RU204342U1 - ELECTRODE FOR PLASMA ARC BURNER - Google Patents
ELECTRODE FOR PLASMA ARC BURNER Download PDFInfo
- Publication number
- RU204342U1 RU204342U1 RU2021104581U RU2021104581U RU204342U1 RU 204342 U1 RU204342 U1 RU 204342U1 RU 2021104581 U RU2021104581 U RU 2021104581U RU 2021104581 U RU2021104581 U RU 2021104581U RU 204342 U1 RU204342 U1 RU 204342U1
- Authority
- RU
- Russia
- Prior art keywords
- electrode
- emission insert
- plasma
- solder
- emission
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Arc Welding In General (AREA)
Abstract
Полезная модель относится к электроду, используемому в плазменно-дуговых горелках, а именно электроду с медным корпусом, один конец которого (в горелке - задний) подготовлен для его соединения с плазменно-дуговой горелкой, а на другом конце которого (в горелке - торцевом или переднем) имеется коаксиальное отверстие, в которое помещена эмиссионная вставка, изготовленная из вольфрама. Сущность полезной модели заключается в электроде для плазменно-дуговой горелки, который имеет медный корпус в целом цилиндрической формы, один конец которого (в горелке - задний) подготовлен для его соединения с плазменно-дуговой горелкой, а на другом конце которого (в горелке - торцевом или переднем) имеется коаксиальное отверстие, в которое помещена эмиссионная вставка из вольфрама. Полезная модель отличается от аналогов тем, что эмиссионная вставка из вольфрама соединена с корпусом электрода слоем припоя из сплава серебра Ag с содержанием индия In.The utility model relates to an electrode used in plasma-arc torches, namely, an electrode with a copper body, one end of which (in the torch - the rear) is prepared for its connection with the plasma-arc torch, and at the other end of which (in the torch - end or front) there is a coaxial hole in which an emission insert made of tungsten is placed. The essence of the utility model consists in an electrode for a plasma-arc torch, which has a generally cylindrical copper body, one end of which (in the torch - the rear) is prepared for its connection with the plasma-arc torch, and at the other end of which (in the torch - the end or front) there is a coaxial hole in which a tungsten emission insert is placed. The utility model differs from analogs in that the emission insert made of tungsten is connected to the electrode body by a layer of solder made of silver Ag alloy containing indium In.
Description
Область техникиTechnology area
Техническое решение относится к электроду, используемому в плазменно-дуговых горелках, а именно электроду с медным корпусом, один конец которого (в горелке - задний) подготовлен для его соединения с плазменно-дуговой горелкой, а на другом конце которого (в горелке - торцевом или переднем) имеется коаксиальное отверстие, в которое помещена эмиссионная вставка, изготовленная из вольфрама.The technical solution refers to the electrode used in plasma-arc torches, namely, an electrode with a copper body, one end of which (in the torch - rear) is prepared for its connection with the plasma-arc torch, and at the other end of which (in the torch - end or front) there is a coaxial hole in which an emission insert made of tungsten is placed.
Текущее состояние техникиCurrent state of technology
Плазменные электроды имеют корпус, который, в сущности, представляет собой литой или полый цилиндр. На выходе электрода помещается эмиссионная вставка. На входе электрод имеет конструкцию для закрепления в плазменной горелке и контактную поверхность для переноса постоянного электрического тока с плазменной горелки на корпус электрода. Конструкцией электрода предусмотрены поверхности для охлаждения электрода охлаждающей средой. Корпус электрода проводит постоянный электрический ток. Он поступает в корпус электрода через контактную поверхность из корпуса горелки и движется по направлению к эмиссионной вставке. Корпус электрода поглощает тепло от эмиссионной вставки и отводит его в место, где оно передается в охлаждающую среду. Корпус электрода изготавливается из материала с высокой теплопроводностью и электропроводностью, такого как медь, серебро и их сплавы.Plasma electrodes have a housing that is essentially a cast or hollow cylinder. An emission insert is placed at the electrode outlet. At the inlet, the electrode has a structure for fixing in a plasma torch and a contact surface for transferring direct electric current from the plasma torch to the electrode body. The design of the electrode provides surfaces for cooling the electrode with a cooling medium. The electrode body conducts a constant electric current. It enters the electrode body through the contact surface from the torch body and moves towards the emission insert. The electrode body absorbs heat from the emission insert and removes it to a place where it is transferred to the cooling medium. The electrode body is made of a material with high thermal and electrical conductivity, such as copper, silver and their alloys.
Эмиссионная вставка передает постоянный электрический ток, поступающий на нее через контактную поверхность с корпуса электрода, на плазменную дугу, образуемую электропроводящим ионизированным газом. Эмиссионная вставка изготавливается из материала с высоким коэффициентом излучения и высокой термостойкостью, такого как цирконий, или вольфрам.The emission insert transmits a constant electric current supplied to it through the contact surface from the electrode body to the plasma arc formed by the electrically conductive ionized gas. The emission insert is made of a material with a high emissivity and high temperature resistance, such as zirconium or tungsten.
На современном уровне развития техники наибольший срок службы плазменных электродов, предназначенных для резки углеродистой стали, достигается за счет изготовления корпуса электрода из серебра, с запрессовкой в него эмиссионной вставки из гафния. Однако такие электроды дороги в изготовлении из-за высокой стоимости серебра. При резке нержавеющей стали наибольший срок службы плазменных электродов достигается у электродов, корпус которых изготовлен из меди, с запрессовкой или впайкой в него эмиссионной вставки из вольфрама.At the current level of technology development, the longest service life of plasma electrodes intended for cutting carbon steel is achieved by making the electrode body made of silver, with a hafnium emission insert pressed into it. However, such electrodes are expensive to manufacture due to the high cost of silver. When cutting stainless steel, the longest service life of plasma electrodes is achieved with electrodes whose body is made of copper, with a press-in or soldering of a tungsten emission insert into it.
В патентном документе US 6452130 описан электрод, имеющий медный корпус, в который вложен эмиссионный элемент, например, из гафния. Между эмиссионным элементом и корпусом электрода расположен разделитель из серебра, имеющий низкую эмиссионную способность и охватывающий эмиссионный элемент. Эмиссионный элемент соединен с неизлучающим разделителем при помощи паяного соединения, выполненного, например, из сплава серебра с одним или несколькими элементами, такими как никель, литий и медь.US Pat. No. 6,452,130 discloses an electrode having a copper body in which an emissive element, for example of hafnium, is inserted. Between the emission element and the electrode body is a silver separator having a low emissivity and enclosing the emission element. The emission element is connected to the non-radiating spacer by a solder joint made, for example, of an alloy of silver with one or more elements such as nickel, lithium and copper.
В патентном документе US 4766349 описан электрод для плазменно-дуговой горелки, имеющий медный корпус с водяным охлаждением, в который помещена эмиссионная вставка из циркония или гафния. Вставка имеет покрытие, образующее диффузионную зону между корпусом электрода и материалом вставки, в состав которого входят карбиды, нитриды, бориды или силициды. Диффузионная зона предотвращает возникновение реакций между корпусом электрода и вставкой, приводящих к ухудшению свойств электрода.US Pat. No. 4,766,349 discloses an electrode for a plasma arc torch having a water-cooled copper body in which a zirconium or hafnium emissive insert is placed. The insert has a coating that forms a diffusion zone between the electrode body and the insert material, which includes carbides, nitrides, borides or silicides. The diffusion zone prevents the occurrence of reactions between the electrode body and the insert, leading to deterioration of the properties of the electrode.
Продление срока службы электрода при максимальном снижении расходов на его производство является предметом, например, патентного документа JP 2011014295, в котором описано продление срока службы плазменного электрода за счет спайки медного корпуса электрода и эмиссионной вставки из карбида гафния серебряным припоем. Недостатком этой технологии является лишь незначительное увеличение срока службы плазменных электродов для слаботочных и среднеточных нагрузок.Extending the life of the electrode while minimizing its manufacturing costs is the subject of, for example, JP 2011014295, which describes the extension of the life of the plasma electrode by soldering the copper electrode body and the hafnium carbide emissive insert with silver solder. The disadvantage of this technology is only a slight increase in the service life of plasma electrodes for low-current and medium-current loads.
Суть технического решенияThe essence of the technical solution
Техническое решение основано на идее создания между корпусом электрода и эмиссионной вставкой соединения, обладающего большей теплопроводностью и электропроводностью, чем сам материал эмиссионной вставки. Авторами технического решения было установлено, что можно достичь исключительной электропроводности и теплопроводности электродов с медным корпусом, в который помещена эмиссионная вставка из вольфрама, если соединить вставку с корпусом электрода при помощи пайки припоем из сплава серебра Ag с содержанием индия In.The technical solution is based on the idea of creating a connection between the electrode body and the emission insert, which has a higher thermal conductivity and electrical conductivity than the material of the emission insert itself. The authors of the technical solution found that it is possible to achieve exceptional electrical conductivity and thermal conductivity of electrodes with a copper body, in which an emission insert made of tungsten is placed, if the insert is connected to the electrode body by soldering with a solder made of an Ag silver alloy containing indium In.
В случае если эмиссионная вставка изготовлена из вольфрама, помимо серебра Ag и индия In сплав также содержит медь Cu, марганец Mn и никель Ni. Дополнительно он может содержать палладий Pd, титан Ti или кобальт Со. В случае если эмиссионная вставка изготовлена из вольфрама, наиболее эффективным является припой, содержащий: 64% (по массе) Ag, 6% (по массе) In, 26% (по массе) Cu, 2% (по массе) Mn и 2% (по массе) Ni.If the emission insert is made of tungsten, in addition to silver Ag and indium In, the alloy also contains copper Cu, manganese Mn and nickel Ni. Additionally, it may contain palladium Pd, titanium Ti or cobalt Co. If the emission insert is made of tungsten, the most effective is a solder containing: 64% (by mass) Ag, 6% (by mass) In, 26% (by mass) Cu, 2% (by mass) Mn and 2% (by mass) Ni.
Толщина слоя припоя между корпусом электрода и эмиссионной вставкой из вольфрама составляет от 0,005 до 0,05 мм, предпочтительно от 0,01 до 0,03 мм.The thickness of the solder layer between the electrode body and the tungsten emission insert is 0.005 to 0.05 mm, preferably 0.01 to 0.03 mm.
На границах отдельных слоев имеются области взаимной диффузии. На границе слоя припоя и эмиссионной вставки из вольфрама, в веществе вольфрама присутствуют атомы In и, возможно, атомы Cu, Mn и Ni, а на границе слоя припоя и медного корпуса электрода в веществе меди присутствуют атомы Ag и In.There are areas of mutual diffusion at the boundaries of individual layers. At the boundary of the solder layer and the emission insert made of tungsten, the tungsten substance contains In atoms and, possibly, Cu, Mn and Ni atoms, and at the boundary of the solder layer and the copper body of the electrode, the copper substance contains Ag and In atoms.
Согласно предлагаемому техническому решению соединение эмиссионной вставки с корпусом электрода при помощи слоя припоя имеет улучшенные характеристики благодаря спайке вещества корпуса электрода и вещества эмиссионной вставки за счет образования прослойки в месте соединения корпуса электрода и эмиссионной вставки, а также благодаря взаимной диффузии веществ корпуса электрода и образовавшейся прослойки и взаимной диффузии веществ эмиссионной вставки и образовавшейся прослойки. Образование диффузионного металлургического соединения приводит к лучшему отведению тепла из эмиссионной вставки, которая нагревается от плазменной дуги, в охлаждаемый корпус электрода. За счет соединения веществ путем взаимной диффузии, без образования межкристаллических зазоров, в точке соединения обеспечивается кондуктивная теплопередача от эмиссионной вставки к корпусу электрода. Вещество в месте диффузного соединения способно перенести кондуктивным путем больше тепла на 1 мм2, чем максимальное количество тепла, которое способно перенести кондуктивным путем через сечение площадью 1 мм2 вещество самой эмиссионной вставки. Улучшение соединения веществ корпуса электрода и эмиссионной вставки приводит к продлению срока службы электрода.According to the proposed technical solution, the connection of the emission insert with the electrode body using a solder layer has improved characteristics due to the soldering of the electrode body substance and the emission insert substance due to the formation of an interlayer at the junction of the electrode body and the emission insert, as well as due to the interdiffusion of the electrode body substances and the formed interlayer and mutual diffusion of the substances of the emission insert and the formed interlayer. The formation of a diffusion metallurgical compound leads to better heat dissipation from the emission insert, which is heated by the plasma arc, into the cooled electrode body. Due to the connection of substances by mutual diffusion, without the formation of intercrystalline gaps, conductive heat transfer from the emission insert to the electrode body is ensured at the connection point. The substance at the point of diffuse connection is capable of conductively transferring more heat by 1 mm2 than the maximum amount of heat that the substance of the emissive insert itself can carry by conductively through a section with an area of 1 mm2. Better bonding between the electrode body and the emission insert results in longer electrode life.
Пояснения к чертежамExplanations for drawings
Электрод для плазменно-дуговой горелки, предусмотренный данным техническим решением, наглядно представлен на нижеприведенных чертежах:The electrode for a plasma arc torch provided by this technical solution is clearly shown in the following drawings:
на Фиг. 1a показан электрод в соответствии с одним из исполнений технического решения, когда корпус электрода имеет форму полого цилиндра;in FIG. 1a shows an electrode in accordance with one embodiment of the technical solution, when the electrode body has the shape of a hollow cylinder;
на Фиг. 1b показан электрод в соответствии с иным исполнением технического решения, когда корпус электрода имеет форму литого цилиндра;in FIG. 1b shows an electrode in accordance with another embodiment of the technical solution, when the electrode body has the shape of a cast cylinder;
на Фиг. 2а показан электрод в соответствии с еще одним исполнением технического решения, когда эмиссионная вставка имеет коническую форму;in FIG. 2a shows an electrode in accordance with another embodiment of the technical solution, when the emission insert has a conical shape;
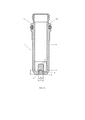
на Фиг. 2b показан электрод в соответствии с еще одним исполнением технического решения, когда эмиссионная вставка имеет прямо охлаждаемую поверхность; иin FIG. 2b shows an electrode in accordance with another embodiment of the technical solution, when the emission insert has a directly cooled surface; and
на Фиг. 3 показан электрод в соответствии с исполнением технического решения, аналогичным приведенному на Фиг. 2а, с эмиссионной вставкой, имеющей коническую форму с большим углом конуса, чем на Фиг. 2а.in FIG. 3 shows an electrode in accordance with a technical solution similar to that shown in FIG. 2a, with a tapered emission insert with a larger taper angle than FIG. 2a.
Примеры реализации технического решенияExamples of implementation of a technical solution
Были испытаны различные типы плазменные электроды 1 в зависимости от типа вещества, из которого изготовлена эмиссионная вставка 3. В рамках настоящей заявки рассмотрены электроды 1 с эмиссионной вставкой 3 из вольфрама. Для каждого из указанных типов были изготовлены электроды 1 с различными тестируемыми припойными сплавами в качестве припоя 8, которые затем были подвергнуты испытаниям на стойкость при плазменной резке. Затем паяные соединения 4 оценивались на основе образцов поперечного сечения путем микроскопического исследования их полированных поверхностей.Were tested different types of
Общей основной припойных сплавов испытанных электродов 1 выступают серебро и индий. Серебро придает припойному сплаву высокую жидкотекучесть, электропроводность и теплопроводность. Индий придает припойному сплаву смачиваемость, текучесть, пластичность и снижает температуру плавления припойного сплава. Серебро и индий способны соединяться с веществом корпуса 2 электрода, которым, согласно техническому решению, является медь, но которое также может быть представлено сплавом меди и серебра, и в процессе диффузионного металлургического соединения происходит перенос атомов серебра и индия в вещество корпуса 2 электрода в месте его контакта с припойным сплавом.The common basic solder alloys of the tested
Помимо основных элементов - серебра и индия - в состав припойного сплава входят элементы, способные соединяться с веществом эмиссионной вставки 3 и способствующие диффузии припойного сплава в вещество эмиссионной вставки 3 в месте их взаимного контакта. Для электродов 1 с эмиссионной вставкой 3 из вольфрама подходящими составляющими для включения в сплав являются галлий, палладий, медь, титан, марганец, кобальт и никель, при этом наиболее эффективным показало себя сочетание меди, марганца и никеля. Наилучшая диффузия припойного сплава в кристаллическую структуру вольфрама была достигнута в испытаниях с припойным сплавом, содержащим 64% (по массе) серебра, 6% (по массе) индия, 26% (по массе) меди, 2% (по массе) марганца и 2% (по массе) никеля.In addition to the main elements - silver and indium - the composition of the solder alloy includes elements that can combine with the substance of the
Для достижения прочного диффузионного металлургического соединения вещества корпуса 2 электрода и вещества эмиссионной вставки 3 с припойным сплавом важное значение имеет чистота и шероховатость соединяемых поверхностей. Наилучшие результаты были достигнуты, когда соприкасающиеся поверхности были обработаны с шероховатостью от 1,2 до 2,8 Ra, предпочтительно 1,5 Ra. После обработки с соприкасающихся поверхностей были удалены грязь и жир. Перед пайкой поверхности корпуса 2 электрода и эмиссионной вставки 3 были очищены в спиртовой бане при помощи ультразвука. В качестве последней фазы очистки предназначенных для пайки поверхностей было выполнено их нагревание в вакууме.To achieve a strong diffusion metallurgical connection of the substance of the
Было установлено, что для достижения желаемого соединения вещества корпуса 2 электрода и вещества эмиссионной вставки 3 с припойным сплавом важное значение имеет толщина слоя припоя 8 между веществом корпуса 2 электрода и веществом эмиссионной вставки 3. Лучше всего показала себя толщина от 0,005 до 0,05 мм, предпочтительно от 0,01 до 0,03 мм. При толщине менее 0,005 мм не происходит затекания достаточного количества припойного сплава между соединяемыми поверхностями. При толщине более 0,05 мм количество припойного сплава настолько велико, что происходит не только диффузия припойного сплава в припаиваемое вещество, но и глубинная эрозия и/или оплавление соединяемых пайкой веществ. В случае цилиндрической формы эмиссионной вставки 3 необходимая толщина припоя 8 может быть достигнута путем создания в удерживающем элементе корпуса 2 электрода цилиндрического отверстия, диаметр которого на 0,05 мм больше внешнего диаметра эмиссионной вставки 3 цилиндрической формы, которая затем впаивается в удерживающий элемент. Что касается формы эмиссионной вставки 3, наиболее предпочтительной оказалась коническая форма отверстия для эмиссионной вставки 3 в корпусе 2 электрода, при этом эмиссионная вставка 3 должна иметь аналогичную коническую форму, расширяющуюся по направлению к передней части сопла 1. В случае соединений конической формы требуемая толщина паяного соединения была равномерной по всей поверхности соединения.It was found that in order to achieve the desired connection of the substance of the
Сам процесс пайки при изготовлении образцов электродов 1 для проведения испытаний припоев выполнялся в индукционной вакуумной печи. В начале процесса был создан высокий вакуум с давлением около 5⋅10-4 Па. После его достижения подлежащие пайке электроды 1 с эмиссионной вставкой 3 были нагреты до 400°С. После достижения указанной температуры была введена защитная атмосфера аргона, и давление было повышено до значения около 10 Па. Далее температура была повышена до значения, которое в каждом случае было на 20°С ниже, чем температура пайки используемого припойного сплава. Спустя некоторое время, необходимое для выравнивания температуры, электроды 1 в каждом случае были нагреты до соответствующей температуры пайки на период от 5 до 10 минут, что было достаточно для затекания припоя 8 между соединяемыми поверхностями. После этого температура была снижена в каждом случае до значения, которое было на 10°С ниже температуры пайки, и давление защитной атмосферы было повышено до 5000 Па. Такая температура и давление удерживались в течение 20 минут. В течение этого времени происходила диффузия полупластических фаз припойного сплава в полости между отдельными кристаллическими зернами вещества корпуса 2 электрода и эмиссионной вставки 3.The process of soldering in the manufacture of samples of
При последующих испытаниях образцов электродов 1 было установлено, что при достижении соединения корпуса электрода 2 и эмиссионной вставки 3 с высокой теплопроводностью и электропроводностью, существенной для срока службы электрода 1 является форма эмиссионной вставки 3, а именно отношение ее диаметра (в точке контакта с плазменной дугой) к ее длине. Электроды 1 с эмиссионной вставкой 3 из вольфрама, с прямым жидкостным охлаждением поверхности корпуса 2 электрода, имеют наибольший срок службы, когда отношение диаметра D эмиссионной вставки 3 к длине L эмиссионной вставки 3 составляет 1:1.During subsequent tests of
Ниже на отдельных примерах описаны наилучшие исполнения электродов 1 для плазменно-дуговой горелки, предусмотренных данным техническим решением.The best performance of
Пример 1аExample 1a
Электрод 1 для плазменной резки, рассчитанный на токовую нагрузку до 260 А, наглядно представлен на Фиг. 2а и состоит из полого медного корпуса 2 цилиндрической формы, на выходе 9 которого имеется эмиссионная вставка 3 из вольфрама. Эмиссионная вставка 3 закреплена в корпусе 2 электрода при помощи паяного соединения 4, образованного припоем 8, содержащим никель и состоящим из припойного сплава следующего состава: 64% (по массе) серебра Ag, 6% (по массе) индия In, 26% (по массе) меди Cu, 2% (по массе) марганца Mn и 2% (по массе) никеля Ni, обозначаемого Ag64In6Cu26Mn2Ni2. Толщина слоя припоя 8 между медью и гафнием составляет от 0,01 до 0,02 мм. Вольфрамовая эмиссионная вставка имеет коническую форму с диаметром D 2,8 мм и углом X конуса 10°. Длина вольфрамовой эмиссионной вставки 3 составляет 2,89 мм. При работе поверхность корпуса электрода прямо охлаждается жидкостной охлаждающей средой. На входе 10 электрода имеется контактная поверхность 7. Корпус 2 электрода имеет охлаждаемую поверхность 6.An
Пример 1bExample 1b
Электрод 1 для плазменной резки, рассчитанный на токовую нагрузку 300 А, наглядно представлен на Фиг. 2b и состоит из полого медного корпуса 2 цилиндрической формы, на выходе 9 которого имеется эмиссионная вставка 3 из вольфрама. Эмиссионная вставка 3 закреплена в корпусе 2 электрода при помощи паяного соединения 4, образованного припоем 8 такого же состава, как и в примере 2а. Толщина слоя припоя 8 между медью и вольфрамом составляет от 0,02 до 0,03 мм. Вольфрамовая эмиссионная вставка имеет цилиндрическую форму с диаметром 3 мм. Длина вольфрамовой эмиссионной вставки 3, которая в данном исполнении частично выдается внутрь полости в корпусе 1 электрода, а на другой стороне выступает за переднюю поверхность электрода 1, составляет 13,85 мм. Корпус 2 электрода имеет охлаждаемую поверхность 6. Кроме того, в данном исполнении эмиссионная вставка 3 прямо охлаждается жидкостной охлаждающей средой за счет наличия прямо охлаждаемой поверхности 5 эмиссионной вставки. На входе 10 электрода имеется контактная поверхность 7.An
Список выносных обозначений:List of callouts:
1 электрод1 electrode
2 корпус электрода2 electrode body
3 эмиссионная вставка3 emission insert
4 паяное соединение4 solder joint
5 прямо охлаждаемая поверхность эмиссионной вставки5 directly cooled surface of the emission insert
6 охлаждаемая поверхность электрода6 cooled electrode surface
7 контактная поверхность7 contact surface
8 припой8 solder
9 выход электрода9 electrode outlet
10 вход электрода10 electrode input
D диаметр эмиссионной вставкиD diameter of the emission insert
L длина эмиссионной вставкиL length of emission insert
X угол конуса эмиссионной вставки.X is the taper angle of the emission insert.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2021104581U RU204342U1 (en) | 2020-10-12 | 2020-10-12 | ELECTRODE FOR PLASMA ARC BURNER |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2021104581U RU204342U1 (en) | 2020-10-12 | 2020-10-12 | ELECTRODE FOR PLASMA ARC BURNER |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2020133449U Division RU204320U1 (en) | 2019-10-14 | 2020-10-12 | ELECTRODE FOR PLASMA ARC BURNER |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU204342U1 true RU204342U1 (en) | 2021-05-21 |
Family
ID=76034284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2021104581U RU204342U1 (en) | 2020-10-12 | 2020-10-12 | ELECTRODE FOR PLASMA ARC BURNER |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU204342U1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023143817A1 (en) * | 2022-01-31 | 2023-08-03 | Akryvia | Improved electrode for a plasma cutting torch |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2028899C1 (en) * | 1990-01-17 | 1995-02-20 | ЕСАБ Велдинг Продактс, Инк. | Electrode for the arc-plasma torch |
| US6452130B1 (en) * | 2000-10-24 | 2002-09-17 | The Esab Group, Inc. | Electrode with brazed separator and method of making same |
| JP2011014295A (en) * | 2009-06-30 | 2011-01-20 | Chubu Electric Power Co Inc | Manufacturing method for plasma electrode, and plasma electrode |
| EP2642831A1 (en) * | 2012-03-22 | 2013-09-25 | Hollberg, Manfred | Plasma electrode for a plasma arc torch and method for its manufacture |
| US20180243864A1 (en) * | 2017-02-24 | 2018-08-30 | Lincoln Global, Inc. | Brazed electrode for plasma cutting torch |
-
2020
- 2020-10-12 RU RU2021104581U patent/RU204342U1/en active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2028899C1 (en) * | 1990-01-17 | 1995-02-20 | ЕСАБ Велдинг Продактс, Инк. | Electrode for the arc-plasma torch |
| US6452130B1 (en) * | 2000-10-24 | 2002-09-17 | The Esab Group, Inc. | Electrode with brazed separator and method of making same |
| JP2011014295A (en) * | 2009-06-30 | 2011-01-20 | Chubu Electric Power Co Inc | Manufacturing method for plasma electrode, and plasma electrode |
| EP2642831A1 (en) * | 2012-03-22 | 2013-09-25 | Hollberg, Manfred | Plasma electrode for a plasma arc torch and method for its manufacture |
| US20180243864A1 (en) * | 2017-02-24 | 2018-08-30 | Lincoln Global, Inc. | Brazed electrode for plasma cutting torch |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023143817A1 (en) * | 2022-01-31 | 2023-08-03 | Akryvia | Improved electrode for a plasma cutting torch |
| FR3132413A1 (en) * | 2022-01-31 | 2023-08-04 | Akryvia | IMPROVED ELECTRODE FOR A PLASMA CUTTING TORCH |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6483070B1 (en) | Electrode component thermal bonding | |
| Feng et al. | Microstructure and properties of Cu/Al joints brazed with Zn–Al filler metals | |
| JP5968651B2 (en) | Components for semiconductor manufacturing equipment | |
| CN112008180B (en) | High-performance brazing method of Ni3 Al-based single crystal alloy | |
| JP5427462B2 (en) | Thermoelectric conversion module | |
| TWI299539B (en) | Wafer support member and semiconductor manufacturing system using the same | |
| CN105234544B (en) | A kind of lifetime of resistance spot welding electrode and preparation method thereof | |
| US6756132B2 (en) | Joined structures of metal terminals and ceramic members, joined structures of metal members and ceramic members, and adhesive materials | |
| JP5591627B2 (en) | Ceramic member and manufacturing method thereof | |
| EP2377175A2 (en) | Method for fabricating thermoelectric device | |
| RU204342U1 (en) | ELECTRODE FOR PLASMA ARC BURNER | |
| CN108422058B (en) | For Al2O3Gold-based brazing filler metal for connecting ceramic and metal and welding method thereof | |
| JP2009129983A (en) | Junction structure and method of manufacturing the same, and power semiconductor module and method of manufacturing the same | |
| RU204320U1 (en) | ELECTRODE FOR PLASMA ARC BURNER | |
| JP2001313331A (en) | Electrostatic attraction device | |
| CN105965176A (en) | Ni-based rapidly-cooled brazing material and brazing process for brazing tungsten-copper alloy and stainless steel | |
| JP6118040B2 (en) | Circuit breaker contact and manufacturing method thereof | |
| JP2006015349A (en) | Spot welding electrode | |
| KR100980446B1 (en) | electrode arc of plasma cutting machine | |
| CN114628179A (en) | Method for connecting copper-tungsten alloy and copper alloy | |
| WO2016192231A1 (en) | Preparation method for alloy material, preparation method for soldering iron tip and electric soldering iron | |
| JP5308301B2 (en) | Manufacturing method of spark plug | |
| RU2074797C1 (en) | Method of welding zirconium to structural metal | |
| JP2015069826A (en) | Plasma generation electrode and manufacturing method therefor | |
| JPH06263553A (en) | Joined body of carbonaceous material to metal |