KR101696964B1 - Cylinder type secondary battery with coating layer - Google Patents
Cylinder type secondary battery with coating layer Download PDFInfo
- Publication number
- KR101696964B1 KR101696964B1 KR1020130131613A KR20130131613A KR101696964B1 KR 101696964 B1 KR101696964 B1 KR 101696964B1 KR 1020130131613 A KR1020130131613 A KR 1020130131613A KR 20130131613 A KR20130131613 A KR 20130131613A KR 101696964 B1 KR101696964 B1 KR 101696964B1
- Authority
- KR
- South Korea
- Prior art keywords
- cylindrical
- coating layer
- secondary battery
- rim
- gasket
- Prior art date
Links
- 239000011247 coating layer Substances 0.000 title claims abstract description 84
- 238000002788 crimping Methods 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 21
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000007789 sealing Methods 0.000 claims description 8
- -1 urethane compound Chemical class 0.000 claims description 6
- 239000007921 spray Substances 0.000 claims description 5
- 239000011324 bead Substances 0.000 claims description 4
- 150000001875 compounds Chemical class 0.000 claims description 4
- 239000004593 Epoxy Substances 0.000 claims description 3
- 238000005452 bending Methods 0.000 claims description 3
- 210000003298 dental enamel Anatomy 0.000 claims description 3
- 239000003792 electrolyte Substances 0.000 claims description 3
- 238000005507 spraying Methods 0.000 claims description 2
- 238000005260 corrosion Methods 0.000 abstract description 10
- 230000007797 corrosion Effects 0.000 abstract description 10
- 239000007789 gas Substances 0.000 description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 9
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 8
- 229910052744 lithium Inorganic materials 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 239000002952 polymeric resin Substances 0.000 description 7
- 229920003002 synthetic resin Polymers 0.000 description 7
- 238000009413 insulation Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000007774 positive electrode material Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 239000007773 negative electrode material Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000006182 cathode active material Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 235000015110 jellies Nutrition 0.000 description 2
- 239000008274 jelly Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000006183 anode active material Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 238000009924 canning Methods 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/1245—Primary casings; Jackets or wrappings characterised by the material having a layered structure characterised by the external coating on the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
- H01M50/133—Thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/167—Lids or covers characterised by the methods of assembling casings with lids by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/571—Methods or arrangements for affording protection against corrosion; Selection of materials therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
본 발명은 원통형 이차전지에 있어서, 튜브 및 와셔를 포함하지 않고서도, 원통형 캔의 외부에 코팅층을 형성함으로써, 내부식성, 외부로부터의 충격에 의한 전극단락 등을 방지할 수 있는 원통형 이차전지를 제공한다.The present invention provides a cylindrical secondary battery which is capable of preventing a corrosion resistance and an electrode short-circuit due to an external impact by forming a coating layer on the outside of a cylindrical can without including a tube and a washer in the cylindrical secondary battery do.
Description
본 발명은 원통형 이차전지에 관한 것으로, 외부에 고분자 수지를 포함하는 코팅층을 가짐으로써, 와셔와 튜브를 포함하지 않고서도 내부식성 및 전극간의 단락을 방지할 수 있는 원통형 이차 전지에 관한 것이다. BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a cylindrical rechargeable battery, and more particularly, to a cylindrical rechargeable battery which has a coating layer including a polymer resin on the outside thereof and which can prevent a short circuit between electrodes without including a washer and a tube.
일반적으로, 이차 전지는 충전이 불가능한 일차 전지와 달리, 충방전이 가능한 전지를 의미하며, 휴대폰, 노트북 컴퓨터, 캠코더 등의 전자기기 또는 전기 자동차 등에 널리 사용되고 있다. 특히, 리튬 이차 전지는 작동 전압이 3.6V 가량으로서, 전자 장비의 전원으로 많이 사용되는 니켈-카드뮴 전지 또는 니켈-수소 전지보다 약 3배의 용량을 가지며, 단위 중량당 에너지 밀도가 높기 때문에 그 활용 정도가 급속도로 증가되는 추세에 있다.2. Description of the Related Art Generally, a secondary battery is a battery capable of being charged and discharged unlike a primary battery which can not be charged, and is widely used in electronic devices such as mobile phones, notebook computers, camcorders, and electric vehicles. Particularly, the lithium secondary battery has an operating voltage of about 3.6 V, has a capacity about three times that of a nickel-cadmium battery or a nickel-hydrogen battery widely used as a power source for electronic equipment, and has a high energy density per unit weight. Is rapidly increasing.
이러한 리튬 이차 전지는 주로 리튬계 산화물과 탄소재를 각각 양극 활물질과 음극 활물질로 사용한다. 리튬 이차 전지는, 이러한 양극 활물질과 음극 활물질이 각각 도포된 양극판과 음극판이 세퍼레이터를 사이에 두고 배치된 전극 조립체와, 전극 조립체를 전해액과 함께 밀봉 수납하는 외장재, 즉 전지 케이스를 구비한다.These lithium secondary batteries mainly use a lithium-based oxide and a carbonaceous material as a cathode active material and an anode active material, respectively. The lithium secondary battery includes an electrode assembly in which a positive electrode plate and a negative electrode plate each coated with such a positive electrode active material and a negative electrode active material are disposed with a separator interposed therebetween, and an outer casing, that is, a battery case, for sealingly storing the electrode assembly together with the electrolyte solution.
한편, 리튬 이차 전지는 전지 케이스의 형상에 따라, 전극 조립체가 금속 캔에 내장되어 있는 캔형 이차 전지와 전극 조립체가 알루미늄 라미네이트 시트의 파우치에 내장되어 있는 파우치형 전지로 분류될 수 있다. 그리고, 캔형 이차 전지는 다시 금속 캔의 형태에 따라 원통형 전지와 각형 전지로 분류될 수 있다.Meanwhile, the lithium secondary battery can be classified into a can-type secondary battery in which an electrode assembly is embedded in a metal can, and a pouch-type battery in which an electrode assembly is embedded in a pouch of an aluminum laminate sheet, depending on the shape of the battery case. The can-type secondary battery can be classified into a cylindrical battery and a prismatic battery depending on the shape of the metal can.
원통형 전지의 경우 상기 젤리 롤 타입의 전극 조립체를 캔에 수납하며, 이 캔을 통상 원통형 캔 전지 셀은 절연기능, 캔의 고정기능, 캔의 보호기능, 로트 넘버의 인쇄 기능을 위해 셀 외면을 테이프나 수축 튜브와 같은 절연성 외피로 감싸게 된다(튜빙). 상기 절연성 외피 형성을 위해 일반적으로 사용되는 방법은 PET 재질의 튜브로 이차전지 셀 즉 캔을 감싸는 방식이다. 그러나, Drop test 중의 지속적이거나 순간적 강한 충격으로 하우징 내부의 이차전지 튜빙은 쉽게 깨진다. 이는 튜빙의 고유 기능인 절연기능, 캔 고정기능, 캔 보호기능을 상실하게 된다는 의미이다.In the case of a cylindrical battery, the jelly roll type electrode assembly is housed in a can. The can is a cylindrical can cell, in which the outer surface of the cell is covered with a tape for securing the insulating function, can fixing function, Or tubing (tubing). A generally used method for forming the insulating sheath is a method of wrapping a secondary battery cell, that is, a can, with a PET tube. However, the continuous or momentary strong impact during the drop test can easily break the secondary battery tubing inside the housing. This means that the inherent functions of tubing - insulation, canning, and can protection - are lost.
또한, 원통형 캔과 캡 플레이트가 외부적인 충격 등의 요인으로 단락되는 것을 방지하기 위해서, 링 형의 와셔(washer)가 원통형 캔과 캡 플레이트의 사이에 설치된다. 다시 말해, 원통형 캔과 캡 플레이트의 사이에 전선과 같은 얇은 두께의 도전성 물질이 삽입되면서 전지의 단락이 발생될 우려가 있으며, 이를 방지하기 위해 원통형 캔과 캡 플레이트의 사이에 절연 소재로 제작되는 링형의 와셔가 설치되어 원통형 캔과 캡 플레이트 간의 외부 요인에 의한 단락을 방지한다.In addition, a ring-shaped washer is provided between the cylindrical can and the cap plate to prevent the cylindrical can and the cap plate from being short-circuited due to external impact or the like. In other words, there is a risk that short-circuiting of the battery may occur due to insertion of a conductive material having a small thickness such as electric wire between the cylindrical can and the cap plate. In order to prevent this, a ring- A washer is provided to prevent a short circuit due to external factors between the cylindrical can and the cap plate.
그리고, 이와 같은 와셔는 통상 원통형 리튬 이차전지의 완성 단계에서 설치되며, 이렇게 와셔가 원통형 캔과 캡 플레이트의 사이에 위치한 상태에서 튜빙(tubing)을 하여 원통형 이차전지의 제작이 마무리된다. Such a washer is usually installed at the completion stage of the cylindrical lithium secondary battery, and tubing is performed in a state where the washer is positioned between the cylindrical can and the cap plate, thereby completing the manufacture of the cylindrical secondary battery.
그러나, 상기와 같은 종래의 원통형 이차전지는 그 외부 단락의 방지를 위해 별도의 와셔가 사용되는 것이므로, 상기 와셔를 원통형 리튬 이차전지의 캡 조립체 내지는 원통형 캔에 삽입하는 작업이 수반되고, 튜빙 공정을 거쳐야 하므로 이에 따라 원통형 이차전지를 제조하는 공정이 비교적 복잡해지고, 외부 충격 등에 의하여 상기 와셔가 기존 위치에서 이탈될 수 있었다.However, since the conventional cylindrical secondary battery uses a separate washer to prevent an external short circuit, the operation of inserting the washer into the cap assembly or the cylindrical can of the cylindrical lithium secondary battery is accompanied by the tubing process, Accordingly, the process of manufacturing the cylindrical secondary battery is relatively complicated, and the washer can be detached from the existing position due to an external impact or the like.
본 발명은 상기와 같이 과거로부터 요청되어 온 기술적 과제 해결을 목적으로 한다.The present invention aims at solving the technical problems requested from the past as described above.
본 출원의 발명자들은 원통형 이차전지 제조에 있어서, 튜브 및 와셔를 포함하지 않고서도, 원통형 캔의 외측면 및 상면의 부분에 절연성을 갖는 고분자 수지를 포함하는 코팅층을 포함함으로써, 튜빙(tubing) 등의 추가적인 공정을 도입하지 않고도 원통형 전지의 내부식성, 절연성 및 음극과 양극의 단락 방지 효과를 가질 수 있음을 확인하고, 본 발명을 완성하기에 이르렀다.The inventors of the present application have found that, in the manufacture of a cylindrical secondary battery, the outer surface and the upper surface of the cylindrical can include a coating layer including a polymer resin having an insulating property without including a tube and a washer, The present inventors have confirmed that corrosion resistance, insulation, and short-circuiting effect of a cathode and an anode can be prevented without introducing an additional process, thereby completing the present invention.
상기 해결하고자 하는 과제를 해결하기 위하여, 본 발명은 상단 개구부를 포함하는 캔, 테두리부, 연결부 및 돌출부를 포함하며 상기 캔의 상부 외주면에 형성된 크림핑부에 의하여 상기 상단 개구부에 결합되는 탑캡, 상기 크림핑부 및 상기 테두리부 상면에 형성된 제1 코팅층, 상기 캔의 측면 외주부에 형성된 제2 코팅층, 및 상기 캔의 하면의 중앙부를 노출시키며 형성된 제3 코팅층을 포함하는 원통형 이차전지를 제공한다.According to an aspect of the present invention, there is provided a can, comprising a top cap including a top opening, a can, a rim, a connecting portion, and a protrusion and coupled to the top opening by a crimping portion formed on an outer circumferential surface of the can, A first coating layer formed on the upper surface of the rim, a second coating layer formed on the outer circumferential portion of the can, and a third coating layer formed to expose the center of the lower surface of the can.
여기서, 상기 크림핑부와 상기 테두리부 사이에 가스켓이 더 개재될 수 있으며, 상기 제1 코팅층은 상기 클립핑부의 상면, 상기 가스켓의 상면, 및 상기 테두리부의 상면에 형성될 수 있다.Here, a gasket may further be interposed between the crimping portion and the rim portion, and the first coating layer may be formed on the upper surface of the clipping portion, the upper surface of the gasket, and the upper surface of the rim portion.
상기 제1 코팅층은 연결부에도 더 형성될 수 있고, 상기 중앙부는 음극 단자일 수 있다. 상기 제1 내지 제3 코팅층은 폴리 우레탄을 포함하고, 코팅층의 두께는40㎛~120㎛일 수 있다.The first coating layer may be further formed on the connection portion, and the center portion may be a negative electrode terminal. The first to third coating layers may include polyurethane, and the thickness of the coating layer may be 40 [mu] m to 120 [mu] m.
또한 본 발명에서는 원통형 캔에 전극조립체를 삽입하는 단계, 비딩부를 형성하고 전해액을 주입하는 단계, 가스켓 및 캡 어셈블리를 장착하는 단계, 상기 캡 어셈블리의 탑캡은 테두리부, 연결부 및 돌출부를 포함하며, 상기 캔의 상부 외주면에 형성된 크림핑부에 의하여 원통형 이차전지 캔을 밀봉하는 단계 및 상기 원통형 이차전지의 외측면 및 원통형 캔 상부의 상기 크림핑부 및 상기 테두리부 상면에 코팅층을 형성하는 단계를 포함하는 원통형 이차전지의 제조방법을 제공한다.According to another aspect of the present invention, there is provided a method of manufacturing an electrode assembly, comprising the steps of: inserting an electrode assembly into a cylindrical can, forming a bead and injecting an electrolyte, mounting a gasket and a cap assembly, Comprising the steps of: sealing a can of a cylindrical secondary battery by a crimping portion formed on an outer circumferential surface of the can; and forming a coating layer on the outer surface of the cylindrical secondary can and the upper surface of the crimped portion and the rim portion of the upper portion of the cylindrical can, A method of manufacturing a battery is provided.
본 발명의 원통형 이차전지는 외부에 코팅층을 형성함으로써, 튜브 및 와셔를 포함하지 않고서도 내부식성, 외부로부터의 충격에 의한 전극단락 등을 방지할 수 있다.By forming the coating layer on the outside of the cylindrical secondary battery of the present invention, it is possible to prevent the corrosion resistance and short-circuiting of the electrode due to external impact without including the tube and the washer.
도 1은 본 발명의 일 실시예에 따른 원통형 이차전지를 나타내는 도면이다.
도 2는 본 발명의 다른 실시예에 따른 원통형 이차전지를 나타내는 도면이다.
도 3a 및 3b는 본 발명의 일 실시예에 따라 코팅층이 형성된 원통형 이차전지의 상부를 나타내는 도면이다.1 is a view showing a cylindrical secondary battery according to an embodiment of the present invention.
2 is a view showing a cylindrical secondary battery according to another embodiment of the present invention.
3A and 3B are top views of a cylindrical secondary battery having a coating layer formed according to an embodiment of the present invention.
이하, 본 발명에 대한 이해를 돕기 위해 본 발명을 더욱 상세하게 설명한다. 본 명세서 및 청구범위에 사용된 용어나 단어는 통상적이거나 사전적인 의미로 한정해서 해석되어서는 아니 되며, 발명자는 그 자신의 발명을 가장 최선의 방법으로 설명하기 위해 용어의 개념을 적절하게 정의할 수 있다는 원칙에 입각하여 본 발명의 기술적 사상에 부합하는 의미와 개념으로 해석되어야만 한다. Hereinafter, the present invention will be described in detail in order to facilitate understanding of the present invention. The terms and words used in the present specification and claims should not be construed as limited to ordinary or dictionary terms and the inventor may appropriately define the concept of the term in order to best describe its invention It should be construed as meaning and concept consistent with the technical idea of the present invention.
도 1은 본 발명의 일 실시예에 따른 원통형 이차전지의 단면도를 나타낸 것이다. 일 실시예에 따른 원통형 이차전지(100)는 전극조립체(200), 원통형 캔(300), 캡 조립체(400), 가스켓 (500) 및 코팅층(600)을 포함하여 형성될 수 있다.1 is a sectional view of a cylindrical secondary battery according to an embodiment of the present invention. The cylindrical
상기 원통형 이차전지(100)에는 전극조립체(200)와 전해액이 원통형 캔(300)에 수납된다. 상기 전극조립체(200)은 젤리-롤 형태일 수 있다. 상기 캡 조립체(400)는 원통형 캔(300) 상부에 조립되어 원통형 캔(300)을 밀봉하며, 전극조립체(200)에서 발생되는 전류를 외부 장치로 흐르게 한다. 상기 가스켓(500)은 원통형 캔(300)과 캡 조립체(400)의 개구부 내측벽에 개재되어 원통형 캔(300)의 밀폐력을 향상시킨다.In the cylindrical
한편, 원통형 캔(300)의 중앙에는 젤리롤 형태로 권취된 전극 조립체(200)가 풀리는 것을 방지하고 원통형 이차전지(100)내부의 가스의 이동 통로의 역할을 수행하는 센터핀(미도시)이 삽입될 수도 있다.A center pin (not shown) is provided at the center of the cylindrical can 300 to prevent the
상기 전극조립체(200)는 양극집전체의 표면에 양극활물질층이 코팅된 양극판(210)과 음극집전체의 표면에 음극 활물질층이 코팅된 음극판(220)과 상기 양극판(210) 및 음극판(220) 사이에 게재되어 상기 양극판(210) 및 음극판(220)을 전기적으로 절연시기는 세퍼레이터(230)을 포함할 수 있다. 상기 전극조립체(200)은 상기 양극판(210), 음극판(220) 및 세퍼레이터(230)가 순차 적층되어 젤리-롤 형상으로 권취되어 형성된 것일 수 있다. The
본 발명의 일 실시예에 따르는 원통형 이차전지는 상기 전극조립체(200)가 캡 조립체(400) 또는 원통형 캔(300)과의 접촉되는 것을 방지하기 위하여 상부 및 하부에 각각 절연 플레이트(241, 245)가 더 포함된 것일 수 있다. The cylindrical rechargeable battery according to an embodiment of the present invention includes
상기 양극판(210)은 도전성이 우수한 금속 박판, 예를 들면, 알루미늄(Al) 호일(foil)로 이루어진 양극집전체와, 그 양면에 코팅된 양극활물질층을 포함하고 있다. 상기 양극판(210)의 일단 또는 양 말단에는 양극활물질층이 형성되지 않은 양극집전체 영역인 양극무지부가 형성될 수 있다. 즉, 상기 양극무지부는 일반적으로 알루미늄(Al)재질로 형성된 양극집전체가 노출되는 영역이며, 상기 양극무지부에 양극탭(215)이 열용접 등의 방법으로 접합될 수 있다. 상기 양극탭(215)는 전극조립체(200)의 외부, 예를 들면 상부로 일정 길이로 인출되어 캡 조립체(400)과 전기적으로 연결될 수 있다. 상기 양극탭(215)와 상기 캡조립체(400)의 전기적인 연결방법은 제한이 없으나, 본 발명의 일 실시예에 따르면, 상기 양극탭(215)는 상기 캡조립체에 포함된 전류차단소자(440)과 전기적으로 연결된 것일 수 있다. The
상기 음극판(220)은 전도성 금속 박판, 예를 들면, 구리(Cu) 또는 니켈(Ni) 호일로 이루어진 음극집전체와, 그 양면에 코팅된 음극활물질층을 포함하고 있다. 상기 음극판(220)의 일단 또는 양 말단에는 음극활물질층이 형성되지 않은 음극집전체 영역, 즉 음극무지부가 형성될 수 있다. 상기 음극무지부의 일단에는 일반적으로 니켈(Ni) 재질로 형성된 음극집전체가 노출되는 영역이며, 상기 음극무지부에 음극탭(225)이 열용접 등의 방법으로 접합될 수 있다. 상기 음극탭(225)은 상기 전극조립체(200)의 하부로 일정 길이 돌출되어 용접 등에 의하여 접합될 수 있다.The
상기 세퍼레이터(230)는 양극판(210)과 음극판(220) 사이에 개재될 수 있다. 상기 세퍼레이터(230)의 개재 형태에 대하여는 상기 양극판과 음극판을 전기적으로 절연할 수 있으면 제한이 없으나, 원통형 캔과 전극조립체의 전기적 절연까지 고려한다면, 상기 세퍼레이터는 상기 전극조립체(200)의 외주면을 둘러싸도록 연장되어 형성될 수 있다. The
상기 세퍼레이터(230)는 양극판(210)과 음극판(220) 사이의 단락을 방지하며 리튬 이온이 통과할 수 있도록 다공막 고분자물질로 형성된다. 상기 세퍼레이터(230)는 폴리에틸렌이나, 폴리프로필렌이나, 폴리에틸렌과 폴리프로필렌의 복합필름으로 이루어질 수 있다. The
상기 세퍼레이터(230)는 양극판(210) 및 음극판(220) 보다 폭을 넓게 형성하는 것이 양극판(210) 및 음극판(220) 간의 단락을 방지하기 위하여 보다 유리하다.The
상기 원통형 캔(300)은 원통형 전극조립체(200)가 수용될 수 있는 소정 공간이 형성되도록 일정 직경을 갖는 원통형 측면판(310)과 상기 원통형 측면판(310)의 하부를 밀폐하는 하면판(320)을 포함하여 형성된다. 또한, 상기 원통형 측면판(310)의 상부는 전극조립체(200)를 삽입하기 위하여 개구(開口)되어 있다. 상기 원통형 캔(300)의 하면판(320) 중앙에 전극조립체(200)의 음극 탭(225)이 접합됨으로써, 원통형 캔(300) 자체는 음극 역할을 수행하게 된다. 또한, 상기 원통형 캔(300)은 일반적으로 알루미늄(Al), 철(Fe) 니켈(Ni) 또는 이들의 합금으로 형성된다. 더불어 상기 원통형 캔(300)은 상부의 개구에 결합되는 캡 조립체(400)의 상부를 압박하도록 상단에서 내부로 휘어진 크림핑(crimping)부(330)가 형성된다. 또한, 상기 원통형 캔(300)은 크림핑부(330)로부터 하방, 즉 전극조립체가 실장된 방향으로 캡 조립체(400)의 두께에 대응되는 거리만큼 이격된 위치에 캡 조립체(400)의 하부를 압박하도록 안쪽으로 움푹 파인 비딩(beading)부(340)가 더 형성되어 있다.The cylindrical can 300 includes a
상기 캡 조립체(400)는 안전 밴트(430), 전류 차단소자(440), PTC소자(420) 및 탑캡(410)이 순차적으로 적층되어 이루어질 수 있다.The
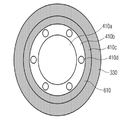
상기 탑캡(410)은 돌출부(410a), 연결부(410b), 테두리부(410c) 및 가스배출홀(410d)을 포함하여 형성된다. 상기 탑캡(410)은 원형의 판체로 형성된다. 또한, 상기 탑캡(410)은 캡 조립체(400)의 최상부에 안착되어 결합되고 리튬 이차전지(100)에서 발생되는 전류를 외부로 전달하게 된다.The
상기 돌출부(410a)는 탑캡(410)의 중앙에서 돌출되며, 볼록한 원판 형상으로 형성된다. 또한, 상기 돌출부(410a)는 외부와 전기적으로 접속되며, 양극단자의 역할을 한다.The
상기 연결부(410b)는 상기 돌출부와 상기 테두리부를 연결하는 부분으로서, 돌출부(410a)의 외주면에서 하방으로 경사지게 연장되어 형성된다. 또한, 상기 연결부(410b)는 복수개의 가스배출홀(410d)을 포함할 수 있다.The
상기 테두리부(410c)는 연결부(410b)의 외측으로 연장되어 형성된다. 또한, 상기 테두리부(410c)는 돌출부(410a)의 직경 크기보다 큰 원판 형상으로 형성되어 있다. The
상기 가스배출홀(410d)은 연결부(410b)에 복수개의 홀로 형성된다. 상기 가스배출홀(410d)은 장축과 단축으로 이루어진 원형 또는 타원형으로 형성될 수 있으나 이것이 제한되지는 않는다. 또한, 상기 가스배출홀(410d)은 원통형 캔(300)의 내부에서 발생하는 가스 방출을 원할하게 하는 역할을 한다.The
상기 PTC소자(420)는 원통형 이차전지(100)의 과열에 의해 전지 내부의 전류의 흐름을 차단하기 위한 것이다. 안전 벤트(430)는 중앙에 볼록하게 돌출되어 형성된 전류차단소자(CID: current Interrupt Device)(440)에 용접되고 전류차단소자(440)는 원통형 이차전지(100)의 내부 압력에 의해 안전 벤트(430)와 함께 변형될 수 있는 것으로서, CID 가스켓 및 CID 필터로 구분될 수도 있다. The
상기 가스켓(500)은 전체적으로 상부와 하부가 개방되며 소정 높이를 갖는 원형 링의 형상으로 형성된다. 상기 가스켓(500)은 원통형 캔(300)의 상부를 통하여 삽입되며, 비딩부(340)에 안착된다. 또한, 상기 캡 조립체(400)는 가스켓(500)의 내부로 삽입되어 안착된다. 따라서, 상기 가스켓(500)은 캡 조립체(400)와 원통형 캔(300) 사이에 위치하며, 캡 조립체(400)와 원통형 캔(300)의 내측벽 사이를 밀폐하게 된다. 또한 필요에 따라, 상기 가스켓(500) 이외에 보조 가스켓(510)을 더 포함할 수 있다.The
상기 가스켓(500)은 조립체(400)와 원통형 캔(300)의 형상 및 결합 관계에 따라 다양한 형상으로 형성될 수 있다.The
상기 가스켓의 상단부는 원통형 캔(300)의 상단부와 함께 크림핑되면서 크림핑부(330)를 형성하여 캡조립체(400)의 상면에 접촉하게 된다. 캡 조립체(400)의 하면 외곽부와 원통형 캔(300)의 비딩부(340) 사이를 밀폐하게 된다. 원통형 캔(300)의 비딩부(340)가 캡 조립체(400)의 하부 및 양극탭(215)와 전기적으로 접촉되는 것을 방지하게 된다.The upper end of the gasket is crimped together with the upper end of the cylindrical can 300 to form a crimping
상기 코팅층(600)은 상기 원통형 캔(300)의 상기 크림핑부(330) 및 상기 테두리부(410c) 상면에 형성되는 제1 코팅층(610), 상기 원통형 캔(300)의 외측면을 따라서 형성되는 제2 코팅층 (620), 상기 원통형 캔의 하면의 외주부에 형성되는 제3 코팅층(630)으로 이루질 수 있다.The
상기 제1 코팅층(610)은 원통형 캔(300)에 있어서 가장 부식에 취약한 부분인 상면에 코팅된다. 상기 원통형 캔(300)의 상면의 경우 크림핑부(330)는 음극으로서, 상기 돌출부(410a)는 양극단자일 수 있다. 상기 원통형 캔의 상면은 상기 음극인 크림핑부(330)와 상기 양극단자인 돌출부(410a) 간에 단락을 일으킬 수 있는 부위이므로, 상기 원통형 캔(300)의 상기 크림핑부(330) 및 상기 테두리부(410c)의 상면에 절연성을 가지는 제1 코팅층을 형성하여 전극간의 단락을 방지할 수 있다. 더하여 상기 제1 코팅층의 경우 탑캡(410)의 연결부(410b)의 하단부에 더 형성될 수 있다. 구체적으로 탑캡(410) 연결부(410b)에는 부분적으로 다수의 가스배출홀(410d)이 위치하게 되는데, 연결부(410b)의 하단부는, 상기 원통형 캔(300)의 크림핑부(330) 또는 가스켓(500)에 인접하는 부위로서 상기 가스배출홀(410d)의 구멍 테두리의 가장 하단부가 위치되는 부분까지 코팅함으로써, 원통형 이차전지(100)의 상면의 부식을 최대한 방지할 수 있다. The
도3a 및 도3b는 본 발명의 일 실시예에 따라 코팅층이 형성된 원통형 이차전지의 상면을 나타낸 것이다. 도면에서 나타나듯이 상면의 제1 코팅층(610)은 상기 연결부(410b)의 하단부가 위치하는 부분까지 형성될 수 있다. 3A and 3B are top views of a cylindrical secondary battery having a coating layer formed according to an embodiment of the present invention. As shown in the figure, the
상기 제2 코팅층(620)은 원통형 이차전지(100)의 외측면에 코팅됨으로써, 종래 튜빙 공정을 통하여 고무재질의 튜브를 이용하여 원통형 이차전지의 외부를 보호하던 것을 상기 제2 코팅층을 통하여 보다 효율적으로 부식 및 충격을 방지 할 수 있다. 특히 종래 튜브를 이용하여 원통형 이차전지를 보호하는 경우 내측으로 구부러진 비딩부(340)의 공간은 튜브가 완전히 밀착되지 못하는 경향이 있었다. 따라서 공기 및 수분이 원통형 이차전지에 존재할 수 있기 때문에 부식에 취약한 부분이 있었다. 본 발명의 일 실시예에 따른 원통형 이차전지(100)의 경우 상기 비딩부(340) 까지 제2 코팅층이 밀착하여 형성됨으로써, 공기 및 수분의 접촉을 보다 효율적으로 방지할 수 있다.The
상기 제3 코팅층(630)은 원통형 캔 하면(320)의 중앙부를 노출시키며 형성될 수 있다. 본 발명의 일 실시예에 따른 원통형 이차전지의 경우 상기 원통형 캔 하면(320)의 외주부에 제3 코팅층(630)이 형성될 수 있다. 상기 원통형 이차전지의 하면(320)의 중앙부는 음극단자이기도 하며 다수의 원통형 이차전지가 연결될 시 용접이 이루어지는 부위이기 때문에, 원통형 이차전지(100)의 하면(320)의 외주부에 제3 코팅층을 형성시 수개의 원통형 전지가 연결되는 각 부위의 공백을 최소화하여 충격 등으로부터 연결을 안전하게 유지시킬 수 있다.The
상기 제1 내지 제3 코팅층의 두께는 40~120㎛일 수 있다. 코팅층의 두께가 40㎛ 이하이면, 그 두께가 너무 얇아 본 발명의 절연성, 내부식성 및 내충격성의 효과를 거두기 어렵고, 두께가 120㎛ 이상이면 원통형 이차전지의 크기 및 무게가 상승하여 소형화를 이루기 어렵고, 원가 절감 측면에서도 바람직하지 않다.The thickness of the first to third coating layers may be 40 to 120 탆. If the thickness of the coating layer is 40 占 퐉 or less, the thickness of the coating layer is too thin, and it is difficult to achieve the effect of the present invention of insulating property, corrosion resistance and impact resistance, Or more, the size and weight of the cylindrical rechargeable battery increase, which makes it difficult to achieve miniaturization and is not preferable from the viewpoint of cost reduction.
더 나아가 상기 각 코팅층의 두께는 상이할 수 있다. 제2 코팅층의 두께가 40~80㎛이고, 제1 코팅층은 상기 제2 코팅층 두께의 1.5 내지 2.5 배이며, 상기 제3 코팅층은 제2 코팅층 두께의 1.2 내지 1.7 배일 수 있다. 상기와 같이 두께를 상이하게 함으로써, 원통형 이차 전지에서 부식에 가장 취약한 상면은 보다 두꺼운 제1 코팅층으로 보호하고, 전극간의 단락을 방지한다. 또한, 하면에 형성될 수 있는 제3 코팅층은 그 두께를 제2 코팅층 두께의 1.2 내지 1.7 배로 함으로써, 원통형 이차전지 다수를 용접하여 연결시에 연결부를 보다 안전하게 유지시킬 수 있다.Further, the thicknesses of the respective coating layers may be different. The thickness of the second coating layer is 40 to 80 占 퐉, the first coating layer is 1.5 to 2.5 times the thickness of the second coating layer, and the third coating layer may be 1.2 to 1.7 times the thickness of the second coating layer. By making the thicknesses different as described above, the upper surface most vulnerable to corrosion in the cylindrical rechargeable battery is protected by the first coating layer, which is thicker, and short-circuiting between the electrodes is prevented. Also, by making the thickness of the third coating layer, which can be formed on the lower surface, 1.2 to 1.7 times as thick as the thickness of the second coating layer, it is possible to more securely maintain the connection portion when welding the plurality of cylindrical secondary batteries.
상기 제1 내지 제3 코팅층은 절연성을 갖는 고분자 수지를 이용할 수 있다. 구체적으로, 에폭시 계열, 우레탄 계열, 에나멜 계열의 수지가 이용된다. 본 발명의 일 실시예에 따른 코팅층은 폴리 우레탄을 이용할 수 있다.The first to third coating layers may be made of a polymer resin having an insulating property. Specifically, epoxy-based, urethane-based, and enamel-based resins are used. The coating layer according to an embodiment of the present invention may use polyurethane.
` 상기와 같이 절연성을 가지는 고분자 수지를 이용함으로써, 기존 원통형 이차전지에서 튜브의 역할을 제1 내지 제3 코팅층이 대체할 수 있으며, 고분자 수지로 코팅된 원통형 이차전지의 경우 원통형 캔에 밀착되어 형성되므로 수분 침투 및 공기와의 접촉을 최소화 할 수 있어 내부식성이 향상될 수 있다. 또한 고분자 수지의 코팅층은 외부로부터의 충격 등을 방지하여 기존의 원통형 이차 전지에 있어서 와셔를 이용한 전극간의 단락 방지를 제1 코팅층을 통하여 달성할 수 있다.By using the polymer resin having the insulating property as described above, the first to third coating layers can replace the role of the tube in the conventional cylindrical secondary battery, and in the case of the cylindrical secondary battery coated with the polymer resin, So that moisture penetration and contact with air can be minimized, and corrosion resistance can be improved. In addition, the coating layer of the polymer resin can prevent shocks and the like from the outside, thereby preventing short circuiting between the electrodes using the washer in the conventional cylindrical secondary battery through the first coating layer.
도 2는 본 발명의 다른 일 실시예에 따른 원통형 이차전지의 단면도이다 도 2는 원통형 전지 상면에 크림핑부의 형성시 가스켓 돌출부(500a)를 더 포함할 수 있다. 따라서, 본 발명의 다른 일 실시예에 따른 원통형 이차전지의 경우 제1 코팅층(610)은 상기 원통형 캔(300)의 상면 크림핑부(330) 및 탑캡(400)의 테두리부(410c), 가스켓 돌출부(500a)의 상면에 형성될 수 있다.FIG. 2 is a cross-sectional view of a cylindrical secondary battery according to another embodiment of the present invention. FIG. 2 may further include a
또한 상기 제1 코팅층(610)은 연결부(410b)의 하단부에 더 형성된 것일 수 있다.Also, the
본 발명은 도 1 및 도 2에 따른 코팅층이 형성된 원통형 이차전지의 제조방법 또한 제공한다. 도 2를 참조하면 본 발명의 일 실시예에 따른 원통형 이차전지의 제조방법(100)은 원통형 캔(300)에 전극조립체(200)를 삽입하고, 상기 원통형 캔(300)의 상부에 캡 조립체(400)의 두께와 대응되는 거리만큼 이격된 위치에 비딩부(340)를 형성하고 전해액(미도시)을 주입한다.The present invention also provides a method of manufacturing a cylindrical secondary battery in which the coating layer according to Figs. 1 and 2 is formed. Referring to FIG. 2, a
상기 원통형 캔(300)의 상부 내부에 가스켓(500), 안전 밴트(430), 전류 차단소자(440), PTC소자(420) 및 테두리부(410c), 연결부(410b), 돌출부(410a)로 이루어진 탑캡(410)을 포함하는 캡 어셈블리를 순차적으로 적층하고, 상기 원통형 캔(300)의 상단을 내측으로 구부려서 형성되는 크림핑부(330)에 의하여 원통형 캔(300)을 밀봉하는 단계 및 상기 원통형 캔의 외측면에 제2 코팅층을(620), 하면 외주부에 제3 코팅층(630)을 및 상부의 상기 크림핑부 및 상기 테두리부의 상면에 제1 코팅층(610)을 형성하는 단계를 포함할 수 있다.A
상기 원통형 캔(300)을 밀봉하는 단계에서 크림핑부(340)의 생성시 가스켓(500)의 일부가 외부로 돌출될 수 있으며, 이 경우 상기 상면의 상기 가스켓 돌출부의 상면(500a)에 코팅층을 더 형성시킬 수 있다.In the step of sealing the
여기서 상기 코팅층을 형성하는 방법은 스프레이법, 디핑법, 간이 도포법일 수 있다. The coating layer may be formed by a spray method, a dipping method, or a simple coating method.
구체적으로 스프레이법의 경우, 상기 본 발명의 일 실시예에 따른 원통형 이차전지의 제조방법에 있어서, 원통형 이차전지의 외측면 및 상면의 상기 크림핑부 및 상기 테두리부 상에 코팅층을 형성하는 단계 이전에, 지그(Zig)에 원통형 이차전지의 상단 및 하단을 결속하는 단계, 상기 지그에 결속된 원통형 이차전지를 회전시켜 스프레이로 코팅층을 형성하는 단계를 포함할 수 있다.Specifically, in the case of the spray method, in the method of manufacturing the cylindrical secondary battery according to the embodiment of the present invention, before the step of forming the coating layer on the outer surface and the upper surface of the cylindrical secondary battery and on the crimping portion and the rim portion , Binding the upper and lower ends of the cylindrical secondary battery to the zig, and rotating the cylindrical secondary battery bound to the jig to form a coating layer by spraying.
구체적으로 챔버 내에 원통형 이차전지(100)의 상단부 및 하단부를 지그(Zig)에 결속시킨다. 여기서 상기 원통형 이차전지의 상단부에 결속되는 지그의 경우 상기 탑캡(400)의 돌출부(410a)를 완전히 결속할 수 있도록 오목형의 구조를 가질 수 있다. 지그가 상기 구조를 가짐으로써, 상기 탑캡의 연결부(410b) 내에 존재하는 가스배출홀(410d) 및 양극단자로서 작용되는 돌출부(410a)를 제외하고 원통형 이차전지의 상면을 코팅할 수 있다. 즉 가스배출구(410d)의 경우 가스의 이동경이기 때문에 구멍 내에 이물질이 포함되면 안되므로, 상기 가스배출구(410d)를 오목형의 지그로 보호하여 코팅층(600)의 형성시 코팅 물질이 가스배출홀에 도포되는 것을 방지할 수 있다.Specifically, the upper and lower ends of the cylindrical
이 경우 상면의 코팅층은 탑캡(400)의 연결부 하단부까지 코팅층을 형성 시킬 수 있다. 이에 의하여 코팅층이 형성된 경우는 도3에 나타난 바와 같다.In this case, the coating layer on the upper surface may form a coating layer to the lower end of the connection portion of the
또한 상기 원통형 이차전지(100)의 하단부에 결속되는 지그는 음극단자 부위에 결속되어 이 부분을 제외하고 이차전지의 하면 외주부를 코팅하여 제3 코팅층(630)을 형성할 수 있다. 다음으로 상기 지그에 상, 하단부가 결속된 원통형 이차전지를 회전하여 절연성을 갖는 고분자 수지를 스프레이로 분사하여 원통형 이차전지에 코팅층을 형성 할 수 있다.In addition, the jig bound to the lower end of the cylindrical
디핑법의 경우, 종래 공지기술을 따를 수 있다. 즉 코팅시키려는 부위를 에폭시계 화합물, 에나멜계 화합물, 우레탄계 화합물의 용액에 담근 후에 건조 단계를 거칠 수 있다. 간이 도포법의 경우 붓 또는 롤러를 이용하여 원통형 캔의 외측면, 하면 외주부 및 상면의 상기 크림핑부 및 상기 테두리부 상에 코팅층을 형성할 수 있다.In the case of the dipping method, conventionally known techniques can be followed. That is, the part to be coated may be immersed in a solution of an epoxy compound, an enamel compound or a urethane compound, followed by a drying step. In the case of the simple coating method, a coating layer can be formed on the outer surface of the cylindrical can, the outer circumferential surface of the cylindrical can and the crimping portion of the upper surface and the rim using a brush or roller.
100: 원통형 이차전지 200: 전극조립체 300: 원통형 캔
400: 캡 조립체 500: 가스켓 600: 코팅층
210: 양극판 220: 음극판 230: 세퍼레이터
241, 245: 절연 플레이트
215: 양극탭 225: 음극탭 S310: 측면판
320: 하면판 330: 크림핑부 340: 비딩부
410: 탑캡 420: PTC소자 430: 안전 밴트
440: 전류 차단소자 410a: 돌출부 410b: 연결부
410c: 테두리부 410d: 가스배출홀
500a: 가스켓 돌출부
610: 제1 코팅층 620: 제2 코팅층
630: 제3 코팅층100: Cylindrical secondary battery 200: Electrode assembly 300: Cylindrical can
400: cap assembly 500: gasket 600: coating layer
210: positive electrode plate 220: negative electrode plate 230: separator
241, 245: Insulation plate
215: positive electrode tab 225: negative electrode tab S310: side plate
320: lower plate 330: crimping portion 340: beading portion
410: top cap 420: PTC element 430: safety vest
440:
410c:
500a: gasket protrusion
610: first coating layer 620: second coating layer
630: Third coating layer
Claims (13)
테두리부, 연결부 및 돌출부를 포함하며, 상기 원통형 캔의 상부 외주면에 형성된 크림핑부에 의하여 상기 상단 개구부에 결합되는 탑캡,
상기 크림핑부 및 상기 테두리부 상에 형성된 제1 코팅층,
상기 원통형 캔의 외측면에 형성된 제2 코팅층, 및
상기 원통형 캔의 하면의 중앙부를 노출시키며 형성된 제3 코팅층을 포함하고,
상기 제2 코팅층의 두께는 40㎛~80㎛이고, 상기 제1 코팅층은 제2 코팅층 두께의 1.5 내지 2.5 배이며, 상기 제3 코팅층은 제2 코팅층 두께의 1.2 내지 1.7 배인 원통형 이차전지.
A cylindrical can including an upper opening,
A top cap including a rim, a connecting portion, and a protrusion, the top cap being coupled to the top opening by a crimping portion formed on an outer circumferential surface of the upper portion of the cylindrical can,
A first coating layer formed on the crimping portion and the rim portion,
A second coating layer formed on an outer surface of the cylindrical can,
And a third coating layer formed so as to expose a central portion of a lower surface of the cylindrical can,
Wherein the thickness of the second coating layer is 40 占 퐉 to 80 占 퐉, the first coating layer is 1.5 to 2.5 times the thickness of the second coating layer, and the third coating layer is 1.2 to 1.7 times the thickness of the second coating layer.
상기 크림핑부와 상기 테두리부 사이에 가스켓이 개재되는 것을 특징으로 하는 원통형 이차전지.
The method according to claim 1,
And a gasket is interposed between the crimping portion and the rim portion.
상기 제1 코팅층은 상기 크림핑부의 상면, 상기 가스켓의 상면, 및 상기 테두리부의 상면에 형성된 것인 원통형 이차전지.
3. The method of claim 2,
Wherein the first coating layer is formed on the upper surface of the crimping portion, the upper surface of the gasket, and the upper surface of the rim portion.
상기 제1 코팅층이 연결부 하단부에 더 형성된 것인 원통형 이차전지.
The method according to claim 1,
And the first coating layer is further formed at a lower end of the connection portion.
상기 제3 코팅층은 상기 원통형 캔의 하면 외주부에 형성된 것인 원통형 이차전지.
The method according to claim 1,
And the third coating layer is formed on the outer circumference of the bottom surface of the cylindrical can.
상기 중앙부는 음극 단자인 것인 원통형 이차전지.
The method according to claim 1,
And the central portion is an anode terminal.
상기 제1 내지 제3 코팅층은 에폭시계 화합물, 우레탄계 화합물, 에나멜계 화합물을 포함하는 것인 원통형 이차전지. The method according to claim 1,
Wherein the first to third coating layers comprise an epoxy compound, a urethane compound, and an enamel compound.
상기 제조방법은,
원통형 캔에 전극조립체를 삽입하고, 상기 원통형 캔의 상부에 비딩부를 형성하고 전해액을 주입하는 단계;
상기 원통형 캔의 상부 내부에 가스켓과 테두리부, 연결부 및 돌출부로 이루어진 탑갭을 포함하는 캡 어셈블리를 순차적으로 적층하고,
상기 원통형 캔의 상단을 내측으로 구부려서 형성되는 크림핑부에 의하여 상기 원통형 캔을 밀봉하는 단계; 및
상기 원통형 캔의 외측면, 하면 외주부 및 상부의 상기 크림핑부 및 상기 테두리부 상면에 코팅층을 형성하는 단계;
를 포함하고,
상기 코팅층을 형성하는 방법은 스프레이법이며,
상기 스프레이법은 상기 원통형 이차전지의 외측면 및 상면의 상기 크림핑부 및 상기 테두리부 상에 코팅층을 형성하는 단계 이전에,
지그(Zig)에 원통형 이차전지의 상단 및 하단을 결속하는 단계, 및
상기 지그에 결속된 원통형 이차전지를 회전시켜 스프레이로 코팅층을 형성하는 단계;
를 포함하는 원통형 이차전지의 제조방법.
A method of manufacturing a cylindrical secondary battery,
In the above manufacturing method,
Inserting an electrode assembly into a cylindrical can, forming a bead on an upper portion of the cylindrical can, and injecting an electrolyte;
A cap assembly including a gas gap, a cap portion including a rim portion, a connection portion, and a projection portion is sequentially stacked in an upper portion of the cylindrical can,
Sealing the cylindrical can with a crimping portion formed by bending the upper end of the cylindrical can inward; And
Forming a coating layer on the outer surface of the cylindrical can, the outer circumferential surface of the bottom surface and the upper surface of the crimping portion and the rim of the upper portion;
Lt; / RTI >
The method of forming the coating layer is a spray method,
The spray method may further include, prior to the step of forming the coating layer on the crimping portion and the rim portion of the outer and upper surfaces of the cylindrical rechargeable battery,
Binding the upper and lower ends of the cylindrical secondary battery to the zig, and
Rotating the cylindrical secondary battery bound to the jig to form a coating layer by spraying;
Wherein the cylindrical secondary battery comprises a cylindrical core.
상기 원통형 캔의 외측면, 하면 외주부 및 상부의 상기 크림핑부 및 상기 테두리부 상면에 코팅층을 형성하는 단계에 있어서,
가스켓 돌출부의 상면에 코팅층을 더 형성하는 것인 이차전지의 제조방법.
The method of claim 10,
Forming a coating layer on the outer surface of the cylindrical can, the outer circumferential surface of the bottom surface, and the upper surface of the crimping portion and the rim of the upper portion,
And a coating layer is further formed on the upper surface of the gasket projection.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130131613A KR101696964B1 (en) | 2013-10-31 | 2013-10-31 | Cylinder type secondary battery with coating layer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130131613A KR101696964B1 (en) | 2013-10-31 | 2013-10-31 | Cylinder type secondary battery with coating layer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20150050154A KR20150050154A (en) | 2015-05-08 |
| KR101696964B1 true KR101696964B1 (en) | 2017-01-16 |
Family
ID=53388086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130131613A KR101696964B1 (en) | 2013-10-31 | 2013-10-31 | Cylinder type secondary battery with coating layer |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101696964B1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018190690A3 (en) * | 2017-04-13 | 2019-01-03 | 주식회사 엘지화학 | Secondary battery |
| KR20230060055A (en) | 2021-10-27 | 2023-05-04 | 주식회사 엘지에너지솔루션 | Electrode assembly and manufacturing method thereof |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102242243B1 (en) * | 2016-08-09 | 2021-04-20 | 주식회사 엘지화학 | Battery and method of manufacturing the same |
| KR102041131B1 (en) * | 2017-04-27 | 2019-11-07 | 주식회사 엘지화학 | Cylindrical Battery Cell Having Can of Dissimilar Metals |
| KR102586879B1 (en) * | 2017-10-11 | 2023-10-10 | 삼성에스디아이 주식회사 | Secondary Battery |
| SE2251575A1 (en) * | 2022-12-23 | 2023-09-18 | Northvolt Ab | Secondary cell |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100787417B1 (en) * | 2001-03-02 | 2007-12-21 | 삼성에스디아이 주식회사 | Secondary battery |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100614384B1 (en) * | 2004-11-29 | 2006-08-21 | 삼성에스디아이 주식회사 | Can Type Lithium Ion Secondary Battery |
| KR101084209B1 (en) * | 2009-10-29 | 2011-11-17 | 삼성에스디아이 주식회사 | Cylinder type secondary battery providing improved cap-up |
| KR101438439B1 (en) * | 2012-02-07 | 2014-09-05 | 주식회사 엘지화학 | Battery Cell of Novel Embedded Type Structure |
-
2013
- 2013-10-31 KR KR1020130131613A patent/KR101696964B1/en active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100787417B1 (en) * | 2001-03-02 | 2007-12-21 | 삼성에스디아이 주식회사 | Secondary battery |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018190690A3 (en) * | 2017-04-13 | 2019-01-03 | 주식회사 엘지화학 | Secondary battery |
| US10971781B2 (en) | 2017-04-13 | 2021-04-06 | Lg Chem, Ltd. | Secondary battery |
| KR20230060055A (en) | 2021-10-27 | 2023-05-04 | 주식회사 엘지에너지솔루션 | Electrode assembly and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150050154A (en) | 2015-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200235369A1 (en) | Secondary battery | |
| CN105280874B (en) | Secondary battery | |
| KR100890329B1 (en) | Lithium rechargeable battery | |
| KR100846955B1 (en) | cylindrical secondary battery | |
| KR101233470B1 (en) | Rechargeable battery | |
| KR100614391B1 (en) | Secondary battery having jelly roll type electrode assembly | |
| US9023500B2 (en) | Cylindrical secondary battery | |
| KR100467698B1 (en) | Cylindrical type lithium secondary battery and the fabrication method of the same | |
| KR101696964B1 (en) | Cylinder type secondary battery with coating layer | |
| KR100399783B1 (en) | Secondary battery and the fabrication method therof | |
| KR101310731B1 (en) | Secondary battery | |
| CN112368878B (en) | Secondary battery | |
| KR102659830B1 (en) | Secondary battery And Fabricating Method Thereof | |
| KR20100063378A (en) | Battery pack | |
| KR20210078998A (en) | Rechargeable battery | |
| KR101222261B1 (en) | Rechargeable battery | |
| US20160197379A1 (en) | Secondary battery | |
| US11664523B2 (en) | Secondary battery | |
| KR20080016047A (en) | Rechargeable battery | |
| KR101293208B1 (en) | Cap assembly for secondary battery | |
| KR20080038663A (en) | Secondary battery | |
| KR20130091533A (en) | Secondary battery | |
| KR20160011983A (en) | Cylindrical battery with improved corrosion resistance and method of making the same | |
| KR101473392B1 (en) | Secondary battery and method for manufacturing the same | |
| JP5474654B2 (en) | Battery pack |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20200102 Year of fee payment: 4 |