KR102446072B1 - 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 - Google Patents
절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 Download PDFInfo
- Publication number
- KR102446072B1 KR102446072B1 KR1020200125746A KR20200125746A KR102446072B1 KR 102446072 B1 KR102446072 B1 KR 102446072B1 KR 1020200125746 A KR1020200125746 A KR 1020200125746A KR 20200125746 A KR20200125746 A KR 20200125746A KR 102446072 B1 KR102446072 B1 KR 102446072B1
- Authority
- KR
- South Korea
- Prior art keywords
- dental
- gradient
- block
- cutting
- bulk
- Prior art date
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0022—Blanks or green, unfinished dental restoration parts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/083—Porcelain or ceramic teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
- A61C13/0007—Production methods using sand blasting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/01—Palates or other bases or supports for the artificial teeth; Making same
- A61C13/04—Palates or other bases or supports for the artificial teeth; Making same made by casting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/081—Making teeth by casting or moulding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/082—Cosmetic aspects, e.g. inlays; Determination of the colour
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C3/00—Dental tools or instruments
- A61C3/02—Tooth drilling or cutting instruments; Instruments acting like a sandblast machine
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C3/00—Dental tools or instruments
- A61C3/06—Tooth grinding or polishing discs; Holders therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C5/00—Filling or capping teeth
- A61C5/70—Tooth crowns; Making thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/04—Apparatus or processes for treating or working the shaped or preshaped articles for coating or applying engobing layers
- B28B11/044—Apparatus or processes for treating or working the shaped or preshaped articles for coating or applying engobing layers with glaze or engobe or enamel or varnish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/08—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads
- B28B11/0845—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads for smoothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/12—Apparatus or processes for treating or working the shaped or preshaped articles for removing parts of the articles by cutting
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B32/00—Thermal after-treatment of glass products not provided for in groups C03B19/00, C03B25/00 - C03B31/00 or C03B37/00, e.g. crystallisation, eliminating gas inclusions or other impurities; Hot-pressing vitrified, non-porous, shaped glass products
- C03B32/02—Thermal crystallisation, e.g. for crystallising glass bodies into glass-ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
- C03C10/0018—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing SiO2, Al2O3 and monovalent metal oxide as main constituents
- C03C10/0027—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing SiO2, Al2O3 and monovalent metal oxide as main constituents containing SiO2, Al2O3, Li2O as main constituents
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/007—Other surface treatment of glass not in the form of fibres or filaments by thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/083—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/097—Glass compositions containing silica with 40% to 90% silica, by weight containing phosphorus, niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C4/00—Compositions for glass with special properties
- C03C4/0007—Compositions for glass with special properties for biologically-compatible glass
- C03C4/0021—Compositions for glass with special properties for biologically-compatible glass for dental use
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2205/00—Compositions applicable for the manufacture of vitreous enamels or glazes
- C03C2205/06—Compositions applicable for the manufacture of vitreous enamels or glazes for dental use
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Veterinary Medicine (AREA)
- Dentistry (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Dispersion Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Molecular Biology (AREA)
- Glass Compositions (AREA)
- Dental Prosthetics (AREA)
- Dental Preparations (AREA)
Abstract
본 발명은 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로, 결정상은 주결정상이 리튬 디실리케이트이고 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료인 절삭가공을 위한 치과용 벌크 블록을 개시하는바, 이는 자연치아와 유사한 인공치아 보철물 제조에 유용하며, 이를 통해 인공치아 보철물을 제작하는 시간과 공정을 단축시킬 수 있을 뿐만 아니라, 기계적 물성의 경사기능화로 힘의 분산측면에서 구조적인 안정성이 증가된 효과를 가져 올 수 있다.
Description
본 발명은 자연치아의 구조적 특성과 유사한 인공치아소재를 제조하는데 유용한, 절삭가공을 위한 치과용 벌크 블록 및 이를 제조하는 방법에 관한 것이다.
크라운 재료는 손상된 치아의 상아질과 법랑질에 해당하는 부분을 수복하는 보철재료를 의미하며, 적용 부위에 따라 인레이, 온레이, 비니어, 크라운 등으로 구분할 수 있다. 크라운 재료가 수복되는 위치는 치아의 겉 표면이기 때문에 심미적 특성이 크게 요구되고, 대합치와의 마모나 치핑(chipping) 등 파절 때문에 높은 강도가 요구된다. 기존에 크라운 재료로 사용되는 소재는 루사이트 결정화 유리(leucite glass-ceramics), 강화 포세린이나 불화아파타이트(fluorapatite, Ca5(PO4)3F) 결정화 유리가 있으며, 이들은 우수한 심미적 특성이 있지만 강도가 80~120 MPa로 낮아 파절 가능성이 높다는 단점이 있다. 이에, 현재 다양한 소재의 고강도 크라운 소재를 개발하려는 연구가 진행 중이다.
리튬실리케이트 결정화 유리는 1973년 Marcus P. Borom과 Anna M. Turkalo(The Pacific Coast Regional Meeting, The American Ceramic Society, San Francisco, CA, October 31, 1973 (Glass division, No.3-G-73P))에 의해서 소개되었다.
Li2O-Al2O3-SiO2-Li2O-K2O-B2O3-P2O5계 유리를 이용해 다양한 결정핵 형성과 성장 열처리 조건별로 결정상과 강도에 대해서 연구하였다. 저온의 리튬 메타실리케이트로부터 고온의 리튬디실리케이트 결정상을 나타낼 때 30~35 KPS의 강도를 보였고, 이는 기지유리, 모유리, Li2SiO5, Li2SiO3 상들의 열팽창계수 차이에 기인한 잔류응력 때문이었다.
리튬 디실리케이트 결정을 포함한 유리를 이용하여 인공치아를 제작하는 소재 및 방법(monolithic dental crown)은 이미 여러 특허에 공지되어 있다. 하지만 공지된 기술들은 결정상의 크기가 조대하여 바로 기계 가공이 힘들고, 가공을 위해서는 1차로 리튬 메타실리케이트 결정상(machinable crystalline)을 형성하여 가공을 한 후, 2차로 열처리를 실시하여 고강도의 리튬 디실리케이트 결정상을 형성시키는 방법으로, 열처리 공정에 따른 수축으로 치수의 정확성이 떨어지고 열처리 공정이 추가된다는 번거로움이 있다. 일반적으로 CAD/CAM 가공은 병원에서 직접 가공하여 환자에게 최대한 빠르게 시적해야 하므로(one-day appointment) 열처리 공정에 따른 시간 지연은 환자 및 사용자에게 경제적인 어려움을 부가시킨다.
또한 기존의 리튬 디실리케이트 결정화 유리 소재는 조대한 결정상으로 인해 자연치와 유사한 높은 광투과율이나 유백성(opalescence)을 구현하는데 한계가 있다.
특히, 기존의 리튬 디실리케이트 결정화 유리 소재는 가공을 위해 1차로 가공성이 좋은 리튬 메타실리케이트(lithium metasilicate) 결정화 유리를 만들고, 가공 후 2차 결정화 열처리를 통해 리튬 디실리케이트를 형성시켜 강도를 증진 시키고, 이때 결정상의 크기가 약 3 ㎛ 이상으로 이 상태에서는 가공성이 현저히 떨어지고 오직 강도적인 부분만 구현할 수 있었다.
이러한 문제점을 해결하기 위해 본 출원인은 1차 열처리 온도 변화로 결정크기를 조절하여 가공성이 우수한 리튬 디실리케이트 결정상과 실리케이트 결정상을 포함한 결정화 유리 제조방법을 제안하여 기 특허받은 바 있다(국내특허등록 10-1975548). 구체적으로 여기에서는 SiO2 60~83중량%, Li2O 10~15중량%, 핵 형성제 역할을 하는 P2O5 2~6중량%, 유리전이온도와 연화점을 증가시키며, 유리의 화학적 내구성을 증진시키는 Al2O3 1~5중량%, 유리의 연화점을 증가시키는 SrO 0.1~3중량%, ZnO 0.1~2중량%, 조색제(colorant) 1~5중량%, 및 유리의 열팽창 계수를 증가시키는 알칼리 금속 산화물인 Na2O+K2O 2.5~6중량%를 포함하는 유리 조성물을 400℃ 내지 850℃에서 1차 열처리를 수행하는 단계; 상기 1차 열처리 이후에 780℃ 내지 880℃에서 2차 열처리를 수행하는 단계를 포함하며, 상기 1차 열처리에 의해 5nm 내지 2000nm의 나노 크기의 리튬 디실리케이트 결정상 및 실리카 결정상이 생성되며, 상기 2차 열처리 온도에 의해 투광성이 조절됨을 특징으로 하는 실리카 결정상을 포함하는 치아용 결정화 유리 제조 방법을 개시하였다.
한편, 인간의 생활수준이 향상되면서 치의학 분야에도 심미에 대한 요구가 증가되고 있으며, 환자들의 심미적 욕구가 점점 높아짐과 함께 다양한 재료를 이용한 심미보철 수복에 관한 많은 연구가 이루어지고 있다.
현재 주로 이용되고 있는 심미수복재료로서 도재수복물의 심미성에 영향을 미치는 요소로는 치아의 외형, 표면상태, 투명도, 색조 등이 있으며 이 가운데 특히 투명도는 성공적인 수복물 제작을 위한 중요한 요소라고 할수 있다. 이러한 심미보철을 위한 도재의 기계적, 물리적 특성에 대해서는 많은 연구와 발전이 있어왔지만 색조의 조화에 대해서는 아직도 많은 문제를 내포하고 있으며, 임상적, 기술적인 면에서 수복물의 색조선택, 특히 투명도에 관해서는 많은 어려움이 있다.
심미보철학에서 치아수복시 심미성에 영향을 주는 요인으로는 색조(Color), 치아의 형태와 크기, 치아의 배열상태와 비율관계, 광선, 투과성, 수복물의 Design 등이 있으며, 실제로 우리 눈에 민감하게 나타나는 것은 색과 형태라고 할 수 있다.
자연치아는 이의 목 부분부터 절단까지 색이 동일한 곳이 한 부위도 없다.
이러한 점을 반영하여 근래에는 이른바 빌드업 방식을 이용하여 자연치아의 깊은 색을 모방할 수 있는 인공치아를 제조하는 방법도 알려져 있다.
빌드업(Build-Up) 방식이란 포세린이나 지르코니아 등의 파우더를 층층이 쌓아 색조를 입힌 인공치아를 성형한 후 이를 열처리하여 자연치아와 유사한 색을 층층이 구현하는 방법으로, 비록 자연치아의 색을 상당히 유사하게 모방할 수는 있으나 이는 전적으로 기공사의 숙련된 기능에 따라서 인공치아의 심미감이 결정되는 방식으로 재현성이 떨어지고, 즉시적인 방법으로 제조가 불가능하여 환자에게 유리하지 않으며, CAD/CAM과 같은 절삭가공 방법으로는 구현해내기 어려운 문제점이 있다.
한편 기존의 벌크 블록을 이용하여 CAD/CAM과 같은 절삭가공법에 따라 인공치아를 제작하는 경우, 벌크 블록 자체가 균일한 물성을 나타내는 물질들로 이루어져 있으므로 결과된 인공치아는 자연치아와는 달리 단일한 색조를 띠는 형태로 얻어질 수밖에 없었다. 특히 이러한 방법에 따른 인공치아의 경우 앞니 등으로 적용시 심미적으로 이질적 느낌을 주어서 자연스러움이 떨어지는 문제점이 있을 수밖에 없다.
상술한 본 출원인에 의한 국내특허등록 10-1975548호에 기재된 결정화 유리 제조방법을 통해서도 비록 2차 열처리 공정을 통해 투명성과 가공성의 조절이 가능하기는 하지만, 얻어진 결정화 유리도 하나의 블록 자체가 동일 물성을 갖는 것으로서 이를 이용하여 자연치아와 같은 깊은 색상을 구현해내기 위해서는 여러 개의 결과물을 조합하는 방법을 적용하는 것이 필요하다. 다시 말해 벌크 블록 자체를 활용하여 CAD/CAM과 같은 절삭가공에 직접적으로 적용하여 자연색상의 치아를 즉시적으로 구현하는 것이 용이하지는 않았다.
본 발명은 CAD/CAM 등과 같은 절삭가공을 통해 다른 공정의 추가없이도 반복재현성을 갖도록 자연치아와 유사한 멀티 그라데이션(Multi-gradation) 투과성 내지 물성을 발현하는 인공치아 수복재료의 제조에 사용될 수 있는, 절삭가공을 위한 치과용 벌크 블록을 제공하고자 한다.
본 발명은 또한 인공치아 보철물을 제작하는 시간과 공정을 단축시킬 수 있을 뿐만 아니라, 기계적 물성의 경사기능화로 힘의 분산측면에서 구조적인 안정성이 증가된 효과를 가져 올 수 있는, 절삭가공을 위한 치과용 벌크 블록을 제공하고자 한다.
본 발명은 또한 자연치아와 유사한 멀티 그라데이션(Multi-gradation) 투과성 내지 물성을 발현하는 인공치아 수복재료의 제조에 사용될 수 있는 절삭가공을 위한 치과용 벌크 블록을 간이하게 제조할 수 있는 방법을 제공하고자 한다.
본 발명은 또한 이러한 치과용 벌크 블록을 가공 기계를 이용하여 용이하게 치아 수복물로 제조하는 방법을 제공하고자 한다.
본 발명의 일 구현예는 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로, 결정상은 주결정상이 리튬 디실리케이트이고, 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료이고,
치과용 벌크 블록은 단일의 유리 조성물로부터 얻어진 것이며,
유리 조성물은 SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는, 절삭가공을 위한 치과용 벌크 블록을 제공한다.
치과용 벌크 블록은 단일의 유리 조성물로부터 얻어진 것이며,
유리 조성물은 SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는, 절삭가공을 위한 치과용 벌크 블록을 제공한다.
본 발명의 바람직한 일 구현예에 있어서, 주결정상 크기의 경사도는 그 평균입경이 0.05㎛ 내지 1.5㎛ 범위 내에 있는 것일 수 있다.
본 발명의 일 구현예에 따른 치과용 벌크 블록은 또한 깊이에 대하여 광투과도의 경사도를 갖는 것일 수 있다.
바람직한 일 구현예에 있어서, 광투과도의 경사도는 550nm 파장기준으로 20 내지 80% 범위 내에 있는 것일 수 있다.
본 발명의 일 구현예에 따른 치과용 벌크 블록은 또한 깊이에 대하여 색차분석에 따른 L*, a* 및 b*값의 경사도를 가지며, 깊이에 대하여 0.31mm 범위 내에서도 색편차(ΔE)값이 변화하는 것일 수 있다.
바람직한 일 구현예에 따른 치과용 벌크 블록은 결정화도가 35 내지 70%인 것일 수 있다.
본 발명의 일 구현예에 따른 치과용 벌크 블록은 또한 깊이에 대하여 굴곡강도의 경사도를 갖는 것일 수 있다.
바람직한 일 구현예에 있어서, 굴곡강도의 경사도는 220 MPa 내지 450 MPa의 범위 내에 있는 것일 수 있다.
삭제
삭제
본 발명의 다른 일 구현예에서는, SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는 유리 조성물로부터 소정 형상의 블록을 제작하는 단계; 및
상기 블록을 760 내지 880℃의 온도범위에서 열처리하되, 블록의 깊이 방향에 대하여 온도구배를 주어 열처리하는 단계를 포함하는, 절삭가공을 위한 치과용 벌크 블록의 제조방법을 제공한다.
바람직한 일 구현예에 따른 치과용 벌크 블록의 제조방법에 있어서, 열처리하는 단계는 블록의 상층부는 840 내지 880℃의 온도범위로, 블록의 하층부는 760 내지 800℃의 온도범위로 인가되도록 수행되는 것일 수 있다.
바람직한 일 구현예에 있어서, 상기 열처리하는 단계는 구배열처리 로(furnace) 내에서 작동온도 900 내지 1,100℃ 하에서 1분 내지 40분 동안 수행되는 것일 수 있다.
본 발명의 일 구현예는 또한 상기 일 구현예들의 절삭가공을 위한 치과용 벌크 블록을 가공 기계를 이용하여 가공하여 소정의 치아 수복물을 제조하는 단계; 및 폴리싱(polisihing) 또는 글레이징(glazing)하는 단계를 포함하는, 치아 수복물의 제조방법을 제공한다.
바람직한 일 구현예에 따른 치아 수복물의 제조방법에 있어서, 글레이징은 730 내지 820℃에서 30초 내지 10분 동안 수행될 수 있다.
다른 일 구현예에 따른 치아 수복물의 제조방법에 있어서, 글레이징은 적어도 825℃의 열처리를 통해, 가공된 치아 수복물의 투광성을 조절하기 위한 용도로 사용될 수 있다. 이때, 바람직하기로는 글레이징은 적어도 825℃의 온도에서 1분 내지 20분 동안 수행될 수 있다.
본 발명에 따른 치과용 벌크 블록은 CAD/CAM 등과 같은 절삭가공을 통해 다른 공정의 추가없이도 반복재현성 있게, 자연치아와 유사한 멀티 그라데이션(Multi-gradation) 투광성 내지 물성을 갖는 인공치아 수복재료의 제조에 용이하게 사용될 수 있으며, 인공치아 보철물을 제작하는 시간과 공정을 단축시킬 수 있을 뿐만 아니라, 기계적 물성의 경사기능화로 힘의 분산측면에서 구조적인 안정성이 증가된 효과를 가져 올 수 있으며, 이러한 치과용 벌크 블록은 특정 조성을 갖는 단일의 유리 조성물을 이용하여 구배 열처리하는 간이한 방법을 통해 제조될 수 있는 잇점이 있다.
도 1은 본 발명 벌크 블록의 X-선 회절분석(X-Ray Diffraction) 결과 그래프.
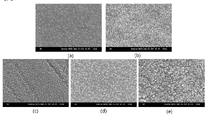
도 2는 본 발명의 벌크 블록의 깊이별 미세구조 및 결정상 크기를 나타낸 주사전자현미경(SEM) 사진.
도 3은 본 발명의 벌크 블록에 대한 절삭 저항성(cutting resistance)의 비교그래프.
도 4는 일예로 본 발명의 치과용 벌크 블록을 제조하는 방법을 나타낸 모식도.
도 5은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 주결정상의 입자크기를 도시한 그래프.
도 6은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 투과도 변화를 나타낸 그래프.
도 7은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 굴곡 강도 변화를 나타낸 그래프.
도 2는 본 발명의 벌크 블록의 깊이별 미세구조 및 결정상 크기를 나타낸 주사전자현미경(SEM) 사진.
도 3은 본 발명의 벌크 블록에 대한 절삭 저항성(cutting resistance)의 비교그래프.
도 4는 일예로 본 발명의 치과용 벌크 블록을 제조하는 방법을 나타낸 모식도.
도 5은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 주결정상의 입자크기를 도시한 그래프.
도 6은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 투과도 변화를 나타낸 그래프.
도 7은 본 발명의 일 구현예에 따라 얻어진 벌크 블록의 깊이별 굴곡 강도 변화를 나타낸 그래프.
전술한, 그리고 추가적인 본 발명의 양상들은 첨부된 도면을 참조하여 설명되는 바람직한 실시 예들을 통하여 더욱 명백해질 것이다. 이하에서는 본 발명의 이러한 실시 예를 통해 당업자가 용이하게 이해하고 재현할 수 있도록 상세히 설명하기로 한다.
본 발명의 절삭가공을 위한 치과용 벌크 블록은 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로, 결정상은 주결정상이 리튬 디실리케이트이고 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료이다.
상기 및 이하의 기재에 있어서 주결정상이라는 용어는 전체 결정상 중 적어도 50중량%를 차지하는 결정상으로 정의되며, 추가 결정상이라는 용어는 전체 결정상 중 주결정상이 아닌 나머지의 결정상으로 정의될 수 있다.
결정상의 함량은 X-선 회절분석을 통해 산출될 수 있는데, 일예로 2개의 다형상 a와 b로 되어있는 시편에서 결정상 a의 비율 Fa는 정량적으로 다음 식 1로 나타낸다.
<식 1>

이 값은 두 결정상의 강도비의 측정과 정수 K를 얻음으로서 구할 수 있다. K는 2개의 순수한 다형상의 절대강도비 Ioa/Iob이며, 표준물질을 측정하여 구한다.
상기 및 이하의 기재에서 주결정상이라는 용어는 이러한 방법에 따라 산출된 함량을 기준으로 하여 설정된 것으로 정의될 수 있다.
또한 '깊이에 대하여 주결정상 크기의 경사도를 갖는'이라는 의미는 벌크 블록의 깊이에 따른 주결정상 크기를 그래프화하는 경우 주결정상 크기의 변화 기울기가 존재하는 것을 의미한다. 즉 벌크 블록의 깊이에 대하여 주결정상 크기가 그라데이션(gradation)된 형태로 나타내짐을 의미한다.
또한 '주결정상 크기의 경사도 값 변화지점'이라 함은, 벌크 블록의 깊이에 따른 주결정상 크기를 그래프화하는 경우 주결정상 크기의 변화 기울기값이 실질적으로 변동되는 지점을 의미한다. 여기서 '실질적으로 변동'이라는 의미는 단일 수치로써 변화를 의미할 수 있지만 그 값의 분포에 비추어서 실질적인 변화가 있는 것까지를 포함할 수 있음은 물론이다.
또한, '주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는'이라는 의미는, 주결정상 크기의 경사도 값의 변화를 나타내는 벌크 블록의 깊이 지점에 있어서 층간 분리를 나타내는 유의적인 경계면이 존재하지 않는다는 것으로 해석될 수 있다. 즉 벌크 블록은 깊이에 따른 계면이 없이 연속되는 형태로 주결정상 크기의 경사도를 갖는 것임을 의미한다.
한편, '경사기능재료(Functionally Gradient Material, FGM)'는 통상 어떠한 한 면에서 다른 면으로 구성재료의 성질이 연속적으로 변화하는 재료를 말하는바, 본 발명에 있어서는 실질적으로 계면이 존재하지 않으나 구성재료의 성질이 연속적으로 변화하는 측면에서 경사기능재료라는 표현을 차용한 것이다.
본 발명에 따른 벌크 블록은, 결정상은 주결정상이 리튬 디실리케이트이고, 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어진 것이다.
바람직한 일 구현예에 따른 벌크 블록에 대한 XRD 분석 결과 그래프는 도 1로 도시한 것과 같을 수 있다.
도 1에 있어서, 본 발명의 일 구현예에 따른 치과용 벌크 블록은 주결정상이 리튬 디실리케이트이며, 추가 결정상으로 2θ=22.18, 22.9(degree)에서 주요 피크가 나타나는바, 이는 리튬 포스페이트(lithium phosphate, JCPDS #15-0760, 2θ=22.3, 23.1에서 주요 피크)로 정의할 수 있다. 또한, 2θ=26.0(degree)에서 주요 피크가 나타나는바, 이는 스포듀민(JCPDS #35-0794, 35-0797, 2θ=25.8(degree)) 또는 버질라이트(JCPDS #21-053, 2θ=25.9(degree))로 정의할 수 있다. 이러한 측면에서 본 발명의 치과용 벌크 블록에 있어서 추가 결정상으로는 스포듀민 및 버질라이트 중 선택된 적어도 하나를 포함하는 것으로 한정하였는바, 이는 스포듀민 또는 버질라이트 단독이거나 이들의 혼합물인 경우를 모두 포함할 수 있음은 물론이다.
상기 및 이하의 기재에서 XRD 분석은, X-선 회절 분석기(D/MAX-2500, igaku, Japan; Cu Kα (40 kV, 60mA), 주사속도: 6°/분, 2θ: 10~70(degree), Rigaku, Japan)를 이용하여 분석한 결과로 이해될 것이다.
이러한 결정상은 미세결정으로의 형성이 가능하고 이것이 온도에 따라 다양한 크기 및 크기분포를 보이면서 기계적 물성과 광투과성을 다양하게 구현할 수 있는 특성을 갖는다.
또한 깊이에 대하여 주결정상 크기의 경사도를 가짐에 따라서 벌크 블록은 깊이에 대하여 그라데이션된 투광성 및 기계적 물성을 구현할 수 있다. 더욱이 주결정상 크기의 경사도 값 변화지점에 계면이 존재하지 않음에 따라서 층간접합을 통한 가공이 필요하지 않고 또한 절삭가공 도중 층분리가 일어나는 문제를 해소할 수 있다. 또한 이러한 경사기능화로 인해 힘의 분산측면에서 구조적 안정성이 증가된 인공치아 보철물을 제공할 수 있다.
이러한 본 발명의 벌크 블록에 있어서 주결정상 크기의 경사도는 평균입경이 0.05㎛ 내지 1.5㎛ 범위 내에서 구현될 수 있다.
일예로 도 2에는 본 발명의 치과용 벌크 블록에 대한 주사전자현미경(SEM) 사진을 나타내었는데, 도 2의 (a) 내지 (e)의 사진들은 본 발명에 따른 단일의 벌크 블록을 깊이에 대하여 5등분하여 각 층의 미세구조를 분석한 것으로, 미세구조 (a)에서 (e)로 갈수록 투명성은 감소하는 결과를 나타낸다.
이와 같이 얻어진 SEM 사진을 통해 결정상 입자의 평균크기를 도출해낼 수 있는데, 구체적으로는 SEM 사진에 대각선 또는 무작위의 직선을 그어 직선이 통과하는 결정상의 수를 직선의 길이로 나누어 배율을 감안하여 linear intercept method에 따라 구할 수 있다.
상기 및 이하의 기재에서 결정상의 크기는 이와 같은 방법에 따라 산출된 것으로 이해될 것이다.
본 발명의 벌크 블록은 경사기능재료로서 이러한 경사기능재료가 동일한 가공조건에 의해 절삭가공, 일예로 CAD/CAM 가공 등에 적용됨에 따라서 기계가공성을 고려하고, 인공치아 수복재료 등 임상에서 사용가능한 투과성을 발현할 수 있는 측면에서, 주결정상 크기의 경사도는 평균입경이 0.05㎛ 내지 1.5㎛ 범위 내인 것이 바람직할 수 있다.
본 발명의 치과용 벌크 블록은 상기와 같이 주결정상 크기의 경사도를 가짐에 따라서 깊이에 대하여 광투과도의 경사도를 갖는다.
특히 상술한 결정질 크기의 경사도에 있어서 평균입경의 범위를 고려할 때 광투과도의 경사도는 550nm 파장 기준으로 20 내지 80% 범위 내에 있을 수 있다.
상기 및 이하의 기재에서 광투과도는 UV-visible 분광기(UV-2401PC, Shimadzu, Japan)를 이용하여 측정한 것이다.
본 발명의 치과용 벌크 블록은 shade에 있어서도 경사도를 갖는바, 구체적으로 깊이에 대하여 색차분석에 따른 L*, a* 및 b*값의 경사도를 갖는다. 상술한 것과 같이 본 발명의 치과용 벌크 블록은 주결정상 크기의 경사도 값 변화지점에 계면이 존재하지 않는바, 이러한 측면에서 깊이에 대하여 0.31mm 범위 내에서도 색편차(ΔE)값이 변화하는 것을 확인할 수 있다.
색채의 정확한 측정, 전달과 재현을 위한 색채표준화가 필요하게 되었고 이에 표색계(color system)를 고안하게 되었다. 많은 표색계가 제안되었고 이중 현재까지 가장 널리 쓰이는 것이 1976년 국제조명위원회(CIE, Commission International de l'Eclairage)에서 정한 CIE L* a* b* 색공간(CIELAB color space)이란 것이다. 여기서 L*는 밝기(lightness)를 나타내고, a*와 b*는 색도좌표(chromaticity coordinates)를 나타낸다. 좌표에서 L*는 값이 증가할수록 밝은색을, 감소할수록 어두운색을 나타내고, +a*는 빨간색, -a*는 초록색, +b*는 노란색, -b*는 파란색을 의미한다.
본 발명에 따른 치과용 벌크 블록에 대해 구배 위치별로 색을 측정하기 위해서 투명도가 감소하는 깊이 방향으로 약 0.31 mm 절단 후 시편 표면을 에탄올을 사용하여 깨끗이 닦아내고 UV-visible 분광기(UV-2401PC, Shimadzu, Japan)를 이용하여 분석하였다. 이때 측정 파장 범위는 380-780 nm이고, 슬릿 너비는 2.0 nm로 하였다. 기준샘플을 사용하여 기준선 (baseline)을 설정한 뒤 시편에 대하여 반사율을 측정하여 L* a* b* 표색계를 구하였다. 측정한 L* a* b* 값은 오차를 줄이기 위해 세 번을 반복한 후 평균값을 사용하였다. 이 세 가지 값을 이용하여 색의 차이를 나타내는 ΔE를 이용하여 구하였다. 두 시편의 ΔE값이 0이면 색의 차이가 없음을 의미하고, 0~2에 해당하는 값은 아주 약간의 색 차이(very slight difference)가 있음을 의미한다. 2~4의 값은 색 차이가 감지할 정도로(noticeable) 구분됨을 의미하고, 4~6의 값은 쉽게(appreciable) 색 차이가 구분됨을 의미한다. 6~12의 값은 색 차이가 크게(much)남을 의미하고, 12이상은 매우 크게(very much)남을 의미한다.
도 1 내지 도 2로 도시한 것과 같은 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로, 결정상은 주결정상이 리튬 디실리케이트이고 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료인 치과용 벌크 블록에 대하여, 0.31 mm 두께의 slice 시편들에 대해 깊이에 대하여 색편차(ΔE)가 4.1~6.1로 나타남을 다음의 표 1의 결과로부터 확인할 수 있다. 이와 같은 결과는 깊이에 대하여 0.31mm 범위 내에서도 색편차(ΔE)값이 변화한다는 것, 즉 이러한 두께에서도 색이 다른 gradient shade가 나타남을 의미한다고 볼 수 있다. 이는 다른 일측면에서 본 발명의 치과용 벌크 블록이 경사기능재료임을 분명하게 보여주는 결과라 할 수 있다.
| 시편 No. | depth(mm) | L* | a* | b* | ΔE |
| 1 | 0.31 | 67.23 | 0.72 | 12.52 | |
| 2 | 0.62 | 71.55 | -0.22 | 13.89 | 4.4 |
| 3 | 0.93 | 73.25 | -0.24 | 14.12 | 6.1 |
| 4 | 1.24 | 75.54 | -0.21 | 14.81 | 4.1 |
| 5 | 1.55 | 78.25 | 0.02 | 15.23 | 5.1 |
또한 본 발명의 치과용 벌크 블록은 깊이에 따라서 굴곡강도의 경사도를 갖는다. 특히 상술한 결정질 크기의 경사도에 있어서 평균입경의 범위를 고려할 때 굴곡강도의 경사도는 220 MPa 내지 450 MPa 범위 내에 있을 수 있다.
한편, 본 발명의 치과용 벌크 블록은 상술한 것과 같은 다양한 물성의 기능적 경사도를 구현할 수 있는 측면 및 가공성을 고려할 때 바람직하기로는 결정화도가 35 내지 70%인 것일 수 있다.
상기 및 이하의 기재에서 '결정화도'는 비정질의 유리 매트릭스에 대한 결정상의 비율로 정의될 수 있는데, 이는 여러 가지 방법을 통해 구할 수 있는바, 본 발명의 일 구현예에서는 X-선 회절분석기를 통해 자동계산된 값이다.
이러한 본 발명의 치과용 벌크 블록은 단일의 유리 조성물로부터 제조됨으로써 비정질의 유리 매트릭스 내에 결정상이 석출된 글라스 세라믹으로, 결정상은 주결정상이 리튬 디실리케이트이고 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료를 얻어낼 수 있다.
바람직한 유리 조성물은 구체적으로 SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는 유리 조성물일 수 있다.
유리 조성물은 결정화 생성을 위해 결정핵 생성과 결정 성장 열처리를 거쳐 비정질의 유리 매트릭스 내에 결정상을 석출시키는데, 상술한 유리 조성물로부터 결정핵과 성장이 일어나는 온도는 760℃ 내지 880℃에 해당한다. 즉 최소 760℃로부터 결정핵이 형성되기 시작하고 승온하면서 결정성장이 이루어지고, 이 결정성장은 최대 880℃에서 인공치아로 사용하는데 있어 가장 낮은 광투과성을 나타낸다. 즉, 결정이 성장되는 온도로부터 최대 880℃까지 투광성이 점점 낮아지게 되는바, 이러한 결정성장에 착안할 때 이를 하나의 벌크 블록에서 구현해낸다면 이것은 자연치의 멀티 그라데이션(multi gradation)을 모방할 수 있게 된다.
자연치아는 하나의 치아 자체 뿐만 아니라 모든 치아들이 다양한 투광성을 가지고 있고, 이러한 열처리 온도에 따른 투광성의 변화를 하나의 벌크 블록에 체화할 수 있다면 충분히 자연치의 멀티 그라데이션을 구현해낼 수 있다.
이러한 관점에서 본 발명은 SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는 유리 조성물로부터 소정 형상의 블록을 제작하는 단계; 및 상기 블록을 760 내지 880℃의 온도범위에서 열처리하되, 블록의 깊이 방향에 대하여 온도구배를 주어 열처리하는 단계를 포함하는, 절삭가공을 위한 치과용 벌크 블록의 제조방법을 제공한다.
상술한 바와 같이 유리 조성물은 열처리 온도 범위에 따라 재료의 빛 투광성이 다르게 나타나는 특성을 발현할 수 있는바, 열처리가 전체 블록에 일정하게 가해지면 일정한 투광성을 나타내지만, 열처리가 온도구배를 주어 블록에 가해지면 하나의 블록에서 물성이나 투광성의 멀티 그라데이션(multi gradation)을 발현할 수 있는 것이다.
벌크 형태의 블록의 경우 CAD/CAM 가공용 워크피스(workpiece)로 사용되는데, 본 발명의 제조방법은 이 블록을 열처리 할 때 깊이 방향에 대하여 온도구배를 주어 열을 가함으로써 투광성과 강도가 멀티 그라데이션(multi-gradation) 된 벌크 블록으로 제조할 수 있다.
종래의 결정화 유리들은 일반적으로 결정크기가 조대해 투광성 조절이 힘들었고, 강도 또한 강해 가공이 힘든 반면, 본 발명에서 채택한 유리 조성물의 경우 미세결정이 형성 가능하고, 이것이 온도에 따라 다양한 크기 및 크기분포를 보이면서 각각 물성과 빛투광성이 다양하게 나타날 수 있는바, 이점을 반영하여 하나의 유리 조성으로부터 블록을 제작한 후 이를 온도구배를 주어 열처리하는 방법을 통해 하나의 벌크 블록에 기계적 물성 및 광투과성이 멀티 그라데이션되도록 체화할 수 있게 된 것이다.
이때 '블록의 깊이 방향에 대하여 온도구배를 주어 열처리하는 단계'의 의미는 블록의 깊이 방향에 대하여 하단으로부터 상단에 이르기까지 순차적으로 상승된 온도구배를 줄 수 있음은 물론이고 부분적으로 온도의 차이를 주는 방식의 온도구배 또한 용인할 수 있다. 이러한 온도구배 방식의 선별은 인공치아 보철물을 필요로 하는 환자의 자연치의 특성에 따라 변화될 수 있거나 그 보철물을 필요로 하는 치아의 부위가 갖는 고유한 특성에 따라 가변적일 수 있음은 물론이다.
그러나 통상적인 자연치를 고려할 때 바람직한 열처리 온도구배는 블록의 깊이에 대하여 하단으로부터 상단에 걸쳐 점차적으로 온도가 상승되는 방식으로 온도구배를 주어 열처리하는 것이 바람직할 수 있다.
바람직한 일예로 열처리하는 단계는 블록의 상층부는 840 내지 880℃의 온도범위로, 블록의 하층부는 760 내지 800℃의 온도범위로 인가되도록 수행되는 것이며, 이러한 온도 구배를 위해 실질적인 열처리하는 단계는 구배열처리 로(furnace) 내에서 작동온도 900 내지 1,100℃ 하에서 1분 내지 40분 동안 수행되는 것이 바람직할 수 있다.
상술한 유리 조성물을 이용하여 상술한 본 발명의 열처리 방법을 이용하는 경우, 자연치아의 구조가 잇몸쪽(cervical)의 경우 투광성이 낮고 절단(incisal)쪽으로 갈수록 투광성이 높아지는 특징을 모방할 수 있다. 이로써 기존의 방식에서와 같이 보철물 제작 시 따로 characterizing할 필요가 없기 때문에 경제적으로 매우 이득이 될 수 있다.
또한 자연치아의 물성은 표면층인 법랑질은 굴곡강도가 높고, 그 내부의 상아질은 강도가 낮아서 외부의 힘을 흡수하고 분산시키는 역할을 하는데, 본 발명에서 열처리 깊이에 따라 미세구조의 차이로 기계적 물성, 특히 굴곡강도가 경사도를 갖는 경사기능재료가 가능하므로 자연치아의 물성적 측면과도 매우 유사하게 재현할 수 있는 것이 특징이다.
본 발명에 따라 얻어진 치과용 벌크 블록을 이용하여 치아 수복물을 제조하는 것은 가공성 측면에서 현저한 향상을 기대할 수 있는데, 구체적인 일예로 본 발명의 일 구현예에서는 상술한 치과용 벌크 블록을 가공 기계를 이용하여 가공하여 소정의 치아 수복물을 제조하는 단계; 및 폴리싱(polisihing) 또는 글레이징(glazing)하는 단계를 포함하는, 치아 수복물의 제조방법을 제공한다.
여기서 글레이징은 730 내지 820℃에서 30초 내지 10분 동안 수행될 수 있는데, 이 경우는 열처리에 의한 투광성의 변화가 거의 없는 통상적인 마무리 열처리 단계일 수 있다. 글레이징은 통상 벌크 블록 고유의 투광성을 변화시키지 않는 범위 내에서 수행되며, 글레이징 열처리시에는 표면의 미세균열이 완화되면서(surface healing) 강도가 50%이상 증가될 수 있다.
그러나 특이적인 일 구현예에 있어서, 본 발명에 따른 벌크 블록을 사용하는 치아 수복물의 제조방법에 있어서 글레이징은 적어도 825℃의 열처리를 통해, 가공된 치아 수복물의 투광성을 조절하기 위한 용도로 사용될 수 있다. 즉 벌크 블록을 가공하여 치아 수복물로 제조한 다음, 최종 마무리 단계에서 투광성을 감소시켜 명도를 조절할 수 있는 용도로 글레이징을 활용할 수 있다.
벌크 블록을 이용하여 가공자 또는 사용자측에서 기계 가공하여 치아 수복물을 제조하는 데 있어서 의도하지 않게 투광성이 높게 변화되는 경우가 발생될 수 있는데, 이러한 경우 통상의 리튬 디실리케이트계 벌크 블록은 가공된 해당 벌크 블록을 폐기하고 다시 벌크 블록으로부터 소정의 열처리를 거쳐 목적하는 투광성을 만족시키는 벌크 블록을 재가공한 다음 이를 치아 수복물로 가공하는 과정을 다시 거쳐야 한다. 그러나 본 발명에 따른 벌크 블록의 경우는 미세한 결정상을 갖는 특이적인 벌크 블록으로써, 열처리 온도에 따라 투광성이 조절되는 특성을 발현할 수 있기 때문에 재가공이 필요하지 않고, 치아 수복물로 가공된 가공물을 최종 마무리하는 단계에서 소정의 조건으로 글레이징하는 공정을 거침으로써 간이하게 투광성을 다시 조절할 수 있다. 이로써 글레이징을 통해 치아 수복물로 가공도중 발생된 변색치(colored tooth)를 간이한 방법으로 차폐할 수도 있다.
이러한 용도로의 글레이징은 바람직하게는 적어도 825℃의 온도에서 1분 내지 20분 동안 수행되는 것이다.
특징적으로 본 발명에 따라 얻어진 치과용 벌크 블록의 경우는 가공 기계를 이용하여 가공하는 데 있어서 가공 중 공구에 발생되는 저항성을 현저히 낮출 수 있는데, 구체적인 일예로 도 1 내지 도 2로 도시한 것과 같은도 1 내지 도 2로 도시한 것과 같은 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로, 결정상은 주결정상이 리튬 디실리케이트이고 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며, 깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료인 치과용 벌크 블록(this invention)에 대하여, 크기 12ㅧ14ㅧ18 mm로 하여 저속절단기(ISOMET low speed saw, Buehler, Germany)와 diamond electroplated wheel(2514485H17, Norton, USA)로 250 RPM으로 회전시키며 절단시간을 측정하였다. 그리고 동일한 방법으로 가장 일반적인 리튬 디실리케이트계 블록(conventional lithium disilicate) (Rosetta SM, HASS Corp사 제품), 지르코니아 강화 리튬 디실리케이트계 벌크 블록(Zirconia reinforced lithium disilicate)(Celtra DUO, Dentsplysirona사 제품) 및 리튬 알루미노 실리케이트 강화 리튬 디실리케이트 벌크 블록(LAS reinforced lithium disilicate)(NICE, Staraumann사 제품)에 대해 절단시간을 측정하였다.
이와 같이 얻어진 각각의 절단시간 값으로부터 절삭 저항성(cutting resistance, %)을 산출하였는바, 구체적으로는 일반적인 리튬 디실리케이트 블록에 대해 얻어진 절단시간을 100%로 하고, 이에 대한 상대적 백분율로 절단시간을 환산하여 이를 각각의 절삭 저항성 값으로 산출하였다.
그 결과를 도 3으로 도시하였다.
도 3의 결과로부터, 일반적인 리튬 디실리케이트 블록이 절삭 저항성이 가장 높고, 그 다음으로 LAS(lithium alumino silicate) 결정화 유리, 지르코니아 강화 결정화 유리가 절삭 저항성이 높았으며, 본 발명에 따른 블록의 경우 가장 낮은 절삭 저항성을 나타내었다. 이러한 결과로부터 본 발명의 글라스 세라믹 블록의 경우 가장 machinable함을 확인할 수 있다.
본 발명의 구체적인 일 실시예는 먼저, SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는 유리 조성물을 칭량하여 혼합한다.
Al2O3는 silicate 유리에 첨가하면 tetrahedral site에 들어가 glass former역할을 하고, 이 보다 더 과량으로 들어가면 glass modifier로 작용할 수 있는 glass intermediate이다. Lithium disilicate 형성에 기여한 SiO2, LiO2가 유리 matrix에 남은 경우 과량으로 들어간 glass modifier Al2O3와 서로 반응하여 Lithium alumino silicate계 결정상인 스포듀민(Sopodumene) 또는 버질라이트(Virgilite) 결정상을 석출하게 된다.
한편, Li2O 대신에 Li2CO3를 첨가할 수도 있으며, Li2CO3의 탄소(C) 성분인 이산화탄소(CO2)는 유리의 용융 공정에서 가스로 배출되어 빠져나가게 된다. 또한, 알칼리 산화물에서 K2O 및 Na2O 대신에 각각 K2CO3, Na2CO3를 첨가할 수도 있으며, K2CO3, Na2CO3의 탄소(C) 성분인 이산화탄소(CO2)는 유리의 용융 공정에서 가스로 배출되어 빠져나가게 된다.
혼합은 건식 혼합 공정을 이용하며, 건식 혼합 공정으로는 볼 밀링(ball milling) 공정 등을 사용할 수 있다. 볼 밀링 공정에 대해 구체적으로 살펴보면, 출발원료를 볼 밀링기(ball milling machine)에 장입하고, 볼 밀링기를 일정 속도로 회전시켜 출발원료를 기계적으로 분쇄하고 균일하게 혼합한다. 볼 밀링기에 사용되는 볼은 지르코니아나 알루미나와 같은 세라믹 재질로 이루어진 볼을 사용할 수 있으며, 볼의 크기는 모두 동일하거나 적어도 2가지 이상의 크기를 갖는 볼을 사용할 수 있다. 목표하는 입자의 크기를 고려하여 볼의 크기, 밀링 시간, 볼 밀링기의 분당 회전속도 등을 조절한다. 일 예로, 입자의 크기를 고려하여 볼의 크기는 1㎜~30㎜ 정도의 범위로 설정하고, 볼 밀링기의 회전속도는 50~500rpm 정도의 범위로 설정할 수 있다. 볼 밀링은 목표하는 입자의 크기 등을 고려하여 1~48 시간 동안 실시하는 것이 바람직하다. 볼 밀링에 의해 출발원료는 미세한 크기의 입자로 분쇄되고, 균일한 입자 크기를 가지며 동시에 균일하게 혼합되게 된다.
혼합된 출발원료를 용융로에 담고, 출발원료가 담긴 용융로를 가열하여 출발원료를 용융한다. 여기서, 용융이라 함은 출발원료가 고체 상태가 아닌 액체 상태의 점성을 갖는 물질 상태로 변화되는 것을 의미한다. 용융로는 고융점을 가지면서 강도가 크고 용융물이 달라붙는 현상을 억제하기 위하여 접촉각이 낮은 물질로 이루어지는 것이 바람직하며, 이를 위해 백금(Pt), DLC(diamond-like-carbon), 샤모트(chamotte)와 같은 물질로 이루어지거나 백금(Pt) 또는 DLC(diamond-like-carbon)와 같은 물질로 표면이 코팅된 용융로인 것이 바람직하다.
용융은 1,400~2,000℃에서 상압으로 1~12시간 동안 수행하는 것이 바람직하다. 용융 온도가 1,400℃ 미만인 경우에는 출발원료가 미처 용융되지 않을 수 있으며, 상기 용융 온도가 2,000℃를 초과하는 경우에는 과도한 에너지의 소모가 필요하여 경제적이지 못하므로 상술한 범위의 온도에서 용융하는 것이 바람직하다. 또한, 용융 시간이 너무 짧은 경우에는 출발원료가 충분하게 용융되지 않을 수 있고, 용융 시간이 너무 긴 경우에는 과도한 에너지의 소모가 필요하여 경제적이지 못하다. 용융로의 승온 속도는 5~50℃/min 정도인 것이 바람직한데, 용융로의 승온 속도가 너무 느린 경우에는 시간이 오래 걸려 생산성이 떨어지고 용융로의 승온 속도가 너무 빠른 경우에는 급격한 온도 상승으로 인해 출발원료의 휘발량이 많아져서 결정화 유리의 물성이 좋지 않을 수 있으므로 상술한 범위의 승온 속도로 용융로의 온도를 올리는 것이 바람직하다. 용융은 산소(O2), 공기(air)와 같은 산화 분위기에서 수행하는 것이 바람직하다.
용융물을 원하는 형태 및 크기의 치아용 결정화 유리를 얻기 위하여 정해진 성형몰드에 붇는다. 성형몰드는 고융점을 가지면서 강도가 크고 유리 용융물이 달라붙는 현상을 억제하기 위하여 접촉각이 낮은 물질로 이루어진 것이 바람직하며, 이를 위해 흑연(graphite), 카본(carbon)과 같은 물질로 이루어지며, 열충격을 방지하기 위해 200~300℃로 예열을 하고 용융물을 성형몰드에 붓는 것이 바람직하다.
성형몰드에 담긴 용융물이 성형 및 냉각되고, 450~480℃에서 20분 내지 2시간 동안 서냉(annealing)하는 단계를 거칠 수 있다.
이를 결정화 열처리 소성로로 옮겨 유리를 핵형성 및 결정 성장시켜 결정화 유리로 제조된다.
도 4에는 본 발명에 따라 온도구배를 주어 결정화 열처리를 수행하는 방법을 모식화하여 나타내었는데, 블록 타입 또는 잉곳 타입의 벌크 블록을 결정화 열처리하는 데 있어서 깊이 방향에 따라 상단은 고온으로의 열처리(High temperature) 하고 하단은 저온의 열처리(Low temperature)를 수행하도록 온도구배를 주어 열처리한다.
상기 및 이하의 기재에 있어서 온도구배를 주어 열처리하는 단계는 특정의 장치 및 방법으로 제한되는 것은 아니나, 일예로 구배열처리 로(furnace) 내에서 이루어질 수 있고, 열처리 온도를 고려할 때 작동온도는 900 내지 1,100℃ 하에서 수행되는 것이 바람직할 수 있다.
이러한 온도구배를 준 열처리를 통해 고온부분으로부터 저온부분으로 광투과율은 고투과율(high transmittance)로 경사도를 갖고 굴곡강도는 저강도(low flexural strengh)로 경사도를 갖는 양상을 나타낸다. 이는 결정화 유리 내의 결정 크기가 온도에 따라 조절될 수 있기 때문이다. 온도구배를 갖는 열처리 후 생성되는 결정상은 주결정상으로 리튬 디실리케이트를, 추가 결정상으로 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트 결정상으로 이루어지고, 760~880℃의 온도구배에서 0.05㎛ 내지 1.5㎛의 주결정상의 크기 경사도를 갖도록 생성될 수 있다.
한편, 본 발명에 따라 얻어진 벌크 블록에 대하여 깊이에 대한 결정질의 입자크기를 분석하여 이를 도 5로 나타내었다.
또한 본 발명에 따라 얻어진 벌크 블록에 대하여 깊이에 대한 투과도 변화를 측정하여 이를 도 6으로 나타내었다.
또한, 본 발명에 따라 얻어진 벌크 블록에 대하여 깊이에 대한 굴곡강도 변화를 측정하여 이를 도 7로 나타내었다.
본 발명은 도면에 도시된 일실시 예를 참고로 설명되었으나, 이는 예시적인 것에 불과하며, 본 기술 분야의 통상의 지식을 가진 자라면 이로부터 다양한 변형 및 균등한 타 실시예가 가능하다는 점을 이해할 것이다.
Claims (17)
- 비정질의 유리 매트릭스 내에 결정상을 포함하는 글라스 세라믹 블록으로,
결정상은 주결정상이 리튬 디실리케이트이고, 추가 결정상이 스포듀민(Spodumene) 및 버질라이트(Virgilite) 중 선택된 적어도 하나와 리튬 포스페이트로 이루어지며,
깊이에 대하여 주결정상 크기의 경사도를 갖고, 주결정상 크기의 경사도 값 변화 지점에 계면이 존재하지 않는 경사기능재료이고,
치과용 벌크 블록은 단일의 유리 조성물로부터 얻어진 것이며,
유리 조성물은 SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 1 항에 있어서, 주결정상 크기의 경사도는 그 평균입경이 0.05㎛ 내지 1.5㎛ 범위 내에 있는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 1 항에 있어서, 깊이에 대하여 광투과도의 경사도를 갖는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 3 항에 있어서, 광투과도의 경사도는 550nm 파장기준으로 20 내지 80% 범위 내에 있는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 1 항에 있어서, 깊이에 대하여 색차분석에 따른 L*, a* 및 b*값의 경사도를 가지며, 깊이에 대하여 0.31mm 범위 내에서도 색편차(ΔE)값이 변화하는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 1 항에 있어서, 결정화도가 35 내지 70%인 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 1 항에 있어서, 깊이에 대하여 굴곡강도의 경사도를 갖는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 제 7 항에 있어서, 굴곡강도의 경사도는 220 MPa 내지 450 MPa의 범위 내에 있는 것임을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록.
- 삭제
- 삭제
- SiO2 65.0~73.0중량%, Li2O 12.0~14.0중량%, Al2O3 3.3~8.2중량%, ZnO 0.12~0.22중량%, K2O 2.8~3.5중량%, Na2O 0.12~0.22중량% 및 P2O5 2.0~6.0중량%를 포함하고, Al2O3/(K2O+ZnO) 몰비는 1.3~2.0을 만족하는 유리 조성물로부터 소정 형상의 블록을 제작하는 단계; 및
상기 블록을 760 내지 880℃의 온도범위에서 열처리하되, 블록의 깊이 방향에 대하여 온도구배를 주어 열처리하는 단계를 포함하는,
절삭가공을 위한 치과용 벌크 블록의 제조방법.
- 제 11 항에 있어서, 상기 열처리하는 단계는 블록의 상층부는 840 내지 880℃의 온도범위로, 블록의 하층부는 760 내지 800℃의 온도범위로 인가되도록 수행되는 것을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록의 제조방법.
- 제 11 항 또는 제 12 항에 있어서, 상기 열처리하는 단계는 구배열처리 로(furnace) 내에서 작동온도 900 내지 1,100℃ 하에서 1분 내지 40분 동안 수행되는 것을 특징으로 하는,
절삭가공을 위한 치과용 벌크 블록의 제조방법.
- 제 1 항의 절삭가공을 위한 치과용 벌크 블록을 가공 기계를 이용하여 가공하여 소정의 치아 수복물을 제조하는 단계; 및
폴리싱(polisihing) 또는 글레이징(glazing)하는 단계를 포함하는,
치아 수복물의 제조방법.
- 제 14 항에 있어서, 글레이징은 730 내지 820℃에서 30초 내지 10분 동안 수행되는 것을 특징으로 하는,
치아 수복물의 제조방법.
- 제 14 항에 있어서, 글레이징은 적어도 825℃의 열처리를 통해, 가공된 치아 수복물의 투광성을 조절하기 위한 용도인 것을 특징으로 하는,
치아 수복물의 제조방법.
- 제 16 항에 있어서, 글레이징은 적어도 825℃의 온도에서 1분 내지 20분 동안 수행되는 것을 특징으로 하는,
치아 수복물의 제조방법.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200125746A KR102446072B1 (ko) | 2020-09-28 | 2020-09-28 | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 |
| PCT/KR2020/013297 WO2022065560A1 (ko) | 2020-09-28 | 2020-09-29 | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 |
| CN202011191819.2A CN114276021A (zh) | 2020-09-28 | 2020-10-30 | 切削加工所需的牙科用块体及其制造方法 |
| EP20206200.6A EP3974396A1 (en) | 2020-09-28 | 2020-11-06 | Machinable dental bulk block and method of manufacturing same |
| JP2020187423A JP7128540B2 (ja) | 2020-09-28 | 2020-11-10 | 切削加工のための歯科用バルクブロック及びその製造方法 |
| US17/096,332 US11730576B2 (en) | 2020-09-28 | 2020-11-12 | Machinable dental bulk block and method of manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200125746A KR102446072B1 (ko) | 2020-09-28 | 2020-09-28 | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220043948A KR20220043948A (ko) | 2022-04-06 |
| KR102446072B1 true KR102446072B1 (ko) | 2022-09-23 |
Family
ID=73172551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200125746A KR102446072B1 (ko) | 2020-09-28 | 2020-09-28 | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11730576B2 (ko) |
| EP (1) | EP3974396A1 (ko) |
| JP (1) | JP7128540B2 (ko) |
| KR (1) | KR102446072B1 (ko) |
| CN (1) | CN114276021A (ko) |
| WO (1) | WO2022065560A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3685796B1 (en) * | 2019-01-23 | 2024-04-17 | Sirona Dental Systems GmbH | Computer implemented method for customized coloration of dental restorations, device thereof, and dental restoration |
| EP4360588A1 (en) * | 2021-06-25 | 2024-05-01 | Hass Co., Ltd. | Bulk block for manufacturing dental prosthesis |
| EP4306492A1 (de) | 2022-07-14 | 2024-01-17 | VITA-ZAHNFABRIK H. Rauter GmbH & Co. KG | Glaskeramik-formkörper für dentale zwecke |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180099900A1 (en) * | 2016-10-07 | 2018-04-12 | Dentsply Sirona Inc. | Lithium silicate glass ceramic |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6420288B2 (en) * | 1997-11-10 | 2002-07-16 | Ivoclar Ag | Process for the preparation of shaped translucent lithium disilicate glass ceramic products |
| KR101262121B1 (ko) * | 2010-12-27 | 2013-05-14 | 주식회사 하스 | 치아용 고강도 결정화유리의 제조방법 |
| KR101617928B1 (ko) * | 2011-04-20 | 2016-05-03 | 스트라우만 홀딩 에이쥐 | 유리-세라믹 본체의 제조 방법 |
| KR101325281B1 (ko) * | 2011-05-26 | 2013-11-08 | 오명환 | 결정화 글라스-세라믹이 함유된 치과용 복합체 조성물 |
| PT2765979E (pt) * | 2011-10-14 | 2016-03-29 | Ivoclar Vivadent Ag | Vitrocerâmica de silicato de lítio e vidro de silicato de lítio contendo um óxido metálico pentavalente |
| CN103889391B (zh) * | 2011-10-14 | 2018-08-28 | 义获嘉伟瓦登特公司 | 包含二价金属氧化物的硅酸锂玻璃陶瓷和硅酸锂玻璃 |
| EP2804842B1 (en) * | 2012-01-20 | 2020-12-02 | Straumann Holding AG | Prosthetic element |
| EP2765119B1 (de) * | 2013-02-12 | 2021-07-28 | Ivoclar Vivadent AG | Rohling für dentale Zwecke |
| US9701573B2 (en) * | 2013-09-06 | 2017-07-11 | Corning Incorporated | High strength glass-ceramics having lithium disilicate and beta-spodumene structures |
| DE102014107330A1 (de) * | 2014-05-23 | 2015-11-26 | Heraeus Kulzer Gmbh | Druckbare und sinterbare dentale Zusammensetzungen zur Herstellung von Teilen dentaler Prothesen sowie Verfahren zu deren Herstellung |
| KR101813488B1 (ko) * | 2016-04-06 | 2017-12-29 | 주식회사 하스 | 나노 크기의 결정상을 갖는 리튬 디실리케이트 결정화 유리 제조 방법 |
| US20170342383A1 (en) * | 2016-05-27 | 2017-11-30 | Corning Incorporated | Lithium disilicate glass-ceramic compositions and methods thereof |
| KR101975548B1 (ko) * | 2017-03-07 | 2019-05-08 | 주식회사 하스 | 열처리 온도의 변화로 가공성 또는 투광성 조절이 가능한 결정화 유리 제조 방법 |
| KR102246195B1 (ko) * | 2019-05-29 | 2021-04-29 | 주식회사 하스 | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 |
-
2020
- 2020-09-28 KR KR1020200125746A patent/KR102446072B1/ko active IP Right Grant
- 2020-09-29 WO PCT/KR2020/013297 patent/WO2022065560A1/ko active Application Filing
- 2020-10-30 CN CN202011191819.2A patent/CN114276021A/zh active Pending
- 2020-11-06 EP EP20206200.6A patent/EP3974396A1/en active Pending
- 2020-11-10 JP JP2020187423A patent/JP7128540B2/ja active Active
- 2020-11-12 US US17/096,332 patent/US11730576B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180099900A1 (en) * | 2016-10-07 | 2018-04-12 | Dentsply Sirona Inc. | Lithium silicate glass ceramic |
Non-Patent Citations (1)
| Title |
|---|
| LINDSAY, M. R., Development of Lithium Disilicate Microstructure Graded Glass-Ceramic, 석사학위논문, Virginia Polytechnic Institute and State University. Blacksburg. 2012년 5월 21일, 페이지 1-82* |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220096212A1 (en) | 2022-03-31 |
| KR20220043948A (ko) | 2022-04-06 |
| EP3974396A1 (en) | 2022-03-30 |
| WO2022065560A1 (ko) | 2022-03-31 |
| JP2022055274A (ja) | 2022-04-07 |
| JP7128540B2 (ja) | 2022-08-31 |
| CN114276021A (zh) | 2022-04-05 |
| US11730576B2 (en) | 2023-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102446072B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102641760B1 (ko) | 치과용 벌크 블록 및 그 제조방법 | |
| KR102446071B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102724959B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102724958B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102582075B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102582076B1 (ko) | 절삭가공을 위한 치과용 벌크 블록 및 그 제조방법 | |
| KR102519286B1 (ko) | 치과용 벌크 블록 및 그 제조방법 | |
| EP4349300A1 (en) | Dental bulk block for cutting machining and manufacturing method therefor | |
| EP4349301A1 (en) | Dental bulk block for machining and method for manufacturing same | |
| JP2023534777A (ja) | 歯科用バルクブロック及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |