KR102527780B1 - 음료병 자동 인출, 정렬 및 기립 이송장치 - Google Patents
음료병 자동 인출, 정렬 및 기립 이송장치 Download PDFInfo
- Publication number
- KR102527780B1 KR102527780B1 KR1020210000092A KR20210000092A KR102527780B1 KR 102527780 B1 KR102527780 B1 KR 102527780B1 KR 1020210000092 A KR1020210000092 A KR 1020210000092A KR 20210000092 A KR20210000092 A KR 20210000092A KR 102527780 B1 KR102527780 B1 KR 102527780B1
- Authority
- KR
- South Korea
- Prior art keywords
- basket
- beverage
- beverage bottle
- beverage bottles
- standing
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/001—Packaging other articles presenting special problems of foodstuffs, combined with their conservation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/56—Orientating, i.e. changing the attitude of, articles, e.g. of non-uniform cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/02—Driving gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/32—Belts or like endless load-carriers made of rubber or plastics
- B65G15/42—Belts or like endless load-carriers made of rubber or plastics having ribs, ridges, or other surface projections
- B65G15/44—Belts or like endless load-carriers made of rubber or plastics having ribs, ridges, or other surface projections for impelling the loads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G37/00—Combinations of mechanical conveyors of the same kind, or of different kinds, of interest apart from their application in particular machines or use in particular manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/24—Devices influencing the relative position or the attitude of articles during transit by conveyors orientating the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/26—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles
- B65G47/28—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles during transit by a single conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/901—Devices for picking-up and depositing articles or materials provided with drive systems with rectilinear movements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G65/00—Loading or unloading
- B65G65/23—Devices for tilting and emptying of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G65/00—Loading or unloading
- B65G65/30—Methods or devices for filling or emptying bunkers, hoppers, tanks, or like containers, of interest apart from their use in particular chemical or physical processes or their application in particular machines, e.g. not covered by a single other subclass
- B65G65/34—Emptying devices
- B65G65/36—Devices for emptying from the top
- B65G65/38—Mechanical devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2207/00—Indexing codes relating to constructional details, configuration and additional features of a handling device, e.g. Conveyors
- B65G2207/14—Combination of conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2812/00—Indexing codes relating to the kind or type of conveyors
- B65G2812/02—Belt or chain conveyors
- B65G2812/02128—Belt conveyors
- B65G2812/02227—Belt conveyors for vertical conveyance
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Attitude Control For Articles On Conveyors (AREA)
Abstract
개시되는 음료병 자동 인출, 정렬 및 기립 이송장치는, 내용물이 병입되고 캡이 체결된 상태 하에서 바스켓에 담겨 비가열 살균처리 공정을 거친 음료병들을 바스켓에서 인출시키고, 인출된 음료병들을 개별적으로 포장공정 측으로 자동으로 이송시킨다. 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치는, 비가열 살균처리 공정을 거친 바스켓을 넘겨 받아 바스켓에 담긴 음료병들을 인출하고 인출된 음료병들을 공급하는 음료병 인출/공급 수단; 음료병 인출/공급 수단으로 부터 방향성 없이 눕혀진 상태로 공급되는 음료병들을 이송시키면서 음료병들이 동일한 방향성을 가지도록 눕혀지게 선택적으로 음료병들의 방향을 전환시키는 음료병 방향 전환 정렬수단; 동일한 방향성을 가지도록 눕혀진 음료병들을 공급받아 음료병들이 바르게 세워지도록 기립시키며 기립된 음료병들을 포장공정 측으로 이송시키는 음료병 기립 정렬수단; 및 비가열 살균처리 공정으로부터 안내되는 음료병들이 담긴 바스켓을 음료병 인출/공급 수단 측으로 운반하는 바스켓 트랜스퍼;를 포함한다.
Description
본 발명(Disclosure)은, 비가열 살균처리 공정으로부터 공급되는 음료병들을 바스켓에서 인출하고, 인출된 음료병들을 개별적으로 이송시키면서 동일한 방향성을 가지도록 정렬시키며, 정렬된 음료병들을 바르게 기립시켜 포장공정 측으로 이송시킬 수 있게 하는 음료병 자동 인출, 정렬 및 기립 이송장치에 관한 것이다.
여기서는, 본 발명에 관한 배경기술이 제공되며, 이들이 반드시 공지기술을 의미하는 것은 아니다(This section provides background information related to the present disclosure which is not necessarily prior art).
건강한 식생활에 대한 기대가 커지면서 보다 좋은 품질, 신선한 제품에 대한 소비자들의 요구는 점점 증가하고 있는 실정이다.
특히, 과일 및 야채 뿐만 아니라 가공식품에 있어서도 가능한 한 원물 그대로의 품질을 즐기고 싶어하는 요구가 지속적으로 증가하고 있다.
그러나 식품을 생산하는 대부분의 공정은 열처리를 통해서 제품을 생산하기 때문에 열처리에 의해서 일어나는 영양성분의 파괴, 향미의 손실, 색택의 변화, 조직감의 변화 등에 의한 기호도의 감소를 피할 수는 없었다.
한편, 최근 원물의 신선한 품질을 그대로 유지시키면서 식중독 및 부패 미생물을 최소화시켜 저장수명을 연장시킬 수 있게 하는 비가열 살균기술이 개발되어 적용되고 있다.
일례로, 과일주스 또는 녹즙 등은 비가열 살균기술의 하나인 초고압 살균기술(High Pressure Processing; HPP)을 적용해 생산되고 있다.
다시 말해, 과일주스의 경우 재료 손질 및 세척 공정, 재료 분쇄 공정, 파쇄된 재료에 과즙을 혼합해 주스를 제조하는 공정, 주스를 음료병에 병입하고 캡(cap)을 체결하는 공정, 음료병에 라벨을 붙이는 라벨 공정, 음료병들을 초고압 살균장치에 장입시켜 비가열 살균처리 하는 공정 및 포장공정을 거쳐 생산된다.
그런데, 종래 과일주스 생산 공정에서는 음료병들이 바스켓에 담긴 상태로 비가열 살균처리 공정을 거치게 되는데, 이때 비가열 살균처리 공정을 거친 음료병들, 즉 음료병들이 담긴 바스켓들을 작업자가 수작업을 통해 포장공정 측으로 옮겨야만 하는 문제점이 있었다.
그리고 음료병들이 담긴 바스켓은 중량물이기 때문에 최소 2명의 작업자를 필요로 할 뿐만 아니라 바스켓 운반 시 안전사고 및 근골격계 재해가 빈번하게 발생하는 또 다른 문제점이 있었다.
게다가, 포장공정 측으로 옮겨진 음료병들의 포장을 위해 작업자들이 수작업을 통해 음료병들을 바스켓에서 인출하고, 인출된 음료병들을 포장공정과 이어진 컨베이어에 하나씩 일일이 기립되도록 올려 놓아야하는 또 다른 문제점이 있었다.
이에, 종래 과일주스 생산 공정에서는 다수의 작업자들이 필연적으로 투입되어야 하기 때문에 인건비 상승의 원인이 될 뿐만 아니라 작업능률이 떨어지는 문제점이 있었다.
본 발명(Disclosure)은, 비가열 살균처리 공정으로부터 공급되는 음료병들을 바스켓에서 인출하고, 인출된 음료병들을 개별적으로 이송시키면서 동일한 방향성을 가지도록 정렬시키며, 정렬된 음료병들을 바르게 기립시켜 포장공정 측으로 이송시킬 수 있게 하는 음료병 자동 인출, 정렬 및 기립 이송장치의 제공을 일 목적으로 한다.
여기서는, 본 발명의 전체적인 요약(Summary)이 제공되며, 이것이 본 발명의 외연을 제한하는 것으로 이해되어서는 아니 된다(This section provides a general summary of the disclosure and is not a comprehensive disclosure of its full scope or all of its features).
상기한 과제의 해결을 위해, 본 발명을 기술하는 여러 관점들 중 어느 일 관점(aspect)에 따르면, 내용물이 병입되고 캡이 체결된 상태 하에서 바스켓에 담겨 비가열 살균처리 공정을 거친 음료병들을 바스켓에서 인출시키고, 인출된 음료병들을 개별적으로 포장공정 측으로 자동으로 이송시키는 음료병 자동 인출, 정렬 및 기립 이송장치에서 있어서, 음료병 자동 인출, 정렬 및 기립 이송장치는, 비가열 살균처리 공정을 거친 바스켓을 넘겨 받아 바스켓에 담긴 음료병들을 인출하고 인출된 음료병들을 공급하는 음료병 인출/공급 수단; 음료병 인출/공급 수단으로 부터 방향성 없이 눕혀진 상태로 공급되는 음료병들을 이송시키면서 음료병들이 동일한 방향성을 가지도록 눕혀지게 선택적으로 음료병들의 방향을 전환시키는 음료병 방향 전환 정렬수단; 동일한 방향성을 가지도록 눕혀진 음료병들을 공급받아 음료병들이 바르게 세워지도록 기립시키며 기립된 음료병들을 포장공정 측으로 이송시키는 음료병 기립 정렬수단; 및 비가열 살균처리 공정으로부터 안내되는 음료병들이 담긴 바스켓을 음료병 인출/공급 수단 측으로 운반하는 바스켓 트랜스퍼;를 포함할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 바스켓 트랜스퍼는, 비가열 살균처리 공정을 거친 바스켓을 안내하는 바스켓 공급 라인의 연장단 측으로 안내된 바스켓을 파지하고, 파지한 바스켓을 음료병 인출/공급 수단 측에 내려 놓는 그립부; 그립부를 승강 작동시키는 제 1 Z축 이송 실린더; 및 바스켓 공급 라인의 연장단 측과 음료병 인출/공급수단 사이를 왕복하도록 그립부를 이동시키는 X축 이송 실린더;를 포함할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, X축 이송 실린더는 음료병 인출/공급 수단의 컨테이너에 제공되는 프레임의 일측에 설치되며, X축 이송 실린더의 X축 실린더 로드의 연장단에는 헤드가 장착되되, 헤드는 프레임 상에 X축 방향으로 연장되게 설치되는 헤드 가이드 레일에 슬라이딩 가능하게 탑재될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 제 1 Z축 이송 실린더는 헤드의 상부면 상에 설치되고, 제 1 Z축 이송 실린더의 제 1 Z축 실린더 로드는 헤드를 관통해 헤드의 하부 측으로 수직하게 연장되되, 제 1 Z축 실린더 로드의 연장단에는 그립부가 설치되는 승강 새들이 장착될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 힌지핀을 매개로 승강 새들의 양측 하부 측에 상하 방향으로 선회 가능하게 장착되는 그리퍼; 및 그리퍼들을 작동시키는 그립핑 실린더;를 포함하되, 그립핑 실린더들의 헤드 커버 측은 힌지핀을 매개로 승강 새들의 양측 상부 측에 상하 방향으로 선회 가능하게 장착되고, 그립핑 실린더의 그립핑 실린더 로드의 연장단은 힌지핀을 매개로 인접한 그리퍼에 상하 방향으로 선회 가능하게 연결될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 음료병 인출/공급 수단은, 컨테이너; 바스켓을 넘겨 받아 회전시켜 바스켓에 담긴 음료병들을 컨테이너 내부로 인출시키는 제 1 및 제 2 인출롤러; 음료병들이 인출된 바스켓을 제 1 및 제 2 인출롤러의 상부 측으로 상승시키는 제 2 Z축 이송 실린더와, 제 1 및 제 2 인출롤러의 상부 측으로 상승된 바스켓을 컨테이너의 외부로 반출시키는 Y축 이송 실린더를 가지는 바스켓 배출부; 및 컨테이너 내부로 인출된 음료병들을 음료병 방향 전환 정렬수단 측으로 공급하는 경사 컨베이어;들을 포함할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 컨테이너는 상부가 개방되고 내부가 빈 사각 함체 형상으로 제공되되, 컨테이너는 비가열 살균처리 공정을 거친 바스켓을 안내하는 바스켓 공급 라인의 연장단 측 하부에 설치되고, 컨테이너에는 바스켓 트랜스퍼가 설치되는 프레임이 컨테이너의 상부 외측으로 연장되게 형성되며, 컨테이너의 내부에는 바스켓 공급 라인의 길이방향을 따라 연장되면서 바스켓 공급 라인의 일측으로 이격되게 분할판이 장착되되, 분할판은 바스켓의 개구에서 인출되는 음료병들을 컨테이너의 양측으로 설치되는 경사 컨베이어 측으로 안내되도록 "∧"자 단면 형상을 가지면서 하부는 컨테이너의 바닥에서 이격될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 제 1 및 제 2 인출롤러는 분할판의 길이 방향을 따라 수평하게 연장되면서 하부 측이 분할판의 상부 측과 마주하도록 컨테이너의 개방된 상부 측에 회전 가능하게 설치되고, 제 1 및 제 2 인출롤러는 바스켓 트랜스퍼에 의해 운반된 바스켓이 올려지도록 이격되되, 제 1 및 제 2 인출롤러는 바스켓을 회전시켜 바스켓에 담긴 음료병들을 인출할 수 있도록 컨테이너의 외측에 설치되는 음료병 인출 모터와 연결되어 회전할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 제 2 Z축 이송 실린더는 제 2 Z축 실린더 로드를 분할판의 상부 측으로 신장시키고 제 2 Z축 실린더 로드를 분할판의 하부 측으로 수축시킬 수 있게 분할판의 내부에 설치되되, 제 2 Z축 실린더 로드의 연장단에는 제 2 Z축 이송 실린더의 작동에 의해 음료병들이 인출된 바스켓의 일단 및 타단 측 외측면에 접촉해 바스켓을 상승시키는 승강대가 장착되며, 승강대는 분할판의 내부에 배치되면서 분할판의 길이 방향을 따라 수평하게 연장되고 승강대의 양단 측은 수직하게 절곡되어 분할판을 관통해 제 1 및 제 2 인출롤러 사이로 연장될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, Y축 이송 실린더는 제 1 및 제 2 인출롤러의 상부 측으로 상승하는 바스켓과 마주하도록 제 1 및 제 2 인출롤러의 일단 측에 인접한 컨테이너의 일단 측 외측에 설치되고, Y축 이송 실린더의 Y축 실린더 로드의 연장단은 컨테이너를 관통해 컨테이너 내부로 연장되되, Y축 실린더 로드의 연장단에는 바스켓 배출 시 바스켓의 일단에 접촉해 바스켓을 밀어내는 푸셔가 장착될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, Y축 이송 실린더와 마주하는 컨테이너의 타단 측에는 컨테이너의 외부로 배출되는 바스켓을 안내하는 한 쌍의 바스켓 배출 가이드가 장착되고, 한 쌍의 바스켓 배출 가이드 사이에는 바스켓 배출 컨베이어가 설치될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 경사 컨베이어들은 컨테이너의 바닥과 이격된 분할판의 하부 일측 및 타측에서부터 컨테이너의 양측에 설치되는 음료병 방향 전환 정렬수단 측으로 연장되고, 각각의 경사 컨베이어에는 음료병들을 운반할 수 있게 하는 루버 핀들이 경사 컨베이어의 벨트 길이 방향을 따라 등간격으로 이격되게 형성될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 음료병 인출/공급 수단은 경사 컨베이어들와 분할판 사이에 설치되는 격벽부재;들을 더 포함하되, 격벽부재들은 분할판의 길이방향을 따라 연장됨과 동시에 하단 측은 경사 컨베이어들의 하단 측과 이격되게 컨테이너 내부에 고정 설치될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 음료병 방향 전환 정렬수단은, 컨테이너의 일측 및 타측에서 부터 음료병 기립 정렬수단 측으로 연장되되, 경사 컨테이너들로 부터 음료병을 공급받아 음료병을 음료병 기립 정렬수단 측으로 이송시키는 제 1 이송 컨베이어; 제 1 이송 컨베이어들의 시작단 측에 설치되고, 제 1 이송 컨베이어들의 시작단 측으로 공급되는 음료병들이 정체되지 않도록 음료병들을 밀어 이송시키는 리무브모듈; 리무브모듈의 후단 측에 설치되며, 제 1 이송 컨베이어들을 따라 복수의 열로 이송되는 음료병들을 일렬로 배열시키면서 음료병들을 이송시키는 어레이모듈; 어레이모듈의 후단 측에 설치되며, 음료병들이 일정한 간격을 유지하며 이송되게 하는 간격조절모듈; 및 간격조절모듈들의 후단 측에 배치되어, 음료병들이 동일한 방향성을 가지도록 선택적으로 음료병들의 방향을 전환시키는 방향 전환모듈;을 포함할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 리무브모듈은, 제 1 이송 컨베이어의 상부 측에 설치되되, 음료병들의 이송 방향과 수직으로 교차하게 제 1 이송 컨베이어의 폭 방향을 따라 수평하게 연장되는 원통형 코어; 및 원통형 코어의 외주면 상에 방사상으로 형성되는 다수의 블레이드;를 포함하되, 원통형 코어는 모터와 연결되어 모터의 작동에 의해 음료병들의 이송 방향 측으로 회전하고, 블레이드는 원통형 코어를 따라 회전하면서 제 1 이송 컨베이어의 시작단 측에서 이송되어 오는 음료병들을 타격해 어레이모듈 측으로 밀어 이송시킬 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 어레이모듈은, 제 1 이송 컨베이어의 상부 측에 설치되며, 제 1 이송 컨베이어의 폭 방향을 따라 수평하게 연장되되, 평면에서 봤을 때 음료병들의 이송 방향에 대하여 둔각을 이루도록 설치되는 가이드 롤러; 및 가이드 롤러의 외주면 상에 가이드 롤러의 길이 방향을 따라 이격되게 끼워지는 다수의 고무 링;을 포함하되, 가이드 롤러는 일단 측이 모터와 연결되어 모터의 작동에 의해 회전하며, 가이드 롤러는 복수의 열로 이송되는 음료병들을 가이드 롤러의 타단 측으로 안내시키면서 음료병들을 가이드 롤러의 타단을 통해 하나씩 일렬로 간격조절모듈 측으로 이송시킬 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 간격조절모듈은, 제 1 이송 컨베이어의 일측 및 타측에 수직하게 설치되는 간격조절롤러;를 포함하되, 각각의 간격조절롤러는 모터와 연결되어 모터의 작동에 의해 음료병들의 이송 방향 측으로 회전되고, 간격조절롤러는 음료병의 양측에 접촉하면서 회전력을 이용해 음료병을 방향 전환모듈 측으로 이송시킬 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 방향 전환모듈은, 벨트들의 페이스면이 서로 마주하면서 음료병들의 이송 방향 측으로 회전되게 상기 제 1 이송 컨베이어의 일측 및 타측에 설치되는 한 쌍의 방향 전환 가이드 컨베이어; 및 방향 전환 가이드 컨베이어들 사이에 배치되어 제 1 이송 컨베이어 및 한 쌍의 방향 전환 가이드 컨베이어에 의해 이송되는 음료병들의 방향을 선택적으로 전환시키는 방향 전환 로드;를 포함하되, 방향 전환 가이드 컨베이어들은 이송되는 음료병의 양측에 접촉해 음료병둘을 흔들임 없이 방향 전환 로드 측으로 안내할 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 방향 전환 로드의 상단 측은 방향 전환 로드의 하단 측이 음료병들의 이송 방향 측으로 선회되도록 제 1 이송 컨베이어의 양측에서 연장되는 서브 프레임에 회전 가능하게 지지되고, 방향 전환 로드의 하단 측에는 이송되는 음료병의 하부 접촉 시 음료병을 그대로 통과시키고, 이송되는 음료병의 목부 접촉 시 음료병의 목부이 걸쳐지는 걸림공이 형성되되, 방향 전환 로드는 목부가 걸림공의 걸쳐지는 음료병의 방향을 전환시켜 음료병을 제 1 이송 컨베이어에 눕힐 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 음료병 기립 정렬수단은, 제 1 이송 컨베이어들로 부터 음료병을 공급받아 음료병을 포장공정 측으로 이송시키는 제 2 이송 컨베이어; 및 제 2 이송 컨베이어 측으로 공급되는 음료병을 기립시키는 기립모듈;을 포함하되, 제 2 이송 컨베이어들은 제 1 이송 컨베이어들의 연장단을 통해 공급되는 음료병의 하부 측을 받아 낼 수 있도록 제 1 이송 컨베이어들의 하부 측에서 포장공정 측으로 연장될 수 있다.
본 발명의 일 관점(aspect)에 따른 음료병 자동 인출, 정렬 및 기립 이송장치에서, 기립모듈은, 벨트들의 페이스면이 서로 마주하면서 포장공정 측으로 회전되게 제 2 이송 컨베이어의 시작단 일측 및 타측에 설치되어 제 2 이송 컨베이들과 함께 음료병을 공급받는 한 쌍의 기립 가이드 컨베이어; 및 기립 가이드 컨베이어들의 벨트의 길이 방향을 따라 등간격으로 이격되게 형성되되, 제 2 이송 컨베이어와 기립 가이드 컨베이어들 사이로 공급된 음료병이 넘어지지 않게 음료병을 지지하는 기립 핀;을 포함할 수 있다.
본 발명에 의하면, 비가열 살균처리 공정으로부터 공급되는 음료병들을 바스켓에서 자동으로 인출하고, 인출된 음료병들을 자동으로 바르게 세워 기립된 상태로 포장공정 측으로 이송시킬 수 있기 때문에 종래와 같이 다수의 작업자를 필요로 하지 않아 인건비를 절감할 수 있을 뿐만 아니라 향상된 작업능률을 기대할 수 있게 하는 효과를 제공할 수 있게 된다.
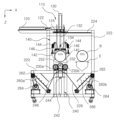
도 1은 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치가 설치 상태를 개략적으로 나타낸 도면.
도 2 및 도 3은 는 도 1에 도시된 바스켓 트랜스퍼 및 음료병 인출/공급수단을 개략적으로 나타낸 도면.
도 4는 도 1에 도시된 음료병 방향 전환 정렬수단을 개략적으로 나타낸 도면.
도 5a 및 도 5b는 방향 전환 모듈의 작동상태를 개략적으로 나타낸 도면.
도 6은 도 1에 도시된 음료병 기립 정렬수단을 개략적으로 나타낸 도면.
도 2 및 도 3은 는 도 1에 도시된 바스켓 트랜스퍼 및 음료병 인출/공급수단을 개략적으로 나타낸 도면.
도 4는 도 1에 도시된 음료병 방향 전환 정렬수단을 개략적으로 나타낸 도면.
도 5a 및 도 5b는 방향 전환 모듈의 작동상태를 개략적으로 나타낸 도면.
도 6은 도 1에 도시된 음료병 기립 정렬수단을 개략적으로 나타낸 도면.
이하, 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치를 구현한 실시형태를 도면을 참조하여 자세히 설명한다.
다만, 본 발명의 본질적인(intrinsic) 기술적 사상은 이하에서 설명되는 실시형태에 의해 그 실시 가능 형태가 제한된다고 할 수는 없고, 본 발명의 본질적인(intrinsic) 기술적 사상에 기초하여 통상의 기술자에 의해 이하에서 설명되는 실시형태를 치환 또는 변경의 방법으로 용이하게 제안될 수 있는 범위를 포섭함을 밝힌다.
또한, 이하에서 사용되는 용어는 설명의 편의를 위하여 선택한 것이므로, 본 발명의 본질적인(intrinsic) 기술적 사상을 파악하는 데 있어서, 사전적 의미에 제한되지 않고 본 발명의 기술적 사상에 부합되는 의미로 적절히 해석되어야 할 것이다.
첨부된 도면 중에서, 도 1은 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치가 설치 상태를 개략적으로 나타낸 도면이다.
도 1을 참조하면, 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치는 내용물이 병입되고 캡(cap)이 체결된 상태 하에서 바스켓(B)에 담겨 비가열 살균처리 공정(HPP)을 거친 음료병(O)들을 바스켓(B)에서 자동으로 인출시키고, 인출된 음료병(O)들을 바르게 세우기 용이하도록 자동으로 정렬시키며, 정렬된 음료병(O)들 자동으로 기립시켜 포장공정(P) 측으로 이송시킨다.
이를 위해서, 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치는 비가열 살균처리 공정(HPP)을 거친 바스켓(B)이 안내되는 바스켓 공급 라인(E)의 연장단 측과 포장공정(P) 사이에 설치된다.
여기서, 바스켓(B)은 도 1에 도시된 바와 같이 양단이 폐쇄되고 내부가 빈 수평한 원통형상으로 제공되며, 바스켓(B)의 방사상 일측에는 소정의 폭을 가지면서 바스켓(B)의 길이방향을 따라 연장된 개구(G; 도 3 참조)가 형성된다.
이렇게 형성된 바스켓(B)의 개구(G)를 통해서는 음료병(O)들이 인입 및 인출된다.
첨부된 도면 중에서, 도 2 내지 도 6은 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치를 개략적으로 나타낸 도면이다.
도 2 내지 도 6을 참조하면, 본 발명은 비가열 살균처리 공정(HPP)을 거친 바스켓(B)을 넘겨 받아 바스켓(B)에 담긴 음료병(O)들을 인출하고 인출된 음료병(O)들을 공급하는 음료병 인출/공급 수단(210)과, 음료병 인출/공급 수단(210)으로 부터 방향성 없이 눕혀진 상태로 공급되는 음료병(O)들을 이송시키면서 음료병(O)들이 동일한 방향성을 가지도록 음료병(O)들의 방향을 전환시켜 눕히는 음료병 방향 전환 정렬수단(310) 및 동일한 방향성을 가지도록 눕혀진 음료병(O)들을 공급받아 음료병(O)들이 바르게 세워지도록 기립시키며 기립된 음료병(O)들을 포장공정(P) 측으로 이송시키는 음료병 기립 정렬수단(410)을 포함한다.
또한, 본 발명은 비가열 살균처리 공정(HPP)을 거쳐 바스켓 공급 라인(E)의 연장단 측으로 안내된 음료병(O)들이 담긴 바스켓(B)을 음료병 인출/공급 수단(210) 측으로 운반하는 바스켓 트랜스퍼(110)를 더 포함한다.
먼저, 바스켓 트랜스퍼(110)는 바스켓 공급 라인(E)의 연장단 측으로 안내된 바스켓(B)을 파지하고, 파지한 바스켓(B)을 음료병 인출/공급 수단(210) 측에 내려 놓는 그립부(140)를 포함한다.
또한, 바스켓 트랜스퍼(110)는 그립부(140)를 승강 작동시키는 제 1 Z축 이송 실린더(130) 및 그립부(140)를 바스켓 공급 라인(E)의 연장단 측과 음료병 인출/공급수단(210)으로 왕복 이동시키는 X축 이송 실린더(120)를 더 포함한다.
X축 이송 실린더(120)는 음료병 인출/공급 수단(210)의 컨테이너(220)에 제공되는 프레임(222)의 일측에 설치된다.
이때, X축 이송 실린더(120)의 작동에 의해 X축 방향으로 신장 및 수축되는 X축 실린더 로드(122)의 연장단에는 헤드(124)가 장착된다.
헤드(124)에는 그립부(140)를 승강 작동시키는 제 1 Z축 이송 실린더(130)가 설치되는데, 헤드(124)는 프레임(222) 상에 X축 방향으로 연장되게 설치되는 헤드 가이드 레일(224)에 슬라이딩 가능하게 탑재된다.
즉, X축 이송 실린더(120)는 X축 실린더 로드(122)를 X축 방향으로 신장 및 수축시켜 제 1 Z축 이송 실린더(130) 및 그립부(140)를 바스켓 공급 라인(E)의 연장단 측에서 음료병 인출/공급 수단(210)의 제 1 및 제 2 인출롤러(230a, 230b) 측으로 이동시키거나 제 1 Z축 이송 실린더(130) 및 그립부(140)를 제 1 및 제 2 인출롤러(230a, 230b) 측에서 바스켓 공급 라인(E)의 연장단 측으로 이동시킨다.
제 1 Z축 이송 실린더(130)는 전술한 바와 같이 헤드(124)의 상부면 상에 설치되고, 제 1 Z축 이송 실린더(130)의 작동에 의해 Z축 방향으로 신장 및 수축되는 제 1 Z축 실린더 로드(132)는 헤드(124)를 관통해 헤드(124)의 하부 측으로 수직하게 연장된다.
이때, 제 1 Z축 실린더 로드(132)의 연장단에는 그립부(140)가 설치되는 승강 새들(134)이 장착된다.
즉, 제 1 Z축 이송 실린더(130)는 Z축 방향으로 제 1 Z축 실린더 로드(132)를 신장 및 수축시켜 그립부(140)를 승강 작동시킨다.
다시 말해, 제 1 Z축 이송 실린더(130)는 그립부(140)가 바스켓 공급 라인(E)의 연장단 측으로 안내된 바스켓(B)을 파지할 수 있도록 그립부(140)를 하강시키며, 그립부(140)가 바스켓(B)을 파지하면 바스켓(B)을 제 1 및 제 2 인출롤러(230a, 230b) 측으로 이동시킬 수 있게 그립부(140)를 상승시킨다. 또한 바스켓(B)을 파지한 그립부(140)가 X축 이송 실린더(120)의 작동에 의해 제 1 및 제 2 인출롤러(230a, 230b) 측으로 이동되면 그립부(140)가 바스켓(B)을 제 1 및 제 2 인출롤러(230a, 230b) 사이에 올려 놓을 수 있게 그립부(140)를 하강시키며, 그립부(140)가 바스켓(B)을 제 1 및 제 2 인출롤러(230a, 230b)에 올려 놓으면 다음 작업을 위해 그립부(140)를 상승시킨다.
그립부(140)는 도시된 바와 같이 한 쌍의 그리퍼(142)들과, 그리퍼(142)들을 작동시키는 그립핑 실린더(144)들을 포함한다.
그리퍼(142)들은 바스켓(B)의 외측면 양측을 감싸듯 바스켓(B)의 외측면에 접촉하여 바스켓(B)을 파지한다.
이를 위해서, 그리퍼(142)들은 통상의 힌지핀(hinge pin)을 매개로 Y축 방향으로 연장된 승강 새들(134)의 양측 하부 측에 상하 방향으로 선회 가능하게 장착된다.
한편, 그립핑 실린더(144)들은 바스켓(B)을 파지하거나 바스켓(B)을 내려 놓을 수 있도록 그리퍼(142)들을 작동시킨다.
그립핑 실린더(144)들은 그리퍼(142)와 마찬가지로 승강 새들(134)의 양측에 설치되는데, 그립핑 실린더(144)들의 헤드 커버 측은 통상의 힌지핀(hinge pin)을 매개로 승강 새들(134)의 양측 상부 측에 상하 방향으로 선회 가능하게 장착되고, 그립핑 실린더(144)의 그립핑 실린더 로드(146)의 연장단은 마찬가지로 통상의 힌지핀(hinge pin)을 매개로 인접한 그리퍼(142)에 상하 방향으로 선회 가능하게 연결된다.
즉, 그립핑 실린더(144)들이 그립핑 실린더 로드(146)를 신장시키면, 그리퍼(142)들은 서로 근접하는 방향, 다시 말해 승강 새들(134)의 하부 측으로 선회하면서 바스켓(B)의 외측면 양측에 접촉해 바스켓(B)을 파지한다. 그리고 그립핑 실린더(144)들이 그립핑 실린더 로드(146)를 수축시키면, 그리퍼(142)들은 서로 멀어지는 방향, 다시 말해 승강 새들(134)의 양측 상부 측으로 선회하면서 바스켓(B)에 대한 파지를 해제한다.
음료병 인출/공급 수단(210)은 컨테이너(220)와, 바스켓(B)을 넘겨 받아 회전시켜 바스켓(B)에 담긴 음료병(O)들을 컨테이너(220) 내부로 인출시키는 제 1 및 제 2 인출롤러(230a, 230b)를 포함한다.
또한, 음료병 인출/공급 수단(210)은 음료병(O)이 인출된 바스켓(B)을 컨테이너(220)의 외부로 배출시키는 바스켓 배출부(240)와, 컨테이너(220) 내부로 인출된 음료병(O)들을 음료병 방향 전환 정렬수단(310) 측으로 공급하는 경사 컨베이어(260a, 260b)들을 포함한다.
컨테이너(220)는 도시된 바와 같이 상부가 개방되고 내부가 빈 대략 사각 함체 형상으로 제공되되, 컨테이너(220)는 바스켓 공급 라인(E)의 연장단 측 하부에 설치된다.
이렇게 설치된 컨테이너(220)에는 전술한 바와 같이 바스켓 트랜스퍼(110)가 설치되는 프레임(222)이 제공되는데, 프레임(222)은 바스켓 공급 라인(E), 제 1 및 제 2 인출롤러(230a, 230b), 바스켓 배출부(240) 및 경사 컨베이어(260a, 260b)들에 간섭되지 않게 컨테이너(220)의 상부 측에서 컨테이너(220)의 상부 외측으로 연장되게 형성된다.
한편, 컨테이너(220)의 내부에는 바스켓 공급 라인(E)의 길이방향, 즉 Y축 방향을 따라 따라 연장되면서 바스켓 공급 라인(E)의 일측, 즉 X축 방향으로 이격되게 분할판(226)이 장착된다.
분할판(226)은 대략 "∧"자 단면 형상을 가지면서 하부는 컨테이너(220)의 바닥에서 이격되는데, 이렇게 형성된 분할판(226)은 바스켓(B)의 개구(G)에서 인출되는 음료병(O)들을 컨테이너(220)의 양측으로 설치되는 경사 컨베이어(260a, 260b) 측으로 안내되게 한다.
제 1 및 제 2 인출롤러(230a, 230b)는 분할판(226)의 길이 방향, 즉 Y축 방향으로 수평하게 연장되고, 바스켓 공급 라인(E)에 간섭되지 않게 하부 측이 분할판(226)의 상부 측과 마주하도록 컨테이너(220)의 개방된 상부 측에 회전 가능하게 설치된다.
즉, 제 1 및 제 2 인출롤러(230a, 230b)는 분할판(226)과 마찬가지로 바스켓 공급 라인(E)에서 X축 방향으로 이격되게 설치된다.
이때, 제 1 및 제 2 인출롤러(230a, 230b)는 도시된 바와 같이 X축 방향으로 서로 이격되는데, 이렇게 이격된 제 1 및 제 2 인출롤러(230a, 230b) 사이에는 바스켓 트랜스퍼(110)에 의해 운반된 바스켓(B)이 제 1 및 제 2 인출롤러(230a, 130b)의 길이 방향에 대응하도록 올려진다.
그리고 제 1 및 제 2 인출롤러(230a, 230b)는 바스켓(B)을 회전시켜 바스켓(B)에 담긴 음료병(O)들을 인출시킬 수 있도록 컨테이너(220)의 외측에 설치되는 음료병 인출 모터(232)와 통상의 동력전달수단, 예를 들어 벨트와 벨트풀리 및 체인과 체인스프로킷 등을 매개로 연결된다.
즉, 제 1 및 제 2 인출롤러(230a, 230b) 사이에 음료병(O)들이 담긴 바스켓(B)이 올려지면 음료병 인출 모터(232)는 제 1 및 제 2 인출롤러(230a, 230b)를 회전시키는데, 이때 바스켓(B)은 제 1 및 제 2 인출롤러(230a, 230b)를 따라 회전하면서 개구(G)를 통해 음료병(O)들을 컨테이너(220) 내부로 인출시킨다.
바람직하게는, 제 1 및 제 2 인출롤러(230a, 230b)는 바스켓(B) 회전 시 바스켓(B)과의 사이에서 슬립(slip)이 발생하지 않도록 통상의 고무롤러로 제공되거나 또는 제 1 및 제 2 인출롤러(230a, 230b)에는 고무패드 등이 끼워질 수 있다.
바스켓 배출부(240)는 음료병(O)들이 인출된 바스켓(B)을 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승시키는 제 2 Z축 이송 실린더(242)와, 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승된 바스켓(B)을 컨테이너(220)의 외부로 반출시키는 Y축 이송 실린더(248)를 포함한다.
제 2 Z축 이송 실린더(242)는 도시된 바와 같이 컨테이너(220)의 내부에 장착된 분할판(226)의 내부에 설치된다. 이때 제 2 Z축 이송 실린더(242)는 제 2 Z축 실린더 로드(244)를 분할판(226)의 상부 측으로 신장시키며, 반대로 제 2 Z축 실린더 로드(244)를 분할판(226)의 하부 측으로 수축시킨다.
그리고 제 2 Z축 실린더 로드(244)의 연장단에는 제 2 Z축 이송 실린더(242)의 작동에 의해 음료병(O)들이 인출된 바스켓(B)의 일단 및 타단 측 외측면에 접촉해 바스켓(B)을 상승시키는 승강대(246)가 장착된다.
승강대(246)는 제 2 Z축 이송 실린더(242)와 마찬가지로 분할판(226)의 내부에 배치되면서 분할판(226)의 길이 방향을 따라 수평하게 연장되되, 승강대(246)의 양단 측은 수직하게 절곡되어 분할판(226)을 관통해 제 1 및 제 2 인출롤러(230a, 230b) 사이로 연장된다.
즉, 바스켓(B)에 담긴 음료병(O)들이 컨테이너(220) 내부로 인출이 완료되면 제 2 Z축 이송 실린더(242)는 제 2 Z축 실린더 로드(244)를 신장시켜 승강대(246)를 상승시키는데, 이에 의해 승강대(246)의 연장단은 바스켓(B)의 일단 및 타단 측 외측면에 접촉하면서 바스켓(B)을 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승시킨다. 그리고 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승된 바스켓(B)이 Y축 이송 실린더(248)에 의해 컨테이너(220)의 외부로 반출되면 제 2 Z축 이송 실린더(242)는 제 2 Z축 실린더 로드(244)를 수축시키는데, 이때 수축되는 제 2 Z축 실린더 로드(244)는 승강대(246)를 복귀시킨다.
Y축 이송 실린더(248)는 도시된 바와 같이 제 1 및 제 2 인출롤러(230a, 230b)의 일단 측에 인접한 컨테이너(220)의 일단 측 외측에 설치되되, Y축 이송 실린더(248)는 Y축 이송 실린더(248)의 로드 커버가 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승한 바스켓(B)과 마주하도록 설치된다.
이때, Y축 이송 실린더(248)의 작동에 의해 Y축 방향으로 신장 및 수축되는 Y축 실린더 로드(250)의 연장단은 컨테이너(220)를 관통해 컨테이너(220) 내부로 연장되고, Y축 실린더 로드(250)의 연장단에는 바스켓(B) 배출 시 바스켓(B)의 일단에 접촉해 바스켓(B)을 밀어내는 푸셔(252)가 장착된다.
그리고 Y축 이송 실린더(248)와 마주하는 컨테이너(220)의 타단 측에는 컨테이너(220)의 외부로 배출되는 바스켓(B)을 안내하는 한 쌍의 바스켓 배출 가이드(254)가 장착되고, 바스켓 배출 가이드(254) 사이에는 바스켓 배출 컨베이어(256)가 설치된다.
즉, 제 2 Z축 이송 실린더(242)의 작동에 의해 바스켓(B)이 제 1 및 제 2 인출롤러(230a, 230b)의 상부 측으로 상승되면 Y축 이송 실린더(248)는 Y축 실린더 로드(250)를 신장시키는데, 이때 푸셔(252)는 Y축 실린더 로드(250)를 따라 안내되면서 바스켓(B)의 일단 측에 접촉해 바스켓(B)을 바스켓 배출 가이드(254) 측으로 밀어내고, 바스켓 배출 가이드(254) 측으로 배출되는 바스켓(B)은 바스켓 배출 컨베이어(256)의 작동에 의해 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치의 외부로 배출된다. 그리고 바스켓(B)의 배출이 완료되면, Y축 이송 실린더(248)는 Y축 실린더 로드(250)를 수축시켜 푸셔(252)를 복귀시킨다.
여기서, 바스켓 배출 컨베이어(256)는 통상의 벨트 컨베이어로, 본 발명에서는 바스켓 배출 컨베이어(256)의 구성 및 작용에 대한 상세한 설명은 생략한다.
한편, 경사 컨베이어(260a, 260b)들은 컨테이너(220)의 일측 및 타측에 설치되는 음료병 방향 전환 정렬수단(310) 측으로 음료병(O)을 공급할 수 있도록 컨테이너(220)의 내부 일측 및 타측에 설치된다.
이러한 각각의 경사 컨베이어(260a, 260b)들은 컨테이너(220)의 바닥과 이격된 분할판(226)의 하부 일측 및 타측에서부터 인접한 음료병 방향 전환 정렬수단(310) 측으로 연장되고, 각각의 경사 컨베이어(260a, 260b)의 벨트(트레이)에는 음료병(O)들을 운반할 수 있게 하는 루버 핀(262)들이 경사 컨베이어(260a, 260b)의 벨트 길이 방향을 따라 등간격으로 이격되게 형성된다.
이렇게 형성된 경사 컨베이어(260a, 260b)들의 벨트는 각각 경사 컨베이어 모터(264)로 부터 구동력을 전달받아 회전되고, 이렇게 회전하는 벨트에 의해 컨테이너(220) 내부의 음료병(O)들을 각각의 음료병 방향 전환 정렬수단(310) 측으로 공급한다.
여기서, 경사 컨베이어(260a, 260b)는 당업계에서는 공지의 기술로, 본 발명에서는 경사 컨베이어(260a, 260b)들의 구체적인 구성 및 작용에 대한 상세한 설명은 생략한다.
한편, 음료병 인출/공급 수단(210)은 경사 컨베이어(260a, 260b)들과 분할판(226) 사이에 설치되는 격벽부재(266)들을 더 포함한다.
격벽부재(266)들은 도시된 바와 같이 분할판(226)의 길이방향, 즉 Y축 방향을 따라 연장됨과 동시에 하단 측은 경사 컨베이어(260a, 260b)들의 하단 측과 이격되게 컨테이너(220) 내부에 고정 설치된다.
이렇게 설치된 격벽부재(266)는 제 1 및 제 2 인출롤러(230a, 230b)의 작동에 의해 바스켓(B)에서 인출되는 음료병(O)들이 경사 컨베이어(260a, 260b)에 의해 음료병 방향 전환 정렬수단(310) 측으로 공급되는 음료병(O)들과 부딪히지 않게 한다.
음료병 방향 전환 정렬수단(310)은 제 1 이송 컨베이어(320)들과, 제 1 이송 컨베이어(320)들에 설치되는 리무브모듈(330), 어레이모듈(340), 간격조절모듈(350) 및 방향 전환모듈(360)을 포함한다.
제 1 이송 컨베이어(320)들은 경사 컨베이어(260a, 260b)들로부터 음료병(O)을 공급받으며, 제 1 이송 컨베이어(320)들은 벨트(트레이)를 음료병 기립 정렬수단(410) 측으로 회전시켜 음료병(O)들을 음료병 기립 정렬수단(410) 측으로 이송시킨다.
이를 위해서, 제 1 이송 컨베이어(320)들은 도시된 바와 같이 바스켓 공급 라인(E)에 간섭되지 않게 컨테이너(220)의 일측 및 타측에 각각 설치되고, 제 1 이송 컨베이어(320)들은 음료병 기립 정렬수단(410) 측으로 연장된다.
그리고 제 1 이송 컨베이어(320)들의 시작단 측으로는 경사 컨베이어(260a, 260b)들로부터 음료병(O)들이 공급되는데, 이때 음료병(O)들은 일정한 방향성 없이, 즉 캡(cap)의 방향이 일정하지 않게 제 1 이송 컨베이어(320)들의 길이 방향을 따라 눕혀진 상태로 제 1 이송 컨베이어(320)에 공급된다.
여기서, 제 1 이송 컨베이어(320)는 당업계에서 널리 사용되는 통상의 벨트 컨베이어 또는 체인 컨베이어로, 본 발명에서는 제 1 이송 컨베이어(320)의 구성 및 작용에 대한 상세한 설명은 생략한다.
한편, 리무브모듈(330), 어레이모듈(340), 간격조절모듈(350) 및 방향 전환모듈(360)은 각각의 제 1 이송 컨베이어(320)의 시작단 측에서부터 제 1 이송 컨베이어(320)의 연장단 측으로 순차적이게 설치된다.
리무브모듈(330)은 제 1 이송 컨베이어(320)의 시작단 측에 인접하게 설치되며, 리무브모듈(330)은 제 1 이송 컨베이어(320)들의 시작단 측으로 공급된 음료병(O)들이 정체되지 않도록 음료병(O)들을 어레이모듈(340) 측으로 밀어 이송시킨다.
이러한 리무브모듈(330)은 도시된 바와 같이 원통형 코어(332)와, 블레이드(334)들을 포함한다.
원통형 코어(332)는 제 1 이송 컨베이어(320)의 상부 측에 설치되되, 원통형 코어(332)는 도시된 바와 같이 음료병(O)들의 이송 방향과 수직으로 교차하게 제 1 이송 컨베이어(320)의 폭 방향을 따라 수평하게 연장된다. 이때, 원통형 코어(332)는 제 1 이송 컨베이어(320)의 일측에 배치되는 통상의 모터(moter; M1)와 연결되어 모터(M1)의 작동에 의해 음료병(O)들의 이송 방향, 즉 제 1 이송 컨베이어(320)의 벨트 회전 방향 측으로 회전된다.
한편, 블레이드(334)들은 원통형 코어(332)의 외주면 상에 방사상으로 형성된다. 이렇게 형성된 블레이드(334)들은 원통형 코어(332)를 따라 회전하면서 제 1 이송 컨베이어(320)의 시작단 측에서 이송되어 오는 음료병(O)들을 어레이모듈(340) 측으로 밀어 이송시킨다.
여기서, 블레이드(334)들은 음료병(O) 이송 시 음료병(O)이 파손되거나 스크래치(scratch) 등의 흠집이 생성되지 않도록 음료병(O)의 재질과 동일한 재질로 제공될 수 있다.
바람직하게는, 리무브모듈(330)은 다양한 사이즈(size) 및 다양한 형상으로 제공되는 음료병(O)들의 단면 형상에 대응할 수 있도록 제어기구를 갖춘 통상의 액추에이터(도시되지 않음)에 의해 높이 조절 가능하게 제공될 수 있다. 일례로 액추에이터는 공압 실린더 또는 서보모터 등일 수 있다.
어레이모듈(340)은 리무브모듈(330)에 대해 후행하도록 설치되며, 제 1 이송 컨베이어(320)들을 따라 복수의 열(列)로 이송되는 음료병(O)들을 일렬로 배열시키면서 음료병(O)들을 간격조절모듈(350) 측으로 이송시킨다.
어레이모듈(340)은 도시된 바와 같이 원통형상의 가이드 롤러(342)를 포함한다.
가이드 롤러(342)는 제 1 이송 컨베이어(320)의 상부 측에 설치되며, 제 1 이송 컨베이어(320)의 폭 방향을 따라 수평하게 연장되되, 가이드 롤러(342)는 평면에서 봤을 때 음료병(O)들의 이송 방향, 즉 제 1 이송 컨베이어(320)의 벨트의 회전 방향에 대하여 둔각(鈍角)을 이루도록 설치된다.
그리고 리무브모듈(330) 측으로 인접하게 배치된 가이드 롤러(342)의 일단은 제 1 이송 컨베이어(320)의 일측에 배치되는 통상의 모터(moter; M2)와 연결되어 모터(M2)의 작동에 의해 음료병(O)들의 이송 방향 측으로 회전되는데, 가이드 롤러(342)의 외주면 상에는 음료병(O)에 접촉하는 고무 링(344)들이 가이드 롤러(342)의 길이방향을 따라 소정의 간격으로 이격되게 끼워진다.
즉, 음료병(O)들이 리무브모듈(330)로 부터 복수의 열로 이송되는 경우 음료병(O)들은 가이드 롤러(342)에 끼워진 고무 링(344)에 접촉되면서 가이드 롤러(342)의 연장단 측으로 안내되는데, 이때 음료병(O)들은 가이드 롤러(342)의 연장단을 하나씩 간격조절모듈(350) 측으로 이송된다.
바람직하게는, 어레이모듈(340)은 다양한 사이즈(size) 및 다양한 형상으로 제공되는 음료병(O)들의 단면 형상에 대응할 수 있도록 제어기구를 갖춘 통상의 액추에이터(도시되지 않음)에 의해 높이 조절 및 제 1 이송 컨베이어(320)의 폭 방향으로 이동 가능하게 제공될 수 있다. 여기서 액추에이터는 공압 실린더 또는 서보모터 일 수 있다.
간격조절모듈(350)은 어레이모듈(340)에 대해 후행하도록 설치되며, 음료병(O)들이 일정한 간격을 유지하며 방향 전환모듈(360) 측으로 진입되게 한다.
간격조절모듈(350)은 도시된 바와같이 한 쌍으로 제공되는 간격조절롤러(352)를 포함한다.
이때, 간격조절롤러(352)는 제 1 이송 컨베이어(320)를 따라 이송되는 음료병(O)의 양측에 접촉할 수 있도록 제 1 이송 컨베이어(320)의 일측 및 타측에 수직하게 설치되며, 간격조절롤러(352)들은 각각 모터(moter; M3)와 연결되어 모터의 작동에 의해 음료병(O)들의 이송 방향 측으로 회전된다.
이렇게 설치된 간격조절롤러(352)들은 간격조절롤러(352)들 사이로 진입된 음료병(O)의 양측에 접촉하면서 회전력을 이용해 음료병(O)을 방향 전환모듈(360) 측으로 이송시키는데, 이때 간격조절롤러(352)들 사이로 진입된 음료병(O)이 방향 전환모듈(360) 측으로 이송될 때 까지 후행하는 음료병(O)은 간격조절롤러(352)들 사이로 진입하지 못하기 때문에 음료병(O)들은 일정한 간격을 유지하며 방향 전환모듈(360) 측으로 이송된다.
바람직하게는, 간격조절모듈(352)의 간격조절롤러(352)들은 다양한 사이즈(size) 및 다양한 형상으로 제공되는 음료병(O)들의 양측면에 접촉할 수 있도록 제어기구를 갖춘 통상의 액추에이터(도시되지 않음)에 의해 간격이 조절 가능하게 제공될 수 있다. 일례로 액추에이터는 공압 실린더 또는 서보모터 일 수 있다.
한편, 방향 전환모듈(360)은 간격조절모듈(350)들의 후단 측에 배치되어, 음료병(O)들이 동일한 방향성을 가지도록 선택적으로 음료병(O)들의 방향을 전환시킨다.
다시 말해, 방향 전환 모듈(360)은 제 1 이송 컨베이어(320)를 따라 이송되는 음료병(O)들이 음료병 기립 정렬수단(410) 측으로 공급되면서 바르게 세워져 기립될 수 있도록 음료병(O)들의 하부가 음료병 기립 정렬수단(410) 측을 향하도록 정렬시킨다.
여기서, 동일한 방향성이란 음료병(O)들의 하부 측이 음료병 기립 정렬수단(410) 측을 향하는 것을 의미한다.
방향 전환모듈(360)은 도시된 바와 같이 한 쌍으로 제공되는 방향 전환 가이드 컨베이어(362)와, 음료병(O)들의 방향을 전환시키는 방향 전환 로드(364)를 포함한다.
방향 전환 가이드 컨베이어(362)들은 통상의 벨트 컨베이어로 제공되되, 방향 전환 가이드 컨베이어(362)들의 벨트들은 페이스면이 서로 마주하면서 음료병(O)들의 이송 방향 측으로 회전되게 제 1 이송 컨베이어(320)의 양측에 설치된다.
이때, 방향 전환 가이드 컨베이어(362)들의 벨트들은 제 1 이송 컨베이어(320)를 따라 이송되는 음료병(O)의 양측에 접촉되는데, 이에 의해 음료병(O)들은 흔들림 없이 방향 전환 로드(364) 측으로 안내된다.
여기서, 통상의 벨트 컨베이어로 제공되는 방향 전환 가이드 컨베이어(362)의 구성 및 작용은 공지의 기술이므로, 이에 대한 상세한 설명은 생략한다.
바람직하게는, 방향 전환모듈(360)의 방향 전환 가이드 컨베이어(362)들은 다양한 사이즈(size) 및 다양한 형상으로 제공되는 음료병(O)들의 양측면에 접촉할 수 있도록 제어기구를 갖춘 통상의 액추에이터(도시되지 않음)에 의해 그 간격이 조절 가능하게 제공될 수 있다. 일례로 액추에이터는 공압 실린더 또는 서보모터 일 수 있다. .
방향 전환 로드(364)는 한 쌍의 방향 전환 가이드 컨베이어(362) 사이에 수직하게 배치된다.
이때, 방향 전환 로드(364)의 상단 측은 방향 전환 로드(364)의 하단 측이 음료병(O)들의 이송 방향 측으로 선회되도록 제 1 이송 컨베이어(320)의 양측에서 연장되는 서브 프레임(366)에 회전 가능하게 지지된다.
그리고 방향 전환 로드(364)의 하단 측에는 이송되는 음료병(O)의 하부 접촉 시 음료병(O)을 그대로 통과시키고 이송되는 음료병(O)의 목부 접촉 시 음료병(O)의 목부이 걸쳐지는 걸림공(368)이 형성된다.
이를 위해서, 걸림공(368)은 음료병(O)의 하부의 크기 보다는 작은 폭을 가지도록 형성되며, 음료병(O)의 목부의 크기보다는 큰 폭을 가지도록 형성된다.
즉, 제 1 이송 컨베이어(320) 및 방향 전환 가이드 컨베이어(362)를 따라 이송되는 음료병(O)의 하부가 방향 전환 로드(364)의 하단 측에 접촉되면 걸림공(368)이 음료병(O)의 하부 측을 수용하지 못하기 때문에 방향 전환 로드(364)의 하단 측은 이송되는 음료병(O)에 의해 밀려나면서 음료병(O)을 그대로 통과시킨다(도 5a 참조).
반대로, 제 1 이송 컨베이어(320) 및 방향 전환 가이드 컨베이어(362)를 따라 이송되는 음료병(O)의 목부가 방향 전환 로드(364)의 하단 측에 접촉되면 걸림공(368)은 음료병(O)의 목부에 걸쳐지는데, 이때 방향 전환 로드(364)의 하단 측은 제 1 이송 컨베이어(320) 및 방향 전환 가이드 컨베이어(362)에 의해 이송되는 음료병(O)에 의해 음료병(O)의 이송 방향 측으로 선회하고, 목부가 걸림공(368)에 걸쳐진 음료병(O)은 음료병(O)의 하부 측이 선회하는 방향 전환 로드(364)의 하단 측 보다 제 1 이송 컨베이어(320) 및 방향 전환 가이드 컨베이어(362)에 의해 제 1 이송 컨베이어(320)의 연장단 측으로 더 이송되면서 방향이 전환됨과 동시에 음료병(O)의 목부는 걸림공(368)에서 빠져나와 방향이 전환된 상태로 제 1 이송 컨베이어(320)에 눕혀진다(도 5b 참조).
이러한 방향 전환모듈(360)의 작동에 의해 제 1 이송 컨베이어(320)를 따라 이송되는 음료병(O)들은 동일한 방향성을 가지도록 정렬되면서 음료병 기립 정렬수단(410) 측으로 안내된다.
음료병 기립 정렬수단(410)은 제 2 이송 컨베이어(420)들과, 기립모듈(430)을 포함한다.
제 2 이송 컨베이어(420)들은 제 1 이송 컨베이어(320)들로 부터 동일한 방향성을 가지도록 정렬된 음료병(O)을 공급받으며, 제 2 이송 컨베이어(420)들은 벨트(트레이)를 포장공정(P)측으로 회전시켜 기립모듈(430)에 의해 기립된 음료병(O)들을 포장공정(P) 측으로 이송시킨다.
이를 위해서, 제 2 이송 컨베이어(420)들은 제 1 이송 컨베이어(320)들로 부터 공급된 음료병(O)들의 하부 측을 받아 낼 수 있도록 제 1 이송 컨베이어(320)들의 연장단 하부 측에 설치되고, 제 2 이송 컨베이어(420)들은 포장공정(P) 측으로 연장된다.
여기서, 제 2 이송 컨베이어(420)는 당업계에서 널리 사용되는 통상의 벨트 컨베이어 또는 체인 컨베이어로, 본 발명에서는 제 2 이송 컨베이어(420)의 구성 및 작용에 대한 상세한 설명은 생략한다.
기립모듈(430)은 한 쌍으로 제공되는 기립 가이드 컨베이어(432)들을 포함한다.
기립 가이드 컨베이어(432)들은 통상의 벨트 컨베이어로 제공되되, 기립 가이드 컨베이어(432)들은 벨트들의 페이스면이 서로 마주하면서 포장공정(O) 측으로 회전되게 제 2 이송 컨베이어(420)의 시작단 양측에 설치된다.
그리고 기립 가이드 컨베이어(432)의 벨트에는 제 2 이송 컨베이어(320)와 한 쌍의 기립 가이드 컨베이어(430) 사이로 공급되는 음료병(O)이 넘어지지 않게 음료병(O)을 지지하는 기립 핀(434)들이 기립 가이드 컨베이어(430)들의 벨트를 따라 등간격으로 이격되게 형성된다.
즉, 제 1 이송 컨베이어(320)의 연장단을 통해 공급되는 음료병(O)들은 하부 측이 제 2 이송 컨베이어(420)와 한 쌍의 기립 가이드 컨베이어(432) 사이로 공급되는데, 이때 낙하는 음료병(O)은 기립 가이드 컨베이어(432)의 벨트를 따라 이동되는 어느 하나의 기립 핀(434)과 후행하는 기립 핀(434) 사이로 낙하되면서 넘어지지 않고 기립된다.
그리고 기립된 음료병(O)은 한 쌍의 기립 가이드 컨베이어(432)을 빠져나와 제 2 이송 컨베이어(420)에 의해 포장공정(P) 측으로 이송된다.
여기서, 통상의 벨트 컨베이어로 제공되는 기립 가이드 컨베이어(432)의 구성 및 작용은 공지의 기술이므로, 이에 대한 상세한 설명은 생략한다.
바람직하게는, 기립모듈(430)의 기립 가이드 컨베이어(432)들은 다양한 사이즈(size) 및 다양한 형상으로 제공되는 음료병(O)들의 양측면에 접촉할 수 있도록 제어기구를 갖춘 통상의 액추에이터(도시되지 않음)에 의해 그 간격이 조절 가능하게 제공될 수 있다. 일례로 액추에이터는 공압 실린더 또는 서보모터 일 수 있다.
더욱 바람직하게는, 각각의 기립 가이드 컨베이어(432)들의 벨트에 형성된 기립 핀(434)들은 서로 간섭되지 않게 포개어지거나 단부가 마주할 수 있는데, 이렇게 기립 핀(434)들이 서로 간섭되지 않게 포개어지거나 단부가 마주하는 것은 공지의 기술이므로 상세한 설명은 생략한다.
이와 같이 형성된 본 발명에 따른 음료병 자동 인출, 정렬 및 기립 이송장치는 바스켓(B)에 담겨 비가열 살균처리 공정(HPP)을 거친 음료병(O)들을 바스켓(B)에서 자동으로 인출시키고, 인출된 음료병(O)이 원활하게 세워지도록 정렬시키며, 정렬된 음료병(O)들을 바르게 세워 기립된 상태로 포장공정(P) 측으로 자동 이송시킬 수 있기 때문에 종래와 같이 다수의 작업자를 필요로 하지 않아 인건비를 절감할 수 있을 뿐만 아니라 향상된 작업능률을 기재할 수 있게 한다.
앞에서, 본 발명의 특정한 실시예가 설명되고 도시되었지만 본 발명은 기재된 실시예에 한정되는 것이 아니고, 본 발명의 사상 및 범위를 벗어나지 않고 다양하게 수정 및 변형할 수 있음은 이 기술의 분야에서 통상의 지식을 가진 자에게 자명한 일이다. 따라서, 그러한 수정예 또는 변형예들은 본 발명의 기술적 사상이나 관점으로부터 개별적으로 이해되어서는 안되며, 변형된 실시예들은 본 발명의 특허청구범위에 속한다 하여야 할 것이다.
Claims (21)
- 내용물이 병입되고 캡이 체결된 상태 하에서 바스켓에 담겨 비가열 살균처리 공정을 거친 음료병들을 상기 바스켓에서 인출시키고, 인출된 음료병들을 개별적으로 포장공정 측으로 자동으로 이송시키는 음료병 자동 인출, 정렬 및 기립 이송장치에서 있어서,
상기 음료병 자동 인출, 정렬 및 기립 이송장치는,
상기 비가열 살균처리 공정을 거친 상기 바스켓을 넘겨 받아 상기 바스켓에 담긴 음료병들을 인출하고 인출된 음료병들을 공급하는 음료병 인출/공급 수단;
상기 음료병 인출/공급 수단으로 부터 방향성 없이 눕혀진 상태로 공급되는 음료병들을 이송시키면서 음료병들이 동일한 방향성을 가지도록 눕혀지게 선택적으로 음료병들의 방향을 전환시키는 음료병 방향 전환 정렬수단;
동일한 방향성을 가지도록 눕혀진 음료병들을 공급받아 음료병들이 바르게 세워지도록 기립시키며 기립된 음료병들을 상기 포장공정 측으로 이송시키는 음료병 기립 정렬수단; 및
상기 비가열 살균처리 공정으로부터 안내되는 음료병들이 담긴 상기 바스켓을 상기 음료병 인출/공급 수단 측으로 운반하는 바스켓 트랜스퍼;를 포함하며,
상기 음료병 인출/공급 수단은,
컨테이너;
상기 바스켓을 넘겨 받아 회전시켜 상기 바스켓에 담긴 음료병들을 상기 컨테이너 내부로 인출시키는 제 1 및 제 2 인출롤러;
음료병들이 인출된 상기 바스켓을 상기 제 1 및 제 2 인출롤러의 상부 측으로 상승시키는 제 2 Z축 이송 실린더와, 상기 제 1 및 제 2 인출롤러의 상부 측으로 상승된 상기 바스켓을 상기 컨테이너의 외부로 반출시키는 Y축 이송 실린더를 가지는 바스켓 배출부; 및
상기 컨테이너 내부로 인출된 음료병들을 상기 음료병 방향 전환 정렬수단 측으로 공급하는 경사 컨베이어;들을 포함하는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 1에 있어서,
상기 바스켓 트랜스퍼는,
비가열 살균처리 공정을 거친 상기 바스켓을 안내하는 바스켓 공급 라인의 연장단 측으로 안내된 상기 바스켓을 파지하고, 파지한 상기 바스켓을 음료병 인출/공급 수단 측에 내려 놓는 그립부;
상기 그립부를 승강 작동시키는 제 1 Z축 이송 실린더; 및
상기 바스켓 공급 라인의 연장단 측과 상기 음료병 인출/공급수단 사이를 왕복하도록 상기 그립부를 이동시키는 X축 이송 실린더;를 포함하는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 2에 있어서,
상기 X축 이송 실린더는 상기 음료병 인출/공급 수단의 컨테이너에 제공되는 프레임의 일측에 설치되며,
상기 X축 이송 실린더의 X축 실린더 로드의 연장단에는 헤드가 장착되되,
상기 헤드는 상기 프레임 상에 X축 방향으로 연장되게 설치되는 헤드 가이드 레일에 슬라이딩 가능하게 탑재되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 3에 있어서,
상기 제 1 Z축 이송 실린더는 상기 헤드의 상부면 상에 설치되고,
상기 제 1 Z축 이송 실린더의 제 1 Z축 실린더 로드는 상기 헤드를 관통해 상기 헤드의 하부 측으로 수직하게 연장되되,
상기 제 1 Z축 실린더 로드의 연장단에는 상기 그립부가 설치되는 승강 새들이 장착되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 4에 있어서,
힌지핀을 매개로 상기 승강 새들의 양측 하부 측에 상하 방향으로 선회 가능하게 장착되는 그리퍼; 및
상기 그리퍼들을 작동시키는 그립핑 실린더;를 포함하되,
상기 그립핑 실린더들의 헤드 커버 측은 힌지핀을 매개로 상기 승강 새들의 양측 상부 측에 상하 방향으로 선회 가능하게 장착되고, 상기 그립핑 실린더의 그립핑 실린더 로드의 연장단은 힌지핀을 매개로 인접한 상기 그리퍼에 상하 방향으로 선회 가능하게 연결되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 삭제
- 청구항 1에 있어서,
상기 컨테이너는 상부가 개방되고 내부가 빈 사각 함체 형상으로 제공되되, 상기 컨테이너는 상기 비가열 살균처리 공정을 거친 상기 바스켓을 안내하는 바스켓 공급 라인의 연장단 측 하부에 설치되고,
상기 컨테이너에는 상기 바스켓 트랜스퍼가 설치되는 프레임이 상기 컨테이너의 상부 외측으로 연장되게 형성되며,
상기 컨테이너의 내부에는 상기 바스켓 공급 라인의 길이방향을 따라 연장되면서 상기 바스켓 공급 라인의 일측으로 이격되게 분할판이 장착되되,
상기 분할판은 상기 바스켓의 개구에서 인출되는 음료병들을 상기 컨테이너의 양측으로 설치되는 상기 경사 컨베이어 측으로 안내되도록 "∧"자 단면 형상을 가지면서 하부는 상기 컨테이너의 바닥에서 이격되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 제 1 및 제 2 인출롤러는 상기 분할판의 길이 방향을 따라 수평하게 연장되면서 하부 측이 상기 분할판의 상부 측과 마주하도록 상기 컨테이너의 개방된 상부 측에 회전 가능하게 설치되고,
상기 제 1 및 제 2 인출롤러는 상기 바스켓 트랜스퍼에 의해 운반된 상기 바스켓이 올려지도록 이격되되, 상기 제 1 및 제 2 인출롤러는 상기 바스켓을 회전시켜 상기 바스켓에 담긴 음료병들을 인출할 수 있도록 상기 컨테이너의 외측에 설치되는 음료병 인출 모터와 연결되어 회전하는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 제 2 Z축 이송 실린더는 제 2 Z축 실린더 로드를 상기 분할판의 상부 측으로 신장시키고 상기 제 2 Z축 실린더 로드를 분할판의 하부 측으로 수축시킬 수 있게 상기 분할판의 내부에 설치되되,
상기 제 2 Z축 실린더 로드의 연장단에는 상기 제 2 Z축 이송 실린더의 작동에 의해 음료병들이 인출된 상기 바스켓의 일단 및 타단 측 외측면에 접촉해 상기 바스켓을 상승시키는 승강대가 장착되며,
상기 승강대는 상기 분할판의 내부에 배치되면서 상기 분할판의 길이 방향을 따라 수평하게 연장되고 상기 승강대의 양단 측은 수직하게 절곡되어 상기 분할판을 관통해 상기 제 1 및 제 2 인출롤러 사이로 연장되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 Y축 이송 실린더는 상기 제 1 및 제 2 인출롤러의 상부 측으로 상승하는 상기 바스켓과 마주하도록 상기 제 1 및 제 2 인출롤러의 일단 측에 인접한 상기 컨테이너의 일단 측 외측에 설치되고,
상기 Y축 이송 실린더의 Y축 실린더 로드의 연장단은 상기 컨테이너를 관통해 상기 컨테이너 내부로 연장되되, 상기 Y축 실린더 로드의 연장단에는 상기 바스켓 배출 시 상기 바스켓의 일단에 접촉해 상기 바스켓을 밀어내는 푸셔가 장착되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 10에 있어서,
상기 Y축 이송 실린더와 마주하는 상기 컨테이너의 타단 측에는 상기 컨테이너의 외부로 배출되는 상기 바스켓을 안내하는 한 쌍의 바스켓 배출 가이드가 장착되고,
한 쌍의 상기 바스켓 배출 가이드 사이에는 바스켓 배출 컨베이어가 설치되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 경사 컨베이어들은 상기 컨테이너의 바닥과 이격된 상기 분할판의 하부 일측 및 타측에서부터 상기 컨테이너의 양측에 설치되는 음료병 방향 전환 정렬수단 측으로 연장되고, 각각의 상기 경사 컨베이어에는 음료병들을 운반할 수 있게 하는 루버 핀들이 상기 경사 컨베이어의 벨트 길이 방향을 따라 등간격으로 이격되게 형성되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 음료병 인출/공급 수단은 상기 경사 컨베이어들와 상기 분할판 사이에 설치되는 격벽부재;들을 더 포함하되,
상기 격벽부재들은 상기 분할판의 길이방향을 따라 연장됨과 동시에 하단 측은 상기 경사 컨베이어들의 하단 측과 이격되게 상기 컨테이너 내부에 고정 설치되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 7에 있어서,
상기 음료병 방향 전환 정렬수단은,
상기 컨테이너의 일측 및 타측에서 부터 상기 음료병 기립 정렬수단 측으로 연장되되, 상기 경사 컨테이너들로 부터 음료병을 공급받아 음료병을 상기 음료병 기립 정렬수단 측으로 이송시키는 제 1 이송 컨베이어;
상기 제 1 이송 컨베이어들의 시작단 측에 설치되고, 상기 제 1 이송 컨베이어들의 시작단 측으로 공급되는 상기 음료병들이 정체되지 않도록 상기 음료병들을 밀어 이송시키는 리무브모듈;
상기 리무브모듈의 후단 측에 설치되며, 상기 제 1 이송 컨베이어들을 따라 복수의 열로 이송되는 음료병들을 일렬로 배열시키면서 음료병들을 이송시키는 어레이모듈;
상기 어레이모듈의 후단 측에 설치되며, 음료병들이 일정한 간격을 유지하며 이송되게 하는 간격조절모듈; 및
상기 간격조절모듈들의 후단 측에 배치되어, 음료병들이 동일한 방향성을 가지도록 선택적으로 음료병들의 방향을 전환시키는 방향 전환모듈;을 포함하는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 14에 있어서,
상기 리무브모듈은,
상기 제 1 이송 컨베이어의 상부 측에 설치되되, 음료병들의 이송 방향과 수직으로 교차하게 상기 제 1 이송 컨베이어의 폭 방향을 따라 수평하게 연장되는 원통형 코어; 및
상기 원통형 코어의 외주면 상에 방사상으로 형성되는 다수의 블레이드;를 포함하되,
상기 원통형 코어는 모터와 연결되어 모터의 작동에 의해 음료병들의 이송 방향 측으로 회전하고,
상기 블레이드는 상기 원통형 코어를 따라 회전하면서 상기 제 1 이송 컨베이어의 시작단 측에서 이송되어 오는 음료병들을 타격해 상기 어레이모듈 측으로 밀어 이송시키는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 14에 있어서,
상기 어레이모듈은,
상기 제 1 이송 컨베이어의 상부 측에 설치되며, 상기 제 1 이송 컨베이어의 폭 방향을 따라 수평하게 연장되되, 평면에서 봤을 때 상기 음료병들의 이송 방향에 대하여 둔각을 이루도록 설치되는 가이드 롤러; 및
상기 가이드 롤러의 외주면 상에 상기 가이드 롤러의 길이 방향을 따라 이격되게 끼워지는 다수의 고무 링;을 포함하되,
상기 가이드 롤러는 일단 측이 모터와 연결되어 모터의 작동에 의해 회전하며, 상기 가이드 롤러는 복수의 열로 이송되는 음료병들을 상기 가이드 롤러의 타단 측으로 안내시키면서 음료병들을 상기 가이드 롤러의 타단을 통해 하나씩 일렬로 상기 간격조절모듈 측으로 이송시키는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 14에 있어서,
상기 간격조절모듈은,
상기 제 1 이송 컨베이어의 일측 및 타측에 수직하게 설치되는 간격조절롤러;를 포함하되,
각각의 상기 간격조절롤러는 모터와 연결되어 모터의 작동에 의해 음료병들의 이송 방향 측으로 회전되고, 상기 간격조절롤러는 상기 음료병의 양측에 접촉하면서 회전력을 이용해 음료병을 상기 방향 전환모듈 측으로 이송시키는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 14에 있어서,
상기 방향 전환모듈은,
벨트들의 페이스면이 서로 마주하면서 음료병들의 이송 방향 측으로 회전되게 상기 제 1 이송 컨베이어의 일측 및 타측에 설치되는 한 쌍의 방향 전환 가이드 컨베이어; 및
상기 방향 전환 가이드 컨베이어들 사이에 배치되어 상기 제 1 이송 컨베이어 및 한 쌍의 상기 방향 전환 가이드 컨베이어에 의해 이송되는 음료병들의 방향을 선택적으로 전환시키는 방향 전환 로드;를 포함하되,
상기 방향 전환 가이드 컨베이어들은 이송되는 음료병의 양측에 접촉해 음료병둘을 흔들임 없이 상기 방향 전환 로드 측으로 안내하는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 18에 있어서,
상기 방향 전환 로드의 상단 측은 상기 방향 전환 로드의 하단 측이 음료병들의 이송 방향 측으로 선회되도록 상기 제 1 이송 컨베이어의 양측에서 연장되는 서브 프레임에 회전 가능하게 지지되고.
상기 방향 전환 로드의 하단 측에는 이송되는 음료병의 하부 접촉 시 음료병을 그대로 통과시키고, 이송되는 음료병의 목부 접촉 시 음료병의 목부이 걸쳐지는 걸림공이 형성되되,
상기 방향 전환 로드는 목부가 상기 걸림공의 걸쳐지는 음료병의 방향을 전환시켜 음료병을 상기 제 1 이송 컨베이어에 눕히는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 14에 있어서,
상기 음료병 기립 정렬수단은,
상기 제 1 이송 컨베이어들로 부터 음료병을 공급받아 음료병을 상기 포장공정 측으로 이송시키는 제 2 이송 컨베이어; 및
상기 제 2 이송 컨베이어 측으로 공급되는 음료병을 기립시키는 기립모듈;을 포함하되,
상기 제 2 이송 컨베이어들은 상기 제 1 이송 컨베이어들의 연장단을 통해 공급되는 음료병의 하부 측을 받아 낼 수 있도록 상기 제 1 이송 컨베이어들의 하부 측에서 상기 포장공정 측으로 연장되는 음료병 자동 인출, 정렬 및 기립 이송장치.
- 청구항 20에 있어서,
상기 기립모듈은,
벨트들의 페이스면이 서로 마주하면서 상기 포장공정 측으로 회전되게 상기 제 2 이송 컨베이어의 시작단 일측 및 타측에 설치되어 상기 제 2 이송 컨베이들와 함께 상기 음료병을 공급받는 한 쌍의 기립 가이드 컨베이어; 및
상기 기립 가이드 컨베이어들의 벨트의 길이 방향을 따라 등간격으로 이격되게 형성되되, 상기 제 2 이송 컨베이어와 상기 기립 가이드 컨베이어들 사이로 공급된 음료병이 넘어지지 않게 음료병을 지지하는 기립 핀;을 포함하는 음료병 자동 인출, 정렬 및 기립 이송장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210000092A KR102527780B1 (ko) | 2021-01-04 | 2021-01-04 | 음료병 자동 인출, 정렬 및 기립 이송장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210000092A KR102527780B1 (ko) | 2021-01-04 | 2021-01-04 | 음료병 자동 인출, 정렬 및 기립 이송장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220099127A KR20220099127A (ko) | 2022-07-13 |
| KR102527780B1 true KR102527780B1 (ko) | 2023-05-02 |
Family
ID=82401155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210000092A KR102527780B1 (ko) | 2021-01-04 | 2021-01-04 | 음료병 자동 인출, 정렬 및 기립 이송장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102527780B1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013107689A (ja) * | 2011-11-24 | 2013-06-06 | Takeuchi Press Ind Co Ltd | チューブ容器の供給方法及び供給装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0958863A (ja) * | 1995-08-23 | 1997-03-04 | Yokohama Rubber Co Ltd:The | タイヤ積込み装置 |
| KR100997211B1 (ko) | 2008-10-16 | 2010-11-29 | 주식회사 골드라인 파렛텍 | 생수통 캐리어를 이용한 생수통 물류장치 및 방법 |
| KR101867992B1 (ko) | 2016-11-14 | 2018-07-23 | (주)메카테크시스템 | 컵용기 포장장치 |
| KR102031516B1 (ko) | 2019-04-11 | 2019-10-11 | 이용두 | 음료 제조 장치 |
-
2021
- 2021-01-04 KR KR1020210000092A patent/KR102527780B1/ko active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013107689A (ja) * | 2011-11-24 | 2013-06-06 | Takeuchi Press Ind Co Ltd | チューブ容器の供給方法及び供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20220099127A (ko) | 2022-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10604291B2 (en) | Apparatus and method for handling articles | |
| JP4823356B2 (ja) | 装荷回転式コンベヤを有する包装システム | |
| US7735304B2 (en) | Container handling system | |
| US7631474B2 (en) | Packaging system having loading carousel | |
| CN1031182C (zh) | 包装机 | |
| US4191003A (en) | Tray loader | |
| US4911602A (en) | Container supply system | |
| US3951285A (en) | Bottle uncaser | |
| KR102527780B1 (ko) | 음료병 자동 인출, 정렬 및 기립 이송장치 | |
| EP0993405B1 (en) | Carton feeding mechanism | |
| CN108621306B (zh) | 瓶件削口设备及瓶件削口流水线 | |
| JP4367680B2 (ja) | 切出装置 | |
| US20240182288A1 (en) | Multi-container filling machine technologies | |
| CN209618325U (zh) | 一种瓶箱分离机 | |
| US11897747B1 (en) | Multi-container filling machine technologies | |
| US5170878A (en) | Method of hydrostatic cooker discharge | |
| JP3839511B2 (ja) | チューブ状商品の収容装置 | |
| KR20010024182A (ko) | 카톤적재장치 및 방법 | |
| EP1923348A1 (en) | Container Handling System | |
| SU1017597A1 (ru) | Устройство дл загрузки бутылок | |
| SU1133167A1 (ru) | Устройство дл укладки и извлечени бутылок из контейнеров | |
| KR20220041564A (ko) | 일회용기 자동 포장용 자동 정렬장치 | |
| EP1041047B1 (en) | Assembly for automatic loading of glass tubes into thermoforming machines | |
| JP2000289711A (ja) | 農産物の選別包装装置 | |
| AU2013211525A1 (en) | Container handling system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |