RU2074813C1 - Woodworking machine - Google Patents
Woodworking machine Download PDFInfo
- Publication number
- RU2074813C1 RU2074813C1 RU94021325A RU94021325A RU2074813C1 RU 2074813 C1 RU2074813 C1 RU 2074813C1 RU 94021325 A RU94021325 A RU 94021325A RU 94021325 A RU94021325 A RU 94021325A RU 2074813 C1 RU2074813 C1 RU 2074813C1
- Authority
- RU
- Russia
- Prior art keywords
- turning
- clamping
- mechanisms
- supports
- workpieces
- Prior art date
Links
Images



Landscapes
- Jigs For Machine Tools (AREA)
- Workshop Equipment, Work Benches, Supports, Or Storage Means (AREA)
Abstract
Description
Изобретение относится к машиностроению для лесо- и деревообрабатывающей промышленности и может быть использовано при изготовлении строительных бревен для срубов. The invention relates to mechanical engineering for the timber and woodworking industries and can be used in the manufacture of building logs for log cabins.
Известен круглопильный станок, содержащий станину, направляющие, подвижную пильную каретку и механизм зажима заготовок. Known a circular saw machine containing a bed, guides, a movable saw carriage and a workpiece clamping mechanism.
Недостатком станка является его малая универсальность, обусловленная отсутствием механизма поворота заготовок. The disadvantage of the machine is its low versatility, due to the lack of a mechanism for turning the workpieces.
Известен также круглопильный станок для продольной распиловки древесины, содержащий станину, направляющие подвижную каретку с установленным на ней обрабатывающим инструментом и опоры с механизмами зажима и поворота заготовок. Also known is a circular saw machine for longitudinal sawing of wood, containing a bed, guiding the movable carriage with a processing tool mounted on it and supports with clamping and turning mechanisms of the workpieces.
Недостатками известного станка являются низкая производительность при изготовлении изделий, имеющих продольный и поперечные пазы, например, строительных бревен, и низкая точность взаимного расположения продольного и поперечного пазов. Недостатки обусловлены отсутствием возможности вертикального перемещения механизмов зажима и поворота заготовок относительно опор, вследствие чего неизбежна переналадка станка между оформлением продольных и поперечных пазов. The disadvantages of the known machine are low productivity in the manufacture of products having longitudinal and transverse grooves, for example, building logs, and low accuracy of the relative position of the longitudinal and transverse grooves. The disadvantages are due to the lack of the possibility of vertical movement of the clamping mechanisms and the rotation of the workpieces relative to the supports, as a result of which the changeover of the machine between the design of longitudinal and transverse grooves is inevitable.
Изобретение направлено на повышение производительности изготовления строительных бревен и точности взаимного расположения продольного и поперечных пазов. The invention is aimed at increasing the productivity of the manufacture of building logs and the accuracy of the mutual arrangement of longitudinal and transverse grooves.
Это достигается тем, что механизмы зажима и поворота заготовок выполнены с возможностью вертикального перемещения относительно опор, а также тем, что механизмы зажима и поворота заготовок соединены с опорами посредством направляющих колонок и расположенных на них втулок, и тем, что станок снабжен устройством вертикального перемещения механизмов зажима и поворота заготовок, которое имеет кронштейн, смонтированный на опоре, и установленный на кронштейне двуплечий рычаг, один конец которого связан с механизмом зажима и поворота заготовок. This is achieved by the fact that the clamping and turning mechanisms of the workpieces are made with the possibility of vertical movement relative to the supports, as well as by the fact that the clamping and turning mechanisms of the workpieces are connected to the supports by means of guide columns and the bushes located on them, and by the fact that the machine is equipped with a device for vertical movement of the mechanisms clamping and turning the workpieces, which has a bracket mounted on a support, and a two-arm lever mounted on the bracket, one end of which is connected to the clamping and turning mechanism of the workpiece .
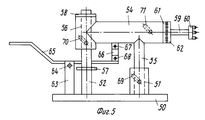
На фиг. 1 изображен вид на станок сбоку, на фиг.2 вид на станок сверху; на фиг. 3 вид на дальнюю опору сбоку; на фиг.4 вид на дальнюю опору сверху; на фиг.5 вид на ближнюю опору сбоку. In FIG. 1 shows a side view of the machine, figure 2 is a top view of the machine; in FIG. 3 side view of the distant support; figure 4 is a view of the distant support from above; 5 is a side view of the proximal support.
Станок содержит станину 1 с направляющими 2, на которых установлена подвижная каретка 3, несущая плиту 4 с установленным на ней электродвигателем 5, связанным через клиноременную передачу 6 с валом 7, на конце которого закреплены две фрезы торцовая 8 и фасонная дисковая 9. Плита 4 может перемещаться в направляющих 10 пильной каретки 3 с помощью винтовой пары-винта 11 и гайки 12 при вращении маховичка 13. Каретка 3 содержит рукоятку 14 с пультом управления 15. На станине 1 установлены ближняя (к подвижной каретке 3 в ее исходном положении) и дальняя опоры 16 и 17 с механизмами зажима и поворота заготовок. The machine contains a bed 1 with
Дальняя опора 17 содержит неподвижную, закрепленную на станине 1 плиту 18, направляющую втулку 19 и направляющую колонку 20 (фиг.3). Посредством деталей 19 и 20 с дальней опорой 17 связан механизм 21 (см. фиг.1) зажима и поворота заготовок, выполненный с возможностью вертикального перемещения относительно опоры 17. Механизм 21 содержит корпус 22, направляющую колонку 23 и направляющую втулку 24 и имеет возможность вертикального перемещения относительно опоры 17. На колонке 20 установлены кольца 25 и 26, снабженные стопорными винтами (не показаны), которые ограничивают диапазон вертикального перемещения механизма 21. Механизм 21 содержит также винтовую пару-винт 27, установленный с возможностью перемещения в резьбовом отверстии корпуса 22, и гайку 28, смонтированную с возможностью вращения относительно корпуса 22. На торце винта 27 неподвижно установлен стакан 29, а на части боковой поверхности винта 27, находящейся в отверстии корпуса 22, выполнены диаметрально противолежащие пазы 30, взаимодействующие со штифтами 31 и ограничивающие возможность продольного перемещения винта 27. В гайке 28 установлены штифты 32, входящие в кольцевую проточку, выполненную на корпусе 22. Штифты 32 исключают возможность перемещения гайки 28 в продольном направлении. На гайке 28 закреплены также рукоятки 33. В стакане 29 размещен на подшипниках 34 и 35, воспринимающих радиальные и осевые нагрузки, хвостовик 36 фиксатора 37, имеющего шипы. Подшипники закрыты крышкой 38. Станок снабжен устройством вертикального перемещения механизма 21, служащего для зажима и поворота заготовки 39. Устройство содержит смонтированный на плите 18 кронштейн 40, на оси 41 которого установлен двуплечий рычаг 42. Один конец рычага 42 посредством тяги 43 и осей 44 и 45 связан с механизмом 21 зажима и поворота заготовок. В стакан 29 ввинчена рукоятка 46, в направляющие втулки 19 и 24 рукоятки 47 и 48 соответственно и в корпус 22 рукоятка 49. The
Ближняя опора 16 содержит неподвижно закрепленную на станине 1 плиту 50, направляющую втулку 51 и направляющую колонку 52. Посредством деталей 51 и 52 с ближней опорой 16 связан механизм 53 (см. фиг.1) зажима и поворота заготовок, выполненный с возможностью вертикального перемещения относительно опоры 16. Механизм 53 содержит корпус 54, направляющую колонку 55 и направляющую втулку 56. На колонке 52 установлены кольца 57 и 58, снабженные стопорными винтами (не показаны) и ограничивающие диапазон вертикального перемещения механизма 53. В корпусе 54 выполнена полость, аналогичная полости в стакане 29 (см. фиг.3,4), в которой смонтированы подшипники (не показаны), воспринимающие радиальные и осевые нагрузки. В подшипниках установлен хвостовик 59 фиксатора 60, имеющего шипы. На корпусе 54 смонтировано с возможностью поворота установочное кольцо 61, а на хвостовике 59 неподвижно закреплено установочное кольцо 62. На кольце 61 установлен стопорный винт (не показан). На кольцах 61 и 62 нанесены риски. Вместо рисок могут быть выполнены лыски. Станок снабжен устройством вертикального перемещения механизма 53 зажима и поворота заготовок. Устройство содержит смонтированный на плите 50 кронштейн 63, на оси 64 которого установлен двуплечий рычаг 65. Один конец рычага 65 посредством тяги 66 и осей 67, 68 связан с механизмом зажима и поворота заготовок. В направляющие втулки 51 и 56 соответственно ввинчены рукоятки 69 и 70, а в корпус 54 рукоятка 71. The
Станок обслуживают два человека. Один управляет подвижной кареткой 3 и ближней опорой 16, а другой дальней опорой 17. В исходном положении станка подвижная каретка находится в крайнем левом (фиг.1) положении, а перемещаемые в горизонтальном направлении детали опоры 17 винт 27, стакан 29 с подшипниками 34 и 35 и крышкой 38, хвостовик 36 и фиксатор 37 в крайнем правом. Кольца 25 и 58 установлены таким образом, что обеспечивают требуемое положение поперечных пазов, а кольца 26 и 57 таким образом, что обеспечивают требуемое положение продольного паза относительно оси заготовки 39. The machine is served by two people. One controls the movable carriage 3 and the
Механизмы 21 и 53 установлены в одном из крайних положений, например, верхнем, и зафиксированы рукоятками 47, 48 и 69, 70. Рукоятки 46, 49 и 71 ослаблены. The mechanisms 21 and 53 are installed in one of the extreme positions, for example, the upper one, and are fixed by the
Работа осуществляется следующим образом. Заготовку 39, например, прошедшую оцилиндровку, устанавливают между опорами 16 и 17, совместив ось заготовки с осями хвостиков 36 и 59. Левый (фиг.1,2) торец заготовки упирают в фиксатор 60, затем вращением гайки 28 с помощьюрукояток 33 перемещают винт 27 со стаканом 29 и фиксатором 37 влево. Шипы фиксаторов 37 и 60 внедряются в торцы заготовки 39. Поворачивают рукоятку 49 и зажимают винт 27. The work is as follows. The blank 39, for example, the cylinder that has passed, is installed between the
Если на заготовке 39 имеются незначительные дефекты, которые могут быть удалены при последующем оформлении продольного или поперечных пазов, то заготовку поворачивают, ориентируя соответствующим образом дефектные места. Поворачивают рукоятки 46 и 71 и зажимают хвостовики 36 и 59. Ослабляют стопорный винт на кольце 61, поворачивая кольцо 61 совмещают риски на кольцах 60, 61, после чего стопорным винтом закрепляют кольцо 61 неподвижно. If on the
Если дефекты на заготовке 39 отсутствуют или их величина не превышает допустимых значений, то при зафиксированном положении кольца 61 поворачивают заготовку и совмещают риски на кольцах 61 и 62. Затем поворачивают рукоятки 46 и 71 и зажимают хвостовики 36 и 59. If there are no defects on the
После закрепления заготовки 39 перемещают каретку 3 в положение, необходимое для оформления одного из поперечных пазов. Включают пульт управления 15. Электродвигатель 5 через клиноременную передачу 6 вращает вал 7 с фрезами 8 и 9. С помощью маховичка 13, винта 11 и гайки 12 перемещают плиту 4 в поперечном направлении. Фреза 8 внедряется в заготовку 39, оформляя поперечный паз. Затем вращением маховичка 13 возвращают фрезу 8 в исходное положение. Перемещают каретку 3 в положение, требуемое для оформления следующего поперечного паза, и поперечной подачей фрезы 8 оформляют новый паз. После оформления пазов пульт управления 15 отключают. After fixing the
Ослабляют рукоятки 47, 48 и 69, 70, используя рычаги 42 и 65 перемещают механизмы 21 и 53 зажима и поворота заготовок вниз до упора соответственно в кольца 26 и 57. Вновь зажимают рукоятки 47, 48 и 69, 70, исключая возможность вертикального перемещения механизмов 21 и 53. Weaken the
Если продольный паз на строительном бревне выполняются с той же стороны, что и поперечные пазы (т.е. сверху заготовки на фиг.1), то положение заготовки 39 не меняют. А если продольный паз на строительном бревне выполняются со стороны, противоположной поперечным пазам (т.е. снизу заготовки 39 на фиг.1), то заготовку 39 поворачивают на 180o. С этой целью поворачивая рукоятки 46 и 71, ослабляют зажим хвостовиков 36 и 59, совмещают новое положение кольца 62 относительно кольца 61 и, поворачивая рукоятки 46 и 68, зажимают хвостовики 36 и 59. Затем каретку 3 перемещают в положение, при котором заготовка 39 не будет препятствовать поперечному перемещению фрез 8 и 9. Поперечной подачей размещают фрезу 9 или над хвостовиком 36 или 59. Включают пульт управления 15, перемещают каретку 3 в продольном направлении и оформляют фрезой 9 продольный паз на заготовке 39. Фреза 8 при этом выступает за заготовку. После оформления паза на всей длине заготовки останавливают каретку 3 и отключают пульт управления 15. Поперечной подачей возвращают фрезы 8 и 9 в исходное положение. Каретку 3 тоже возвращают в исходное положение. Поворачивают рукоятку 49 и освобождают от зажима винт 26. С помощью рукояток 33 вращают гайку 28 и освобождают, а затем удаляют оформленное строительное бревно. Станок готов для продолжения цикла обработки.If the longitudinal groove on the construction log is performed on the same side as the transverse grooves (i.e., on top of the blank in FIG. 1), then the position of the blank 39 does not change. And if the longitudinal groove on the construction log is performed from the side opposite to the transverse grooves (i.e., from the bottom of the
При замене фрез 8 и 9 пильным диском на станке получают обрезные и необрезные доски, брус и бруски, а пpи замене цилиндрическими фрезами с различной формой ножей обеспечивается возможность строгания бруса и досок с оформлением плоских и фасонных поверхностей. When replacing cutters 8 and 9 with a saw blade, edged and unedged boards, beams and bars are obtained on the machine, and when replacing cylindrical cutters with different shapes of knives, it is possible to plan timber and boards with the design of flat and shaped surfaces.
Таким образом, за счет того, что механизмы зажима и поворота заготовок выполнены с возможностью вертикального перемещения относительно опор, а также того, что механизмы зажима и поворота заготовок соединены с опорами посредством направляющих колонок и расположенных на них втулок и того, что станок снабжен устройством вертикального перемещения механизмов зажима и поворота заготовок, которое имеет кронштейн, смонтированный на опоре, и установленный на кронштейне двуплечий рычаг, один конец которого связан с механизмом зажима и поворота заготовок, повышается производительность изготовления строительных бревен и иных изделий, содержащих как продольные, так и поперечные пазы, увеличивается точность взаимного расположения продольного и поперечных пазов. Thus, due to the fact that the clamping and turning mechanisms of the workpieces are made with the possibility of vertical movement relative to the supports, as well as the fact that the clamping and turning mechanisms of the workpieces are connected to the supports by means of guide columns and bushings located on them, and that the machine is equipped with a vertical device movement of clamping and turning workpieces, which has a bracket mounted on a support and a two-arm lever mounted on the bracket, one end of which is connected to the clamping and turning mechanism agotovok increases productivity manufacturing of building logs and other products containing both longitudinal and transverse grooves, increases the accuracy of the mutual arrangement of the longitudinal and transverse grooves.
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU94021325A RU2074813C1 (en) | 1994-06-10 | 1994-06-10 | Woodworking machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU94021325A RU2074813C1 (en) | 1994-06-10 | 1994-06-10 | Woodworking machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU94021325A RU94021325A (en) | 1996-06-10 |
| RU2074813C1 true RU2074813C1 (en) | 1997-03-10 |
Family
ID=20156919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU94021325A RU2074813C1 (en) | 1994-06-10 | 1994-06-10 | Woodworking machine |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2074813C1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2600004C2 (en) * | 2015-01-12 | 2016-10-20 | Игорь Павлович Почепко | Plant for processing of logs |
| EA030893B1 (en) * | 2016-10-07 | 2018-10-31 | Совместное Общество С Ограниченной Ответственностью "Завод Белмаш" | Multi-functional wood-working machine |
-
1994
- 1994-06-10 RU RU94021325A patent/RU2074813C1/en active
Non-Patent Citations (1)
| Title |
|---|
| Кучеров И.К., Пашков В.К. Станки и инструменты лесопильно-деревообрабатывающего производства. - М.: Лесная промышленность, 1970, с. 297-299, рис.94. * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2600004C2 (en) * | 2015-01-12 | 2016-10-20 | Игорь Павлович Почепко | Plant for processing of logs |
| EA030893B1 (en) * | 2016-10-07 | 2018-10-31 | Совместное Общество С Ограниченной Ответственностью "Завод Белмаш" | Multi-functional wood-working machine |
Also Published As
| Publication number | Publication date |
|---|---|
| RU94021325A (en) | 1996-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108430718B (en) | Woodworking table and multifunctional woodworking device | |
| GB2028226A (en) | Rotary table for a power tool especially a saw | |
| CN110774378B (en) | Multifunctional numerical control woodworking machine tool | |
| JP2002321119A (en) | Apparatus for cut edge preparation of square steel pipe and others | |
| CN210677900U (en) | Multi-angle hole milling device for refrigerator handle | |
| CN211332176U (en) | Working table of gantry planing and milling machine | |
| RU2074813C1 (en) | Woodworking machine | |
| JPH0526615B2 (en) | ||
| US3072159A (en) | Rotatable tool holder for exchangeable tools | |
| CN107336300B (en) | Tenoning machine | |
| US5535652A (en) | Lathe apparatus | |
| JPS6119529A (en) | Clamping device | |
| CN114029710B (en) | Beam support machining tool and process | |
| RU2310559C1 (en) | Stoneworking machine | |
| CN218193943U (en) | Feeding mechanism of double housing planer | |
| RU2054990C1 (en) | Wood-working machine | |
| CN219212275U (en) | Positioning mechanism for metal cutting machine tool | |
| CN220613043U (en) | Cutting machine | |
| CN215698286U (en) | Steerable milling cutter | |
| RU2050227C1 (en) | Universal bench-type wood and metal working lathe | |
| CN220260262U (en) | Milling machine with positioning function | |
| CN217192775U (en) | Multi-axis linkage numerical control machining center | |
| RU178647U1 (en) | LONGITUDINAL-MILLING WOODWORKING MACHINE | |
| RU2044628C1 (en) | Universal wood-working machine | |
| JPS6134963B2 (en) |