
- a second bolt with an elongated body between a second bolt head and a threaded tip is disposed within the bias bolt.
- the second bolt head is rigidly attached to the tank and a nut is screwed onto the threaded tip and adjacent to the backplate.
- the bias bolt thus provides a first level of compression of the piezoceramic.
- the second bolt provides a second level of compression of the front plate and the tank, particularly when epoxy is used to bond between the front plate and the tank.
- a variable voltage ultrasonic generator system includes an ultrasonic generator and a constant peak amplitude triac circuit connected to AC power.
- the triac circuit converts the AC power to a 121.6 voltage peak, or less, AC signal.
- a bridge rectifier and filter connects to the AC signal to rectify and filter the AC signal and to generate a DC voltage less than (86)( ⁇ square root ⁇ square root over ( ) ⁇ 2) volts.
- a switching regulator regulates the DC voltage to 12 VDC and 15 VDC; and the generator connects to the DC voltage, the 12 VDC and the 15 VDC. In this manner, the generator is thus automatically operable from world voltage sources between 86 VAC and 264 VAC.
- FIG. 1 shows a cut-away side view schematic of an ultrasound processing system constructed according to the invention
- FIG. 2 shows a top view schematic of the system of FIG. 1;
- FIG. 3 shows a schematic illustration of a multi-transducer system constructed according to the invention and used to generate broadband ultrasound in a combined bandwidth;
- FIG. 4 graphically illustrates the acoustic disturbances produced by the two transducers of FIG. 3;
- FIG. 5 graphically illustrates the broadband acoustic disturbances produced by harmonics of a multi-transducer system constructed according to the invention;
- FIG. 6-16 show transducer and backplate embodiments for systems, methods and transducers of the invention; and FIG. 17 shows representative standing waves within one transducer of the invention;
- FIG. 18 illustrates preferential placement and mounting of multiple transducers relative to a process tank, in accord with the invention
- FIG. 19 illustrates a representative standing wave relative to the process tank as formed by the arrangement of FIG. 18;
- FIG. 20 illustrates another preferential pattern of placing transducers onto a mounting surface such as an ultrasound tank, in accord with the invention
- FIG. 21 illustrates, in a side view, the mounting of two transducers (such as the transducers of FIG. 20) to a tank, in accord with the invention
- FIG. 22 shows an exploded side view of further features of one transducer such as shown in FIG. 21;
- FIG. 23 illustrates a two stage ultrasound delivery system constructed according to the invention.
- FIGS. 24 and 25 show alternative timing cycles through which the system of FIG. 23 applies ultrasound from upper to lower frequencies
- FIGS. 26-30 show alternate sweep down cyclical patterns for applying a power-up sweep pattern in accord with the invention
- FIG. 31 schematically illustrates ultrasound generator circuitry for providing dual sweeping power-up sweep and variable degas periods, in accord with the invention
- FIGS. 32 and 33 show multi-frequency ultrasound systems constructed according to the invention
- FIG. 34 illustrates a process control system and ultrasound probe constructed according to the invention
- FIGS. 35 and 36 illustrate two process tanks operating with equal input powers but having different cavitation implosion activity
- FIG. 37 illustrates a process probe constructed according to the invention and for monitoring process characteristics within a process chemistry such as within an ultrasound tank;
- FIG. 38 shows a schematic view of a system incorporating the probe of FIG. 37 and further illustrating active feedback control of energy applied to an ultrasound tank, in accord with the invention
- FIGS. 39-41 illustrate alternative embodiments of ultrasonic generators with universal voltage input, in accord with the invention
- FIG. 42 graphically illustrates an AM burst pattern in accord with the invention.
- FIG. 43 illustrates one burst of primary frequency ultrasound within one of the non-zero AM periods
- FIG. 44 illustrates an AM sweep pattern, in accord with the invention
- FIGS. 45A-45C schematically show one AM power up-sweep generator circuit constructed according to the invention.
- FIG. 46 shows a prior art laminar tank
- FIG. 47 shows an improved laminar tank, constructed according to the invention.
- FIG. 48 shows a quick dump rinse (QDR) tank constructed according to the invention
- FIG. 49 shows an improved high frequency transducer constructed according to the invention
- FIG. 50 illustrates, in a side exploded view, a double compression transducer constructed according to the invention
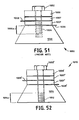
- FIG. 51 shows a prior art transducer with a bias bolt threaded into the upper part of the front driver
- FIG. 52 shows an improved transducer, constructed according to the invention; with a bias bolt threaded into a lower part of the front plate;
- FIG. 53 illustrates one transducer of the invention utilizing a steel threaded insert to reduce stress on the front driver
- FIG. 54 shows a side view of a printed circuit board coupled with transducers as a single unit, in accord with the invention; and FIG. 55 shows a top view of the unit of FIG. 54;
- FIG. 56 shows an acid-resistant transducer constructed according to the invention
- FIG. 57 schematically shows one power up-sweep generator circuit of the invention
- FIG. 58 illustrates a wiring schematic that couples a common voltage supply to one generator of a system that includes multiple generators, in accord with the invention
- FIG. 59 shows a wiring schematic to couple the generators to a single processing tank with transducers
- FIG. 60 schematically shows a circuit coupled to the rotary switch of FIG. 58.
- FIG. 61 shows a multi-generator system constructed according to the invention.
- FIGS. 1 and 2 show schematic side and top views, respectively, of an ultrasound processing system 10 constructed according to the invention.
- An ultrasonic generator 12 electrically connects, via electrical paths 14 a , 14 b , to an ultrasound transducer 16 to drive the transducer 16 at ultrasound frequencies above about 18 khz, and usually below 4 MHz.
- the transducer 16 is shown in FIG. 1 as an array of transducer elements 18 .
- such elements 18 are made from ceramic, piezoelectric, or magnetostrictive materials which expand and contract with applied voltages or current to create ultrasound.
- the transducer 16 is mounted to the bottom, to the sides, or within the ultrasound treatment tank 20 through conventional methods, such as known to those skilled in the art.
- a liquid (“process chemistry”) 22 fills the tank to a level sufficient to cover the delicate part 24 to be processed and/or cleaned.
- the generator 12 drives the transducer 16 to create acoustic energy 26 that couples into the liquid 22 .
- transducer 16 of FIGS. 1 and 2 is shown mounted inside the tank 20 , those skilled in the art will appreciate that other mounting configurations are possible and envisioned.
- an alternative configuration is to mount the transducer 16 to an outside surface of the tank 20 , typically at the bottom 20 a of the tank 20 .
- the transducer elements 18 of the transducer 16 are of conventional design, and are preferably “clamped” so as to compress the piezoelectric transducer material.
- FIG. 3 illustrates a two transducer system 30 .
- Transducer 32 a , 32 b are similar to one of the elements 18 , FIG. 1.
- Transducer 32 a includes two ceramic sandwiched elements 34 , a steel back plate 38 a , and a front drive plate 36 a that is mounted to the tank 20 .
- Transducer 32 b includes two ceramic sandwiched elements 34 , a steel back plate 38 b , and a front drive plate 36 b that is mounted to the tank 20 ′.
- Bolts 39 a , 39 b pass through the plates 38 a , 38 b and screw into the drive plates 36 a , 36 b , respectively, to compresses the ceramics 34 .
- the transducers 32 are illustratively shown mounted to a tank surface 20 ′.
- the transducers 32 a , 32 b are driven by a common generator such as generator 12 of FIG. 1. Alternatively, multiple generators can be used.
- the ceramics 34 are oriented with positive “+” orientations together or minus “ ⁇ ” orientations together to obtain cooperative expansion and contraction within each transducer 32 .
- Lead-outs 42 illustrate the electrical connections which connect between the generator and the transducers 32 so as to apply a differential voltage there-across.
- the bolts 39 a , 39 b provide a conduction path between the bottoms 43 and tops 45 of the transducers 32 to connect the similar electrodes (here shown as “ ⁇ ” and “ ⁇ ”) of the elements 34 .
- transducer 32 a has a fundamental frequency of 40 khz
- transducer 32 b has a fundamental frequency of 44 khz.
- Transducers 32 a , 32 b each have a finite ultrasound bandwidth which can be adjusted, slightly, by those skilled in the art. Typically, however, the bandwidths are about 4 khz.
- the acoustic energy 26 ′ applied to the liquid 22 ′ by the combination of transducers 32 a , 32 b is illustrated graphically in FIG. 4.
- the “x” axis represents frequency
- the “y” axis represents acoustical power.
- the outline 44 represents the bandwidth of transducer 32 a
- outline 46 represents the bandwidth of transducer 32 b . Together, they produce a combined bandwidth 43 which produces a relatively flat acoustical energy profile to the liquid 22 ′, such as illustrated by profile 48 .
- the flatness of the acoustic profile 48 within the bandwidth 43 is preferably within a factor of two of any other acoustic strength within the bandwidth 43 .
- the FWHM full width, half maximum
- the non-uniformity in the profile 48 across the bandwidth 43 is typically better than this amount.
- the profile 48 between the two bandwidths 44 and 46 is substantially flat, such as illustrated in FIG. 4.
- the generator connected to lead-outs 42 drives the transducers 32 a , 32 b at frequencies within the bandwidth 43 to obtain broadband acoustical disturbances within the liquid 22 ′.
- the manner in which these frequencies are varied to obtain the overall disturbance is important.
- the generator sweeps the frequencies through the overall bandwidth, and at the same time sweeps the rate at which those frequencies are changed. That is, one preferred generator of the invention has a “sweep rate” that sweeps through the frequencies within the bandwidth 43 ; and that sweep rate is itself varied as a function of time (a phenomenon denoted herein as “sweep the sweep rate”).
- the sweep rate is varied linearly, randomly, and as some other function of time to optimize the process conditions within the tank 20 ′.
- each of the elements 18 can have a representative bandwidth such as illustrated in FIG. 4. Accordingly, an even larger bandwidth 43 can be created with three or more transducers such as illustrated by transducers 32 a , 32 b . In particular, any number of combined transducers can be used. Preferably, the bandwidths of all the combined transducers overlap-to provide an integrated bandwidth such as profile 48 of FIG. 4. As such, each transducer making up the combined bandwidth should have a unique resonant frequency.
- each of the transducers 18 and 32 a , 32 b , FIGS. 1 and 3, respectively, have harmonic frequencies which occur at higher mechanical resonances of a primary resonant frequency. It is one preferred embodiment of the invention that such transducers operate at one of these harmonics, i.e., typically the first, second, third or fourth harmonic, so as to function in the frequency range of 100 khz to 350 khz (see, e.g., FIG. 5, which illustrates an applied ultrasonic bandwidth of 102 khz to 110 khz in a manner similar as in FIG. 4).
- This frequency range provides a more favorable environment for acoustic processes within the liquid 22 , 22 ′ as compared to low frequency disturbances less than 100 khz.
- ultrasound frequencies around the 40 khz frequency can easily cause cavitation damage in the part 24 . Further, such frequencies tend to create standing waves and other hot spots of spatial cavitation within the liquid.
- FIGS. 6-10 illustrate alternative backplate configurations according to the invention.
- the backplates of FIGS. 6-10 are shaped to flatten or modify the power output from the entire transducer when driven over a range of frequencies such as shown in FIG. 4.
- FIG. 6 includes a backplate 58 that, for example, replaces the backplate 38 of FIG. 3. A portion of the bolt 39 is also shown.
- the backplate 58 has a cut-away section 60 that changes the overall acoustic resonance of the transducer over frequency.
- the backplate 58 a of FIG. 7 has a curved section 60 a that also changes the overall acoustic resonance of the transducer over frequency.
- the backplate and/or front driver can be cut or shaped so as to help maintain a constant power output such that the energy generated by the transducer at any given frequency is relatively flat over that bandwidth.
- the backplate can be cut or shaped so as to provide a varying power output, over frequency, such as to compensate for other non-linearities within a given ultrasound system.
- FIG. 17 illustratively shows how standing waves are formed within one transducer 69 of the invention over various frequencies 61 , 62 , 63 . Because of the shaped surface 70 of the backplate 59 , there are no preferred resonant frequencies of the transducer 69 as standing waves can form relative to various transverse dimensions of the transducer 69 .
- frequency 62 can represent 38 khz and frequency 63 can represent 42 khz.
- FIG. 11 illustrates still another transducer 80 of the invention that provides for changing the power output as a function of frequency.
- the front driver 82 and the backplate 84 are connected together by a bolt 86 that, in combination with the driver 82 and backplate 84 , compress the ceramics 88 a , 88 b .
- the configuration of FIG. 11 saves cost since the front driver 82 has a form fit aperture-sink 90 (the bolt head 86 a within the sink 90 are shown in a top view in FIG. 12) that accommodates the bolt head 86 .
- a nut 86 b is then screwed onto the other end of the bolt 86 and adjacent to the backplate 84 such that a user can easily access and remove separate elements of the transducer 80 .
- the front driver 82 and/or backplate 84 are preferably made from steel.
- the front driver 82 is however often made from aluminum.
- Other materials for the front driver 82 and/or the backplate 84 can be used to acquire desired performance characteristics and/or transducer integrity.
- FIG. 13 shows another transducer 92 that includes a backplate 94 and a front driver 96 .
- a bolt 98 clamps two ceramic elements 97 a , 97 b together and between the backplate 94 and driver 96 ; and that bolt 98 has a bolt head 100 that is approximately the same size as the diameter “D” of the transducer 92 .
- the bolt head 100 assists the overall operation of the transducer 92 since there is no composite interface of the bolt 98 and the driver 96 connected to the tank. That is, the bond between the tank and the transducer 92 is made entirely with the bolt head 100 .
- the bond between the tank and the transducer 80 FIG. 11, occurs between both the bolt 86 and the driver 82 .
- a sloped region 99 provides for varying the power output over frequency such as described herein.
- FIG. 14 illustrates one end 102 of a transducer of the invention that is similar to FIG. 13 except that there is no slope region 99 ; and therefore there is little or no modification of the power output from the transducer (at least from the transducer end 102 ).
- FIG. 15 shows a transducer 110 that includes a driver 112 , backplate 114 , bolt 116 , ceramic elements 118 a , 118 b , and electrical lead-outs 120 .
- the backplate is shaped so as to modify the transducer power output as a function of frequency.
- the driver 112 is preferably made from aluminum.
- FIG. 16 illustrates an alternative transducer 120 that includes a backplate 122 , driver 124 , bolt 126 , ceramic elements 128 a , 128 b , and lead outs 130 .
- the backplate and driver 122 , 124 are made from steel.
- the front driver 124 is preferably made from aluminum.
- the bolt head 126 a is fixed within the driver 124 ; and a nut 126 b is screwed onto the bolt 126 to reside within a cut-out 122 a of the backplate 122 .
- the backplate 122 and front driver 129 are sealed at the displacement node by an O-ring 123 to protect the electrical sections (i.e., the piezoelectric ceramics and electrodes) of the transducer 120 under adverse environmental conditions.
- FIGS. 13-14 have advantages over prior art transducers in that the front plate in each design is substantially flush with the tank when mounted to the tank. That is, the front plates have a substantially continuous front face (e.g., the face 112 a of FIG. 15) that mounts firmly with the tank surface. Accordingly, such designs support the tank surface, without gap, to reduce the chance of creating cavitation implosions that might otherwise eat away the tank surface and create unwanted contaminants.
- FIG. 18 shows one preferred arrangement (in a bottom view) for mounting multiple transducers 140 to the bottom 142 a of a process tank 142 .
- the lateral spacing between transducers 140 is set to 2 ⁇ to reduce the cavitation implosions around the transduces 140 (which might erode the generally expensive tank surface 142 a ).
- the spacing between adjacent transducers 140 is four inches.
- Other sizes can of course be used and scaled to user needs and requirements.
- FIG. 9( d ) illustrates, in a cross sectional schematic view, a standing wave 144 that is preferentially created between adjacent transducers 140 ′ with diameters X and a center to center spacing of 2 ⁇ .
- the standing wave 144 tends to reduce cavitation and erosion of the tank 142 ′ surface.
- cavitation implosions in the process chemistry are at the proper energy level, than there is the possibility that the higher energy cavitation implosions at the surface cavitation will cause pitting or craters in the parts under process.
- the energy that goes into creating the surface cavitation is wasted energy that is better used in creating bulk cavitation.
- FIG. 20 illustrates a closed hex spacing pattern 149 of transducer elements 150 that causes the radiating membrane 151 (i.e., the surface of the tank to which the elements are bonded to) to vibrate in a sinusoidal pattern such that surface cavitation is prevented or reduced.
- FIG. 21 illustrates a G- 10 isolator 153 bonded between two of the transducers 150 ′ (and specifically the front driver 150 a ) and the radiating surface 151 ′, i.e., the wall of the tank 154 holding the process chemistry 156 .
- the G-10 153 operates to further reduce unwanted surface cavitation, often times even when the closed hex spacing pattern of FIG. 20 is not possible.
- FIG. 22 shows an exploded side view of one of the G-10 mounted transducer 150 ′′ of FIG. 21.
- Layers of epoxy 160 preferably separate the G-10 isolator 153 from the transducer 150 ′ and from the surface 151 ′.
- the invention of FIG. 23 utilizes the sound fields as an upward driving force to quickly move contaminants to the surface 207 a of the liquid 207 .
- This phenomenon is referred to herein as “power up-sweep” and generally cleans the liquid more quickly and thoroughly so that part processing can be done with less residual contamination.
- FIG. 23 shows a system 200 constructed according to the invention.
- a generator 202 drives a plurality of transducers 204 connected to a process tank 206 , which holds a process chemistry 207 .
- the generator 202 drives the transducers 204 from an upper frequency (f upper ) to a lower frequency (f lower ), a shown in FIG. 25.
- a frequency control subsystem 208 controls the generator 202 so as to drive the transducers 204 again from f upper to f lower and without driving the transducers from f lower to f upper .
- acoustic energy 210 migrates upwards (along direction 217 ), pushing contamination 211 upwards and out of the tank 206 .
- the two stage ultrasonic processing system 200 can alternatively cycle the transducers 204 from f upper to f lower every other half cycle, with a degas, quiet or off half cycle 222 between each power burst.
- the control subsystem 208 of this embodiment thus includes means for inhibiting the flow of energy into the tank 206 over a second half cycle so that the quiet period 222 is realized. It is not necessary that the time periods of the first and second one-half cycles 222 a , 222 b , respectively, be equal.
- FIGS. 24 and 25 also show that the rate at which the frequencies are swept from f upper to f lower can vary, as shown by the shorter or longer periods and slope of the power bursts, defined by the frequency function 220 .
- the generator 202 preferably produces frequencies throughout the bandwidth of the transducers 204 .
- the generator 202 is thus preferably a sweep frequency generator (described in U.S. Pat. Nos. 4,736,130 and 4,743,789) or a dual sweep generator (described in International Patent Application PCT/US97/12853) that will linearly or non-linearly change frequency from the lowest frequency in the bandwidth to the highest frequency in the bandwidth; and that will thereafter reverse direction and sweep down in frequency through the bandwidth.
- the invention of FIG. 25 has an initial stage where the sweeping frequency only moves from the highest bandwidth frequency to the lowest bandwidth frequency. Once the lowest frequency is reached, the next half cycle is the highest frequency and the sweep starts again toward the lowest frequency.
- An alternative (FIG.
- variable slope of the frequency function 220 of FIGS. 24 and 25 illustrates that the time period between successive power up sweeps, from f upper to f lower , preferably changes so as to “sweep the sweep rate” of the power up sweep. Accordingly, the power up-sweep preferably has a non-constant sweep rate. There are several ways to produce a non-constant power up-sweep rate, including:
- the x axis represents time (t) and the y axis represents frequency f
- FIG. 31 shows a schematic 250 illustrating the most general form of generator circuitry providing both non-constant power up-sweep rate and non-constant degas period, as described above.
- a preferred technique of the invention is to measure the slopes when the points are plotted on semi-log paper or to calculate log (count #1) ⁇ log (count #2) and compare figures between tanks. Since log (count #1) ⁇ log (count #2) equals log (count #1/count #2), a similar result is obtained if you compare the quotient of count #1 divided by count #2 for each cleaner.
- the magnitude of the initial point does not provide significant information.
- the procedure for evaluating part cleanliness may be different than for evaluating tools, such that the magnitude of point #1 is now significant.
- the energy in each cavitation implosion is the single most important characteristic of a high intensity ultrasonic field in a liquid used for cleaning or processing delicate parts. This energy value changes with chemistry characteristics, liquid temperature, and pressure and frequency of the ultrasound. Setting the center frequency of the ultrasonic generator to specific values over a wide range is the most practical way to choose the appropriate energy in each cavitation implosion for a given process.
- the invention of FIG. 32 provides this function with a single generator.
- FIG. 32 shows a system 300 including a generator 302 and transducers 304 that can be switched, for example, to either 72 khz or 104 khz operation.
- the transducers 304 operate to inject sonic energy 305 to the process chemistry 307 within the tank 306 .
- the generator 302 includes a constant power output circuit 306 that changes the center frequency output from the generator 302 while maintaining constant output power.
- the circuit 306 includes a switch section 308 that switches the output frequency from one frequency to the next with no intermediate frequencies generated at the output (i.e., to the transducers 304 ).
- FIG. 33 A similar system 310 is shown in FIG. 33, where switching between frequencies does not utilize the same power circuit.
- the generator 312 includes at least two drive circuits for producing selected frequencies f 1 and f 2 (these circuits are illustratively shown as circuit (f 1 ), item 314 , and circuit (f 2 ), item 316 ).
- the output circuit 318 shuts down the generator 312 so that stored energy is used up and the relay switching occurs in a zero voltage condition.
- the system 310 can be made for more than two frequencies, such as for 40 khz, 72 khz and 104 khz.
- Such a system is advantageous in that a single transducer (element or array) can be used for each of the multiple frequencies, where, for example, its fundamental frequency is 40 khz, and its first two harmonics are 72 khz and 104 khz.
- FIG. 34 illustrates a system 400 and process probe 402 constructed according to the invention.
- a generator 404 connects to transducers 406 to impart ultrasonic energy 403 to the process chemistry 407 within the tank 408 .
- the probe 402 includes an enclosure 410 that houses a liquid 412 that is responsive to ultrasound energy within the liquid 407 .
- the enclosure 410 is made from a material (e.g., polypropylene) that transmits the energy 403 therethrough
- changes in or energy created from liquid 412 are sensed by the analysis subsystem 414 .
- the liquid 412 can emit spectral energy or free radicals, and these characteristics can be measured by the subsystem 414 .
- the conduit 416 can communicate electrical energy that indicates the conductivity within the enclosure. This conductivity provides an indication as to the number of cavitation implosions per unit volume within the process chemistry 407 .
- the conduit 416 thus provides a means for monitoring the liquid 412 .
- a thermocouple 420 is preferably included within the enclosure 410 and/or on the enclosure 410 (i.e., in contact with the process chemistry 407 ) so as to monitor temperature changes within the enclosure 410 and/or within the process chemistry 407 .
- Other characteristics within the tank 408 and/or enclosure 410 can be monitored by the subsystem 414 over time so as to create time-varying functions that provide other useful information about the characteristics of the processes within the tank 408 . For example, by monitoring the conductivity and temperature over time, the amount of energy in each cavitation explosion may be deduced within the analysis subsytem 414 , which preferably is microprocessor-controlled.
- the prior art is familiar with certain meters which measure sound characteristics and cavitations within an ultrasonic tank. Each of the meters gives one number, usually in units of watts per gallon, and sometimes in undefined units such as cavities.
- the activity in a cavitating ultrasonic tank is very complex and no single number adequately describes this activity.
- FIGS. 35 and 36 it is possible to have two ultrasonic tanks 420 , 422 , both having the same input power (i.e. watts per gallon) but each having very different ultrasonic activity characteristics.
- the first tank 420 might have relatively few high energy cavitation implosions 420 a while the second tank 422 has many low energy cavitation implosions 422 a (specifically, FIGS.
- cavitation implosions 420 a , 422 a during a fixed time period in the two tanks 420 , 422 having equal input energies). At least two numbers are thus necessary to describe this situation: the energy in each cavitation implosion and the cavitation density.
- the energy in each cavitation implosion is defined as the total energy released in calories from a single cavitation event; and the cavitation density is defined as the number of cavitation events in one cubic centimeter of volume during a 8.33 millisecond time period. Note, in Europe and other countries with fifty Hz power lines, the cavitation events in one cubic centimeter are counted over a ten millisecond time period and multiplied by 0.833. This technique provides the most accurate measurement for the common ultrasonic systems that have their amplitude modulation pattern synchronized by two times the power line frequency.
- the cavitation density also varies as a function of time. Accordingly, this is a third characteristic that should be measured when measuring ultrasonic activity in a tank.
- FIG. 37 thus illustrates one probe 650 of the invention which permits the calculation of these important parameters.
- the probe 650 measures average conductivity conductivity as a function of time, and change in temperature.
- a characteristic of ultrasonic cavitation in aqueous solutions is the production of free radicals, ions and super oxides. These by-products of the cavitation increase the conductivity of the aqueous solution.
- a measure of the conductivity is thus a function of the number of cavitation implosions present in the aqueous sample, and the time variation of this conductivity is a measure of how the cavitation density varies as a function of time.
- cavitation heats the aqueous solution. This is because all the energy released during each cavitation implosion becomes heat energy.
- energy calories
- specific heat no units, i.e., a ratio
- mass grams
- change in temperature ° C.
- the probe 650 is similar in operation to the probe 402 of FIG. 34 and includes a fixed sample volume of aqueous solution 652 (or other chemistry that changes conductivity in an ultrasonic field) contained in the probe tip 650 a
- the probe tip 650 a is designed to cause minimal disturbance to the ultrasonic field (e.g., the field 403 of FIG. 34).
- the probe tip 650 a is preferably made of a material that has nearly the same acoustic impedance as the liquid being measured and that has low thermoconductivity. Polypropylene works well since it and water have nearly the same acoustic impedance.
- the probe 650 thus includes, within the probe tip 650 a , two electrodes 654 , 656 to measure conductivity, and a temperature measuring probe (e.g., a thermocouple) 658 to monitor the temperature of the fixed mass of aqueous solution 652 .
- a temperature measuring probe e.g., a thermocouple
- These transducers 654 , 656 and 658 are connected to data wires for sampling of the transducer responses.
- a data collection instrument e.g., an A/D sensor interface board and a computer
- FIG. 38 shows a complete system 675 for monitoring and processing data from such a probe 650 ′ and for modifying applied ultrasound energy 676 applied to the process chemistry 678 .
- the system 675 monitors the parameters discussed above and, in real time, controls the generator 680 to adjust its output drive signals to the transducers 682 at the tank 684 .
- the data collection instrument 685 connects to the wiring 670 ′ which couples directly to the transducers within the probe tip 650 ′.
- the instrument 685 generates three output signal lines corresponding to measured parameters: the “A” signal line corresponds to the energy in each cavitation implosion, the “B” signal line corresponds to the cavitation density output, and the “C” signal line corresponds to the cavitation density as a function of time.
- These signal lines A-C are input to separate comparators 686 a , 686 b and 686 c .
- the comparators 686 a - c are coupled to signal lines D-F, respectively, so that the input signal lines A-C are compared to user selected optimum values for each of the parameters. Typically, the user employs empirical experimentation to arrive at the optimum values for a particular tank 684 and chemistry 678 .
- the results from the comparators 686 are input to the control system 690 , which controls the generator 680 (those skilled in the art should appreciate that the controller 690 and generator 680 can be, and preferably are, coupled as a single unit).
- the energy in each cavitation implosion decreases as the frequency of the ultrasonics 676 increases and as the temperature of the solution 678 increases.
- the energy in each cavitation implosion is measured and compared to the optimum value (set by signal lines D-F) for the process, and if the measured value has a higher energy value than the optimum value, as determined by the comparators 686 , the center frequency of the generator 680 is increased (by the controller 690 receiving data at the “center frequency input control”) until the values are equal. If there is not enough range in the center frequency adjustment to reach the optimum value, then the temperature of the solution 678 is increased by the control system 690 until the optimum value is reached.
- An alternative is to utilize a switchable frequency generator, as described above, so as to change the drive frequency to one where the energy in each cavitation implosion is not greater than the optimum value, and without changing the solution temperature.
- the cavitation density increases as the ultrasonic power into the tank 684 increases. Therefore, the cavitation density measurement fed back to the generator 680 is compared against the optimum value of cavitation density for the process; and if the measured value is lower than the optimum value, the generator output power is increased (by the controller 690 receiving data at the “power control”) until the two values are equal. If the measured value is greater than the optimum value, the generator output power is decreased until the values are equal.
- Cavitation density as a function of time is controlled by the amplitude modulation (AM) pattern of the generator output 692 . Therefore the measured cavitation density as a function of time is measured and the generator's AM pattern is adjusted (via the controller 690 receiving data at the “AM Control”) until the measured function equals the optimum function.
- AM amplitude modulation
- FIG. 3941 illustrate separate embodiments of universal voltage input ultrasonic generators, in accord with the invention. These embodiments are made to solve the present day problems associated with separate designs made from countries with differing power requirements (in volts A-C, or “VAC”), such as: 100 VAC Japan, and intermittently during brown-outs in the U.S. 120 VAC U.S. 200 VAC Japan 208 VAC U.S. 220 VAC Most of Europe except Scandinavia and U.K. 240 VAC U.S., U.K., Norway, Sweden and Denmark “Z” VAC Corresponding to unusual voltages found in France and other world locations
- FIGS. 39-41 eliminates the chance that a particular world consumer receives an incorrect generator by providing universal voltage generators that operate, for example, between 86 VAC and 264 VAC.
- an ultrasonic generator 500 is shown connected to a 300 VDC source 501 .
- a power factor correction (PFC) circuit 502 connects to the front end of the generator 500 to produce a regulated 300 VDC.
- a switching regulator 504 regulates the 300 VDC to +12V and +15V.
- the generator 500 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” is replaced by the PFC circuit 502 and the +12V and +15V are replaced with control voltages from the regulator 504 .
- FIG. 40 illustrates a generator 510 connected to a universal input switching regulator 512 .
- the regulator 512 generates a set 513 of DC voltages for the generator 510 .
- the generator 510 includes circuitry 514 that operates with the set 513 .
- the generator 510 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” and the +12V and +15V are replaced with output voltages from the regulator 512 .
- an amplitude control subsystem is achieved by rectifying the AC power line and selecting a portion of the rectified line voltage that ends at the desired amplitude (such as between zero and 90° or between 180° and 270° of the signal). In this manner, amplitude modulation is selectable in a controlled manner as applied to the signal driving the transducers from the generator.
- a maximum amplitude signal is provided.
- a one-half amplitude signal is generated by choosing the 30° and 210° locations of the same sinusoids.
- a one-third amplitude signal is generated by choosing 19.5° and 199.5°, respectively, of the same sinusoids.
- FIG. 41 illustrates a generator 530 which operates at a DC voltage less than or equal to (86)( ⁇ square root ⁇ square root over ( ) ⁇ 2) volts.
- a triac 532 is used to select that portion of the power line voltage with an amplitude equal to the generator DC voltage requirements.
- the signal 534 is rectified and filtered by the bridge rectifier and filter 536 to obtain the constant DC voltage 538 in the range less than or equal to (86)( ⁇ square root ⁇ square root over ( ) ⁇ 2) volts.
- the generator 530 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” is replaced by the voltage from the bridge rectifier and filter 536 and the +12V and +15V are replaced with output voltages from the regulator 540 , as above.
- the selected AC voltage angle can be reduced to lower the DC voltage to reduce the amplitude of the ultrasonic drive signal.
- the “power up sweep” features of the invention also apply to amplitude modulation, where an AM pattern of the AM frequency varies according to the power up-sweep techniques discussed above, and preferably at the same time with the techniques of “sweep the sweep rate”, as discussed herein.
- the AM pattern modulation creates an additional upward force on contamination while eliminating low frequency resonances.
- FIG. 42 illustrates an AM (amplitude modulation) pattern 600 of the invention, where the frequency of the AM is constantly decreasing with increasing time t More particularly, ultrasonic bursts of energy (as shown in FIG. 43, with a frequency f) are contained within each of the non-zero portions 600 a of the pattern 600 . As time increases, longer and longer bursts of energy are applied to the associated transducers. In the optimum case, the ultrasound frequency within each burst of FIG. 43 varies with a power up sweep, from f upper to f lower , as discussed above.
- AM amplitude modulation
- FIG. 44 shows a plot 610 of AM frequency verses time t. As shown, the AM frequency monotonicly changes from a high frequency, f high , to a low frequency, f low . When f low is reached, a degas or quiet period 612 is typically introduced before the cycle 614 repeats.
- the sweep rate of the change of the AM frequency along the slope 616 can and preferably does change at a non constant sweep rate.
- the rate of AM frequency change can thus be non-constant.
- the degas period 612 can also be non constant.
- the degas period 612 can also be substantially “0”, so that no time is permitted for degas.
- the burst length “L” (FIG. 43) can be changed, the time between bursts can be changed (e.g., the periods 600 b , FIG. 42, where the amplitude is zero); or both parameters can be changed simultaneously.
- FIGS. 45A-45C schematically illustrate electronics for one ultrasonic generator with AM power up-sweep capability, in accord with the invention.
- FIG. 46 illustrates a prior art laminar tank 700 .
- Contamination within the tank 700 is a problem in critical cleaning operations because the contamination can redeposit on the part 701 under process.
- a common way to remove contamination from the cleaning solution 702 of the tank 700 is to build the tank 700 with overflow weirs 704 and to constantly add pure solution, or recirculate filtered solution, into the bottom of the tank at a solution inlet 706 .
- the solution injected through the inlet 706 travels through the tank volume and out over the overflow weirs 704 . Solution which overflows the weirs 704 exits through outlets 705 for disposal or filtering.
- the problem with cleaning the solution 702 in this manner is that the cleaning time is excessive because there is mixing of pure or filtered solution with contaminated solution while solution passes through the volume of the tank 700 .
- the mixing causes a dilution of the contaminated solution by the pure or filtered solution.
- the result is that diluted solution overflows the weirs 704 ; and the contamination within the tank 700 is eliminated logarithmically rather than linearly.
- Logarithmic elimination theoretically takes an infinite amount of time to reach zero, whereas linear elimination has a theoretical finite time when the tank becomes contamination free.
- the tank 720 of FIG. 47 constructed according to the invention, thus includes features which significantly reduce the afore-mentioned problems. Specifically, the tank 720 operates such that the solution 702 ′ in the tank 720 moves in a piston like fashion from the bottom 720 a to the top 700 b of the tank 700 , resulting in little or no mixing of contaminated solution with the new or filtered solution. Near linear removal of the contamination within the tank 700 results, providing for rapid clean up.
- the tank 720 has a number of baffles that: reduce the velocity of the clean solution; equalize the pressure of the clean solution; and introduce the solution into the tank 720 with even distribution at the bottom 720 a of the tank 720 .
- the first baffle 722 reduces the velocity of the solution injected through the inlet 706 ′.
- the second baffle 724 evenly distributes the solution at the bottom of the tank 720 a .
- Baffle 724 has a plate 726 with a large number of small holes 728 cut therethrough to give a minimum of 45% open area so that the pressure across any hole is minimized.
- baffles 722 and 724 operate to provide smooth movement of contaminated solution upwards and over the wirers 704 ′.
- the tank 720 thus augments, or provides an alternative to, the power up-sweep features discussed above.
- the design of the tank 720 also benefits from alternative placement of the ultrasonic transducers 730 mounted with the tank. As illustrated, the transducers 730 are mounted to the sides 720 s of the tank decreasing the disruption which might otherwise occur from bottom-mounted transducers interfering with the solution flow through the baffles 722 , 724 .
- a common feature in prior art tanks is a quick dump rinse feature (QDR) where a large valve in the bottom of the tank opens to allow the solution in the tank to quickly drain out of the tank.
- QDR quick dump rinse feature
- FIG. 48 illustrates a QDR tank 800 modified in accord with the invention to speed up the rate of liquid removal from the tank.
- the large valve output 802 is connected to a vacuum reservoir 804 that is evacuated to a pressure below atmospheric pressure during the cleaning cycle.
- the valve 802 is opened to dump the liquid 702 ′′, the difference between atmospheric pressure and the pressure in the vacuum vessel 806 forces the liquid 702 ′′ out of the tank 800 , thus shortening the drain time and further reducing the residual contamination.
- the conventional stacked transducer consists of a front driver, active piezoelectric elements and a back mass.
- the length “L” of the transducer basically determines the transducer's primary and harmonic frequencies. As the fundamental frequency of the transducer becomes higher, the thickness of each of the transducer elements is reduced until they become impractical.
- FIG. 49 shows a transducer 850 constructed according to the invention which reduces this impracticality.
- the transducer 850 is shown connected to an ultrasound processing tank 852 , which holds process chemistry 854 .
- the transducer includes two piezoelectric elements 856 that are compressed between the backplate 858 and the tank 852 .
- a bias bolt 860 connects through the transducer 850 and connects directly into a weld 861 at the tank 852 . Accordingly, there is no front plate; and thus the transducer length “L” can be divided between the piezoelectric elements 856 and the back mass 858 . This division makes it possible to make a stacked transducer 850 with a higher fundamental frequency (and higher harmonics too).
- transducers discussed herein are longitudinal vibrators with elements sandwiched by a center bolt that holds the transducer assembly together and that provides a compressive bias to the active piezoelectric components (i.e., sandwiched between the a front plate and back mass or backplate). Since piezoelectric ceramic is strong under compression, but weak in tension, the constant compressive force provided by the spring constant of the bolt greatly improves the reliability of this transducer over other configurations.
- the longitudinal vibrating transducer is normally connected to the tank or other surface that is to receive the sound energy by epoxy or brazing, or by a mechanical stud, or by a combination of these schemes.
- FIG. 50 illustrates a transducer 900 constructed according to the invention and shown in an exploded view.
- the transducer 900 has “double compression”, as discussed below, to increase its reliability over the prior art.
- the bias bolt 904 has a through-hole 902 in its center.
- the center hole 902 receives a second bolt 906 that is welded to the surface of the tank 908 (illustrated by weld joint 910 ).
- the second bolt 906 protrudes out past the tail mass 910 (i.e., the backplate) of the transducer 900 by way of a Belleville disc spring washer 912 and nut 914 , which screws onto bolt 906 .
- the transducer 900 includes piezoelectric ceramics 916 , associated electrodes 918 , and lead-outs 920 for the electrodes 918 .
- the bias bolt 904 thus provides the first compressive force similar to other transducers herein. That is, the bolt 904 slides through the front driver 922 via the through-hole 924 , and continues on through the ceramics 916 .
- the back mass 910 has threads 910 a which mate with the bolt 904 ; and thus the bolt 904 screws into the back mass 910 .
- the bolt 904 By tightening the bolt 904 into the back mass 910 , the bolt 904 firmly seats into the counter-sink 922 a of the front plate 922 and compression is applied to the ceramics 916 .
- the threads in the back mass 910 can be thru-holed; and a nut against the back mass can replace the threads to support compression bias on the piezoceramic 916 .
- the second compressive force derives from the operation of the second bolt 906 , which compresses the epoxy 926 after seating within the counter-sink 904 a of the first bolt 904 and after tightening the nut 914 onto the bolt 906 .
- the front driver 922 is then bonded to the tank 908 via an epoxy layer 926 .
- the second compressive force keeps a compressive bias on the epoxy 926 bond between the front driver 922 and the tank surface 908 .
- the second compressive bias of transducer 900 provides at least three improvements over the prior art. First, during the epoxy curing process, the bias keeps force on the epoxy bond 926 (even if the epoxy layer thickness changes during a liquid state) resulting in a superior bond. Second, during operation of the transducer 900 , the reliability of the bond 926 is enhanced because of the constant mechanical compressive force. That is, epoxy bonds are weakest in shear forces, and reasonably strong in tension but superior in compression. Third, during abnormal conditions (e.g., a mechanical jar to the bonding surface) that might dislodge a conventionally bonded transducer, the second compression force with its spring characteristics absorbs the mechanical shock and protects the epoxy bond.
- abnormal conditions e.g., a mechanical jar to the bonding surface
- the double compression transducer 900 provides increased reliability when mounted with most any surface, and not simply an ultrasonic tank 908 .
- FIG. 51 shows a cross-sectional view of a conventional stacked transducer 1000 with a bias bolt 1002 that screws into threads 1004 in the aluminum front driver 1006 .
- the threads 1004 are only within the top portion 1006 a of the front driver 1006 .
- the transducer includes the normal piezo-ceramics 1007 , electrodes 1008 , and rear mass 1009 .
- FIG. 52 shows an alternative transducer 1010 constructed according to the invention.
- the threads 1012 within the front driver 1014 are at bottom portion 1014 a so that bias pressure is not concentrated on the top threads (as in FIG. 51) where the surface of the aluminum can be deformed in operation, decreasing bias pressure.
- the elements 1002 ′, 1007 ′, 1008 ′ and 1009 ′ have similar function as in FIG. 51; except that they are sized and shaped appropriately to accommodate the thread repositioning at the bottom 1014 a of the driver 1014 .
- FIG. 53 illustrates a transducer 1020 that is similar to the transducer 1010 , FIG. 52, except that a helical insert 1022 is used instead of the threads 1012 .
- the helical insert 1022 is preferably made from steel and will not plastically deform under normal transducer stresses. The helical insert 1022 thus prevents distortion of the aluminum driver 1014 ′ under the normal stresses of the transducer 1020 . Note that the a helical insert can similarly replace the threads 1004 of the prior art transducer 1000 to provide similar advantages in preventing distortion.
- FIG. 54 illustrates a side view of one embodiment of the invention including a 5 printed circuit board (PCB) 1030 connected with ultrasonic transducers 1032 such as described herein (including, for example, piezoelectric ceramics 1034 ).
- the PCB 1030 contains circuitry and wiring so as to function as an ultrasonic generator and for the electrodes of the transducers 1032 .
- the PCB 1030 can drive the transducers 1032 to produce ultrasound 1036 when powered.
- the PCB 1030 can include the circuitry of FIG. 31.
- the PCB 1030 and transducers 1032 are also substantially “integral” in construction so as to be a single unit. This provides structural integrity, and reduces the cost and size of the system.
- FIG. 55 shows a top view of the PCB 1030 of FIG. 54.
- the top surface 1030 a of the PCB 1030 is shown with electrodes 1038 for the positive side of the piezoelectric ceramic 1034 .
- the electrodes 1038 are preferably connected by wiring 1048 (e.g., circuit board land patterns) to provide for common voltage input to the transducers 1032 .
- wiring 1048 e.g., circuit board land patterns
- the bolt 1032 a connects through the transducer 1032 and into the back mass 1032 c , providing electrical feedthrough to the negative electrode of the piezoelectric ceramic 1034 .
- the PCB 1030 thus provides two electrodes for each transducer 1032 and all the interconnect wiring for the transducers 1032 such as by etching the PCB pattern.
- the ultrasonic generator is also provided with the PCB 1030 circuitry (illustrated by circuit board components 1040 ) with its output connected into the transducer electrodes as part of the PCB artwork.
- FIG. 56 illustrates an acid resistant transducer 1050 with internal piezoelectric compression.
- the above description has described certain transducers that utilize metal masses to lower the resonant frequency of the piezoelectric ceramics and a bolt to keep a compressive bias on the piezoelectric elements.
- the metallic elements of the transducer are prone to acid attack and therefore are a reliability risk.
- the transducer 1050 of FIG. 56 resolves this problem by eliminating the metal masses and the bolt.
- the compressive force on the piezoelectric ceramic 1058 is obtained by an epoxy 1052 that contracts upon curing.
- the metal “back mass” and the metal “front driver” such as described above are replaced by a non-metallic material 1060 .
- the front driver 1060 a and back mass 1060 b are thus both made from a non-metallic material such as quartz.
- the internal piezoceramics 1058 connect to wiring to drive the elements 1058 in the normal way. To protect the wiring and ceramics, it can be made from Teflon which is soldered to the ceramic 1058 by known methods, such as illustrated by solder joint 1064 .
- FIG. 57 illustrates a generator circuit 2000 used to implement power up-sweep such as described herein (e.g., such as described in connection with FIG. 31, except that FIG. 31 uses IGBT's as the switching devices and FIG. 57 uses MOSFET's).
- circuit 2000 includes a capacitive element 2012 with terminal 2012 a connected to earth ground 2015 a The other terminal 2012 b connects to terminal 2040 b of inductor 2040 .
- Terminal 2040 a of inductor 2040 connects to terminal 2013 a of the secondary 2013 c of transformer 2013 .
- Terminal 2013 b of secondary 2013 c connects to earth ground 2015 b .
- the circuit 2000 includes two drive networks 2018 and 2020 , and a controller 2022 .
- Drive network 2018 includes a blocking network 2028 and a multi-state power switch network 2030 , which is coupled to the controller 2022 by way of line 2022 a .
- the drive network 2020 includes a blocking network 2032 and a multi-state power switch network 2034 , which is coupled to the controller 2022 by way of line 2022 b.
- the blocking network 2028 and switch network 2030 provide a unidirectional current flow path characterized by a first impedance from the potential +V through the first primary winding 2013 d 1 of center-tapped primary winding 2013 d of transformer 2013 when the switch network 2030 is in a first (conductive) state.
- the networks 2028 and 2030 provide an oppositely directed current flow path characterized by a second impedance from circuit ground 2023 a through 2013 d 1 to the potential +V when the switch network 2030 is in a second (non-conductive) state.
- the first impedance of the flow path established when network 2030 is in its first state is lower than the second impedance of the flow path established when the network 2030 is in its second state.
- the blocking network 2032 and switch network 2034 provide a unidirectional current flow path characterized by a third impedance from the potential +V through the second primary winding 2013 d 2 of center-tapped primary winding 2013 d of transformer 2013 when the switch network 2032 is in a first (conductive) state.
- the networks 2032 and 2034 provide an oppositely directed current flow path characterized by a fourth impedance from circuit ground 2023 b through 2013 d 2 to the potential +V when the switch network 2034 is in a second (non-conductive) state.
- the third impedance of the flow path established when network 2034 is in its first state is lower than the fourth impedance of the flow path established when the network 2030 is in its second state.
- the impedance (Z) of drive network 2018 when switch network 2030 is in its second state may be primarily determined by resistor 2028 b (of value “R”), in which case Z has a value substantially equal to R for current flow in a direction toward +V, and a “near-infinity” value (i.e. relatively high) for current flow away from +V.
- Z may be non-linear, normally lower at the beginning of operation in the second state and higher at times after the second state begins.
- a metal oxide varistor (MOV) in parallel with a resistor (R) may be the primary determining factor for Z.
- the low impedance of the on MOV primarily determines Z and later in the second state, as the voltage drops below the MOV's breakdown potential, Z is primarily determined by R.
- the capacitive element 2012 may be an electrostrictive device suitable for use as an ultrasonic transducer.
- the controller 2022 may effectively control the circuit 2000 to drive such ultrasonic transducers at a selectively controlled frequency.
- the controller 2022 may be adaptively controlled so as to track variations in the resonant frequency for the respective ultrasonic transducers, or to frequency modulate the frequency with a function such as a power up-sweep function, described above.
- network 2030 is controlled to be in its first state for a period greater than or equal to T i /2, but less than or equal to T/2, at the beginning of each cycle.
- Network 2030 is controlled to be in its second state for the remainder of each cycle.
- network 2032 is controlled to be in its first state for a period greater than or equal to T i /2, but less than or equal to T/2, at the beginning of each cycle.
- Network 2032 is controlled to be in its second state for the remainder of each cycle.
- the start time for each cycle of the switching of network 2030 is offset by T/2 from the start time for each cycle of the switching of network 2032 .
- the start time for the cycle of the switching network 2030 may be offset by at least T i /2 and less than T i /2+D, where D equals T ⁇ T r .
- An AC voltage waveform (V o ) at frequency f is impressed across the capacitive element 2012 .
- this voltage waveform V 0 passes from low to high and from high to low with a sinusoidal waveshape (at frequency f r ).
- the voltage waveform stays substantially at its high peak level (except for droop due to resistive losses) for a period 1 ⁇ 2 (T ⁇ T r ), or D/2, before passing from that high peak level to its low peak level.
- the voltage waveform V 0 remains at that level (except for droop due to resistive losses) for a period 1 ⁇ 2 (T ⁇ T r ), or D/2, before again passing to the high peak level.
- the voltage impressed across capacitive element 2012 rises and falls at the resonant frequency f r with the capacitive element 2012 being maintained in its fully charged state for a “dead” time which is adjustably dependent upon the switching frequency f of the controller 2022 . Accordingly, the drive frequency to the element 2012 may be adjustably controlled.
- circuit 2000 is used to drive that transducer at a frequency adjusted to match the optimal drive frequency.
- variations in that optimal drive frequency may be detected and the controller may be adjusted in closed loop fashion to adaptively track such variations.
- Blocking network 2028 includes a diode 2028 a in parallel with a resistor 2028 b
- the blocking network 2032 includes a diode 2032 a and a resistor 2032 b
- the single inductor (L) 2040 operates in resonance with the element 2012 .
- Circuit 2000 is particularly useful with “fast” switching devices (such as bipolar, MOS and IGBT transistors) which do not require an extended turnoff time.
- the capacitive element 2012 and transformer 2013 function like the circuit of FIG. 31, except that circuit 2000 utilizes FETs instead of IGBTs (insulated gate bipolar transistors) for the terminal power switching devices.
- the power devices 2030 , 2034 are also connected to circuit ground, eliminating the need for separate isolated power supplies, reducing the cost of the generator.
- the inductor 2040 is not a separate component, but rather is incorporated into the transformer 2013 by way of leakage inductance.
- This leakage inductance performs the same function as inductor 2040 and the leakage inductance is controlled by the coupling of transformer 2013 , e.g., by setting a gap in the transformer's core as is known in the art.
- FIG. 58 schematically shows additional switch circuitry 2098 compatible with this embodiment
- a common 24VDC supply 2100 couples to a user-selectable switch 2102 (e.g., a rotary switch) to provide drive energy to remote connectors 2104 a - d (each connector 2104 corresponding and connecting to a different generator frequency, e.g., 2104 a for 40 khz, 2104 b for 72 khz, 2104 c for 104 khz, and 2104 d for 170 khz).
- each generator within the system connects to each of the plurality of transducers 2106 within the tank; though only one generator actively drives the transducers 2106 depending upon the position of the switch 2102 .
- Deltrol relay #2 connects tank to 72 khz generator 250 milliseconds Deltrol relay #1 disconnects 40 khz generator from the tank 0.5 seconds 1 ⁇ 2 sec. timer #2 starts the 72 khz generator, the tank runs at 72 khz
- the rotary switch can be labeled as follows:
- Generators connected within this system preferably have a four socket reverse sex square flange AMP GPC receptacle with arrangement 11-4 (AMP part number 206430-1) installed on the rear of the generator.
- the mating four pin plug (AMP part number 206429-1) has the following pin connections: Pin#1 +24 VDC referenced to Pin #2 connects the generator or power module to the transducers and turns the generator on Pin#2 return for 24 VDC signal, can be grounded Pin#3 anode of LED to indicate RF current flow Pin#4 cathode of LED to indicate RF current flow
- the cable from the AMP plug is for example a Manhattan/Cot PIN M39025 control cable with four #24 AWG wires, with the following color codes: Pin#1 red; Pin#2 green; Pin#3 blue; and Pin#4 white.
- Generators within this system can have a nine socket reverse sex square flange AMP CPC receptacle with arrangement 17-9 (AMP part number 211769-1) installed on the rear of the generator according to the following connections.
- Socket #1 +RF output
- Socket #5 ⁇ RF output, ground
- Socket #6 cable shield, ground
- the mating nine pin plug (AMP part number 211768-1) can have the following pin outs and color code when supplied with a three wire RF cable.
- Pin #5 ⁇ RF output green/yellow
- All pin#5s can for example be wired together and connected to the ⁇ RF transducer lead. All pin #1's are then connected together and connected to the +RF transducer lead coming from one-half of the transducers. All pin #3's are then connected together to the +RF transducer lead coming from the other one-half of the transducers. The only exception to this is when the generators do not all drive the same number of transducers.
- FIG. 61 schematically shows a multi-generator system 3000 used to drive common transducers 3002 .
- One advantage of the system 3000 is that multiple generators 3004 can alternatively drive the transducer 3002 ; and it is assured that no two generators operate simultaneously.
- Each generator 3004 preferably represents a different drive frequency.
- Generator 3004 a represents, for example, the generator set forth by circuitry of FIG. 31 (except that preferably, a 1 ⁇ 2 second delay is installed into circuit 250 by adjusting capacitor 3006 to one microfarad instead of ⁇ fraction (1/10) ⁇ microfarad, which provides only 50 ms delay).
- the relays 3008 a , 3008 b for example can be implemented similar to the relay schematic of FIG. 60.
- the rotary switch 3010 (e.g., similar to the switch 2102 , FIG. 58) permits user selection between any of the generators 3004 .
- Generator 3004 b can thus be switched in to drive the transducer 3002 with a different frequency.
- additional generators 3004 c , 3004 d , . . . can be installed into the system 3000 as desired, with additional frequencies.
- the rotary switch 3010 can be replaced by a PLC or computer control to provide similar generator selection.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Pathology (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Immunology (AREA)
- Acoustics & Sound (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Toxicology (AREA)
- Organic Chemistry (AREA)
- Multimedia (AREA)
- Electrochemistry (AREA)
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
- Cleaning By Liquid Or Steam (AREA)
Abstract
Description
- This application is a continuing application of commonly-owned and co-pending Provisional Application Ser. No. 60/049,717, filed on Jun. 16, 1997 and entitled “Systems and Methods for Ultrasonically Processing Delicate Parts”, and of U.S. application Ser. No. 08/718,945, filed on Sep. 24, 1996 and entitled “Apparatus and Methods for Cleaning and/or Processing Delicate Parts”, each of which is hereby incorporated by reference.
- Ultrasonic systems for processing and cleaning parts are widely used by industry. Such systems typically include (a) a tank to hold the process chemistry such as cleaning solution, (b) an ultrasound generator, and (c) one or more transducers connected to the tank and the generator to deliver ultrasound energy to the process chemistry. These systems are generally adequate for low frequency operation, i.e., where the energy applied to the chemistry is around 20 khz. However, prior art ultrasound processing equipment has important technology limitations when operating at high frequencies and high power; and delicate parts such as disk drives for the computer industry require high frequency, high power ultrasound in order to effectively process components without damage. In one failure mode, for example, prior art transducers are known to fail when subjected to extended periods of operation, especially at high frequency and high power. In addition, prior art transducers are generally non-linear with respect to power output as a function of drive frequency. Therefore, prior art ultrasonic processing systems sometimes include costly electronics to compensate for such non-linearities.
- There are other problems. For example, certain manufacturers require that a particular generator be matched to a particular tank since that combination is measured and known to provide particular process characteristics. However, this is cumbersome to an end user who cannot swap one generator for another in the event of a failure. More importantly, though, end users are not able to effectively monitor whether the system has degraded. Typically, for example, end users become aware of failure modes only after parts are damaged or destroyed within the process. There is a need, therefore, of monitoring systems which monitor processes in real-time.
- It is, accordingly, one object of the invention to provide systems, apparatus and methods for delivering high frequency, high power ultrasound energy to process chemistries. Another object of the invention is to provide generators and systems which enable multi-frequency operation, selectively and without undue difficulty. Still another object of the invention is to provide improved transducer designs which increase system reliability and which improve power delivery. Yet another object of the invention is to provide systems, apparatus and methods for monitoring ultrasound processes in real-time or as a quality control (“QC”) step.
- As used herein, “ultrasound” and “ultrasonic” generally refer to acoustic disturbances in a frequency range above about eighteen kilohertz and which extend upwards to over two megahertz. “Lower frequency” ultrasound, or “low frequency” ultrasound mean ultrasound between about 18 khz and 90 khz. “Megasonics” or “megasonic” refer to acoustic disturbances between 600 khz and 2 Mhz. As discussed above, the prior art has manufactured “low frequency” and “megasonic” ultrasound systems. Typical prior art low frequency systems, for example, operate at 25 khz, 40 khz, and as high as 90 khz. Typical prior art megasonic systems operate between 600 khz and 1 Mhz Certain aspects of the invention apply to low frequency ultrasound and to megasonics. However, certain aspects of the invention apply to ultrasound in the 100 khz to 350 khz region, a frequency range which is sometimes denoted herein as “microsonics.”
- As used herein, “resonant transducer” means a transducer operated at a frequency or in a range of frequencies that correspond to a one-half wavelength (λ) of sound in the transducer stack. “Harmonic transducer” means a transducer operated at a frequency or in a range of frequencies that correspond to 1λ, 1.5λ, 2λ or 2.5λ of sound, and so on, in the transducer stack. “Bandwidth” means the range of frequencies in a resonant or harmonic region of a transducer over which the acoustic power output of a transducer remains between 50% and 100% of the maximum value.
- As used herein, a “delicate part” refers to those parts which are undergoing a manufacture, process, or cleaning operation within liquid subjected to ultrasonic energy. By way of example, one delicate part is a semiconductor wafer which has extremely small features and which is easily damaged by cavitation implosion. A delicate part often defines components in the computer industry, including disk drives, semiconductor components, and the like.
- As used herein, “khz” refers to kilohertz and a frequency magnitude of one thousand hertz. “MHz” refers megahertz and a frequency magnitude of one million hertz.
- As used herein, “sweep rate” or “sweep frequency” refer to the rate or frequency at which a generator and transducer's frequency is varied. That is, it is generally undesirable to operate an ultrasonic transducer at a fixed, single frequency because of the resonances created at that frequency. Therefore, an ultrasonic generator can sweep (i.e., linearly change) the operational frequency through some or all of the available frequencies within the transducer's bandwidth at a “sweep rate.” Accordingly, particular frequencies have only short duration during the sweep cycle (i.e., the time period for sweeping the ultrasound frequency through a range of frequencies within the bandwidth). “Sweep the sweep rate” or “double sweeping” or “dual sweep” refer to an operation of changing the sweep rate as a function of time. In accord with the invention, “sweeping the sweep rate” generally refers to the operation of sweeping (i.e., linearly changing) the sweep rate so as to reduce or eliminate resonances generated at the sweep frequency.
- In one aspect, the invention provides ultrasound transducer apparatus. In the apparatus, at least one ceramic drive element is sandwiched between a front driver and a backplate. The drive element has electrical contacts or electrodes mounted on either face and is responsive to voltages applied to the contacts or electrodes so as to produce ultrasound energy. A connecting element—e.g., a bolt—connects the back plate to the front driver and compresses the drive element therebetween. In accord with the invention, the front driver and/or the backplate are shaped so that the apparatus produces substantially uniform power as a function of frequency over a range of frequencies. In another aspect, the shape of the driver and/or backplate are selected so as to provide a varying power function as a function of frequency.
- In another aspect, a multi-frequency ultrasound generator is provided. In one aspect, the generator includes a constant power output circuit with means for switching the center frequency of the output signal selectively. The switching means operates such that little or no intermediate frequencies are output during transition between one center frequency and another.
- Another multi-frequency generator of the invention includes two or more circuits which independently create ultrasound frequencies. By way of example, one circuit can generate 40 khz ultrasound energy; while another circuit-can generate 104 khz energy. A switching network connects the plurality of circuits such that the generator is shut down and relay switching takes place in a zero voltage condition. As above, therefore, the switching occurs such that little or no intermediate frequencies are output during transition between one center frequency and another.
- In still another aspect, a two stage ultrasonic processing system is provided. The system includes (a) one or more transducers with a defined ultrasound bandwidth defined by an upper frequency and a lower frequency. The system further includes (b) a frequency generator for driving the transducers from the upper frequency to the lower frequency over a selected or variable time period and (c) a process tank connected with the transducers so as to generate ultrasound energy within the tank at frequencies defined by the generator. During a given cycle, the generator drives the transducers from the upper frequency to the lower frequency. Once the lower frequency is reached, a frequency control subsystem controls the generator so as to drive the transducers again from upper to lower frequency and without driving the transducers from lower to upper frequencies. In this manner, only decreasing frequencies—per cycle—are imparted to process chemistries. The system thus provides for removing contamination as the downward cycling frequencies cause the acoustic energy to migrate in an upwards motion inside the tank which in turn pushes contamination upwards and out of the tank.
- In another aspect of the invention, the two stage ultrasonic processing system includes means for cycling from upper-to-lower frequencies every half cycle. That is, once the transducers are driven from upper to lower frequencies over a first half cycle, the generator recycles such that the next half cycle again drives the transducers from upper to lower frequencies. Alternatively, after driving the transducers from upper to lower frequencies for a first half cycle, the system inhibits the flow of energy into the tank over a second half cycle.
- The two stage ultrasonic processing systems of the invention can be continuous or intermittent. That is, in one preferred aspect, the system cycles from upper to lower frequencies and then from lower to upper frequencies in a normal mode; and then only cycles from upper to lower frequencies in a contamination removing mode.
- In still another aspect, the invention provides a process control probe which monitors certain process characteristics within an ultrasonic process tank. The probe includes an enclosure, e.g., made from polypropylene, that transmits ultrasound energy therethrough. The enclosure houses a liquid that is responsive to the ultrasonic energy in some manner such as to create free radicals and ions from which conductivity can be measured. This conductivity provides an indication as to the number of cavitation implosions per unit volume being imparted to the process chemistry within the tank. A conduit from the enclosure to a location external to the process chemistry is used to measure the characteristics of the liquid in response to the energy. In other aspects, a thermocouple is included within the enclosure and/or on an external surface of the enclosure (i.e., in contact with the process chemistry) so as to monitor temperature changes within the enclosure and/or within the process chemistry. Other characteristics within the tank and/or enclosure can be monitored over time so as to create time-varying functions that provide other useful information about the characteristics of the processes within the tank.
- In one aspect, the invention provides an ultrasonic system for moving contaminants upwards within a processing tank, which holds process liquid. An ultrasonic generator produces ultrasonic drive signals through a range of frequencies as defined by an upper frequency and a lower frequency. A transducer connected to the tank and the generator responds to the drive signals to impart ultrasonic energy to the liquid. A controller subsystem controls the generator such that the drive signals monitonically change from the upper frequency to the lower frequency to drive contaminants upwards through the liquid.
- In one aspect, the controller subsystem cyclically produces the drive signals such that the generator sweeps the drive signals from the upper frequency to the lower frequency over a first half cycle, and from the lower frequency to the higher frequency over a second one half cycle. The subsystem of this aspect inhibits the drive signals over the second half cycle to provide a quiet period to the liquid.
- In other aspects, the first and second one-half cycles can have different time periods. Each successive one-half cycle can have a different time period such that a repetition rate of the first and second half cycles is non-constant. Or, the first one-half cycle can have a fixed period and the second one-half cycle can be non-constant.
- In one aspect, the first half cycle corresponds to a first time period and the second one half cycle corresponds to a second time period, and the subsystem varies the first or second time periods between adjacent cycles.
- Preferably, the subsystem includes means for shutting the generator off during the second one half cycle.
- In another aspect, the subsystem includes an AM modulator for amplitude modulating the drive signals at an AM frequency. In one aspect, the AM modulator sweeps the AM frequency. In another aspect, the AM modulator sweeps the AM frequency from a high frequency to a low frequency and without sweeping the AM frequency from the low frequency to the high frequency. The subsystem can further inject a quiet or degas period before each monotonic AM frequency sweep.
- In another aspect, there is provided an ultrasonic system for moving contaminants upwards within a processing tank including: a processing tank for holding process liquid, an ultrasonic generator for generating ultrasonic drive signals through a range of frequencies defined between an upper frequency and a lower frequency, at least one transducer connected to the tank and the generator, the transducer being responsive to the drive signals to impart ultrasonic energy to the liquid, and a controller subsystem for controlling the generator through one or more cycles, each cycle including monotonically sweeping the drive signals from the upper frequency to the lower frequency, during a sweep period, and recycling the generator from the lower frequency to the upper frequency, during a recovery period, the sweep period being at least nine times longer than the recovery period.
- In one aspect, the controller subsystem varies a time period for each cycle wherein the time period is non-constant.
- In still another aspect, an ultrasonic system is provided for moving contaminants upwards within a processing tank, including: a processing tank for holding process liquid; an ultrasonic generator for generating ultrasonic drive signals; at least one transducer connected to the tank and the generator, the transducer being responsive to the drive signals to impart ultrasonic energy to the liquid; and an amplitude modulation subsystem for amplitude modulating the drive signals through a range of AM frequencies characterized by an upper frequency and a lower frequency, the subsystem monotonically changing the AM frequency from the upper frequency to the lower frequency to drive contaminants upwards through the liquid.
- In one aspect, the generator sweeps the drive signals from upper to lower frequencies to provide additional upwards motion of contaminants within the liquid.
- In another aspect, the AM frequencies are between about 1.2 khz and a lower frequency of 1 Hz. The AM frequencies can also cover a different range, such as between about 800 Hz and a lower frequency of 200 Hz.
- In another aspect, the invention provides a multi-generator system for producing ultrasound at selected different frequencies within a processing tank of the type including one or more transducers. A generator section has a first generator circuit for producing first ultrasonic drive signals over a first range of frequencies and a second generator circuit for producing second ultrasonic drive signals over a second range of frequencies. The generator section has an output unit connecting the drive signals to the transducers. Each generator circuit has a first relay initiated by a user-selected command wherein either the first or the second drive signals are connected to the output unit selectively.
- In one aspect, a 24VDC supply provides power for relay coils.
- In another aspect, each generator circuit has a second relay for energizing the circuit. Two time delay circuits can also be included for delay purposes: the first time delay circuit delaying generator circuit operation over a first delay period from when the second relay is energized, the second time delay circuit delaying discontinuence of the first relay over a second delay period after the generator circuit is commanded to stop. The first delay period is preferably longer than the second delay period such that no two generators circuits operate simultaneously and such that all generator circuits are inactive during switching of the first relay.
- Each relay can include a 24 VDC coil. A selecting device, e.g., a PLC, computer, or selector switch, can be used to select the operating generator circuit At selection, 24 VDC connects to the two relays of this operating generator circuit Preferably, each relay coil operates at a common voltage level.
- In one aspect, a variable voltage ultrasonic generator system is provided, including: an ultrasonic generator; a switching regulator for regulating a 300 VDC signal to +12V and +15V lines, the generator being connected to the +12V and +15V lines; and a power factor correction circuit connected to AC power. The power factor correction circuit provides 300 VDC output to the generator and to the regulator. The generator thus being automatically operable from world voltage sources between 86 VAC and 264 VAC.
- In another aspect, a variable voltage ultrasonic generator system is provided, inlcuding: an ultrasonic generator; and a universal switching regulator (known to those skilled in the art), connected to AC power, for regulating a set of DC voltages to the generator. The generator thus being automatically operable from world voltage sources between 86 VAC and 264 VAC.
- In another aspect, a double compression transducer is provided for producing ultrasound within an ultrasound tank. The transducer has a front plate and a backplate. At least one piezoceramic is sandwiched between the front plate and backplate. A bias bolt with an elongated bias bolt body between a bias bolt head and a threaded portion extends through the front plate and the piezoceramic and is connected with the backplate (either by screwing into the backplate or by a nut screwed onto the bias bolt adjacent the backplate). The bias bolt also forms a through-hole interior that axially extends between the head and the threaded portion. A second bolt with an elongated body between a second bolt head and a threaded tip is disposed within the bias bolt. The second bolt head is rigidly attached to the tank and a nut is screwed onto the threaded tip and adjacent to the backplate. The bias bolt thus provides a first level of compression of the piezoceramic. The second bolt provides a second level of compression of the front plate and the tank, particularly when epoxy is used to bond between the front plate and the tank.
- In still another aspect, a variable voltage ultrasonic generator system is provided. The system includes an ultrasonic generator and a constant peak amplitude triac circuit connected to AC power. The triac circuit converts the AC power to a 121.6 voltage peak, or less, AC signal. A bridge rectifier and filter connects to the AC signal to rectify and filter the AC signal and to generate a DC voltage less than (86)({square root}{square root over ( )}2) volts. A switching regulator regulates the DC voltage to 12 VDC and 15 VDC; and the generator connects to the DC voltage, the 12 VDC and the 15 VDC. In this manner, the generator is thus automatically operable from world voltage sources between 86 VAC and 264 VAC.
- The invention is next described further in connection with preferred embodiments, and it will become apparent that various additions, subtractions, and modifications can be made by those skilled in the art without departing from the scope of the invention.
- A more complete understanding of the invention may be obtained by reference to the drawings, in which:
- FIG. 1 shows a cut-away side view schematic of an ultrasound processing system constructed according to the invention;
- FIG. 2 shows a top view schematic of the system of FIG. 1;
- FIG. 3 shows a schematic illustration of a multi-transducer system constructed according to the invention and used to generate broadband ultrasound in a combined bandwidth; FIG. 4 graphically illustrates the acoustic disturbances produced by the two transducers of FIG. 3; FIG. 5 graphically illustrates the broadband acoustic disturbances produced by harmonics of a multi-transducer system constructed according to the invention;
- FIG. 6-16 show transducer and backplate embodiments for systems, methods and transducers of the invention; and FIG. 17 shows representative standing waves within one transducer of the invention;
- FIG. 18 illustrates preferential placement and mounting of multiple transducers relative to a process tank, in accord with the invention;
- FIG. 19 illustrates a representative standing wave relative to the process tank as formed by the arrangement of FIG. 18;
- FIG. 20 illustrates another preferential pattern of placing transducers onto a mounting surface such as an ultrasound tank, in accord with the invention;
- FIG. 21 illustrates, in a side view, the mounting of two transducers (such as the transducers of FIG. 20) to a tank, in accord with the invention;
- FIG. 22 shows an exploded side view of further features of one transducer such as shown in FIG. 21;
- FIG. 23 illustrates a two stage ultrasound delivery system constructed according to the invention; and
- FIGS. 24 and 25 show alternative timing cycles through which the system of FIG. 23 applies ultrasound from upper to lower frequencies;
- FIGS. 26-30 show alternate sweep down cyclical patterns for applying a power-up sweep pattern in accord with the invention;
- FIG. 31 schematically illustrates ultrasound generator circuitry for providing dual sweeping power-up sweep and variable degas periods, in accord with the invention;
- FIGS. 32 and 33 show multi-frequency ultrasound systems constructed according to the invention;
- FIG. 34 illustrates a process control system and ultrasound probe constructed according to the invention;
- FIGS. 35 and 36 illustrate two process tanks operating with equal input powers but having different cavitation implosion activity;
- FIG. 37 illustrates a process probe constructed according to the invention and for monitoring process characteristics within a process chemistry such as within an ultrasound tank;
- FIG. 38 shows a schematic view of a system incorporating the probe of FIG. 37 and further illustrating active feedback control of energy applied to an ultrasound tank, in accord with the invention;
- FIGS. 39-41 illustrate alternative embodiments of ultrasonic generators with universal voltage input, in accord with the invention;
- FIG. 42 graphically illustrates an AM burst pattern in accord with the invention; and
- FIG. 43 illustrates one burst of primary frequency ultrasound within one of the non-zero AM periods;
- FIG. 44 illustrates an AM sweep pattern, in accord with the invention;
- FIGS. 45A-45C schematically show one AM power up-sweep generator circuit constructed according to the invention;
- FIG. 46 shows a prior art laminar tank;
- FIG. 47 shows an improved laminar tank, constructed according to the invention;
- FIG. 48 shows a quick dump rinse (QDR) tank constructed according to the invention;
- FIG. 49 shows an improved high frequency transducer constructed according to the invention;
- FIG. 50 illustrates, in a side exploded view, a double compression transducer constructed according to the invention;
- FIG. 51 shows a prior art transducer with a bias bolt threaded into the upper part of the front driver;
- FIG. 52 shows an improved transducer, constructed according to the invention; with a bias bolt threaded into a lower part of the front plate;
- FIG. 53 illustrates one transducer of the invention utilizing a steel threaded insert to reduce stress on the front driver;
- FIG. 54 shows a side view of a printed circuit board coupled with transducers as a single unit, in accord with the invention; and FIG. 55 shows a top view of the unit of FIG. 54;
- FIG. 56 shows an acid-resistant transducer constructed according to the invention;
- FIG. 57 schematically shows one power up-sweep generator circuit of the invention;
- FIG. 58 illustrates a wiring schematic that couples a common voltage supply to one generator of a system that includes multiple generators, in accord with the invention;
- FIG. 59 shows a wiring schematic to couple the generators to a single processing tank with transducers; and
- FIG. 60 schematically shows a circuit coupled to the rotary switch of FIG. 58; and
- FIG. 61 shows a multi-generator system constructed according to the invention.
- FIGS. 1 and 2 show schematic side and top views, respectively, of an
ultrasound processing system 10 constructed according to the invention. Anultrasonic generator 12 electrically connects, viaelectrical paths ultrasound transducer 16 to drive thetransducer 16 at ultrasound frequencies above about 18 khz, and usually below 4 MHz. Though not required, thetransducer 16 is shown in FIG. 1 as an array oftransducer elements 18. Typically,such elements 18 are made from ceramic, piezoelectric, or magnetostrictive materials which expand and contract with applied voltages or current to create ultrasound. Thetransducer 16 is mounted to the bottom, to the sides, or within theultrasound treatment tank 20 through conventional methods, such as known to those skilled in the art. A liquid (“process chemistry”) 22 fills the tank to a level sufficient to cover thedelicate part 24 to be processed and/or cleaned. In operation, thegenerator 12 drives thetransducer 16 to createacoustic energy 26 that couples into the liquid 22. - Although the
transducer 16 of FIGS. 1 and 2 is shown mounted inside thetank 20, those skilled in the art will appreciate that other mounting configurations are possible and envisioned. For example, an alternative configuration is to mount thetransducer 16 to an outside surface of thetank 20, typically at the bottom 20 a of thetank 20. Thetransducer elements 18 of thetransducer 16 are of conventional design, and are preferably “clamped” so as to compress the piezoelectric transducer material. - FIG. 3 illustrates a two
transducer system 30.Transducer elements 18, FIG. 1.Transducer 32 a includes two ceramic sandwichedelements 34, a steel backplate 38 a, and afront drive plate 36 a that is mounted to thetank 20.Transducer 32 b includes two ceramic sandwichedelements 34, a steel backplate 38 b, and afront drive plate 36 b that is mounted to thetank 20′.Bolts plates drive plates ceramics 34. The transducers 32 are illustratively shown mounted to atank surface 20′. - The
transducers generator 12 of FIG. 1. Alternatively, multiple generators can be used. Theceramics 34 are oriented with positive “+” orientations together or minus “−” orientations together to obtain cooperative expansion and contraction within each transducer 32. Lead-outs 42 illustrate the electrical connections which connect between the generator and the transducers 32 so as to apply a differential voltage there-across. Thebolts bottoms 43 and tops 45 of the transducers 32 to connect the similar electrodes (here shown as “−” and “−”) of theelements 34. - The
length transducers transducer 32 a has a fundamental frequency of 40 khz, andtransducer 32 b has a fundamental frequency of 44 khz.Transducers transducers ultrasound 26 a′, 26 b′ to liquid 22′. - The
acoustic energy 26′ applied to the liquid 22′ by the combination oftransducers outline 44 represents the bandwidth oftransducer 32 a, andoutline 46 represents the bandwidth oftransducer 32 b. Together, they produce a combinedbandwidth 43 which produces a relatively flat acoustical energy profile to the liquid 22′, such as illustrated byprofile 48. The flatness of theacoustic profile 48 within thebandwidth 43 is preferably within a factor of two of any other acoustic strength within thebandwidth 43. That is, if the FWHM (full width, half maximum) defines thebandwidth 43; the non-uniformity in theprofile 48 across thebandwidth 43 is typically better than this amount. In certain cases, theprofile 48 between the twobandwidths - The generator connected to lead-
outs 42 drives thetransducers bandwidth 43 to obtain broadband acoustical disturbances within the liquid 22′. As described herein, the manner in which these frequencies are varied to obtain the overall disturbance is important. Most preferably, the generator sweeps the frequencies through the overall bandwidth, and at the same time sweeps the rate at which those frequencies are changed. That is, one preferred generator of the invention has a “sweep rate” that sweeps through the frequencies within thebandwidth 43; and that sweep rate is itself varied as a function of time (a phenomenon denoted herein as “sweep the sweep rate”). In alternative embodiments of the invention, the sweep rate is varied linearly, randomly, and as some other function of time to optimize the process conditions within thetank 20′. - With further reference to FIGS. 1 and 2, each of the
elements 18 can have a representative bandwidth such as illustrated in FIG. 4. Accordingly, an evenlarger bandwidth 43 can be created with three or more transducers such as illustrated bytransducers profile 48 of FIG. 4. As such, each transducer making up the combined bandwidth should have a unique resonant frequency. - Those skilled in the art understand that each of the
transducers part 24. Further, such frequencies tend to create standing waves and other hot spots of spatial cavitation within the liquid. - FIGS. 6-10 illustrate alternative backplate configurations according to the invention. Unlike the configuration of FIG. 3, the backplates of FIGS. 6-10 are shaped to flatten or modify the power output from the entire transducer when driven over a range of frequencies such as shown in FIG. 4. Specifically, FIG. 6 includes a backplate 58 that, for example, replaces the backplate 38 of FIG. 3. A portion of the
bolt 39 is also shown. As illustrated, the backplate 58 has a cut-awaysection 60 that changes the overall acoustic resonance of the transducer over frequency. Similarly, the backplate 58 a of FIG. 7 has a curved section 60 a that also changes the overall acoustic resonance of the transducer over frequency. FIGS. 8, 9 and 10 similarly have other sloped or curved sections 60 b, 60 c, and 60 d, within backplates 58 b, 58 c and 58 d, respectively, that also change the overall acoustic resonance of the transducer. - The exact configuration of the backplate depends upon the processing needs of the ultrasound being delivered to a tank. For example, it is typically desirable to have a flat or constant power over frequency, such as shown in FIG. 4. Accordingly, for example, the backplate and/or front driver can be cut or shaped so as to help maintain a constant power output such that the energy generated by the transducer at any given frequency is relatively flat over that bandwidth. Alternatively, the backplate can be cut or shaped so as to provide a varying power output, over frequency, such as to compensate for other non-linearities within a given ultrasound system.
- FIG. 17 illustratively shows how standing waves are formed within one
transducer 69 of the invention overvarious frequencies surface 70 of thebackplate 59, there are no preferred resonant frequencies of thetransducer 69 as standing waves can form relative to various transverse dimensions of thetransducer 69. By way of example,frequency 62 can represent 38 khz andfrequency 63 can represent 42 khz. - FIG. 11 illustrates still another
transducer 80 of the invention that provides for changing the power output as a function of frequency. Thefront driver 82 and thebackplate 84 are connected together by abolt 86 that, in combination with thedriver 82 andbackplate 84, compress theceramics front driver 82 has a form fit aperture-sink 90 (thebolt head 86 a within thesink 90 are shown in a top view in FIG. 12) that accommodates thebolt head 86. Anut 86 b is then screwed onto the other end of thebolt 86 and adjacent to thebackplate 84 such that a user can easily access and remove separate elements of thetransducer 80. - The
front driver 82 and/or backplate 84 (the “backplate” also known as “back mass” herein) are preferably made from steel. Thefront driver 82 is however often made from aluminum. Other materials for thefront driver 82 and/or thebackplate 84 can be used to acquire desired performance characteristics and/or transducer integrity. - FIG. 13 shows another
transducer 92 that includes abackplate 94 and afront driver 96. Abolt 98 clamps twoceramic elements backplate 94 anddriver 96; and thatbolt 98 has abolt head 100 that is approximately the same size as the diameter “D” of thetransducer 92. Thebolt head 100 assists the overall operation of thetransducer 92 since there is no composite interface of thebolt 98 and thedriver 96 connected to the tank. That is, the bond between the tank and thetransducer 92 is made entirely with thebolt head 100. By way of comparison, the bond between the tank and thetransducer 80, FIG. 11, occurs between both thebolt 86 and thedriver 82. A sloped region 99 provides for varying the power output over frequency such as described herein. - FIG. 14 illustrates one
end 102 of a transducer of the invention that is similar to FIG. 13 except that there is no slope region 99; and therefore there is little or no modification of the power output from the transducer (at least from the transducer end 102). - FIGS. 15 and 16 show further transducer embodiments of the invention. FIG. 15 shows a
transducer 110 that includes adriver 112,backplate 114,bolt 116,ceramic elements outs 120. The backplate is shaped so as to modify the transducer power output as a function of frequency. Thedriver 112 is preferably made from aluminum. - FIG. 16 illustrates an
alternative transducer 120 that includes abackplate 122,driver 124, bolt 126,ceramic elements 128 a, 128 b, and leadouts 130. One or both of the backplate anddriver front driver 124 is preferably made from aluminum. Thebolt head 126 a is fixed within thedriver 124; and anut 126 b is screwed onto the bolt 126 to reside within a cut-out 122 a of thebackplate 122. Thebackplate 122 and front driver 129 are sealed at the displacement node by an O-ring 123 to protect the electrical sections (i.e., the piezoelectric ceramics and electrodes) of thetransducer 120 under adverse environmental conditions. - The designs of FIGS. 13-14 have advantages over prior art transducers in that the front plate in each design is substantially flush with the tank when mounted to the tank. That is, the front plates have a substantially continuous front face (e.g., the
face 112 a of FIG. 15) that mounts firmly with the tank surface. Accordingly, such designs support the tank surface, without gap, to reduce the chance of creating cavitation implosions that might otherwise eat away the tank surface and create unwanted contaminants. - FIG. 18 shows one preferred arrangement (in a bottom view) for mounting
multiple transducers 140 to the bottom 142 a of aprocess tank 142. Specifically, the lateral spacing betweentransducers 140—each with a diameter X—is set to 2× to reduce the cavitation implosions around the transduces 140 (which might erode the generallyexpensive tank surface 142 a). By way of example, if thetransducer 140 has a two inch diameter (i.e., X=2″), then the spacing betweenadjacent transducers 140 is four inches. Other sizes can of course be used and scaled to user needs and requirements. FIG. 9(d) illustrates, in a cross sectional schematic view, astanding wave 144 that is preferentially created betweenadjacent transducers 140′ with diameters X and a center to center spacing of 2×. Thestanding wave 144 tends to reduce cavitation and erosion of thetank 142′ surface. - Surface cavitation is intense cavitation that occurs at the interface between the solution within the tank and the radiating surface upon which the ultrasonic transducers are mounted. There are several problems associated with surface cavitation damage. First, it is often intense enough to erode the material of the radiating surface. This can eventually create a hole in the radiation surface, destroying the tank The erosion is also undesirable because it introduces foreign materials into the cleaning solution. Surface cavitation further generates cavitation implosions with higher energy in each cavitation implosion than exists in the cavitation implosions in the process chemistry. If the cavitation implosions in the process chemistry are at the proper energy level, than there is the possibility that the higher energy cavitation implosions at the surface cavitation will cause pitting or craters in the parts under process. In addition, the energy that goes into creating the surface cavitation is wasted energy that is better used in creating bulk cavitation.
- FIG. 20 illustrates a closed hex spacing pattern 149 of
transducer elements 150 that causes the radiating membrane 151 (i.e., the surface of the tank to which the elements are bonded to) to vibrate in a sinusoidal pattern such that surface cavitation is prevented or reduced. In a side view, FIG. 21 illustrates a G-10isolator 153 bonded between two of thetransducers 150′ (and specifically thefront driver 150 a) and the radiatingsurface 151′, i.e., the wall of thetank 154 holding theprocess chemistry 156. The G-10 153 operates to further reduce unwanted surface cavitation, often times even when the closed hex spacing pattern of FIG. 20 is not possible.Piezoelectric elements 155 are sandwiched between thefront plate 150 a andbackplate 154. FIG. 22 shows an exploded side view of one of the G-10mounted transducer 150″ of FIG. 21. Layers ofepoxy 160 preferably separate the G-10isolator 153 from thetransducer 150′ and from thesurface 151′. - Most ultrasonic processes, including cleaning, have two distinct stages. The first stage is usually preparation of the liquid and the second stage is the actual process. The
system 200 of FIGS. 23-25 reduces the time for liquid preparation and accomplishes the task to a degree where shorter process times are possible. - The invention of FIG. 23 utilizes the sound fields as an upward driving force to quickly move contaminants to the
surface 207 a of the liquid 207. This phenomenon is referred to herein as “power up-sweep” and generally cleans the liquid more quickly and thoroughly so that part processing can be done with less residual contamination. - More particularly, FIG. 23 shows a
system 200 constructed according to the invention. Agenerator 202 drives a plurality oftransducers 204 connected to aprocess tank 206, which holds aprocess chemistry 207. Thegenerator 202 drives thetransducers 204 from an upper frequency (fupper) to a lower frequency (flower), a shown in FIG. 25. Once flower is reached, afrequency control subsystem 208 controls thegenerator 202 so as to drive thetransducers 204 again from fupper to flower and without driving the transducers from flower to fupper. In this manner, only decreasing frequencies are imparted to theprocess chemistry 207; andacoustic energy 210 migrates upwards (along direction 217), pushing contamination 211 upwards and out of thetank 206. - As shown in FIG. 24, the two stage
ultrasonic processing system 200 can alternatively cycle thetransducers 204 from fupper to flower every other half cycle, with a degas, quiet or offhalf cycle 222 between each power burst. Thecontrol subsystem 208 of this embodiment thus includes means for inhibiting the flow of energy into thetank 206 over a second half cycle so that thequiet period 222 is realized. It is not necessary that the time periods of the first and second one-half cycles - FIGS. 24 and 25 also show that the rate at which the frequencies are swept from f upper to flower can vary, as shown by the shorter or longer periods and slope of the power bursts, defined by the
frequency function 220. - The
generator 202 preferably produces frequencies throughout the bandwidth of thetransducers 204. Thegenerator 202 is thus preferably a sweep frequency generator (described in U.S. Pat. Nos. 4,736,130 and 4,743,789) or a dual sweep generator (described in International Patent Application PCT/US97/12853) that will linearly or non-linearly change frequency from the lowest frequency in the bandwidth to the highest frequency in the bandwidth; and that will thereafter reverse direction and sweep down in frequency through the bandwidth. The invention of FIG. 25 has an initial stage where the sweeping frequency only moves from the highest bandwidth frequency to the lowest bandwidth frequency. Once the lowest frequency is reached, the next half cycle is the highest frequency and the sweep starts again toward the lowest frequency. An alternative (FIG. 24) is to shut the ultrasonics off when the lowest frequency is reached and reset the sweep to the highest frequency. After an ultrasonicsquiet period 222, another sweep cycle from high frequency to low frequency occurs. This. “off” period followed by one directional sweep is repeated until contamination removal is complete; and then the processing can start in a normal way. Alternatively, a power up-sweep mode can be utilized for improved contamination removal during processing. - The reason that contamination is forced to the
surface 207 a of theprocess chemistry 207 in the system of FIG. 23 is because the nodal regions move upward as frequency is swept downward. Contamination trapped in nodal regions are forced upward toward the surface as nodes move upward. Generally, the system of FIG. 23 incorporates a type of frequency modulation (FM) where frequency changes are monotonic from higher to lower frequencies.Transducers 204 mounted to the bottom of theprocess tank 206 generate an ever expanding acoustic wavelength in the upward direction 217 (i.e., toward thesurface 207 a of the process chemistry 207). This produces anacoustic force 210 which pushes contamination 211 to thesurface 207 a where the contamination 211 overflows theweirs 213 for removal from thetank 206. - Those skilled in the art should appreciate that methods and systems exist for sweeping the applied ultrasound energy through a range of frequencies so as to reduce resonances which might adversely affect parts within the process chemistry. See, e.g., U.S. Pat. Nos. 4,736,130 and 4,743,789 by the inventor hereof and incorporated by reference. It is further known in ultrasonic generators to “sweep the sweep rate” so that the sweep frequency rate is changed (intermittently, randomly, with a ramp function, or by another function) to reduce other resonances which might occur at the sweep rate. By way of example, the inventor of this application describes such systems and methods in connection with FIGS. 3, 4, 5A, 5B, 12A, 12B and 12C of International Application No. PCT/US97/12853, which is herein incorporated by reference.
- The variable slope of the
frequency function 220 of FIGS. 24 and 25 illustrates that the time period between successive power up sweeps, from fupper to flower, preferably changes so as to “sweep the sweep rate” of the power up sweep. Accordingly, the power up-sweep preferably has a non-constant sweep rate. There are several ways to produce a non-constant power up-sweep rate, including: - (a) As illustrated in FIG. 28, sweep down in frequency (i.e., from f upper to flower) at a relatively slow rate, typically in the range of 1 Hz to 1.2 khz, and sweep up in frequency (i.e., from flower to fupper) during the recovery time at a rate about ten times higher than the sweep down frequency rate. Vary the rate for each cycle. This cycle is repeated during processing.
- (b) As illustrated in FIG. 29, sweep down in frequency at a relatively slow rate and shut the
generator 202 off (such as through the control subsystem 208) atperiods 225′ when the lowest frequency flower in the bandwidth (bandwidth=fupper−flower) is reached. During theoff time 225′, adegassing period 222 can occur as in FIG. 24 due to buoyancy of the gas bubbles; and thesubsystem 208 resets thegenerator 202 to the highest frequency for another relatively slow rate of sweeping from fupper to flower, each time reducing contaminants. Vary the time of the degas period. Repeat this cycle during processing. - (c) As a function of time, change or “sweep” the power up-sweep rate at optimum values (1 Hz to 1.2 khz) of the rate, as shown in FIG. 28. The change in the upward sweep rate and the change in the downward sweep rate can be synchronized or they can be random with respect to one another.
- (d) For the case where there is a degas period, as in FIGS. 24 and 29 (i.e. the recovery period when the generator is off or unconnected while resetting from low frequency to high frequency), vary the length of the degas period 222 (FIG. 24), 225′ (FIG. 29) randomly or as a function of time such as through a linear sweep rate time function. This technique has an advantage for cases where there is one optimum power up-sweep rate (i.e., the rate of frequency change between fupper and flower) and, accordingly, low frequency resonances are eliminated by changing the overall rate. In such a technique, the slope of the
frequency function 220′ in FIG. 29, is constant, though the period of eachdegas period 225′ changes according to some predefined function. - (e) As shown in FIG. 30, sweep the rate with a combination of (c) and (d) techniques above.
- Note that in each of FIGS. 24-30, the x axis represents time (t) and the y axis represents frequency f
- FIG. 31 shows a schematic 250 illustrating the most general form of generator circuitry providing both non-constant power up-sweep rate and non-constant degas period, as described above.
- Extraction Tool Analysis
- When evaluating one ultrasonic cleaner versus another as to its usefulness as an extraction tool, the slope between the first two points and the magnitude of the initial point are meaningful if the parts being extracted start out with identical contamination. If not, the results can be misleading. For example, consider two cleaners (e.g., tanks) that each remove 90% of the contamination on each trial. If cleaner A is tested with a part starting with 10,000 particles of contamination,
point # 1 will be 9,000 andpoint # 2 will be 900. The slope is 8,100. Now if cleaner B is tested with a part starting with 1,000 particles,point # 1 will be 900 andpoint # 2 will be 90. Cleaner B thus has a slope of 810, which is ten times less than for cleaner A in removing the same percentage of contamination per run. - A preferred technique of the invention is to measure the slopes when the points are plotted on semi-log paper or to calculate log (count #1)−log (count #2) and compare figures between tanks. Since log (count #1)−log (count #2) equals log (
count # 1/count #2), a similar result is obtained if you compare the quotient ofcount # 1 divided bycount # 2 for each cleaner. - The magnitude of the initial point does not provide significant information. However, the semi-log slope permits determining initial contamination count as long as the extraction time for each trial is short enough so the first three points are in a straight line. This line is extended back to the y-axis where z=0 to get the initial contamination count.
- To evaluate two extraction tools, experimentation leads to a trail time that provides three points with each tool on a straight line when plotted on semi-log paper. For each tool, E for extraction is then calculated as log (count #1)−log (count #2). The tool with the largest E is the best
- The procedure for evaluating part cleanliness may be different than for evaluating tools, such that the magnitude of
point # 1 is now significant. However, the technique can be similar: choose a trial time to give three points in a straight line on semi-log paper; extrapolate back to the y-axis to get the initial number of particles on the part; continue trials until the count levels off or becomes zero (minus infinity on a semi-log plot); if the count became zero, there is no erosion, therefore, add together all the particles removed and subtract this from the extrapolated initial number of particles, indicating the remaining contamination count on the part; if the count leveled off to an erosion level, calculate the remaining contamination on the part by the formula:
- where x=the erosion count per trial and n=the number of trials
- The above analysis now provides the amount of contamination initially on the part (y-axis intercept), the contamination generated by erosion (nx), and the remaining contamination (C) on the part after all the extractions.
- The energy in each cavitation implosion is the single most important characteristic of a high intensity ultrasonic field in a liquid used for cleaning or processing delicate parts. This energy value changes with chemistry characteristics, liquid temperature, and pressure and frequency of the ultrasound. Setting the center frequency of the ultrasonic generator to specific values over a wide range is the most practical way to choose the appropriate energy in each cavitation implosion for a given process. The invention of FIG. 32 provides this function with a single generator.
- Specifically, FIG. 32 shows a
system 300 including agenerator 302 andtransducers 304 that can be switched, for example, to either 72 khz or 104 khz operation. Thetransducers 304 operate to injectsonic energy 305 to theprocess chemistry 307 within thetank 306. Because of the impedance characteristics at these frequencies, thegenerator 302 includes a constantpower output circuit 306 that changes the center frequency output from thegenerator 302 while maintaining constant output power. Thecircuit 306 includes aswitch section 308 that switches the output frequency from one frequency to the next with no intermediate frequencies generated at the output (i.e., to the transducers 304). - A
similar system 310 is shown in FIG. 33, where switching between frequencies does not utilize the same power circuit. In FIG. 33, thegenerator 312 includes at least two drive circuits for producing selected frequencies f1 and f2 (these circuits are illustratively shown as circuit (f1), item 314, and circuit (f2), item 316). Before the reactive components in either of thecircuits 314, 316 can be switched to different values, theoutput circuit 318 shuts down thegenerator 312 so that stored energy is used up and the relay switching occurs in a zero voltage condition. - From the above, one skilled in the art should appreciate that the
system 310 can be made for more than two frequencies, such as for 40 khz, 72 khz and 104 khz. Such a system is advantageous in that a single transducer (element or array) can be used for each of the multiple frequencies, where, for example, its fundamental frequency is 40 khz, and its first two harmonics are 72 khz and 104 khz. - An alternative system is described in connection with FIG. 61.
- FIG. 34 illustrates a
system 400 and process probe 402 constructed according to the invention. Agenerator 404 connects totransducers 406 to impartultrasonic energy 403 to theprocess chemistry 407 within thetank 408. The probe 402 includes anenclosure 410 that houses a liquid 412 that is responsive to ultrasound energy within the liquid 407. Theenclosure 410 is made from a material (e.g., polypropylene) that transmits theenergy 403 therethrough In response to theenergy 403, changes in or energy created fromliquid 412 are sensed by theanalysis subsystem 414. By way of example, the liquid 412 can emit spectral energy or free radicals, and these characteristics can be measured by thesubsystem 414. Alternatively, theconduit 416 can communicate electrical energy that indicates the conductivity within the enclosure. This conductivity provides an indication as to the number of cavitation implosions per unit volume within theprocess chemistry 407. Theconduit 416 thus provides a means for monitoring theliquid 412. Athermocouple 420 is preferably included within theenclosure 410 and/or on the enclosure 410 (i.e., in contact with the process chemistry 407) so as to monitor temperature changes within theenclosure 410 and/or within theprocess chemistry 407. Other characteristics within thetank 408 and/orenclosure 410 can be monitored by thesubsystem 414 over time so as to create time-varying functions that provide other useful information about the characteristics of the processes within thetank 408. For example, by monitoring the conductivity and temperature over time, the amount of energy in each cavitation explosion may be deduced within theanalysis subsytem 414, which preferably is microprocessor-controlled. - The prior art is familiar with certain meters which measure sound characteristics and cavitations within an ultrasonic tank. Each of the meters gives one number, usually in units of watts per gallon, and sometimes in undefined units such as cavities. However, the activity in a cavitating ultrasonic tank is very complex and no single number adequately describes this activity. For example, as shown in FIGS. 35 and 36, it is possible to have two
ultrasonic tanks 420, 422, both having the same input power (i.e. watts per gallon) but each having very different ultrasonic activity characteristics. Thefirst tank 420 might have relatively few highenergy cavitation implosions 420 a while the second tank 422 has many lowenergy cavitation implosions 422 a (specifically, FIGS. 35 and 36 show cavitation implosions 420 a, 422 a during a fixed time period in the twotanks 420, 422 having equal input energies). At least two numbers are thus necessary to describe this situation: the energy in each cavitation implosion and the cavitation density. The energy in each cavitation implosion is defined as the total energy released in calories from a single cavitation event; and the cavitation density is defined as the number of cavitation events in one cubic centimeter of volume during a 8.33 millisecond time period. Note, in Europe and other countries with fifty Hz power lines, the cavitation events in one cubic centimeter are counted over a ten millisecond time period and multiplied by 0.833. This technique provides the most accurate measurement for the common ultrasonic systems that have their amplitude modulation pattern synchronized by two times the power line frequency. - In most ultrasonic systems, the cavitation density also varies as a function of time. Accordingly, this is a third characteristic that should be measured when measuring ultrasonic activity in a tank.
- FIG. 37 thus illustrates one
probe 650 of the invention which permits the calculation of these important parameters. Specifically, theprobe 650 measures average conductivity conductivity as a function of time, and change in temperature. - A characteristic of ultrasonic cavitation in aqueous solutions is the production of free radicals, ions and super oxides. These by-products of the cavitation increase the conductivity of the aqueous solution. A measure of the conductivity is thus a function of the number of cavitation implosions present in the aqueous sample, and the time variation of this conductivity is a measure of how the cavitation density varies as a function of time.
- Another characteristic of cavitation is that it heats the aqueous solution. This is because all the energy released during each cavitation implosion becomes heat energy. By measuring the change in temperature of the aqueous sample, therefore, and by knowing its mass and specific heat, one can calculate the total energy released from the cavitation by the following formula: energy (calories) equals specific heat (no units, i.e., a ratio) times mass (grams) times the change in temperature (° C.). When the amount of energy released is known, as well as the number of cavitation implosions that released this energy, a division of the quantities gives the energy in each cavitation implosion.
- The
probe 650 is similar in operation to the probe 402 of FIG. 34 and includes a fixed sample volume of aqueous solution 652 (or other chemistry that changes conductivity in an ultrasonic field) contained in theprobe tip 650 a Theprobe tip 650 a is designed to cause minimal disturbance to the ultrasonic field (e.g., thefield 403 of FIG. 34). Accordingly, theprobe tip 650 a is preferably made of a material that has nearly the same acoustic impedance as the liquid being measured and that has low thermoconductivity. Polypropylene works well since it and water have nearly the same acoustic impedance. - The
probe 650 thus includes, within theprobe tip 650 a, twoelectrodes aqueous solution 652. Thesetransducers wires 670 out of theprobe 650 to measure temperature rise as a function of time, ΔT=g(t), and to evaluate this quantity over a specific time period t′, in seconds, i.e., ΔT=g(t′). The data collection instrument also measures the initial conductivity, C0, without ultrasonics, and the conductivity as a function of time, C=h(t), within the ultrasonic field. Fixed constants associated with the probe should also be stored, including the specific heat (p) of the liquid 652, the volume (V) of the liquid 652 (in cubic centimeters), the mass (m) of the liquid 652 (in grams), and the functional relationship n=f(C,C0) between conductivity and the number of cavitation implosions occurring in theprobe tip 650 a in 8.33 milliseconds determined by counting the sonoluminescene emissions over a 8.33 millisecond period and plotting this versus the conductivity measurement. The instrument then calculates the ultrasonic parameters from this information according to the following formulas: - (a) cavitation density=D=n/V=f(C,C 0)/V
- (b) energy in each cavitation implosion=E=(0.00833)(p)(m)(g(t′))N/f(C,C 0)/t′
- (c) cavitation density as a function of time=f(h(t))/V
- These three measured parameters are then fed back to the generator to continuously control the output of the generator to optimum conditions. FIG. 38 shows a
complete system 675 for monitoring and processing data from such aprobe 650′ and for modifying appliedultrasound energy 676 applied to theprocess chemistry 678. Specifically, thesystem 675 monitors the parameters discussed above and, in real time, controls thegenerator 680 to adjust its output drive signals to thetransducers 682 at thetank 684. Thedata collection instrument 685 connects to thewiring 670′ which couples directly to the transducers within theprobe tip 650′. Theinstrument 685 generates three output signal lines corresponding to measured parameters: the “A” signal line corresponds to the energy in each cavitation implosion, the “B” signal line corresponds to the cavitation density output, and the “C” signal line corresponds to the cavitation density as a function of time. These signal lines A-C are input to separatecomparators particular tank 684 andchemistry 678. The results from the comparators 686 are input to thecontrol system 690, which controls the generator 680 (those skilled in the art should appreciate that thecontroller 690 andgenerator 680 can be, and preferably are, coupled as a single unit). - The energy in each cavitation implosion decreases as the frequency of the
ultrasonics 676 increases and as the temperature of thesolution 678 increases. The energy in each cavitation implosion is measured and compared to the optimum value (set by signal lines D-F) for the process, and if the measured value has a higher energy value than the optimum value, as determined by the comparators 686, the center frequency of thegenerator 680 is increased (by thecontroller 690 receiving data at the “center frequency input control”) until the values are equal. If there is not enough range in the center frequency adjustment to reach the optimum value, then the temperature of thesolution 678 is increased by thecontrol system 690 until the optimum value is reached. An alternative is to utilize a switchable frequency generator, as described above, so as to change the drive frequency to one where the energy in each cavitation implosion is not greater than the optimum value, and without changing the solution temperature. - The cavitation density increases as the ultrasonic power into the
tank 684 increases. Therefore, the cavitation density measurement fed back to thegenerator 680 is compared against the optimum value of cavitation density for the process; and if the measured value is lower than the optimum value, the generator output power is increased (by thecontroller 690 receiving data at the “power control”) until the two values are equal. If the measured value is greater than the optimum value, the generator output power is decreased until the values are equal. - Cavitation density as a function of time is controlled by the amplitude modulation (AM) pattern of the
generator output 692. Therefore the measured cavitation density as a function of time is measured and the generator's AM pattern is adjusted (via thecontroller 690 receiving data at the “AM Control”) until the measured function equals the optimum function. - FIG. 3941 illustrate separate embodiments of universal voltage input ultrasonic generators, in accord with the invention. These embodiments are made to solve the present day problems associated with separate designs made from countries with differing power requirements (in volts A-C, or “VAC”), such as:
100 VAC Japan, and intermittently during brown-outs in the U.S. 120 VAC U.S. 200 VAC Japan 208 VAC U.S. 220 VAC Most of Europe except Scandinavia and U.K. 240 VAC U.S., U.K., Norway, Sweden and Denmark “Z” VAC Corresponding to unusual voltages found in France and other world locations - These voltages are obviously problematic for industry suppliers of ultrasonic generators, who must supply the world markets. The invention of FIGS. 39-41 eliminates the chance that a particular world consumer receives an incorrect generator by providing universal voltage generators that operate, for example, between 86 VAC and 264 VAC.
- In FIG. 39, an
ultrasonic generator 500 is shown connected to a 300VDC source 501. A power factor correction (PFC)circuit 502 connects to the front end of thegenerator 500 to produce a regulated 300 VDC. A switchingregulator 504 regulates the 300 VDC to +12V and +15V. Thegenerator 500 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” is replaced by thePFC circuit 502 and the +12V and +15V are replaced with control voltages from theregulator 504. - FIG. 40 illustrates a
generator 510 connected to a universalinput switching regulator 512. Theregulator 512 generates aset 513 of DC voltages for thegenerator 510. Thegenerator 510 includescircuitry 514 that operates with theset 513. Thegenerator 510 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” and the +12V and +15V are replaced with output voltages from theregulator 512. - Those skilled in the art should appreciate that methods and systems exist for utilizing the power line to acquire amplitude control for ultrasonic generators. By way of example, the inventor of this application describes such systems and methods in connection with FIGS. 3, 4, 5A, 5B and 7 of International Application No. PCT/US97/12853. Specifically, an amplitude control subsystem is achieved by rectifying the AC power line and selecting a portion of the rectified line voltage that ends at the desired amplitude (such as between zero and 90° or between 180° and 270° of the signal). In this manner, amplitude modulation is selectable in a controlled manner as applied to the signal driving the transducers from the generator. For example, by selecting the maximum amplitude of 90° in the first quarter sinusoid, and 270° in the third quarter sinusoid, a maximum amplitude signal is provided. Similarly, a one-half amplitude signal is generated by choosing the 30° and 210° locations of the same sinusoids. By way of a further example, a one-third amplitude signal is generated by choosing 19.5° and 199.5°, respectively, of the same sinusoids.
- FIG. 41 illustrates a
generator 530 which operates at a DC voltage less than or equal to (86)({square root}{square root over ( )}2) volts. As in amplitude control, atriac 532 is used to select that portion of the power line voltage with an amplitude equal to the generator DC voltage requirements. Thesignal 534 is rectified and filtered by the bridge rectifier and filter 536 to obtain theconstant DC voltage 538 in the range less than or equal to (86)({square root}{square root over ( )}2) volts. Thegenerator 530 can be represented, for example, as the circuit of FIG. 31, except that the “high voltage supply” is replaced by the voltage from the bridge rectifier and filter 536 and the +12V and +15V are replaced with output voltages from theregulator 540, as above. - In another embodiment, the selected AC voltage angle can be reduced to lower the DC voltage to reduce the amplitude of the ultrasonic drive signal.
- The “power up sweep” features of the invention also apply to amplitude modulation, where an AM pattern of the AM frequency varies according to the power up-sweep techniques discussed above, and preferably at the same time with the techniques of “sweep the sweep rate”, as discussed herein. With power up-sweep AM, the AM pattern modulation creates an additional upward force on contamination while eliminating low frequency resonances.
- FIG. 42 illustrates an AM (amplitude modulation)
pattern 600 of the invention, where the frequency of the AM is constantly decreasing with increasing time t More particularly, ultrasonic bursts of energy (as shown in FIG. 43, with a frequency f) are contained within each of thenon-zero portions 600 a of thepattern 600. As time increases, longer and longer bursts of energy are applied to the associated transducers. In the optimum case, the ultrasound frequency within each burst of FIG. 43 varies with a power up sweep, from fupper to flower, as discussed above. - FIG. 44 shows a
plot 610 of AM frequency verses time t. As shown, the AM frequency monotonicly changes from a high frequency, fhigh, to a low frequency, flow. When flow is reached, a degas orquiet period 612 is typically introduced before thecycle 614 repeats. - Note that the sweep rate of the change of the AM frequency along the
slope 616 can and preferably does change at a non constant sweep rate. The rate of AM frequency change can thus be non-constant. Thedegas period 612 can also be non constant. Thedegas period 612 can also be substantially “0”, so that no time is permitted for degas. - Generally, there are three ways to change the AM frequency. The burst length “L” (FIG. 43) can be changed, the time between bursts can be changed (e.g., the
periods 600 b, FIG. 42, where the amplitude is zero); or both parameters can be changed simultaneously. - FIGS. 45A-45C schematically illustrate electronics for one ultrasonic generator with AM power up-sweep capability, in accord with the invention.
- FIG. 46 illustrates a prior art
laminar tank 700. Contamination within thetank 700 is a problem in critical cleaning operations because the contamination can redeposit on thepart 701 under process. A common way to remove contamination from thecleaning solution 702 of thetank 700 is to build thetank 700 withoverflow weirs 704 and to constantly add pure solution, or recirculate filtered solution, into the bottom of the tank at asolution inlet 706. The solution injected through theinlet 706 travels through the tank volume and out over theoverflow weirs 704. Solution which overflows theweirs 704 exits throughoutlets 705 for disposal or filtering. - The problem with cleaning the
solution 702 in this manner is that the cleaning time is excessive because there is mixing of pure or filtered solution with contaminated solution while solution passes through the volume of thetank 700. The mixing causes a dilution of the contaminated solution by the pure or filtered solution. The result is that diluted solution overflows theweirs 704; and the contamination within thetank 700 is eliminated logarithmically rather than linearly. Logarithmic elimination theoretically takes an infinite amount of time to reach zero, whereas linear elimination has a theoretical finite time when the tank becomes contamination free. - The
tank 720 of FIG. 47, constructed according to the invention, thus includes features which significantly reduce the afore-mentioned problems. Specifically, thetank 720 operates such that thesolution 702′ in thetank 720 moves in a piston like fashion from the bottom 720 a to the top 700 b of thetank 700, resulting in little or no mixing of contaminated solution with the new or filtered solution. Near linear removal of the contamination within thetank 700 results, providing for rapid clean up. - The
tank 720 has a number of baffles that: reduce the velocity of the clean solution; equalize the pressure of the clean solution; and introduce the solution into thetank 720 with even distribution at the bottom 720 a of thetank 720. Thefirst baffle 722 reduces the velocity of the solution injected through theinlet 706′. Thesecond baffle 724 evenly distributes the solution at the bottom of thetank 720 a.Baffle 724 has aplate 726 with a large number ofsmall holes 728 cut therethrough to give a minimum of 45% open area so that the pressure across any hole is minimized. - The combination of the
baffles wirers 704′. Thetank 720 thus augments, or provides an alternative to, the power up-sweep features discussed above. - The design of the
tank 720 also benefits from alternative placement of theultrasonic transducers 730 mounted with the tank. As illustrated, thetransducers 730 are mounted to the sides 720 s of the tank decreasing the disruption which might otherwise occur from bottom-mounted transducers interfering with the solution flow through thebaffles - A common feature in prior art tanks (ultrasonic and non-ultrasonic) is a quick dump rinse feature (QDR) where a large valve in the bottom of the tank opens to allow the solution in the tank to quickly drain out of the tank. This QDR feature reduces the contamination residing on the parts under process as compared to the contamination that would reside if the liquid were removed more slowly from the tank, or if the parts were pulled out of the tank.
- FIG. 48 illustrates a
QDR tank 800 modified in accord with the invention to speed up the rate of liquid removal from the tank. Thelarge valve output 802 is connected to avacuum reservoir 804 that is evacuated to a pressure below atmospheric pressure during the cleaning cycle. When thevalve 802 is opened to dump the liquid 702″, the difference between atmospheric pressure and the pressure in thevacuum vessel 806 forces the liquid 702″ out of thetank 800, thus shortening the drain time and further reducing the residual contamination. - The conventional stacked transducer consists of a front driver, active piezoelectric elements and a back mass. The length “L” of the transducer (from front plate to backplate) basically determines the transducer's primary and harmonic frequencies. As the fundamental frequency of the transducer becomes higher, the thickness of each of the transducer elements is reduced until they become impractical. FIG. 49 shows a
transducer 850 constructed according to the invention which reduces this impracticality. - In FIG. 49, the
transducer 850 is shown connected to anultrasound processing tank 852, which holdsprocess chemistry 854. The transducer includes twopiezoelectric elements 856 that are compressed between thebackplate 858 and thetank 852. Specifically, abias bolt 860 connects through thetransducer 850 and connects directly into aweld 861 at thetank 852. Accordingly, there is no front plate; and thus the transducer length “L” can be divided between thepiezoelectric elements 856 and theback mass 858. This division makes it possible to make astacked transducer 850 with a higher fundamental frequency (and higher harmonics too). - Most transducers discussed herein are longitudinal vibrators with elements sandwiched by a center bolt that holds the transducer assembly together and that provides a compressive bias to the active piezoelectric components (i.e., sandwiched between the a front plate and back mass or backplate). Since piezoelectric ceramic is strong under compression, but weak in tension, the constant compressive force provided by the spring constant of the bolt greatly improves the reliability of this transducer over other configurations.
- The longitudinal vibrating transducer is normally connected to the tank or other surface that is to receive the sound energy by epoxy or brazing, or by a mechanical stud, or by a combination of these schemes.
- The invention of FIG. 50 illustrates a
transducer 900 constructed according to the invention and shown in an exploded view. Thetransducer 900 has “double compression”, as discussed below, to increase its reliability over the prior art. Specifically, thebias bolt 904 has a through-hole 902 in its center. Thecenter hole 902 receives asecond bolt 906 that is welded to the surface of the tank 908 (illustrated by weld joint 910). When integrated, thesecond bolt 906 protrudes out past the tail mass 910 (i.e., the backplate) of thetransducer 900 by way of a Bellevilledisc spring washer 912 andnut 914, which screws ontobolt 906. - As in other transducers herein, the
transducer 900 includespiezoelectric ceramics 916, associatedelectrodes 918, and lead-outs 920 for theelectrodes 918. - The
bias bolt 904 thus provides the first compressive force similar to other transducers herein. That is, thebolt 904 slides through thefront driver 922 via the through-hole 924, and continues on through theceramics 916. Theback mass 910 has threads 910 a which mate with thebolt 904; and thus thebolt 904 screws into theback mass 910. By tightening thebolt 904 into theback mass 910, thebolt 904 firmly seats into the counter-sink 922 a of thefront plate 922 and compression is applied to theceramics 916. - As an alternative, the threads in the
back mass 910 can be thru-holed; and a nut against the back mass can replace the threads to support compression bias on thepiezoceramic 916. - The second compressive force derives from the operation of the
second bolt 906, which compresses the epoxy 926 after seating within the counter-sink 904 a of thefirst bolt 904 and after tightening thenut 914 onto thebolt 906. Thefront driver 922 is then bonded to thetank 908 via anepoxy layer 926. The second compressive force keeps a compressive bias on the epoxy 926 bond between thefront driver 922 and thetank surface 908. - As an alternative, it is possible to eliminate the Belleville
disc spring washer 912 and rely entirely on the spring tension in thesecond bolt 906; but the added feature of the Bellevilledisc spring washer 912 provides a larger displacement before tension goes to zero. - The second compressive bias of
transducer 900 provides at least three improvements over the prior art. First, during the epoxy curing process, the bias keeps force on the epoxy bond 926 (even if the epoxy layer thickness changes during a liquid state) resulting in a superior bond. Second, during operation of thetransducer 900, the reliability of thebond 926 is enhanced because of the constant mechanical compressive force. That is, epoxy bonds are weakest in shear forces, and reasonably strong in tension but superior in compression. Third, during abnormal conditions (e.g., a mechanical jar to the bonding surface) that might dislodge a conventionally bonded transducer, the second compression force with its spring characteristics absorbs the mechanical shock and protects the epoxy bond. - Those skilled in the art should appreciate that the
double compression transducer 900 provides increased reliability when mounted with most any surface, and not simply anultrasonic tank 908. - FIG. 51 shows a cross-sectional view of a conventional
stacked transducer 1000 with abias bolt 1002 that screws intothreads 1004 in thealuminum front driver 1006. Thethreads 1004 are only within the top portion 1006 a of thefront driver 1006. The transducer includes the normal piezo-ceramics 1007,electrodes 1008, andrear mass 1009. - FIG. 52 shows an
alternative transducer 1010 constructed according to the invention. Intransducer 1010, thethreads 1012 within thefront driver 1014 are atbottom portion 1014 a so that bias pressure is not concentrated on the top threads (as in FIG. 51) where the surface of the aluminum can be deformed in operation, decreasing bias pressure. Theelements 1002′, 1007′, 1008′ and 1009′ have similar function as in FIG. 51; except that they are sized and shaped appropriately to accommodate the thread repositioning at the bottom 1014 a of thedriver 1014. - FIG. 53 illustrates a
transducer 1020 that is similar to thetransducer 1010, FIG. 52, except that ahelical insert 1022 is used instead of thethreads 1012. Thehelical insert 1022 is preferably made from steel and will not plastically deform under normal transducer stresses. Thehelical insert 1022 thus prevents distortion of thealuminum driver 1014′ under the normal stresses of thetransducer 1020. Note that the a helical insert can similarly replace thethreads 1004 of theprior art transducer 1000 to provide similar advantages in preventing distortion. - FIG. 54 illustrates a side view of one embodiment of the invention including a 5 printed circuit board (PCB) 1030 connected with
ultrasonic transducers 1032 such as described herein (including, for example, piezoelectric ceramics 1034). ThePCB 1030 contains circuitry and wiring so as to function as an ultrasonic generator and for the electrodes of thetransducers 1032. As such, thePCB 1030 can drive thetransducers 1032 to produceultrasound 1036 when powered. By way of example, thePCB 1030 can include the circuitry of FIG. 31. - The
PCB 1030 andtransducers 1032 are also substantially “integral” in construction so as to be a single unit. This provides structural integrity, and reduces the cost and size of the system. - FIG. 55 shows a top view of the
PCB 1030 of FIG. 54. For purposes of illustration, thetop surface 1030 a of thePCB 1030 is shown withelectrodes 1038 for the positive side of the piezoelectric ceramic 1034. Theelectrodes 1038 are preferably connected by wiring 1048 (e.g., circuit board land patterns) to provide for common voltage input to thetransducers 1032. There is a similar electrode pattern on the bottom side (not shown) of thePCB 1030 that makes contact with the transducer'sfront driver 1032 b, which is in electrical contact with thebias bolt 1032 a (FIG. 54). Thebolt 1032 a connects through thetransducer 1032 and into the back mass 1032 c, providing electrical feedthrough to the negative electrode of the piezoelectric ceramic 1034. ThePCB 1030 thus provides two electrodes for eachtransducer 1032 and all the interconnect wiring for thetransducers 1032 such as by etching the PCB pattern. The ultrasonic generator is also provided with thePCB 1030 circuitry (illustrated by circuit board components 1040) with its output connected into the transducer electrodes as part of the PCB artwork. - FIG. 56 illustrates an acid
resistant transducer 1050 with internal piezoelectric compression. By way of background, the above description has described certain transducers that utilize metal masses to lower the resonant frequency of the piezoelectric ceramics and a bolt to keep a compressive bias on the piezoelectric elements. In harsh environments, e.g., sulfuric acid process tanks, the metallic elements of the transducer are prone to acid attack and therefore are a reliability risk. Thetransducer 1050 of FIG. 56 resolves this problem by eliminating the metal masses and the bolt. The compressive force on the piezoelectric ceramic 1058 is obtained by an epoxy 1052 that contracts upon curing. The metal “back mass” and the metal “front driver” such as described above are replaced by a non-metallic material 1060. In FIG. 56, thefront driver 1060 a andback mass 1060 b are thus both made from a non-metallic material such as quartz. - The
internal piezoceramics 1058 connect to wiring to drive theelements 1058 in the normal way. To protect the wiring and ceramics, it can be made from Teflon which is soldered to the ceramic 1058 by known methods, such as illustrated by solder joint 1064. - FIG. 57 illustrates a
generator circuit 2000 used to implement power up-sweep such as described herein (e.g., such as described in connection with FIG. 31, except that FIG. 31 uses IGBT's as the switching devices and FIG. 57 uses MOSFET's). In FIG. 57,circuit 2000 includes acapacitive element 2012 with terminal 2012 a connected toearth ground 2015 a The other terminal 2012 b connects to terminal 2040 b ofinductor 2040. Terminal 2040 a ofinductor 2040 connects to terminal 2013 a of the secondary 2013 c oftransformer 2013. Terminal 2013 b of secondary 2013 c connects toearth ground 2015 b. Thecircuit 2000 includes twodrive networks controller 2022. -
Drive network 2018 includes ablocking network 2028 and a multi-statepower switch network 2030, which is coupled to thecontroller 2022 by way ofline 2022 a. Thedrive network 2020 includes ablocking network 2032 and a multi-statepower switch network 2034, which is coupled to thecontroller 2022 by way ofline 2022 b. - In
drive network 2018, theblocking network 2028 andswitch network 2030 provide a unidirectional current flow path characterized by a first impedance from the potential +V through the first primary winding 2013d 1 of center-tapped primary winding 2013 d oftransformer 2013 when theswitch network 2030 is in a first (conductive) state. Thenetworks circuit ground 2023 a through 2013d 1 to the potential +V when theswitch network 2030 is in a second (non-conductive) state. The first impedance of the flow path established whennetwork 2030 is in its first state is lower than the second impedance of the flow path established when thenetwork 2030 is in its second state. - In
drive network 2020, theblocking network 2032 andswitch network 2034 provide a unidirectional current flow path characterized by a third impedance from the potential +V through the second primary winding 2013d 2 of center-tapped primary winding 2013 d oftransformer 2013 when theswitch network 2032 is in a first (conductive) state. Thenetworks d 2 to the potential +V when theswitch network 2034 is in a second (non-conductive) state. The third impedance of the flow path established whennetwork 2034 is in its first state is lower than the fourth impedance of the flow path established when thenetwork 2030 is in its second state. - The impedance (Z) of
drive network 2018 whenswitch network 2030 is in its second state may be primarily determined byresistor 2028 b (of value “R”), in which case Z has a value substantially equal to R for current flow in a direction toward +V, and a “near-infinity” value (i.e. relatively high) for current flow away from +V. In other embodiments, Z may be non-linear, normally lower at the beginning of operation in the second state and higher at times after the second state begins. For example, a metal oxide varistor (MOV) in parallel with a resistor (R) may be the primary determining factor for Z. In this case, at the beginning of operation in the second state when the voltage across Z is high, the low impedance of the on MOV primarily determines Z and later in the second state, as the voltage drops below the MOV's breakdown potential, Z is primarily determined by R. - A similar situation occurs for the impedance of
drive network 2020 whenswitch network 2034 is in its second state. - Where the
circuit 2000 is adapted to drive an ultrasonic transducer, thecapacitive element 2012 may be an electrostrictive device suitable for use as an ultrasonic transducer. With such a configuration, for example, thecontroller 2022 may effectively control thecircuit 2000 to drive such ultrasonic transducers at a selectively controlled frequency. In various forms of the invention, thecontroller 2022 may be adaptively controlled so as to track variations in the resonant frequency for the respective ultrasonic transducers, or to frequency modulate the frequency with a function such as a power up-sweep function, described above. - In operation, the
controller 2022 cyclically switches theswitch network 2030 between its first and second states at a frequency f (f=1/T), where f is less than or equal to fr (fr=1/Tr), where fr is the resonant frequency of the series LC network formed by 2012 and 2040, approximately equal to 1/(2π(LC){circumflex over ( )}1/2). During each cycle,network 2030 is controlled to be in its first state for a period greater than or equal to Ti/2, but less than or equal to T/2, at the beginning of each cycle.Network 2030 is controlled to be in its second state for the remainder of each cycle. - Similarly, the
controller 2022 also cyclically switches theswitch network 2032 between its first and second states at the frequency f (f=1/T). During each cycle,network 2032 is controlled to be in its first state for a period greater than or equal to Ti/2, but less than or equal to T/2, at the beginning of each cycle.Network 2032 is controlled to be in its second state for the remainder of each cycle. In the presently described embodiment, the start time for each cycle of the switching ofnetwork 2030 is offset by T/2 from the start time for each cycle of the switching ofnetwork 2032. In other forms, the start time for the cycle of theswitching network 2030 may be offset by at least Ti/2 and less than Ti/2+D, where D equals T−Tr. - An AC voltage waveform (V o) at frequency f is impressed across the
capacitive element 2012. Generally, this voltage waveform V0 passes from low to high and from high to low with a sinusoidal waveshape (at frequency fr). After rising from its low peak level to its high peak level, the voltage waveform stays substantially at its high peak level (except for droop due to resistive losses) for a period ½ (T−Tr), or D/2, before passing from that high peak level to its low peak level. Similarly, upon returning to the low peak level, the voltage waveform V0 remains at that level (except for droop due to resistive losses) for a period ½ (T−Tr), or D/2, before again passing to the high peak level. - Thus, the voltage impressed across
capacitive element 2012 rises and falls at the resonant frequency fr with thecapacitive element 2012 being maintained in its fully charged state for a “dead” time which is adjustably dependent upon the switching frequency f of thecontroller 2022. Accordingly, the drive frequency to theelement 2012 may be adjustably controlled. - Where the
element 2012 is an ultrasonic transducer,circuit 2000 is used to drive that transducer at a frequency adjusted to match the optimal drive frequency. In various embodiments, variations in that optimal drive frequency may be detected and the controller may be adjusted in closed loop fashion to adaptively track such variations. -
Blocking network 2028 includes adiode 2028 a in parallel with aresistor 2028 b, and theblocking network 2032 includes adiode 2032 a and aresistor 2032 b. The single inductor (L) 2040 operates in resonance with theelement 2012. -
Circuit 2000 is particularly useful with “fast” switching devices (such as bipolar, MOS and IGBT transistors) which do not require an extended turnoff time. In operation, thecapacitive element 2012 andtransformer 2013 function like the circuit of FIG. 31, except thatcircuit 2000 utilizes FETs instead of IGBTs (insulated gate bipolar transistors) for the terminal power switching devices. Thepower devices - In another implementation of
circuit 2000, FIG. 57, theinductor 2040 is not a separate component, but rather is incorporated into thetransformer 2013 by way of leakage inductance. This leakage inductance performs the same function asinductor 2040 and the leakage inductance is controlled by the coupling oftransformer 2013, e.g., by setting a gap in the transformer's core as is known in the art. - With further reference to FIG. 33, one embodiment of the invention couples multiple generator frequencies to a
common tank 306′ andtransducers 304′. FIG. 58 schematically showsadditional switch circuitry 2098 compatible with this embodiment In FIG. 58, acommon 24VDC supply 2100 couples to a user-selectable switch 2102 (e.g., a rotary switch) to provide drive energy to remote connectors 2104 a-d (each connector 2104 corresponding and connecting to a different generator frequency, e.g., 2104 a for 40 khz, 2104 b for 72 khz, 2104 c for 104 khz, and 2104 d for 170 khz). Which ever generator thus connects to the 24VDC supply between pins “1” and “2” on its corresponding remote connector 2104 will drive the common process tank, as shown in FIG. 59. The generators can have a remote on/off relay in the form of FIG. 60, which illustrates coupling between a Deltrol relay and the remove relay. The connector-to-tank wiring is further illustrated in FIG. 59. In FIG. 59, each generator within the system connects to each of the plurality oftransducers 2106 within the tank; though only one generator actively drives thetransducers 2106 depending upon the position of the switch 2102. - In operation, power is applied to one generator (e.g., the 40 khz generator coupled to
remote connector 2104 a) via the 24VDC signal from the rotary switch 2102. The following sequence then occurs with respect to FIGS. 58-60:Time Event 7 milliseconds Remote relay # 1 energizes starting the ¼sec. timer # 110 milliseconds Deltrol relay # 1 connects the tank to the40 khz generator 0.5 seconds ½ sec. timer # 1 starts the 40 khz generator,the tank runs at 40 khz - If the rotary switch 2102 is turned to the next position, e.g., to the 72 khz generator position, the following sequence occurs (assuming, worst case, that the rotary switch is moved very fast so there is zero time between the 40 khz position and the 72 khz position):
Time Event 0 milliseconds 24VDC is removed from remote relay # 10 milliseconds 24VDC is removed from Deltrol relay # 15 milliseconds 40 khz generator turns off 7 milliseconds 72 khz remote relay # 2 energizes starting the½ sec. timer # 210 milliseconds Deltrol relay # 2 connects tank to 72khz generator 250 milliseconds Deltrol relay # 1 disconnects 40 khzgenerator from the tank 0.5 seconds ½ sec. timer # 2 starts the 72 khz generator,the tank runs at 72 khz - To avoid this “worst case” scenario, extra margin is provided by providing an off position between each rotary switch generator position. That is, the rotary switch can be labeled as follows:
- OFF-40 khz-OFF-72 khz-OFF-104 khz-OFF-170 khz
- Generators connected within this system preferably have a four socket reverse sex square flange AMP GPC receptacle with arrangement 11-4 (AMP part number 206430-1) installed on the rear of the generator. The mating four pin plug (AMP part number 206429-1) has the following pin connections:
Pin# 1+24 VDC referenced to Pin #2 connects the generator or power module to the transducers and turns the generator on Pin# 2return for 24 VDC signal, can be grounded Pin# 3anode of LED to indicate RF current flow Pin# 4 cathode of LED to indicate RF current flow - The cable from the AMP plug is for example a Manhattan/Cot PIN M39025 control cable with four #24 AWG wires, with the following color codes:
Pin# 1 red;Pin# 2 green;Pin# 3 blue; andPin# 4 white. - Generators within this system can have a nine socket reverse sex square flange AMP CPC receptacle with arrangement 17-9 (AMP part number 211769-1) installed on the rear of the generator according to the following connections.
- Socket #1: +RF output
- Socket #2: not used
- Socket #3: +RF output
- Socket #4: −DC test point
- Socket #5: −RF output, ground
- Socket #6: cable shield, ground
- Socket #7: +DC output interlock
- Socket #8: +DC input interlock
- Socket #9: waveform test point
- The mating nine pin plug (AMP part number 211768-1) can have the following pin outs and color code when supplied with a three wire RF cable.
- Pin#1: +RF output red
- Pin #3: +RF output red
- Pin #5: −RF output green/yellow
- All pin#5s can for example be wired together and connected to the −RF transducer lead. All
pin # 1's are then connected together and connected to the +RF transducer lead coming from one-half of the transducers. Allpin # 3's are then connected together to the +RF transducer lead coming from the other one-half of the transducers. The only exception to this is when the generators do not all drive the same number of transducers. - FIG. 61 schematically shows a
multi-generator system 3000 used to drivecommon transducers 3002. One advantage of thesystem 3000 is that multiple generators 3004 can alternatively drive thetransducer 3002; and it is assured that no two generators operate simultaneously. Each generator 3004 preferably represents a different drive frequency.Generator 3004 a represents, for example, the generator set forth by circuitry of FIG. 31 (except that preferably, a ½ second delay is installed intocircuit 250 by adjustingcapacitor 3006 to one microfarad instead of {fraction (1/10)} microfarad, which provides only 50 ms delay). Therelays - The rotary switch 3010 (e.g., similar to the switch 2102, FIG. 58) permits user selection between any of the generators 3004.
Generator 3004 b can thus be switched in to drive thetransducer 3002 with a different frequency. Those skilled in the art should appreciate thatadditional generators 3004 c, 3004 d, . . . can be installed into thesystem 3000 as desired, with additional frequencies. Those skilled in the art should appreciate that therotary switch 3010 can be replaced by a PLC or computer control to provide similar generator selection. - The invention thus attains the objects set forth above, among those apparent in the preceding description. Since certain changes may be made in the above description without departing from the scope of the invention, it is intended that all matter contained in the above description or shown in the accompanying drawings be interpreted as illustrative and not in a limiting sense. It is also to be understood that the following claims are to cover all generic and specific features of the invention described herein, and all statements of the scope of the invention which, as a matter of language, might be said to fall therebetween.
Claims (129)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/825,036 US7211927B2 (en) | 1996-09-24 | 2004-04-15 | Multi-generator system for an ultrasonic processing tank |
| US10/855,135 US7211928B2 (en) | 1996-08-05 | 2004-05-27 | Apparatus, circuitry, signals and methods for cleaning and/or processing with sound |
| US11/173,468 US20060086604A1 (en) | 1996-09-24 | 2005-07-01 | Organism inactivation method and system |
| US11/476,530 US20080047575A1 (en) | 1996-09-24 | 2006-06-28 | Apparatus, circuitry, signals and methods for cleaning and processing with sound |
| US11/704,875 US8075695B2 (en) | 1996-08-05 | 2007-02-09 | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US11/978,316 US7741753B2 (en) | 1996-08-05 | 2007-10-29 | Megasonic apparatus, circuitry, signals and methods for cleaning and/or processing |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/718,945 US5834871A (en) | 1996-08-05 | 1996-09-24 | Apparatus and methods for cleaning and/or processing delicate parts |
| US4971797P | 1997-06-16 | 1997-06-16 | |
| US09/097,374 US6016821A (en) | 1996-09-24 | 1998-06-15 | Systems and methods for ultrasonically processing delicate parts |
| US09/370,302 US7004016B1 (en) | 1996-09-24 | 1999-08-09 | Probe system for ultrasonic processing tank |
| US10/825,036 US7211927B2 (en) | 1996-09-24 | 2004-04-15 | Multi-generator system for an ultrasonic processing tank |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US09/370,302 Continuation-In-Part US7004016B1 (en) | 1996-08-05 | 1999-08-09 | Probe system for ultrasonic processing tank |
| US10/178,751 Continuation-In-Part US6822372B2 (en) | 1996-08-05 | 2002-06-24 | Apparatus, circuitry and methods for cleaning and/or processing with sound waves |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/178,751 Continuation-In-Part US6822372B2 (en) | 1996-08-05 | 2002-06-24 | Apparatus, circuitry and methods for cleaning and/or processing with sound waves |
| US10/855,135 Continuation-In-Part US7211928B2 (en) | 1996-08-05 | 2004-05-27 | Apparatus, circuitry, signals and methods for cleaning and/or processing with sound |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| US20040256952A1 true US20040256952A1 (en) | 2004-12-23 |
| US7211927B2 US7211927B2 (en) | 2007-05-01 |
Family
ID=33519908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/825,036 Expired - Fee Related US7211927B2 (en) | 1996-08-05 | 2004-04-15 | Multi-generator system for an ultrasonic processing tank |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US7211927B2 (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060086604A1 (en) * | 1996-09-24 | 2006-04-27 | Puskas William L | Organism inactivation method and system |
| WO2007011520A2 (en) * | 2005-07-01 | 2007-01-25 | Blackstone-Ney Ultrasonics, Inc. | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US20070205695A1 (en) * | 1996-08-05 | 2007-09-06 | Puskas William L | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US20080047575A1 (en) * | 1996-09-24 | 2008-02-28 | Puskas William L | Apparatus, circuitry, signals and methods for cleaning and processing with sound |
| US20090241985A1 (en) * | 2008-01-14 | 2009-10-01 | Gross David J | High power density ultrasonic fuel cleaning with planar transducers |
| EP2135068A1 (en) * | 2007-03-10 | 2009-12-23 | RUV-Systems B.V. | A method and apparatus for in-line quality control of wafers |
| US20130255386A1 (en) * | 2012-03-29 | 2013-10-03 | Olympus Ndt | Apparatus for and a method of improved timing control for non-destructive testing and inspection |
| US20140209599A1 (en) * | 2013-01-25 | 2014-07-31 | Energyield, Llc | Energy harvesting container |
| GB2506939B (en) * | 2012-10-15 | 2017-04-05 | Alphasonics (Ultrasonic Cleaning Systems) Ltd | Improvements in and relating to ultrasonic cleaning |
| EP2711092B1 (en) * | 2012-09-25 | 2017-04-19 | Adolf Würth GmbH & Co. KG | Transformer-free ultrasound generator for a handheld device |
| US11045600B2 (en) * | 2005-11-10 | 2021-06-29 | Iradimed Corporation | Liquid infusion apparatus |
| US11219930B2 (en) | 2018-05-28 | 2022-01-11 | Nagase Filter Co, Ltd. | Filter cleaning method and filter cleaning apparatus |
| US11268506B2 (en) | 2017-12-22 | 2022-03-08 | Iradimed Corporation | Fluid pumps for use in MRI environment |
| US11291767B2 (en) | 2007-07-13 | 2022-04-05 | Iradimed Corporation | System and method for communication with an infusion device |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7687039B2 (en) * | 1998-10-28 | 2010-03-30 | Covaris, Inc. | Methods and systems for modulating acoustic energy delivery |
| EP1125121B1 (en) * | 1998-10-28 | 2007-12-12 | Covaris, Inc. | Apparatus and methods for controlling sonic treatment |
| US6948843B2 (en) * | 1998-10-28 | 2005-09-27 | Covaris, Inc. | Method and apparatus for acoustically controlling liquid solutions in microfluidic devices |
| US7981368B2 (en) | 1998-10-28 | 2011-07-19 | Covaris, Inc. | Method and apparatus for acoustically controlling liquid solutions in microfluidic devices |
| US7328628B2 (en) | 2003-12-08 | 2008-02-12 | Covaris, Inc. | Apparatus and methods for sample preparation |
| WO2007016605A2 (en) * | 2005-08-01 | 2007-02-08 | Covaris, Inc. | An apparatus and a method for processing a sample using acoustic energy |
| US8353619B2 (en) * | 2006-08-01 | 2013-01-15 | Covaris, Inc. | Methods and apparatus for treating samples with acoustic energy |
| EP1925359A1 (en) | 2006-11-22 | 2008-05-28 | Covaris, Inc. | Methods and apparatus for treating samples with acoustic energy to form particles and particulates |
| US8709359B2 (en) | 2011-01-05 | 2014-04-29 | Covaris, Inc. | Sample holder and method for treating sample material |
| JP5684208B2 (en) | 2012-09-25 | 2015-03-11 | 日本碍子株式会社 | Method for grinding honeycomb structure |
| US10766624B2 (en) * | 2016-01-20 | 2020-09-08 | Honeywell International Inc. | Algorithm for efficiently breaking a material |
Citations (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2585103A (en) * | 1948-03-08 | 1952-02-12 | Otis A Brown | Apparatus for ultrasonic treatment of liquids |
| US2891176A (en) * | 1955-07-13 | 1959-06-16 | Branson Instr | Compressional wave generating apparatus |
| US2985003A (en) * | 1957-01-11 | 1961-05-23 | Gen Motors Corp | Sonic washer |
| US3066232A (en) * | 1959-06-12 | 1962-11-27 | Branson Instr | Ultrasonic transducer |
| US3094314A (en) * | 1960-08-02 | 1963-06-18 | Detrex Chem Ind | Sandwich type transducer and coupling |
| USRE25433E (en) * | 1956-08-27 | 1963-08-13 | Electromechanical transducer system | |
| US3113761A (en) * | 1961-07-26 | 1963-12-10 | Ultrasonic Ind Inc | Ultrasonic tank housing |
| US3152295A (en) * | 1961-05-01 | 1964-10-06 | Bendix Corp | Pulsed tank circuit magneto-or electrostrictive device excitation |
| US3187207A (en) * | 1960-08-08 | 1965-06-01 | Giannini Controls Corp | Transducers |
| US3230403A (en) * | 1961-07-14 | 1966-01-18 | Bendix Corp | Prestressed ceramic transducer |
| US3293456A (en) * | 1963-03-18 | 1966-12-20 | Branson Instr | Ultrasonic cleaning apparatus |
| US3315102A (en) * | 1963-01-14 | 1967-04-18 | Electromation Components Corp | Piezoelectric liquid cleaning device |
| US3318578A (en) * | 1965-03-22 | 1967-05-09 | Branson Instr | Cleaning apparatus |
| US3371233A (en) * | 1965-06-28 | 1968-02-27 | Edward G. Cook | Multifrequency ultrasonic cleaning equipment |
| US3433462A (en) * | 1968-01-19 | 1969-03-18 | Crest Ultrasonics Corp | Method and apparatus for resonating small piezoelectric crystals at low frequencies |
| US3614069A (en) * | 1969-09-22 | 1971-10-19 | Fibra Sonics | Multiple frequency ultrasonic method and apparatus for improved cavitation, emulsification and mixing |
| US3629726A (en) * | 1969-08-29 | 1971-12-21 | Surgical Design Corp | Oscillator and oscillator control circuit |
| US3638087A (en) * | 1970-08-17 | 1972-01-25 | Bendix Corp | Gated power supply for sonic cleaners |
| US3648188A (en) * | 1970-06-10 | 1972-03-07 | Bendix Corp | Transistor power amplifier |
| US3651352A (en) * | 1970-12-10 | 1972-03-21 | Branson Instr | Oscillatory circuit for ultrasonic cleaning apparatus |
| US3690333A (en) * | 1971-05-17 | 1972-09-12 | Hans Kierner | Machine for cleaning small parts |
| US3727112A (en) * | 1969-08-29 | 1973-04-10 | Surgical Design Corp | Generator for producing ultrasonic energy |
| US3735159A (en) * | 1972-01-24 | 1973-05-22 | E Murry | Method and apparatus for translating ultrasonic energy |
| US3746897A (en) * | 1971-07-28 | 1973-07-17 | Ultrasonic Systems | Ultrasonic multi-frequency system |
| US3778758A (en) * | 1972-09-25 | 1973-12-11 | Us Navy | Transducer |
| US3804329A (en) * | 1973-07-27 | 1974-04-16 | J Martner | Ultrasonic generator and atomizer apparatus and method |
| US3842340A (en) * | 1969-02-20 | 1974-10-15 | Philips Corp | Generator for producing ultrasonic oscillations |
| US3893869A (en) * | 1974-05-31 | 1975-07-08 | Rca Corp | Megasonic cleaning system |
| US3975650A (en) * | 1975-01-30 | 1976-08-17 | Payne Stephen C | Ultrasonic generator drive circuit |
| US4044297A (en) * | 1975-05-20 | 1977-08-23 | Matsushita Electric Industrial Co., Ltd. | Ultrasonic generator with combined oscillator and current regulator |
| US4054848A (en) * | 1975-01-23 | 1977-10-18 | Nippon Soken, Inc. | Ultrasonic oscillator |
| US4069444A (en) * | 1976-06-01 | 1978-01-17 | Westinghouse Electric Corporation | Ultrasonic power generator |
| US4081706A (en) * | 1976-10-21 | 1978-03-28 | Delta Sonics, Inc. | Oscillatory circuit for an ultrasonic cleaning device with feedback from the piezoelectric transducer |
| US4109174A (en) * | 1976-02-24 | 1978-08-22 | Lucas Industries Limited | Drive circuits for a piezoelectric stack |
| US4118649A (en) * | 1977-05-25 | 1978-10-03 | Rca Corporation | Transducer assembly for megasonic cleaning |
| US4120699A (en) * | 1974-11-07 | 1978-10-17 | Alvin B. Kennedy, Jr. | Method for acoustical cleaning |
| US4141608A (en) * | 1977-11-10 | 1979-02-27 | L & R Manufacturing Company | Circuitry for driving a non-linear transducer for ultrasonic cleaning |
| US4156157A (en) * | 1977-05-18 | 1979-05-22 | Societe Satelec | Alternate constant current or voltage generator for an ultrasonic generator |
| US4175242A (en) * | 1977-05-11 | 1979-11-20 | Siemens Aktiengesellschaft | Circuit arrangement for the automatic frequency control of an ultrasonic transducer |
| US4275363A (en) * | 1979-07-06 | 1981-06-23 | Taga Electric Co., Ltd. | Method of and apparatus for driving an ultrasonic transducer including a phase locked loop and a sweep circuit |
| US4326553A (en) * | 1980-08-28 | 1982-04-27 | Rca Corporation | Megasonic jet cleaner apparatus |
| US4391672A (en) * | 1981-03-16 | 1983-07-05 | Valmet Oy | Method used in paper making for treatment of a weave |
| US4398925A (en) * | 1982-01-21 | 1983-08-16 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Acoustic bubble removal method |
| US4409999A (en) * | 1981-08-07 | 1983-10-18 | Pedziwiatr Edward A | Automatic ultrasonic cleaning apparatus |
| US4418297A (en) * | 1981-03-16 | 1983-11-29 | L & R Manufacturing Company | Oscillatory resonant transducer driver circuit |
| US4431975A (en) * | 1981-04-16 | 1984-02-14 | Ultrasonic Power Corporation | Oscillator circuit for ultrasonic cleaning |
| US4527901A (en) * | 1983-11-21 | 1985-07-09 | Ultrasonic Power Corporation | Ultrasonic cleaning tank |
| US4543130A (en) * | 1984-08-28 | 1985-09-24 | Rca Corporation | Megasonic cleaning apparatus and method |
| US4554477A (en) * | 1983-11-25 | 1985-11-19 | Ratcliff Henry K | Drive circuit for a plurality of ultrasonic generators using auto follow and frequency sweep |
| US4559826A (en) * | 1984-09-14 | 1985-12-24 | Tab Leasing | Precision source of acoustic radiation |
| US4633119A (en) * | 1984-07-02 | 1986-12-30 | Gould Inc. | Broadband multi-resonant longitudinal vibrator transducer |
| US4736130A (en) * | 1987-01-09 | 1988-04-05 | Puskas William L | Multiparameter generator for ultrasonic transducers |
| US4743789A (en) * | 1987-01-12 | 1988-05-10 | Puskas William L | Variable frequency drive circuit |
| US4788992A (en) * | 1987-04-28 | 1988-12-06 | Lewis Corporation | Ultrasonic strip cleaning apparatus |
| US4804007A (en) * | 1987-04-29 | 1989-02-14 | Verteq, Inc. | Cleaning apparatus |
| US4836684A (en) * | 1988-02-18 | 1989-06-06 | Ultrasonic Power Corporation | Ultrasonic cleaning apparatus with phase diversifier |
| US4854337A (en) * | 1988-05-24 | 1989-08-08 | Eastman Kodak Company | Apparatus for treating wafers utilizing megasonic energy |
| US4864547A (en) * | 1986-05-20 | 1989-09-05 | Crestek, Inc. | Regulated ultrasonic generator |
| US4869278A (en) * | 1987-04-29 | 1989-09-26 | Bran Mario E | Megasonic cleaning apparatus |
| US4979994A (en) * | 1989-04-06 | 1990-12-25 | Branson Ultrasonics Corporation | Method and apparatus for cleaning by ultrasonic wave energy |
| US4998549A (en) * | 1987-04-29 | 1991-03-12 | Verteq, Inc. | Megasonic cleaning apparatus |
| US5037481A (en) * | 1987-04-29 | 1991-08-06 | Verteq, Inc. | Megasonic cleaning method |
| US5037208A (en) * | 1989-04-06 | 1991-08-06 | Branson Ultrasonics Corporation | Immersible transducer assembly |
| US5090432A (en) * | 1990-10-16 | 1992-02-25 | Verteq, Inc. | Single wafer megasonic semiconductor wafer processing system |
| US5119840A (en) * | 1986-04-07 | 1992-06-09 | Kaijo Kenki Co., Ltd. | Ultrasonic oscillating device and ultrasonic washing apparatus using the same |
| US5143103A (en) * | 1991-01-04 | 1992-09-01 | International Business Machines Corporation | Apparatus for cleaning and drying workpieces |
| US5148823A (en) * | 1990-10-16 | 1992-09-22 | Verteg, Inc. | Single chamber megasonic energy cleaner |
| US5201958A (en) * | 1991-11-12 | 1993-04-13 | Electronic Controls Design, Inc. | Closed-loop dual-cycle printed circuit board cleaning apparatus and method |
| US5218980A (en) * | 1991-10-10 | 1993-06-15 | Evans David H | Ultrasonic dishwasher system |
| US5247954A (en) * | 1991-11-12 | 1993-09-28 | Submicron Systems, Inc. | Megasonic cleaning system |
| US5276376A (en) * | 1992-06-09 | 1994-01-04 | Ultrasonic Power Corporation | Variable frequency ultrasonic generator with constant power output |
| US5305737A (en) * | 1988-03-30 | 1994-04-26 | Arjo Inc. | Ultrasonic treatment system |
| US5355048A (en) * | 1993-07-21 | 1994-10-11 | Fsi International, Inc. | Megasonic transducer for cleaning substrate surfaces |
| US5365960A (en) * | 1993-04-05 | 1994-11-22 | Verteq, Inc. | Megasonic transducer assembly |
| US5496411A (en) * | 1991-06-14 | 1996-03-05 | Halcro Nominees Pty. Ltd. | Ultrasonic vibration generator and use of same for cleaning objects in a volume of liquid |
| US5534076A (en) * | 1994-10-03 | 1996-07-09 | Verteg, Inc. | Megasonic cleaning system |
| US6295873B1 (en) * | 1999-07-22 | 2001-10-02 | The United States Of America As Represented By The United States Department Of Energy | Ultrasonic sensor and method of use |
| US6394111B1 (en) * | 1997-06-11 | 2002-05-28 | Ethicon, Inc. | Detection of cleanliness of a medical device during a washing process |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1331100A (en) | 1969-11-03 | 1973-09-19 | Crest Ultrasonics Corp | Transducer suitable for use with ultrasonic processing tanks |
| GB1323196A (en) | 1970-04-27 | 1973-07-11 | Luke Eng Pty Ltd Kg | Electromechanical transducer |
| GB1488252A (en) | 1973-12-15 | 1977-10-12 | Kerry Ultrasonics | Ultrasonic cleaning apparatus |
| FR2446638A1 (en) | 1979-01-18 | 1980-08-14 | Aussenac Jack | SOUND-ACTINIC DEVICE FOR CLEANING AND AEPING |
| CA1167916A (en) | 1979-10-10 | 1984-05-22 | Robert E. White | Converter circuit employing pulse-width modulation |
| GB2097890B (en) | 1981-05-01 | 1985-06-12 | Boulton Ltd William | Ultrasonic cleaning |
| DE3314609A1 (en) | 1983-04-22 | 1984-10-25 | Siemens AG, 1000 Berlin und 8000 München | METHOD FOR OPERATING AN ULTRASONIC VIBRATOR FOR LIQUID SPRAYING |
| GB2161037A (en) | 1984-06-29 | 1986-01-02 | Philips Electronic Associated | Inverter circuit arrangement |
| GB2170663B (en) | 1985-02-02 | 1989-06-14 | Brian Ernest Attwood | Harmonic-resonant power supply |
| JPH07163954A (en) | 1993-12-13 | 1995-06-27 | Yoshihide Shibano | Cleaning method and cleaner |
| WO1997042790A1 (en) | 1996-05-09 | 1997-11-13 | Crest Ultrasonics Corp. | Ultrasonic transducer |
-
2004
- 2004-04-15 US US10/825,036 patent/US7211927B2/en not_active Expired - Fee Related
Patent Citations (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2585103A (en) * | 1948-03-08 | 1952-02-12 | Otis A Brown | Apparatus for ultrasonic treatment of liquids |
| US2891176A (en) * | 1955-07-13 | 1959-06-16 | Branson Instr | Compressional wave generating apparatus |
| USRE25433E (en) * | 1956-08-27 | 1963-08-13 | Electromechanical transducer system | |
| US2985003A (en) * | 1957-01-11 | 1961-05-23 | Gen Motors Corp | Sonic washer |
| US3066232A (en) * | 1959-06-12 | 1962-11-27 | Branson Instr | Ultrasonic transducer |
| US3094314A (en) * | 1960-08-02 | 1963-06-18 | Detrex Chem Ind | Sandwich type transducer and coupling |
| US3187207A (en) * | 1960-08-08 | 1965-06-01 | Giannini Controls Corp | Transducers |
| US3152295A (en) * | 1961-05-01 | 1964-10-06 | Bendix Corp | Pulsed tank circuit magneto-or electrostrictive device excitation |
| US3230403A (en) * | 1961-07-14 | 1966-01-18 | Bendix Corp | Prestressed ceramic transducer |
| US3113761A (en) * | 1961-07-26 | 1963-12-10 | Ultrasonic Ind Inc | Ultrasonic tank housing |
| US3315102A (en) * | 1963-01-14 | 1967-04-18 | Electromation Components Corp | Piezoelectric liquid cleaning device |
| US3293456A (en) * | 1963-03-18 | 1966-12-20 | Branson Instr | Ultrasonic cleaning apparatus |
| US3318578A (en) * | 1965-03-22 | 1967-05-09 | Branson Instr | Cleaning apparatus |
| US3371233A (en) * | 1965-06-28 | 1968-02-27 | Edward G. Cook | Multifrequency ultrasonic cleaning equipment |
| US3433462A (en) * | 1968-01-19 | 1969-03-18 | Crest Ultrasonics Corp | Method and apparatus for resonating small piezoelectric crystals at low frequencies |
| US3842340A (en) * | 1969-02-20 | 1974-10-15 | Philips Corp | Generator for producing ultrasonic oscillations |
| US3629726A (en) * | 1969-08-29 | 1971-12-21 | Surgical Design Corp | Oscillator and oscillator control circuit |
| US3727112A (en) * | 1969-08-29 | 1973-04-10 | Surgical Design Corp | Generator for producing ultrasonic energy |
| US3614069A (en) * | 1969-09-22 | 1971-10-19 | Fibra Sonics | Multiple frequency ultrasonic method and apparatus for improved cavitation, emulsification and mixing |
| US3648188A (en) * | 1970-06-10 | 1972-03-07 | Bendix Corp | Transistor power amplifier |
| US3638087A (en) * | 1970-08-17 | 1972-01-25 | Bendix Corp | Gated power supply for sonic cleaners |
| US3651352A (en) * | 1970-12-10 | 1972-03-21 | Branson Instr | Oscillatory circuit for ultrasonic cleaning apparatus |
| US3690333A (en) * | 1971-05-17 | 1972-09-12 | Hans Kierner | Machine for cleaning small parts |
| US3746897A (en) * | 1971-07-28 | 1973-07-17 | Ultrasonic Systems | Ultrasonic multi-frequency system |
| US3735159A (en) * | 1972-01-24 | 1973-05-22 | E Murry | Method and apparatus for translating ultrasonic energy |
| US3778758A (en) * | 1972-09-25 | 1973-12-11 | Us Navy | Transducer |
| US3804329A (en) * | 1973-07-27 | 1974-04-16 | J Martner | Ultrasonic generator and atomizer apparatus and method |
| US3893869A (en) * | 1974-05-31 | 1975-07-08 | Rca Corp | Megasonic cleaning system |
| US3893869B1 (en) * | 1974-05-31 | 1988-09-27 | ||
| US4120699A (en) * | 1974-11-07 | 1978-10-17 | Alvin B. Kennedy, Jr. | Method for acoustical cleaning |
| US4054848A (en) * | 1975-01-23 | 1977-10-18 | Nippon Soken, Inc. | Ultrasonic oscillator |
| US3975650A (en) * | 1975-01-30 | 1976-08-17 | Payne Stephen C | Ultrasonic generator drive circuit |
| US4044297A (en) * | 1975-05-20 | 1977-08-23 | Matsushita Electric Industrial Co., Ltd. | Ultrasonic generator with combined oscillator and current regulator |
| US4109174A (en) * | 1976-02-24 | 1978-08-22 | Lucas Industries Limited | Drive circuits for a piezoelectric stack |
| US4069444A (en) * | 1976-06-01 | 1978-01-17 | Westinghouse Electric Corporation | Ultrasonic power generator |
| US4081706A (en) * | 1976-10-21 | 1978-03-28 | Delta Sonics, Inc. | Oscillatory circuit for an ultrasonic cleaning device with feedback from the piezoelectric transducer |
| US4175242A (en) * | 1977-05-11 | 1979-11-20 | Siemens Aktiengesellschaft | Circuit arrangement for the automatic frequency control of an ultrasonic transducer |
| US4156157A (en) * | 1977-05-18 | 1979-05-22 | Societe Satelec | Alternate constant current or voltage generator for an ultrasonic generator |
| US4118649A (en) * | 1977-05-25 | 1978-10-03 | Rca Corporation | Transducer assembly for megasonic cleaning |
| US4141608A (en) * | 1977-11-10 | 1979-02-27 | L & R Manufacturing Company | Circuitry for driving a non-linear transducer for ultrasonic cleaning |
| US4275363A (en) * | 1979-07-06 | 1981-06-23 | Taga Electric Co., Ltd. | Method of and apparatus for driving an ultrasonic transducer including a phase locked loop and a sweep circuit |
| US4326553A (en) * | 1980-08-28 | 1982-04-27 | Rca Corporation | Megasonic jet cleaner apparatus |
| US4391672A (en) * | 1981-03-16 | 1983-07-05 | Valmet Oy | Method used in paper making for treatment of a weave |
| US4418297A (en) * | 1981-03-16 | 1983-11-29 | L & R Manufacturing Company | Oscillatory resonant transducer driver circuit |
| US4431975A (en) * | 1981-04-16 | 1984-02-14 | Ultrasonic Power Corporation | Oscillator circuit for ultrasonic cleaning |
| US4409999A (en) * | 1981-08-07 | 1983-10-18 | Pedziwiatr Edward A | Automatic ultrasonic cleaning apparatus |
| US4398925A (en) * | 1982-01-21 | 1983-08-16 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Acoustic bubble removal method |
| US4527901A (en) * | 1983-11-21 | 1985-07-09 | Ultrasonic Power Corporation | Ultrasonic cleaning tank |
| US4554477A (en) * | 1983-11-25 | 1985-11-19 | Ratcliff Henry K | Drive circuit for a plurality of ultrasonic generators using auto follow and frequency sweep |
| US4633119A (en) * | 1984-07-02 | 1986-12-30 | Gould Inc. | Broadband multi-resonant longitudinal vibrator transducer |
| US4543130A (en) * | 1984-08-28 | 1985-09-24 | Rca Corporation | Megasonic cleaning apparatus and method |
| US4559826A (en) * | 1984-09-14 | 1985-12-24 | Tab Leasing | Precision source of acoustic radiation |
| US5119840A (en) * | 1986-04-07 | 1992-06-09 | Kaijo Kenki Co., Ltd. | Ultrasonic oscillating device and ultrasonic washing apparatus using the same |
| US4864547A (en) * | 1986-05-20 | 1989-09-05 | Crestek, Inc. | Regulated ultrasonic generator |
| US4736130A (en) * | 1987-01-09 | 1988-04-05 | Puskas William L | Multiparameter generator for ultrasonic transducers |
| US4743789A (en) * | 1987-01-12 | 1988-05-10 | Puskas William L | Variable frequency drive circuit |
| US4788992A (en) * | 1987-04-28 | 1988-12-06 | Lewis Corporation | Ultrasonic strip cleaning apparatus |
| US5037481A (en) * | 1987-04-29 | 1991-08-06 | Verteq, Inc. | Megasonic cleaning method |
| US4804007A (en) * | 1987-04-29 | 1989-02-14 | Verteq, Inc. | Cleaning apparatus |
| US4869278A (en) * | 1987-04-29 | 1989-09-26 | Bran Mario E | Megasonic cleaning apparatus |
| US4869278B1 (en) * | 1987-04-29 | 1993-05-11 | Verteq Inc | |
| US4998549A (en) * | 1987-04-29 | 1991-03-12 | Verteq, Inc. | Megasonic cleaning apparatus |
| US5037481B1 (en) * | 1987-04-29 | 1993-05-11 | Verteq, Inc. | Megasonic cleaning method |
| US4998549B1 (en) * | 1987-04-29 | 1993-05-11 | Verteg Inc | |
| US4836684A (en) * | 1988-02-18 | 1989-06-06 | Ultrasonic Power Corporation | Ultrasonic cleaning apparatus with phase diversifier |
| US5305737A (en) * | 1988-03-30 | 1994-04-26 | Arjo Inc. | Ultrasonic treatment system |
| US4854337A (en) * | 1988-05-24 | 1989-08-08 | Eastman Kodak Company | Apparatus for treating wafers utilizing megasonic energy |
| US5037208A (en) * | 1989-04-06 | 1991-08-06 | Branson Ultrasonics Corporation | Immersible transducer assembly |
| US4979994A (en) * | 1989-04-06 | 1990-12-25 | Branson Ultrasonics Corporation | Method and apparatus for cleaning by ultrasonic wave energy |
| US5148823A (en) * | 1990-10-16 | 1992-09-22 | Verteg, Inc. | Single chamber megasonic energy cleaner |
| US5090432A (en) * | 1990-10-16 | 1992-02-25 | Verteq, Inc. | Single wafer megasonic semiconductor wafer processing system |
| US5286657A (en) * | 1990-10-16 | 1994-02-15 | Verteq, Inc. | Single wafer megasonic semiconductor wafer processing system |
| US5143103A (en) * | 1991-01-04 | 1992-09-01 | International Business Machines Corporation | Apparatus for cleaning and drying workpieces |
| US5496411A (en) * | 1991-06-14 | 1996-03-05 | Halcro Nominees Pty. Ltd. | Ultrasonic vibration generator and use of same for cleaning objects in a volume of liquid |
| US5218980A (en) * | 1991-10-10 | 1993-06-15 | Evans David H | Ultrasonic dishwasher system |
| US5201958A (en) * | 1991-11-12 | 1993-04-13 | Electronic Controls Design, Inc. | Closed-loop dual-cycle printed circuit board cleaning apparatus and method |
| US5247954A (en) * | 1991-11-12 | 1993-09-28 | Submicron Systems, Inc. | Megasonic cleaning system |
| US5276376A (en) * | 1992-06-09 | 1994-01-04 | Ultrasonic Power Corporation | Variable frequency ultrasonic generator with constant power output |
| US5365960A (en) * | 1993-04-05 | 1994-11-22 | Verteq, Inc. | Megasonic transducer assembly |
| US5355048A (en) * | 1993-07-21 | 1994-10-11 | Fsi International, Inc. | Megasonic transducer for cleaning substrate surfaces |
| US5534076A (en) * | 1994-10-03 | 1996-07-09 | Verteg, Inc. | Megasonic cleaning system |
| US6394111B1 (en) * | 1997-06-11 | 2002-05-28 | Ethicon, Inc. | Detection of cleanliness of a medical device during a washing process |
| US6295873B1 (en) * | 1999-07-22 | 2001-10-02 | The United States Of America As Represented By The United States Department Of Energy | Ultrasonic sensor and method of use |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070205695A1 (en) * | 1996-08-05 | 2007-09-06 | Puskas William L | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US8075695B2 (en) | 1996-08-05 | 2011-12-13 | Puskas William L | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US20080047575A1 (en) * | 1996-09-24 | 2008-02-28 | Puskas William L | Apparatus, circuitry, signals and methods for cleaning and processing with sound |
| US20060086604A1 (en) * | 1996-09-24 | 2006-04-27 | Puskas William L | Organism inactivation method and system |
| WO2007011520A3 (en) * | 2005-07-01 | 2007-11-01 | Blackstone Ney Ultrasonics Inc | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US7336019B1 (en) | 2005-07-01 | 2008-02-26 | Puskas William L | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| WO2007011520A2 (en) * | 2005-07-01 | 2007-01-25 | Blackstone-Ney Ultrasonics, Inc. | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound |
| US11045600B2 (en) * | 2005-11-10 | 2021-06-29 | Iradimed Corporation | Liquid infusion apparatus |
| EP2135068A1 (en) * | 2007-03-10 | 2009-12-23 | RUV-Systems B.V. | A method and apparatus for in-line quality control of wafers |
| EP2135068A4 (en) * | 2007-03-10 | 2013-05-15 | Ruv Systems B V | A method and apparatus for in-line quality control of wafers |
| US11291767B2 (en) | 2007-07-13 | 2022-04-05 | Iradimed Corporation | System and method for communication with an infusion device |
| US20090241985A1 (en) * | 2008-01-14 | 2009-10-01 | Gross David J | High power density ultrasonic fuel cleaning with planar transducers |
| WO2009126342A1 (en) * | 2008-01-14 | 2009-10-15 | David Gross | High power density fuel cleaning with planar transducers |
| US8372206B2 (en) | 2008-01-14 | 2013-02-12 | Dominion Engineering, Inc. | High power density ultrasonic fuel cleaning with planar transducers |
| US20130255386A1 (en) * | 2012-03-29 | 2013-10-03 | Olympus Ndt | Apparatus for and a method of improved timing control for non-destructive testing and inspection |
| DE102012025287B4 (en) * | 2012-03-29 | 2015-04-30 | Olympus Ndt Inc. | An apparatus for improved non-destructive testing and inspection timing and methods therefor |
| US9453823B2 (en) | 2012-03-29 | 2016-09-27 | Olympus Ndt | Apparatus for and a method of improved timing control for non-destructive testing and inspection |
| US8829763B2 (en) * | 2012-03-29 | 2014-09-09 | Olympus Ndt, Inc. | Apparatus for and a method of improved timing control for non-destructive testing and inspection |
| EP2711092B1 (en) * | 2012-09-25 | 2017-04-19 | Adolf Würth GmbH & Co. KG | Transformer-free ultrasound generator for a handheld device |
| GB2506939B (en) * | 2012-10-15 | 2017-04-05 | Alphasonics (Ultrasonic Cleaning Systems) Ltd | Improvements in and relating to ultrasonic cleaning |
| US10350650B2 (en) | 2012-10-15 | 2019-07-16 | Alphasonics (Ultrasonic Cleaning Systems) Ltd. | Relating to ultrasonic cleaning |
| US9913321B2 (en) * | 2013-01-25 | 2018-03-06 | Energyield, Llc | Energy harvesting container |
| US20140209599A1 (en) * | 2013-01-25 | 2014-07-31 | Energyield, Llc | Energy harvesting container |
| US11268506B2 (en) | 2017-12-22 | 2022-03-08 | Iradimed Corporation | Fluid pumps for use in MRI environment |
| US11219930B2 (en) | 2018-05-28 | 2022-01-11 | Nagase Filter Co, Ltd. | Filter cleaning method and filter cleaning apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US7211927B2 (en) | 2007-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6242847B1 (en) | Ultrasonic transducer with epoxy compression elements | |
| US7210354B2 (en) | Sensing system for measuring cavitation | |
| US7211927B2 (en) | Multi-generator system for an ultrasonic processing tank | |
| US7211928B2 (en) | Apparatus, circuitry, signals and methods for cleaning and/or processing with sound | |
| US6822372B2 (en) | Apparatus, circuitry and methods for cleaning and/or processing with sound waves | |
| US7336019B1 (en) | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound | |
| US7741753B2 (en) | Megasonic apparatus, circuitry, signals and methods for cleaning and/or processing | |
| US8075695B2 (en) | Apparatus, circuitry, signals, probes and methods for cleaning and/or processing with sound | |
| US6914364B2 (en) | Apparatus and methods for cleaning and/or processing delicate parts | |
| US20060086604A1 (en) | Organism inactivation method and system | |
| US20080047575A1 (en) | Apparatus, circuitry, signals and methods for cleaning and processing with sound | |
| DK1997159T3 (en) | Megasonisk processing apparatus with frekvensfejning of thickness-mode transducers | |
| CN109075103B (en) | Method and apparatus for cleaning semiconductor substrate | |
| TWI759566B (en) | Ultrasonic vibrator and ultrasonic cleaning device using ultrasonic vibrator | |
| JP2003285008A (en) | Ultrasonic wave generation method and apparatus therefor | |
| WO1998058417A1 (en) | Systems for ultrasonically processing delicate parts | |
| US6047246A (en) | Computer-controlled ultrasonic cleaning system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: FIFTH THIRD BANK, OHIO Free format text: SECURITY AGREEMENT;ASSIGNOR:CLEANING TECHNOLOGIES GROUP, LLC;REEL/FRAME:018338/0393 Effective date: 20060922 |
|
| STCF | Information on status: patent grant |
Free format text: PATENTED CASE |
|
| FEPP | Fee payment procedure |
Free format text: PAT HOLDER NO LONGER CLAIMS SMALL ENTITY STATUS, ENTITY STATUS SET TO UNDISCOUNTED (ORIGINAL EVENT CODE: STOL); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| FPAY | Fee payment |
Year of fee payment: 4 |
|
| AS | Assignment |
Owner name: CLEANING TECHNOLOGIES GROUP, LLC, OHIO Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:FIFTH THIRD BANK;REEL/FRAME:029646/0890 Effective date: 20121204 |
|
| FPAY | Fee payment |
Year of fee payment: 8 |
|
| FEPP | Fee payment procedure |
Free format text: MAINTENANCE FEE REMINDER MAILED (ORIGINAL EVENT CODE: REM.); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| LAPS | Lapse for failure to pay maintenance fees |
Free format text: PATENT EXPIRED FOR FAILURE TO PAY MAINTENANCE FEES (ORIGINAL EVENT CODE: EXP.); ENTITY STATUS OF PATENT OWNER: LARGE ENTITY |
|
| STCH | Information on status: patent discontinuation |
Free format text: PATENT EXPIRED DUE TO NONPAYMENT OF MAINTENANCE FEES UNDER 37 CFR 1.362 |
|
| FP | Lapsed due to failure to pay maintenance fee |
Effective date: 20190501 |