KR102228399B1 - 신축 탄성 부재의 제조 방법 및 그 신축 탄성 부재를 사용한 일회용 기저귀 - Google Patents
신축 탄성 부재의 제조 방법 및 그 신축 탄성 부재를 사용한 일회용 기저귀 Download PDFInfo
- Publication number
- KR102228399B1 KR102228399B1 KR1020167033101A KR20167033101A KR102228399B1 KR 102228399 B1 KR102228399 B1 KR 102228399B1 KR 1020167033101 A KR1020167033101 A KR 1020167033101A KR 20167033101 A KR20167033101 A KR 20167033101A KR 102228399 B1 KR102228399 B1 KR 102228399B1
- Authority
- KR
- South Korea
- Prior art keywords
- elastic member
- sheet
- elastic
- adhesive
- area
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title claims description 43
- 239000000853 adhesive Substances 0.000 claims abstract description 94
- 230000001070 adhesive effect Effects 0.000 claims abstract description 94
- 238000005520 cutting process Methods 0.000 claims abstract description 75
- 230000002745 absorbent Effects 0.000 claims description 14
- 239000002250 absorbent Substances 0.000 claims description 14
- 238000009499 grossing Methods 0.000 claims description 9
- 239000000835 fiber Substances 0.000 description 33
- 238000000576 coating method Methods 0.000 description 28
- 239000004745 nonwoven fabric Substances 0.000 description 26
- 239000011248 coating agent Substances 0.000 description 25
- 239000006096 absorbing agent Substances 0.000 description 24
- 239000004831 Hot glue Substances 0.000 description 23
- 229920001971 elastomer Polymers 0.000 description 15
- 239000002245 particle Substances 0.000 description 15
- 229920000247 superabsorbent polymer Polymers 0.000 description 14
- 239000007788 liquid Substances 0.000 description 13
- -1 polyethylene Polymers 0.000 description 13
- 239000005060 rubber Substances 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 239000004698 Polyethylene Substances 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 230000035699 permeability Effects 0.000 description 7
- 239000002985 plastic film Substances 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 230000008602 contraction Effects 0.000 description 6
- 210000004013 groin Anatomy 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 229920006255 plastic film Polymers 0.000 description 6
- 230000037303 wrinkles Effects 0.000 description 6
- 239000000806 elastomer Substances 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 229920002994 synthetic fiber Polymers 0.000 description 5
- 239000012209 synthetic fiber Substances 0.000 description 5
- 244000043261 Hevea brasiliensis Species 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 229920003052 natural elastomer Polymers 0.000 description 4
- 229920001194 natural rubber Polymers 0.000 description 4
- 239000000123 paper Substances 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229920003051 synthetic elastomer Polymers 0.000 description 4
- 239000005061 synthetic rubber Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 229920000297 Rayon Polymers 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000002964 rayon Substances 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 210000001015 abdomen Anatomy 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000029142 excretion Effects 0.000 description 2
- 239000012510 hollow fiber Substances 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 206010012735 Diarrhoea Diseases 0.000 description 1
- 229920002334 Spandex Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- DPXJVFZANSGRMM-UHFFFAOYSA-N acetic acid;2,3,4,5,6-pentahydroxyhexanal;sodium Chemical compound [Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=O DPXJVFZANSGRMM-UHFFFAOYSA-N 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 235000019812 sodium carboxymethyl cellulose Nutrition 0.000 description 1
- 229920001027 sodium carboxymethylcellulose Polymers 0.000 description 1
- 239000004759 spandex Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15739—Sealing, e.g. involving cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49011—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the waist region
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49019—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means being placed longitudinally, transversely or diagonally over the article
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51474—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure
- A61F13/51478—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure being a laminate, e.g. multi-layered or with several layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/515—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers characterised by the interconnection of the topsheet and the backsheet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/30—Rubbers or their derivatives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4855—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by their physical properties, e.g. being electrically-conductive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15861—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding
- A61F2013/1591—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding via adhesive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15918—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for die cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0092—Other properties hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0093—Other properties hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4871—Underwear
- B29L2031/4878—Diapers, napkins
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Animal Behavior & Ethology (AREA)
- Veterinary Medicine (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Hematology (AREA)
- Materials Engineering (AREA)
- Dermatology (AREA)
- Dispersion Chemistry (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
일측 시트(12S)의 내면에, 소정의 간격을 두고 제1 접착제(71)를 도포하고, 세장 형상 탄성 신축 부재(110)에 소정의 간격을 두고 제2 접착제(75)를 도포하여, 제1 접착제(71)를 도포한 제1 도포 영역(71A)과, 제1 도포 영역(71A)과 인접하는 제1 도포 영역(71A) 사이에 제1 비도포 영역(71B)을 형성하고, 다수의 제1 도포 영역(71A)에 걸치는 제2 접착제(75)를 도포한 제2 도포 영역(75A)과, 제2 도포 영역(75A)과 인접하는 제2 도포 영역(75A) 사이에 제2 비도포 영역(75B)을 형성하여, 일측 시트(12S)의 내면에, 세장 형상 탄성 신축 부재(110)와, 세장 형상 탄성 신축 부재(110)의 외측으로부터 타측 시트(12H)를 고정하여, 평면에서 볼 때 제1 비도포 영역(71B)과 제2 도포 영역(75A)이 대향하는 부위에서, 세장 형상 탄성 신축 부재(110)를 절단함으로써, 외관이 뛰어나고, 제조비용을 저감한 신축 탄성 부재의 제조 방법을 제공한다.
Description
본 발명은, 신축 탄성 부재의 제조 방법 및 그 신축 탄성 부재를 사용한 일회용 기저귀에 관한 것이다. 본 발명의 신축 탄성 부재의 제조 방법에 의하면, 탄성 신축 부재를 끼우는 시트의 절단부 개구를 방지하여 외관 좋은 신축 탄성 부재를 얻을 수 있다. 또한, 그 신축 탄성 부재를 일회용 기저귀의 외장 시트에 사용한 경우, 내장체와 겹치는 외장 시트 부위의 주름 형성을 방지하고, 외장 시트의 절단부 개구를 방지하여 외관 좋은 일회용 기저귀를 얻을 수 있다.
종래에는 일회용 기저귀에 사용되는 신축 탄성 부재는 2층 시트 사이에 접착제를 도포하고, 세장(細長) 형상 탄성 신축 부재를 신장 상태에서 배치하여 고정시켜 형성하는 것은 주지된 사실이다. 또한, 2층 시트 사이에 간헐적으로 접착제를 도포하고, 세장 형상 탄성 신축 부재를 신장 상태에서 배치한 후, 접착제의 비도포 영역에서 시트를 절단하여 간헐적으로 신축 부분을 부여한 신축 탄성 부재를 형성하는 일도 주지된 사실이다.
간헐적으로 신축 부분을 부여한 신축 탄성 부재를 얻는 방법으로서, 특허문헌 1에는 일측 시트의 윗면에 접착제를 도포한 도포 영역과 접착제를 도포하지 않는 비도포 영역을 형성하고, 그 시트의 윗면 측으로부터 세장 형상 탄성 신축 부재와 타측 시트를 배치하여 고정한 후에, 비도포 영역에 위치하는 세장 형상 탄성 신축 부재를 절단하는 신축 탄성 부재의 제조 방법이 제안되어 있다.
또한, 특허문헌 2에는 일측 시트의 윗면에는 접착제를 연속 도포하여 도포 영역을 형성하고, 그 시트의 윗면 측으로부터 세장 형상 탄성 신축 부재와, 일측 시트와 대향하는 아랫면에 접착제를 도포한 도포 영역과 접착제를 도포하지 않는 비도포 영역을 형성한 타측 시트를 배치하여 고정한 후에, 일측 시트의 도포 영역과 타측 시트의 비도포 영역이 겹치는 약접착부에 위치하는 세장 형상 탄성 신축 부재를 절단하는 신축 탄성 부재의 제조 방법이 제안되어 있다.
그렇지만, 특허문헌 1에 개시된 신축 탄성 부재의 제조 방법에 있어서는, 절단된 세장 형상 탄성 신축 부재가 수축할 때에, 절단된 세장 형상 탄성 신축 부재의 단부가 비도포 영역에서 자유롭게 움직이기 때문에, 세장 형상 탄성 신축 부재가 구부러지거나 접히거나 하여 고르지 않아 외관이 나쁜 것이 된다.
한편, 특허문헌 2에 개시된 신축 탄성 부재의 제조 방법에 있어서는, 과잉 접착제가 필요해져 비용면에서 불리해지고, 또한, 과잉 접착제 도포로 인해 신축 탄성 부재의 유연성이 저하할 우려가 있다. 게다가, 동 제조 방법으로 얻은 신축 탄성 부재를 일회용 기저귀의 외장 시트로서 사용한 경우에는 통기성을 현저하게 저하시킬 우려가 있다.
그래서, 본 발명의 주된 과제는 외관이 뛰어나고 제조비용을 저감시킨 신축 탄성 부재의 제조 방법을 제공하는 것에 있다.
상기 과제를 해결한 본 발명은 다음과 같다.
청구항 1에 기재된 발명은, 2층의 시트 사이에 복수의 세장 형상 탄성 신축 부재를 신장 상태에서 고정한 후에, 상기 세장 형상 탄성 신축 부재를 절단하여 신축영역과 비신축영역을 구비한 신축 탄성 부재의 제조 방법에 있어서,
상기 일측 시트의 내면에, 소정의 간격을 두고 제1 접착제를 도포하고, 상기 세장 형상 탄성 신축 부재에, 소정의 간격을 두고 제2 접착제를 도포하여, 상기 제1 접착제를 도포한 제1 도포 영역과, 상기 제1 도포 영역과 인접하는 제1 도포 영역과의 사이에 제1 비도포 영역을 형성하고, 상기 다수의 제1 도포 영역에 걸치는 제2 접착제를 도포한 제2 도포 영역과, 상기 제2 도포 영역과 인접하는 제2 도포 영역과의 사이에 제2 비도포 영역을 형성하여, 상기 일측 시트의 내면에, 세장 형상 탄성 신축 부재와, 해당 세장 형상 탄성 신축 부재의 외측으로부터 타측 시트를 고정하여, 평면에서 볼 때 상기 제1 비도포 영역과 제2 도포 영역이 대향하는 부위에서, 상기 세장 형상 탄성 신축 부재를 절단하는 것을 특징으로 하는 신축 탄성 부재의 제조 방법이다.
청구항 2에 기재된 발명은, 상기 세장 형상 탄성 신축 부재를 절단 칼을 구비하는 절단 수단에 의해 절단하는 청구항 1에 기재된 신축 탄성 부재의 제조 방법이다.
청구항 3에 기재된 발명은, 상기 제1 도포 영역의 도포 폭을 0.5㎜~4㎜로 설정하고, 상기 제1 간격을 4~8㎜로 설정한 청구항 2에 기재된 신축 탄성 부재의 제조 방법이다.
청구항 4에 기재된 발명은, 상기 절단 수단을, 절단 롤과 평활 롤로 구성하여, 상기 절단 롤의 외주면 둘레면 방향으로, 소정의 간격을 두고 절단 칼을 형성하고, 상기 절단 롤을 일측 시트의 바깥쪽에, 상기 평활 롤을 타측 시트의 바깥쪽에 배치한 청구항 2 또는 3에 기재된 신축 탄성 부재의 제조 방법이다.
청구항 5에 기재된 발명은, 상기 세장 형상 탄성 신축 부재의 타측 시트와 대향하는 부위에는, 상기 제2 접착제가 도포되어 있지 않은 청구항 1~4 중 어느 한 항에 기재된 신축 탄성 부재의 제조 방법이다.
청구항 6에 기재된 발명은, 상기 제1 비도포 영역의 제1 간격을, 상기 절단 칼과 인접하는 절단 칼의 절단 칼 간격보다 크게 설정하는 청구항 4 또는 5에 기재된 신축 탄성 부재의 제조 방법이다.
청구항 7에 기재된 발명은, 청구항 1~6 중 어느 한 항에 기재된 신축 탄성 부재의 제조 방법에 의해 제조된 신축 탄성 부재를 외장 시트로서 사용하여, 상기 외장 시트의 내면에 흡수체를 갖는 내장체를 배치한 일회용 기저귀이다.
청구항 8에 기재된 발명은, 상기 내장체의 외장 시트와의 고착면에, 상기 제1 접착제와 평행하는 접착제를 좌우 방향으로 소정의 간격을 두고 도포한 제3 도포 영역을 형성하여, 평면에서 볼 때 상기 제3 도포 영역과 상기 제1 도포 영역을 겹친 청구항 7에 기재된 일회용 기저귀이다.
청구항 9에 기재된 발명은, 상기 제3 도포 영역의 전후 방향 중간 부위에, 접착제를 도포하지 않는 비도포 영역을 형성한 청구항 8에 기재된 일회용 기저귀이다.
청구항 1에 기재된 발명은, 일측 시트의 내면에, 소정의 간격을 두고 제1 접착제를 도포하고, 세장 형상 탄성 신축 부재에, 소정의 간격을 두고 제2 접착제를 도포하여, 제1 접착제를 도포한 제1 도포 영역과, 제1 도포 영역과 인접하는 제1 도포 영역과의 사이에 제1 비도포 영역을 형성하고, 다수의 제1 도포 영역에 걸치는 제2 접착제를 도포한 제2 도포 영역과, 제2 도포 영역과 인접하는 제2 도포 영역과의 사이에 제2 비도포 영역을 형성하여, 일측 시트의 내면에, 세장 형상 탄성 신축 부재와, 세장 형상 탄성 신축 부재의 외측으로부터 타측 시트를 고정하여, 평면에서 볼 때 제1 비도포 영역과 제2 도포 영역이 대향하는 부위에서, 세장 형상 탄성 신축 부재를 절단하므로, 절단된 세장 형상 탄성 신축 부재의 절단부가 배치된 궤적을 따라 수축하여 절단시에 형성되는 시트 절단부의 개구를 방지할 수 있다. 또한, 제1 비도포 영역과 제2 도포 영역이 대향하는 부위의 시트 주름을 억제할 수 있어 외관성이 뛰어나다. 게다가, 과잉 접착제를 도포할 필요가 없어져 제조비용을 저감할 수도 있다.
청구항 2에 기재된 발명에 의하면, 청구항 1에 기재된 발명의 효과에 더하여, 상기 세장 형상 탄성 신축 부재를 절단 칼을 구비하는 절단 수단에 의해 절단하므로, 절단된 세장 형상 탄성 신축 부재의 절단부를 일정한 형태로 배열할 수 있다.
청구항 3에 기재된 발명에 의하면, 청구항 2에 기재된 발명의 효과에 더하여, 제1 도포 영역의 도포 폭을 0.5㎜~4㎜로 설정하고, 제1 간격을 4~8㎜로 설정하고 있으므로, 절단된 세장 형상 탄성 신축 부재의 수축력에 의해, 제1 시트와 세장 형상 탄성 신축 부재의 고정 부위가 어긋나는 것을 방지할 수 있어, 절단된 세장 형상 탄성 신축 부재의 절단부 등의 제1 비도포 영역으로의 탈락을 방지할 수 있다.
청구항 4에 기재된 발명에 의하면, 청구항 2 또는 3에 기재된 발명의 효과에 더하여, 절단 수단을, 절단 롤과 평활 롤로 구성하고, 절단 롤의 외주면 주위면 방향으로, 소정의 간격을 두고 절단 칼을 형성하여, 절단 롤을 일측 시트의 바깥쪽에, 평활 롤을 타측 시트의 바깥쪽에 배치하고 있으므로, 절단 롤의 압력에 의해 제1 시트와 세장 형상 탄성 신축 부재의 고착이 어긋나, 절단된 세장 형상 탄성 신축 부재의 절단부가 인접하는 제1 도포 영역에 효율 좋게 수축할 수 있다.
청구항 5에 기재된 발명에 의하면, 청구항 1~4 중 어느 한 항에 기재된 효과에 더하여, 세장 형상 탄성 신축 부재의 타측 시트와 대향하는 부위에는, 제2 접착제가 도포되어 있지 않기 때문에, 절단된 세장 형상 탄성 신축 부재의 절단부가 타측 시트로부터 저항을 받지 않고 인접하는 제1 도포 영역에 효율 좋게 수축할 수 있다.
청구항 6에 기재된 발명에 의하면, 청구항 4 또는 5에 기재된 발명의 효과에 더하여, 제1 비도포 영역의 제1 간격을, 절단 칼과 인접하는 절단 칼의 절단 칼 간격보다도 크게 설정하고 있으므로, 제1 비도포 영역과 제2 도포 영역이 대향하는 부위에서의 세장 형상 탄성 신축 부재를 확실하게 절단할 수 있다.
청구항 7에 기재된 발명에 의하면, 청구항 1~6 중 어느 한 항에 기재된 효과에 더하여, 신축 탄성 부재를 외장 시트로서 사용하고, 외장 시트의 내면에 흡수체를 갖는 내장체를 배치하고 있기 때문에, 외장 시트에 형성된 절단부의 개구를 억제하고, 외장 시트에 형성되는 주름 형성을 억제할 수 있어 일회용 기저귀의 외관성을 높일 수 있다.
청구항 8에 기재된 발명에 의하면, 청구항 7에 기재된 효과에 더하여, 내장체의 외장 시트와의 고착면에, 제1 접착제와 평행하는 접착제를 좌우 방향으로 소정의 간격을 두고 도포한 제3 도포 영역을 형성하여, 평면에서 볼 때 제3 도포 영역과 제1 도포 영역을 겹치고 있으므로, 일회용 기저귀의 전후 방향에 대한 통기성을 높여 일회용 기저귀의 통기성을 높일 수 있다.
청구항 9에 기재된 발명에 의하면, 청구항 8에 기재된 효과에 더하여, 제3 도포 영역의 전후 방향 중간 부위에, 접착제를 도포하지 않는 비도포 영역을 배치하고 있으므로, 일회용 기저귀의 사타구니 사이 부분의 통기성을 높일 수 있다.
도 1은 신축성 부재의 제조 방법을 나타내는 모식도이다.
도 2는 신축성 부재의 제1 시트에 도포된 접착제와, 제2 시트와 시트 사이에 배치된 세장 형상 탄성 신축 부재에 도포된 접착제와, 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 절단 위치를 설명하는 설명도이다.
도 3은 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 비절단 상태의 설명도이다.
도 4는 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 절단 상태의 설명도이다.
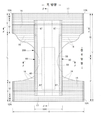
도 5는 팬티 타입 일회용 기저귀의 내면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
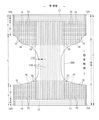
도 6은 팬티 타입 일회용 기저귀의 외면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
도 7은 도 5의 3-3 단면도이다.
도 8은 도 5의 4-4 단면도이다.
도 9는 도 5의 5-5 단면도이다.
도 10은 팬티 타입 일회용 기저귀의 주요부만을 나타내는 단면도이다.
도 11은 팬티 타입 일회용 기저귀의 사시도이다.
도 12는 기타 팬티 타입 일회용 기저귀의 외면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
도 2는 신축성 부재의 제1 시트에 도포된 접착제와, 제2 시트와 시트 사이에 배치된 세장 형상 탄성 신축 부재에 도포된 접착제와, 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 절단 위치를 설명하는 설명도이다.
도 3은 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 비절단 상태의 설명도이다.
도 4는 절단 수단에 있어서의 세장 형상 탄성 신축 부재의 절단 상태의 설명도이다.
도 5는 팬티 타입 일회용 기저귀의 내면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
도 6은 팬티 타입 일회용 기저귀의 외면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
도 7은 도 5의 3-3 단면도이다.
도 8은 도 5의 4-4 단면도이다.
도 9는 도 5의 5-5 단면도이다.
도 10은 팬티 타입 일회용 기저귀의 주요부만을 나타내는 단면도이다.
도 11은 팬티 타입 일회용 기저귀의 사시도이다.
도 12는 기타 팬티 타입 일회용 기저귀의 외면을 나타내는, 기저귀를 전개한 상태에서의 평면도이다.
<신축성 부재의 제조 방법>
먼저, 본 발명의 신축성 부재의 제조 방법에 대하여 첨부 도면을 참조하면서 상세하게 설명한다.
도 1은 신축성 부재(120)의 제조 방법을 나타내는 모식도이다. 신축 탄성 부재(120)는 후술하는 팬티 타입 일회용 기저귀(100)의 외장체(12)로서 사용되는 부재이며, 부직포 등으로 구성되는 제1 시트(청구항에 있어서의 「시트」)(12S)와, 부직포 등으로 구성되는 제2 시트(청구항에 있어서의 「시트」)(12H)와, 제1 시트(12S)와 제2 시트(12H) 사이에 배치되는 세장 형상 탄성 신축 부재(110)를 구비하고 구성되어 있다.
제1 시트 인출장치(도시 생략)로부터 연속적으로 내보내진 제1 시트(12S)는, 제1 시트(12S)의 윗면 측(제2 시트(12H)와 대향하는 면 측)에 배치된 접착제 도포장치(13)에 의해 소정의 간격을 두고 연속적으로 제1 접착제(71)가 도포된다. 또한, 제1 접착제(71)가 도포된 도포 영역(청구항에 있어서의 「제1 도포 영역」)(71A)은, 도 1, 2에 나타내는 바와 같이, 평면에서 볼 때 제1 시트(12S)의 반송방향인 MD방향에 대하여 직교하는 변이 긴 변을 이루는 대략 직사각형상으로 형성되고, 도포 영역(71A)과 인접하는 도포 영역(71A) 사이에는, 제1 접착제(71)가 도포되어 있지 않은 비도포 영역(청구항에 있어서의 「제1 비도포 영역」)(71B)가 개재되어 있다.
제1 시트(12S)로서는, 시트 형상인 것이면 특별히 제한없이 사용할 수 있지만, 부직포인 것이 바람직하다. 부직포는 그 원료 섬유가 무엇인지는 특별히 한정되지 않는다. 예를 들면, 폴리에틸렌이나 폴리프로필렌 등의 올레핀계, 폴리에스테르계, 폴리아미드계 등의 합성섬유, 레이온이나 큐프라 등의 재생섬유, 면 등의 천연 섬유 등이나, 이들로부터 2종 이상이 사용된 혼합섬유, 복합섬유 등을 예시할 수 있다. 게다가, 부직포는 어떠한 가공에 의해 제조된 것이어도 된다. 가공 방법으로서는, 공지된 방법, 예를 들면, 스판레이스법, 스판본드법, 서멀본드법, 멜트블론법, 니들펀치법, 에어스루법, 포인트본드법 등을 예시할 수 있다.
제1 접착제(71)로서는, 핫멜트 접착제(71)가 적합하게 사용된다. 핫멜트 접착제(71)로서는, 예를 들면, EVA계, 점착 고무계(엘라스토머계), 올레핀계, 폴리에스테르·폴리아미드계 등의 종류인 것이 존재하며, 특별히 한정 없이 사용할 수 있지만, 점착 고무계(엘라스토머계)를 사용하는 것이 바람직하다. 핫멜트 접착제(71)의 도포방식은 특별히 한정되는 것은 아니지만, 시트 접합부(70)의 신축 방향의 폭을 가늘게, 예를 들면, 1㎜ 이하로 할 경우, 핫멜트 접착제의 도포 폭이 좁아져, 커튼이나 베타 등과 같이 노즐로부터 분사하는 도포방식에 의한 간헐도포로는 도포가 곤란하기 때문에, 세폭 도포에 적합한 패턴 코트(볼록판 방식에서의 핫멜트 접착제(71)의 전사)를 채택하는 것이 바람직하다.
다만, 이러한 패턴 코트에 의한 도포방식을 채택한 경우라도, 핫멜트 접착제(71)의 종류에 따라서는 핫멜트 접착제(71)가 실을 당겨버려, 도포 폭(70w)의 정밀도 저하나, 조업 안정성 저하를 가져올 우려가 있다. 따라서, 핫멜트 접착제(71)로서는, 온도 140℃에서의 용해 점도가 10000mpas 이하, 온도 160도에서의 용해 점도가 5000mpas 이하, 또한, 루프텍 접착력이 2000g/25㎜ 이상인 것을 사용하는 것이 바람직하다. 이로써, 실이 당겨질 우려가 적어져 도포 폭 제도 및 조업 안정성 향상을 도모할 수 있다.
또한, 핫멜트 접착제(71)의 루프텍 점착력은 다음과 같이 측정되는 값을 의미한다. 즉, 핫멜트 접착제를 두께가 50㎛인 PET판 상에 50㎛ 두께로 도포한다. 이것을 폭 25㎜, 길이 125㎜ 크기로 잘라 테이프 형상으로 한 후, 그 테이프의 양단을 겹침으로써 루프 형상으로 한다. 이 루프를 LT-100형 루프텍 테스터(켐 인스트루먼트사 제품)에 고정한 후, PE(폴리에틸렌)판에 대하여 25㎜×25㎜의 접착면적에서 접착시간 2초에 접착한다. 그 다음, 20℃에서 떼어내는 속도 300㎜/분에 루프 형상의 테이프를 떼어내고, 최대의 힘을 측정하여 루프텍 접착제로 한다.
또한, 핫멜트 접착제(71)의 용해 점도는 JIS Z 8803에 따라, 브룩필드 B형 점도계(스핀들 No.027)를 이용하여 규정 온도에서 측정되는 것이다.
후술하는 세장 형상 탄성 신축 부재(110)의 도포 영역(청구항에 있어서의 「제2 도포 영역」)(75A)에 있어서, 세장 형상 탄성 신축 부재(110)를 인접하는 도포 영역(71A, 71A) 사이의 비도포 영역(71B)에서 절단하여 신축성 부재(120)의 외관성을 높이기 위해서는, 도 2에 나타내는 비도포 영역(71B)의 간격(청구항에 있어서의 「제1 간격」)(70d)과, 도포 영역(71A)의 도포 폭(70W)과, 세장 형상 탄성 신축 부재(110)의 절단 간격(70P)을 수학식 1 또는 수학식 2에 나타내는 관계로 설정하는 것이 적합하다. 또한, 절단 간격(70P)은 도 3, 4에 나타내는 절단 수단(130)의 절단 롤(18)이 인접하는 절단 칼(18A, 18A)의 절단 칼 간격(18B)에 대응하는 간격이다.
수학식 1 : 간격(70d) + 도장 폭(70W) = 절단 간격(70P)
수학식 2 : 간격(70d) > 절단 간격(70P) > 도포 폭(70W)
또한, 수학식 1의 도포 폭(70W)은 0.5㎜~4㎜, 절단 수단(130)에 의해 절단된 세장 형상 탄성 신축 부재(110)의 절단부 수축에 의한 세장 형상 탄성 신축 부재(110)와, 제1 시트(12S)의 도포 영역(71A)의 박리를 방지하기 위해 간격(70d)을 4~8㎜로, 보다 바람직하게는 5~7㎜로 설정하는 것이 적합하다. 또한, 절단 롤(18)이 인접하는 절단 칼(18A, 18A)의 절단 칼 간격(18B)은 균일해도 불균일해도 된다.
탄성 신축 부재 인출장치(도시 생략)로부터 연속적으로 내보내진 세장 형상 탄성 신축 부재(110)는 세장 형상 탄성 신축 부재(110)의 앞측에 배치된 접착제 도포 장치(14)에 의해 소정의 간격을 두고 연속적으로 제2 접착제(75)가 도포된다. 또한, 제2 접착제(75)가 도포된 도포 영역(75A)은 도 2에 나타내는 바와 같이, 평면에서 볼 때 제1 접착제(71)가 도포된 복수의 도포 영역(71A)에 걸치는 영역에 형성되고, 도포 영역(75A)과 인접하는 도포 영역(75A) 사이에는 제2 접착제(75)가 도포되어 있지 않은 비도포 영역(청구항에 있어서의 「제2 비도포 영역」)(75B)이 개재되어 있다.
세장 형상 탄성 신축 부재(110)로서는, 소정의 신장율로 되어 있으며, 세장 형상 탄성 신축 부재(110)로서는 합성고무를 사용해도 천연고무를 사용해도 된다.
제2 접착제(75)가 도포된 세장 형상 탄성 신축 부재(110)는 가이드 롤(14A)에 의해 CD방향으로 소정의 간격을 두고 제1 시트(12S)의 윗면에 나란히 형성된다. 또한, 도 1에 있어서는, 탄성 신축 부재 인출장치와 가이드 롤(14A) 사이에 접착제 도포 장치(14)를 배치하고 있지만, 가이드 롤(14A)에 부착한 접착제 제거 작업을 경감하기 위해 접착제 도포장치(14)를 가이드 롤(14A)의 반송방향의 하류 측에 배치하는 것이 적합하다.
제2 접착제로서는, 제1 시트(12S)에 도포된 제1 접착제(71)보다 제1 시트(12S)에 대한 접착력이 약하고, 세장 형상 탄성 신축 부재(110)를 제1 시트(12S)에 도포된 제1 접착제를 개재시켜 제1 시트(12S)에 대한 접착력보다도 제1 시트(12S)에 도포되는 제1 접착제와 세장 형상 탄성 신축 부재(110)에 도포된 제2 접착제를 개재시켜 제1 시트(12S)에 대한 접착력이 강해지도록, 루프텍 접착력이 40g/25㎜ 이상인 점착 고무계(엘라스토머계)의 핫멜트 접착제를 사용하는 것이 바람직하다. 도포 형태로서는, 세장 형상 탄성 신축 부재(110)의 외주면의 전체 둘레 도포, 외주면의 부분 도포 형태가 있다.
절단 수단(130)에 의해 절단된 세장 형상 탄성 신축 부재(110)의 절단부 수축시에 발생하는 세장 형상 탄성 신축 부재(110)의 신장 방향의 수축력에 의한 세장 형상 탄성 신축 부재(110)와 제1 시트(12S)의 도포 영역(71A)의 박리를 방지하기 위해 세장 형상 탄성 신축 부재(110)에는 제2 접착제가 도포되어 있다.
또한, 특히 절단 수단(130)에 의해 절단된 세장 형상 탄성 신축 부재(110)의 절단부를 효율 좋게 절단부에 인접하는 도포 영역(71A, 71A)으로 이동시키기 위해서는, 제1 시트(12S)와 대향하는 세장 형상 탄성 신축 부재(110)의 외주면 부위에 제2 접착제를 도포하고, 제2 시트(12H)와 대향하는 세장 형상 탄성 신축 부재(110)의 외주면 부위에는 제2 접착제를 도포하지 않는 부분 도포 형태가 보다 적합하다.
제2 시트 인출장치(도시 생략)로부터 연속적으로 내보내진 제2 시트(12H)는 프레스 롤(12B)을 개재시켜 제1 시트(12S)의 윗면에 나란히 형성한 세장 형상 탄성 신축 부재(110)의 위쪽으로부터 제1 시트(12S)의 윗면에 배치된다. 제2 시트(12H)로서는, 제1 시트(12S)와 마찬가지로 시트 형상인 것이면 특별히 한정 없이 사용할 수 있지만, 부직포인 것이 바람직하고, 부직포의 원료섬유, 제조 방법에는 특별히 제한받지 않는다.
다음으로, 제1 시트(12S)와, 세장 형상 탄성 신축 부재(110)와, 제2 시트(12H)의 적층체는 상하 방향으로 배치된 한 쌍의 프레스 롤(12B, 12B)에 삽입 통과되고, 프레스 롤(12B, 12B)의 압력에 의해 서로 고착되어 중간체(120A)가 된다. 또한, 중간체(120A)란 제1 시트(12S)가 인접하는 도포 영역(71A, 71A) 사이에 위치하는 접착제(75)가 도포된 세장 형상 탄성 신축 부재(110)를 절단하기 전의 형태이다.
중간체(120A)에 있어서의 제1 시트(12S)와 세장 형상 탄성 신축 부재(110)의 고착력, 세장 형상 탄성 신축 부재(110)와 제2 시트(12H)의 고착력, 제1 시트(12S)와 제2 시트(12H)의 고착력을 상술하면 이하와 같다.
세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포된 도포 영역(75A)에 있어서는, 제1 시트(12S)와 세장 형상 탄성 신축 부재(110)는 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)의 도포 영역(75A)이 겹치는 부위의 고착력은 강하고, 그 외 부위에 있어서의 고착력은 제1 시트(12S)의 윗면에 제1 접착제(71)이 도포되어 있지 않기 때문에, 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)의 도포 영역(75A)이 겹치는 부위의 고착력보다도 약하다.
또한, 세장 형상 탄성 신축 부재(110)와 제2 시트(12H)의 고착력은 제2 시트(12H)의 아랫면에는 접착제가 도포되어 있지 않기 때문에, 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)의 도포 영역(75A)이 겹치는 부위의 고착력보다도 약하다.
게다가, 제1 시트(12S)와 제2 시트(12H)는 제1 시트(12S)와 세장 형상 탄성 신축 부재(110)와 마찬가지로, 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)의 도포 영역(75A)이 겹치는 부위의 고착력은 강하고, 그 외 부위의 고착력은 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)의 도포 영역(75A)이 겹치는 부위의 고착력보다도 약하다.
한편, 세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포되어 있지 않은 비도포 영역(75B)에 있어서는, 제1 시트(12S)와 세장 형상 탄성 신축 부재(110)는 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)가 겹치는 부위의 고착력은 세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포되어 있지 않기 때문에 약하고, 그 외 부위에 있어서는, 제1 시트(12S)의 윗면에 제1 접착제(71)가 도포되어 있지 않고, 세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포되어 있지 않기 때문에 고착되어 있지 않다.
또한, 세장 형상 탄성 신축 부재(110)와 제2 시트(12H)는 제2 시트(12H)의 아랫면에는 접착제가 도포되어 있지 않기 때문에 고착되어 있지 않다.
게다가, 제1 시트(12S)와 제2 시트(12H)는, 제1 시트(12S)와 세장 형상 탄성 신축 부재(110)와 마찬가지로, 제1 시트(12S)의 도포 영역(71A)과 세장 형상 탄성 신축 부재(110)가 겹치는 부위의 고착력은 약하고, 그 외 부위에서는 고착되어 있지 않다.
또한, 세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포되어 있지 않은 비도포 영역(75B)에 있어서는, 인접하는 제1 시트(12S)의 도포 영역(71A, 71A)에 세장 형상 탄성 신축 부재(110)와 제2 시트(12H)가 약하게 고착되고, 제1 시트(12S)의 윗면과 세장 형상 탄성 신축 부재(110) 및 제2 시트(12H)의 아랫면과 세장 형상 탄성 신축 부재(110)가 고착되어 있지 않기 때문에, 신축 탄성 부재(120)를 팬티 타입 일회용 기저귀(100)의 외장체(12)로서 사용한 경우에 있어서는, 팬티 타입 일회용 기저귀(100)의 내장체(200)의 폭 방향의 양측 부위에는 각각 비도포 영역(75B, 75B)을 배치함으로써, 일반적으로 플리츠라 불리는 제1 시트재(12S)와 제2 시트재(12H) 양자에 균등한 주름을 형성하여, 팬티 타입 일회용 기저귀(100)의 내장체(200)의 폭 방향의 양측 부위의 외관을 양호하게 형성할 수 있다. 한편, 신축 탄성 부재(120)를 팬티 타입 일회용 기저귀(100)의 외장체(12)로서 사용한 경우에 있어서는, 팬티 타입 일회용 기저귀(100)의 폭 방향의 양단부 부위에는 제2 접착제(75)가 도포된 도포 영역(75A, 75A)을 배치함으로써, 팬티 타입 일회용 기저귀(100)의 폭 방향의 양단부에서 세장 형상 탄성 신축 부재(110)를 강고하게 고정하여 세장 형상 탄성 신축 부재(110)가 빠져나오는 것을 방지할 수 있다.
다음으로, 중간체(120A)는 프레스 롤(12B, 12B)의 반송방향 하류에 배치된 절단 수단(130)으로 반송된다. 절단 수단(130)으로서는, 각종 절단장치를 사용할 수 있지만, 본 실시형태에서는, 도 3, 4에 나타내는 바와 같이, 절단 수단(130)은 제1 시트(12S)의 아래쪽에 배치된 외주면에 소정의 간격을 두고 절단 칼(18A)이 형성된 절단 롤(18)과 제2 시트(12H)의 위쪽에 배치된 평활 롤(19)을 구비하고 구성되어 있다.
제어장치(도시 생략)에 의해 중간체(120A)의 반송방향의 하류측으로의 반송 속도와 절단 롤(18)의 회전수는 제어되어 있다. 세장 형상 탄성 신축 부재(110)에 제2 접착제(75)가 도포된 도포 영역(75A)에 있어서는, 제1 시트(12S)가 인접하는 도포 영역(71A, 71A) 사이의 비도포 영역(71B) 상에 배치된 세장 형상 탄성 신축 부재(110)에 있어서의 반송방향의 중심부가 절단 롤(18)의 위쪽으로 반송되었을 때에, 절단 롤(18)의 절단 칼(18A)이 평활 롤(19)과 닿아, 제1 시트(12S)가 인접하는 도포 영역(71A, 71A)의 비도포 영역(71B) 상의 중심부와 세장 형상 탄성 신축 부재(110)의 반송방향의 중심부를 절단하는 구성으로 되어 있다. 또한, 인접하는 도포 영역(75A)에서는, 절단 수단(130)에 의한 세장 형상 탄성 신축 부재(110)의 절단은 이루어지지 않는 구성으로 되는 것이 적합하다.
또한, 상술한 수학식 1의 조건을 충족함으로써, 중간체(120A)의 반송 속도와 절단 롤(18)의 회전수가 완전하게 동기한 상태에서, 반드시 비도포 영역(71B) 상의 중심부에서 세장 형상 탄성 신축 부재(110)가 절단되어, 도포 영역(71A)에 있어서는 절단되지 않는 위치 제어가 용이해져 적합하다.
또한, 상술한 수학식 2의 조건을 충족함으로써, 제어장치에 의해 제1 시트(12S)가 인접하는 도포 영역(71A, 71A)의 비도포 영역(71B)과, 절단 롤(18)의 절단 칼(18A)의 위치 결정(위치 제어)을 하지 않아도, 반송방향의 상류 측에서 하류 측으로 반송되어 오는 제1 시트(12S)가 인접하는 도포 영역(71A, 71A)의 비도포 영역(71B)에 있어서, 세장 형상 탄성 신축 부재(110)를 반드시 절단할 수 있고, 또한, 시트에 필요 이상으로 절개가 들어가는 것을 방지할 수 있다.
비도포 영역(71B)에서 절단된 세장 형상 탄성 신축 부재(110)는 신장 상태에서 자연 길이 상태로 복원하는 수축력에 의해 세장 형상 탄성 신축 부재(110)와 제1 시트(12S)의 고착과 세장 형상 탄성 신축 부재(110)와 제2 시트(12H)의 고착이 어긋나, 세장 형상 탄성 신축 부재(110)의 절단 단부의 후단 측은 인접하는 제1 시트(12S)의 뒤측에 위치하는 도포 영역(71A)을 향하여 배치된 궤적을 따라 수축하고, 세장 형상 탄성 신축 부재(110)의 절단 단부의 전단부 측은 인접하는 제1 시트(12S)의 앞측에 위치하는 도포 영역(71A)을 향하여 배치된 궤적을 따라 수축한다. 이로써, 제1 시트(12S)와 제2 시트(12H)의 외관을 악화시키는 주름 형성이 억제되고, 또한, 제1 시트(12S)가 인접하는 도포 영역(71A, 71A) 중심부의 절단부(12M)의 MD방향으로의 개구를 방지할 수 있다.
신축 탄성 부재(120)를 팬티 타입 일회용 기저귀(100)의 외장체(12)로서 사용한 경우에 있어서는, 팬티 타입 일회용 기저귀(100)의 내장체(200) 외면에는 신축 탄성 부재(120)의 비도포 영역(71B)에서 절단된 세장 형상 탄성 신축 부재(110)의 부위를 배치함으로써, 외관을 악화시키는 주름 형성과, 도 3에 나타내는 세장 형상 탄성 신축 부재(110)의 절단시에 제1 시트(12S)에 형성된 절단부(12M)의 좌우 방향으로의 개구를 방지하여 팬티 타입 일회용 기저귀(100)의 내장체(200)의 외측 부위의 외관을 양호하게 형성할 수 있다.
이상의 설명에서는, 제2 시트(12H)에는 접착제를 도포하지 않은 신축성 부재(120)의 제조 방법에 대하여 설명하였지만, 제2 시트(12H)의 제1 시트(12S)와 대향하는 아랫면에 소정의 간격을 두고 연속적으로 제3접착제를 도포하여 제4도포 영역을 형성하고, 제1 시트(12S)의 제1 도포 영역(71A) 상에, 제2 시트(12H)의 제4도포 영역을 위치시켜 세장 형상 탄성 신축 부재(110)를 끼운 경우에는, 절단 수단(130)에 의해 절단된 세장 형상 탄성 신축 부재(110)의 절단부 수축에 의한 세장 형상 탄성 신축 부재(110)와 제1 시트(12S)의 도포 영역(71A)의 박리를 더욱 방지할 수 있다.
또한, 제3접착제로서는, 제1 접착제(71)와 마찬가지로 온도 140℃에서의 용해 점도가 10000mpas 이하, 온도 160도에서의 용해 점도가 5000mpas 이하, 그리고 루프텍 접착력이 2000g/25㎜ 이상인 것을 사용하는 것이 바람직하다. 도포 형태로서는, 패턴 코트가 바람직하다.
본 발명의 신축성 부재의 제조 방법으로 제조된 신축성 부재(120)는 적합하게는 팬티 타입 일회용 기저귀(100)의 외장체(12)로서 사용되는 것이지만, 후술하는 팬티 타입 일회용 기저귀(100)의 입체 개더(60) 등에도 사용할 수 있다.
<팬티 타입 일회용 기저귀>
다음으로, 본 발명의 신축성 부재의 제조 방법으로 제조된 신축성 부재(120)를 외장 시트(12)에 사용한 팬티 타입 일회용 기저귀(100)에 대해 첨부 도면을 참조하여 상세하게 설명한다.
도 5 내지 도 11은 팬티 타입 일회용 기저귀의 일례(100)를 나타내고 있다. 이 팬티 타입 일회용 기저귀(100)는 제품 외면(이면)을 구성하는 외장체(12)와, 외장체(12) 내면에 점착된 내장체(200)로 구성되어 있는 것이다. 부호 Y는 기저귀의 전체 길이를 나타내고 있고, 부호 X는 기저귀의 전체 폭을 나타내고 있다.
내장체(200)는 소변 등의 배설물 등을 흡수 유지하는 부분이고, 외장체(12)는 착용자에게 장착하기 위한 부분이다. 또한, 단면도에 있어서의 점 모양 부분은 각 구성 부재를 접합하는 접합 부분을 나타내고 있고, 핫멜트 접착제 등의 베타, 비드, 커튼, 서밋 또는 스파이럴 도포 등에 의해 형성되는 것이다. 또한, 「전후 방향」이란 배쪽(전측)과 등쪽(후측)을 연결하는 방향을 의미하고, 「폭 방향」이란 전후 방향과 직교하는 방향(좌우방향)을 의미하고, 「상하방향」이란 기저귀(100)의 장착 상태, 즉 기저귀(100)의 앞몸 양측부와 뒷몸 양측부를 겹치듯이 기저귀(100)를 사타구니부에서 2개로 접었을 때에 몸통 둘레 방향과 직교하는 방향, 바꾸어 말하면 웨이스트 개구부(WO) 측과 사타구니부 측을 연결하는 방향을 의미한다.
(내장체)
내장체(200)는 임의의 형상을 채택할 수 있지만, 도시한 형태에서는 직사각형이다. 내장체(200)는 도 7 내지 도 9에 나타내는 바와 같이, 신체 측이 되는 표면 시트(30)와, 액불투과성 시트(11)와, 이들 사이에 개재된 흡수 요소(50)를 구비하고 있는 것으로, 흡수 기능을 담당하는 본체부이다. 부호 40은 표면 시트(30)를 투과 한 액을 조속히 흡수 요소(50)로 이행시키기 위하여, 표면 시트(30)와 흡수 요소(50) 사이에 형성된 중간 시트(세컨드 시트)를 나타내고 있고, 부호 60은 내장체(200)의 양 옆으로 배설물이 새는 것을 방지하기 위하여, 내장체(200) 양측에 형성된 신체 측으로 기립하는 입체 개더(60)를 나타내고 있다.
(표면 시트)
표면 시트(30)는 액을 투과하는 성질을 갖는 것으로, 예를 들면, 구멍이 있거나 구멍이 없는 부직포는 다공성 플라스틱 시트 등을 예시할 수 있다. 또한, 이 중 부직포는 그 원료섬유가 어떤 것인지는 특별히 한정되지 않는다. 예를 들어, 폴리에틸렌이나 폴리프로필렌 등의 올레핀계, 폴리에스테르계, 폴리아미드계 등의 합성섬유, 레이온이나 큐프라 등의 재생섬유, 면 등의 천연섬유 등이나, 이들로부터 2종 이상이 사용된 혼합섬유, 복합섬유 등을 예시할 수 있다. 게다가, 부직포는 어떠한 가공에 의해 제조된 것이어도 된다. 가공방법으로는, 공지된 방법, 예를 들면, 스판레이스법, 스판본드법, 서멀본드법, 멜트블론법, 니들펀치법, 에어스루법, 포인트본드법 등을 예시할 수 있다. 예를 들면, 유연성, 드레이프성을 요구하는 것이라면 스판본드법, 스판레이스법이, 볼륨성, 소프트성을 요구하는 것이라면 에어스루법, 포인트본드법, 서멀본드법이 바람직한 가공방법이 된다.
또한, 표면 시트(30)는 1매의 시트로 구성되는 것이어도, 2매 이상의 시트를 붙여 얻은 적층 시트로 구성되는 것이어도 된다. 마찬가지로, 표면 시트(30)는 평면 방향에 관해서 1매의 시트로 구성되는 것이어도, 2매 이상의 시트로 구성되는 것이어도 된다.
입체 개더(60)를 형성할 경우, 표면 시트(30)의 양측부는, 액불투과성 시트(11)와 입체 개더(60) 사이를 통하여, 흡수 요소(50) 뒤쪽까지 돌아들어가게 하여, 액 침투를 방지하기 위하여, 액불투과성 시트(11) 및 입체 개더(60)에 대하여 핫멜트 접착제 등에 의해 접착하는 것이 바람직하다.
(중간 시트)
표면 시트(30)를 투과한 액을 신속하게 흡수체에 이행시키기 위하여 표면 시트(30)보다 액의 투과 속도가 빠른 중간 시트(「세컨드 시트」라고도 불리고 있다) (40)를 형성할 수 있다. 이 중간 시트(40)는 액을 신속하게 흡수체로 이행시켜 흡수체에 의한 흡수 성능을 높일 뿐만 아니라, 흡수한 액의 흡수체로부터의 「역행」현상을 방지하여, 표면 시트(30) 위를 항상 건조한 상태로 할 수 있다. 중간 시트(40)는 생략할 수도 있다.
중간 시트(40)로서는, 표면 시트(30)와 동일한 소재나 스판레이스, 스판본드, SMS, 펄프 부직포, 펄프와 레이온과의 혼합 시트, 포인트본드 또는 크레이프지를 예시할 수 있다. 특히 에어스루 부직포가 부피가 크기 때문에 바람직하다. 에어스루 부직포에는 심초 구조의 복합섬유를 사용하는 것이 바람직하고, 이 경우 심지에 사용하는 수지는 폴리프로필렌(PP)이어도 되지만 강성 높은 폴리에스테르(PET)가 바람직하다. 단위면적당 중량은 20~80g/㎡가 바람직하고, 25~60g/㎡가 더 바람직하다. 부직포의 원료섬유 굵기는 2.2~10dtex인 것이 바람직하다. 부직포를 부피가 크게 하기 위하여, 원료섬유의 전부 또는 일부의 혼합섬유로서 심지가 중앙에 없는 편심섬유나 중공섬유, 편심과 중공섬유를 사용하는 것도 바람직하다. 또한, 단위면적당 중량은 다음과 같이 하여 측정되는 것이다. 시료 또는 시험편을 예비 건조한 후, 표준 상태(시험장소는 온도 20±5℃, 상대습도 65% 이하)의 시험실 또는 장치 내에 방치하여 항량이 된 상태로 한다. 예비 건조는 시료 또는 시험편을 상대습도 10~25%, 온도 50℃를 넘지 않는 환경에서 항량으로 하는 것을 말한다. 또한, 공정 수분율이 0.0%인 섬유에 대하여서는 예비 건조를 실시하지 않아도 된다. 항량이 된 상태의 시험편으로부터 평방미터판(200㎜×250㎜,±2㎜)을 사용하여, 200㎜×250㎜(±2㎜) 치수의 시료를 잘라낸다. 시료의 중량을 측정하여 20배하여 1평방미터당 무게를 산출하여 단위면적당 중량으로 한다.
도시한 형태의 중간 시트(40)는 흡수체(56)의 폭보다 짧게 중앙에 배치되어 있지만, 전폭에 걸쳐 형성해도 된다. 중간 시트(40)의 긴 방향 길이는 흡수체(56)의 길이와 동일해도 되고, 액을 받아들이는 영역을 중심으로 한 짧은 길이 범위 내여도 된다.
(액불투과성 시트)
액불투과성 시트(11)의 소재는 특별히 한정되는 것은 아니지만, 예를 들면, 폴리에틸렌이나 폴리프로필렌 등의 올레핀계 수지 등으로 구성되는 플라스틱 필름이나 부직포 표면에 플라스틱 필름을 형성한 라미네이트 부직포, 플라스틱 필름에 부직포 등을 겹쳐 접합한 적층 시트 등을 예시할 수 있다. 액불투과성 시트(11)에는 최근, 짓무름 방지 관점에서 선호되어 사용되고 있는 불투액성 그리고 투습성을 갖는 소재를 사용하는 것이 바람직하다. 투습성을 갖는 플라스틱 필름으로서는, 폴리에틸렌이나 폴리프로필렌 등의 올레핀계 수지 중에 무기 충전제를 혼련시켜 시트를 성형한 후, 1축 또는 2축 방향으로 연장하여 얻은 미다공성 플라스틱 필름이 널리 이용되고 있다. 이 밖에도, 마이크로데니어 섬유를 사용한 부직포, 열이나 압력을 가함으로써 섬유의 공극을 작게 함으로써 방루성 강화, 고흡수성 수지 또는 소수성 수지나 발수제의 도공과 같은 방법에 의해, 플라스틱 필름을 사용하지 않고 액불투과성으로 한 시트도 액불투과성 시트(11)로서 사용할 수 있다.
액불투과성 시트(11)는 방루성을 높이기 위하여 흡수 요소(50)의 양측을 돌아들어가게 하여 흡수 요소(50)의 표면 시트(30) 측면의 양측부까지 연장시키는 것이 바람직하다. 이 연장부의 폭은 좌우 각각 5~20㎜ 정도가 적당하다.
액불투과성 시트(11)의 내측, 특히 흡수체(56) 측면에 액분 흡수에 의해 색이 변화하는 배설 인디케이터를 형성할 수 있다.
핫멜트 접착제는 커튼이나 베타 등의 도포방식이나 전사 방식에 의해 각종 패턴 형상으로 할 수 있지만, 외장 시트(12)의 내면에 내장체(200)를 고착시키고, 또한 내장체(200)의 통기성을 향상시키기 위해서는 도 6에 나타내는 바와 같이, 액불투과성 시트(11)의 아랫면에 폭 방향으로 소정의 간격을 두고 세폭 형상으로 핫멜트 접착제를 연속적으로 도포하는 것이 바람직하다. 또한, 내장체(200)의 전후 방향의 단부로부터 외부로의 통기성을 향상시키기 위하여 핫멜트 접착제가 도포된 도포 영역(청구항에 있어서의 「제3 도포 영역」)(11A)의 폭(11B)을, 제1 시트(12S)의 비도포 영역(71B)의 간격(70d)보다 작게 하는 것이 적합하고, 도포 영역(11A)의 전후 방향의 양단부는 각각 시트 접합부(70)에 대향하여 배치하는 것이 더 적합하다.
핫멜트 접착제로서는, 예를 들면 EVA계, 점착고무계(엘라스토머계), 올레핀계, 폴리에스테르·폴리아미드계 등의 종류의 것이 존재하며, 특별히 한정 없이 사용할 수 있지만, 점착고무계(엘라스토머계)를 사용하는 것이 바람직하다. 핫멜트 접착제의 도포방식은 특별히 한정되는 것은 아니지만, 도포 영역(11A)의 폭(11B)을 좁게, 예를 들면 1㎜ 이하로 할 경우, 핫멜트 접착제의 도포 폭이 좁아져 커튼이나 베타 등과 같이 노즐로부터 분사하는 도포방식에 의한 간헐도포로는 도포가 곤란하기 때문에, 세폭 도포에 적합한 패턴 코트를 채택하는 것이 바람직하다.
또한, 도 12에 나타내는 바와 같이, 도포 영역(11A)의 전후 방향 중간부에는 핫멜트 접착제가 도포되어 있지 않은 비도포 영역(11C)을 형성함으로써 한층 더 통기성을 향상시킬 수 있다.
(입체 개더)
입체 개더(60)는 내장체(200)의 양측부를 따라 전후 방향 전체에 걸쳐 연장하는 띠 형상 부재이며, 표면 시트(30) 위를 타고 가로 방향으로 이동하는 소변이나 무른 변을 차단하여, 옆으로 새는 것으로 방지하기 위하여 형성되어 있는 것이다. 본 실시형태의 입체 개더(60)는 내장체(200)의 옆 부분으로부터 기립하도록 형성되고, 밑동측 부분은 폭 방향 중앙 측을 향하여 비스듬하게 기립하고, 중간부보다 선단측 부분은 폭 방향 외측을 향해 비스듬하게 기립하는 것이다.
보다 상세하게는, 입체 개더(60)는 내장체(200)의 전후 방향 길이와 동일한 길이를 갖는 띠 형상의 개더 시트(62)를 폭 방향으로 되접어 둘로 겹쳐 접음과 동시에, 되꺽은 부분 및 그 근방의 시트 사이에 세장 형상 탄성 신축 부재(63)를 길이 방향을 따라 신장 상태에서 폭 방향으로 간격을 두고 여러 개 고정시켜 구성하는 것이다. 입체 개더(60) 중 폭 방향에 대하여 되꺽은 부분과 반대측 단부는 내장체(200)의 옆 가장자리부의 이면에 고정된 형성 부분(65)이 되고, 이 형성 부분(65) 이외의 부분은 형성 부분(65)으로부터 돌출하는 돌출부분(66)(되꺾은 부분 측 부분)으로 되어 있다. 또한, 돌출부분(66) 중 전후 방향 양단부는, 형성 부분(65)으로부터 내장체(200)의 측부를 통하여 표면 시트(30)의 측부 표면까지 연장하고 또한 이 표면 시트(30)의 측부 표면에 대하여 핫멜트 접착제나 히트 실에 의한 전후 고정부(67)에 고정된 밑동측 부분과, 이 밑동측 부분의 선단으로부터 폭 방향 외측으로 되꺾이고 또한 밑동측 부분에 고정된 선단측 부분으로 구성된다. 돌출부분 중 전후 방향 중간부는 비고정 자유 부분(내측 자유 부분)이 되고, 이 자유 부분에 전후 방향을 따라 세장 형상 탄성 부재(63)가 신장 상태에서 고정되어 있다.
개더 시트(62)로서는 스판본드 부직포(SS, SSS 등)나 SMS 부직포(SMS, SSMMS 등), 멜트블로 부직포 등의 유연하고 균일성·은폐성이 뛰어난 부직포에, 필요에 따라 실리콘 등에 의해 발수 처리를 실시한 것을 적합하게 사용할 수 있고, 섬유 단위면적당 중량은 10~30g/㎡ 정도로 하는 것이 바람직하다. 세장 형상 탄성 신축 부재(63)로서는 실고무 등을 사용할 수 있다. 스판덱스 실고무를 사용하는 경우는, 굵기는 470~1240dtex가 바람직하고, 620~940dtex가 더 바람직하다. 고정 시의 신장율은 150~350%가 바람직하고, 200~300%가 더 바람직하다. 또한, 용어 「신장율」은 자연 길이를 100%로 했을 때의 값을 의미한다. 또한, 도시한 바와 같이, 둘로 겹쳐 접은 개더 시트 사이에 방수 필름(64)을 개재시킬 수도 있다.
입체 개더(60)의 자유 부분에 형성되는 세장 형상 탄성 신축 부재(63)의 개수는 2~6개가 바람직하고, 3~5개가 더 바람직하다. 배치 간격(60d)은 3~10㎜가 적당하다. 이렇게 구성하면, 세장 형상 탄성 신축 부재(63)를 배치한 범위에서 피부에 대하여 면으로 닿기 쉬워진다. 선단측 뿐만 아니라 밑동측에도 세장 형상 탄성 신축 부재(63)를 배치해도 된다.
입체 개더(60)의 형성 부분(65)의 고정 대상은 내장체(200)에 있어서의 표면 시트(30), 액불투과성 시트(11), 흡수 요소(50) 등 적당한 부재로 할 수 있다.
이렇게 하여 구성된 입체 개더(60)에서는, 세장 형상 탄성 신축 부재(63)의 수축력이 전후 방향 양단부를 가까이하도록 작용하지만, 돌출부분(66) 중 전후 방향 양단부가 기립하지 않도록 고정되는데 대하여, 그들 사이는 비고정 자유 부분이 되기 때문에, 자유 부분만이 도 7에 나타내는 바와 같이 신체 측에 닿도록 기립한다. 특히, 형성 부분(65)이 내장체(200)의 이면 측에 위치하고 있으면, 사타구니부 및 그 근방에서 입체 개더(60)가 폭 방향 외측으로 열리도록 기립하기 때문에, 입체 개더(60)가 다리 둘레 면에서 닿게 되어 피트성이 향상하게 된다.
입체 개더(60)의 치수는 적당히 정할 수 있지만, 유아용 기저귀의 경우는, 예를 들면 도 10에 나타내는 바와 같이, 입체 개더(60)의 기립 높이(전개 상태에서의 돌출부분(66)의 폭 방향 길이)(66w)는 15~60㎜, 특히 20~40㎜인 것이 바람직하다. 또한, 입체 개더(60)를 표면 시트(30) 표면과 평행하도록 평탄하게 접은 상태에서 가장 안쪽에 위치하는 꺽인선간의 이간 거리(60d)는 60~190㎜, 특히 70~140㎜인 것이 바람직하다.
또한, 도시 형태와 달리, 내장체(200)의 좌우 각 측에 있어서 입체 개더를 이중으로(2열) 형성할 수도 있다.
(흡수 요소)
흡수 요소(50)는, 흡수체(56)와, 이 흡수체(56) 전체를 감싸는 포장 시트(58)를 가진다. 포장 시트(58)는 생략할 수도 있다.
(흡수체)
흡수체(56)는 섬유 집합체에 의해 형성할 수 있다. 이 섬유 집합체로서는, 면 형상 펄프나 합성섬유 등의 단섬유를 적섬(積纖)한 것 외에, 셀룰로오스아세테이트 등의 합성섬유의 섬유 토우(섬유다발)를 필요에 따라 개섬하여 얻어지는 필라멘트 집합체도 사용할 수 있다. 섬유 단위면적당 중량으로는, 면 형상 펄프나 단섬유를 적섬하는 경우는, 예를 들면 100~300g/㎡ 정도로 할 수 있고, 필라멘트 집합체의 경우는, 예를 들면 30~120g/㎡ 정도로 할 수 있다. 합성섬유의 경우의 섬유도는 예를 들면, 1~16dtex, 바람직하게는 1~10dtex, 더 바람직하게는 1~5dtex이다. 필라멘트 집합체의 경우, 필라멘트는 비권축섬유여도 되지만, 권축섬유인 것이 바람직하다. 권축섬유의 권축도는 예를 들면, 1인치당 5~75개, 바람직하게는 10~50개, 보다 바람직하게는 15~50개 정도로 할 수 있다. 또한, 균일하게 권축 한 권축섬유를 사용하는 경우가 많다. 흡수체(56) 중에는 고흡수성 폴리머 입자를 분산 유지시키는 것이 바람직하다.
흡수체(56)는 직사각형 형상이어도 되지만, 도 5 등에도 나타내는 바와 같이, 전단부, 후단부 및 이들 사이에 위치하여, 전단부 및 후단부와 비교하여 폭이 좁은 잘록한 부분을 갖는 모래시계 형상을 이루고 있으면, 흡수체(56) 자체와 입체 개더(60)의 다리 주변으로의 피트성이 향상하기 때문에 바람직하다.
또한, 흡수체의 치수는 적당히 정할 수 있지만, 전후 방향 및 폭 방향에 있어서, 내장체의 둘레 가장자리부 또는 그 근방까지 연장하고 있는 것이 바람직하다. 또한, 부호 56X는 흡수체(56)의 폭을 나타내고 있다.
(고흡수성 폴리머 입자)
흡수체(56)에는 그 일부 또는 전부에 고흡수성 폴리머 입자를 함유시킬 수 있다. 고흡수성 폴리머 입자란 「입자」이외에 「분체」도 포함한다. 고흡수성 폴리머 입자의 입경은 이 종류의 흡수성 물품에 사용되는 것을 그대로 사용할 수 있어 1000㎛ 이하, 특히 150~400㎛인 것이 바람직하다. 고흡수성 폴리머 입자의 재료로서는, 특별히 한정 없이 사용할 수 있지만, 흡수량이 40g/g 이상인 것이 적합하다. 고흡수성 폴리머 입자로서는, 전분계, 셀룰로오스계나 합성 폴리머계 등인 것이 있으며, 전분-아크릴산(염) 그래프트공중합체, 전분-아크릴로니트릴 공중합체의 비누화물, 나트륨카복시메틸셀룰로오스의 가교물이나 아크릴산(염) 중합체 등인 것을 사용할 수 있다. 고흡수성 폴리머 입자의 형상으로서는, 통상 사용되는 분립체 형상인 것이 적합하지만, 다른 형상인 것도 사용할 수 있다.
고흡수성 폴리머 입자로서는, 흡수속도가 40초 이하인 것이 적합하게 사용된다. 흡수속도가 40초를 넘으면, 흡수체(56) 내에 공급된 액이 흡수체(56) 밖으로 되돌아나와버리는 소위 역행을 발생하기 쉬워진다.
삭제
고흡수성 폴리머 입자의 단위면적당 중량은 해당 흡수체(56)의 용도로 요구되는 흡수량에 따라 적당히 정할 수 있다. 따라서, 일률적으로 말할 수는 없지만, 50~350g/㎡로 할 수 있다. 폴리머의 단위면적당 중량이 50g/㎡ 미만에서는, 흡수량을 확보하기 어려워진다. 350g/㎡를 넘으면 효과가 포화한다.
필요하다면, 고흡수성 폴리머 입자는 흡수체(56)의 평면 방향에서 산포 밀도 혹은 산포량을 조정할 수 있다. 예를 들면, 액의 배설 부위를 다른 부위보다 산포량을 많이 할 수 있다. 남녀차를 고려할 경우, 남자용은 앞측 산포 밀도(양)를 높이고, 여자용은 중앙부의 산포 밀도(양)를 높일 수 있다. 또한, 흡수체(56)의 평면 방향에서 국소적(예를 들면 점 형상)으로 폴리머가 존재하지 않는 부분을 형성할 수도 있다.
(포장 시트)
포장 시트(58)를 사용하는 경우, 그 소재로서는, 티슈페이퍼, 특히 크레이프지, 부직포, 폴리에틸렌라미네이트 부직포, 작은 구멍이 뚫린 시트 등을 사용할 수 있다. 다만, 고흡수성 폴리머 입자가 빠져나오지 않는 시트인 것이 바람직하다. 크레이프지 대신 부직포를 사용하는 경우, 친수성 SMS 부직포(SMS, SSMMS 등)가 특히 적합하며, 그 재질은 폴리프로필렌, 폴리에틸렌/폴리프로필렌 복합재 등을 사용할 수 있다. 단위면적당 중량은 5~40g/㎡, 특히 10~30g/㎡인 것이 바람직하다.
포장 시트(58)의 포장 형태는 적당히 정할 수 있지만, 제조 용이성이나 전후 끝 가장자리로부터의 고흡수성 폴리머 입자의 샘 방지 등의 관점에서, 흡수체(56)의 표리면 및 양측면을 둘러싸듯이 통 형상으로 감고, 그리고 그 전후 가장자리부를 흡수체(56)의 전후로부터 불거지게하여 이 불거진 부분을 표리 방향으로 짓눌러 핫멜트 접착제 등의 접합 수단에 의해 접합하는 형태가 바람직하다.
(외장체)
외장체(12)는 사타구니부에서 배쪽으로 연장하는 앞몸판(F)을 구성하는 부분과, 사타구니부로부터 배쪽으로 연장하는 뒷몸판(B)을 구성하는 부분을 가지며, 이들 앞몸판(F)의 양측부와 뒷몸판(B)의 양측부가 접합되어, 도 11에 나타내는 바와 같이, 장착자의 몸통을 통하기 위한 웨이스트 개구부(WO) 및 다리를 통과하기 위한 좌우 한 쌍의 다리 개구부(LO)가 형성되어 있는 것이다. 부호 12A는 접합 부분을 나타내고 있다(이하, 이 부분을 사이드 씰부라고도 한다). 또한, 사타구니부란 전개 상태에서의 앞몸판(F)의 웨이스트 가장자리로부터 뒷몸판(B)의 웨이스트 가장자리까지의 전후 방향 중앙을 의미하고, 그보다도 앞측 부분 및 뒷측 부분이 앞몸판(F) 및 뒷몸판(B)을 각각 의미한다.
외장체(12)는 웨이스트 개구부(WO)로부터 다리 개구부(LO)의 상단에 이르는 전후 방향 범위로서 정해지는 몸통 둘레부(T)와 다리 개구부(LO)를 형성하는 부분의 전후 방향 범위(앞몸판(F)의 사이드 씰부(12A)를 갖는 전후 방향 영역과 뒷몸판(B)의 사이드 씰부(12A)를 갖는 전후 방향 영역 사이)로서 정해지는 중간부(L)를 가진다. 몸통 둘레부(T)는 개념적으로 웨이스트 개구부의 가장자리를 형성하는 「웨이스트 가장자리」(W)와 이보다 아래쪽 부분인 「웨이스트 하부」(U)로 나눌 수 있다. 이러한 세로 방향 길이는 제품 사이즈에 따라 달라 적당히 정할 수 있지만, 일례를 들면, 웨이스트 가장자리부(W)는 15~40㎜, 웨이스트 하부(U)는 65~120㎜로 할 수 있다. 한편, 중간부(L)의 양측 가장자리는 피착자의 다리 둘레들 따라 잘록해져 있으며, 여기가 착용자의 다리를 넣는 부위가 된다. 이 결과, 외장체(12)는 전체적으로는 대략 모래시계 형상을 이루고 있다. 외장체(12)의 잘록함 정도는 적당히 정할 수 있으며, 도 5 내지 도 11에 나타내는 형태와 같이, 깔끔한 외관으로 하기 위해 가장 폭이 좁은 부분에서는 내장체(200)의 폭보다 좁게 하는 것이 바람직하지만, 가장 폭이 좁은 부분에서도 내장체(200)의 폭 이상이 되도록 정해도 된다.
외장체(12)는 도 7 내지 도 9에 나타내는 바와 같이, 2매의 시트재(12S, 12H)를 접합하여 형성되는 것이며, 내측에 위치하는 제2 시트재(12H)는 웨이스트 개구부(WO)의 가장자리까지밖에 연장되어 있지 않지만, 외측에 위치하는 제1 시트재(12S)는 제2 시트재(12H)의 웨이스트 측 가장자리를 돌아들어가게 하여 그 내측에 되꺾여 있으며, 이 되꺾은 부분(12r)은 내장체(200)의 웨이스트 측 단부 위까지를 피복 하도록 연장되어 있다.
보다 상세하게는, 뒷몸판(B) 및 앞몸판(F)의 웨이스트 가장자리부(W)에서의 제2 시트재(12H)의 내측면과 제1 시트재(12S)의 되꺾은 부분(12r)의 외측면 사이에는 폭 방향 전체에 걸쳐 연속하도록, 복수의 웨이스트 가장자리부 탄성 신축 부재(17)가 상하 방향으로 간격을 두고, 또한 소정의 신장율로 폭 방향을 따라 신장 상태에서 고정되어 있다. 또한, 웨이스트 가장자리부 탄성 신축 부재(17) 중, 웨이스트 하부(U)에 인접하는 영역에 배설되는 1개 또는 여러 개에 대해서는, 내장체(200)와 겹쳐 있어도 되고, 내장체(200)와 겹치는 폭 방향 중앙부를 제외하고 그 폭 방향 양측에 각각 형성해도 된다. 이 웨이스트 가장자리부 탄성 신축 부재(17)로서는, 굵기 155~1880dtex, 특히 470~1240dtex 정도(합성고무인 경우. 천연고무인 경우에는 단면적 0.05~1.5㎟, 특히 0.1~1.0㎟ 정도)인 실고무를, 4~12㎜ 간격으로 3~22개 정도, 각각 신장율 150~400%, 특히 220~320% 정도로 고정하는 것이 바람직하다. 또한, 웨이스트 가장자리부 탄성 신축 부재(17)는 그 모두가 같은 굵기와 신장율로 할 필요는 없으며, 예를 들면 웨이스트 가장자리부(W)의 상부와 하부에서 탄성 신축 부재의 굵기와 신장율이 다르도록 해도 된다.
또한, 앞몸판(F) 및 뒷몸판(B)의 웨이스트 하부(U)에서의 제2 시트재(12H)의 외측면과 제1 시트재(12S)의 내측면 사이에는 내장체(200)와 겹치는 폭 방향 중앙부를 제외하고, 그 위측 및 폭 방향 양측의 각 부위에 폭 방향 전체에 걸쳐 연속하도록, 세장 형상 탄성 신축 부재로 구성되는 웨이스트 하부 탄성 신축 부재(15)가 여러 개, 상하 방향으로 간격을 두고, 또한 소정의 신장율로 폭 방향을 따라 신장된 상태에서 고정되어 있다.
웨이스트 하부 탄성 신축 부재(15)로서는, 굵기 155~1880dtex, 특히 470~1240dtex 정도(합성고무인 경우. 천연고무인 경우에는 단면적 0.05~1.5㎟, 특히 0.1~1.0㎟ 정도)의 실고무를 1~15㎜, 특히 3~8㎜ 간격으로 5~30개 정도, 각각 신장율 200~350%, 특히 240~300% 정도로 고정하는 것이 바람직하다.
또한, 앞몸판(F) 및 뒷몸판(B)의 중간부(L)에서의 제2 시트재(12H)의 외측면과 제1 시트재(12S)의 내측면 사이에는, 내장체(200)와 겹치는 폭 방향 중앙부를 제외하고, 그 폭 방향 양측의 각 부위에 폭 방향 전체에 걸쳐 연속하도록 세장 형상 탄성 신축 부재로 구성되는 중간부 탄성 신축 부재(16)가 여러 개, 상하 방향으로 간격을 두고, 또한 소정의 신장율로 폭 방향을 따라 신장된 상태에서 고정되어 있다.
중간부 탄성 신축 부재(16)로서는, 굵기 155~1880dtex, 특히 470~1240dtex 정도(합성고무인 경우. 천연고무인 경우에는 단면적 0.05~1.5㎟, 특히 0.1~1.0㎟ 정도)의 실고무를 5~40㎜, 특히 5~20㎜ 간격으로 2~10개 정도, 각각 신장율 150~300%, 특히 180~260%로 고정하는 것이 바람직하다.
또한, 도시하는 바와 같이, 웨이스트 하부 탄성 신축 부재 및 중간부 탄성 신축 부재(15, 16)가 내장체(200)와 겹치는 폭 방향 중앙부를 제외하고 그 폭 방향 양측에 각각 형성되어 있으면, 내장체(200)가 폭 방향으로 필요 이상으로 수축하는 일 없이 복슬복슬하게 외형이 나쁘거나 흡수성이 저하하는 일이 없다. 이 형태에는, 폭 방향 양측에만 탄성 신축 부재가 존재하는 형태 외에, 내장체(200)를 가로질러 그 폭 방향 한쪽으로부터 다른 한쪽까지 탄성 신축 부재가 존재하고 있지만, 내장체(200)와 겹치는 폭 방향 중앙부에서는 탄성 신축 부재가 잘게 절단되어 수축력이 작용하지 않고(실질적으로는, 탄성 신축 부재를 형성하지 않는 것과 같다), 그 폭 방향 양측만이 수축력 작용 부분으로서 구성되어 있는 형태도 포함된다. 물론 웨이스트 하부 탄성 신축 부재 및 중간부 탄성 신축 부재(15, 16)의 배치 형태는 상기 예에 한정하는 것은 아니며, 웨이스트 하부(U)의 폭 방향 전체에 걸쳐 신축력이 작용하도록 웨이스트 하부 탄성 신축 부재 및 중간부 탄성 신축 부재(15, 16)의 일부 또는 전부를 내장체(200)를 가로질러 그 폭 방향 한쪽으로부터 다른 한쪽까지 형성할 수도 있다.
본 발명의 제조 방법에 의해 얻은 신축 탄성 부재는, 팬티 타입 일회용 기저귀의 외장 시트에 적합하게 사용되는 것이지만, 테이프 타입 혹은 패드 타입의 일회용 기저귀는 물론, 생리용 냅킨 등, 흡수성 물품 전반에 적용할 수 있는 것이다.
11A : 도포 영역(제3 도포 영역)
11B : 폭
11C : 비도포 영역
12 : 외장 시트
12S : 제1 시트(시트)
12H : 제2 시트(시트)
18 : 절단 롤
18A : 절단 칼
18B : 절단 칼 간격
19 : 평활 롤
56 : 흡수체
70d : 간격 (제1 간격)
70P : 절단 간격
71 : 제1 접착제
71A : 도포 영역(제1 도포 영역)
71B : 비도포 영역(제1 비도포 영역)
75 : 제2 접착제
75A : 도포 영역(제2 도포 영역)
75B : 비도포 영역(제2 비도포 영역)
110 : 세장 형상 탄성 신축 부재
130 : 절단 수단
200 : 내장체
11B : 폭
11C : 비도포 영역
12 : 외장 시트
12S : 제1 시트(시트)
12H : 제2 시트(시트)
18 : 절단 롤
18A : 절단 칼
18B : 절단 칼 간격
19 : 평활 롤
56 : 흡수체
70d : 간격 (제1 간격)
70P : 절단 간격
71 : 제1 접착제
71A : 도포 영역(제1 도포 영역)
71B : 비도포 영역(제1 비도포 영역)
75 : 제2 접착제
75A : 도포 영역(제2 도포 영역)
75B : 비도포 영역(제2 비도포 영역)
110 : 세장 형상 탄성 신축 부재
130 : 절단 수단
200 : 내장체
Claims (9)
- 2층 시트 사이에 복수의 세장 형상 탄성 신축 부재를 신장 상태에서 고정한 후에, 상기 세장 형상 탄성 신축 부재를 절단하여 신축영역과 비신축영역을 구비한 신축 탄성 부재의 제조 방법에 있어서,
상기 일측 시트의 내면에, 소정의 간격을 두고 제1 접착제를 도포하고, 상기 세장 형상 탄성 신축 부재에, 소정의 간격을 두고 제2 접착제를 도포하고,
상기 제1 접착제를 도포한 제1 도포 영역과, 상기 제1 도포 영역과 인접하는 제1 도포 영역 사이에 제1 비도포 영역을 형성하고,
상기 다수의 제1 도포 영역을 걸치는 제2 접착제를 도포한 제2 도포 영역과, 상기 제2 도포 영역과 인접하는 제2 도포 영역 사이에 제2 비도포 영역을 형성하고,
상기 일측 시트의 내면에, 세장 형상 탄성 신축 부재와, 해당 세장 형상 탄성 신축 부재의 외측으로부터 타측 시트를 고정하고,
평면에서 볼 때 상기 제1 비도포 영역과 제2 도포 영역이 대향하는 부위에서, 상기 세장 형상 탄성 신축 부재를 절단하는 것을 특징으로 하는 신축 탄성 부재의 제조 방법. - 제1항에 있어서,
상기 세장 형상 탄성 신축 부재를 절단 칼을 구비하는 절단 수단에 의해 절단하는, 신축 탄성 부재의 제조 방법. - 제2항에 있어서,
상기 제1 도포 영역의 도포 폭을 0.5㎜~4㎜로 설정하고, 상기 제1 비도포 영역의 제1 간격을 4~8㎜로 설정한, 신축 탄성 부재의 제조 방법. - 제2항 또는 제3항에 있어서,
상기 절단 수단을, 절단 롤과 평활 롤로 구성하고,
상기 절단 롤의 외주면의 둘레면 방향으로, 소정의 간격을 두고 절단 칼을 형성하고,
상기 절단 롤을 일측 시트의 바깥쪽에, 상기 평활 롤을 타측 시트의 바깥쪽에 배치한, 신축 탄성 부재의 제조 방법. - 제1항 내지 제3항 중 한 항에 있어서,
상기 세장 형상 탄성 신축 부재의 타측 시트와 대향하는 부위에는, 상기 제2 접착제가 도포되어 있지 않은, 신축 탄성 부재의 제조 방법. - 제4항에 있어서,
상기 제1 비도포 영역의 제1 간격을, 상기 절단 칼과 인접하는 절단 칼의 절단 칼 간격보다 크게 설정하는, 신축 탄성 부재의 제조 방법. - 제1항 내지 제3항 중 한 항에 기재된 신축 탄성 부재의 제조 방법에 따라 제조된 신축 탄성 부재를 외장 시트로서 사용하고,
상기 외장 시트의 내면에 흡수체를 갖는 내장체를 배치한 일회용 기저귀. - 제7항에 있어서,
상기 내장체의 외장 시트와의 고착면에, 상기 제1 접착제와 평행하는 접착제를 좌우 방향으로 소정의 간격을 두고 도포한 제3 도포 영역을 형성하고, 평면에서 볼 때 상기 제3 도포 영역과 상기 제1 도포 영역을 겹친, 일회용 기저귀. - 제8항에 있어서,
상기 제3 도포 영역의 전후 방향 중간 부위에, 접착제를 도포하지 않는 비도포 영역을 형성한, 일회용 기저귀.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014112460A JP5956508B2 (ja) | 2014-05-30 | 2014-05-30 | 伸縮弾性部材の製造方法およびその伸縮弾性部材を用いた使い捨ておむつ |
| JPJP-P-2014-112460 | 2014-05-30 | ||
| PCT/JP2015/064207 WO2015182425A1 (ja) | 2014-05-30 | 2015-05-18 | 伸縮弾性部材の製造方法およびその伸縮弾性部材を用いた使い捨ておむつ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170013246A KR20170013246A (ko) | 2017-02-06 |
| KR102228399B1 true KR102228399B1 (ko) | 2021-03-15 |
Family
ID=54698762
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167033101A KR102228399B1 (ko) | 2014-05-30 | 2015-05-18 | 신축 탄성 부재의 제조 방법 및 그 신축 탄성 부재를 사용한 일회용 기저귀 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10398609B2 (ko) |
| EP (1) | EP3150182B1 (ko) |
| JP (1) | JP5956508B2 (ko) |
| KR (1) | KR102228399B1 (ko) |
| CN (1) | CN106456384B (ko) |
| BR (2) | BR112016027638A8 (ko) |
| RU (1) | RU2673328C9 (ko) |
| WO (1) | WO2015182425A1 (ko) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6074523B1 (ja) * | 2016-01-29 | 2017-02-01 | 大王製紙株式会社 | 吸収性物品の伸縮構造 |
| JP6108372B1 (ja) | 2016-01-29 | 2017-04-05 | 大王製紙株式会社 | 吸収性物品の伸縮構造及びその製造方法 |
| JP1571143S (ko) * | 2016-07-27 | 2017-03-06 | ||
| JP6175175B1 (ja) * | 2016-09-30 | 2017-08-02 | 大王製紙株式会社 | 使い捨て着用物品の伸縮構造及びその形成方法 |
| EP3558189B1 (en) | 2016-12-20 | 2021-06-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| CN111031978B (zh) * | 2017-07-31 | 2022-07-01 | 金伯利-克拉克环球有限公司 | 弹性化吸收制品和形成弹性化吸收制品的方法 |
| JP7366884B2 (ja) | 2017-09-01 | 2023-10-23 | ザ プロクター アンド ギャンブル カンパニー | 弾性積層体を作製するための方法及び装置 |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| CN107625584B (zh) * | 2017-10-18 | 2022-07-19 | 元龙(福建)日用品有限公司 | 一种婴儿纸尿裤的弹性腰片及其制造方法 |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| JP7071150B2 (ja) * | 2018-02-19 | 2022-05-18 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| JP7321191B2 (ja) | 2018-06-19 | 2023-08-04 | ザ プロクター アンド ギャンブル カンパニー | 機能形成されたトップシートを有する吸収性物品 |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US12053357B2 (en) | 2019-06-19 | 2024-08-06 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| EP4041170A1 (en) * | 2019-10-08 | 2022-08-17 | The Procter & Gamble Company | Ring-like elastic belt and method of making thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002178428A (ja) | 2000-12-11 | 2002-06-26 | Daio Paper Corp | 伸縮性シートの製造方法およびこれを用いた紙おむつ |
| US20040158217A1 (en) | 2001-11-06 | 2004-08-12 | Wu Lanying Z. | Cloth-like laminate and absorbent garment |
| JP2004229857A (ja) | 2003-01-30 | 2004-08-19 | Oji Paper Co Ltd | 伸縮弾性部材の製造方法 |
| JP2008284058A (ja) | 2007-05-16 | 2008-11-27 | Kao Corp | 使い捨て着用物品の製造方法 |
| JP2010046324A (ja) | 2008-08-22 | 2010-03-04 | Kao Corp | 吸収性物品 |
| WO2013148379A1 (en) | 2012-03-30 | 2013-10-03 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3545210B2 (ja) | 1998-07-09 | 2004-07-21 | 花王株式会社 | 伸縮性部材の製造方法 |
| US7008497B2 (en) * | 2002-08-22 | 2006-03-07 | Zuiko Corporation | Method and apparatus for producing wearing article |
| JP4208603B2 (ja) * | 2003-02-25 | 2009-01-14 | 花王株式会社 | パンツ型吸収性物品及びその製造方法 |
| JP4401351B2 (ja) * | 2005-12-26 | 2010-01-20 | 大王製紙株式会社 | パンツ型使い捨ておむつカバー |
| JP5615523B2 (ja) * | 2009-09-25 | 2014-10-29 | 株式会社リブドゥコーポレーション | シート部材およびシート部材の製造方法 |
| JP5997944B2 (ja) * | 2012-06-11 | 2016-09-28 | 花王株式会社 | 吸収性物品 |
-
2014
- 2014-05-30 JP JP2014112460A patent/JP5956508B2/ja active Active
-
2015
- 2015-05-18 EP EP15800210.5A patent/EP3150182B1/en active Active
- 2015-05-18 CN CN201580024078.XA patent/CN106456384B/zh active Active
- 2015-05-18 KR KR1020167033101A patent/KR102228399B1/ko active IP Right Grant
- 2015-05-18 BR BR112016027638D patent/BR112016027638A8/pt active IP Right Grant
- 2015-05-18 BR BR112016027638-8A patent/BR112016027638B1/pt unknown
- 2015-05-18 US US15/308,238 patent/US10398609B2/en active Active
- 2015-05-18 WO PCT/JP2015/064207 patent/WO2015182425A1/ja active Application Filing
- 2015-05-18 RU RU2016146482A patent/RU2673328C9/ru active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002178428A (ja) | 2000-12-11 | 2002-06-26 | Daio Paper Corp | 伸縮性シートの製造方法およびこれを用いた紙おむつ |
| US20040158217A1 (en) | 2001-11-06 | 2004-08-12 | Wu Lanying Z. | Cloth-like laminate and absorbent garment |
| JP2004229857A (ja) | 2003-01-30 | 2004-08-19 | Oji Paper Co Ltd | 伸縮弾性部材の製造方法 |
| JP2008284058A (ja) | 2007-05-16 | 2008-11-27 | Kao Corp | 使い捨て着用物品の製造方法 |
| JP2010046324A (ja) | 2008-08-22 | 2010-03-04 | Kao Corp | 吸収性物品 |
| WO2013148379A1 (en) | 2012-03-30 | 2013-10-03 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112016027638B1 (pt) | 2022-05-03 |
| US20170079852A1 (en) | 2017-03-23 |
| WO2015182425A1 (ja) | 2015-12-03 |
| BR112016027638A2 (ko) | 2017-08-15 |
| EP3150182A1 (en) | 2017-04-05 |
| KR20170013246A (ko) | 2017-02-06 |
| CN106456384A (zh) | 2017-02-22 |
| CN106456384B (zh) | 2019-12-31 |
| RU2673328C2 (ru) | 2018-11-23 |
| JP2015226569A (ja) | 2015-12-17 |
| RU2016146482A3 (ko) | 2018-08-29 |
| EP3150182B1 (en) | 2019-07-24 |
| US10398609B2 (en) | 2019-09-03 |
| RU2673328C9 (ru) | 2018-12-26 |
| JP5956508B2 (ja) | 2016-07-27 |
| RU2016146482A (ru) | 2018-07-05 |
| EP3150182A4 (en) | 2017-12-13 |
| BR112016027638A8 (pt) | 2021-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102228399B1 (ko) | 신축 탄성 부재의 제조 방법 및 그 신축 탄성 부재를 사용한 일회용 기저귀 | |
| KR102211992B1 (ko) | 흡수성 물품의 신축 구조 및 흡수성 물품의 신축 구조의 제조 방법 | |
| CN106029028B (zh) | 吸收性物品的伸缩结构的制造方法、短裤型一次性尿布的制造方法以及短裤型一次性尿布 | |
| JP6226434B2 (ja) | 使い捨ておむつ | |
| WO2017061568A1 (ja) | シート状物及びシート状物の製造方法 | |
| JP2015226569A5 (ko) | ||
| KR102356849B1 (ko) | 팬티 타입 일회용 기저귀의 제조 방법 및 팬티 타입 일회용 기저귀 | |
| US10888472B2 (en) | Absorbent article | |
| KR102563863B1 (ko) | 흡수성 물품 및 그 제조 방법 | |
| KR102098553B1 (ko) | 시트상물 및 시트상물의 제조 방법 | |
| JP6207777B2 (ja) | 吸収性物品 | |
| JP6192021B2 (ja) | 吸収性物品の製造方法 | |
| WO2020026683A1 (ja) | 使い捨て着用物品の伸縮構造、及びこの伸縮構造を有するパンツタイプ使い捨て着用物品 | |
| KR102495532B1 (ko) | 흡수성 물품 및 그 제조 방법 | |
| JP5758963B2 (ja) | 使い捨ておむつ | |
| JP5674750B2 (ja) | 使い捨ておむつの製造方法 | |
| JP6012028B2 (ja) | 使い捨ておむつ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |