KR20110116156A - 의약 웨이퍼를 보관 및 제공하는데 사용되는 의약 포켓의 스택을 제조하는 방법, 상기 스택을 제조하기 위한 의약 포켓 주형, 및 의약 포켓 주형의 용도 - Google Patents
의약 웨이퍼를 보관 및 제공하는데 사용되는 의약 포켓의 스택을 제조하는 방법, 상기 스택을 제조하기 위한 의약 포켓 주형, 및 의약 포켓 주형의 용도 Download PDFInfo
- Publication number
- KR20110116156A KR20110116156A KR1020117018362A KR20117018362A KR20110116156A KR 20110116156 A KR20110116156 A KR 20110116156A KR 1020117018362 A KR1020117018362 A KR 1020117018362A KR 20117018362 A KR20117018362 A KR 20117018362A KR 20110116156 A KR20110116156 A KR 20110116156A
- Authority
- KR
- South Korea
- Prior art keywords
- pockets
- marking
- stack
- medicine
- Prior art date
Links
Images





















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/03—Containers specially adapted for medical or pharmaceutical purposes for pills or tablets
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J7/00—Devices for administering medicines orally, e.g. spoons; Pill counting devices; Arrangements for time indication or reminder for taking medicine
- A61J7/04—Arrangements for time indication or reminder for taking medicine, e.g. programmed dispensers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J3/00—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms
- A61J3/07—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use
- A61J3/078—Devices or methods specially adapted for bringing pharmaceutical products into particular physical or administering forms into the form of capsules or similar small containers for oral use into the form of wafers or cachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
- B31B2160/102—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents obtained from essentially rectangular sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/92—Delivering
- B31B70/98—Delivering in stacks or bundles
- B31B70/984—Stacking bags on wicket pins
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Engineering & Computer Science (AREA)
- Medical Informatics (AREA)
- Pharmacology & Pharmacy (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
의약 웨이퍼 (2)를 함유하는 의약 포켓들 (4, 4', 4")의 스택 (100)을 안전하게 제조하는 방법이 개시되고, 이때 상기 포켓 각각에는 마킹 가장자리 (17) 상의 여러 인접한 마킹 부분들 (18) 중 하나에 마킹 (3)이 있다. 상기 방법에서, 하나 이상의 스택 내에서 의약 포켓들 (4, 4', 4")이 이의 마킹 (3)이 연속적인 마킹 부분 (18)에 위치하는 순서로 배열되도록, 그리고 적절하다면, 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4") 뒤에 배열되도록, 의약 포켓들 (4, 4', 4")이 하나씩 위로 스태킹되어 의약 포켓들의 하나 이상의 스택 (100)이 형성된다.
Description
설명
본 발명은 의약 포켓의 주형의 사용에 의한 것을 포함하는, 의약 웨이퍼(wafer)를 보관 및 제공하기 위한 의약 포켓들의 스택(stack)을 제조하는 방법에 관한 것이고, 스택의 제조, 및 의약 웨이퍼를 보관 및 제공하기 위한 장치의 제조를 위한 용도에 관한 것이다. 의약 웨이퍼는 적층된 형태로 의약들을 함유한다. 특히, 의약 웨이퍼는 호르몬 의약, 특히 피임 또는 호르몬 대체 요법을 위한 의약을 함유할 수 있다.
종래 기술:
의약 웨이퍼는 활성 물질 캐리어(carrier) 내에 함유된 제약 활성 물질을 함유하는 시트 형태의 장치이다. 웨이퍼가 혀 위에 또는 혀 아래에 놓이고, 이때 활성 물질 캐리어가 용해됨으로써 활성 물질을 방출한다는 점에서, 웨이퍼 내의 활성 물질은, 예를 들어, 경점막 투여될 수 있고, 즉 입의 점막을 통해 투여될 수 있다. 웨이퍼는 이들을 기계적 및 기타 환경적 영향, 예를 들어 수분으로부터 보호하기 위해 시트 내의 포켓 내에 웨이퍼가 넣어진 형태로 제공된다. DE 101 59 746 B4에 따르면, 이러한 포켓들은 하나 이상의 캐리어 시트 및 하나 이상의 탑(top) 시트를 포함할 수 있고, 이때 적어도 표면적이 더 큰 시트에는 2개의 평행한 측면 가장자리가 있고, 시트- 또는 웹-유사 물질 (웨이퍼)이 캐리어 시트와 탑 시트 사이에 기체- 및 수분-차단 방식으로 넣어진다. 의약 웨이퍼의 보관 및 제공을 위한 장치는 내부에 스태킹(stacking)된 시트들 내에 포켓들을 함유할 수 있다. 물론, 더 큰 표면적의 시트 및 더 작은 표면적의 시트를 반드시 포함할 필요가 없고 예를 들어 동일한 크기의 시트들을 포함한다는 점에서 의약 웨이퍼는 다르게 형성될 수도 있다. DE 101 59 746 B4에 따른 장치를 제조하기 위해, 의약 웨이퍼를 함유하는 시트 내의 기술된 포켓들은 쉽게 스택으로 조합되어, 장치 내로 도입된다. 웨이퍼를 보관 및 제공하기 위해 상기 문헌에 기술된 장치는 1회 이상 구획된 하우징(housing)을 포함하고, 하우징의 측면 내부면에 대해 시트 내의 스태킹된 포켓들의 측면 가장자리가 놓이는 한편, 회합된 탑 시트의 가장자리 너머로 돌출된 캐리어 시트의 가장자리가 전방 내부면에 대해 놓인다. 시트 내의 스태킹된 포켓들은 스프링에 의해 하우징의 상부 내부면에 대해 눌러진다. 하우징의 전방 상부 영역에는 캐리어 시트 및 탑 시트의 분리된 전달을 위한 2개의 슬릿이 있고, 웨이퍼는 캐리어 시트와 함께 또는 탑 시트와 함께 제공될 수 있다. 시트 내의 포켓의 제거 후 스프링은 시트 내의 나머지 포켓들을 슬릿에 인접하게 함께 유지시키고 이들을 추가적인 제거를 위해 위치시키는 업무가 있다. 슬릿들 사이에는 캐리어 시트를 탑 시트로부터 분리하기 위한 분리 도구가 배열되고, 이러한 도구에 대해 가장 위에 있는 캐리어 시트가 이의 영역이 탑 시트의 전방 가장자리의 전방에 놓이면서 놓인다. 회전축을 중심으로 회전할 수 있는 운반 요소가 하우징으로부터 의약 포켓을 운반하는 역할을 한다.
하나씩 제거될 수 있는 의약 포켓이 있는 이러한 장치는 의약 웨이퍼를 복용하기 위해 제거된 의약 포켓을 사용하는 사용자가, 한편으로는, 특정 기간에 복용되도록 의도된 웨이퍼가 이미 복용되었는지 또는 여전히 복용되어야하는지 여부를 모니터링할 가능성이 없다는 단점이 있다. 따라서, 1개 대신 2개의 웨이퍼가 쉽게 복용될 수 있거나, 또는 사용자가 웨이퍼 복용을 완전히 잊는다.
다른 한편으로는, 이러한 폐쇄 장치로는, 사용자가 자신이 얼마나 많은 웨이퍼를 이미 제거하였는지 또는 얼마나 오랫동안 처방 과정을 계속해야하는지를 또한 알 수 없다. 추가로, 이러한 장치의 한가지 특정 단점은 폐쇄 유형의 디자인 때문에, 사용자가 장치가 치료에 필요한 모든 의약 포켓을 실제로 함유하는지 여부를 또한 알 수 없다는 것이다. 이러한 컴팩트(compact) 장치의 개방은 의도되지 않았고, 이를 파괴할 것이었다.
호르몬 의약, 뿐만 아니라 기타 의약을 복용하기 위해, 의약을 환자를 치료하는 처방된 과정으로, 예를 들어, 1일 3회 또는 1일 1회 복용하는 것이 중요하고, 이때 이러한 요법은 환자를 치료하는 의사에 의해 처방된다. 그러나, 대부분의 의약은 제한된 기간 동안에만, 예를 들어, 치료될 용태가 완전히 치유되었을 때까지 복용된다. 그러나, 매우 장기간에 걸쳐 계속 복용되어야 하는 의약이 또한 존재한다. 이러한 경우에, 의약이 복용되지 않거나 처방된 시간에 복용되지 않는 일이 일어날 수 있다. 그러면 치료법의 성공이 종종 위험에 처한다. 따라서, 의약 복용을 모니터링하기 위해 많이 시도되었고, 환자 자신에 의한 자가-모니터링이 특히 중요시되었다.
의약 웨이퍼를 함유하는 장치의 완결성은 의약 치료의 성공을 위한 기초적인 필요조건이다. 이는 피임 및 호르몬 대체 요법을 위한 의약 웨이퍼를 사용하는 경우에 더욱 그러하다. 이러한 이유로, 시간-의존적 의약 투여를 위한 장치를 제조할 때, 품질 보증에 상당한 노력이 소비된다. 또한, 물론, 이러한 장치의 사용자는 모니터링 가능성에 또한 관심이 있다.
정제, 코팅 정제 등 형태의 활성 물질의 유닛(unit)을 복용하는 것의 시간 및 빈도의 모니터링과 관련하여, 의약 블리스터(blister)로 알려진 것, 즉, 제1 시트 내에 스탬핑(stamping)된 포켓 내에 정제, 코팅 정제 등이 함유되고, 이러한 시트가 뜯어질 수 있는 제2 시트에 연결되어 포켓이 밀봉되는, 정제, 코팅 정제 등을 보관하기 위한 장치가 종래 기술에 개시되어 있다. 정제의 복용이 특정 시간에 좌우된다면, 표시물, 예를 들어, 요일이 제2 시트 상에 제공될 수 있다.
예를 들어, EP 0 166 763 B1에서, 일렬로 배열된 정제용 포켓이 있는 블리스터가 제공된다. 이러한 블리스터의 제조에서, 포켓들은 명쾌한 방식으로 하나 이상의 역월(calendar month)의 날짜들에 할당되고, 이때 추가로 연속적인 정수 표시물이 각각의 포켓이 역월의 유일한 역일(calendar day)에 의해서 시각적으로 확인될 수 있도록 하는 방식으로 포켓들 근처에 명쾌한 관계로 배열되고, 연속적인 정수 표시물이 제2 시트의 뒷면으로부터 이를 볼 수 있는 방식으로 제2 시트 내의 뜯어질 수 있는 구역을 기초로 배열되며, 각각의 구역은 역월의 유일한 역일에 의해서 시각적으로 확인될 수 있다. 이는 각각의 포켓이 유일한 역일에 의해 앞면 및 뒷면 양쪽 모두로부터 시각적으로 확인되도록 허용한다. 결과적으로, 매일 정제를 복용하는 것 및 사용자 순응도의 관찰이 더욱 쉬워질 수 있다.
추가로, EP 0 511 726 B1에서, 선택된 어레이로 배열된 다수의 정제가 위치하는, 미리 정해진 표면적의 블리스터 팩, 블리스터 팩을 수용하는 용기, 및 블리스터 팩 내의 정제들의 어레이와 정렬될 수 있는 일력(daily calendar)을 포함하는, 어레이(array)로 정제를 수용하는 설비에 관한 기술이 제공되고, 이때 일력은 선택된 출발일을 정제들의 어레이 내의 제1 정제와 함께 배치하기 위해 옮겨질 수 있고, 용기 상에 표시물이 제공되고, 블리스터 팩에는 복용될 제1 정제가 표시되도록, 가장자리에 근처에, 그리고 제1 정제와 인접한 위치지정 노치(notch)가 있다.
추가로, DE 10 2005 032 015 A1에는 제1 절반 및 상기 제1 절반에 이어지는 제2 절반이 있는 블리스터 팩을 수용하기 위한 케이스가 개시되어 있다. 케이스의 제1 절반은 블리스터 팩을 수용하기 위한 포켓으로서 형성되고, 외부 부분 및 내부 관찰 부분, 뿐만 아니라 관찰 부분 내의 제1 구멍 및 외부 부분 내의 제2 구멍이 있으며, 이때 제1 구멍은, 정확하게는 적어도 블리스터 팩 내의 정제에 대한 용기가 포켓 내에 수용된 후 위치하는 곳에서, 제2 구멍과 정렬된다. 케이스의 제2 절반에는 요일을 표시하는 표시 수단을 수용하기 위한 구획 및 이러한 구획의 영역 내의 케이스의 제2 절반의 내부 관찰 면적 내에 요일을 표시하는 창이 있으며, 이러한 창은 포켓 내에 수용된 블리스터 팩의 용기의 칼럼에 할당되는 방식으로 배열된다.
그러나, 의약 유닛의 보관 및 제공을 위한 장치들의 이러한 실시양태들은 블리스터 팩 내의 정제에 관한 것이고, 이의 제조 공정은 의약 포켓 내의 의약 웨이퍼가 있는 장치에 대한 제조 공정과 근본적으로 상이하다.
환자에 대한 일상적인 주의 산만에도 불구하고 의약이 통제 과정으로 복용된다는 것을 확실하게 하는 것을 보조하기 위한 도움을 환자에게 제공하는 것의 추가적인 예는, 예를 들어, 개별적인 정제의 제거가 자동으로 등록되는 의약 팩을 수용하는 장치이다. 이를 위한 다양한 제안들이 DE 198 50 890 A1 (의약, 즉, 정제 등을 위한 분배 장치), DE 197 39 438 A1 및 DE 195 16 076 A1 (고체 형태 의약 샘플, 즉 정제 등을 위한 팩), DE 198 52 602 A1 (의약, 즉 정제 등이 정시에 복용되는 것을 상기시키기 위한 장치 및 방법), DE 102 13 547 C1 (블리스터 팩 설비), DE 41 34 237 C1 (블리스터 팩으로부터의 알약의 제거를 등록하기 위한 장치), EP 0 191 168 A2 (의약, 즉 정제 등의 보관 및 복용 촉구를 위한 장치), DE 198 36 100 A1 (의약 용기 보관, 즉 정제 등을 위한 용기를 위한 장치), DE 102 17 929 A1 (정제 분배를 위한 장치), US 2004/005 0746 A1 (알약 홀더(holder) 및 상기(reminder) 장치), WO 01/54646 A2 (알람 기능이 있는 알약 분배기) 및 DE 10 2005 048 515 A1 (고체 의약 1회분(portion), 즉 정제 등을 위한 분배기, 및 이의 용도)에서 이루어졌다.
그러나, 의약 웨이퍼가 신뢰할 수 있게 투여되는 것을 확실하게 하기 위한 의약 웨이퍼의 복용 모니터링에 대한 제안은 없었다. 웨이퍼 형태의 과자류 또는 의약을 위한 분배기가, 예를 들어, DE 101 59746 B4로부터 공지되어 있다. 그러나, 이러한 장치는 특정 기간 동안 처방된 복용 과정을 따랐는지 여부에 관한 어떠한 모니터링 가능성도 사용자에게 제공되지 않는다는 단점이 있다. 따라서, 쉽게 1개 대신 2개의 웨이퍼가 복용될 수 있거나, 또는 사용자가 웨이퍼 복용을 완전히 잊을 수 있다. 특히, 피임약 복용에 대해 의약이 중단되지 않으면서 불규칙하지 않게 매우 긴 기간에 걸쳐 복용되는 것이 특히 중요하다. 이러한 경우에, 사용자는 예외 없이 매일 1회분의 의약을 복용하는데 주의를 기울여야 한다. 1회분을 놓치는 것은 상당한 위험에 이를 것이고, 같은 날에 2회분의 의약을 복용하는 것도 마찬가지일 것이다. 특히 스트레스가 많은 상황에서, 사용자가 처방된 기간 동안 의약 1회분을 복용하는 것을 잊을 가능성이 꽤 있기 때문에, 이러한 적응증에 대해, 의약 웨이퍼가 고려되는 한 이들이 신뢰할 수 있게 복용되는 것을 확실하게 하는 수단이 없다는 것이 특히 문제이다. 더욱이, 결점 없이 작동되고 비용이 낮은 제조 공정에 의해 이같은 수단이 제공되는 것이 또한 물론 요구된다.
이러한 이유로, 첫번째 목표는 제공되는 순서 및 처방된 간격으로, 그리고 웨이퍼가 복용되어야 하는 시간에 따라, 사용자가 웨이퍼를 장치로부터 제거하고 이를 복용하는 방식으로 의약 웨이퍼를 함유하는 의약 포켓이 사용자를 위해 제조되는 수단을 발견하는 것이다. 이러한 목적을 위해, 장치는 사용자가 특정 기간에 걸쳐 처방된 의약 웨이퍼의 복용을 모니터링하는 것을 가능하게 하는데 적절하여야 한다. 추가적으로, 의약 웨이퍼의 보관 및 제공을 위한 장치는 매일 사용에 적절하도록, 그리고 요구되는 기계적 안정성이 있도록 의도된다. 의약 웨이퍼는 신뢰할 수 있게 보관되도록 또한 의도된다.
추가적인 목표는 웨이퍼가 오차 없이 신뢰할 수 있게 복용되는 것을 투여 제형이 사용자에게 확실하게 하도록, 실질적으로 결점이 없는 제조 공정에 의해, 쉽고 간단하게, 그리고 결과적으로 낮은 비용으로 이같은 투여 제형이 제조되는 것이 가능하게 하는 것이다. 투여 제형의 저비용 제조는 다수의 이같은 투여 제형이 짧은 시간 내에 제조될 수 있는 것을 또한 요구한다.
따라서, 본 발명의 추가적인 목표는 의약 포켓의 개수와 관련하여 스택의 완결성에 대한 간단한 점검이 제조 공정 동안 이미 가능한 방식으로 스택을 제조하는 방법을 고안하는 것이다. 특히, 스택이 너무 적거나 너무 많은 의약 포켓을 함유하지 않도록, 결점이 없는 스태킹이 가능하게 이루어지도록 의도된다. 이러한 방식으로, 불합격품에 의해 야기되는 비용 및 제조된 스택의 최종 검사 또는 품질 보증을 위한 비용을 감소시키는 것이 의도된다.
본 발명의 추가적인 목표는 의약 포켓의 주형, 및 의약 포켓의 주형으로부터 의약 웨이퍼를 보관 및 제공하는 역할을 하는 의약 포켓들의 스택을 제조하는 방법을 제공하는 것이고, 이를 사용하여, 사용자가 이미 제거된 의약 웨이퍼를 사용 동안 모니터링할 수 있게 하는 스택을 생성시킬 수 있다.
발명의 개요:
이러한 목표 및 기타 목표가 의약 웨이퍼의 보관 및 제공을 위한 역할을 하는 의약 포켓들의 스택에 대한 제조 방법 청구항에 의해, 이같은 의약 포켓들의 스택을 제조하기 위한 의약 포켓의 주형 청구항에 의해, 그리고 또한 이같은 의약 포켓들의 스택을 제조하기 위한 의약 포켓들의 주형의 용도 청구항에 의해 달성된다. 본 발명의 바람직한 실시양태들이 하위 청구항에 의해 상술된다.
본 발명에 따른 방법은 의약 웨이퍼를 보관 및 제공하는 역할을 하는 의약 포켓들의 스택을 제조하는 역할을 하고, 이때 각각의 의약 포켓에는 마킹(marking) 가장자리 상에 마킹 가장자리에서 서로 옆에 배열된 다수의 마킹 부분들 중 하나 내에 마킹이 개별적으로 있다.
전형적으로 의약 웨이퍼용 의약 포켓은 베이스(base) 또는 바닥 시트 및 탑 시트를 포함한다. 탑 시트의 측면 가장자리를 따라 이어지는 바람직하게는 스트립(strip) 형상의 연결에 의해, 탑 시트가 베이스 또는 바닥 시트에 연결될 수 있고, 예를 들어, 점착성으로 결합 또는 용접될 수 있으며, 그 반대일 수도 있다. 추가로, 특히 바람직한 실시양태에서, 각각의 경우에 하나 이상의 측면 가장자리 상에 베이스 또는 바닥 시트 및 탑 시트에 서로 연결되지 않은 돌출 탭(tab)이 각각 있을 수 있다. 2개의 시트를 쉽게 잡을 수 있기 때문에, 이는 포켓 내에 함유된 웨이퍼의 제거를 위해 의약 포켓을 잡아당겨 분리하고 결과적으로 개방시키는 것을 더욱 쉽게 만든다. 연결에 의해 형성된 영역 내에서 의약 웨이퍼가 베이스 또는 바닥 시트와 탑 시트 사이에, 바람직하게는 공기- 및 수분-차단 방식으로, 동봉된다. 시트들 내의 포켓에는 이들이 형성된 방식으로 인해 또는 후자의 결과로 웨이퍼의 영역 내에만 작은 상승이 있을 수 있다.
의약 웨이퍼의 보관 및 제공을 위한 본 발명에 따른 방법에 의해 제조되는 분배기 장치는 (포켓들의) 스택 형태의 의약 웨이퍼가 있는 의약 포켓들을 함유한다. 특정 기간 내에 의약 웨이퍼가 이미 복용되었는지 또는 여전히 복용되어야 하는지 여부를 사용자가 모니터링할 수 있게 만들기 위하여, 시간 표시물이 의약 포켓들의 가장자리에 평행하게 장치 내에 특히 배열될 수 있다. 추가로, 스택 내에서 서로 이어지는 의약 포켓 상에서 제공되는 마킹이 서로 이어지는 시간 표시물과 각각 정렬되도록 하는, 그리고 적절하다면 스택 내에서 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록 하는 방식으로, 각각의 의약 포켓 상에 마킹이 제공된다. 뒷부분에 언급된 이러한 사례는 각각의 의약 포켓 상의 마킹 부분의 개수보다 큰 다수의 의약 포켓이 스택 내에 놓이는 모든 경우에 적용되어, 마킹 부분에서 서로 이어지는 마킹들의 순서가 스택 내에 반복된다. 따라서, 마킹들이 스택 내에 서로 이어지는 의약 포켓들에 이어지지만, 의약 포켓이 마지막 마킹 부분 내에 마킹을 갖는 경우에는, 스택 내의 이어지는 의약 포켓이 제1 마킹 부분 내에 다시 마킹을 갖는다. 그 후, 스택 내의 이어지는 의약 포켓이 서로 이어지는 마킹 부분들 내의 마킹을 갖는다.
사용자에 의한 신뢰할 수 있는 자가-모니터링을 위해, 본 발명에 따라, 일단 스택이 웨이퍼의 보관 및 제공을 위한 분배기 장치 내에 수용되면, 마킹 가장자리 상에 배열된 마킹들이 시간 표시물과 정렬된다. 이는 사용자가 특정 기간 내에 웨이퍼가 제거되었는지 여부를 확립하는 것을 가능하게 한다.
그러나, 이러한 스택은 결점 없이 제조되어야 한다. 이는 단일 의약 포켓이 스택으로부터 상실되거나 또는 이중 의약 포켓이 스택 내에 있어서, 결과적으로 스택 내의 일련의 의약 포켓들의 특정 마킹 부분 내의 마킹이 상실되거나 이중으로 발생되면, 사용자가 속게 되고, 의약을 잘못 복용할 수 있기 때문에, 즉 처방된 기간 내에 사용자가 웨이퍼 복용을 잊거나 1개 대신 2개의 웨이퍼를 복용할 수 있기 때문에 그러하다. 따라서, 스택 내의 서로 이어지는 의약 포켓들의 마킹이 마찬가지로 서로 이어지는 마킹 부분들 내에 있도록 또는 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 마킹이 있는 의약 포켓들이 하나씩 위로 스태킹되어 있는 스택이 제조되는 방식으로, 스택의 제조 방법이 결점 없이 진행되어야 한다.
또한, 스택이 높은 제조 효율, 즉, 그 중에서도, 높은 사이클 속도로 제조될 수 있는 것이 확실해야 한다.
이러한 이유로, 스택에 대한 본 발명에 따른 하기의 제조 방법이 언급된 목표를 달성하기 위해 제공된다:
하나 이상의 스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 의약 포켓들을 하나씩 위로 스태킹하여 포켓들의 하나 이상의 스택을 형성시킴.
이러한 경우에는 언제나, 그리고 본 출원의 다른 경우에, 의약 포켓들을 하나씩 위로 스태킹하는 것 또는 의약 포켓들의 스태킹이 언급되면, 이는 의약 포켓들을 하나씩 위로 놓는 것을 의미하도록 의도되고, 즉, 예를 들어, 스택 상에 스태킹되는 의약 포켓이 스택 상에 놓인다.
본 발명에 따른 방법에 의해 제조된 스택은 피임 또는 호르몬 대체 요법에서 역할을 하는 의약 웨이퍼를 보관 및 제공하는데 특히 사용될 수 있다.
의약 웨이퍼를 보관 및 제공하는 역할을 하는 의약 포켓들의 스택을 제조하기 위해 의약 포켓들의 주형이 또한 제공되고, 이로부터 의약 포켓이 단리에 의해 형성될 수 있다.
각각의 경우에 의약 포켓의 마킹 가장자리 상의 마킹을 단서로, 처방된 특정 기간 내에 웨이퍼가 이미 복용되었는지 아닌지 여부를 사용자가 각각의 경우에 모니터링할 수 있는 것이 보증된다. 이는 상부에 있는 의약 포켓의 마킹이 당해 기간에 상응하는 시간 표시물 구역과 정렬되는지 여부를 점검함으로써 일어난다.
발명의 상세한 설명
본 발명의 첫번째 바람직한 실시양태에서, 제조 방법은 하기의 단계들을 포함한다:
a) 각각의 제1 파트(part)-스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 제1 제조 장치에서 의약 포켓들을 하나씩 위로 스태킹하여 하나 이상의 제1 파트-스택을 형성시키는 단계;
b) 이러한 방식으로 형성된 각각의 파트-스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 제2 제조 장치에서 추가적인 의약 포켓들을 하나 이상의 제1 파트-스택 상에 스태킹하는 단계;
c) 적절하다면, 추가적인 제조 장치에서 추가적인 의약 포켓들을 제2 또는 추가적인 제조 장치에서 생성된 하나 이상의 파트-스택 상에 각각 스태킹함으로써 공정 단계 b)를 1회 이상 반복하여, 최종적으로 의약 포켓들의 하나 이상의 스택을 형성시키는 단계.
방법의 이러한 변형에서, 하나 이상의 제1 파트-스택이 제1 제조 장치에서 먼저 생성되고 추가적인 의약 포켓들이 추가적인 제조 장치에서 하나 이상의 제1 파트-스택 상에 스태킹된다는 사실은, 구체적으로 말하자면, 추가적인 의약 포켓들을 추가적인 제조 장치에서 하나 이상의 제1 파트-스택 상에 스태킹할 때, 동시에 차례로 하나 이상의 다음 제1 파트-스택이 제1 제조 장치에서 생성되는 것이 바람직하게 가능하다는 사실에 의해, 매우 효율적인 제조 방식이 달성된다는 것을 의미한다. 이는 파트-스택들이 동시에 생성될 수 있도록 한다. 이는 의약 포켓들을 제2 제조 장치에서 하나 이상의 제1 파트-스택 상에 스태킹하는 것에 의해 포켓들의 하나 이상의 완성된 스택이 아직 제조되지 않은 경우에 동일하게 적용되지만, 대신 먼저 하나 이상의 제2 파트-스택만 생성되고, 추가적인 의약 포켓들이 이러한 하나 이상의 제2 파트-스택 상에 스태킹되어야 한다. 구체적으로 말하자면, 그 후 의약 포켓들이 제3 제조 장치에서 하나 이상의 제2 파트-스택 상에 스태킹된다. 이에 의해 생성된 하나 이상의 제3 파트-스택 또는 이에 의해 생성된 포켓들의 하나 이상의 완성된 스택이 마찬가지로 바람직하게 하나 이상의 제1 파트-스택 및 하나 이상의 제2 파트-스택 등과 동시에 생성된다.
각각의 파트-스택의 생성 후, 파트-스택이 결점 없이 제조되었는지 여부를 별도로 점검할 수 있다는 것이 또한 유리하다. 이는 포켓들의 완성된 스택의 완성 전에 제조 공정으로부터 결점이 있는 파트-스택을 불합격시키는 것을 가능하게 한다. 이는 추가적인 의약 포켓들이 이미 결함이 있는 파트-스택 상에 더 이상 스태킹되지 않는 효과를 달성한다. 한편으로는, 이는 제조 능력을 증가시키고, 다른 한편으로는 불합격을 감소시킨다.
특히, 본 발명의 추가적인 바람직한 실시양태에서, 제1 파트-스택이 의약 포켓들을 하나씩 위로 스태킹함으로써 제1 제조 장치에서 생성되고, 하나 이상의 제2 및 제3 파트-스택이 추가적인 의약 포켓들을 각각 앞서 형성된 파트-스택 상에 스태킹함으로써 제2 및 제3 제조 장치에서 생성되며, 의약 포켓들의 하나 이상의 완성된 스택이 추가적인 의약 포켓들을 각각의 제3 파트-스택 상에 스태킹함으로써 제4 제조 장치에서 생성된다.
본 발명의 추가적인 바람직한 실시양태에서, 제1 제조 장치에서 생성된 하나 이상의 제1 파트-스택 및 추가적인 의약 포켓들을 하나 이상의 제1 파트-스택 상에 스태킹함으로써 생성된, 추가적인 제조 장치에서 제조된 추가적인 파트-스택이 동시에 생성되고, 즉 추가적인 제조 장치에서 하나 이상의 제1 파트-스택 상에 의약 포켓들을 추가로 스태킹하는 것이 제1 제조 장치에서의 하나 이상의 제1 파트-스택의 생성과 동시에 일어나며, 이때 추가적인 의약 포켓들이 제1 파트-스택 상에 스태킹되어 하나 이상의 제2 파트-스택 또는 의약 포켓들의 하나 이상의 완성된 스택이 형성될 수 있도록, 물론 하나 이상의 제1 파트-스택이 제2 제조 장치로 운반되기 전에 먼저 제1 제조 장치에서 생성되어야 한다. 물론 이는 하나 이상의 제3 파트-스택이 하나 이상의 제1 및 제2 파트-스택과 동시에 생성될 수 있도록, 추가적인 의약 포켓들이 제3 제조 장치에서 하나 이상의 제2 파트-스택 상에 스태킹되는 경우에 또한 동일하게 적용된다. 이러한 순서는 원하는 대로 계속될 수 있고, 구체적으로 말하자면 제4 제조 장치에서 하나 이상의 제4 파트-스택을 생성시킴으로써 또는 의약 포켓들의 하나 이상의 완성된 스택을 생성시킴으로써, 제5 제조 장치에서 하나 이상의 제5 파트-스택을 생성시킴으로써 또는 의약 포켓들의 하나 이상의 완성된 스택을 생성시킴으로써 등에 의해 계속될 수 있다.
본 발명의 두번째 변형에서, 방법은 하기의 공정 단계들을 포함한다:
a) 각각의 제1 파트-스택 및 추가적인 파트-스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 의약 포켓들을 하나씩 위로 스태킹하여 제1 제조 장치에서 하나 이상의 제1 파트-스택을, 그리고 각각의 경우에 추가적인 제조 장치에서 하나 이상의 추가적인 파트-스택을 형성시키는 단계;
b) 각각의 완성된 스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 공정 단계 a)에서 형성된 하나 이상의 제1 파트-스택 및 추가적인 파트-스택을 하나씩 위로 스태킹하여 의약 포켓들의 하나 이상의 완성된 스택을 형성시키는 단계.
따라서, 본 발명의 이러한 두번째 변형에서, 스택 내에서 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 의약 포켓들이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 공정 단계 a)의 제1 제조 장치에서 형성된 하나 이상의 제1 파트-스택 및 추가적인 제조 장치에서 형성된 추가적인 파트-스택 (제2, 제3, 제4 파트-스택 등)이 하나씩 위로 스태킹되어 포켓들의 스택이 형성된다.
본 발명의 이러한 두번째 실행 변형의 바람직한 실시양태에서, 4개의 파트-스택이 각각의 경우에 먼저 생성된 후, 이러한 4개의 파트-스택이 각각 하나씩 위로 스태킹되어 각각의 경우에 포켓들의 완성된 스택이 형성된다.
본 발명의 이러한 두번째 변형의 추가적인 바람직한 실시양태에서, 제1 제조 장치에서 형성된 하나 이상의 제1 파트-스택 및 추가적인 제조 장치에서 생성된 추가적인 파트-스택이 동시에 생성되고, 즉 의약 포켓들이 하나씩 위로 각각 스태킹되어 하나 이상의 제1 파트-스택, 하나 이상의 제2 파트-스택, 하나 이상의 제3 파트-스택, 하나 이상의 제4 파트-스택 등이 형성되는 것이 동시에 일어난다.
이러한 실행 변형에서, 하나 이상의 파트-스택이 각각의 경우에 먼저 제조된 후, 각각의 파트-스택 (이전에 별도로 제조됨)과 이들을 하나씩 위로 스태킹함으로써 조합되어, 의약 포켓들의 하나 이상의 완성된 스택이 형성된다는 사실은 또한 이러한 경우에 포켓들의 전체 스택이 형성되기 전에 어떠한 결함이 있는 파트-스택도 제조 공정으로부터 불합격되도록 한다. 결과적으로, 한편으로는 불합격품의 양이 최소화되기 때문에 저-비용 제조가 가능해진다. 다른 한편으로는, 그렇지 않으면 결함이 있는 스택 내에 포함되었을 의약 포켓이 결점이 없는 스택을 제조하는데 사용될 수 있기 때문에 제조 공정의 속도가 결과적으로 빨라진다.
본 발명의 상기 2가지 변형의 추가로 바람직한 실시양태에서, 2개 이상의 제1 파트-스택이 의약 포켓들을 하나씩 위로 스태킹함으로써 각각의 경우에 동시에 생성되고, 2개 이상의 제2 파트-스택이 동시에 생성되며, 2개 이상의 제3 파트-스택이 동시에 생성되고, 이런 식으로 계속된다 (본 발명의 첫번째 실행 변형에서는 제1 파트-스택을 제외하고는 이미 형성된 파트-스택 상에 각각 의약 포켓들을 스태킹함으로써, 그리고 본 발명의 두번째 실행 변형에서는 각각의 경우에 의약 포켓들을 하나씩 위로 별도로 스태킹하여 상응하는 파트-스택을 형성시키고, 이어서 제1, 제2, 제3 파트-스택 등을 하나씩 위로 스태킹함으로서 함께 조합시킴으로써). 예를 들어, 의약 포켓들을 하나씩 위로 스태킹함으로써 각각의 경우에 6개 또는 12개의 제1 파트-스택이 동시에 생성된다. 이는 의약 포켓들의 평행 수송에 의해 적절한 제1 제조 장치에서 일어날 수 있다. 그 후, 이러한 동시에 생성된 6개 또는 12개의 제1 파트-스택이 제2 제조 장치로 옮겨지고, 여기에서 마찬가지로 6개 또는 12개의 제2 파트-스택 또는 6개 또는 12개의 포켓들의 완성된 스택이 동시에 제조된다. 또는 6개 또는 12개의 제1 파트-스택이 제2 실행 변형에 상응하는 방식으로 제2 제조 장치에서 6개 또는 12개의 제2 파트-스택과 조합된다. 예를 들어, 본 발명의 제1 변형에서의 6개 또는 12개의 제2 파트-스택이 제3 제조 장치 내로 옮겨지고, 추가적인 의약 포켓들을 6개 또는 12개의 제2 파트-스택 상에 동시에 스태킹함으로써 6개 또는 12개의 제3 파트-스택 또는 6개 또는 12개의 포켓들의 완성된 스택이 여기에서 생성되는 것에 의해, 또는 본 발명의 제2 변형에서의 6개 또는 12개의 제2 파트-스택이 제3 제조 장치에서 제3 파트-스택과 조합되는 것에 의해, 이러한 순서가 원하는 대로 계속될 수 있다.
다수의 파트-스택이 제조 장치에서 동시에 생성되기 때문에, 이러한 절차에 의해 매우 효율적이고 속도가 빠른 방식의 제조가 이루어진다. 그러나, 방법의 양쪽 변형에 대해, 동시 스태킹은 의약 포켓들이 하나씩 위로 스태킹되어 각각의 파트-스택을 동기성(synchronism)으로 형성하는 것, 즉 이것이 "동일한 사이클"이거나 또는 "동기성"임을 의미하는 것으로만 이해되지 않아야 한다. 그보다는, 동시 스태킹은 각각의 파트-스택이 대략적으로 같은 시간에 생성되는 것을 의미하는 것으로 또한 이해되어야 한다. 포켓들의 스택이 이러한 방식으로 매우 빠르게 제조될 수 있다. 그러나, 하나씩 위로 동기성으로 스태킹하는 것이 이러한 경우에 바람직하다. 이러한 목적을 위해, 각각의 제조 장치에 다수의 의약 포켓이 동시에 공급된 후, 이러한 동시에 공급된 의약 포켓들이 동기성으로 하나씩 위로 스태킹되어 파트-스택이 형성된다.
본 발명의 양쪽 변형에 관한 본 발명의 추가적인 바람직한 실시양태에서, 카세트 내에 파트-스택이 생성되도록 각각의 경우에 의약 포켓들이 하나씩 위로 스태킹된다. 하나 이상의 카세트가 이러한 목적을 위해 바람직하게 제공되고, 이러한 카세트 내로 의약 포켓이 놓인 후, 하나씩 위로 스태킹된다. 예를 들어, 6개 또는 12개의 카세트가 제공될 수 있고, 예를 들어 열 또는 캐러셀(carousel)로 배열될 수 있다.
또한, 카세트 내에 생성된 파트-스택들을 추가적인 제조 장치로 운반하기 위해 카세트들이 예를 들어 이동식일 수 있고, 추가적인 파트-스택이 카세트 내의 제1 파트-스택 상에 놓인다는 점에서, 이러한 추가적인 제조 장치에서 각각의 파트 스택이 본 발명의 두번째 실행 변형에 상응하는 방식으로 또 다른 파트-스택과 조합된다.
별법적으로, 이들을 제2 제조 장치로 운반하기 위해 카세트들이 또한 이동식일 수 있고, 이러한 제2 제조 장치에서 추가적인 의약 포켓들이 본 발명의 제1 실행 변형에 따라 제1 파트-스택 상에 스태킹된다. 예를 들어, 제1 파트-스택이 7개의 의약 포켓에 의해 형성될 수 있다. 제2 제조 장치에서, 7개의 의약 포켓이 마찬가지로 제1 파트-스택 상에 스태킹될 수 있다. 그 후, 이제 14개의 의약 포켓을 함유하는 제2 파트-스택이 제3 제조 장치로 운반될 수 있고, 여기에서, 예를 들어, 추가로 7개의 의약 포켓이 제2 파트-스택 상에 스태킹된다. 그 후, 이제 21개의 의약 포켓을 함유하는 제3 파트-스택이 제4 제조 장치로 운반될 수 있고, 여기에서, 예를 들어, 추가로 7개의 의약 포켓이 제3 파트-스택 상에 스태킹된다. 원칙적으로, 이러한 공정이 각각의 제조 장치 내의 임의의 개수의 의약 포켓으로, 그리고 임의의 개수의 제조 장치로 각각의 경우에 수행될 수 있다. 예를 들어, 28개의 의약 포켓이 있는 포켓들의 스택이 이러한 방식으로 제조될 수 있다.
의약 포켓 내에 함유된 웨이퍼가 호르몬 대체 요법에 사용되는 경우, 포켓들의 스택은 전형적으로 28개의 의약 포켓을 함유한다. 28개의 의약 포켓은 28개의 동일한 의약 웨이퍼를 함유할 수 있거나 (단일 단계 제제의 경우), 또는 24개의 동일한 의약 웨이퍼 및 위약 또는 상이한 의약이 있는 추가적인 4개의 의약 웨이퍼를 함유할 수 있거나 (2-단계 제제의 경우에 피임용으로), 또는 21개의 동일한 의약 웨이퍼 및 위약 또는 상이한 의약이 있는 추가적인 7개의 의약 웨이퍼 (마찬가지로 2-단계 제제의 경우)를 함유할 수 있다. 2-단계 제제의 경우, 위약 또는 다른 의약을 함유하는 웨이퍼를 함유하는 의약 포켓은 포켓들의 스택의 시작 부분 또는 말단에 삽입되어야 한다. 이러한 목적을 위해, 바람직하게는, 위약 또는 다른 의약을 함유하는 웨이퍼를 함유하는 의약 포켓들은 별도의 제조 장치에서, 시작부분에서 스택을 형성하도록 함께 연결되거나, 또는 별도의 제조 장치에서, 스태킹 공정의 말단에서 이미 생성된 파트-스택 상에 스태킹된다.
본 발명의 추가적인 실시양태에서, 포켓들의 스택, 예를 들어 또한 피임용으로 사용하기 위한 것은 28개보다는 상이한 개수의 의약 포켓, 구체적으로는 예를 들어 30개의 의약 포켓을 또한 함유할 수 있다. 이러한 경우에, 10개의 의약 포켓이 각각의 제조 장치에서 기존의 파트-스택에 각각 첨가될 수 있거나 (또는 제1 파트-스택을 생성시키기 위해 하나씩 위로 스태킹될 수 있거나), 또는 7개의 의약 포켓이 각각 첨가되고 (4회), 마지막으로 2개의 추가적인 의약 포켓이 추가적인 제조 장치에서 첨가될 수 있다.
본 발명의 추가적인 실시양태에서, 피임용으로 사용되는 경우에, 자율 복용 요법으로 공지된 것을 위해 웨이퍼가 또한 사용될 수 있고, 이때 웨이퍼가 최소 24일, 최대 120일 지속되는 제1 자율 복용 단계 동안 제거되고, 제1 자율 복용 단계에 예를 들어 4일 동안 지속되는 중단 단계가 이어진다. 이러한 경우에, 포켓들의 스택은, 예를 들어, 28개 또는 56개 또는 84개 또는 112개 또는 120개의 의약 포켓, 또는 임의의 다른 개수를 또한 포함할 수 있다. 본 발명에 따라 의약 포켓들을 하나씩 위로 스태킹하는 양식은 이러한 경우에 상응하는 방식으로 스택 내에 위치하는 의약 포켓의 개수를 각각 기초로 한다.
본 발명의 바람직한 실시양태에서, 7개의 마킹 부분이 각각의 의약 포켓의 마킹 가장자리 상에 위치할 수 있다. 의약 포켓의 마킹 부분들 중 하나에서 마킹이 제공되면서, 이러한 마킹 부분들은, 예를 들어, 요일에 상응할 수 있다. 의약 웨이퍼를 보관 및 제공하기 위한 어셈블리된 분배기 장치에서, 스택에서 정상에 있는 의약 포켓 상의 마킹 부분 내의 마킹이 장치 상의 특정한 요일 표시물, 예를 들어 월요일에 대한 "Mo"와 정렬되고, 결과적으로 사용자에게 이러한 의약 포켓 내의 웨이퍼가 복용되어야 하는 날, 즉 이러한 경우에는 월요일을 지시하도록, 마킹 부분은 장치 상의 상응하는 시간 표시물, 예를 들어 요일 표시물과 정렬될 수 있다.
별법적으로, 예를 들어, 하루 3회 (아침, 점심, 저녁)에 상응하는 3개의 마킹 부분, 또는 약물 복용 빈도에 대한 각각의 요구사항에 상응하는 상이한 개수의 마킹 부분이 또한 제공될 수 있다.
또한, 예를 들어, 7개의 의약 포켓이 각각의 경우에 하나씩 위로 스태킹되어 하나 이상의 제1 파트-스택을 형성할 수 있다. 본 발명의 첫번째 실행 변형에서, 그 후 각각의 경우에 7개의 추가적인 의약 포켓이 하나 이상의 제1 파트-스택 상에 스태킹되어 제2 파트-스택이 형성되고, 7개의 추가적인 의약 포켓이 하나 이상의 제2 파트-스택 상에 스태킹되는 식으로 계속된다. 본 발명의 제2 실행 변형에서, 제1 파트-스택에 더하여, 각각의 경우에 7개의 의약 포켓을 함유하는 제2, 제3 파트-스택 등이 생성된다. 그 후, 각각의 파트-스택들이 하나씩 위로 스태킹된다.
이러한 접근법은 의약 포켓에 7개의 요일에 상응하는 7개의 마킹 부분이 있는 경우에 특히 유리할 수 있다. 이러한 경우에, 각각의 경우에 하루에 1개의 웨이퍼가 복용되면 파트-스택 내의 의약 포켓이 일주일 동안 웨이퍼의 복용에 바람직하게 사용된다.
본 발명의 첫번째 변형의 추가적인 바람직한 실시양태에서, 스택이 4개의 제조 장치에서 제조되고, 이때 7개의 의약 포켓이 각각의 경우에 각각의 스택에 대해 스태킹된다. 본 발명의 두번째 변형에서, 각각 의약 포켓들을 하나씩 위로 스태킹함으로써 완성된 스택을 형성하기 위해, 4개의 파트-스택이 생성된 후, 이들이 함께 조합된다. 웨이퍼가 각각의 경우에 하루에 1회 복용되고 각각의 경우에 7개의 의약 포켓이 파트-스택 내에 존재한다면, 28일 이내에 복용되는 28개의 웨이퍼가 스택 내에서 조합된다.
본 발명의 추가적인 바람직한 실시양태에서, 의약 포켓이 의약 포켓의 주형, 예를 들어 시트로부터의 단리에 의해 생성된다. 이러한 의미에서, 시트는 바람직하게는 시트와 유사한 직사각형의 구조를 의미하는 것으로 이해된다. 시트는 바람직하게는 다양한 물질로부터 적층된 형태로 연결되고, 예를 들어, 플라스틱, 알루미늄 호일, 종이 등의 필름 또는 시트를 포함한다. 예를 들어, 의약 웨이퍼가 사이에 위치하는 2개의 적층물로부터 의약 포켓이 바람직하게 형성될 수 있다. 이러한 경우에 적층물의 층 순서는 폴리에틸렌/알루미늄/폴리에틸렌 테레프탈레이트일 수 있고, 이때 폴리에틸렌 층은 각각 의약 웨이퍼 쪽으로 놓이고, 폴리에틸렌 테레프탈레이트 층은 바깥쪽을 향한다.
시트는 스트립, 즉 신장된 시트를 의미하는 것으로 또한 이해되고, 이는 예를 들어 롤 (코일) 상에 감길 수 있다.
단리를 위해, 바람직하게는 시트가 개별적인 제조 장치로 도입되고, 단리 장치 하에 놓인다. 여기에서, 개별적인 의약 포켓들이 시트로부터, 바람직하게는 동시에, 단리된다. 그 후, 단리 생성물 (의약 포켓 및 단리 잔류물)이 제거 위치로 운반된다. 이로부터, 예를 들어 로봇 팔에 의해, 의약 포켓이 하나씩 제거된다. 각각의 의약 포켓이 잡혔고, 운반되어, 카세트 내로 쌓였음을 확실히 하기 위해, 로봇 팔에 특수 센서가 장착될 수 있다.
바람직하게는 의약 포켓이 펀칭에 의해 시트로부터 단리된다. 이는 비용이 적게 들고 정확한 단리 기술이다. 기타 단리 기술, 예를 들어 절단이 유사하게 고려될 수 있다.
본 발명의 추가적인 바람직한 실시양태에서, 행렬-유사 배열로 각각의 경우에 각각의 구역 가장자리 상의 각각의 마킹 부분 내의 마킹이 있는, 그리고 각각의 경우에 의약 웨이퍼가 있는, 의약 포켓에 상응하는 구역을 시트가 함유한다. 시트에서, 의약 웨이퍼가 용접에 의해 밀봉된다. 게다가, 마킹과는 별개로, 시트 상에 인장이 또한 있을 수 있고, 이는 예를 들어 의약의 확인을 허용한다. 바람직하게는 시트는 구역들의 열을 최소 4개, 최대 12개 함유한다. 예를 들어, 구역들의 열 4개, 8개, 10개 또는 12개가 제공될 수 있다. 각각의 열은, 예를 들어, 7개 또는 14개의 구역을 함유한다.
본 발명의 추가적인 바람직한 실시양태에서, 서로 이어지는 마킹 부분들 내에 마킹이 위치하는 구역들이 시트 상의 각각의 열에서 서로 이어진다. 결과적으로, 의약 포켓들이 논리적인 순서로 시트로부터 제거될 수 있고, 이들은 또한 이러한 순서로 하나씩 위로 파트-스택으로 스태킹된다. 서로 옆에 놓인 다수의 열에는 다른 열의 인접한 구역과 각각 동일한 구역이 있다. 다수의 열의 구역들이 단리되어 의약 포켓을 형성하고, 이어서 이러한 포켓이 각각의 경우에 상이한 파트-스택으로 공급된다.
본 발명에 따른 방식에서, 이러한 바람직한 방법은 따라서 하기의 단계들을 포함한다:
i. 의약 포켓의 주형을 제공하고, 이때 의약 포켓의 주형이 의약 포켓들이 이로부터 단리에 의해 형성되는 구역들의 2개 이상의 인접한 열을 함유하고, 열에서 서로 이어지는 구역 상의 마킹이 서로 이어지는 마킹 부분들 내에서 제공되거나, 또는 적절하다면, 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지는 단계;
ii. 2개 이상의 인접한 열을 열을 분리하는 하나 이상의 분리선을 따라 서로 분리하고, 열 내에서 서로 이어지는 의약 포켓들을 함유하는 스트립이 열의 개수에 상응하는 방식으로 형성되는 단계;
iii. 각각 형성된 스트립 내에 함유된 의약 포켓들을 각각의 개별적인 의약 포켓을 이의 스트립으로부터 떼어냄으로써 단리하는 단계; 및
iv. 점진적으로 하나의 의약 포켓에서 다음 의약 포켓으로, 각각의 스택 내의 의약 포켓들 상의 각각의 마킹이 서로 이어지는 마킹 부분들 내에 배열되도록, 또는 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 각각의 스트립의 단리된 의약 포켓들을 스태킹하여 각각의 스택을 형성시키는 단계.
특히, 방법은 하기의 공정 단계들을 포함할 수 있다:
i. 의약 포켓의 주형을 운반 방향으로 운반하고, 이때 의약 포켓의 주형이 운반 방향으로 서로 이어지는 구역들의 2개 이상의 인접한 열을 함유하고, 열들이 운반 방향에 평행하게 연장되며, 마킹이 서로 이어지는 구역들의 열에서 서로 이어지는 마킹 부분들 상에 제공되거나, 또는 적절하다면, 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지는 단계;
ii. 2개 이상의 인접한 열을 운반 방향을 따르는 하나 이상의 분리선을 따라 서로 분리하고, 운반 방향으로 서로 이어지는 의약 포켓들을 함유하는 스트립이 열의 개수에 상응하는 방식으로 형성되는 단계;
iii. 각각 형성된 스트립 내에 함유된 의약 포켓들을 각각의 개별적인 의약 포켓을 이의 스트립으로부터 떼어냄으로써 단리하는 단계; 및
iv. 점진적으로 하나의 의약 포켓에서 다음 의약 포켓으로, 각각의 스택 내의 의약 포켓들 상의 각각의 마킹이 서로 이어지는 마킹 부분들 내에 배열되도록, 또는 적절하다면 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어지도록, 각각의 스트립의 단리된 의약 포켓들을 스태킹하여 각각의 스택을 형성시키는 단계.
본 발명에 따른 이러한 방법은 종래 기술에 비해 스택의 제조가 더 높은 신뢰도로 일어난다는 장점을 지니는데, 이는 스택을 형성하도록 조합되는 의약 포켓들이 먼저 스트립에서 모아지고, 하나씩 위로 스태킹되기 직전에만 단리에 의해서 서로로부터 분리되기 때문이다. 이는 스택 내의 의약 포켓의 순서에서 발생하는 오차의 위험을 감소시킨다. 결과적으로, 정확한 의약 포켓 개수 및 스택 내의 이들의 순서가 더욱 쉽게 실현될 수 있다.
더욱이, 예를 들어, 스택이 수동으로 또는 자동으로 넘겨지고, 스택 내의 서로 이어지는 의약 포켓 상의 마킹들의 순서가 점검된다는 점에서, 의약 포켓 상의 마킹을 기초로 스택이 만족스럽게 생성되었는지 여부를 점검할 수 있다
의약 포켓에 본 발명에 따른 방식으로 마킹이 제공된다는 사실은 스택을 사용할 때 당해 기간 내에 자신이 이미 의약 1회분을 복용하였는지 아닌지 여부를 결정할 가능성이 사용자에게 있다는 것을 의미한다. 결과적으로 의약 웨이퍼 복용의 진행을 의약 포켓 상의 마킹의 보조로 모니터링할 수 있다. 따라서, 일반적인 점검 기능에 더하여, 마킹은 특정 의약 웨이퍼를 특정 복용 기간 또는 복용 시간에 신속하게 할당하는 추가적인 기능을 맡는다.
의약 웨이퍼를 보관 및 제공하는 역할을 하는 의약 포켓들의 스택을 제조하기 위한 의약 포켓의 주형은 의약 포켓이 이로부터 단리에 의해 생성되는 서로 이어지는 구역들의 2개 이상, 바람직하게는 4개 이상, 그리고 바람직하게는 12개 이하, 예를 들어, 4개, 8개, 10개 또는 12개의 인접한 열을 포함하고, 바람직하게는 이들은 의약 포켓의 주형의 세로 방향에 대해 가로로 확장된다. 바람직하게는, 각각의 의약 포켓에는 마킹 가장자리에서 서로 이어져 배열된 다수의 부분들 중 하나에 각각 마킹이 있다. 더욱이, 열에서 서로 이어지는 의약 포켓 상의 마킹이 서로 이어지는 마킹 부분들 내에 제공되도록 하는 방식으로, 의약 포켓의 주형 상의 각각의 의약 포켓 상에 마킹이 바람직하게 제공된다. 적절하다면, 열에서, 마킹 가장자리의 제1 말단에 위치하는 마킹이 있는 의약 포켓이 마킹 가장자리의 제2 말단에 위치하는 마킹이 있는 의약 포켓에 이어진다.
본 발명에 따른 방식에서, 의약 포켓의 주형은 의약 웨이퍼를 보관 및 제공하는 역할을 하는 의약 포켓들의 스택을 제조하기 위해 사용된다.
더욱이, 의약 포켓의 주형은 의약 웨이퍼를 보관 및 제공하기 위한 분배기 장치를 제조하는데 또한 사용될 수 있다. 이러한 장치는 i) 의약 웨이퍼를 함유하는 의약 포켓들의 스택 (바람직하게는, 각각의 경우에 마킹 가장자리에 7개의 마킹 부분이 있고 각각의 경우에 마킹 부분들 중 하나 내의 1개의 마킹이 있음), 및 ii) 마킹이 이와 정렬되는 7개의 시간 표시물이 바람직하게 위에 배열되는 캐리어.
바람직하게는, 의약 포켓의 주형은 의약 포켓에 상응하는 구역이 있는 시트의 형태이다. 본 발명의 바람직한 실시양태에서, 시트는 서로 이어지는 의약 포켓들의 서로 인접한 6개의 열, 및 각각의 열 내의 서로 이어지는 7개의 의약 포켓을 포함한다. 스택 당 28개의 의약 포켓이 바람직한 개수일 때, 따라서 4개의 시트가 6개의 스택의 동시 제조를 위해 필요하다.
본 발명의 별법적인 바람직한 실시양태에서, 의약 포켓의 주형은, 예를 들어, 긴 스트립의 형태로 또한 제공될 수 있고, 이때 이러한 스트립이 롤 (코일) 상에 감긴 후 방법을 위해 운반 방향으로 풀리는 것이 가능하다. 예를 들어, 스트립이 의약 포켓을 위한 운반 방향으로 서로 이어지는 구역들의, 운반 방향에 대해 평행하게 확장된 6개의 인접한 열을 포함한다.
방법의 바람직한 실시양태에서, 의약 포켓의 주형 상에, 7개의 마킹 부분이 의약 포켓들의 각각의 마킹 가장자리 상에 위치한다. 바람직하게는 마킹이 제2 의약 포켓 영역 내에 위치한다. 이러한 경우에, 마킹의 위치가 의약 포켓에서 의약 포켓으로 7의 순서로, 즉 각각의 경우에 제1 의약 포켓에서 제7 의약 포켓으로 점진적으로 변화하도록, 의약 포켓의 주형 상의 열에서 서로 이어지는 구역들 상의 마킹이 서로 이어지는 마킹 부분들 상에 제공된다. 의약 포켓의 주형이 각각의 열 내에 7개를 초과하는 구역, 예를 들어 14개의 구역을 함유하면, 열에서 서로 이어지는 구역 상의 서로 이어지는 마킹들의 순서가 제8 의약 포켓에서 제14 의약 포켓으로 처음부터 다시 한번 시작되는 방식으로 계속된다. 달리 말하면, 운반 방향에서 봤을 때, 서로 이어지는 7개의 의약 포켓이 의약 포켓의 주형 상의 각각의 열 내에 위치하는 것이 바람직하다. 그 결과, 의약 포켓의 단리 및 스태킹 후, 주 단위의 스택이 수득되고, 이들이 최종적으로 스태킹되어 28개의 의약 포켓이 있는 월 단위의 스택이 형성될 수 있다.
의약 포켓들이 있는 스택을 이같은 치수로 하는 것은 피임 및 호르몬 대체 요법용으로 사용하기에 특히 유리한데, 이는 이러한 경우에 의약 1회분이 여러 주, 예를 들어 4주 (28일)에 걸쳐 매일 1회 복용되어야 하기 때문이다. 28개의 의약 포켓을 스택 내에 포함함으로써, 사용자가 각각의 경우에 이같은 주기 동안 스택을 다 사용할 수 있다.
의약 웨이퍼가 매일 복용되어야 하는 경우, 바람직한 실시양태에서 시간 표시물은 요일 표시물 또는 역일 표시물이고, 후자는 날짜의 숫자매김에 의해 표시된다. 그러나, 요일 표시물이 바람직하고, 역일 표시물의 경우에서보다 빈번하게 반복이 일어날 수 있다는 면에서 역일 표시물보다 유리하다. 제1일에 대해, 7개의 요일 중에서 적합한 요일을 선택하는 것만이 필요하기 때문에, 이는 캐리어 상에 시간 표시물이 더욱 쉽게 제공되는 것을 가능하게 한다. 요일 표시물, 역일 표시물 또는 기타 시간 표시물이 의약 웨이퍼의 복용 단계를 시작할 때 캐리어 상에 바람직하게 제공된다.
바람직하게는, 본 발명에 따른 의약 포켓의 주형은 피임 또는 호르몬 대체 요법을 위한 의약을 함유하는 의약 웨이퍼를 함유한다. 의약 포켓들의 열 내에, 어떠한 의약도 함유하지 않지만, 예를 들어 위약이 있거나, 또는 다른 의약 웨이퍼와 상이한 의약 (2-단계 의약)을 함유하는 의약 웨이퍼가 있는 의약 포켓들의 하위 집단이 있을 수 있다. 예를 들어, 의약 웨이퍼들의 열 내에 25번째-28번째 의약 포켓마다 위약이 있을 수 있다. 위약은 어떠한 활성 물질도 함유하지 않기 때문에, 이는, 예를 들어, 의약이 복용되지 않아야 하는 복용 기간이 있는 피임의 경우에, 웨이퍼를 익숙하게 복용하는 것이 중단될 필요가 없다는 장점이 있다.
의약 포켓의 주형 상의 2개 이상의 인접한 열을, 예를 들어 운반 방향을 따라서, 분리선을 따라 서로 분리하는 것은 바람직하게는 절단에 의해 수행된다. 형성된 스트립 내에 함유된 의약 포켓들의 단리는 바람직하게는 절단 또는 펀칭에 의해 수행된다. 본 발명의 특정 실시양태에서, 스트립을 서로 분리하는 것 및 스트립으로부터 의약 포켓을 단리하는 것이 각각의 경우에 펀칭에 의해 또한 수행될 수 있다.
의약 포켓의 주형이 의약 포켓에 대한 어떠한 구멍도 함유하지 않으면, 예를 들어 펀칭에 의해, 단리 전 또는 후에 의약 포켓의 주형 또는 의약 포켓 내로 구멍이 도입될 수 있다.
단리된 의약 포켓들의 스태킹에 의해 일단 스택이 완성되면, 이어서 스택을 캐리어 상에 배열할 수 있다. 연결 요소에 의해 캐리어 상에서 의약 포켓들이 캐리어에 연결될 수 있다. 또는 의약 포켓들이 캐리어 상에서 스태킹될 수 있고, 스태킹되어 있는 상태에서 연결 요소에 의해 연결될 수 있다. 양쪽 경우에, 개선된 안정성이 캐리어에 의해 스택에 제공되고, 스택이 더욱 쉽게 취급될 수 있다. 더욱이, 웨이퍼가 기계적 효과에 대해 캐리어에 의해 보호된다.
예를 들어, 의약 포켓이 각각의 경우에 캐리어 상에 스태킹되어 각각의 제1 파트-스택이 생성될 수 있다. 이는 특히 신뢰할 수 있는 제조 방식을 가능하게 한다: 의약 포켓들이 사용자에 의한 사용을 위해 캐리어 내에서 바람직하게 유지된다. 그 결과, 한편으로는, 의약 웨이퍼를 기계적 손상으로부터 보호하기 위한 것이 포함되는 필요한 안정성이 달성되고, 다른 한편으로는, 사용자에 의한 규칙적인 복용을 모니터링하는 역할을 하는 시간 표시물이 캐리어 상에서 제공될 수 있다. 캐리어에 의해, 의약 포켓들이 또한 스택으로 조합되어 유지될 수 있다. 제1 파트-스택의 의약 포켓들이 캐리어 상에 이미 스태킹되어 있다는 사실은 이들이 더욱 쉽게 조합되어 유지될 수 있다는 것을 의미한다. 이는 그렇지 않으면 필요한, 스택을 캐리어와 함께 고정하기 위해 완성된 스택을 캐리어로 운반하는 공정을 제거한다.
단리된 의약 포켓들을 캐리어 상에 직접적으로 스태킹할 수 있다. 이러한 경우에, 캐리어가 연결 요소 또는 연결 요소의 일부분을 또한 이미 포함할 수 있다. 이는 생성된 스택이 이미 기계적으로 조합되고 이어지는 취급 동안 더 이상 떨어질 수 없는 효과를 달성한다. 이는 신뢰할 수 있는 제조 방식을 가능하게 한다. 본 발명의 첫번째 실행 변형과 관련하여, 제1 파트-스택의 제조 후, 추가적인 의약 포켓들이 연결 요소에 의해 마찬가지로 유지되도록 추가적인 의약 포켓들이 제1 파트-스택 상에 스태킹된다. 본 발명의 두번째 실행 변형과 관련하여, 추가적인 파트-스택 내에 함유된 의약 포켓들이 마찬가지로 연결 요소에 의해 유지되는 방식으로 각각의 추가적인 파트-스택, 즉 제2, 제3, 제4 파트-스택 등이 또한 제1 파트-스택 상에 스태킹될 수 있다. 이러한 절차는 파트 스택 또는 최종 스택이 떨어지는 것이, 예를 들어 운반 작업 동안, 더 이상 일어나지 않도록, 개별적인 의약 포켓들의 즉각적인 고정을 달성한다.
또한 바람직하게는 의약 포켓에는 서로 정렬되고 이를 통해 연결 요소가 꿰일 수 있는 구멍들이 있다. 그 결과, 의약 포켓들이 서로 연결되고, 동시에 바람직하게는 서로에 관하여 움직일 수 있게 배열된다. 이는 의약 웨이퍼에 의해 의약 포켓에서 야기되는 의약 포켓에서의 작은 상승을 보상하는 장점이 있다. 이는 의약 포켓이 규칙적인 방식으로 스택에서 서로의 위에 놓이도록 한다. 이러한 방식으로, 한편으로는 미학적으로 만족스러운 장치가 생성된다. 다른 한편으로는, 스택 내의 웨이퍼에 최소한의 기계적 부하가 적용되고, 결과적으로 웨이퍼가 주의깊게 보관된다.
본 발명의 추가적인 실시양태에서, 캐리어에는 의약 포켓들을 캐리어 상에 안내하기 위한 안내 요소가 또한 있다. 이는 캐리어 상의 의약 포켓들이 이들의 모서리가 실질적으로 정확하게 동일 평면이면서 하나씩 위로 스태킹되고, 또한 그후 이러한 방식으로 남을 수 있는 효과를 달성한다.
의약 포켓이 카세트 내에 놓이고, 상기 카세트 내에서 하나씩 위로 각각 스태킹되는 것이 스택 제조에 유리하다. 캐리어가 사용되는 경우, 캐리어가 먼저 각각의 카세트 내에 놓여, 의약 포켓들이 그 위에 쌓일 수 있다.
바람직하게는, 의약 포켓이 캐리어와 조합되었을 때 시간 표시물이 의약 포켓 상의 마킹 부분과 정렬되는 방식으로 시간 표시물이 캐리어 상에 제공된다.
본 발명의 바람직한 실시양태에서, 캐리어가 사용되지 않으면서 연결 요소에 의해 스택이 또한 조합될 수 있다. 이러한 경우에, 의약 포켓들이 제1 제조 장치에서 하나씩 위로 스태킹될 때 의약 포켓이 캐리어 대신 연결 요소에 연결될 수 있다. 또한, 의약 포켓들을 이들의 모서리가 정확하게 동일 평면이면서 하나씩 위로 스태킹하고 함께 유지할 수 있기 위해, 안내 요소가 이러한 경우에 또한 사용될 수 있다. 그 후, 연결 요소에 의해 함께 유지된 포켓들의 스택이 교환가능하게 캐리어에 패스닝(fastening)될 수 있다. 예를 들어, 스택이 캐리어에 쉽게 패스닝될 수 있는 방식으로 캐리어가 형성될 수 있다. 이는 스택이 캐리어 내에서 교환가능하게 만들 수 있고, 결과적으로 캐리어에 스택이 다시 보충될 수 있게 한다. 웨이퍼를 다 썼을 때 폐기되지 않고 다시 사용되기 때문에, 이는 캐리어의 더욱 정교한 디자인을 가능하게 한다.
연결 요소는, 예를 들어, 조작을 방지하는 방식으로 스택을 함께 유지하는 리벳(rivet) 또는 일부 기타 연결 요소일 수 있다. 연결 요소가 의약 포켓들을 서로 연결하여, 바람직하게는 이들이 서로에 대해 움직일 수 있게 배열된다. 리벳의 경우, 연결 요소는 각각의 경우에 2개의 연결 요소 부분 (예를 들어 막대 형태)를 포함할 수 있고, 이들은 하나가 다른 하나 안으로 끼워지거나 나사로 죄어질 수 있거나, 또는 서로 접착성으로 결합될 수 있다. 또한 연결 요소는 막대 형태일 수 있다. 본 발명의 추가적인 실시양태에서, 연결 요소가 컴팩트 유형의 구조로 또한 형성될 수 있고, 이때 이는 2개의 부분을 포함하며, 연결 요소가 어셈블리될 때 의약 포켓 내의 구멍이 실질적으로 완전하게 채워질 수 있다. 특히, 연결 요소는 구멍을 통과하기 위한 립(rib)이 내부에 배열되어 있는 상자 형태의 하부 부분, 및 상자 형태의 하부 부분을 닫는 또 다른 부분을 포함할 수 있다. 더욱이, 상자 형태의 연결 요소의 상자 형태의 하부 부분은, 립 뿐만 아니라, 베이스 플레이트, 베이스 플레이트 상에 위치하고 의약 포켓을 부분적으로 둘러싸며, 결과적으로 의약 포켓들을 안내하는 벽을 포함할 수 있다. 어떠한 경우에도, 연결 요소는 의약 포켓 내의 구멍에 꿰어져서 의약 포켓들을 연결하는 성분을 의미하는 것으로 이해되어야 한다. 결과적으로, 컴팩트 유형의 구조로 형성된 연결 요소의 립 및 리벳이 연결 요소로 이해될 수 있다. 립의 경우, 립의 발 및 머리의 추가적인 적절한 유지 장치가 스택을 함께 유지하기 위해 물론 요구된다. 이러한 추가적인 유지 장치가, 예를 들어, 상자 형태의 하부 부분 및 상부 부분을 포함하는 상자 구조에 의해 실현될 수 있다. 별법적으로, 스택을 함께 유지시키는 상이하게 디자인된 발 및 머리 부분이 립의 발 및 머리에서 또한 제공될 수 있다. 립은 립 형태의 2개의 리벳 머리가 있는 리벳으로써 또한 형성될 수 있다. 하나 이상의 연결 요소를 형성하는 연결 요소 부분들이 어셈블리될 때, 이러한 부분들이 서로 맞물릴 수 있고, 바람직하게는 이들을 파괴하지 않고는 서로로부터 떨어지지 않을 수 있거나, 또는 서로 접착성으로 결합 또는 용접될 수 있거나 또는 일부 다른 연결 기술에 의해 서로 연결될 수 있다. 모든 이러한 경우에, 변조방지 닫개로 알려진 것, 즉 조작을 방지하는 닫개가 관련된다. 연결 요소를 형성하는 2개 이상의 부분의 연결이 단단한 맞음새로 달성되는 것이 특히 바람직하다. 리벳은 서로 맞물리고, 이에 의해 단단한 맞음새로 서로 연결되며, 또한 사이에 배열된 의약 포켓들의 스택을 적합한 머리 형성에 의해 함께 클램핑(clamping)할 수 있는 2개 이상의 부분을 포함하는 연결 요소를 의미하는 것으로 이해된다.
캐리어는 판지, 플라스틱 또는 금속으로부터 바람직하게 제조된다. 바람직하게는, 개별적인 의약 포켓들을 보호하기 위해, 캐리어는 포켓들의 스택을 둘러싼다. 이러한 목적을 위해, 캐리어는 스택에 돌려 접히는 연장된 스트립으로서 형성될 수 있다. 예를 들어, 스트립의 한쪽 측면 상에서 튀어나온 전면 탭(tab)이 뚜껑으로서 형성될 수 있다. 더욱이, 스트립의 다른 쪽 측면 상에서 튀어나온 탭이, 예를 들어, 덮개로서 형성될 수 있다. 스택에 돌려져서 캐리어를 닫기 위해 적절한 닫개 수단이, 예를 들어, 후크-앤-루프(hook-and-loop), 압력, 자석, 삽입물 또는 고무-밴드 닫개로서, 덮개 및 뚜껑에 예를 들어 장착될 수 있다.
시간 표시물이 캐리어 상에서 또는 연결 요소 상에서 제공될 수 있다.
본 발명에 따른 방법에 의해 제조된 스택을 함유하는 분배기 장치는 바람직하게는 위조-방지 구조이다. 이러한 목적을 위해, 장치의 진품성이 점검되도록 하는 하나 이상의 보안 특색, 예를 들어, 마이크로스크립트의 각인, 홀로그램, 틸트(tilt) 영상 또는 기타 보안 특색이 장치 상에 제공된다.
바람직하게는, 의약 웨이퍼를 함유하는 의약 포켓의 제2 의약 포켓 영역을 뜯어내기 위한 역할을 하는 절취선이 각각의 의약 포켓 내로 각각 도입된다. 절취선은, 예를 들어, 마킹이 주형 상에 제공되기 전에 또는 그 후에만 의약 포켓의 주형 내로 도입될 수 있다. 절취선은, 예를 들어 제2 의약 포켓 영역을 스택으로부터 뜯어내거나 제거함으로써, 의약 웨이퍼가 스택으로부터 쉽게 제거되는 것을 가능하게 한다. 제2 영역을 뜯어낸 후 제1 의약 포켓 영역은 나머지 스택 내에 남는다.
본 발명의 바람직한 실시양태에서, 절취선은 의약 포켓의 전체 폭에 이르도록 형성되지 않고, 전체적으로 짧아져서, 이의 양쪽 말단에서 슬릿으로 병합된다. 슬릿은 노치(notch) 효과를 생성시키고, 이는 제2 의약 포켓 영역이 제거되는 것을 더욱 쉽게 만든다. 예를 들어, 적절한 펀칭 도구에 의해, 절취선이 도입될 수 있다.
본 발명의 추가적인 바람직한 실시양태에서, 단리된 의약 포켓들을 스태킹하기 전에, 모든 의약 포켓들에 걸쳐 봤을 때, 컷아웃(cutout)의 계단-형상의 연속물이 스택에서 형성되도록, 그리고 이러한 방식으로 의약 팩 상에서 제공되는 마킹이 가시적이게 되도록, 가장자리 컷아웃이 각각의 경우에 추가적으로 의약 포켓들에 제공되고, 이때 컷아웃이 의약 포켓에서 의약 포켓으로 스택 내에서 증가식으로 더 커지는 추가적인 단계가 제공된다. 이러한 목적을 위해, 스택 내의 각각의 의약 포켓 상에, 운반 방향에서 봤을 때, 가장자리에서 그래픽 마크(graphic mark)가, 예를 들어 기호, 예컨대 칼라 이중 점, 웃는 얼굴, 회사 로고 또는 크로스바의 형태로, 바람직하게 제공되고, 이는 컷아웃의 도입에 의해 점진적으로 제거된다. 제조 공정 동안 의약 포켓으로부터 예를 들어 펀칭될 수 있는 컷아웃은 컷아웃 영역에서 각각 보일 수 있는 스택 내에서 아래에 놓인 의약 포켓 상의 그래픽 마크의 모습을 최종 스택에서 노출시킨다. 이러한 그래픽 마크들은 의약 포켓의 주형 상에 이미 인쇄되어 있을 수 있다. 컷아웃 및 이를 통해 보일 수 있는 그래픽 마크에는 제조자 또는 적절한 모니터링 장치가 스택의 제조 동안 스택이 완성된 것을 쉽게 점검할 수 있고, 결과적으로 스택 내의 의약 포켓의 개수를 쉽게 점검할 수 있다는 장점이 있다.
본 발명의 바람직한 실시양태에서, 이러한 마크는 알루미늄 층들 중 하나 또는 폴리에틸렌 테레프탈레이트 층들 중 하나 상에서 제공된다.
하기 기술된 도면들은 본 발명의 일반적인 이해에 도움이 된다. 그러나, 이들은 제한적으로 이해되지 않아야 하고, 단지 바람직한 구체적인 실시양태들을 다른 바람직한 실시양태들을 배제하지 않으면서 설명하도록 의도된다.
<도면의 간단한 설명>
도 1은 본 발명에 따른 방법의 방법 순서의 개략도를 나타낸다.
도 2는 펀칭에 의해 의약 포켓이 수득되는 시트의 배치도를 나타낸다. 도 2a는 도 2로부터의 시트의 변형을 나타낸다.
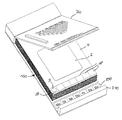
도 3은 본 발명에 따른 실시양태에서 의약 포켓들의 주형으로부터 제조된 스택의 투시도를 나타낸다.
도 4는 다양한 어셈블리 단계의 본 발명에 따른 방법에 의해 제조된 포켓들의 스택을 함유하는 웨이퍼 포켓의 소책자의 본 발명에 따른 추가적인 실시양태를 투시 화법으로 나타낸다. 도 4a는 포켓들의 스택 및 연결 요소를 나타낸다. 도 4b는 열렸을 때의 웨이퍼 포켓들의 소책자를 나타낸다. 도 4c는 닫혔을 때의 웨이퍼 포켓들의 소책자를 나타낸다. 도 4d는 측면도로 웨이퍼 포켓들의 소책자를 나타낸다. 도 4e는 웨이퍼 포켓들의 소책자를 닫기 위한 고무 밴드가 있는 별법적인 실시양태를 나타낸다. 도 4f는 웨이퍼 포켓들의 소책자를 닫기 위한 탭이 있는 별법적인 실시양태를 나타낸다. 도 4g는 자석 닫개가 있는 별법적인 실시양태를 나타낸다.
도 5는 다양한 어셈블리 단계의 본 발명에 따른 방법에 의해 제조된 포켓들의 스택을 함유하는 웨이퍼 포켓의 소책자의 본 발명에 따른 추가적인 실시양태를 투시 화법으로 나타낸다. 도 5a는 스택을 클램핑하기 전의 캐리어를 나타낸다. 도 5ba은 각각 별도로 있는 스택 및 연결 요소 + 가이드를 나타낸다. 도 5bb는, 도 5ba과 유사하게, 어셈블리 및 클램핑된 스택 및 연결 요소를 나타낸다. 도 5c는 캐리어에 연결된 후의 열린 웨이퍼 포켓들의 소책자를 나타낸다. 도 5d는 닫힌 웨이퍼 포켓들의 소책자를 나타낸다.
도 6은 다양한 어셈블리 단계의 본 발명에 따른 방법에 의해 제조된 포켓들의 스택을 함유하는 웨이퍼 포켓의 소책자의 본 발명에 따른 추가적인 실시양태를 투시 화법으로 나타낸다. 도 6a는 연결 요소 및 가이드가 있는 캐리어를 나타낸다. 도 6b 및 6c는 스택을 자리에 놓은 후의 완성된 또는 부분적으로 열린 웨이퍼 포켓들의 소책자를 나타낸다. 도 6d는 닫힌 웨이퍼 포켓들의 스택을 나타낸다. 도 6e는, 도 6a와 유사하게, 요일 스트립의 상이한 배열을 나타낸다.
도 7은 본 발명에 따른 방법에 의해 제조된 스택을 함유하는 웨이퍼 포켓의 소책자의 본 발명에 따른 추가적인 실시양태를 측면도로 나타낸다.
도 8은 본 발명에 따른 방법에 의해 제조된 스택을 함유하는 웨이퍼 포켓의 소책자의 본 발명에 따른 추가적인 실시양태를 투시도로 나타낸다. 웨이퍼 포켓들의 소책자에 계단 형상의 컷아웃이 있다.
도면의 동일한 참조 번호는 동일한 요소를 가리킨다.
도 1에서, 본 발명에 따른 방법의 방법 순서가 스택의 제조에서 사용되는 제조 장치 및 의약의 주형에 의해 개략적으로 제시된다. 제시된 요소는 방법을 수행하기 위해 사용될 수 있는 장치들을 나타낼 수 있다. 그러나, 본 발명에 따른 목적을 충족시키는 한, 사용된 장치들의 다른 구성 또한 사용될 수 있다.
구역 형태의 의약 포켓들을 함유하는 시트 7이 모듈(module) 30, 30', 30" 내의 펀칭 장치 26, 26'에 공급된다. 모듈의 개수는 포켓들의 스택 내에 포함될 의약 포켓 4의 전체 개수 및 시트 상에 함유되는 열 내의 의약 포켓에 대한 구역의 개수, 즉 각각의 모듈 내로 공급되는 의약 포켓의 개수를 기초로 한다. 예를 들어, 총 28개의 의약 포켓이 스택 내에서 조합되고, 시트 상의 열에 7개의 의약 포켓이 있다면, 4개의 모듈이 제공되어야 한다.
도 2에서, 시트 7의 배치도의 예가 제시되고, 이때 총 6 × 7 = 42개의 의약 포켓이 동일한 개수의 구역 5 상에 있다. 구역들은 열 R 및 행 S로 배열된다. 본 경우에, 6개의 열 및 7개의 행이 제공된다. 열 및 행이 도 2에서 화살표에 의해 예를 들어 표시된다. 시트 상에서 열로 위치하는 구역들이 스택으로 할당될 수 있다. 상이한 열의 구역은 상이한 스택으로 할당될 수 있다.
각각의 구역의 마킹 가장자리 상의 마킹 부분 18 및 개구부를 위한 구역 영역 8'을 구역 5에서 각각 볼 수 있다. 마킹 부분 내에, 사용자가 의약의 규칙적인 복용을 모니터링하는 것을 더욱 쉽게 만들기 위해, 예를 들어 인쇄 공정에 의해, 마킹 3이 제공된다. 상이한 열이지만 동일한 행 내의 마킹 가장자리 상의 마킹의 위치가 각각의 경우에 동일한 한편, 열 내에서 서로 이어지는 구역 내의 마킹의 위치는 서로 이어지는 것을 볼 수 있다: 밑에서부터 봤을 때, 마킹이 최저, 두번째 최저, 세번째 최저 마킹 부분에 있는 식으로 계속된다.
각각 7개의 구역 5가 있는, 제시된 6개의 인접한 열 R이 먼저 분리선 11을 따라 6개의 스트립 9로 절단된 후, 의약 포켓이 스트립 9로부터 단리된다. 그 후, 1개의 스트립이 각각의 경우에 각각의 개별적인 의약 포켓을 분리함으로써 추가로 가공된다. 그 후, 이러한 방식으로 단리된 의약 포켓들이 하나씩 위로 각각 스태킹되어, 예를 들어, 주 단위 스택이 형성된다. 이어서, 추가적인 시트 7이 동일한 방법에 의해 가공된다. 예를 들어, 6개의 주 단위 스택이 시트로부터 생성된다. 제1 시트 7로부터 수득된 6개의 제1 주 단위 스택 상에 3개의 추가적인 시트 7로부터 수득된 추가적인 21개의 의약 포켓을 각각 놓음으로써, 각각 28개의 의약 포켓을 함유하는 총 6개의 스택이 형성된다. 스트립 9가 바람직하게 먼저 생성된 후에만 의약 포켓이 각각의 스트립으로부터 절단되거나 펀칭에 의해 분리된다는 사실은 스택에 속하는 의약 포켓이 가능한 한 오래 스트립의 형태로 함께 유지된다는 것을 의미한다. 방법을 수행하는 이러한 방식에 따라, 의약 포켓이 하나씩 위로 스태킹되기 직전에만 의약 포켓들이 스트립 13으로부터 분리된다. 결과적으로, 분류 실수가 방지되어, 스택 생성의 신뢰도가 증가된다.
도 2로부터의 의약 포켓의 주형의 변형이 도 2a에서 제시된다. 이러한 주형 7은 각각 7개의 구역 5가 있는 8개의 열 R이 의약 포켓의 제조를 위해 제공된다는 점에서 상기 기술된 것과 상이하다. 더욱이, 각각의 구역에는 펀칭되는 타원형 구멍 8, 제1 의약 포켓 영역과 제2 의약 포켓 영역이 이에 의해 서로 연결되는 절취선 12, 뿐만 아니라 절취선의 측면 노치 13이 있다. 더욱이, 주형 7의 양쪽 세로 측면에, 튀어나온 가장자리 14가 있고, 이의 내부에 연속적인 천공 15가 위치한다. 이러한 천공 15는 주형 7을, 예를 들어 필름이 진행되는 것과 동일한 방식으로, 주형 7을 운반하는데 사용된다. 시트 7의 열 R은 의약 포켓의 제조 동안 시트가 운반되는 방향 (화살표 10)에 평행하게 배열된다.
구멍 8에 인접하여, 마킹 부분 18 및 마킹 부분 내의 마킹 3을 구역 5에서 볼 수 있다. 서로 이어지는 7개의 구역 5 (동그라미 안의 번호, 도 2 참조)의 열 R 내에서, 마킹 3의 위치가 구역에서 구역으로 점진적으로 변화된다. 다른 한편으로, 행 S 내의 마킹 3의 위치는 변하지 않은 채로 남는다.
도 2a의 주형 7은 각각 7개의 구역 5가 있는 8개의 열 R이 의약 포켓의 제조를 위해 제공된다는 점에서 도 2에 따라 상기 기술된 것과 상이하다.
도 1에 따르면, 모듈 30, 30', 30" 각각에 2개의 이같은 시트 7이 공급된다 (도 1의 화살표 참조). 개별적인 열 R 및 S에 상응하는 시트 상의 영역이 유사하게 도 1에서 개략적으로 제시된다.
시트 7들이 펀칭 장치 26, 26'의 펀칭 테이블 27, 27' 상에 동시에 놓인다. 여기에서, 의약 포켓 4가 도 2 및 2a에서의 구역 가장자리에 상응하는 방식으로 펀칭된다. 동시에, 개구부 8이 펀칭에 의해 또한 형성된다. 펀칭 테이블은 화살표에 상응하는 방식으로 평행하게 전치될 수 있다. 그 결과, 시트가 펀칭 전에 펀칭 장치 하에 배열될 수 있고, 적절하다면 정렬될 수 있으며, 의약 포켓의 펀칭 후 펀칭 영역으로부터 전치될 수 있다 (도 1에서 위쪽으로). 결과적으로, 이미 펀칭된 의약 포켓 및 최종적으로 또한 펀칭 잔여물은 여전히 연속적으로 펀칭 테이블로부터 제거되는 한편, 추가적인 시트가 펀칭 테이블 상에 이미 놓이는 것이 가능하다. 이러한 목적을 위해, 펀칭 작업이 펀칭 테이블의 전방 영역 (도 1에서의 하부 영역)에서 일어나고, 여기에, 예를 들어 진공을 적용함으로써, 펀칭용 시트가 또한 먼저 쌓이고 고정된다. 펀칭 후, 펀칭 테이블이 후방으로 전치되어 (시트 공급으로부터 멀리), 펀칭된 의약 포켓들이 펀칭 테이블로부터 제거될 수 있다.
특수 로봇 팔 (제시되지 않음)이 개별적인 의약 포켓 4의 제거에 사용되고, 여기에 개별적으로 집어 올려진 의약 포켓이 신뢰할 수 있게 집어 올려지고, 신뢰할 수 있게 운반되어, 신뢰할 수 있게 다시 쌓였음을 확실히 하기 위해 센서가 장착된다. 로봇 팔을 사용하여, 의약 포켓들이 카세트 25, 25', 25", 25"'....에 쌓인다. 제1 의약 포켓이 놓이기 전에, 각각의 경우에 카세트 내에 포켓들의 스택을 위한 캐리어가 있고, 이러한 캐리어는 리벳 또는 기타 연결 수단을 함유한다. 리벳이 개구부 8에 꿰이는 방식으로 의약 포켓들이 각각의 캐리어 상에 놓인다. 그 결과, 의약 포켓들이 유지되고, 추가적으로 안내된다. 형성된 포켓들의 스택이 부적절하게 처리되더라도, 이제는 더 이상 쉽게 떨어질 수 없다.
모듈 30, 30', 30" 각각 내에, 12개의 카세트가 있다. 따라서, 각각의 시트가 의약 포켓의 열 R 6개를 함유하기 때문에, 모듈에 동시에 2개의 시트 7이 각각 공급될 수 있다. 개별적인 모듈에 공급된 시트 7들이 동시에 펀칭된다. 더욱이, 각각의 모듈에서, 특정 행 S의 펀칭된 포켓 4들이 동시에 카세트 내로 도입된다.
일단 모듈 30, 30', 30" 내의 시트 7의 모든 의약 포켓 4가 상응하는 카세트 25, 25', 25", 25"'... 내로 운반되면, 여기에 파트-스택들이 제조되어 있다. 본 경우에, 제1 모듈 30 내의 각각의 제1 파트-스택은 7개의 의약 포켓을 함유한다. 제2 모듈 30' 내에서, 제1 파트-스택 상에 7개의 의약 포켓을 스태킹함으로써 제2 파트-스택이 제조된다. 결과적으로, 제2 파트-스택은 14개의 의약 포켓을 함유하고, 이런 식으로 계속된다.
파트 스택의 각각의 완성 후, 모듈 30, 30', 30"의 모든 카세트 25, 25', 25", 25"'...가 동시에 오른쪽으로 전치된다. 결과적으로, 제1 모듈 30의 카세트들이 제2 모듈 30'에 도달하고, 제2 모듈 30'의 카세트들이 제3 모듈 30"에 도달하는 식으로 계속된다.
하나의 모듈 30, 30', 30"에서 오른쪽 옆으로 배열된 모듈로 카세트 25, 25', 25", 25"'...이 전치된 후, 시트 7로부터 펀칭된 의약 포켓 4가 차례로 모듈 30, 30', 30"의 카세트 25, 25', 25", 25"'... 내로 놓인다. 결과적으로, 의약 포켓들의 제1 파트-스택이 차례로 제1 모듈 30에서 형성된다. 추가적인 모듈 30', 30"에서, 추가적인 의약 포켓들이 이미 존재하는 파트-스택에 부가되어, 본 경우에, 14개의 의약 포켓이 있는 파트-스택이 제2 모듈 30'에서 형성되고, 21개의 의약 포켓이 있는 파트-스택이 제3 모듈에서 형성되며, 28개의 의약 포켓이 있는 최종 스택이 제4 모듈 30"에서 형성된다.
제4 모듈 30"에서 포켓들의 스택이 완성된 후, 스택이 제거되고, 스택 상의 리벳 연결물이 닫히며, 스택을 보호하기 위해 캐리어 스트립이 돌려서 접힌다.
도 3은 바람직한 방법에 의해 제조된, 의약 웨이퍼 2를 보관 및 제공하는 역할을 하는 의약 포켓 4, 4', 4"의 스택 100을 나타내고, 이때 의약 포켓들은 스태킹 후에 또는 이미 스태킹 동안에 서로 연결되어 있다. 각각의 의약 포켓 4, 4', 4"에는 마킹 가장자리에서 서로 옆에 배열된 다수의 마킹 부분들 18 중 하나 내의 마킹 3이 마킹 가장자리 상에 각각 있다 (상부에 놓인 의약 포켓 4에서만 제시됨). 의약 포켓 4, 4', 4"에는 제2 의약 포켓 영역 11 및 제1 의약 포켓 영역 10이 있고, 이때 각각의 구멍 8이 서로 정렬된다. 연결 요소 200이 구멍 8에 꿰어진다. 연결 요소 200은 의약 포켓 4를 서로 연결하고, 이들을 서로에 대해 이동가능하게 배열한다. 구멍 8은 긴 홀(hole)로서 형성되고, 연결 요소 200은 리벳으로서 형성된다. 제1 의약 포켓 영역 10과 제2 의약 포켓 영역 11이 절취선 12에 의해 각각 서로 연결되어, 제2 의약 포켓 영역 11 내에 위치하는 의약 웨이퍼 2를 제1 의약 포켓 영역 10으로부터 떼어내는 것이 절취선 12에서 더욱 쉬워진다. 이러한 경우에, 제1 의약 포켓 영역 10은 스택 100 내에 남는다.
도 4에서, 본 발명에 따른 방법에 의해 제조된 포켓들의 스택 100을 함유하는 웨이퍼 포켓들의 소책자의 추가적인 실시양태가 투시 화법으로 제시된다. 도 4의 웨이퍼 포켓들의 스택 100은 도 3에 따른 웨이퍼 포켓들의 소책자와 실질적으로 동일한 방식으로 형성되지만, 도 3과 달리, 마킹 3 및 마킹 부분 18이 절취선 12에 인접하게 위치하지 않고, 의약 포켓 영역 11의 반대쪽 가장가리 상에 위치한다.
포켓들의 스택 100은 다수의 의약 포켓 4, 4', 4", 예를 들어 28개의 포켓을 포함하고, 이들 중 가장 위의 의약 포켓 4만 볼 수 있다. 의약 포켓 4, 4', 4"에는 제2 의약 포켓 영역 11 및 제1 의약 포켓 영역 10이 있다. 각각의 경우의 의약 포켓은 용접된 웨이퍼 2를 함유한다. 마킹 가장자리인 하부 가장자리 17에는, 마킹 부분 18이 있다. 마킹 부분들 중 하나 상에, 마킹 3이 있다. 위쪽의 보이는 의약 포켓 밑에 놓인 제2 의약 포켓 (보이지 않음)에서, 이러한 마킹은 가장 위쪽의 의약 포켓 상의 마킹이 위치하는 제1 마킹 부분 옆에 놓인 마킹 부분 상에서 제공된다.
제1 의약 포켓 영역 10과 제2 의약 포켓 영역 11은 절취선 12에 의해 각각 서로 연결되고, 이때 절취선은 도 3에서보다 전체적으로 더 짧게 형성되고, 즉 의약 포켓 4, 4', 4"의 전체 폭에 이르지 않고, 이의 양쪽 끝에서 슬릿 13, 13'으로 병합되며, 이러한 슬릿은 노치처럼 작용한다. 절취선 12에서 제2 의약 포켓 영역 11을 제1 의약 포켓 영역 10으로부터 떼어내는 것을 더욱 쉽게 함으로써, 이는 의약 웨이퍼 2를 제거하는 것을 더욱 쉽게 만드는 효과가 있다. 제2 의약 포켓 영역 11을 떼어낸 후 제1 의약 포켓 영역 10은 웨이퍼 포켓들의 소책자 내에 남는다. 더욱이, 의약 포켓에는 서로 정렬되는 각각의 구멍 (여기에서 긴 홀 8의 형태)이 있고, 어셈블리된 상태의 소책자에서 리벳 200 또는 립이 이를 통과한다.
이러한 실시양태에서, 도 3과 대조적으로, 의약 포켓 4, 4', 4"는 어셈블리된 상태의 구멍 8을 완전히 채우는, 하부 연결 요소 부분 210 및 상부 연결 요소 부분 220을 포함하는 컴팩트한 연결 요소 200에 의해 연결되고, 이때 연결 요소는 리벳으로서 형성된다. 포켓들의 스택 100 위에, 2-부분 리벳 200이 제시된다: 리벳에는 하부 부분 210 및 상부 부분 220이 있다. 하부 부분은 아래로부터 긴 홀 8을 통과한다. 리벳 홀더의 바깥쪽 측면이 긴 홀의 둥글린 말단에 대해 느슨하게 놓이는 방식으로 서로 간격을 두고, 기둥형 리벳 홀더 211, 212가 베이스 플레이트 213 상에 패스닝된다. 하부 리벳 부분 상에 연이어 놓이는 의약 포켓들이 이들의 각각의 긴 홀로 리벳 상으로 쉽게 미끄러지도록, 이러한 바깥쪽 측면은 위쪽으로 약간 경사가 진다 (리벳 홀더 212의 확대도). 포켓들의 전체 스택이 형성되면, 상부 리벳 부분 220이 기둥형 리벳 홀더들 사이에 눌러짐으로써 리벳이 닫힌다. 단단한 맞음새로 상부 리벳 부분을 하부 리벳 부분에 연결하기 위해, 양쪽 리벳 부분은 이러한 목적을 위해 측면이 서로 맞물리는 톱 모양이고, 이는 서로 맞물린다. 일단 리벳이 닫히면, 취급 동안 스택의 통합성이 손상될 수 있는 우려 없이, 포켓들의 스택이 문제 없이 취급될 수 있다. 더욱이, 리벳이 박힌 포켓들의 스택은 캐리어를 다시 채우는데 또한 사용될 수 있다. 도 4d에서, 리벳이 의약 포켓들이 수직으로 필적되도록 하는 길이이도록 제조되는 것이 제시된다. 그 결과, 다른 영역과 비교하여 포켓 상의 웨이퍼 포켓 영역의 두께에서의 차이가 허용될 수 있다. 또한 의약 포켓들이 마찰 없이 리벳 상에 미끄러진다.
스택 100의 제조에서, 하부 연결 요소 210이, 예를 들어, 유지 장치에 의해, 또는 적절하다면 캐리어에 의해 유지되고, 단리된 의약 포켓 4, 4', 4" 또는 최종 스택 100이 구멍 8에 의해 하부 연결 요소 부분 210 상에 놓인다. 이어서, 상부 연결 요소 부분 220을 위에 놓음으로서 연결 요소 200이 닫힌다.
예를 들어, 하부 리벳 부분 210이 바람직하게는 캐리어 스트립 300 상에 패스닝된다. 의약 포켓 4로부터 제1 파트-스택이 생성될 때, 바람직하게는 캐리어 스트립이 하부 리벳 부분과 함께 카세트 25, 25', 25", 25"'... (도 1) 내로 먼저 놓인다. 그 후, 의약 포켓들이 이러한 스트립 상에 놓이고, 이때 캐리어 스트립 상에 패스닝된 하부 리벳 부분이 각각 포켓들의 긴 홀 8 내로 미끄러지면서, 한편으로는 포켓들을 안내하여 이의 위치가 고정되고, 다른 한편으로는 또한 이들을 유지한다.
웨이퍼 포켓들의 소책자의 모든 의약 포켓이 하나씩 위로 스태킹된 후, 캐리어 스트립 300에 요일 스트립 350이 제공된다. 요일 스트립은 의약 포켓 4, 4', 4" 상의 마킹 부분 18과 정렬되는 방식으로 제공된다. 이는 어느 요일에 가장 위에 놓인 의약 포켓 4의 웨이퍼 2를 복용해야 하는지를 사용자가 확인하도록 한다.
그 후, 캐리어 스트립 300이, 상부 말단이 웨이퍼 포켓들의 소책자에 대한 덮개 320을 형성하는 방식으로, 상부 말단 및 하부 말단 양쪽에서 돌려 접힌다. 예를 들어, 제조사 및 의약의 명칭에 관한 정보가 덮개 상에서 제공될 수 있다. 덮개는 실질적으로 의약 포켓 4의 전체 면적에 이른다. 돌려 접힌 후, 이는 상부 리벳 파트 220이 하부 리벳 파트 210의 기둥형 리벳 홀더 211, 212 사이에서 눌러지는 것에 의해 고정된다.
캐리어 스트립 300의 하부 말단이 유사하게 돌려 접혀서, 의약 포켓 4에 대한 뚜껑 330을 형성한다. 닫힌 상태의 웨이퍼 포켓들의 소책자를 도 4c에서 볼 수 있다. 뚜껑 330은 덮개 320 너머로 닿는다. 떨어질 수 있는 닫개에 의해 2개의 부분이 서로 연결된다. 예를 들어, 후크-앤-루프 패스너(fastener) 410, 420이 뚜껑의 안쪽 면 및 덮개의 바깥쪽 면에 제공될 수 있다. 후크-앤-루프 닫개가 도 4d에서 제시된다. 자석 닫개가 도 4g에서 제시된다. 이러한 목적을 위해, 예를 들어, 금속 스트립이 뚜껑 330의 가장자리에, 바람직하게는 뚜껑의 전체 폭에 걸쳐 제공되고, 예를 들어, 자성을 띠는 금속 스트립이 덮개 320의 가장자리 영역 상에, 마찬가지로 바람직하게는 덮개의 전체 폭에 걸쳐 제공된다.
웨이퍼 포켓들의 소책자의 별법적인 실시양태가 도 4e에서 제시된다: 후크-앤-루프 닫개 또는 자석 닫개 대신 고무 밴드 430이 제공되고, 이러한 밴드는 캐리어 300의 하부 부분에 패스닝되며, 소책자를 닫기 위해 덮개 320 위로 당겨진다.
웨이퍼 포켓들의 소책자의 추가적인 실시양태가 도 4f에서 제시된다. 이러한 경우에, 펀칭에 의해 형성되고 아래로 구부러진 탭 440이 덮개 320 상에 제공되고, 이러한 탭은 웨이퍼 포켓들의 소책자가 닫혔을 때 뚜껑 330 내의 긴 홀 450과 맞물려질 수 있다.
도 5에서, 본 발명에 따른 방법에 의해 제조된 포켓들의 스택 100을 함유하는 웨이퍼 포켓들의 소책자의 추가적인 실시양태가 다양한 어셈블리 단계에서 투시 화법으로 제시된다.
포켓들의 스택 100은 다수의 의약 포켓 4, 예를 들어 28개의 포켓을 포함하고, 이들 중 가장 위의 의약 포켓만 볼 수 있다. 의약 포켓은 용접된 웨이퍼 2를 함유한다. 마킹 가장자리인 하부 가장자리 17에는, 마킹 부분 18이 있다. 마킹 부분들 중 하나 상에, 마킹 3이 있다. 위쪽의 보이는 의약 포켓 밑에 놓인 제2 의약 포켓 (보이지 않음)에서, 이러한 마킹은 가장 위쪽의 의약 포켓 상의 마킹이 위치하는 제1 마킹 부분 옆에 놓인 마킹 부분 상에서 제공된다.
의약 포켓 4는 13, 13'에서 상부 영역 내의 2개의 측면 상에서 노칭되고, 절취선 12가 있다. 더욱이, 의약 포켓에는 긴 홀 8이 있고, 어셈블리된 상태의 소책자에서 립 214가 이를 통과한다.
도 5ba의 포켓들의 스택 100 위에, 2개의 부분으로 형성되는 패스닝 장치 200이 제시된다: 패스닝 장치에는 하부 부분 210 및 상부 부분 220이 있다. 하부 부분은 립 214 및 틀 215를 포함하고, 이들은 모두 베이스 플레이트 213 상에서 제공된다. 립은 긴 홀 8을 아래로부터 통과한다. 틀 215는 베이스 플레이트의 경계를 3면에서 나타내고, 네번째 면에서는 부분적으로 경계를 나타낸다. 이러한 틀이 부재하는 경우, 의약 포켓들이 절취선이 있는 연결 부분 너머로 도달할 수 있다. 또한, 이러한 틀은 의약 포켓의 상부 부분 (제1 부분)을 아늑하게 둘러싸고, 결과적으로 의약 포켓에 대한 외부 가이드를 나타내어서, 의약 포켓이 움직이지 않으면서 웨이퍼 포켓들의 소책자 내에서 튼튼하게 고정된다. 패스닝 장치의 상부 부분이 플레이트 220에 의해 형성되고, 이는 하부 부분 상에 단단한 맞음새로 또는 접착성으로 패스닝될 수 있다. 접착성 연결의 경우, 예를 들어, 초음파 용접에 의해 플레이트가 하부 부분에 연결될 수 있다. 단단한 맞음새로의 연결을 위해, 예를 들어, 2개의 부분 중 하나 상에 언더컷(undercut)이 제공되고, 돌출된 부분이 2개의 부분 중 다른 하나 상에 제공된다.
일단 패스닝 장치 200이 닫히면, 취급 동안 스택의 통합성이 손상될 수 있는 우려 없이, (클램핑된) 포켓들의 스택 100이 문제 없이 취급될 수 있다.
바람직하게는, 패스닝 장치 200의 하부 부분 210이 예를 들어 접착성 결합에 의해 캐리어 스트립 300 상에 패스닝된다. 의약 포켓들의 스택을 생성시키기 위해 제1 파트-스택이 생성되는 경우, 바람직하게는 의약 포켓 4로부터의 이의 생성을 위해 캐리어 스트립이 하부 부분 210과 함께 각각의 카세트 25, 25', 25", 25"'... (도 1) 내로 먼저 놓인다. 그 후, 의약 포켓들이 이러한 스트립 상에 놓이고, 이때 캐리어 스트립 상에 패스닝된 하부 부분 210의 립 214가 각각 포켓들의 긴 홀 8 내로 미끄러진다. 의약 포켓들이 이러한 립 및 틀 215에 의해 캐리어 스트립 상에서 유지된다. 더욱이, 의약 포켓들의 위치가 이에 의해 정확하게 고정된다.
웨이퍼 포켓들의 소책자의 모든 의약 포켓이 하나씩 위로 스태킹된 후, 캐리어 스트립 300에 요일 스트립 350이 제공된다. 요일 스트립은 마킹 부분 18과, 그리고 결과적으로 각각의 경우에 의약 포켓 4 상의 마킹 3과 정렬되는 방식으로 제공된다. 이는 어느 요일에 가장 위에 놓인 의약 포켓의 웨이퍼를 복용해야 하는지를 사용자가 확인하도록 한다.
그 후, 캐리어 스트립 300이 하부 말단이 웨이퍼 포켓들의 소책자에 대한 뚜껑 330을 형성하는 방식으로 하부 말단에서 돌려 접힌다. 예를 들어, 제조사 및 의약의 명칭에 관한 정보가 덮개 상에서 제공될 수 있다. 이러한 경우의 덮개는 실질적으로 의약 포켓의 전체 면적에 이른다.
캐리어 스트립 300의 상부 말단은 돌려 접히지 않는다. 이러한 지점에서, 패스닝 장치 200이 상자를 형성하고, 이는 상부 가장자리에서 웨이퍼 포켓들의 소책자를 닫는다. 닫힌 상태의 웨이퍼 포켓들의 소책자를 도 5d에서 볼 수 있다. 뚜껑 330이 패스닝 장치 위에 이른다. 떨어질 수 있는 닫개에 의해 2개의 부분이 서로 연결된다. 예를 들어, 자석 닫개가 뚜껑의 안쪽 면 및 패스닝 장치의 바깥쪽 면에 제공될 수 있고, 예를 들어, 금속 스트립이 한쪽에, 자성을 띠는 금속 스트립이 다른 쪽에 제공 수 있다. 자석 닫개의 부분적인 요소들이 숨겨진 방식으로 각각의 성분 내에 또한 함유될 수 있다.
도 6에서, 본 발명에 따른 방법에 의해 제조된 포켓들의 스택 100을 함유하는 웨이퍼 포켓들의 소책자의 추가적인 실시양태가 다양한 어셈블리 단계에서 투시 화법으로 제시된다.
포켓들의 스택 100은 다수의 의약 포켓, 예를 들어 28개의 포켓을 포함하고, 이들 중 가장 위의 의약 포켓 4만 볼 수 있다. 의약 포켓은 용접된 웨이퍼 2를 함유한다. 마킹 가장자리인 하부 가장자리 17에는, 마킹 부분 18이 있다. 마킹 부분들 중 하나 상에, 마킹 3이 있다. 위쪽의 보이는 의약 포켓 밑에 놓인 제2 의약 포켓 (보이지 않음)에서, 이러한 마킹은 가장 위쪽의 의약 포켓 상의 마킹이 위치하는 제1 마킹 부분 옆에 놓인 마킹 부분 상에서 제공된다.
의약 포켓 4는 13, 13'에서 상부 영역 내의 2개의 측면 상에서 노칭되고, 절취선 12가 있다. 더욱이, 의약 포켓에는 긴 홀 8이 있고, 어셈블리된 상태의 소책자에서 립 214가 이를 통과한다.
도 6a에서, 패스닝 장치 200이 캐리어 스트립 300 상에서 제공된다. 패스닝 장치는 2개의 부분으로 형성된다; 하부 부분 210 및 상부 부분 220이 있다. 하부 부분은 립 214, 틀 215 및 베이스 플레이트 213을 포함한다. 립은 긴 홀 8을 아래로부터 통과한다. 틀 215는 베이스 플레이트 213의 가장자리 상에 존재한다. 이는 베이스 플레이트의 경계를 3면에서 나타내고, 네번째 면에서는 부분적으로 경계를 나타낸다. 이러한 틀이 부재하는 경우, 의약 포켓 4가 절취선이 있는 연결 부분 너머로 도달할 수 있다. 또한, 이러한 틀은 의약 포켓의 상부 부분 (제1 부분)을 아늑하게 둘러싸고, 따라서 의약 포켓을 안내하여, 의약 포켓이 움직이지 않으면서 웨이퍼 포켓들의 소책자 내에서 튼튼하게 고정된다. 패스닝의 상부 부분이 플레이트 220에 의해 형성되고, 이는 하부 부분 상에 단단한 맞음새로 또는 접착성으로 패스닝될 수 있다. 이러한 플레이트 220은, 예를 들어, 캐리어 스트립 300에 접착성으로 연결될 수 있다 (접착성 결합 등에 의해).
패스닝 장치 200의 하부 부분 210이, 예를 들어 접착성 결합에 의해, 캐리어 스트립 300 상에 패스닝된다. 의약 포켓들로부터 스택을 생성시키거나 의약 포켓 4로부터 제1 파트-스택을 생성시킬 때, 바람직하게는 캐리어 스트립이 하부 부분 210과 함께 카세트 25, 25', 25", 25"'... (도 1) 내로 먼저 놓이거나 먼저 위치한다. 그 후, 의약 포켓들이 이러한 스트립 상에 놓이고, 이때 캐리어 스트립 상에 패스닝된 패스닝 장치의 하부 부분의 립 214가 각각 포켓들의 긴 홀 8 내로 미끄러진다. 의약 포켓들이 이러한 립 및 틀 215에 의해 캐리어 스트립 상에서 유지된다. 더욱이, 이의 위치가 틀에 의해 정확하게 고정된다.
웨이퍼 포켓들의 소책자의 모든 의약 포켓 4가 하나씩 위로 스태킹된 후, 캐리어 스트립 300에 요일 스트립 350이 제공된다. 요일 스트립은 도 6a에 제시된 위치 및 도 6e에 제시된 위치 양쪽 모두에서 제공될 수 있다. 요일 스트립은 의약 포켓 4 상의 마킹 부분 18과 정렬되는 방식으로 제공된다. 이는 어느 요일에 가장 위에 놓인 의약 포켓의 웨이퍼를 복용해야 하는지를 사용자가 확인하도록 한다.
그 후, 캐리어 스트립 300이 상부 말단이 웨이퍼 포켓들의 소책자에 대한 뚜껑 320을 형성하는 방식으로 상부 말단에서 돌려 접힌다. 예를 들어, 제조사 및 의약의 명칭에 관한 정보가 덮개 상에서 제공될 수 있다. 이러한 경우의 덮개는 실질적으로 의약 포켓 4의 전체 면적에, 그리고 소책자의 하부 말단에서의 캐리어의 오버행(overhang)에 이른다.
캐리어 스트립 300의 하부 말단은 블록 340이 수득되는 방식으로 돌려 접힌다. 덮개 320이 블록에 이른다. 떨어질 수 있는 닫개에 의해 2개의 부분이 서로 연결된다. 예를 들어, 자석 닫개가 덮개의 안쪽 면 및 블록의 바깥쪽 면에 제공될 수 있다.
일단 연결 요소가 돌려 접히고 닫히면, 웨이퍼 포켓들의 소책자가 어셈블리된다.
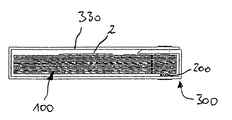
도 7에서, 웨이퍼 포켓들의 소책자의 추가적인 실시양태가 제시된다. 도 5의 소책자의 경우에서와 같이, 캐리어 300의 뚜껑 330이 아래로부터 포켓들의 스택 100 위로 당겨지고, 닫힌 상태에서 이를 덮는다. 도 5의 실시양태와 대조적으로, 리벳이 연결 요소 200으로 사용되었다. 리벳의 돌출 부분이 뚜겅 내의 홀 내로 삽입된다는 점에서, 이러한 리벳이 웨이퍼 포켓들의 소책자에 대한 닫개로서 뚜껑 내의 상응하는 구멍과 함께 동시에 사용된다.
도 8은 의약 포켓의 주형으로부터 제조된 웨이퍼 포켓들의 소책자의 투시도를 나타내고, 이때 스택 100은 실질적으로 도 4와 유사하지만, 의약 포켓 4, 4', 4"에 추가적으로 각각의 경우에 측면 컷아웃 16이 있다. 컷아웃 16은 제1 및 제2 의약 포켓 영역 10, 11이 공통적으로 있는 의약 포켓 4, 4', 4"의 가장자리 상에 각각 있고, 이때 서로 이어지는 의약 포켓 4, 4', 4"에서, 스택 내에서 위에서 아래로 의약 포켓에서 의약 포켓으로 컷아웃이 증가식으로 더 커지는 방식으로 개별적인 컷아웃들이 설정된다. 스택 100 내의 모든 의약 포켓 4, 4', 4"에 걸쳐서 봤을 때, 이는 의약 포켓에서 의약 포켓으로 컷아웃 16의 계단-형상의 연속물을 제조한다. 제조 공정 동안 각각의 의약 포켓 4, 4', 4"로부터 예를 들어 펀칭된 컷아웃 16은 스택 100 내에서 아래에 놓인 의약 포켓 4', 4" 상의 컷아웃 16의 영역 내로 각각 도입된 그래픽 마크 21 (이중 점으로 표시됨)의 모습을 노출시킨다.
이러한 실시양태에서, 스택 100이 캐리어 300 상에 배열된다. 스택 100 및 캐리어는 3개의 리벳 200, 200', 200"에 의해 서로 연결된다. 오직 1개의 리벳 200' 또는, 예를 들어, 도 4에 따른 연결 요소가 스택 100을 캐리어에 연결시키는데 사용되는 것이 종종 가능하다. 가장 위에 놓인 의약 포켓 4 상에서, 마킹 3 및 마킹 부분 18을 제2 의약 포켓 영역 11에서 볼 수 있다.
이러한 실시양태에서, 캐리어 300에는 제2 의약 포켓 영역 11의 하부 가장자리를 넘어서 돌출된 영역 360이 있고, 이러한 영역 상에 시간 표시물 350 (요일 스트립)이 있고, 이때 시간 표시물 (여기에서는 요일 표시물)은 마킹 부분 18과 정렬된다.
시간 표시물 350이 예를 들어 접착성 부착에 의해 제공되고, 독일어 "Mo", "Di", "Mi", "Do", "Fr", "Sa" 및 "So"의 요일 표시물이 있다. 첫번째 요일의 표시물이 가장 왼쪽에 나타나는 방식으로 스트립이 제조된다. 요일 "Mo"와 정렬된 첫번째 마킹 3이 가장 위에 놓인 의약 포켓 4 상에서 제공된다. 추가적인 마킹 3은 그 위에 놓인 의약 포켓 4에 의해 가려지기 때문에 보이지 않는다.
Claims (34)
- 각각의 의약 포켓 (4, 4', 4")에 마킹(marking) 가장자리 (17) 상에 마킹 가장자리 (17)에서 서로 옆에 배열된 다수의 마킹 부분들 (18) 중 하나 내에 마킹 (3)이 각각 있는, 의약 웨이퍼(wafer) (2)를 보관 및 제공하는 역할을 하는 의약 포켓들 (4, 4', 4")의 스택(stack) (100)을 제조하는 방법이며, 하나 이상의 스택 (100) 내에서 서로 이어지는 마킹 부분들 (18) 내에 마킹 (3)이 위치하는 의약 포켓들 (4, 4', 4")이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")에 이어지도록, 의약 포켓들 (4, 4', 4")을 하나씩 위로 스태킹(stacking)하여 하나 이상의 스택 (100)을 형성시키는 단계를 포함하는 방법.
- 제1항에 있어서, 하기의 공정 단계들을 포함하는 것을 특징으로 하는 방법:
a) 각각의 제1 파트(part)-스택 내에서 서로 이어지는 마킹 부분들 (18) 내에 마킹 (3)이 위치하는 의약 포켓들 (4, 4', 4")이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")에 이어지도록, 제1 제조 장치 (30)에서 의약 포켓들 (4, 4', 4")을 하나씩 위로 스태킹하여 하나 이상의 제1 파트-스택을 형성시키는 단계;
b) 이러한 방식으로 형성된 각각의 파트-스택 내에서 서로 이어지는 마킹 부분들 (18) 내에 마킹 (3)이 위치하는 의약 포켓들 (4, 4', 4")이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")에 이어지도록, 제2 제조 장치 (30')에서 추가적인 의약 포켓들 (4, 4', 4")을 하나 이상의 제1 파트-스택 상에 스태킹하는 단계;
c) 적절하다면, 추가적인 제조 장치 (30")에서 추가적인 의약 포켓들 (4, 4', 4")을 제2 또는 추가적인 제조 장치 (30')에서 생성된 하나 이상의 파트-스택 상에 각각 스태킹함으로써 공정 단계 b)를 1회 이상 반복하여, 최종적으로 의약 포켓들 (4, 4', 4")의 하나 이상의 스택 (100)을 형성시키는 단계. - 제2항에 있어서, 제1 파트-스택이 의약 포켓들 (4, 4', 4")을 하나씩 위로 스태킹함으로써 제1 제조 장치 (30)에서 생성되고, 하나 이상의 제2 및 제3 파트-스택이 추가적인 의약 포켓들 (4, 4', 4")을 각각 이전에 형성된 파트-스택 상에 스태킹함으로써 제2 및 제3 제조 장치 (30')에서 생성되며, 하나 이상의 스택 (100)이 추가적인 의약 포켓들 (4, 4', 4")을 각각의 제3 파트-스택 상에 스태킹함으로써 제4 제조 장치 (30")에서 생성되는 것을 특징으로 하는 방법.
- 제1항에 있어서, 하기의 공정 단계들을 포함하는 것을 특징으로 하는 방법:
a) 각각의 제1 파트-스택 및 추가적인 파트-스택 내에서 서로 이어지는 마킹 부분들 (18) 내에 마킹 (3)이 위치하는 의약 포켓들 (4, 4', 4")이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")에 이어지도록, 의약 포켓들 (4, 4', 4")을 하나씩 위로 스태킹하여 제1 제조 장치 (30)에서 하나 이상의 제1 파트-스택을, 그리고 각각의 경우에 추가적인 제조 장치 (30', 30")에서 하나 이상의 추가적인 파트-스택을 형성시키는 단계;
b) 각각의 스택 (100) 내에서 서로 이어지는 마킹 부분들 (18) 내에 마킹 (3)이 위치하는 의약 포켓들 (4, 4', 4")이 서로 이어지도록, 그리고 적절하다면 마킹 가장자리 (17)의 제1 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")가 마킹 가장자리 (17)의 제2 말단에 위치하는 마킹 (3)이 있는 의약 포켓 (4, 4', 4")에 이어지도록, 공정 단계 a)에서 형성된 하나 이상의 제1 파트-스택 및 추가적인 파트-스택을 하나씩 위로 스태킹하여 의약 포켓들 (4, 4', 4")의 하나 이상의 스택 (100)을 형성시키는 단계. - 제4항에 있어서, 4개의 파트-스택이 각각의 경우에 하나씩 위로 스태킹되어 의약 포켓들 (4, 4', 4")의 스택 (100)을 각각의 경우에 형성하는 것을 특징으로 하는 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 7개의 마킹 부분 (18)이 각각의 의약 포켓 (4, 4', 4")의 마킹 가장자리 (17) 상에 위치하는 것을 특징으로 하는 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 7개의 의약 포켓 (4, 4', 4")가 각각의 경우에 하나씩 위로 스태킹되어 제1 파트-스택을 형성하는 것을 특징으로 하는 방법.
- 제2항 내지 제7항 중 어느 한 항에 있어서, 2개 이상의 제1 파트-스택이 각각의 경우에 의약 포켓들 (4, 4', 4")을 하나씩 위로 스태킹함으로써 동시에 생성되는 것을 특징으로 하는 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 카세트 (25, 25', 25", 25"') 내에 파트-스택이 생성되도록 각각의 경우에 의약 포켓들 (4, 4', 4")이 하나씩 위로 스태킹되는 것을 특징으로 하는 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 각각의 경우에 캐리어(carrier) (300) 상에 각각의 제1 파트-스택이 생성되도록 의약 포켓들 (4, 4', 4")이 하나씩 위로 스태킹되는 것을 특징으로 하는 방법.
- 제10항에 있어서, 캐리어 (300)에 의약 포켓들 (4, 4', 4")을 캐리어 (300) 상에 유지시키는 하나 이상의 연결 요소 (200)가 있는 것 및 추가적인 의약 포켓들 (4, 4', 4") 또는 추가적인 파트-스택 내에 함유된 의약 포켓들 (4, 4', 4")이 마찬가지로 연결 요소 (200)에 의해 유지되도록 추가적인 의약 포켓들 (4, 4', 4") 또는 의약 포켓들 (4, 4', 4")의 추가적인 파트-스택이 제1 파트-스택 상에 스태킹되는 것을 특징으로 하는 방법.
- 제11항에 있어서, 캐리어 (300)에 의약 포켓들 (4, 4', 4")을 캐리어 (300) 상에 안내하기 위한 안내 요소 (215)가 또한 있는 것을 특징으로 하는 방법.
- 제10항 내지 제12항 중 어느 한 항에 있어서, 시간 표시물 (350)이 마킹 부분 (18)과 정렬되도록 시간 표시물 (350)이 캐리어 (300) 상에 제공되는 것을 특징으로 하는 방법.
- 제13항에 있어서, 시간 표시물 (350)이 요일 표시물인 것을 특징으로 하는 방법.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 의약 포켓들 (4, 4', 4")이 의약 포켓의 주형 (7)으로부터의 단리에 의해 생성되는 것을 특징으로 하는 방법.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 하기의 추가적인 단계들을 포함하는 것을 특징으로 하는 방법:
i) 의약 포켓의 주형 (7)을 제공하고, 이때 의약 포켓의 주형 (7)이 의약 포켓들 (4, 4', 4")이 이로부터 단리에 의해 형성되는 구역들 (5)의 2개 이상의 인접한 열 (R)을 함유하고, 열 (R)에서 서로 이어지는 구역 (5) 상의 마킹 (3)이 서로 이어지는 마킹 부분들 (18) 내에서 제공되는 단계;
ii) 2개 이상의 인접한 열 (R)을 열 (R)을 분리하는 하나 이상의 분리선 (11)을 따라 서로 분리하고, 열 (R) 내에서 서로 이어지는 의약 포켓들 (4, 4', 4")을 함유하는 스트립(strip) (9)이 열 (R)의 개수에 상응하는 방식으로 형성되는 단계;
iii) 각각 형성된 스트립 (9) 내에 함유된 의약 포켓들 (4, 4', 4")을 각각의 개별적인 의약 포켓 (4, 4', 4")를 이의 스트립 (9)으로부터 떼어냄으로써 단리하는 단계; 및
iv) 점진적으로 하나의 의약 포켓 (4, 4', 4")에서 다음 의약 포켓 (4, 4', 4")로, 각각의 스택 (100) 내의 의약 포켓들 (4, 4', 4") 상의 각각의 마킹 (3)이 서로 이어지는 마킹 부분들 (18) 내에 배열되도록, 각각의 스트립 (9)의 단리된 의약 포켓들 (4, 4', 4")을 스태킹하여 각각의 스택 (100)을 형성시키는 단계. - 제16항에 있어서, 공정 단계 i)이 의약 포켓의 주형 (7)을 운반 방향 (22)으로 운반하는 것을 추가로 포함하고, 이때 2개 이상의 열 (R)이 운반 방향 (22)에 평행하게 인접하고, 구역들 (5)이 운반 방향으로 서로 이어지고, 분리선 (11)이 운반 방향 (22)을 따르며, 의약 포켓들 (4, 4', 4")이 운반 방향 (22)으로 서로 이어지는 것을 특징으로 하는 방법.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 스택 (100)이 28개의 의약 포켓들 (4, 4', 4")을 함유하는 것을 특징으로 하는 방법.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 스택 (100)이 캐리어 (300) 상에 배열되고 연결 요소 (200)에 의해 캐리어에 연결되는 것, 또는 의약 포켓들 (4, 4', 4")이 캐리어 (300) 상에 스태킹되고 연결 요소 (200)에 의해 캐리어에 연결되는 것을 특징으로 하는 방법.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 의약 웨이퍼 (2)를 함유하는 의약 포켓 (4, 4', 4")의 제2 의약 포켓 영역 (11)을 뜯어내기 위한 역할을 하는 절취선 (12)이 각각의 의약 포켓 (4, 4', 4") 내로 각각 도입되는 것을 특징으로 하는 방법.
- 제20항에 있어서, 마킹 (3)이 제2 의약 포켓 영역 (11) 내에 위치하는 것을 특징으로 하는 방법.
- 제16항 내지 제21항 중 어느 한 항에 있어서, 2개 이상의 인접한 열 (R)을 서로 분리하는 것이 절단에 의해 수행되는 것을 특징으로 하는 방법.
- 제16항 내지 제22항 중 어느 한 항에 있어서, 형성된 스트립 (9) 내에 함유된 의약 포켓들 (4, 4', 4")을 단리하는 것이 절단 또는 펀칭에 의해 수행되는 것을 특징으로 하는 방법.
- 제16항 내지 제23항 중 어느 한 항에 있어서, 의약 포켓의 주형 (7)이 시트인 것을 특징으로 하는 방법.
- 제24항에 있어서, 각각의 시트 (7)가 서로 이어지는 의약 포켓들 (4, 4', 4")의 서로 인접한 6개 또는 8개의 열 (R), 및 각각의 열 (R) 내의 서로 이어지는 7개의 의약 포켓들 (4, 4', 4")을 포함하는 것을 특징으로 하는 방법.
- 제16항 내지 제25항 중 어느 한 항에 있어서, 단리된 의약 포켓들 (4, 4', 4")을 스태킹하기 전에, 컷아웃(cutout) (16)이 의약 포켓 (4, 4', 4")에서 의약 포켓 (4, 4', 4")로 스택 (100) 내에서 증가식으로 더 커지도록, 그리고 모든 의약 포켓들 (4, 4', 4")에 걸쳐 봤을 때, 컷아웃 (16)의 계단-형상의 연속물이 스택 (100)에서 형성되도록, 가장자리 컷아웃 (16)이 각각의 경우에 추가적으로 의약 포켓들 (4, 4', 4")에 제공되는 추가적인 단계가 제공되는 것을 특징으로 하는 방법.
- 제1항 내지 제26항 중 어느 한 항에 있어서, 의약 웨이퍼 (2)가 피임 또는 호르몬 대체 요법에 사용하기 위해 고안된 것을 특징으로 하는 방법.
- 서로 이어지는 의약 포켓들 (4, 4', 4")의 2개 이상의 인접한 열 (R)을 포함하고, 각각의 의약 포켓 (4, 4', 4")에 마킹 가장자리 상에 마킹 가장자리에서 서로 옆에 배열된 다수의 마킹 부분들 (18) 중 하나 내에 마킹 (3)이 각각 있으며, 열 (R)에서 이어지는 의약 포켓들 (4, 4', 4") 상의 마킹 (3)이 서로 이어지는 마킹 부분들 (18) 내에 제공되도록 마킹 (3)이 의약 포켓의 주형 (7) 상의 각각의 의약 포켓 (4, 4', 4") 상에 제공되는, 의약 웨이퍼 (2)를 보관 및 제공하는 역할을 하는 의약 포켓들 (4, 4', 4")의 스택 (100)을 제조하기 위한 의약 포켓의 주형 (7).
- 제28항에 있어서, 7개의 마킹 부분 (18)이 각각의 마킹 가장자리 상에 위치하는 것을 특징으로 하는 의약 포켓의 주형 (7).
- 제28항 또는 제29항에 있어서, 7개의 의약 포켓 (4, 4', 4")가 각각의 열 (R)에 위치하는 것을 특징으로 하는 의약 포켓의 주형 (7).
- 제28항 내지 제30항 중 어느 한 항에 있어서, 의약 웨이퍼 (2)가 피임 또는 호르몬 대체 요법을 위한 의약을 함유하는 것을 특징으로 하는 의약 포켓의 주형 (7).
- 제28항 내지 제31항 중 어느 한 항에 있어서, 의약 포켓들 (4, 4', 4")에 각각의 경우에 가장자리에 그래픽 마크(graphic mark) (21)가 추가적으로 있는 것을 특징으로 하는 의약 포켓의 주형 (7).
- 의약 웨이퍼 (2)를 보관 및 제공하는 역할을 하는 의약 포켓들 (4, 4', 4")의 스택 (100)을 제조하기 위한 제28항 내지 제32항 중 어느 한 항에 따른 의약 포켓의 주형 (7)의 용도.
- i) 각각의 경우에 7개의 마킹 부분 (18)이 있는, 의약 웨이퍼 (2)를 함유하는 의약 포켓들 (4, 4', 4")의 스택 (100), 및 ii) 마킹 (3)이 이와 정렬되는 7개의 시간 표시물 (350)이 위에 배열되는 캐리어 (300)를 포함하는, 의약 웨이퍼 (2)를 보관 및 제공하기 위한 장치를 제조하기 위한 제28항 내지 제33항 중 어느 한 항에 따른 의약 포켓의 주형 (7)의 용도.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009008026.0 | 2009-02-06 | ||
| DE102009008028.7 | 2009-02-06 | ||
| DE102009008026A DE102009008026A1 (de) | 2009-02-06 | 2009-02-06 | Verfahren zur Herstellung eines Stapels von Arzneimitteltaschen, Arzneimitteltaschenvorlage zur Herstellung des Stapels sowie Verwendung der Arzneimitteltaschenvorlage |
| DE200910008028 DE102009008028A1 (de) | 2009-02-06 | 2009-02-06 | Verfahren zur Herstellung eines Taschenstapels von zur Aufbewahrung und Bereitstellung von Arzneimittelwafern dienenden Arzneimitteltaschen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20110116156A true KR20110116156A (ko) | 2011-10-25 |
Family
ID=42111357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020117018362A KR20110116156A (ko) | 2009-02-06 | 2010-02-03 | 의약 웨이퍼를 보관 및 제공하는데 사용되는 의약 포켓의 스택을 제조하는 방법, 상기 스택을 제조하기 위한 의약 포켓 주형, 및 의약 포켓 주형의 용도 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20110289888A1 (ko) |
| EP (1) | EP2393467A1 (ko) |
| JP (1) | JP2012516726A (ko) |
| KR (1) | KR20110116156A (ko) |
| CN (1) | CN102307554A (ko) |
| AU (1) | AU2010211258A1 (ko) |
| BR (1) | BRPI1008017A2 (ko) |
| CA (1) | CA2751429A1 (ko) |
| IL (1) | IL213968A0 (ko) |
| WO (1) | WO2010089091A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3135602A1 (de) * | 2015-08-25 | 2017-03-01 | Bayer Pharma Aktiengesellschaft | Blisterpackung |
| WO2017044568A1 (en) * | 2015-09-08 | 2017-03-16 | Accredo Health Group, Inc. | Medication dispensing system |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4534468A (en) | 1983-12-19 | 1985-08-13 | Nuckols Walter S | Calendar-oriented pill dispenser |
| DE8503564U1 (de) | 1985-02-09 | 1985-05-15 | Simon, Udo, 8500 Nürnberg | Vorrichtung zur Aufbewahrung und zeitlich veranlaßten Einnahme von Arzneimitteln |
| ATE155340T1 (de) | 1991-04-29 | 1997-08-15 | Berlex Lab | Vorrichtung zum halten von tabletten in blisterverpackungen |
| DE4134237C1 (en) | 1991-10-16 | 1993-04-15 | Udo 8500 Nuernberg De Simon | Appts. for removing pill from blister package |
| DE19516076A1 (de) | 1995-05-05 | 1996-11-07 | Parras Karl Heinz | Magazin für formfeste Medikamentenproben |
| DE19739438A1 (de) | 1997-09-09 | 1999-03-11 | Parras Karl Heinz | Verpackung für formfeste Medikamentenproben |
| DE19836100C2 (de) | 1998-08-10 | 2003-12-24 | Kasper & Richter Gmbh | Vorrichtung zur Aufbewahrung eines Arzneimittelbehälters |
| DE19850890A1 (de) | 1998-11-05 | 2000-05-11 | Thorsten Spielmann | Ausgabevorrichtung für Medikamente |
| DE19852602A1 (de) | 1998-11-14 | 2000-05-18 | Thomas Wagner | Vorrichtung und Verfahren zur Erinnerung an eine zeitgerechte Einnahme von Medikamenten |
| CA2297363A1 (en) | 2000-01-27 | 2001-07-27 | Michael Rubenstein | Pill dispenser with alarm |
| GB2368145A (en) | 2000-09-22 | 2002-04-24 | Dualmoor Ltd | Blister pack pill holder and reminder alarm |
| US6752272B2 (en) * | 2001-09-13 | 2004-06-22 | Mead Westvaco Corporation | Unit dose packaging system with exterior pocket feature |
| DE10159746B4 (de) | 2001-12-05 | 2006-05-18 | Lts Lohmann Therapie-Systeme Ag | Spendevorrichtung für flächenförmige Darreichungsformen |
| DE10213594A1 (de) | 2002-02-14 | 2003-09-04 | Udo Simon | Einrichtung zur Erfassung der Produktentnahme durch eine elektronische Vorrichtung aus einer Verpackungsanordnung |
| DE10217929A1 (de) | 2002-04-22 | 2003-11-06 | Sixp Ag | Vorrichtung zur Ausgabe von Tabletten |
| US20040148054A1 (en) * | 2003-01-24 | 2004-07-29 | Monty Schwartz | Method and system for packaging and dispensing medication |
| US6708826B1 (en) * | 2003-04-30 | 2004-03-23 | Warner-Lambert Company, Llc | Packaged supply of individual doses of a personal care product |
| US20060104910A1 (en) * | 2004-11-15 | 2006-05-18 | Keith Lerner | Over dosage indicating medicated film strip |
| DE102005032015A1 (de) | 2005-07-01 | 2007-01-04 | Schering Ag | Etui zur Aufnahme einer Arzneimittelpackung sowie deren Verwendung |
| DE102005048515A1 (de) | 2005-10-05 | 2007-04-12 | Schering Ag | Spender für feste Arzneimittelportionen und dessen Verwendung |
| DE102007037374B4 (de) * | 2007-08-06 | 2009-04-23 | Bayer Schering Pharma Aktiengesellschaft | Vorrichtung und Verwendung zum Aufbewahren und Bereitstellen von Arzneimittel-Wafern |
-
2010
- 2010-02-03 US US13/147,848 patent/US20110289888A1/en not_active Abandoned
- 2010-02-03 CN CN2010800069030A patent/CN102307554A/zh active Pending
- 2010-02-03 AU AU2010211258A patent/AU2010211258A1/en not_active Abandoned
- 2010-02-03 WO PCT/EP2010/000647 patent/WO2010089091A1/de active Application Filing
- 2010-02-03 KR KR1020117018362A patent/KR20110116156A/ko not_active Application Discontinuation
- 2010-02-03 BR BRPI1008017A patent/BRPI1008017A2/pt not_active Application Discontinuation
- 2010-02-03 JP JP2011548595A patent/JP2012516726A/ja active Pending
- 2010-02-03 CA CA2751429A patent/CA2751429A1/en not_active Abandoned
- 2010-02-03 EP EP10702625A patent/EP2393467A1/de not_active Withdrawn
-
2011
- 2011-07-07 IL IL213968A patent/IL213968A0/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| AU2010211258A1 (en) | 2011-09-08 |
| EP2393467A1 (de) | 2011-12-14 |
| WO2010089091A1 (de) | 2010-08-12 |
| JP2012516726A (ja) | 2012-07-26 |
| US20110289888A1 (en) | 2011-12-01 |
| CA2751429A1 (en) | 2010-08-12 |
| IL213968A0 (en) | 2011-08-31 |
| CN102307554A (zh) | 2012-01-04 |
| BRPI1008017A2 (pt) | 2016-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2648980B1 (en) | Packaging apparatus for medications | |
| US4429792A (en) | Medication-dispensing card | |
| US6681935B1 (en) | Method of providing a therapeutic regimen and prefabricated container therefor | |
| JP4446745B2 (ja) | 薬剤治療ブリスターカード | |
| JP2010516572A (ja) | 製品の一時貯蔵のためのブリスタパッケージング及び方法 | |
| JP2012250770A (ja) | 経口薬の受け渡し方法および梱包容器 | |
| US20040069674A1 (en) | Product packaging material for individual temporary storage of pharmaceutical products | |
| ES2832483T3 (es) | Envases dispensadores | |
| CN107922096A (zh) | 泡罩包装 | |
| US20080271417A1 (en) | Method of Manufacturing Packaging Comprising Pharmaceutical Products | |
| US20120048771A1 (en) | Device and use for storage and provision of medicament wafers | |
| TW200924734A (en) | Device and use for storage and provision of medicament wafers | |
| US10633128B2 (en) | Method and installation for producing a support for a product packaged in a unitary dose | |
| KR20110116156A (ko) | 의약 웨이퍼를 보관 및 제공하는데 사용되는 의약 포켓의 스택을 제조하는 방법, 상기 스택을 제조하기 위한 의약 포켓 주형, 및 의약 포켓 주형의 용도 | |
| JP4961499B1 (ja) | 特定日に服用する1回分の薬剤を収納するための包装体 | |
| US20130048663A1 (en) | Wafer pocket assembly to be inserted in a dispenser and dispenser for wafer pockets containing wafers | |
| GB2504489A (en) | A medication container having a removable information tab | |
| US12134490B2 (en) | System and method for blister packaging | |
| GB2480281A (en) | Holder for a blister pack forming a monitored dosage system | |
| KR20240023536A (ko) | 알약 패키지에 사용하기 위한 시트 및 시트로 형성된 파우치 | |
| JP6698295B2 (ja) | 医薬品包装用多目的シート及び医薬品包装用ケース基材 | |
| JP2002326639A (ja) | 薬袋ロール | |
| IE20090403U1 (en) | Dispensing system for medicament regime | |
| IES85909Y1 (en) | Dispensing system for medicament regime |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |