KR20080082505A - 캡슐화된 스테이터 조립체 및 그것을 제조하기 위한 방법 - Google Patents
캡슐화된 스테이터 조립체 및 그것을 제조하기 위한 방법 Download PDFInfo
- Publication number
- KR20080082505A KR20080082505A KR1020080021081A KR20080021081A KR20080082505A KR 20080082505 A KR20080082505 A KR 20080082505A KR 1020080021081 A KR1020080021081 A KR 1020080021081A KR 20080021081 A KR20080021081 A KR 20080021081A KR 20080082505 A KR20080082505 A KR 20080082505A
- Authority
- KR
- South Korea
- Prior art keywords
- stator
- sleeve
- encapsulated
- rotor
- stator assembly
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
- F16C32/04—Bearings not otherwise provided for using magnetic or electric supporting means
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
- F16C32/04—Bearings not otherwise provided for using magnetic or electric supporting means
- F16C32/0406—Magnetic bearings
- F16C32/044—Active magnetic bearings
- F16C32/0442—Active magnetic bearings with devices affected by abnormal, undesired or non-standard conditions such as shock-load, power outage, start-up or touchdown
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C32/00—Bearings not otherwise provided for
- F16C32/04—Bearings not otherwise provided for using magnetic or electric supporting means
- F16C32/0406—Magnetic bearings
- F16C32/044—Active magnetic bearings
- F16C32/047—Details of housings; Mounting of active magnetic bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C39/00—Relieving load on bearings
- F16C39/02—Relieving load on bearings using mechanical means
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/14—Casings; Enclosures; Supports
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/12—Casings or enclosures characterised by the shape, form or construction thereof specially adapted for operating in liquid or gas
- H02K5/128—Casings or enclosures characterised by the shape, form or construction thereof specially adapted for operating in liquid or gas using air-gap sleeves or air-gap discs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/52—Alloys based on nickel, e.g. Inconel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2208/00—Plastics; Synthetic resins, e.g. rubbers
- F16C2208/80—Thermosetting resins
- F16C2208/86—Epoxy resins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2300/00—Application independent of particular apparatuses
- F16C2300/40—Application independent of particular apparatuses related to environment, i.e. operating conditions
- F16C2300/42—Application independent of particular apparatuses related to environment, i.e. operating conditions corrosive, i.e. with aggressive media or harsh conditions
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/02—Casings or enclosures characterised by the material thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Magnetic Bearings And Hydrostatic Bearings (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
- Manufacture Of Motors, Generators (AREA)
- Transmission And Conversion Of Sensor Element Output (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
작동 동안 로터 샤프트를 지지하기 위해 자기 베어링을 사용하는 로터 및 스테이터 조립체는 사워 가스와 같은 부식 환경에 적합하게 사용될 수 있다. 로터 및 스테이터 조립체는 사워 가스 적용을 위해 NACE에 부합하는 자기 베어링 장치를 포함한다. 일 실시예는 자성 재료로 형성된 스테이터 슬리브(154)와, 상기 스테이터 슬리브(154)와 동축이고 비자성 재료로 형성된 슬리브 연장부(152)로서, 상기 슬리브 연장부는 상기 스테이터 슬리브(154)의 각 단부에 고정적으로 부착되고, 부착 지점은 열처리된, 상기 슬리브 연장부와, 비자성 재료로 형성되고 상기 슬리브 연장부(152)에 고정적으로 부착된 벽(70)으로서, 스테이터를 기밀하게 수용하여 상기 캡슐화된 스테이터 조립체(60)를 형성하도록 구성된, 상기 벽을 포함하는 캡슐화된 스테이터 조립체를 포함한다.
Description
본 발명은 자기 베어링(magnetic bearing)을 이용하고 부식 환경에서 사용될 수 있는 로터 및 스테이터 조립체, 및 자기 베어링을 제조하는 방법에 관한 것이다. 로터 및 스테이터 조립체는 터보팽창기, 펌프, 압축기, 전기 모터, 발전기와 오일 및 가스 산업용의 유사한 터보-기계류에 사용될 수 있다.
터보팽창기는 공급 가스 스트림의 압력을 감소시키는 장치이다. 그러한 작동에 있어서, 압력 감소 동안 유용한 일이 추출될 수 있다. 더욱이, 유출 스트림이 또한 터보팽창기로부터 생성될 수 있다. 이어서 이 유출 스트림은 분리기 또는 증류관(distillation column)을 통과하여 유출물은 중액 스트림(heavy liquid stream)으로 분류될 것이다. 터보팽창기는, 상대적으로 고가이고 전형적으로 반경방향 입구 및 축방향 출구를 갖는 하우징 내에 장착된 반경방향 유입 터빈 로터(radial inflow turbine rotor)를 포함하는 회전 설비를 이용한다. 터빈 로터는 로터에 고정된 샤프트를 통해 베어링 내에 회전가능하게 장착된다. 그러한 터보팽창기는 공기 분리, 천연가스 처리 및 이송, 팽창 공정으로부터 압력 감소 에너지의 회복, 관련 처리의 폐열로부터 열에너지 회복 등과 같은 것을 위해 아주 다양한 상이한 가스 스트림과 함께 사용될 수 있다. 일을 유도하거나 단순히 터보팽창기로부터 에너지를 방산하기 위한 수단으로서 압축기가 터보팽창기와 결합될 수 있다.
상술된 터보팽창기 또는 압축기와 같은 터보기계류에 있어서 로터 샤프트를 지지하기 위해 사용될 수 있는 3가지 주요 타입의 베어링이 존재한다. 다양한 타입의 베어링은 자기 베어링, 롤러-요소 베어링 및 유체-필름 베어링을 포함한다. 자기 베어링은 전자기력을 사용하여 움직이는 샤프트를 위치결정 및 지지한다. 샤프트는 돌거나(회전하거나) 또는 왕복운동(선형 병진)할 수 있다. 대조적으로, 유체-필름 및 롤러-요소 베어링은 로터 샤프트와 직접적으로 접촉하고, 전형적으로 오일과 같은 유체계 윤활제를 필요로 한다.
자기 베어링은 유체 필름 베어링 및 롤러-요소 베어링에 비해 우수한 성능을 제공한다. 자기 베어링은 대체로 보다 낮은 저항 손실, 보다 높은 강성과 댐핑 특성 및 적당한 부하 용량을 갖는다. 추가하여, 다른 타입의 베어링과 달리, 자기 베어링은 윤활을 필요로 하지 않고, 따라서 복잡성을 추가하고 프로세스 오염의 위험을 포함하는 오일, 밸브, 펌프, 필터, 냉각기 등을 제거한다.
로터 및 스테이터 조립체용의 전형적인 자기 베어링 장치에 있어서, 복수의 전자기 코일을 포함하는 스테이터는 강자성 재료로 형성된 로터 샤프트를 둘러싼다. 로터를 반경방향으로 둘러싸기 때문에 자기 레이디얼 베어링(radial bearing) 으로서 언급되는 전자기 코일 각각은 로터 샤프트를 끌어 당기는 경향이 있는 자계를 생성한다. 로터 샤프트 조립체는 로터 샤프트 둘레의 적당한 위치에서 스테이터 내측에서 이들 능동 자기 레이디얼 베어링에 의해 지지된다. 특정 자석의 코일 내의 전류의 양을 변화시킴으로써, 로터가 자석 사이에 중심설정되어 유지되도록 인력이 제어될 수 있다. 스테이터 내의 센서는 로터를 둘러싸고 중심설정된 위치로부터의 로터의 편차를 측정한다. 디지털 프로세서는 센서로부터의 신호를 사용하여 자석 사이에 로터를 중심설정하기 위해 자석 내의 전류를 어떻게 조정할 것인가를 결정한다. 샤프트 위치 검출, 데이터 처리, 코일 내의 전류 조정의 사이클은 초당 25,000번까지의 속도로 행해질 수 있다. 로터는 자석과의 접촉 없이 공간에 "떠있기" 때문에, 어떠한 종류의 윤활도 필요하지 않다.
자기 베어링이 여기되지 않을 때 샤프트를 지지하기 위해 시일(seal) 뿐만 아니라 마찰-방지 베어링이 로터 샤프트의 각 단부에 설치될 수 있다. 이것은 로터 샤프트와 스테이터의 레이디얼 자기 베어링 사이의 임의의 접촉을 피한다. 이들 보조 또는 "백업" 베어링은 대체로 건조하고, 윤활되며 정상 작동 동안 하중을 받지 않은 상태로 유지된다.
오일 및 가스 산업에 있어서, 로터 및 스테이터 조립체는 냉각제로서 또한 작용할 수 있는 프로세스 가스 내에서 작동할 수 있다. 프로세스 가스는 전형적으로 약 10바아 내지 약 200바아 압력의 천연 가스이다. 불행하게도, 천연 가스는 높은 정도의 오염물질을 가질 수 있다. 이들 오염물질은 황화 수소(H2S), 물, CO2, 오일 및 다른 것들과 같은 부식제를 포함할 수 있다. 최악의 경우에, 물과 H2S의 조합은 보다 부식성이 강한 가스인 액체 사워 가스(wet sour gas)로 불리는 것으로 이어진다. 자기 베어링은 베어링 구성요소에 있어서의 수용가능한 온도를 유지하기 위해 전형적으로 냉각을 필요로 한다. 냉각제로서 직접적으로 프로세스 가스를 사용하는 것은 시일없는 시스템(seal-less system)을 가능하게 하는 데에 있어서 상당한 장점을 제공하고, 이것은 버퍼 가스(상류측 오일 및 가스 적용에서 대체로 이용가능하지 않음)에 대한 필요성을 제거하고 설치된 터보-기계류의 안전 및 작동성을 향상시킨다. 하지만, 상기 오염물질을 함유하는 처리 가스 환경에서의 자기 베어링 조립체의 냉각 및 따라서 그것의 사용은 자기 베어링의 취약한 구성요소에 상당한 위험을 나타낸다.
미국 부식 공업회(National Association of Corrosion Engineers)(NACE) 표준 MR0175, "오일 분야 설비를 위한 황화 응력 부식 크래킹 저항성 금속 재료"는 사워 가스 환경에서 사용되는 기계류의 양호한 유효 수명을 제공하기 위해 필요한 적합한 재료, 열 처리 상태 및 경도 수준을 상세하게 설명하는 오일 및 가스 산업에 있어서 광범위하게 사용되는 표준이다. NACE에 부합하는 재료 또는 구성요소는 NACE에 부합하지 않는 재료가 사워 가스 및/또는 액체 사워 가스에 노출될 때 발생할 수 있는 것과 같은 부식에 상당히 저항적이다. 예를 들어, NACE에 부합하는 용접은 대체로 보통 부식에 대한 민감성에 공헌을 하는 임의의 용접 응력을 제거하기 위해 용접후 열처리 공정을 필요로 한다. 현재, 오일 및 가스 산업에 사용되는 것 으로서 NACE에 완전히 부합하는 자기 베어링 시스템은 없다.
로터 샤프트 조립체가 작동 동안 사워 가스 환경에 노출될 수 있는 몇몇 구성요소를 포함하기 때문에 NACE에 부합하는 것이 바람직하다. 다른 것들 중에서 이들은 로터 샤프트 자체, 로터 샤프트 둘레의 자기 로터 적층체 및 로터-랜딩 슬리브(rotor-landing sleeve)를 포함한다. 부식제에 대한 민감도의 예로서, 만약 로터 적층체가 액체 사워 가스에 노출되면, 전형적으로 수소 취약화 및 응력-관련 부식 크래킹으로 인해 고장나는 것이 발견되었다. 응력 관련 부식 크래킹은 전형적으로 자기 로터 적층체가 로터 샤프트 상으로 수축-끼워맞춤되는 펀칭(punching)으로서 제조되기 때문에 문제이다. 작동 속도에서 동작 동안, 이들 구성요소는 수축-끼워맞춤 응력 및 그것들 상에 전해지는 반경방향 힘으로 인해 상대적으로 높은 기계적 응력을 받는다.
로터 및 샤프트 조립체에 사용되는 현재의 자기 베어링 시스템의 다른 결점은 로터 샤프트 및/또는 로터 적층체의 구성에 전형적으로 사용되는 스틸 합금(steel alloy)와 관련된다. 사워 가스에 가장 저항적인 스틸 합성물의 선택은 대체로 열등한 자기 특성을 갖는다. 이 때문에, 로터 샤프트 상에 있어서의 높은 전자기 손실은 1.00 W/cm2(6.45 W/in2)을 초과하는 열 부하로 귀착된다. 열 부하로부터의 높은 온도에의 노출은 사워 가스 부식에 대한 스틸의 저항을 낮출 수 있다. 열 부하를 최소화하기 위해 구성요소의 크기를 증가시키는 것은 비용 및 보다 큰 구성요소와 관련된 풋프린트(footprint) 면에서 실용적이지 않다.
로터 샤프트 및 적층체에 추가하여, 로터 샤프트 조립체는 전형적으로 로터 샤프트의 각 단부 상으로 수축-끼워맞춤된 로터 랜딩 슬리브를 포함한다. 이 랜딩 슬리브는 로터의 랜딩의 경우에 롤러-요소 백업 베어링의 내륜과 맞물리고, 그 동안에 자기 베어링은 작동하지 않으며 백업 베어링은 후속하는 중단 절차 동안 로터를 지지한다. 현재, 로터 랜딩 슬리브는 NACE에 부합하지 않는 재료로 형성되고, 따라서 사워 가스 환경에서 부식하기 쉽다.
자기 베어링 스테이터는 로터 조립체를 공중 부양시키기 위한 자계의 공급원(source)을 제공하는 고정 구성요소이다. 공기 갭(gap)은 로터 샤프트로부터 스테이터를 분리한다. 자계 강도 및 공중 부양력을 최대화하기 위해, 이 공기 갭은 로터 샤프트와 스테이터 사이의 기계적 간극 요건을 만족시키면서 가능한 한 작게 만들어진다. 갭 사이즈는 전형적으로 밀리미터 분수의 차수이다. 만약 갭이 증가되면, 스테이터 내의 코일은 로터를 공중 부양시키기 위해 더 많은 전류를 필요로 하거나, 또는 스테이터의 직경 또는 축방향 길이는 증가되어야 하며, 이 모든 것들은 전체 스테이터 크기를 증가시킨다. 만약 스테이터 크기가 제한되어 증가될 수 없는 경우, 공기 갭이 기계적 간극에 의해 요구되는 것보다 크다면 공중 부양력은 감소된다.
현재의 스테이터는 캡슐화되거나 또는 비캡슐화된다. 캡슐화된 스테이터의 경우에, 스테이터는 프로세스 환경으로부터 스테이터 구성요소를 "보호할 수 있다". 현재의 스테이터는 대체로 단부에서 접합된 동일 재료의 2개의 동심 튜브로 구성된다. 이 관형 캔 섹션(can section)은 스테이터와 로터 샤프트 사이의 갭 내 에 위치될 수 있다. 만약 캔 재료가 비자성이면, 필요한 기계적 간극의 상부 상에 부가적인 자기 갭을 추가하고, 이것은 베어링 용량을 감소시킨다. 베어링 용량을 유지하기 위해, 관형 캔 섹션의 재료는 자성이도록 선택될 수 있다.
현재의 실시에 있어서, 스테이터 캔 섹션은 자성의 NACE에 부합하는 합금[전형적인 예는 17-4 석출 경화(precipitation hardened)(PH) 스테인리스 스틸과 같이 15-18wt% 크롬, 3-5w% 니켈 및 3-5w% 구리 함유량을 갖는 크롬-니켈 함급이다]으로부터 조립되어 함께 용접된다. 용접은 보통 NACE에 완전히 부합하기 위해 600℃를 초과하는 온도에서 용접후 열처리를 필요로 한다. 하지만, 캡슐화된 전기 스테이터 구성요소 및 현재의 제조 방법의 온도 한계로 인해, 열처리는 불가능하다. 따라서, 용접은 현재의 NACE에 부합하지 않고, 사워 가스에의 노출 등으로부터 부식 및 고장하기 쉽다. 더욱이, 전력 및 계기 와이어 뿐만 아니라 센서와 같은 스테이터의 몇몇 구성요소는 캡슐화될 수 없어 프로세스 가스 환경에 노출된다.
이제 종래 기술 도 1을 참조하면, 로터 샤프트를 지지하는 다수의 자기 베어링을 갖는 로터 및 스테이터 조립체를 포함하는, 대체로 참조번호(10)로 지시되는 예시적인 터보 팽창기-압축기 시스템이 도시된다. 시스템(10)은 로터 샤프트(20)를 지지하는 다수의 자기 베어링(18)을 둘러싸는 하우징(16)의 대향 단부에 터보 팽창기(12) 및 압축기(14)를 포함한다.
각각의 자기 베어링(18)은 로터 샤프트(20) 둘레에 배치된 스테이터(22)를 포함한다. 스테이터(22)는 자계를 제공하도록 배치된 스테이터 자극, 스테이터 적층체, 스테이터 권선(도시되지 않음)을 포함한다. 로터 샤프트(20) 상에 로터 적 층체(24)가 고정되고, 각 로터 적층체는 각 스테이터(22)와 정렬되고 자기적으로 연통하도록 배치된다. 적당하게 여기되면, 스테이터(22)는 로터 샤프트(20)의 공중 부양 및 반경방향 배치를 제공하도록 로터 적층체(24)를 끌어당기기에 효과적이다. 예시된 시스템(10)은 자성 로터 스러스트 디스크(magnetic rotor thrust disk)(30)에 대해서 작용함으로써 축방향으로 로터 샤프트(20)를 정렬하기 위해 추가의 축방향 자기 베어링(26, 28)을 더 포함한다. 롤러-요소 백업 베어링(32)은 로터 샤프트의 각 단부 근처에 배치되고, 자기 베어링이 작동하지 않거나 또는 시스템(10)이 오프 상태(off state)일 때 로터 샤프트(16) 상에 배치된 로터 랜딩 슬리브(34)와 결합하도록 위치된다. 시스템(10)이 축방향 또는 스러스트 하중을 수용하도록 구성되면, 슬리브(34)의 폭은 임의의 축방향 이동을 수용하도록 증가된다.
백업 베어링(32)은 전형적으로 롤러-요소 베어링으로 제조된다. 그러한 베어링에 있어서, 내륜 및 외륜은 낮은 마모 및 긴 베어링 수명을 달성하기 위해 높은 경도[전형적으로 HRC 40(로크웰 C-스케일 경도)을 초과]의 스틸 합금을 필요로 한다. 하지만, 스틸 합금에 있어서, 높은 경도 및 부식 저항의 특성은 모순된 요건이다. 결과적으로, 현재의 내륜 및 외륜은 NACE 부식 요건을 만족하지 않는 고경도 스틸 합금으로 제조된다.
시스템(10)은 제어기 유닛(도시되지 않음)과 전기적으로 연통하는 전력 및 계기 와이어(38) 뿐만 아니라 참조번호(36)로 표시된 복수의 센서를 더 포함한다. 센서(36)는 전형적으로 로터 샤프트(20) 상에 있어서의 축방향 및 반경방향 불연속 을 감지하기 위해 채용되어, 샤프트를 따른 반경방향 및 축방향 변위는 로터 샤프트(20) 상에 바람직한 자성 공중 부양력을 생성하도록 제어기 유닛을 통해 감시될 수 있다.
종래 기술 도 2는 예시적인 로터 및 스테이터 조립체(50)의 부분 횡단면도를 예시한다. 로터 및 스테이터 조립체(50)는 로터 샤프트(56)에 부착된 로터 적층체(54)를 포함하는 로터 샤프트 조립체(52)를 포함한다. 캡슐화된 스테이터 조립체(60)는 로터 샤프트 조립체(50)를 둘러싸고, 스테이터 프레임(62), 전도성 권선(66)에 싸여진 자성 스테이터 적층체(62) 및 스테이터 슬리브(68)를 포함한다. 스테이터 슬리브(68)는 대체로 0.05 내지 5.0밀리미터(mm) 범위의 두께를 갖는다. 캡슐화된 스테이터 조립체(60)는 대체로 약 1센티미터 두께인 벽(70)과 스테이터 슬리브(68)에 의해 형성된 기밀하게 밀봉된 캔을 포함한다. 캔은 여러 인터페이스(72)에서 용접된 다수의 섹션으로부터 형성된다. 이들 용접은 NACE에 부합하지 않는다. 도시되지 않은 다른 스테이터 구성요소는 스테이터 슬롯, 자극, 센서와 전력 및 계기 와이어이다. 공기 갭(80)은 스테이터 조립체(60)로부터 로터 샤프트 조립체(52)를 분리한다. 작동시, 로터 샤프트(56)는 스테이터 조립체(60)에 의해 생성된 자계에서 공중 부양한다.
부식 환경에서 자기 베어링 시스템을 이용하는 로터 및 스테이터 조립체의 증가하는 사용을 가정하면, 현재의 자기 베어링의 상술된 결점을 극복하고자 하는 증가하는 필요성이 존재한다.
부식 저항 스테이터 조립체 및 그것을 제조하기 위한 방법이 본 명세서에 개시된다. 일 실시예에 있어서, 스테이터 조립체는 자성 재료로 형성된 스테이터 슬리브와, 스테이터 슬리브와 동축이고 비자성 재료로 형성된 슬리브 연장부(sleeve extender)로서, 상기 슬리브 연장부는 상기 스테이터 슬리브의 각 단부에 고정적으로 부착되고, 부착 지점은 열처리된, 상기 슬리브 연장부와, 비자성 재료로 형성되고 상기 슬리브 연장부에 고정적으로 부착된 벽으로서, 스테이터를 기밀하게 수용하여 캡슐화된 스테이터 조립체를 형성하도록 구성된, 상기 벽을 포함한다.
다른 실시예에 있어서, 스테이터 조립체는 스테이터 슬리브와, 슬리브와 자기적으로 연통하는 전도성 권선 내에 싸여진 자기 스테이터 적층체와, 스테이터 슬리브, 자기 스테이터 적층체 및 그 조합 상에 형성된 배리어층을 포함한다.
캡슐화된 스테이터 조립체를 형성하는 방법은 비자성 재료로 형성된 스테이터 슬리브 연장부를 자성 재료로 형성된 스테이터 슬리브에 용접하고 이어서 용접 응력을 제거하기에 효과적인 온도에서 용접된 스테이터 슬리브 연장부 및 스테이터 슬리브를 열처리하는 단계와, 스테이터 전자기 구성요소를 스테이터 슬리브에 부착하는 단계와, 비자성 재료로 형성된 하우징을 스테이터 슬리브 연장부에 용접하는 단계를 포함하고, 하우징은 스테이터 전자기 구성요소를 캡슐화하여 기밀하게 밀봉하도록 구성된다.
본 명세서에 개시된 구성요소 및 방법의 특징 및 장점은 이하의 도면과 상세한 설명 및 그것에 포함된 예를 참조하여 보다 용이하게 이해될 것이다.
이하의 도면은 예시의 목적인 것으로서, 유사한 요소는 유사하게 번호가 부여된다.
본 발명에 따르면 부식 환경에서 사용될 수 있는 캡슐화된 스테이터 조립체 및 그것을 제조하는 방법이 제공된다.
본 발명은 부식 환경에서 사용하기에 적당한 자기 베어링을 포함하는 로터 및 스테이터 조립체와, 자기 베어링을 조립하는 방법을 제공한다. 자기 베어링 조립체는 몇몇 적용에 바람직한 바와 같이 완전히 NACE에 부합하도록 제조될 수 있다. 예를 들어, NACE에 부합하는 로터 샤프트 조립체는 자성 스틸 로터 샤프트 및 로터 적층체를 배리어 필름(barrier film)으로 코팅함으로써 달성된다. 캡슐화된 스테이터 조립체를 채용하는 자기 베어링 시스템에 대해, NACE에 부합하는 스테이 터 캔은, 함께 용접될 때 상이한 재료 사이의 접합점에서만 열처리를 필요로 하는, 캡슐화를 위해 자성 및 비자성 재료의 조합을 사용하여 달성된다. 유사하게, 전력 및 계기 와이어 뿐만 아니라 로터 랜딩 슬리브와 백업 베어링의 내륜 및 외륜은 아래에서 더 상세하게 설명될 특수 재료를 사용함으로써 NACE에 부합하게 제조될 수 있다.
터보팽창기는 예시적인 예로서 사용되지만, 본 명세서에 개시된 부식 환경을 위한 자기 베어링은 축방향 베어링 및 예를 들어 펌프, 압축기, 모터, 발전기 및 다른 터보 기계류와 같은 자기 베어링의 다른 구현 형태에 유용하다.
도 3은 자기 베어링의 로터 조립체를 사워 가스 및 액체 사워 가스 환경과 같은 부식 환경에서 사용하기에 적합하도록 하기 위한 일 실시예를 예시한다. 로터 샤프트 조립체(100)는 로터 샤프트(102), 샤프트 둘레에 배치된 로터 적층체(104) 및 로터 랜딩 슬리브(rotor landing sleeve)(108)를 포함한다. 배리어 층(barrier layer)(106)은 로터 샤프트 조립체의 모든 노출된 표면 상에 배치되는 것으로 도시된다. 최적 실시예에 있어서, 배리어 층은 로터 샤프트 조립체의 선택된 표면 상에 형성된다. 예를 들어, 배리어 층은 가장 부식하기 쉬운 로터 조립체의 선택된 영역 상에 형성될 수 있다. 이것들은 로터 샤프트, 로터 적층체 또는 집합적으로 로터 적층체를 형성하기 위해 사용된 펀칭(punching)부의 선택된 영역을 포함한다. 일 실시예에 있어서, 배리어 층은 부식 저항을 갖지 않거나 또는 낮은 부식 저항만을 갖는 것으로 알려진 규화철(iron-silicon)(FeSi)로 제조된 적층체를 포함하는 로터에 도포된다. 17-4 PH 스테인리스 스틸과 같이 NACE에 부합하 는 합금은 대체로 본래 부식에 저항성이 있기 때문에 중합체 표면 코팅을 필요로 하지 않는다.
선택적으로, 프라이머 코트(primer coat)가 배리어 층의 도포 전에 도포될 수 있다. 프라이머 층의 구체적인 두께는 선택된 배리어 재료의 타입에 좌우될 것이지만, 대체로 자기 베어링이 배치되는 특정 환경에서 사용하기에 효과적이도록 선택되어야 한다. 중합체 조성 및 의도된 적용에 기초하여 층의 두께를 최적화하는 것은 당업자에게 잘 알려져 있다.
부식 환경에서 로터 샤프트(100)를 보호하기 위한 배리어 층(106)을 형성하기에 적당한 재료는 여러 완전히 불소화된[즉, 과불소화된(perfluorinated)] 또는 부분적으로 불소화된 중합체를 포함하지만, 이에 한정되지는 않는다. 적합한 완전히 불소화된 중합체는 폴리테트라플루오로에틸렌(PTFE), 및 퍼플루오로알콕시-테트라플루오로에틸렌 공중합체(PFA), 불소화된 에틸렌-프로필렌 공중합체(FEP) 등을 포함한다. PFA는 테트라플루오로에틸렌[CF2=CF2]과 퍼플루오로알킬 비닐 에테르[F(CF2)nCF2OCF=CF2]의 공중합체이다. 결과로서 얻어지는 공중합체는 PTFE의 전형적인 탄소-불소 백본 사슬(backbone chain)과 퍼플루오로알콕시 측쇄를 포함한다. 배리어층으로 적합한 PFA의 일 특정 형태는 테트라플루오로에틸렌-퍼플루오로메틸비닐에테르 공중합체(MFA)이다. 부분적으로 불소화된 중합체로는 에틸렌-클로로트라이플루오로에틸렌 공중합체(ECTFE), 에틸렌-테트라플루오로에틸렌 공중합체(ETFE) 및 폴리비닐리덴 플루오라이드(PVDF)를 포함한다.
휘트포드 코포레이션(Whitford Corporation)사에 의해 상표명 XylanTM으로 판매되는 플루오로중합체와 듀폰(Dupont)사에 의해 판매되는 TeflonTM 및 Teflon-STM의 조합 또한 유용한 배리어 층 재료이다. XylanTM 코팅은 부분적으로 PTFE, PFA 및 FEP를 포함한다. TeflonTM 코팅은 부분적으로 PTFE, PFA, FEP 및 ETFE 플루오로카본 수지를 포함한다. Teflon-STM은 증가된 경도 및 연마 저항성 또는 다른 바람직한 특성을 제공하는 결합 수지를 함유하는 플루오로카본 코팅의 다른 관련 족(related family)이다.
배리어 층을 형성하는 데에 있어서 유용한 다른 유기성 재료는 분말 에폭시, 충전 에폭시, 충전 실리콘 및 충전 PPS(polyphenylene sulfide)를 포함한다. 대표적인 열경화성 에폭시 분말 코팅은 3M 코포레이션(3M Corporation)사로부터의 ScotchkoteTM 134 및 ScotchkoteTM 6258을 포함하지만, 이에 한정되지는 않는다.
ScotchkoteTM 134 융합 에폭시 코팅(FBEC)은 다이(4-하이드록시페놀)아이소프로필리덴 다이글리시딜 에테르-다이(4-하이드록시페놀)아이소프로필리덴 공중합체를 일부분 포함하는 일액형(one part), 열-경화가능한, 열경화성 에폭시 코팅이다. ScotchkoteTM 6258 융합 에폭시 코팅(FBEC)은 다이(4-하이드록시페놀)아이소프로필리덴 다이글리시딜 에테르-다이(4-하이드록시페놀)아이소프로필리덴 공중합체와 에피클로로하이드린-o-크레졸-포름알데하이드 중합체의 혼합물을 일부분 포함하 는 일액형, 열-경화가능한, 열경화성 에폭시 코팅이다. ScotchkoteTM 134 및 ScotchkoteTM 6258은 선택적으로 25.4 마이크로미터(1밀) 페놀계 프라이머 코트 위에 건조 분말로서 도포되며 150℃ 내지 250℃의 온도에서 최대 30분동안 254 내지 381 마이크로미터(10 내지 15밀)의 두께로 열경화된다.
도 3의 배리어 층(106)을 형성하기에 유용한 또 다른 재료는 산화물, 인산염 및 크롬산염의 전환 코팅(conversion coating)을 포함하고, 보다 구체적으로 서메테크(Sermatech)사에 의해 상표명 SermalonTM, SermaloyTM, SermagardTM 및 SermatelTM로 판매되는 전환 재료를 포함한다.
SermalonTM 코팅 시스템은 알루미늄-충전 크롬산염/인산염 결합 코트, 중고온 중합체 억제 코팅 및 PTFE 함침 톱코트(impregnated topcoat)를 포함한다. 코팅 두께는 100 내지 150마이크로미터의 범위이다. SermaloyTM는 실리콘-풍부 외부 층을 갖는 금속간 니켈 알루미나이드이다. SermatelTM은 금속-세라믹 합성물을 형성하는 금속에 접착하는 무기성 코팅의 족이다. SermagardTM은 세라믹 결합제를 갖는 수성 알루미늄 코팅이다.
중합체 배리어 층(106)의 두께는 2마이크로미터 내지 600마이크로미터(0.079밀 내지 23.6밀)의 범위일 수 있다.
중합체 배리어 층(106)은 액체 분산 또는 분말의 형태로 기재(즉, 로터 조립 체의 모든 표면 또는 선택된 표면)에, 선택적으로 프라이머 층 위에 도포될 수 있다. 물 또는 용제 현탁액 내에 중합체 재료를 포함하는 액체 분산물은 스프레이 및 베이크 코팅 공정(bake coating process)에서 도포될 수 있고, 그 공정에서 액체 분산물은 분산물 내에 함유된 중합체 재료의 용융점 이상으로 이어서 가열하기 위해 기재 상으로 분무된다. 분말 형태로 중합체 재료를 도포하는 알려진 방법은 예를 들어 정전기 건(electrostatic gun), 정전기 유체 베드(electrostatic fluidized bed) 또는 플록킹 건(flocking gun)을 사용하여 기재 상으로 분말을 분무하는 것을 포함한다. 다른 예에 있어서, 분말은 중합체 재료의 용융점 이상으로 가열된 기재 상으로 분무되어 코팅을 형성할 수 있고, 이것은 또한 용사(thermal spray)로 언급된다. "로터라이닝(rotolining)"으로 알려진 공정으로 코팅을 적용하는 것이 또한 알려져 있고, 이 공정에 있어서는 기재가 회전하여 기재 상에 이음매 없는 코팅을 형성하는 동안 기재 및 분말은 중합체 재료의 용융점 이상으로 예를 들어 오븐에서 가열된다.
전술한 바와 같이, 배리어 층(106)은 로터 샤프트 조립체(100)의 적어도 하나의 노출된 선택 표면에 적용되고, 노출된 선택 표면은 로터 적층체(104), 로터 샤프트(102), 로터 랜딩 슬리브(108), 다른 로터 조립체 표면 또는 완전히 조립된 로터(100)에 의해 형성된 하나 이상의 표면을 포함할 수 있다. 목적은 사워 가스에 노출시 일어날 수 있는 것과 같은 부식을 억제하는 보호 코팅 내에 로터 조립체의 일부를 또는 로터 조립체 전체를 캡슐화하는 것이다.
로터 샤프트 조립체의 구성요소는 전형적으로 자성 스틸로 형성된다. 일 실 시예에 있어서, 로터 적층체는 규화철 재료(FeSi)로 제조되고, 중합체 배리어 코팅이 그 위에 배치된다.
다른 실시예에 있어서, 로터 적층체는 니켈계 합금의 전체 중량에 기초하여 40-90wt%(중량 퍼센트) 니켈을 함유하는 수소 저항성 니켈계 합금을 포함하는 배리어 층으로 클래딩(cladding)된다. 여기에서, "X-Y wt%"는 "X wt% 내지 Y wt%"를 의미하고, X 및 Y 는 숫자이다. 구체적으로, 수소 저항성 니켈계 합금은 니켈계 합금의 전체 중량에 기초하여 약 56wt% 니켈, 약 2.5wt% 코발트, 약 22wt% 크롬, 약 13wt% 몰리브덴, 약 3wt% 텅스텐, 약 3wt% 철, 약 0.5wt% 망간, 약 0.08wt% 실리콘, 약 0.35wt% 바나듐 및 약 0.010wt% 탄소를 함유하는, 헤인즈 인터내셔널(Haynes International)사로부터의 HASTELLOY® C22®이다.
다른 실시예에 있어서, 로터 샤프트는 타입 17-4PH 스테인리스 스틸 합금의 자성 스틸, 석출 경화 마텐자이트 스테인리스 스틸(precipitation hardened martensitic stainless steel)의 전체 중량에 기초하여 10-20wt% 크롬을 함유하는 석출 경화 마텐자이트 스테인리스 스틸로 형성되고, 구리 및 니오브 첨가물을 더 함유한다. 보다 구체적으로, 석출 경화 마텐자이트 스테인리스 스틸은 석출 경화 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 약 16.5wt% 크롬, 약 4.5wt% 니켈, 약 3.3wt% 구리 및 약 0.3wt% 니오브를 함유한다. 자성 스틸의 사용은 컴팩트(compact)한 치수를 갖는 로터 샤프트의 구성을 가능하게 한다. 로터 적층체 상의 중합체 배리어 층 또는 선택적인 HASTELLOY® C22®코팅은 사워 가스에 노출 등으 로부터의 부식에 대한 추가의 저항성을 제공한다. 하지만, 타입 17-4PH 합금과 같은 사워 가스 저항성 합금의 사용은 예를 들어 규화철 합금(FeSi)과 비교하여 로터의 자기 특성에 악영향을 주고, 따라서 전자기적 손실을 증가시킨다. 이것은 특히 미국 석유 협회(American Petroleum Institute)에 의해 요구되는 조립된 기계의 주위 공기 시험 동안 상당한 문제를 나타낸다. 주위 공기는 상당히 낮은 압력 따라서 가압된 프로세스 가스보다 낮은 냉각 용량을 갖는다. 추가하여, 그것의 열적 및 운송 특성은 여러 프로세스 가스보다 열등하고, 이것은 가압된 처리 가스와 비교하여 그것의 냉각 용량을 더 감소시킨다. 이것을 보상하는 하나의 방법은 노출된 면적을 증가시키기 위해 로터 크기를 증가시키는 것이고, 따라서 로터 표면 열속(heat flux)를 감소시키며 냉각 용량을 증가시키는 것이다. 하지만, 이것은 의도된 적용에 있어서 자기 베어링의 인력을 감소시킨다. 만약 로터 치수가 증가되지 않으면, 결과로서 얻어지는 로터는 1W/cm2(6.45W/in2)을 초과하는 로터 표면 열속을 가질 것이다. 만약 주위 공기에서 시험되면, 이것은 용이하게 적층된 로터 절연 재료 성능을 초과하는 과도한 열 상승으로 귀착될 수 있다. 이들 모든 단점은 베어링 구성요소의 수용가능한 온도를 유지하기에 충분히 상승된 압력 및/또는 충분히 낮아진 온도에서 공기 또는 (질소와 같은) 다른 가스 내에서 조립된 기계를 시험함으로써 피할 수 있다. 필요한 압력 및 온도의 정밀한 조합은 설계에 종속적이고, 적당하게 선택될 시험 조건에서 예측되는 로터 손실의 지식을 필요로 한다. 웨스턴 일렉트릭 컴퍼니(Western Electric Company)사의 PERMALLOYTM 및 앨리게이니 러들럼 코포레이션(Allegheny Ludlum Corporation)사로부터의 MOLY PERMALLOYTM와 같은 17-4PH 합금이 아닌 합금, 저탄소 마텐자이트 스테인리스 스틸 또는 유사한 재료 또한 로터 적층체를 제조하기 위해 사용될 수 있다. PERMALLOYTM 및 MOLY PERMALLOYTM는 합금의 전체 중량에 기초하여 약 80wt% 니켈, 약 14wt% 철, 약 4.8wt% 몰리브덴, 약 0.5wt% 망간 및 약 0.3wt% 규소를 함유한다. 저탄소 마텐자이트 스테인리스 스틸은 저탄소 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 약 11.5-17.0wt%크롬, 약 3.5-6.0wt% 니켈 및 0.060wt% 이하의 탄소를 함유한다.
다른 실시예에 있어서, 도 3에 도시된 바와 같은 로터 랜딩 슬리브(108)는 코발트게 초합금 스틸의 전체 중량에 기초하여 40-70wt% 코발트를 함유하는 코발트계 초합금 스틸로 형성된다. 코발트계 초합금 스틸의 사용은 유리하게도 로터 랜딩 슬리브를 NACE에 부합하게 만든다. 보다 구체적으로, 적합한 코발트계 초합금 스틸은 헤인즈 인터네셔널 코포레이션사에 의해 상표명 ULTIMET®로 판매되는 코발트계 초합금 스틸을 포함하지만, 이것에 제한되지는 않고, 이 코발트계 초합금 스틸은 코발트계 초합금 스틸의 전체 중량에 기초하여 약 54wt% 코발트, 약 26wt% 크롬, 약 9wt% 니켈, 약 5wt% 몰리브덴, 약 3wt% 철, 약 2wt% 텅스텐, 약 0.8wt% 망간, 약 0.3wt% 규소, 약 0.8wt% 질소 및 약 0.06wt% 탄소를 함유한다. 다른 적합한 코발트계 초합금 스틸은 HAYNESTM 6B 및 아르몰로이 코포레이션(Armoloy Corporation)사에 의해 상표명 Armoloy®로 판매되는 크롬 코팅을 포함하고, HAYNESTM 6B는 코발트계 초합금 스틸의 전체 중량에 기초하여 약 51wt% 코발트, 약 10wt% 니켈, 약 20wt% 크롬, 약 15wt% 텅스텐, 약 3wt% 철, 약 1.5wt% 망간, 약 0.4wt% 규소 및 약 0.10wt% 탄소를 함유한다. ULTIMET® 및 HAYNESTM 6B 합금은 주로 코발트, 크롬 및 니켈을 함유한다. 이들 코발트계 초합금은 로터 샤프트가 롤러-요소 백업 베어링 상으로 떨어질 때 자기 베어링 고장 동안 로터 샤프트 표면에 대한 손상을 방지하기 위해 필요한 현저한 마찰 특성을 나타내고, 동시에 부식 저항 요건을 만족시킨다. 추가하여, 가공 경화 및 시간이 경과하여 경도를 증가 따라서 강도를 증가시킬 수 있고 여전히 NACE에 부합하여 유지될 수 있는 (MP35N 합금과 같은) 니켈-코발트계 합금이 존재한다.
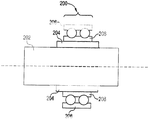
도 5는 로터 샤프트(202) 및 랜딩 슬리브(204)에 대해 내륜(208) 및 외륜(206)을 포함하는 롤러-요소 백업 베어링(200)의 개괄적인 개략도를 보여준다. 다른 실시예에 있어서, 롤러-요소 백업 베어링의 내륜 및 외륜은 마텐자이트 질소 스테인리스 스틸의 전체 중량에 기초하여 10-20wt% 크롬 및 0.1-1.0wt% 질소를 함유하는 마텐자이트 질소 스테인리스 스틸로 제조된다. 전형적인 조성은 조성물의 전체 중량에 기초하여 약 0.25 내지 0.35wt% 탄소, 약 0.35 내지 0.45wt% 질소, 약 0.5-0.6wt% 실리콘, 약 14.5 내지 15.5wt% 크롬 및 약 0.95 내지 1.05wt% 몰리브덴이다. 이들 마텐자이트 질소 스테인리스 스틸은 바덴 코포레이션(Barden Corporation)사의 Cronidur-30TM 또는 에스케이에프 베어링스 유에스에이(SKF Bearings USA)사의 VC444로부터 상업적으로 입수가능하다. 이들 마텐자이트 질소 스테인리스 스틸은 롤러-요소 백업 베어링의 내륜 및 외륜에 있어서의 용도를 위해 충분히 높은 경도(55보다 높은 HRC)면에서 이용가능하고, 또한 우수한 부식 저항성을 제공한다.
또 다른 실시예에 있어서, 다양한 스테이터 구성요소가 선택된 표면에 배리어 재료를 적용함으로써 부식성 가스 환경으로부터 보호될 수 있다. 이것들은 스테이터 캔 표면, 전력 및 계기 와이어, 스테이터 센서 및 스테이터 슬리브를 포함한다. 이것은 비캡슐화된 스테이터 조립체에 대해 유리하다.
다른 실시예에 있어서, 본 명세서에 개시된 시험 방법은 현장에서 설치하기 전에 공장 환경에서 1W/cm2(6.45W/in2)을 초과하는 로터 표면 열속으로 컴팩트한 자기 베어링을 시험하는 것을 가능하게 한다. 이것은 오일 생산 현장에서 사용되는 메탄 또는 천연 가스와 대조적으로 공기 또는 다른 비활성 가스의 가압된 대기의 공장에서 베어링을 작동시키는 것을 필요로 한다. 공기 또는 다른 비활성 가스는 냉각기 또는 열교환기에 의해 사전냉각되거나, 또는 선택적으로 자기 베어링에 공급되기 전에 선택된 온도 및 압력으로 팽창하는 극저온 유체이다. 대기의 온도는 -260℃ 내지 40℃ 범위이다. 대기는 적어도 2바아까지 가압되어 공학적인 한계 내에서 로터 온도를 유지하면서 열 제거 능력을 증가시킨다.
전술한 바와 같이, 로터 및 스테이터 조립체는, 본 명세서에서 스테이터 캔(stator can)으로 또한 언급되는 캡슐화된 스테이터 조립체를 포함할 수 있다. 일 실시예에 있어서, 스테이터 캔은 NACE에 부합하는 재료와 자성 및 비자성 스틸 합금의 조합을 사용한 용접에 의해 구성된다. 자성 스틸 합금은, 예를 들어 스테이터 슬리브와 같이 자성 스틸이 전자기적 이익을 제공하는 스테이터 캔의 영역에 위치된다. [인코넬(Inconel)과 같은] 비자성 스틸은 보다 양호한 부식 저항을 갖고 용접후 열처리를 필요로 하지 않으며, 따라서 그것은 자성 스틸 특성이 필요하지 않은 영역에 위치된다.
일 실시예에 있어서, 캡슐화된 스테이터의 자성 스틸 합금은 석출 경화 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 10-20wt% 크롬을 함유하는 석출 경화 마텐자이트 스테인리스 스틸을 포함한다. 보다 구체적으로, 석출 경화 마텐자이트 스테인리스 스틸은 석출 경화 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 약 16.5wt% 크롬, 약 4.5wt% 니켈, 약 3.3wt% 구리 및 약 0.3wt% 니오브를 함유한다.
일 실시예에 있어서, 캡슐화된 스테이터의 비자성 재료는 니켈계 합금의 전체 중량에 기초하여 40-70% 니켈을 함유하는 니켈계 합금을 포함한다. 보다 구체적으로, 니켈계 합금은 니켈계 합금의 전체 중량에 기초하여 약 58wt% 니켈, 약 21.5wt% 크롬, 약 9wt% 몰리브덴 및 약 5wt% 철을 함유한다.
도 4는 NACE에 부합하는 스테이터 캔을 제조하는 방법을 개략적으로 예시한다. 방법(150)은 인터페이스(156)에서 비자성 스테이터 슬리브 연장부를 스테이터 슬리브(154)에 용접하는 단계를 포함한다. 그 위에 어떠한 스테이터 구성요소도 배치하지 않고 슬리브의 합성물을 형성함으로써, 용접된 합성물을 용접 영역 및 열 영향을 받은 모든 구역의 낮은 경도(HRC 33 이하)를 보장하는 용접후 열처리에 노출시키는 것에 의해 NACE에 부합하는 용접이 형성될 수 있다. 용접은 용접후 열처리를 할 수 있게 하는 업계에서의 임의의 용접 방법에 의해 형성되어, 상이한 재료들의 용접으로부터 유래하는 용접 응력이 제거되고 HRC 33 이하의 경도가 달성된다. 예시적인 용접 방법은 자가 전자 비임(autogenous electron beam) 및 충전제와 함께 전자 비임, 레이저 용접, TIG 용접, MIG 용접, 아크 용접, 토치 용접 및 전술한 방법 중 적어도 하나를 포함하는 조합을 포함한다. 예시적으로, 스테이터 슬리브 연장부 섹션(152)은 타입 17-4PH 자성 스틸을 포함하는 스테이터 슬리브(154)의 각 단부에 용접된 비자성 초합금 스틸을 포함할 수 있다. 보다 구체적으로, 비자성 초합금 스틸은 니켈계 합금의 전체 중량에 기초하여 40-70% 니켈을 함유하는 니켈계 합금을 포함할 수 있다. 보다 더 구체적으로, 니켈계 합금은 약 58wt% 니켈, 약 21.5wt% 크롬과 약 9wt% 몰리브덴 및 약 5wt% 철을 함유하는, 인코 앨로이스 인터내셔널(Inco Alloys International)사로부터 상업적으로 입수가능한 Inconel 625®를 포함할 수 있다. 이어서 최종 유닛은 열처리되어 인터페이스(156)에서 NACE에 부합하는 용접을 형성한다.
적합한 용접후 열처리 프로세스는 다음의 열 사이클, 1) 1040±14℃에서 용해 어닐링(solution anneal) 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 이어서 620±14℃ 온도에서 최소 4시간 동안 제 1 석출 경화 사이클 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 이어서 620±14℃ 온도에서 최소 4시간 동안 제 2 석출 경화 사이클 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 2) 1040±14℃에서 용해 어닐링 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 이어서 760±14℃ 온도에서 최소 4시간 동안 제 1 석출 경화 사이클 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 이어서 620±14℃ 온도에서 최소 2시간 동안 제 2 석출 경화 사이클 및 32℃ 이하에서 공기 냉각 또는 액체 담금질, 중 하나에 대한 NACE MR0175에 의한 이중 시효 경화 프로세스이다.
다음으로, 전도성 권선(162) 내에 싸여진 자성 스테이터 적층체(158)를 포함하는 스테이터 프레임(160)과 같은 스테이터 구성요소가 부착된다. 이어서 나머지 스테이터 캔 섹션(164)이 인터페이스(166)에서 용접되어 스테이터 캔을 완성한다. 캔 섹션(164)은 위에서 말한 InconelTM 625와 같이 앞서 사용된 것과 동일한 또는 유사한 비자성 스틸로 형성된다. 유사한 재료가 용접되기 때문에, 인터페이스(166)에서의 용접은 NACE에 부합하고 용접후 열처리를 필요로 하지 않는다. 따라서, NACE에 부합하는 캡슐화된 스테이터는 내부 스테이터 전기 구성요소를 열 수준 손상을 입게 하지 않고 조립될 수 있다.
다음으로, 전력 및 계기 와이어가 스테이터 구성요소에 부착된다. 최대의 부식 보호를 제공하기 위해, 외부 전력 및 계기 와이어는 NACE에 부합하도록 제조될 수 있고, 와이어는 전기 전도성 재료를 둘러싸는 비자성 부식-저항 합금을 포함하는 와이어 슬리브를 포함한다. 그러한 NACE에 부합하는 와이어의 예는 와이어 슬리브 재료로서 Inconel 합금과 같은 NACE에 부합하는 재료를 사용하는 것이다. 와이어 슬리브는, 예를 들어 가압 상태 하에서 우수한 전기 절연을 제공하는 산화 마그네슘(MgO)과 같은 세라믹으로 절연되는 전기 전도체를 캡슐화한다.
다음의 예는 위에서 보다 총괄적으로 기술된 방법의 범위 내이고, 이것을 예증하는 역할을 한다. 예는 예시의 목적을 위해서만 제공되고, 본 발명의 범위를 제한하려는 의도는 아니다.
예 1
이 예에 있어서, 각각의 금속 샘플은 배리어 코팅으로서 ScotchkoteTM 62588 열경화성 에폭시로 코팅되고 300마이크로미터 및 327마이크로미터의 두께로 열경화된 분말이다. 분말을 도포하기 전에 부품은 150℃ 내지 246℃의 온도로 사전가열된다. 이어서 분말은 30분 동안 177℃에서 경화된다. 이들 샘플은 사워 가스 환경에서의 코팅의 적합성을 결정하기 위해 프로세스 가스로 오토클레이브(autoclave) 내에서 시험되었다. 천연 가스 내의 황화수소의 수준이 6,000ppm(part per million)에서 20,000ppm까지 변하고 수분의 수준이 50ppm에서 포화상태까지 변하는 일련의 시험이 수행된다. 샘플은 또한 약 30℃에서 130℃까지 변하는 온도에 노출된다.
79℃ 이하의 온도에서 물 및 황화수소에 노출된 샘플에서 부식 흔적이 관찰되지 않았다.
예 2
이 예에 있어서, 소형 스케일의 비율의 로터(2 내지 3인치 외경의 크기 정도)가 ScotchkoteTM 134로 분말 코팅된다. 분말이 도포되기 전에 로터는 150℃ 내지 246℃의 온도까지 사전가열된다. 이어서 분말은 300마이크로미터 내지 327마이크로미터의 두께로 30분 동안 177℃에서 경화된다. 이들 샘플 또한 사워 가스 환경에서의 코팅의 적합성을 결정하기 위해 프로세스 가스로 오토클레이브 내에서 시험되었다.
샘플은 높은 수준의 황화수소(6,000 내지 20,000ppm), 물(50ppm 내지 포화상태) 및 80℃에 노출될 때 부식 흔적을 나타내지 않았다.
예 3
이 예에 있어서, 2개의 실물 크기 제작 로터가 178마이크로미터 내지 406마이크로미터(7밀 내지 16밀)의 두께로 SermalonTM으로 코팅된다. 그것들은 제작 조건하의 현장에서 시험되고 시간을 보냈다. 이들 제작 로터는 현장에서 설치되었고, 코팅은 2,000시간을 초과하는 동안 부식성 작동 가스 환경을 견뎠으며, 아래의 금속 구성요소의 사워 가스 공격을 막았다. 샘플은 부식 흔적을 나타내지 않았다.
예 4
이 예에 있어서, NACE 환경 시험이 백업 베어링 홈(race)의 대표로서 Cronidur 30의 샘플로 수행되었다. 재료는 부식의 징후 없이 백업 베어링 홈의 대표적인 응력 수준에서 NACE TM0177 Solution A에 의해 표준 720시간 내성 링 시험을 통과하였다.
예 5
이 예에 있어서, NACE 환경 시험이 백업 베어링 랜딩 슬리브의 대표인 Haynes 6-B의 샘플로 수행되었다. 재료는 부식의 징후 없이 백업 베어링 랜딩 슬리브의 대표적인 응력 수준에서 NACE TM0177 Solution A에 의해 표준 720시간 내성 링 시험을 통과하였다.
예 6
이 예에 있어서, NACE 환경 시험이 스테이터 캔 용접의 대표인 Inconel 625 및 17-4 PH의 용접 샘플에서 수행되었다. 재료는 용접의 부식 징후 없이 스테이터 캔의 대표적인 응력 수준에서 NACE TM0177 변경 Solution A에 의해 표준 720시간 내성 링 시험을 통과하였다.
상술된 여러 실시예의 조합은 사워 가스 환경에서 만날 수 있는 것과 같은 부식 요소에 대한 우수한 저항을 갖는 자기 베어링을 제공한다.
단수 형태 및 "상기"는 문맥에서 명백하게 달리 지시하지 않는 한 복수의 지시 대상을 포함한다. 동일한 특성 또는 구성요소에 관한 모든 범위의 종료점(endpoint)은 독립적으로 조합가능하고 언급된 종료점을 포함한다.
이상의 설명은 최선의 형태를 비롯하여 볼 발명을 개시하기 위해 예를 사용하고, 또한 당업자가 임의의 장치 또는 시스템을 제조 및 사용 그리고 임의의 포함된 방법을 수행하는 것을 비롯하여 본 발명을 실시하는 것을 가능하게 한다. 본 발명의 특허가능한 범위는 특허청구범위에 의해 제한되며, 당업자가 생각하는 다른 예를 포함할 수 있다. 그러한 다른 예는, 특허청구범위의 어구와 다르지 않은 구 성 요소를 포함하거나, 또는 특허청구범위의 어구와 약간 다른 등가의 구성 요소를 포함하고 있다면, 특허청구범위의 내에 있는 것으로 의도된다.
도 1은 예를 들어 팽창기-압축기에 사용되는 스테이터 및 자기 베어링 로터 조립체를 예시하는 종래 기술의 자기 베어링 시스템의 개략도,
도 2는 로터 조립체에 대해 배치된, NACE에 부합하지 않는 용접을 갖는 스테이터 캔을 보여주는 종래 기술의 캡슐화된 스테이터의 개략도,
도 3은 중합체 배리어 층으로 코팅된 로터 조립체를 보여주는 개략도,
도 4는 NACE에 부합하는 용접을 갖는 스테이터 캔을 조립하는 단계를 보여주는 개략도,
도 5는 로터 샤프트 및 로터 랜딩 슬리브에 대해 배치된 롤러-요소 백업 베어링의 개략도.
도면의 주요 부분에 대한 부호의 설명
36 : 센서 60 : 캡슐화된 스테이터 조립체
70 : 벽 152 : 슬리브 연장부
154 : 스테이터 슬리브
Claims (10)
- 캡슐화된 스테이터 조립체(60)에 있어서,자성 재료로 형성된 스테이터 슬리브(154)와,상기 스테이터 슬리브(154)와 동축이고 비자성 재료로 형성된 슬리브 연장부(152)로서, 상기 슬리브 연장부는 상기 스테이터 슬리브(154)의 각 단부에 고정식으로 부착되고, 부착 지점은 열처리된, 상기 슬리브 연장부와,비자성 재료로 형성되고 상기 슬리브 연장부(152)에 고정식으로 부착된 벽(70)으로서, 스테이터를 기밀하게 수용하여 상기 캡슐화된 스테이터 조립체(60)를 형성하도록 구성된, 상기 벽을 포함하는캡슐화된 스테이터 조립체.
- 제 1 항에 있어서,상기 스테이터 슬리브(154) 자성 재료는 석출 경화 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 10 내지 20wt% 크롬으로 구성된 석출 경화 마텐자이트 스테인리스 스틸로 형성되는캡슐화된 스테이터 조립체.
- 제 1 항 또는 제 2 항에 있어서,상기 비자성 재료는 니켈계 합금의 전체 중량에 기초하여 40 내지 70wt% 니 켈을 함유하는 니켈계 합금을 포함하는캡슐화된 스테이터 조립체.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,전기 전도성 재료를 둘러싸는 비자성 부식 저항 합금의 와이어를 더 포함하는캡슐화된 스테이터 조립체.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,상기 스테이터 슬리브(152), 상기 슬리브 연장부(152), 상기 벽(70) 또는 그 조합 상에 배리어 층이 형성되는캡슐화된 스테이터 조립체.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,상기 스테이터 조립체(60)와 작동적으로 연통하는 센서(36)를 더 포함하고, 상기 센서(36)는 배리어 층을 포함하는캡슐화된 스테이터 조립체.
- 캡슐화된 스테이터 조립체(60)를 형성하는 방법에 있어서,비자성 재료로 형성된 스테이터 슬리브 연장부(152)를 자성 재료로 형성된 스테이터 슬리브(154)에 용접하고, 이어서 용접 응력을 제거하기에 효과적인 온도에서 용접된 상기 스테이터 슬리브 연장부(152) 및 스테이터 슬리브(154)를 열처리하는 단계와,스테이터 전자기 구성요소를 상기 스테이터 슬리브(154)에 부착하는 단계와,비자성 재료로 형성된 하우징(162)을 상기 스테이터 슬리브 연장부(152)에 용접하는 단계를 포함하고,상기 하우징은 상기 스테이터 전자기 구성요소를 캡슐화하여 기밀하게 밀봉하도록 구성된캡슐화된 스테이터 조립체를 형성하는 방법.
- 제 7 항에 있어서,상기 자성 재료는 석출 경화 마텐자이트 스테인리스 스틸의 전체 중량에 기초하여 10 내지 20wt% 크롬으로 구성된 석출 경화 마텐자이트 스테인리스 스틸로 형성되는캡슐화된 스테이터 조립체를 형성하는 방법.
- 제 7 항 또는 제 8 항에 있어서,상기 비자성 재료는 니켈계 합금의 전체 중량에 기초하여 40 내지 70wt% 니켈로 구성된 니켈계 합금으로 형성되는캡슐화된 스테이터 조립체를 형성하는 방법.
- 제 7 항 내지 제 9 항 중 어느 한 항에 있어서,용접된 상기 스테이터 슬리브 연장부(152) 및 스테이터 슬리브(154)를 열처리하는 상기 단계는, 상기 스테이터 슬리브 연장부(152) 및 상기 스테이터 슬리브(154)를 이중 시효 경화 프로세스에 노출시키는 단계를 포함하는캡슐화된 스테이터 조립체를 형성하는 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US90571007P | 2007-03-08 | 2007-03-08 | |
| US60/905,710 | 2007-03-08 | ||
| US11/934,396 | 2007-11-02 | ||
| US11/934,396 US7847454B2 (en) | 2007-03-08 | 2007-11-02 | Encapsulated stator assembly and process for making |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20080082505A true KR20080082505A (ko) | 2008-09-11 |
| KR101395413B1 KR101395413B1 (ko) | 2014-05-14 |
Family
ID=39567927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020080021081A KR101395413B1 (ko) | 2007-03-08 | 2008-03-06 | 캡슐화된 스테이터 조립체 및 그것을 제조하기 위한 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US7847454B2 (ko) |
| EP (1) | EP1967286B1 (ko) |
| JP (1) | JP5231838B2 (ko) |
| KR (1) | KR101395413B1 (ko) |
| CN (2) | CN101265946B (ko) |
| CA (1) | CA2624342C (ko) |
| RU (1) | RU2461747C2 (ko) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7847454B2 (en) * | 2007-03-08 | 2010-12-07 | General Electric Company | Encapsulated stator assembly and process for making |
| US8847450B2 (en) * | 2007-03-08 | 2014-09-30 | General Electric Company | Encapsulated magnet assembly and process for making |
| US8875380B2 (en) * | 2007-03-08 | 2014-11-04 | General Electric Company | Process of forming an encapsulated magnet assembly |
| FR2938028B1 (fr) * | 2008-11-03 | 2010-12-31 | Mecanique Magnetique Sa | Palier magnetique axial chemise. |
| US20120112571A1 (en) * | 2010-11-09 | 2012-05-10 | General Electric Company | Encapsulated stator assembly |
| FR2975147B1 (fr) | 2011-05-13 | 2014-04-25 | Mecanique Magnetique Sa | Palier magnetique actif chemise resistant a la corrosion |
| FR2981710B1 (fr) * | 2011-10-20 | 2014-07-25 | Mecanique Magnetique Sa | Stator chemise de machine electromagnetique pour ambiance corrosive et sans traitement thermique |
| US10100414B2 (en) * | 2012-01-30 | 2018-10-16 | General Electric Company | Surface modified magnetic material |
| GB2499114B (en) | 2012-01-30 | 2014-04-16 | Gen Electric | Hollow rotor motor and systems comprising the same |
| ITCO20120033A1 (it) | 2012-06-19 | 2013-12-20 | Nuovo Pignone Srl | Assieme magnetico incapsulato, metodo per spurgare un meato macchina rotante e impianto petrolifero / gassifero |
| EP2677176B1 (en) * | 2012-06-22 | 2018-12-19 | Skf Magnetic Mechatronics | Compact electric centrifugal compressor |
| US10326322B2 (en) * | 2012-08-20 | 2019-06-18 | Rensselaer Polytechnic Institute | Double-rotor flux-switching machine |
| ITCO20120045A1 (it) | 2012-09-20 | 2014-03-21 | Nuovo Pignone Spa | Cuscinetto reggi-spinta magnetico, turbomacchina e metodo |
| BR112015006636A2 (pt) * | 2012-10-01 | 2017-07-04 | Graco Minnesota Inc | alternador, e, pistola de pulverização eletrostática |
| EP2746607B1 (en) * | 2012-12-21 | 2017-07-26 | Nuovo Pignone S.r.l. | Jacketed magnetic bearing and rotary machine comprising such a bearing |
| EP2746606B1 (en) * | 2012-12-21 | 2018-04-04 | Nuovo Pignone S.r.l. | Magnetic bearing and rotary machine comprising such a bearing |
| BR112015017532B1 (pt) | 2013-01-25 | 2021-12-07 | Trane International Inc. | Rolamento híbrido em aço inoxidável nitretado sob pressão para um compressor lubrificado com refrigerante |
| EP2994654B1 (en) * | 2013-05-09 | 2018-02-28 | Dresser-Rand Company | Magnetic bearing protection device |
| US9537375B2 (en) * | 2013-05-10 | 2017-01-03 | General Electric Company | Thermal conductor for use in an electric machine and method of forming the same |
| EP2818740A1 (en) | 2013-06-28 | 2014-12-31 | SKF Magnetic Mechatronics S.A.S. | Canned electromagnetic machine stator for use in a corrosive atmosphere |
| RU2529294C1 (ru) * | 2013-08-07 | 2014-09-27 | Федеральное Государственное Автономное Образовательное Учреждение Высшего Профессионального Образования "Дальневосточный Федеральный Университет" (Двфу) | Газотурбинный двигатель |
| RU2528891C1 (ru) * | 2013-08-08 | 2014-09-20 | Федеральное Государственное Автономное Образовательное Учреждение Высшего Профессионального Образования "Дальневосточный Федеральный Университет" (Двфу) | Газотурбинный двигатель |
| RU2528889C1 (ru) * | 2013-08-12 | 2014-09-20 | Федеральное Государственное Автономное Образовательное Учреждение Высшего Профессионального Образования "Дальневосточный Федеральный Университет" (Двфу) | Газотурбинный двигатель |
| EP3072624A1 (de) * | 2015-03-23 | 2016-09-28 | Siemens Aktiengesellschaft | Wellenelement, verfahren zum herstellen eines sich aus zwei unterschiedlichen werkstoffen zusammensetzenden wellenelements sowie entsprechende strömungsmaschine |
| EP3223394A1 (de) | 2016-03-22 | 2017-09-27 | Siemens Aktiengesellschaft | Fluidgekühltes aktivteil, elektrische maschine und antriebssystem |
| CN108781029B (zh) * | 2016-03-28 | 2020-11-03 | 爱信艾达株式会社 | 转子的制造方法 |
| JP2017223212A (ja) * | 2016-06-16 | 2017-12-21 | 早川 秀樹 | エンジンと多目的ファンモーターターボ |
| CA2970492A1 (en) | 2016-08-31 | 2018-02-28 | Skf Magnetic Mechatronics | Landing bearing assembly and rotary machine equipped with such an assembly and a magnetic bearing |
| US11274679B2 (en) | 2017-02-14 | 2022-03-15 | Danfoss A/S | Oil free centrifugal compressor for use in low capacity applications |
| US11208907B2 (en) * | 2017-07-13 | 2021-12-28 | Raytheon Technologies Corporation | Seals and methods of making seals |
| EP3542836A1 (en) * | 2018-03-23 | 2019-09-25 | Abiomed Europe GmbH | Intravascular blood pump with ceramic inner sleeve |
| JP7205811B2 (ja) * | 2018-09-28 | 2023-01-17 | 日本電産サーボ株式会社 | モータ |
| JP2020133889A (ja) * | 2019-02-12 | 2020-08-31 | Ntn株式会社 | 軸受装置およびスピンドル装置 |
| CN112769271B (zh) * | 2021-02-04 | 2022-10-18 | 深圳舜昌自动化控制技术有限公司 | 一种具有对主副相线保护功能的电机骨架及电机 |
| EP4280429A1 (en) * | 2022-05-17 | 2023-11-22 | Hamilton Sundstrand Corporation | Ceramic sleeve for a stator housing of an electrical machine |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1293379A1 (ru) * | 1982-07-05 | 1987-02-28 | Московский энергетический институт | Управл ема магнитна опора |
| FR2589646B1 (fr) * | 1985-10-30 | 1987-12-11 | Alsthom | Machine synchrone a enroulements stator et rotor supraconducteurs |
| SU1590660A2 (ru) * | 1988-06-20 | 1990-09-07 | Специальное Конструкторско-Технологическое Бюро По Криогенной Технике С Опытным Производством Физико-Технического Института Низких Температур Ан Усср | Роторно-поршневой электродвигатель-компрессор |
| DE69032417T2 (de) * | 1989-03-28 | 1999-02-11 | Refurbished Turbine Components Ltd., Droitwich, Hereford And Worchester | Reparaturverfahren für Turbinenschaufeln |
| US5104284A (en) * | 1990-12-17 | 1992-04-14 | Dresser-Rand Company | Thrust compensating apparatus |
| US5248239A (en) * | 1992-03-19 | 1993-09-28 | Acd, Inc. | Thrust control system for fluid handling rotary apparatus |
| JPH0589944U (ja) * | 1992-05-18 | 1993-12-07 | 光洋精工株式会社 | 回転体 |
| GB2268984B (en) * | 1992-07-23 | 1996-04-03 | Glacier Metal Co Ltd | Magnetic bearing back-up |
| US6310414B1 (en) * | 1994-06-21 | 2001-10-30 | Rotoflow Corporation | Shaft bearing system |
| FR2724395B1 (fr) * | 1994-09-12 | 1996-11-22 | Gec Alsthom Transport Sa | Tole magnetique isolee et procede d'isolement de cette tole |
| US5698917A (en) * | 1995-09-25 | 1997-12-16 | Glacier Rpb Inc. | Electromagnetic bearing with a stationary armature canning arrangement |
| SE9701959D0 (sv) * | 1997-05-26 | 1997-05-26 | Global Hemostasis Inst Mgr Ab | Bearing device |
| FR2768470B1 (fr) * | 1997-09-12 | 2002-02-01 | Mecanique Magnetique Sa | Pompe rotative a rotor immerge |
| US7224096B2 (en) * | 1997-10-16 | 2007-05-29 | Honeywell International Inc. | Rotatable assemblies having chemically bonded lamination stacks |
| EP0930622A1 (en) * | 1997-12-04 | 1999-07-21 | Camco International Inc. | Submergible electric motor having internal corrosion protection |
| JP3930170B2 (ja) * | 1998-02-18 | 2007-06-13 | 株式会社荏原製作所 | 循環ファン装置 |
| GB2335242A (en) * | 1998-03-12 | 1999-09-15 | Copal Electronics | Rotor support with one or two pairs of permanent magnetic bearings and a pivot |
| JP2000133860A (ja) * | 1998-10-26 | 2000-05-12 | Seiko Seiki Co Ltd | 気体循環装置、及びレーザ発振装置 |
| JP3626869B2 (ja) * | 1999-03-19 | 2005-03-09 | 松下エコシステムズ株式会社 | 回転電機 |
| US6198803B1 (en) | 1999-08-20 | 2001-03-06 | General Electric Company | Bearing assembly including rotating element and magnetic bearings |
| US6069421A (en) * | 1999-08-30 | 2000-05-30 | Electric Boat Corporation | Electric motor having composite encapsulated stator and rotor |
| JP2001182746A (ja) * | 1999-12-27 | 2001-07-06 | Ebara Corp | 磁気軸受装置 |
| US6498410B1 (en) * | 2000-03-28 | 2002-12-24 | Ibiden Co., Ltd. | Motor and pressure generating apparatus incorporating the motor |
| EP1290236B1 (en) | 2000-04-28 | 2009-11-04 | Elliott Company | Welding method, filler metal composition and article made therefrom |
| US6777841B2 (en) * | 2000-10-09 | 2004-08-17 | Siemens Aktiengesellschaft | Device comprising a rotor and a magnetic suspension bearing for the contactless bearing of the rotor |
| JP4049531B2 (ja) * | 2000-10-24 | 2008-02-20 | 株式会社荏原製作所 | 磁気軸受モータおよびエキシマレーザ装置 |
| JP2002138527A (ja) * | 2000-11-07 | 2002-05-14 | Ebara Corp | 給液装置 |
| US7030847B2 (en) * | 2000-11-07 | 2006-04-18 | Semiconductor Energy Laboratory Co., Ltd. | Light emitting device and electronic device |
| US6648167B1 (en) | 2001-02-14 | 2003-11-18 | Sermatech International, Inc. | Ducting passages for a polymeric lining |
| US6553773B2 (en) * | 2001-05-15 | 2003-04-29 | General Electric Company | Cryogenic cooling system for rotor having a high temperature super-conducting field winding |
| NL1021656C2 (nl) * | 2002-10-15 | 2004-04-16 | Siemens Demag Delaval Turbomac | Compressoreenheid met gemeenschappelijke behuizing voor elektromotor en compressor, werkwijze voor het vervaardigen van een scheidingswand voor een compressoreenheid en gebruik van een compressoreenheid. |
| US6912984B2 (en) * | 2003-03-28 | 2005-07-05 | Eaton Corporation | Composite lightweight engine poppet valve |
| US7284312B2 (en) * | 2003-04-28 | 2007-10-23 | Mitsubishi Denki Kabushiki Kaisha | Method for manufacturing a dynamoelectric stator |
| CN1651780B (zh) * | 2004-02-03 | 2011-02-09 | 台达电子工业股份有限公司 | 磁浮轴承系统 |
| EP1696041A1 (en) * | 2005-02-28 | 2006-08-30 | Fujikoki Corporation | Method of manufacturing an assembled body of a plurality of members, manufacturing method of electromagnetic control valve, and control valve for variable capacity compressor |
| FR2897911B1 (fr) * | 2006-02-27 | 2009-03-27 | Mecanique Magnetique Sa Soc D | Palier magnetique actif chemise |
| US7847454B2 (en) * | 2007-03-08 | 2010-12-07 | General Electric Company | Encapsulated stator assembly and process for making |
-
2007
- 2007-11-02 US US11/934,396 patent/US7847454B2/en active Active
-
2008
- 2008-03-06 EP EP08152381.3A patent/EP1967286B1/en active Active
- 2008-03-06 CA CA2624342A patent/CA2624342C/en active Active
- 2008-03-06 KR KR1020080021081A patent/KR101395413B1/ko active IP Right Grant
- 2008-03-07 RU RU2008108950/06A patent/RU2461747C2/ru active
- 2008-03-07 CN CN200810095126.6A patent/CN101265946B/zh active Active
- 2008-03-07 JP JP2008058020A patent/JP5231838B2/ja active Active
- 2008-03-07 CN CN201310403919.0A patent/CN103498870B/zh active Active
-
2010
- 2010-10-14 US US12/904,523 patent/US20110023288A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP1967286A2 (en) | 2008-09-10 |
| CA2624342C (en) | 2016-05-03 |
| CN101265946A (zh) | 2008-09-17 |
| JP2008304052A (ja) | 2008-12-18 |
| US20110023288A1 (en) | 2011-02-03 |
| RU2008108950A (ru) | 2009-09-20 |
| CN103498870B (zh) | 2018-05-22 |
| CA2624342A1 (en) | 2008-09-08 |
| EP1967286A3 (en) | 2013-03-06 |
| JP5231838B2 (ja) | 2013-07-10 |
| RU2461747C2 (ru) | 2012-09-20 |
| CN101265946B (zh) | 2014-07-30 |
| EP1967286B1 (en) | 2014-05-21 |
| US20080218015A1 (en) | 2008-09-11 |
| US7847454B2 (en) | 2010-12-07 |
| CN103498870A (zh) | 2014-01-08 |
| KR101395413B1 (ko) | 2014-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2624342C (en) | Encapsulated stator assembly and process for making | |
| KR20080082506A (ko) | 부식 환경에서 사용하기 위해 자기 베어링을 이용하는 로터및 스테이터 조립체 | |
| KR20080082507A (ko) | 로터 및 스테이터 조립체를 시험하는 방법 | |
| KR20080082504A (ko) | 부식 환경에서 사용하기 위한 자기 베어링용 로터 샤프트조립체 | |
| US8875380B2 (en) | Process of forming an encapsulated magnet assembly | |
| US8847450B2 (en) | Encapsulated magnet assembly and process for making | |
| KR20150056793A (ko) | 자기 스러스트 베어링, 터보 기계 및 방법 | |
| JP6791630B2 (ja) | ジャケット付き磁気軸受およびそのような軸受を備える回転機械 | |
| CN118043559A (zh) | 用于低温涡轮机的整体式轴、低温涡轮机和制造方法 | |
| JP2015535057A (ja) | 磁気スラスト軸受、ターボ機械、および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170425 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180426 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190430 Year of fee payment: 6 |