US1893716A - Filling, vacuumizing, sterilizing, and sealing machine - Google Patents
Filling, vacuumizing, sterilizing, and sealing machine Download PDFInfo
- Publication number
- US1893716A US1893716A US420305A US42030530A US1893716A US 1893716 A US1893716 A US 1893716A US 420305 A US420305 A US 420305A US 42030530 A US42030530 A US 42030530A US 1893716 A US1893716 A US 1893716A
- Authority
- US
- United States
- Prior art keywords
- vacuum
- container
- casing
- cap
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0073—Sterilising, aseptic filling and closing
Definitions
- the invention relates to a filling, vacuumizing and sealing machlne used for the preservation of liquid and semi-liquid foods such as mils, jelly or other substances kept in bottles, jars or containers, particularly where a high degree of vacuum and sterilizagears, all said movements being controlled by vacuum.
- one feature of the invention is a steam inlet which permits a flow of superheated steam to be injected into the container after evacuating, killing the bacteria and bacteria spores and simultaneously therewithcreating a vacuum withdrawal which carries oifall foreign matter. To secure the desired results, this operation may be continued for as long or as short a period as desirable.
- Another feature of the invention is that the material to be preserved need not be fed to the machine by gravity as the vacuum suction created in the container will draw the material from a depth.
- a further feature of the invention is the provision of means for feeding the caps to the machine and, after filling, the container, for positioning the cap over the container for capping.
- Other features of the machine relate to the construction and arrangement of parts whereby the machine is caused'to act without the use of cams or gears.
- Fig. 1 is a top plan view of the machine
- Fig. 2 is a side elevation looking from the right of Fig. 1 and with the upper and lower parts broken away for economy of space;
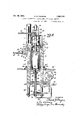
- Fig. 3 is alongitudinal vertical section with parts. in elevation and taken on line 3-3 of Fig. 1. In this view the parts are illustrated in the positions they would assume with the machine at rest and prior to the container being positioned;
- Fig. 4 is a fragmentary detail sectional view on a larger scale of the sterilizing valve, the valve being in its open position;
- Fig. 5 is a view similar to Fig. 3 showing the parts in the position they would assume when the container is losing filled;
- Fig. 6 is a fragmentary detail view with parts in elevation and parts in section, particularly illustrating the mechanism for feeding the caps;
- Fig. 7 is a fragmentary detail elevation, with parts in section taken at right angles to Fig. 6.
- the magazine for the stack of caps is omitted so as to show more clearly the mechanism for closing the aperture of the casing housing the cap carrier;
- Fig. 8 is a fragmentary detail sectional view taken on line 8-8 of Fig. 1. This view illustrates the parts shown-in Fig. 6 in the position they would assume after the cap has been moved under the cap-carrier;
- Fig. 9 is a vertical sectional view taken on line 99 of Fig. 1, particularly illustrating tile means for delivering the cap to the hot- 11
- Fig. 10 is a detail plan view, partly inf'section, of the cap carrier.
- Fig. 11 is a longitudinal sectional view; partly in elevation, of the cap carrier;
- Fig. 12 is an elevational view of the vacuum controlling means
- Fig. 13 is a longitudinal section of the vacuum controlling means and is taken on line 13-13 of Fig. 14;
- Fig. 14 is an and elevation of the vacuum controlling mechanism
- Figs. 15 to 22, inclusive, are face views of the vacuum controlling discs
- Fig. 23 is a face view of the air withdrawal control disc.
- Fig. 24 is a sectional view thereof.
- the reference numeral 25 designates the table or main supporting number. Suspended from the table 25 by means of studs 84 is a supporting plate 26. The studs 84.- have enlarged column portions 4, the purpose of which will be hereinafter described. The columns 4 are secured to the plate 25 by flanged collars 85 and set screws 86.
- the table 25 and plate 26 constitute a frame which supports all operative parts of the machine. The foregoing illustrates only one typicalform of construction and may be widely varied.
- a hollow shaft 18 is suitably fixed to the plate 26.
- the upper end of the hollow shaft 18 is enlarged so as to form a fixed or stationary piston 17.
- a vertically movable cylinder 1 Slidably mounted on the hollow shaft 18 is a vertically movable cylinder 1.
- This cylinder acts as one of the members forming an airtight casing which will be further referred to hereinafter.
- the interior of the cylinder engages the piston 17 and the lower part of the cylinder is provided with a gland having suitable packing 90 held by the nut 88.
- the piston 17 acts as a support for the container or bottle to be filled and it will be apparent when the cylinder 1 is raised it will enclose the container as shown in Fig. 5.
- a fixed or stationary cylinder 2 Supported upon the upper part of the columns 4 is a fixed or stationary cylinder 2.
- the lower part of the cylinder 2 has an annular groove 2a which cooperates with an annular suitable beveled edge Ia on the vertically movable cylinder 1.
- Means are provided for causing the cylinders 1 and 2 to cooperate with each other so as to form an airtight casing enclosing a container to be filled.
- Fig. 1 illustrates the cylinders 1 and 2 in their normal position prior to inserting an empty container on its support 17 or after removing a filled container therefrom
- Fig. 5 shows the cylinders 1 and 2 cooperating with each other so as to form the airtight casing and with a container or bottle in'position to be filled.
- the means for raising the cylinder 1 will now be described.
- the underside of the piston 17 is provided with a plurality of apertures 17 a.
- a pipe 19 leads from a suitable vacuum controlling means, hereinafter described, to the hollow shaft 18.
- a suitable vacuum controlling means hereinafter described
- the vacuum is heldflto maintain the casing airtight while the container is being sterilized, filled and sealed, after which the vacuum is broken and cylinder 1 returns by gravity to the position illustrated in Fig. 1.
- the cylinder comes to rest on a stop 87 formed' of some suitable resilient material.
- the means herein described for forming the Y airtight casing might be widely varied.
- the means for creating the vacuum includes a pipe- 20 passing through.
- the pipe 20 leads from the vacuum controlling means hereinafter described and enters the lower part of the casin When a bottle or a container havingan irregular bottom face is being used this construction has been found to be entirely satisfactory. Under other conditions it might be desirable to have this pipe 20 enter some other part of the airtight casing. The vacuum within the airtight casing is maintained while the container is being sterilized, filled and sealed.
- the means for sterilizing the container will now be described.
- the sterilizing is preferably accomplished by a flow of superheated steam which is injected into the container and airtight casing immediately after it has been evacuated, and which cleans both the outside and inside of the container, killing all bacteria and simultaneously therewith creating a current which will carry off all foreign matter.
- the steam injecting means is particularly illustrated in Figs. 3 and 4 and its operation is adapted to be controlled by vacuum.
- A- cylinder 78 extends from or is made integral with a cylinder 3, which could be considered a continuation or extension from cylinder 2.
- the cylinder 78 houses a valve member 80 which is normally held against its seat by a spring 81. superheated steam is admitted through a pipe 79 leading mto the valve chamber. Air is withdrawn in back of the valve 80 through inlet and pipe 77.
- the pipe 77 leads to the vacuum controlling means hereinafter described.
- the vacuum causes the valve to assume the position indicated in Fig. 4.
- the superheated steam will then pass through pipes 82 and enter the now evacuated casing formed by the cyhnders 1 and 2.
- the inlet pipes 82 are set at an angle which directs the separated flows ofsteam to converge at a point inside of the mouth of the container, thus causing a large part of the steam to be directed into the interior of the container, sterilizing it and settlng up :1. current which carries off all foreign matter, aided by the vacuum created throughplpe 20.
- a fill pipe 13 is connected to a suitable tank or other source .of suspply not thought necessary to illustrate. ince the material with which the container is to be filled is .drawn into the container by the The spring 81 will then immediaeeame and communicates with a bore therein.
- Thisbore accommodates a hollow plunger 6 which has the piston 5 secured to its intermediate portion and a packing nut 89 for preventing escape of pressure.
- the plunger 6 is pro vided with a port 53 leading to the hole 51 in the plunger. This port 53 at the proper time lines up with the fill pipe 13 and permits material to enter the container.
- the lower part of the plunger 6 has a flange- 50 which cooperates with the mouth of the container and maintains the vacuum therein while it is being filled.
- A; magazine 7 supported on plate 28 carries a stack of closures or caps 30.
- a slide 27 operating in a suitable guideway in the plate 28 pushes the lowermost cap into a proper position under a cap piston 40 carried by another slide 41.
- the slide 27 has a stud 29 depending from which operates in a slot in the plate 28..
- the stud 29 carries an abutment 31 and a rod 10.
- the rod 10 is secured to a cross-head 57 which also carries a piston rod 56.
- the piston rod 56 has a piston 58 its other end and said piston 58 is adapted to move in cylinder 9.
- Air is exhausted from one side of piston 9 through a pipe 16 which leads to the vacuum 6 controlling means hereinafter described.
- the cap carrier 41 and its associated parts are housed in an extension 41a from the cylinder 2.
- the cap 30 enters this housing through an aperture 38.
- the slide 27 functions to position the cap under the cap carrier before the airtight casing formed by the cylinders 1 and 2 has been evacuated so that the vacuum will not be broken during the complete operation.
- a gate 37' isutilized to close the aperture 38. This gate 37 is carried by an eccentric 36. supported in bearings 35. A lever 34 is 0011-.
- Lever 11 carries a roller- 33. This roller 33 engages the abutment 31, heretofore mentioned.
- the cap carrier 41 is hollowed out and carries a cap piston 40, provided with a plurality of apertures 42.
- the bore 47 of an extension from the cap carrier communicates with the space in which the piston 40 slides.
- Thisextension has apertures 48 at its outer end and is provided with a piston 46.
- the piston 40 has a stem which carries a plate 39.
- a spring 43 holds the piston 40 in its normally raised position as indicated in Figs 8 and 11.
- A. cylinder 45 projects horizontally from the extension 410 and the piston 46 is adapted to slide in this cylinder so as to properly position the cap carrier over the mouth of the container and withdraw it after the cap has been affixed to the mouth of the container.
- the cap carrier in similarity to all other parts of the machine is operated by vacuum. After the cap has been positioned under the piston 40 by the slide 27 as illustrated in Fig.
- the vacuum performs two' functions. It acts through apertures 48, bore 47 and thence through apertures 42 and causes the cap to firmly adhere to the lower face of the cap piston 40. The vacuum also acts in the cylinder 45 to cause the cap carrier and cap to be moved inward and position the cap over the mouth of the container.
- cylindrical housing 62 is carried by suitable legs 24 secured to the table 25.
- lindrical housing 62 is provide with end plates 61 and 63.
- the end p1ate'61 carries a gland 76 through which a shaft 60 passes and .
- the end plate 63 is provided with an opening 64 leading to atmosphere.
- a plurality of discs 65, 66, 67, 68, 69, 70, 71, 72 and 73 are mounted 011a reduced portion of the shaft 60 and held in place by the nut 74. These discs are preferably interspaced with thin gaskets or washers 91 and all act as a unit in rotating with the shaft 60. Ball bearings are provided at either end to reduce friction. Details of the different discs are shown in Figs. 15 to 24 inclusive. Any well known means of power may be applied to the shaft 60 in order to rotate same.
- the vacuum is created from a suit-able source for exhausting air through pipe 21 which enters the casing 62 in line with the disc 65.
- the disc 65 is provided with an" annular groove 65a and a plurality of apertures 93 leadin from the groove to a control opening 92. 11 the discs are provided with similar openings 92 and in this way air may be withdrawn through each of them through suitable ports.
- the disc 65 is particularly illustrated in Figs. 23 and 24.
- the disc 66 particularly illustrated in Fig. 15 controls the vacuum for the movement of conveying one of the caps from the bottom of to the common vacuumchamber 92 is contin ued around this disc for a substantial partof its diameter as the chamber must be mamtained airtight during the larger part of the I cycle of operation.
- the vacuum is broken by opening 97 which leads to atmosphere through openings in the remaining discs.
- Pipe 19 lines up with disc 67 to connect it to the hollow shaft 18.
- the disc 68 shown in detail in Fig. 17 controls the evacuating of the airtight casing formed by the cylinders 1 and 2.
- Pipe 20 leading to the lower part of cylinder 1' is in alignment with disc 68.
- An opening 98 in disc 68 connects pipe 20 with the common vacuum chamber 92.
- the opening 98 as in the'disc 67 continues for a substantial distance around the periphery of the disc 68 in order to maintain the vacuum in the airtight casing in which the container is being sterilized, filled and sealed. After the cycle of operation has been completed the vacuum is broken by virtue of opening 99 leading to atmosphere.
- the disc 7 2, Fig. 22, in alignment with pipe 14 controls the upward movement of plunger 6.
- This disc is also provided with two openings 110 and 112 connecting the pipe 14 to the common vacuum chamber in order to raise the plunger twice during the cycle of operation.
- the vacuum is broken through opening 107 leading to atmosphere.
- the disc 72 Fig. 20, is in alignment with pipe 55 which leads to the cylinder wherein vacuum pressure is introduced to move the cap carrier over the mouth of thecontainer.
- the opening 106 in discr7 2 connects the pipe with the common vacuum chamber 92 .and opening 105 leads to atmosphere to break the vacuum. 7
- Disc 73, Fig. 21 lines up with pipe 54, leading to cylinder 45, and controls the return movement of the cap carrier.
- This disc is provided with the opening 108 connecting the pipe 54 to the common vacuum chamber andopening 107 leading to atmosphere to break.
- the holes 114 in each of the discs are spaced to align with each other forming a free air passage from the air inlet hole 64 and communicating with the various openings in the discs which lead to atmosphere.
- the columns 4 may be cast with suitable holes as shown in Figs. 5 and 7 and thus eliminate lengthy piping.
- a machine of the character described having in combination, a fixed container support, means for forming an airtight casing enclosing said support and a container to be filled, means for creating a vacuum in said casing, means for sterilizing said container while enclosed by said casing, and means for filling and sealing said container while enclosing it by said casing and maintaining said vacuum, and actuating elements for causing successive operation of said means.
- a machine of the character described having in combination means for forming an airtight casing enclosing a container, means for creating a. vacuum in said casing, vacuum operated means for positionin a closure over said container while enclose by said casing, and vacuum 0 erated means for afixing said closure to sai container while enclosed by said casing.
- a machine of the character described havin in combination means for forming an airtig t casin enclosing a container to be filled, means or creating a vacuum in said casing, vacuum operated meansfor sterilizing said container while enclosedby said casing, vacuum operated means for filling said container, vacuum operated means for positioning a cap over said container while enclosed in said casing, and vacuum operated means i for aflixmg' said cap to said contalner Whllflenclosed by said caslng.
- a machine of the character described having in combination a vertically movable cylin er, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creatin a vacuum in said casing, and means for filling and sealing said container while enclosed in said casing.
- a machine of the character described havin in combination a vertically movable cylinder, a fixed cylinder, a piston mounted in said movable cylinder, said piston acting as a support for a container, said piston having apertures through which a vacuum suction may be directed so as to cause said movable cylinder to cooperate with said fixed cylinder and form an airtight casing, .means for creating a vacuum in said casing, means for filling and sealing said container while enclosed in said casing and means for break- 1 may be directed so as to create a vacuum in said airtight casing, means for filling and sealing said container while enclosed in said casing, and means for breaking the vacuum in said casing.
- a machine of the character described having in combination means for forming airtight casing enclosing a container to be filled, means for creating a vacuum in said casing, a valve through which steam may be admitted into said casing for sterilizing said container, means for normally holding said valve in its closed position, vacuum operated means for opening said valve, and means for uum operated means for-positioning filling and sealing said container while en-f closed by said airtight casing.
- a machine of the character described havin in combination a vertically movable cylind er, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, a hollow plun er passing through the head of said fixed cy inder, vacuum operated means for causing said plunger to snugly engage the mouth of the container to be filled, a. fill pipe cooperating with a port in said hollow plunger, and means for sealing said container after filling.
- a machine of the character described having in combination means for forming an airtight casin enclosing a container to be filled, means or creating a vacuum in said casing, means for filling said container while enclosed by said casing, a magazine for bold ing a' stack of caps, a cap carrier, vacuum operated means for shifting one of said caps from the magazine to the cap carrier, vacsaid cap carrier and a cap over the mouth-o said container, and means for afiixing said cap to said container, said cap being ositioned and affixed while enclosed by said airtight casing.
- a machine of the character described having in combination a vertically movable cyllnder, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, means fofaffixing a closure to sald contamer,
- a machine of the character described having in combination a vertically movable cylinder, a fixed cylinder, vacuum operated means for causing said cylinders-to cooperate with each ⁇ - other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, vacuum operated means for filling said container, vacuum operated means for positioning-and affixing a closure on said container, and controlling means for maklng and breaking the vacuum at the proper times.
- a machine of the character described having in combination a vertically movable cylinder, a fixed cylinder, vacuum operated means for causing said cylinders to cooper-- ate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creatinga vacuum in said casing, vacuum operated means for filling. said container, vacuum operated means for positioning and aflixing a closure on said container, and controlling means for making and breaking the vacuum at the proper time, said controlling means comprising a plurality of parted discs mounted on a common rotatable shaft.
- a machine of the character described having in combination fixed means for supporting a container, a casing, means for raising the casing to enclose said container, means for evacuating and sterilizing the easing and container, means for filling the container while maintaining a vacuum in the casing, means for carrying a closure to the container, means for afiixing said closure to the container, means for breaking the vacuum and actuating elements for causing successive operation of said means.
- a machine of the character described including in combination a fixed container support, casing members cooperatingthere with for enclosing said support and a con tainer to be filled, means for causing relative movementof said casing members into and out of enclosing position, means for creating a vacuum in said casing, and means for filling and sealing the container during its enclosure by said casing and while such vacuum is mainta'ned, and actuating elements for causin successive operation of said means.
- machine of the character described including in combination a fixed container support, casing members cooperating therew'th for enclosing said support and a container to be filled, means for causing relative signature.
Landscapes
- Vacuum Packaging (AREA)
Description
Jan. 10, 1933. o. B. RONZONE 1,893,715
FILLING, VACUUMIZING, STERILIZING,' AND SEALING MACHINE Filed Jan. 15. 1930 6 Sheets-Sheet I:
v INVENTOR- BY ATTORNEYS Jan. 10, 1933. 0.3. RONZONE FILLING, VACUUMIZING, STERILIZING, AND SEALING MACHINE 6 Sheets$heet 5 Filed Jan. 15. 1930 noHewmi ww BYLO Jan. 10, 1933.
D. B. RONZONE FILLING, VACUUMIZING, STERILIZING, AND SEALING MACHINE Filed Jan. 13. 1930 6 Sheets-Sheet 6 EM}, BYL v I f J2 INVENTOR ATTORNEYS ,W w.
Patented Jan. 10, 19,33
naurso STATES DAVID B. BONZONE, F BROOKLYN, NEW YORK, ASSIGNOE T0 VA.CUUM PAGKIEG' GUBEORATION, 0F SALEM, NEW JERSEY, A CORPORATION 0F DELAWARE FILLING, VACUUMIZING, STERILIZING, AND SEALING- IEACHHTE Application filed January 13, inc. Serial No. 420,305.
The invention relates to a filling, vacuumizing and sealing machlne used for the preservation of liquid and semi-liquid foods such as mils, jelly or other substances kept in bottles, jars or containers, particularly where a high degree of vacuum and sterilizagears, all said movements being controlled by vacuum. In accordance with this object,
one feature of the invention is a steam inlet which permits a flow of superheated steam to be injected into the container after evacuating, killing the bacteria and bacteria spores and simultaneously therewithcreating a vacuum withdrawal which carries oifall foreign matter. To secure the desired results, this operation may be continued for as long or as short a period as desirable. Another feature of the invention is that the material to be preserved need not be fed to the machine by gravity as the vacuum suction created in the container will draw the material from a depth. A further feature of the invention is the provision of means for feeding the caps to the machine and, after filling, the container, for positioning the cap over the container for capping. Other features of the machine relate to the construction and arrangement of parts whereby the machine is caused'to act without the use of cams or gears.
Numerous other objects and advantages will become apparent as this specification proceeds. Referring to the accompanying drawings forming a part thereof and in which one embodiment of the machine is illustrated. a
Fig. 1 is a top plan view of the machine;
Fig. 2 is a side elevation looking from the right of Fig. 1 and with the upper and lower parts broken away for economy of space;
Fig. 3 is alongitudinal vertical section with parts. in elevation and taken on line 3-3 of Fig. 1. In this view the parts are illustrated in the positions they would assume with the machine at rest and prior to the container being positioned;
Fig. 4 is a fragmentary detail sectional view on a larger scale of the sterilizing valve, the valve being in its open position;
Fig. 5 is a view similar to Fig. 3 showing the parts in the position they would assume when the container is losing filled;
Fig. 6 is a fragmentary detail view with parts in elevation and parts in section, particularly illustrating the mechanism for feeding the caps;
Fig. 7 is a fragmentary detail elevation, with parts in section taken at right angles to Fig. 6. In this view the magazine for the stack of caps is omitted so as to show more clearly the mechanism for closing the aperture of the casing housing the cap carrier;
Fig. 8 is a fragmentary detail sectional view taken on line 8-8 of Fig. 1. This view illustrates the parts shown-in Fig. 6 in the position they would assume after the cap has been moved under the cap-carrier;
Fig. 9 is a vertical sectional view taken on line 99 of Fig. 1, particularly illustrating tile means for delivering the cap to the hot- 11 Fig. 10 is a detail plan view, partly inf'section, of the cap carrier.
Fig. 11 is a longitudinal sectional view; partly in elevation, of the cap carrier;
Fig. 12 is an elevational view of the vacuum controlling means;
Fig. 13 is a longitudinal section of the vacuum controlling means and is taken on line 13-13 of Fig. 14;
Fig. 14 is an and elevation of the vacuum controlling mechanism;
Figs. 15 to 22, inclusive, are face views of the vacuum controlling discs;
. Fig. 23 is a face view of the air withdrawal control disc; and
Fig. 24 is a sectional view thereof.
Referring again to the drawings the reference numeral 25 designates the table or main supporting number. Suspended from the table 25 by means of studs 84 is a supporting plate 26. The studs 84.- have enlarged column portions 4, the purpose of which will be hereinafter described. The columns 4 are secured to the plate 25 by flanged collars 85 and set screws 86. The table 25 and plate 26 constitute a frame which supports all operative parts of the machine. The foregoing illustrates only one typicalform of construction and may be widely varied.
A hollow shaft 18 is suitably fixed to the plate 26. The upper end of the hollow shaft 18 is enlarged so as to form a fixed or stationary piston 17.
Slidably mounted on the hollow shaft 18 is a vertically movable cylinder 1. This cylinder acts as one of the members forming an airtight casing which will be further referred to hereinafter. The interior of the cylinder engages the piston 17 and the lower part of the cylinder is provided with a gland having suitable packing 90 held by the nut 88. The piston 17-acts as a support for the container or bottle to be filled and it will be apparent when the cylinder 1 is raised it will enclose the container as shown in Fig. 5.
Supported upon the upper part of the columns 4 is a fixed or stationary cylinder 2. The lower part of the cylinder 2 has an annular groove 2a which cooperates with an annular suitable beveled edge Ia on the vertically movable cylinder 1.
Means are provided for causing the cylinders 1 and 2 to cooperate with each other so as to form an airtight casing enclosing a container to be filled. Fig. 1 illustrates the cylinders 1 and 2 in their normal position prior to inserting an empty container on its support 17 or after removing a filled container therefrom, and Fig. 5 shows the cylinders 1 and 2 cooperating with each other so as to form the airtight casing and with a container or bottle in'position to be filled. The means for raising the cylinder 1 will now be described. The underside of the piston 17 is provided with a plurality of apertures 17 a.
A pipe 19 leads from a suitable vacuum controlling means, hereinafter described, to the hollow shaft 18. When air is withdrawn through the openings 17 a the cylinder 1 will be evacuated and raised to cooperate with the fixed cylinder 2, thus forming the airtight casing which encloses the container to be filled.
The vacuum is heldflto maintain the casing airtight while the container is being sterilized, filled and sealed, after which the vacuum is broken and cylinder 1 returns by gravity to the position illustrated in Fig. 1. The cylinder comes to rest on a stop 87 formed' of some suitable resilient material. The means herein described for forming the Y airtight casing might be widely varied.
Immediately upon the airtight casing being .formed by the cooperation of cylinders 1 and 2, a vacuum is created in the casing.
As illustrated the means for creating the vacuum includes a pipe- 20 passing through.
the hollow shaft 18 and piston 17. The pipe 20 leads from the vacuum controlling means hereinafter described and enters the lower part of the casin When a bottle or a container havingan irregular bottom face is being used this construction has been found to be entirely satisfactory. Under other conditions it might be desirable to have this pipe 20 enter some other part of the airtight casing. The vacuum within the airtight casing is maintained while the container is being sterilized, filled and sealed.
' The means for sterilizing the container will now be described. The sterilizing is preferably accomplished by a flow of superheated steam which is injected into the container and airtight casing immediately after it has been evacuated, and which cleans both the outside and inside of the container, killing all bacteria and simultaneously therewith creating a current which will carry off all foreign matter. I
The steam injecting means is particularly illustrated in Figs. 3 and 4 and its operation is adapted to be controlled by vacuum. A- cylinder 78 extends from or is made integral with a cylinder 3, which could be considered a continuation or extension from cylinder 2. The cylinder 78 houses a valve member 80 which is normally held against its seat by a spring 81. superheated steam is admitted through a pipe 79 leading mto the valve chamber. Air is withdrawn in back of the valve 80 through inlet and pipe 77. The pipe 77 leads to the vacuum controlling means hereinafter described.
The vacuum causes the valve to assume the position indicated in Fig. 4. The superheated steam will then pass through pipes 82 and enter the now evacuated casing formed by the cyhnders 1 and 2. As clearly shown in Fig. 3, the inlet pipes 82 are set at an angle which directs the separated flows ofsteam to converge at a point inside of the mouth of the container, thus causing a large part of the steam to be directed into the interior of the container, sterilizing it and settlng up :1. current which carries off all foreign matter, aided by the vacuum created throughplpe 20.
When the desired amount of time for sterilization has passed, the vacuum 15 broken and air is permitted to enter the cylinder 78. ately close the valve 80 and prevent steam from entering the casing.
After the container has been thoroughly sterilized it is filled. The filling means will now be described. A fill pipe 13 is connected to a suitable tank or other source .of suspply not thought necessary to illustrate. ince the material with which the container is to be filled is .drawn into the container by the The spring 81 will then immediaeeame and communicates with a bore therein. Thisbore accommodates a hollow plunger 6 which has the piston 5 secured to its intermediate portion and a packing nut 89 for preventing escape of pressure. The plunger 6 is pro vided with a port 53 leading to the hole 51 in the plunger. This port 53 at the proper time lines up with the fill pipe 13 and permits material to enter the container. The lower part of the plunger 6 has a flange- 50 which cooperates with the mouth of the container and maintains the vacuum therein while it is being filled.
While the container is being sterilized the plunger 6 and its associated parts remain in the position shown in Fig. 3, it being understood that at this time the cylinders v1 and 2 are cooperating with each other to form the airtight casing. Immediately upon the completion of the sterilization a vacuum is created under the piston 5 through the pipe 15 (Fig. 5) which leads to the vacuum controlling means hereinafter described. At-
mosphere pressure then forces the piston 5 and plunger 6 to descend. The parts are then in the position shown in Fig. 5 wlth the flange 5O firmly engaging the mouth of the container and the port- 53 in line with the fill pipe 13.
The vacuum created through the pipe 15 holds the parts in the position of Fig. 5
until the container is substantially filled after which the vacuum is broken. vacuum is then immediately created through pipe 14 leading to the upper part of cylinder 3 and the plunger 6 is withdrawn and port 53 is foregoingit is thought the operation of the vacuum. operated means for filling the container will be apparent. The means for positioning the closure over the container and affixing it thereto will now be described. This meansis particularly shown in Figs. 6 to 11 inclusive. I
A; magazine 7 supported on plate 28 carries a stack of closures or caps 30. A slide 27 operating in a suitable guideway in the plate 28 pushes the lowermost cap into a proper position under a cap piston 40 carried by another slide 41. The slide 27 has a stud 29 depending from which operates in a slot in the plate 28.. The stud 29 carries an abutment 31 and a rod 10. The rod 10 is secured to a cross-head 57 which also carries a piston rod 56. The piston rod 56 has a piston 58 its other end and said piston 58 is adapted to move in cylinder 9.
Air is exhausted from one side of piston 9 through a pipe 16 which leads to the vacuum 6 controlling means hereinafter described.
11s causes the piston to move into the cylmeter 9 which in turn through the piston rod 56, cross-head 57 and rod 10 actuates the slide 27 to movethe lowermostcap. A spring 32 secured between the stud 29 and fixed finger slide 27 is actuated. After the slide-27 has moved the cap to its proper position under the cap carrier the vacuum in the cylinder 9 is. broken and spring 32 returns the slide to its initial position.
The cap carrier 41 and its associated parts are housed in an extension 41a from the cylinder 2. The cap 30 enters this housing through an aperture 38. As the cylinder 2 forms part of the casing in which a vacuum is maintained duringthe complete operation of the machine it is necessary and important to provide a means for automatically closing the aperture 38 at all times except when a cap is passing therethrough. In the operationof the machine the slide 27 functions to position the cap under the cap carrier before the airtight casing formed by the cylinders 1 and 2 has been evacuated so that the vacuum will not be broken during the complete operation.
A gate 37' isutilized to close the aperture 38. This gate 37 is carried by an eccentric 36. supported in bearings 35. A lever 34 is 0011-.
nected to the eccentric 36 and a link 12 connects the lever 34 to another lever 11 pivoted on the plate 28. A spring 44 connected to the pivot of lever 34 and link 12 would normally tend to hold the gate in an open position. Lever 11 carries a roller- 33. This roller 33 engages the abutment 31, heretofore mentioned.
is being advanced the parts are in the position shown in Fig. 6. In this position the abutment 31 engages the roller 33 and through the medium of lever 11 and link 12 the lever 34 turns the'eccentric36 in a position to cause the gate 37 to close the aperture 38. When the slide 27 is being advanced as in Fig. 8 the spring 44 will causethe parts heretofore mentioned to'function and open the aperture 38 to allow a cap to pass.
F The cap carrier 41 is hollowed out and carries a cap piston 40, provided with a plurality of apertures 42. The bore 47 of an extension from the cap carrier communicates with the space in which the piston 40 slides. Thisextension has apertures 48 at its outer end and is provided with a piston 46. The piston 40 has a stem which carries a plate 39. A spring 43 holds the piston 40 in its normally raised position as indicated in Figs 8 and 11. A. cylinder 45 projects horizontally from the extension 410 and the piston 46 is adapted to slide in this cylinder so as to properly position the cap carrier over the mouth of the container and withdraw it after the cap has been affixed to the mouth of the container.
The cap carrier, in similarity to all other parts of the machine is operated by vacuum. After the cap has been positioned under the piston 40 by the slide 27 as illustrated in Fig.
t all times except when a cap 8 and the container has been sterilized and through pipe 55 which leads to the vacuum controlling means. In this instance the vacuum performs two' functions. It acts through apertures 48, bore 47 and thence through apertures 42 and causes the cap to firmly adhere to the lower face of the cap piston 40. The vacuum also acts in the cylinder 45 to cause the cap carrier and cap to be moved inward and position the cap over the mouth of the container.
The plunger 6, heretofore described, now comes into operation again, vacuumbeing created as before through pipe 15, causing the plunger to descend. The end of the plunger engages the plate 39 and piston 40 forces the cap firmly into the mouth of the container. It is to be understood that the vacuum is still maintained in the casing formed by the cylinders l'and 2 during this operation and if the container is not completely filled it will be sealed under a vacuum so as to preserve its contents. Due to the depth of the cap carrier the part 53 in plunger 6 does not uncover the fill pipe 13 during the sealing operation. After the closure has been properly afiixed to the container the vacuum created through pipes and 15 may be broken. Vacuum is then created through pipe 14 to raise the plunger 6. The spring 43 immediatelyretracts the piston 40 and vacuum is created through pipe 54 to withdraw the cap carrier into its initial position to receive another cap. From the foregoing it is thought that the operation of the cap conveying and positioning means and the sealing means will be clear.
After the container has been properly sealed and the cap carrier and plunger 6 are controlling means.
returning to their normal positions the vacuum in the airtight casing formed by the cylinders 1 and 2 is broken and cylinder 1 returns by gravity to its normal position, thus placing the com lete machine in position for its next cycle 0 operation. Reference will now be had to the vacuum As illustrated in the drawings one simple embodiment of a means for making and breaking the vacuum for the various movements of the machine is shown; however, it is to be understood that this means may be widely varied.
A plurality of discs 65, 66, 67, 68, 69, 70, 71, 72 and 73 are mounted 011a reduced portion of the shaft 60 and held in place by the nut 74. These discs are preferably interspaced with thin gaskets or washers 91 and all act as a unit in rotating with the shaft 60. Ball bearings are provided at either end to reduce friction. Details of the different discs are shown in Figs. 15 to 24 inclusive. Any well known means of power may be applied to the shaft 60 in order to rotate same.
The vacuum is created from a suit-able source for exhausting air through pipe 21 which enters the casing 62 in line with the disc 65. The disc 65 is provided with an" annular groove 65a and a plurality of apertures 93 leadin from the groove to a control opening 92. 11 the discs are provided with similar openings 92 and in this way air may be withdrawn through each of them through suitable ports. The disc 65 is particularly illustrated in Figs. 23 and 24.
The disc 66 particularly illustrated in Fig. 15 controls the vacuum for the movement of conveying one of the caps from the bottom of to the common vacuumchamber 92 is contin ued around this disc for a substantial partof its diameter as the chamber must be mamtained airtight during the larger part of the I cycle of operation. The vacuum is broken by opening 97 which leads to atmosphere through openings in the remaining discs. Pipe 19 lines up with disc 67 to connect it to the hollow shaft 18. g
The disc 68 shown in detail in Fig. 17 controls the evacuating of the airtight casing formed by the cylinders 1 and 2. Pipe 20 leading to the lower part of cylinder 1' is in alignment with disc 68. An opening 98 in disc 68 connects pipe 20 with the common vacuum chamber 92. The opening 98 as in the'disc 67 continues for a substantial distance around the periphery of the disc 68 in order to maintain the vacuum in the airtight casing in which the container is being sterilized, filled and sealed. After the cycle of operation has been completed the vacuum is broken by virtue of opening 99 leading to atmosphere.
The disc pipe 77 leading to cylinder 78 in which is housed the valve controlling the sterilizing medium. When opening 164 in disc 69 con- 69, Fig. 19, is in alignment with nects the pipe 77 with the common vacuum movement of the piston and this disc is lined I up with pipe 15. As two downward movements of the plunger 6 are required, one for filling the container and one for sealing the container there are two openings 100 an 102 to the common vacuum chamber 92. The vacuum is broken through opening 101 leading to atmosphere.
The disc 7 2, Fig. 22, in alignment with pipe 14 controls the upward movement of plunger 6. This disc is also provided with two openings 110 and 112 connecting the pipe 14 to the common vacuum chamber in order to raise the plunger twice during the cycle of operation. The vacuum is broken through opening 107 leading to atmosphere.
The disc 72, Fig. 20, is in alignment with pipe 55 which leads to the cylinder wherein vacuum pressure is introduced to move the cap carrier over the mouth of thecontainer. The opening 106 in discr7 2 connects the pipe with the common vacuum chamber 92 .and opening 105 leads to atmosphere to break the vacuum. 7
the vacuum.
The holes 114 in each of the discs are spaced to align with each other forming a free air passage from the air inlet hole 64 and communicating with the various openings in the discs which lead to atmosphere.
After-the discs have been properly positioned so as to secure the correct timing of the machine they may be held in alignment by a pin passing through openings 113.
In order to make the machine more compact the columns 4 may be cast with suitable holes as shown in Figs. 5 and 7 and thus eliminate lengthy piping.
One form of the invention has been described and illustrated and it is to be understood thatnumerous changes may be made in details of construction and arrangement of parts without departing from the spirit of the'invention or the scope of the appended- 1 claims.
I claim:
1. A machine of the character described having in combination, a fixed container support, means for forming an airtight casing enclosing said support and a container to be filled, means for creating a vacuum in said casing, means for sterilizing said container while enclosed by said casing, and means for filling and sealing said container while enclosing it by said casing and maintaining said vacuum, and actuating elements for causing successive operation of said means.
2. A machine of the character described having in combination means for forming an airtight casing enclosing a container, means for creating a. vacuum in said casing, vacuum operated means for positionin a closure over said container while enclose by said casing, and vacuum 0 erated means for afixing said closure to sai container while enclosed by said casing.
.3. A machine of the character described havin in combination means for forming an airtig t casin enclosing a container to be filled, means or creating a vacuum in said casing, vacuum operated meansfor sterilizing said container while enclosedby said casing, vacuum operated means for filling said container, vacuum operated means for positioning a cap over said container while enclosed in said casing, and vacuum operated means i for aflixmg' said cap to said contalner Whllflenclosed by said caslng.
4. A machine of the character described having in combination a vertically movable cylin er, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creatin a vacuum in said casing, and means for filling and sealing said container while enclosed in said casing.
' 5. A machine of the character described havin in combination a vertically movable cylinder, a fixed cylinder, a piston mounted in said movable cylinder, said piston acting as a support for a container, said piston having apertures through which a vacuum suction may be directed so as to cause said movable cylinder to cooperate with said fixed cylinder and form an airtight casing, .means for creating a vacuum in said casing, means for filling and sealing said container while enclosed in said casing and means for break- 1 may be directed so as to create a vacuum in said airtight casing, means for filling and sealing said container while enclosed in said casing, and means for breaking the vacuum in said casing.
7. A machine of the character described having in combination means for forming airtight casing enclosing a container to be filled, means for creating a vacuum in said casing, a valve through which steam may be admitted into said casing for sterilizing said container, means for normally holding said valve in its closed position, vacuum operated means for opening said valve, and means for uum operated means for-positioning filling and sealing said container while en-f closed by said airtight casing.
8. A machine of the character described havin in combination a vertically movable cylind er, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, a hollow plun er passing through the head of said fixed cy inder, vacuum operated means for causing said plunger to snugly engage the mouth of the container to be filled, a. fill pipe cooperating with a port in said hollow plunger, and means for sealing said container after filling.
9. A machine of the character described having in combination means for forming an airtight casin enclosing a container to be filled, means or creating a vacuum in said casing, means for filling said container while enclosed by said casing, a magazine for bold ing a' stack of caps, a cap carrier, vacuum operated means for shifting one of said caps from the magazine to the cap carrier, vacsaid cap carrier and a cap over the mouth-o said container, and means for afiixing said cap to said container, said cap being ositioned and affixed while enclosed by said airtight casing.
10. A machine of the character described having in combination a vertically movable cyllnder, a fixed cylinder, means for causing said cylinders to cooperate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, means fofaffixing a closure to sald contamer,
a hollow plunger passing through the head of said fixed cylinder, said closure afiixing means being movable into the path of said hollow plunge-r and vacuum operated means for reciprocating said plungergso that during one operation said plunger engages the mouth of the container for filling and during another 0 eration' said plunger engages the 010- sure a ing means. I 4
11. A machine of the character described having in combination a vertically movable cylinder, a fixed cylinder, vacuum operated means for causing said cylinders-to cooperate with each\- other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creating a vacuum in said casing, vacuum operated means for filling said container, vacuum operated means for positioning-and affixing a closure on said container, and controlling means for maklng and breaking the vacuum at the proper times.
12. A machine of the character described having in combination a vertically movable cylinder, a fixed cylinder, vacuum operated means for causing said cylinders to cooper-- ate with each other so as to form an airtight casing, a container supporting means enclosed in said casing, means for creatinga vacuum in said casing, vacuum operated means for filling. said container, vacuum operated means for positioning and aflixing a closure on said container, and controlling means for making and breaking the vacuum at the proper time, said controlling means comprising a plurality of parted discs mounted on a common rotatable shaft.
13. A machine of the character described having in combination fixed means for supporting a container, a casing, means for raising the casing to enclose said container, means for evacuating and sterilizing the easing and container, means for filling the container while maintaining a vacuum in the casing, means for carrying a closure to the container, means for afiixing said closure to the container, means for breaking the vacuum and actuating elements for causing successive operation of said means.
14. A machine of the character described including in combination a fixed container support, casing members cooperatingthere with for enclosing said support and a con tainer to be filled, means for causing relative movementof said casing members into and out of enclosing position, means for creating a vacuum in said casing, and means for filling and sealing the container during its enclosure by said casing and while such vacuum is mainta'ned, and actuating elements for causin successive operation of said means.
15. machine of the character described including in combination a fixed container support, casing members cooperating therew'th for enclosing said support and a container to be filled, means for causing relative signature.
' DAVID B. RONZONE.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US420305A US1893716A (en) | 1930-01-13 | 1930-01-13 | Filling, vacuumizing, sterilizing, and sealing machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US420305A US1893716A (en) | 1930-01-13 | 1930-01-13 | Filling, vacuumizing, sterilizing, and sealing machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US1893716A true US1893716A (en) | 1933-01-10 |
Family
ID=23665926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US420305A Expired - Lifetime US1893716A (en) | 1930-01-13 | 1930-01-13 | Filling, vacuumizing, sterilizing, and sealing machine |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US1893716A (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2418328A (en) * | 1943-09-30 | 1947-04-01 | Bach Robert George | Rotary and vertically movable drum for can sealing machines |
| US2433057A (en) * | 1942-07-01 | 1947-12-23 | Continental Can Co | Container sealing machine |
| US2570956A (en) * | 1943-12-04 | 1951-10-09 | Continental Can Co | Vacuumizing and closing machine with rotary bell turret, vertically movable, can supporting, bell closing pads, and pad movement rate control means |
| US2690865A (en) * | 1949-07-11 | 1954-10-05 | Gen Mills Inc | Adjustable filling head |
| US2885845A (en) * | 1956-03-21 | 1959-05-12 | W F And John Barnes Company | Method and apparatus for aseptically canning |
| US2984057A (en) * | 1958-07-29 | 1961-05-16 | Rheem Mfg Co | Method and apparatus for bulk packaging of liquiform products |
| US3000346A (en) * | 1958-11-05 | 1961-09-19 | Nat Steel Corp | Vacuum coating apparatus |
| US4548020A (en) * | 1982-09-20 | 1985-10-22 | Kelsey-Hayes Company | Assembly for filling a container |
| US5217050A (en) * | 1990-10-17 | 1993-06-08 | Valois | Method of vacuum packaging paste or liquid products in a dispenser, device for implementing this method |
-
1930
- 1930-01-13 US US420305A patent/US1893716A/en not_active Expired - Lifetime
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2433057A (en) * | 1942-07-01 | 1947-12-23 | Continental Can Co | Container sealing machine |
| US2418328A (en) * | 1943-09-30 | 1947-04-01 | Bach Robert George | Rotary and vertically movable drum for can sealing machines |
| US2570956A (en) * | 1943-12-04 | 1951-10-09 | Continental Can Co | Vacuumizing and closing machine with rotary bell turret, vertically movable, can supporting, bell closing pads, and pad movement rate control means |
| US2690865A (en) * | 1949-07-11 | 1954-10-05 | Gen Mills Inc | Adjustable filling head |
| US2885845A (en) * | 1956-03-21 | 1959-05-12 | W F And John Barnes Company | Method and apparatus for aseptically canning |
| US2984057A (en) * | 1958-07-29 | 1961-05-16 | Rheem Mfg Co | Method and apparatus for bulk packaging of liquiform products |
| US3000346A (en) * | 1958-11-05 | 1961-09-19 | Nat Steel Corp | Vacuum coating apparatus |
| US4548020A (en) * | 1982-09-20 | 1985-10-22 | Kelsey-Hayes Company | Assembly for filling a container |
| US5217050A (en) * | 1990-10-17 | 1993-06-08 | Valois | Method of vacuum packaging paste or liquid products in a dispenser, device for implementing this method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2695743A (en) | Sterile filling and closing machine | |
| US3393491A (en) | Method and apparatus for sterilizing and filling bottles | |
| US3765142A (en) | Method and apparatus for aseptically filling drums | |
| US2761603A (en) | Apparatus for the aseptic packaging of foods | |
| US1893716A (en) | Filling, vacuumizing, sterilizing, and sealing machine | |
| US3508373A (en) | Method and apparatus for evacuating and gas-flushing packages | |
| US2601020A (en) | Apparatus for packaging materials | |
| GB1027597A (en) | Improved process and apparatus for packaging a liquid-containing food product | |
| US2862528A (en) | Sterilizing and packaging beverages | |
| US2855006A (en) | Beverage containers and method of filling the same | |
| US2540120A (en) | Apparatus for filling and sealing containers | |
| US2660357A (en) | Pressure-and-vacuum filling machine | |
| US2017766A (en) | Sealing machine and method | |
| US2661885A (en) | Apparatus for charging liquid products and volatile propellants into pressure containers | |
| US2966019A (en) | Apparatus used in filling and closing machines for evacuation of gas treatment | |
| US2426555A (en) | Method of filling and sealing containers | |
| US2054093A (en) | Apparatus for canning foodstuffs | |
| US2614739A (en) | Vacuum pack machine | |
| US2984057A (en) | Method and apparatus for bulk packaging of liquiform products | |
| US2292887A (en) | Apparatus for vacuum sealing jars and other containers | |
| US2262685A (en) | Apparatus for gassing containers prior to filling thereof | |
| US2127964A (en) | Capping and sealing apparatus | |
| US2842916A (en) | Device for vacuum sealing containers | |
| US2076052A (en) | Packaging | |
| GB344408A (en) | Improvements in and connected with the evacuation of containers or vessels for holding substances |