KR101654449B1 - Continuous manufacturing method for optical display panel, continuous manufacturing system for same, switching method, and feeding device - Google Patents
Continuous manufacturing method for optical display panel, continuous manufacturing system for same, switching method, and feeding device Download PDFInfo
- Publication number
- KR101654449B1 KR101654449B1 KR1020147022477A KR20147022477A KR101654449B1 KR 101654449 B1 KR101654449 B1 KR 101654449B1 KR 1020147022477 A KR1020147022477 A KR 1020147022477A KR 20147022477 A KR20147022477 A KR 20147022477A KR 101654449 B1 KR101654449 B1 KR 101654449B1
- Authority
- KR
- South Korea
- Prior art keywords
- roll
- feeding
- carrier film
- optical
- radius
- Prior art date
Links
Images









Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1303—Apparatus specially adapted to the manufacture of LCDs
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/133528—Polarisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/61—Display device manufacture, e.g. liquid crystal displays
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/133308—Support structures for LCD panels, e.g. frames or bezels
- G02F1/133325—Assembling processes
Landscapes
- Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mathematical Physics (AREA)
- Liquid Crystal (AREA)
- Theoretical Computer Science (AREA)
- Polarising Elements (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
Abstract
본 발명은 고속 생산성을 손상시키지 않고 공간 절약화할 수 있는, 광학 표시 패널의 연속 제조 방법을 제공한다. 광학 표시 패널의 연속 제조 방법은, 신구의 롤을 전환하는 전환 공정과, 띠형 캐리어 필름을 반송하는 캐리어 필름 반송 공정과, 광학 셀을 반송하는 광학 셀 반송 공정과, 캐리어 필름으로부터 광학 필름을 박리하는 박리 공정과, 광학 셀을 반송하면서 광학 필름을 광학 셀에 접합하여, 광학 표시 패널을 형성하는 접합 공정을 포함하고, 전환 공정은, 제1 조출부의 조출 축(a1)과 제2 조출부의 조출 축(a2)과의 축간 거리(d)가, 제1 롤(R1)의 미사용 시의 반경(r01)과 제2 롤(R2)의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이고, 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 제2 롤을 제2 조출부의 조출 축에 설치하는 공정을 포함한다.The present invention provides a continuous manufacturing method of an optical display panel capable of saving space without impairing high-speed productivity. A continuous manufacturing method of an optical display panel includes a switching step of switching a roll of a new and old one, a carrier film transporting step of transporting a strip-shaped carrier film, an optical cell transporting step of transporting an optical cell, And a joining step of joining the optical film to the optical cell while conveying the optical cell to form an optical display panel, wherein the switching step is a step of moving the feeding axis a1 of the first feeding part and the feeding axis of the second feeding part (d <r01), which is smaller than the sum of the radius (r01) of the first roll (R1) when not used and the radius (r02) of the second roll (R2) + r02), and when the remaining radius r1 of the first roll satisfies the relationship of r1 < r02-d |, the step of setting the second roll on the feeding axis of the second feeding portion.
Description
본 발명은, 현재 조출되고 있는 제1 롤로부터 다음으로 조출될 제2 롤에 잇댐으로써 신구의 롤을 전환하는 전환 공정을 갖는, 광학 표시 패널의 연속 제조 방법 및 광학 표시 패널의 연속 제조 시스템에 관한 것이다. 또한, 상기 롤을 전환하기 위한 전환 방법, 상기 롤을 조출하기 위한 조출 장치에 관한 것이다.The present invention relates to a continuous manufacturing method of an optical display panel and a continuous manufacturing system of an optical display panel having a switching process of switching rolls of old and new rolls by being fed to a second roll to be fed next from the first roll being fed at present will be. The present invention also relates to a switching method for switching the roll, and a feeding device for feeding the roll.
광학 셀을 연속적으로 공급하고, 롤로부터 편광 필름을 연속하여 공급하며, 광학 셀에 편광 필름을 연속하여 접합함으로써 광학 표시 패널을 고속 연속 생산하는 제조 시스템이 알려져 있다. 이 시스템에서는, 롤로부터 편광 필름을 연속하여 공급하기 위해서는, 다음 롤과의 잇댐이 필요하다. 종래부터 롤을 2개 설치하고, 한쪽 롤의 필름 잔량이 적어졌을 경우에 다른 쪽 롤 필름을 연결시켜 연속 공급 가능한 장치가 알려져 있다(특허문헌 1, 2).There is known a manufacturing system in which an optical cell is continuously supplied, a polarizing film is continuously supplied from a roll, and a polarizing film is successively joined to an optical cell to continuously produce an optical display panel at a high speed. In this system, in order to continuously supply the polarizing film from the roll, a gap with the next roll is required. 2. Description of the Related Art [0002] Conventionally, two rolls are provided, and when one of the rolls has a small amount of film remaining, the other rolls can be continuously connected by connecting the rolls.
그러나, 롤끼리의 잇댐 횟수가 많으면 고속 생산성이 손상된다. 이를 회피하는 방법으로서, 예를 들어 시스템의 고속 생산성을 확보하기 위하여, 롤에 감기는 필름 자체를 장척화하는 것을 생각할 수 있다. 그러나, 롤에 감기는 필름을 장척화하면 롤 직경이 증대되기 때문에, 롤을 설치하기 위한 공간이 증대된다. 특허문헌 1, 2와 같은, 2개의 롤을 설치할 수 있는 조출 장치를 사용하는 경우에는, 통상 2개의 롤 사이에 공간을 형성한 후에 롤 직경이 증대되기 때문에 특히 현저하며, 제조 시스템 전체의 설치 공간이 비약적으로 증대되어 버린다.However, if the number of iterations of the rolls is large, high-speed productivity is impaired. As a method of avoiding this, for example, in order to ensure high-speed productivity of the system, it is conceivable to lengthen the film itself wound on the roll. However, since the roll diameter is increased by lengthening the film wound on the roll, the space for installing the roll is increased. In the case of using a feeding device capable of installing two rolls as in
본 발명은 상기 과제를 감안하여 이루어진 것이며, 고속 생산성을 손상시키지 않고 공간 절약화할 수 있는, 광학 표시 패널의 연속 제조 방법 및 광학 표시 패널의 연속 제조 시스템을 제공한다. 또한, 사용 용도의 고속 생산을 손상시키지 않고 공간 절약화할 수 있는 전환 방법 및 조출 장치를 제공한다.SUMMARY OF THE INVENTION The present invention has been made in view of the above problems and provides a continuous manufacturing method of an optical display panel and a continuous manufacturing system of an optical display panel which can save space without impairing high-speed productivity. Also provided is a switching method and a feeding device capable of saving space without damaging high-speed production for use.
상기 과제를 해결하기 위하여 예의 연구를 거듭한 결과, 이하의 본 발명을 완성하기에 이른 것이다. 즉, 본 발명의 광학 표시 패널의 연속 제조 방법은,As a result of diligent studies for solving the above problems, the present invention has been completed as follows. That is, in the continuous manufacturing method of the optical display panel of the present invention,
현재 조출되고 있는 제1 롤로부터 다음으로 조출될 제2 롤에 잇댐으로써 신구의 롤을 전환하는 전환 공정과,A switching step of switching the rolls of the old and the new rolls by being fed to the second roll to be fed out from the first roll being fed at the present time,
상기 롤로부터 조출된, 점착제를 포함하는 광학 필름이 적층되어 있는 띠형 캐리어 필름을 반송하는 캐리어 필름 반송 공정과,A carrier film transporting step of transporting a strip-shaped carrier film, from which the optical film containing a pressure-sensitive adhesive is laminated,
광학 셀을 반송하는 광학 셀 반송 공정과,An optical cell transporting step of transporting the optical cell,
상기 캐리어 필름 반송 공정에 의하여 반송된 상기 캐리어 필름을 내측으로 하여 접어, 당해 캐리어 필름으로부터 상기 광학 필름을 박리하는 박리 공정과,A peeling step of folding the carrier film conveyed by the carrier film conveying step inward and peeling the optical film from the carrier film;
상기 광학 셀을 반송하면서 상기 박리 공정에서 상기 캐리어 필름으로부터 박리된 상기 광학 필름을 상기 점착제를 개재하여 당해 광학 셀에 접합하여 광학 표시 패널을 형성하는 접합 공정을 포함하고,And a bonding step of bonding the optical film peeled off from the carrier film in the peeling step to the optical cell via the adhesive while carrying the optical cell, thereby forming an optical display panel,
상기 전환 공정은,In the switching step,
상기 제1 롤이 설치되는 제1 조출부의 조출 축과, 상기 제1 조출부의 조출 축과 평행하고 또한 상기 제2 롤이 설치되는 제2 조출부의 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이며,Wherein a distance d between the feeding axis of the first feeding portion in which the first roll is installed and the axis of the feeding shaft of the second feeding portion in parallel with the feeding axis of the first feeding portion and in which the second roll is provided, (D <r01 + r02) which is smaller than the sum of the radius r01 at the time of non-use and the radius r02 at the time when the second roll is not used,
상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 상기 제2 롤을 상기 제2 조출부의 조출 축에 설치하는 다음 롤의 설치 공정을 포함한다.And a step of installing a next roll on which the second roll is provided on the feeding shaft of the second feeding portion when the remaining radius r1 of the first roll satisfies the relation of r1 <r02-d |.
이 구성에서는, 롤의 롤 직경이 증대되었다고 하더라도 롤의 설치 공간이 그에 비례하여 증대되지 않아, 광학 표시 패널의 고속 생산성을 손상시키지 않고 공간 절약화를 할 수 있다.In this configuration, even if the roll diameter of the roll is increased, the installation space of the roll is not increased in proportion thereto, and the space-saving can be achieved without impairing the high-speed productivity of the optical display panel.
또한 축간 거리(d)는, 바람직하게는 (r01+r02)의 90% 이하이고, 보다 바람직하게는 80% 이하이며, 더욱 바람직하게는 70% 이하이다.The inter-axis distance d is preferably not more than 90%, more preferably not more than 80%, and still more preferably not more than 70% of (r01 + r02).
상기 발명의 일 실시 형태로서, 상기 전환 공정은,In one embodiment of the present invention,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축 사이에 있고, 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 공정을 포함하는 것이 바람직하다.Wherein the first output portion and the second output portion are located between the output shaft of the first output portion and the output shaft of the second output portion and the output shaft of the first output portion and the output shaft of the second output portion, And a rotating step of rotating the feeding shaft of the second feeding part to exchange the position of the first roll with the position of the second roll.
이 구성에서는, 제1 롤의 위치와 상기 제2 롤의 위치를 간단하고도 빠르게 교환할 수 있어, 작업상의 위험성도 없고 작업성이 비약적으로 좋아진다.In this configuration, the position of the first roll and the position of the second roll can be exchanged simply and quickly, and there is no danger in operation and the workability is remarkably improved.
상기 발명의 일 실시 형태로서, 상기 제1 조출부와 상기 제2 조출부가, 상기 광학 셀을 반송하는 반송 라인 아래에 중첩 배치되지 않고 당해 반송 라인의 외측에 배치되는 구성이 있다.According to an embodiment of the invention, there is a configuration in which the first feeding portion and the second feeding portion are arranged outside the conveying line without being superimposed under the conveying line conveying the optical cell.
이 구성에서는, 광학 셀의 반송 라인 아래에 제1 조출부(제1 롤)와 제2 조출부(제2 롤)가 없으며, 예를 들어 광학 셀의 반송 라인을 높은 위치에 설치하는 것이 어려워, 광학 셀의 반송 라인과 상하 방향으로 중첩되지 않는 위치에 제1 조출부와 제2 조출부를 설치하는 경우가 있다. 이와 같은 구성에서는, 제조 시스템 전체의 높이를 낮게 할 수 있다. 또한 이 구성에서는, 제조 시스템 전체의 높이를 낮게 함으로써, 제조 시스템 전체의 길이(치수)가 길어지지만, 제1 조출부의 조출 축과 제2 조출부의 조출 축 사이의 거리(d)를 짧게 설정할 수 있기 때문에, 이에 따라 제조 시스템 전체의 길이(치수)를 가능한 한 짧게 할 수 있다.In this configuration, there is no first outgoing portion (first roll) and second outgoing portion (second roll) under the conveying line of the optical cell, and it is difficult to install, for example, the conveying line of the optical cell at a high position, There is a case where the first leading portion and the second leading portion are provided at positions not overlapping with the conveying line of the optical cell in the vertical direction. In such a configuration, the height of the entire manufacturing system can be reduced. In this configuration, although the overall length of the manufacturing system is increased by reducing the height of the entire manufacturing system, the distance d between the feeding axis of the first feeding portion and the feeding axis of the second feeding portion can be set shorter Thus, the length (dimension) of the entire manufacturing system can be made as short as possible.
상기 발명의 일 실시 형태로서, 상기 제1 조출부와 상기 제2 조출부가, 상기 광학 셀을 반송하는 반송 라인 아래에 중첩 배치되는 구성이 있다.According to one embodiment of the present invention, the first feeding portion and the second feeding portion are arranged in a superposition below a conveying line for conveying the optical cell.
이 구성에서는, 광학 셀의 반송 라인 아래에 제1 조출부(제1 롤)와 제2 조출부(제2 롤)를 설치하기 때문에, 제조 시스템 전체의 길이(치수)를 짧게 할 수 있다. 또한, 이 구성에서는 제조 시스템 전체의 높이(치수)가 높아지지만(특히 상기 회전 공정을 실행하는 경우에는, 제조 시스템 전체의 높이가 보다 높아지지만), 제1 조출부의 조출 축과 제2 조출부의 조출 축 사이의 거리(d)를 짧게 설정할 수 있기 때문에, 이에 따라 제조 시스템 전체의 높이(치수)를 가능한 한 짧게 할 수 있다.In this configuration, since the first leading portion (first roll) and the second leading portion (second roll) are provided under the conveying line of the optical cell, the entire length (dimension) of the manufacturing system can be shortened. In this configuration, although the height (dimension) of the entire manufacturing system is increased (in particular, when the rotation process is performed, the height of the entire manufacturing system becomes higher), the feed axis of the first feed section and the feed The distance d between the shafts can be set to be short, whereby the height (dimension) of the entire manufacturing system can be made as short as possible.
상기 발명의 일 실시 형태로서, 상기 전환 공정은,In one embodiment of the present invention,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지 공정과,A detecting step of detecting the remaining radius r1 of the first roll,
상기 검지 공정에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정 공정과,A determining step of determining whether or not the remaining radius r1 of the first roll in the detecting step satisfies a relation of r1 < r02-d |
상기 판정 공정에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지 공정을 더 포함한다.And a notification step of notifying the switching when the relation r1 < r02-d | is satisfied in the determining step.
이 구성에서는, 다음 롤의 설정 타이밍을 자동으로 통지할 수 있기 때문에, 신속한 대응이 가능해진다.With this configuration, since the setting timing of the next roll can be automatically notified, quick response is possible.
상기 발명의 일 실시 형태로서, 상기 전환 공정은,In one embodiment of the present invention,
상기 설치 공정 후에 상기 제1 조출부의 조출 축의 회전을 정지하는 정지 공정과,A stopping step of stopping the rotation of the feeding shaft of the first feeding portion after the installing step,
상기 정지 공정에서 정지한 상태의 상기 캐리어 필름을 보유 지지하면서 절단하는 절단 공정과,A cutting step of holding while holding the carrier film in a stopped state in the stopping step,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축을 연결한 라인의 중심을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 공정과,A rotating step of rotating the center of the line connecting the feeding axis of the first feeding portion and the feeding axis of the second feeding portion to exchange the position of the first roll and the position of the second roll,
상기 절단 공정에서 절단 후에 보유 지지된 상태의 캐리어 필름 후단부와 상기 제2 롤의 캐리어 필름의 전단부를 잇대는 잇댐 공정과,A dipping step of bringing the rear end of the carrier film held in a state of being held after cutting in the cutting step and the front end of the carrier film of the second roll,
상기 잇댐 공정 후에 상기 띠형 캐리어 필름의 보유 지지 상태를 해제하는 해제 공정을 포함한다.And releasing the holding state of the band-shaped carrier film after the damming process.
또한, 다른 발명의 광학 표시 패널의 연속 제조 시스템은,Further, another continuous inventive manufacturing system of an optical display panel,
제1 롤이 설치되는 조출 축을 갖는 제1 조출부와, 상기 제1 조출부의 조출 축과 평행하고 또한 제2 롤이 설치되는 조출 축을 갖는 제2 조출부를 구비하는 조출 장치와,A feeding device having a first feeding part having a feeding shaft provided with a first roll and a second feeding part having a feeding shaft in parallel to the feeding axis of the first feeding part and having a feeding shaft provided with the second roll,
상기 제1 또는 제2 조출부에 설치되는 롤로부터 조출된, 점착제를 포함하는 광학 필름이 적층되어 있는 띠형 캐리어 필름을 반송하는 캐리어 필름 반송부와,A carrier film conveying section for conveying a belt-like carrier film having an optical film laminated with a pressure-sensitive adhesive, which is fed from a roll provided in the first or second feeding section,
광학 셀을 반송하는 광학 셀 반송부와,An optical cell conveyance section for conveying the optical cell,
상기 캐리어 필름 반송부에 의하여 반송된 상기 캐리어 필름을 내측으로 하여 접어, 당해 캐리어 필름으로부터 상기 광학 필름을 박리하는 박리부와,A peeling section for folding the carrier film conveyed by the carrier film conveying section inward and peeling the optical film from the carrier film;
상기 광학 셀을 반송하면서 상기 박리부에서 상기 캐리어 필름으로부터 박리된 상기 광학 필름을 상기 점착제를 개재하여 당해 광학 셀에 접합하여 광학 표시 패널을 형성하는 접합부를 갖고,And a bonding portion for bonding the optical film peeled off from the carrier film in the peeling portion to the optical cell via the adhesive while carrying the optical cell to form an optical display panel,
상기 조출 장치에 있어서,In the feeding device,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이다.Wherein the distance d between the feeding axis of the first feeding portion and the feeding axis of the second feeding portion is larger than the sum of the radius r01 at the time of disconnection of the first roll and the radius r02 at the time of non- (D < r01 + r02).
이 구성에서는, 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 제2 롤을 제2 조출부의 조출 축에 설치함으로써, 롤의 롤 직경이 증대되었다고 하더라도 롤의 설치 공간이 그에 비례하여 증대되지 않아, 광학 표시 패널의 고속 생산성을 손상시키지 않고 공간 절약화를 할 수 있다.In this configuration, when the remaining radius r1 of the first roll satisfies the relation of r1 < r02-d |, the second roll is provided on the feeding axis of the second feeding portion so that even if the roll diameter of the roll is increased The installation space of the roll is not increased in proportion thereto, and the space-saving can be achieved without impairing the high-speed productivity of the optical display panel.
상기 발명의 일 실시 형태에 있어서, 상기 조출 장치는,In one embodiment of the present invention,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축 사이에 있고, 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 기구를 갖는다.Wherein the first output portion and the second output portion are located between the output shaft of the first output portion and the output shaft of the second output portion and the output shaft of the first output portion and the output shaft of the second output portion, And a rotating mechanism for rotating the feeding shaft of the second feeding part to exchange the position of the first roll with the position of the second roll.
상기 발명의 일 실시 형태에 있어서, 상기 조출 장치가, 상기 광학 셀 반송부에 의한, 상기 광학 셀을 반송하는 반송 라인 아래에 중첩 배치되지 않고 당해 반송 라인의 외측에 배치되는 구성이 있다.According to an embodiment of the present invention, there is a configuration in which the feeding device is arranged outside the conveying line by the optical cell conveying portion without being superimposed under the conveying line conveying the optical cell.
상기 발명의 일 실시 형태에 있어서 상기 조출 장치가, 상기 광학 셀 반송부에 의한, 상기 광학 셀을 반송하는 반송 라인 아래에 중첩 배치되는 구성이 있다.According to an embodiment of the present invention, there is provided a configuration in which the feeding device is arranged in a superimposed manner under the conveying line for conveying the optical cell by the optical cell conveying portion.
상기 발명의 일 실시 형태에 있어서,In one embodiment of the invention,
상기 조출 장치는,In the above-
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지부와,A detecting unit for detecting a remaining radius r1 of the first roll;
상기 검지부에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정부와,A determination unit that determines whether the remaining radius r1 of the first roll in the detection unit satisfies a relationship of r1 < r02-d |
상기 판정부에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지부를 더 갖는다.And when the determination section satisfies the relation of r1 < r02-d |, the notification section further has a notification section for notifying the switching.
또한, 다른 발명의 전환 방법은, 현재 조출되고 있는 제1 롤로부터 다음으로 조출될 제2 롤에 잇댐으로써 신구의 롤을 전환하는 전환 방법으로서,In another aspect of the present invention, there is provided a switching method for switching the rolls of the old and new rolls by feeding a second roll to be fed next from the first roll being fed,
상기 제1 롤이 설치되는 제1 조출 축과, 당해 제1 조출 축과 평행하고 또한 상기 제2 롤이 설치되는 제2 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이고,(D) between the first feeding axis in which the first roll is installed and the axis (d) of the second feeding axis in parallel with the first feeding axis and in which the second roll is provided is smaller than a radius (d <r01 + r02), which is smaller than the sum of the radius (r02) of the first roll and the radius (r02)
상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 상기 제2 롤을 상기 제2 조출 축에 설치하는 설치 공정을 포함한다.And installing the second roll on the second feeding axis when the remaining radius r1 of the first roll satisfies the relation of r1 <r02-d |.
본 발명의 전환 방법은, 상술한 본 발명의 광학 표시 패널의 연속 제조 방법 외에, 예를 들어 롤로부터 조출된 띠형 광학 필름(또는 적층 광학 필름)을 절단하여 복수의 낱장의 광학 필름(또는 적층 광학 필름)을 제조하는 방법, 롤로부터 조출된 띠형 필름을 도포 시공, 연신 등의 처리에 제공하여 띠형 광학 필름을 제조하는 방법 등에도 적용할 수 있다.The switching method of the present invention can be achieved by, for example, cutting a strip-shaped optical film (or a laminated optical film) fed from a roll to form a plurality of single optical films (or stacked optical films A method of producing a strip-shaped optical film by providing a strip-shaped film fed from a roll to a process such as coating, drawing and the like.
상기 발명의 일 실시 형태에 있어서, 상기 전환 방법은,In one embodiment of the present invention,
상기 제1 조출 축과 상기 제2 조출 축 사이에 있고, 상기 제1 조출 축 및 제2 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출 축 및 제2 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 공정을 포함한다.Rotating the first feeding axis and the second feeding axis about a central axis parallel to the first feeding axis and the second feeding axis and between the first feeding axis and the second feeding axis, And a rotating process of exchanging the position of the second roll with the position of the second roll.
상기 발명의 일 실시 형태에 있어서, 상기 전환 방법은,In one embodiment of the present invention,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지 공정과,A detecting step of detecting the remaining radius r1 of the first roll,
상기 검지 공정에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정 공정과,A determining step of determining whether or not the remaining radius r1 of the first roll in the detecting step satisfies a relation of r1 < r02-d |
상기 판정 공정에서, r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지 공정을 더 포함한다.When the relation r1 < r02-d | is satisfied in the determining step, it further includes a notification step of notifying the switching.
또한, 다른 발명의 조출 장치는, 제1 롤이 설치되는 제1 조출 축과, 당해 1 조출 축과 평행하고 또한 제2 롤이 설치되는 제2 조출 축을 구비하는 조출 장치이고,A feeding device according to another aspect of the present invention is a feeding device having a first feeding shaft on which a first roll is provided and a second feeding shaft on which a second roll is provided in parallel with the first feeding shaft,
상기 제1 조출 축과 상기 제2 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이다.Wherein a distance d between the first feeding axis and the second feeding axis is smaller than a sum of a radius r01 when the first roll is not used and a radius r02 when the second roll is not used, < r01 + r02).
상기 발명의 일 실시 형태에 있어서, 상기 조출 장치는,In one embodiment of the present invention,
상기 제1 조출 축과 상기 제2 조출 축 사이에 있고, 상기 제1 조출 축 및 제2 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출 축 및 제2 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 기구를 갖는다.Rotating the first feeding axis and the second feeding axis about a central axis parallel to the first feeding axis and the second feeding axis and between the first feeding axis and the second feeding axis, And a rotating mechanism for exchanging the position of the second roll with the position of the second roll.
상기 발명의 일 실시 형태에 있어서, 상기 조출 장치는,In one embodiment of the present invention,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지부와,A detecting unit for detecting a remaining radius r1 of the first roll;
상기 검지부에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정부와,A determination unit that determines whether the remaining radius r1 of the first roll in the detection unit satisfies a relationship of r1 < r02-d |
상기 판정부에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지부를 더 갖는다.And when the determination section satisfies the relation of r1 < r02-d |, the notification section further has a notification section for notifying the switching.
본 발명의 조출 장치는, 상술한 본 발명의 광학 표시 패널의 연속 제조 시스템 외에, 예를 들어 롤로부터 조출된 띠형 광학 필름(또는 적층 광학 필름)을 절단하여 복수의 낱장의 광학 필름(또는 적층 광학 필름)을 제조하는 시스템, 롤로부터 조출된 띠형 필름을 도포 시공, 연신 등의 처리에 제공하여 띠형 광학 필름을 제조하는 시스템 등에도 적용할 수 있다.The feeding apparatus of the present invention can be applied to, for example, a strip-shaped optical film (or a laminated optical film) fed from a roll by cutting a plurality of single optical films A system for producing a strip-shaped optical film, a system for producing a strip-shaped optical film by providing a strip-shaped film fed from a roll to a process such as coating and drawing.
본 발명에 의하면, 고속 생산성을 손상시키지 않고 공간 절약화할 수 있는, 광학 표시 패널의 연속 제조 방법 및 광학 표시 패널의 연속 제조 시스템이 제공된다. 또한, 사용 용도의 고속 생산을 손상시키지 않고 공간 절약화할 수 있는 전환 방법 및 조출 장치가 제공된다.According to the present invention, there is provided a continuous manufacturing method of an optical display panel and a continuous manufacturing system of an optical display panel, which can save space without impairing high-speed productivity. There is also provided a switching method and a feeding device capable of saving space without damaging high-speed production for use.
도 1은 실시 형태 1의 광학 표시 패널의 연속 제조 시스템을 도시한 개략도.
도 2는 실시 형태 2의 광학 표시 패널의 연속 제조 시스템을 나타낸 개략도.
도 3은 조출 장치의 일례를 도시하는 개략도.
도 4a는 전환 공정의 수순예를 도시하는 도면.
도 4b는 전환 공정의 수순예를 도시하는 도면.
도 4c는 전환 공정의 수순예를 도시하는 도면.
도 4d는 전환 공정의 수순예를 도시하는 도면.
도 4e는 전환 공정의 수순예를 도시하는 도면.
도 5a는 실시예 1의 속도 조건을 도시하는 도면.
도 5b는 비교예 1의 속도 조건을 도시하는 도면.1 is a schematic view showing a continuous manufacturing system of an optical display panel according to
2 is a schematic view showing a continuous manufacturing system of an optical display panel according to Embodiment 2. Fig.
3 is a schematic view showing an example of a feeding device;
4A is a diagram showing a sequence example of a switching process;
4B is a diagram showing a sequence example of a switching process;
4C is a diagram showing a sequence example of a switching process;
FIG. 4D is a diagram showing a sequence example of a switching process; FIG.
4E is a diagram showing a sequence example of a switching process;
Fig. 5A is a view showing the speed condition of
5B is a view showing the speed condition of Comparative Example 1. Fig.
본 실시 형태에 있어서, 광학 필름이 캐리어 필름에 형성되어 있는 형태는 특별히 제한되지는 않는다. 예를 들어, 롤형으로 감긴 것으로 구성되어 있어도 된다. 롤로서는, 예를 들어 (1) 캐리어 필름과 당해 캐리어 필름 상에 점착제를 개재하여 형성된 띠형 광학 필름을 갖는 적층 광학 필름을 롤형으로 감은 것을 들 수 있다. 이 경우, 광학 표시 패널의 연속 제조 시스템은, 띠형 광학 필름으로부터 광학 필름을 형성하기 때문에, 캐리어 필름을 절단하지 않고 남기고, 당해 띠형 광학 필름 및 점착제를 소정 간격으로 절단(적층 광학 필름을 하프 컷)하는 절단부를 갖는다. 띠형 광학 필름을 절단한 후의 광학 필름은 소정 크기의 낱장 상태이며, 예를 들어 직사각형 형상(직사각형, 정사각형)이다.In the present embodiment, the form in which the optical film is formed on the carrier film is not particularly limited. For example, it may be constituted by winding in a roll shape. As the roll, for example, (1) a laminated optical film having a carrier film and a band-shaped optical film formed on the carrier film with a pressure-sensitive adhesive interposed therebetween is wound in a roll form. In this case, since the continuous production system of the optical display panel forms the optical film from the band-shaped optical film, the band-shaped optical film and the pressure-sensitive adhesive are cut at predetermined intervals (half cut of the laminated optical film) . The optical film after cutting the strip-shaped optical film is in a sheet state of a predetermined size, for example, a rectangular shape (rectangular, square).
또한 롤로서, 예를 들어 (2) 캐리어 필름과 당해 캐리어 필름 상에 점착제를 개재하여 형성된 띠형 제1 광학 필름을 갖는 적층 광학 필름을 롤형으로 감은 것(소위 절취선이 형성된 적층 광학 필름의 롤)을 들 수 있다. 또한 광학 필름으로서는, 편광 필름, 휘도 향상 필름, 위상차 필름, 이들을 둘 이상 적층한 광학 필름 등을 들 수 있다.(2) A laminated optical film having a carrier film and a strip-shaped first optical film formed on the carrier film with a pressure-sensitive adhesive interposed therebetween is wound in a roll form (a roll of a laminated optical film in which a perforated line is formed) . Examples of the optical film include a polarizing film, a brightness enhancement film, a retardation film, and an optical film in which two or more thereof are laminated.
예를 들어, 도 1에 도시하는 제1 롤 R1은, 제1 캐리어 필름(12)과, 제1 캐리어 필름(12)에 적층된 띠형 제1 편광 필름(광학 필름의 일례)(11)을 갖는 제1 적층 광학 필름(10)을 롤형으로 감은 것이다. 제1 편광 필름(11)은 필름 본체(11a)와 점착제층(11b)을 갖는다.For example, the first roll R1 shown in Fig. 1 has a
편광 필름은, 예를 들어 편광자(두께는 1.5 내지 80㎛ 정도)와, 편광자의 편면 또는 양면에 편광자 보호 필름(두께는 일반적으로 1 내지 500㎛ 정도)이 접착제 또는 접착제 없이 형성된다. 제1 적층 광학 필름(11)을 구성하는 다른 필름으로서, 예를 들어 λ/4판, λ/2판 등의 위상차 필름(두께는 일반적으로 10 내지 200㎛), 시각 보상 필름, 휘도 향상 필름, 표면 보호 필름 등을 들 수 있다. 적층 광학 필름의 두께는, 예를 들어 10㎛ 내지 500㎛의 범위를 들 수 있다. 편광 필름과 캐리어 필름 사이에 개재하는 점착제는 특별히 제한되지는 않으며, 예를 들어 아크릴계 점착제, 실리콘계 점착제, 우레탄계 점착제 등을 들 수 있다. 점착제의 층 두께는, 예를 들어 10㎛ 내지 50㎛의 범위가 바람직하다. 점착제와 캐리어 필름의 박리력으로서는, 예를 들어 0.15(N/50㎜ 폭 샘플)가 예시되지만, 특별히 이것에 한정되지 않는다. 박리력은 JIS Z0237에 준하여 측정된다.The polarizing film is formed, for example, with a polarizer (thickness of about 1.5 to 80 占 퐉) and a polarizer protective film (thickness of about 1 to 500 占 퐉) on one surface or both surfaces of the polarizer without an adhesive or an adhesive. As the other films constituting the first laminated
캐리어 필름은, 예를 들어 플라스틱 필름(예를 들어, 폴리에틸렌테레프탈레이트계 필름, 폴리올레핀계 필름 등) 등의 종래 공지된 필름을 사용할 수 있다. 또한, 필요에 따라 실리콘계나 장쇄 알킬계, 불소계나 황화몰리브덴 등의 적절한 박리제로 코팅 처리한 것 등의, 종래에 준한 적당한 것을 사용할 수 있다.As the carrier film, conventionally known films such as a plastic film (for example, a polyethylene terephthalate film, a polyolefin film, etc.) can be used. Further, if necessary, a suitable one conventionally used may be used, such as one obtained by coating with a suitable releasing agent such as a silicone type, a long chain alkyl type, a fluorine type or molybdenum sulfide.
광학 표시 패널은, 광학 셀의 편면 또는 양면에 적어도 광학 필름이 점착제를 개재하여 접합된 것이며, 필요에 따라 구동 회로가 내장된다. 광학 셀은, 예를 들어 액정 셀, 유기 EL 셀을 들 수 있다. 액정 셀은, 예를 들어 수직 배향(VA)형, 면내 스위칭(IPS)형 등의, 임의의 타입의 것을 사용할 수 있다. 유기 EL 셀은, 예를 들어 톱 에미션 방식, 보텀 에미션 방식, 더블 에미션 방식 등의, 임의의 타입의 것을 사용할 수 있다. 도 1에 도시하는 액정 셀 P는, 대향 배치되는 한 쌍의 기판(제1 기판 Pa, 제2 기판 Pb) 사이에 액정층이 밀봉된 구성이다.In the optical display panel, at least an optical film is bonded to one side or both sides of an optical cell via an adhesive, and a driving circuit is incorporated if necessary. The optical cell includes, for example, a liquid crystal cell and an organic EL cell. As the liquid crystal cell, any type of liquid crystal cell such as a vertically aligned (VA) type or an in-plane switching (IPS) type can be used. As the organic EL cell, for example, any type of top emission type, bottom emission type, double emission type, or the like can be used. The liquid crystal cell P shown in Fig. 1 is a structure in which a liquid crystal layer is sealed between a pair of substrates arranged opposite to each other (a first substrate Pa and a second substrate Pb).
<실시 형태 1>≪
이하, 도면을 참조하면서, 본 실시 형태에 따른 광학 표시 패널의 연속 제조 시스템을 구체적으로 설명하지만, 본 발명은 본 실시 형태의 형태에 한정되는 것은 아니다. 광학 셀로서 액정 셀을, 광학 필름으로서 편광 필름을 예로 들어 설명한다. 이하에서는, 도 1은, 본 실시 형태의 광학 표시 패널의 연속 제조 시스템의 개략도이다. 도 3은, 조출 장치를 설명하기 위한 도면이다. 도 4a 내지 도 4e는, 전환 공정(처리)의 수순을 설명하기 위한 도면이다.Hereinafter, a continuous manufacturing system of the optical display panel according to the present embodiment will be described concretely with reference to the drawings, but the present invention is not limited to this embodiment mode. A liquid crystal cell will be described as an optical cell, and a polarizing film will be described as an optical film. Hereinafter, Fig. 1 is a schematic view of a continuous manufacturing system of an optical display panel according to the present embodiment. Fig. 3 is a view for explaining a feeding device. Fig. 4A to 4E are diagrams for explaining the procedure of the switching process (process).
본 실시 형태에 따른 광학 표시 패널의 연속 제조 시스템(1)은, 조출 장치(30), 제1 캐리어 필름 반송부(20)와, 제1 박리부(40)와, 액정 셀 반송부(80)와, 제1 접합부(50)(제1 접합 롤(50a), 제1 구동 롤(50b))와, 제2 액정 셀 반송부와, 제2 캐리어 필름 반송부와, 제2 박리부와, 제2 접합부(제2 접합 롤, 제2 구동 롤)와, 광학 표시 패널 반송부를 갖는다. 본 실시 형태에서는, 액정 셀 P의 하측(제1 면 Pa)으로부터 편광 필름(111)을 접합하고, 이어서 편광 필름(111)을 접합한 액정 표시 패널 LD를 반전(표리 반전, 필요에 따라 90° 회전)시키고, 당해 액정 셀 P의 하측(제2 면 Pb)으로부터 편광 필름을 접합한다.The
액정 셀 반송부(80)는 반송 상류로부터 액정 셀 P를 제1 접합부(50)의 접합 위치로 반송한다. 본 실시 형태에서는, 액정 셀 반송부(80)는 반송 롤러 또는 흡착 플레이트 등을 갖고 구성된다. 반송 롤러를 회전시킴으로써, 또는 흡착 플레이트를 이송시킴으로써 액정 셀 P를 제조 라인 아래류측으로 반송한다.The liquid crystal
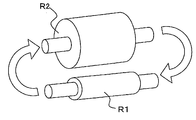
조출 장치(30)는, 제1 롤 R1이 설치되는 조출 축 a1을 갖는 제1 조출부(33)와, 조출 축 a1과 평행하고 또한 제2 롤 R2가 설치되는 조출 축 a2를 갖는 제2 조출부(34)를 구비한다(도 3 참조). 본 실시 형태의 조출 장치(30)는, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2 사이에 있고, 제1 조출부(33)의 조출 축 a1 및 제2 조출부(34)의 조출 축 a2와 평행한 중심축(31a)를 중심으로 하여 제1 조출부(33)의 조출 축 a1 및 제2 조출부(34)의 조출 축 a2를 회전시켜, 제1 롤 R1의 위치(a1의 위치에 상당함)와 제2 롤 R2의 위치(a2의 위치에 상당함)를 교환하는 회전 기구(31)를 갖는다. 도 3에 있어서, 이 회전 시에 있어서의 조출 축 a1, a2의 회전 궤적을 D1로서 나타내고, 제1 롤 R1과 제2 롤 R2의 최외 회전 궤적을 D2로서 나타낸다. 도 1에 있어서 조출 장치(30)는, 액정 셀 반송부(80)에 의한 액정 셀을 반송하는 반송 라인 X 아래에 없는 배치(중첩 배치되어 있지 않음) 구성이다. 조출 장치(30)에서 제1 접합부(50)까지의 장치 길이를 L로 나타내고, 조출 장치(30)의 하단부에서 반송 라인 X까지의 장치 높이를 H로 나타낸다. 실시 형태 1에서는 장치 길이 L이 길지만, 장치 높이 H를 낮게 할 수 있다. 본 실시 형태의 조출 장치(30)를 사용함으로써, 그것을 사용하지 않는 경우보다 장치 길이 L을 짧게 할 수 있다.The
조출 장치(30)는, 제1 롤 R의 잔존 반경(r1)을 검지하는 검지부(35)와, 검지부(35)에서 제1 롤 R1의 잔존 반경(r1)이 r1<|r02-d1|의 관계를 만족시키는지 여부를 판정하는 판정부(36)와, 판정부(36)에서 r1<|r02-d1|의 관계를 만족시켰을 때, 전환을 통지하는 통지부(37)를 갖는다(도 3 참조). 또한 다른 실시 형태로서, 검지부(35), 판정부(36), 통지부(37)를 갖지 않는 구성도 있으며, 이들 요소는 필수 구성은 아니다.The
도 5a에, 제1 롤 R1의 잔존 반경(r1), 미사용 시의 초기 반경 r01, 제2 롤 R2의 미사용 시의 초기 반경 r02, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2의 축간 거리 d1을 각각 나타낸다.5A shows the relationship between the remaining radius r1 of the first roll R1, the initial radius r01 when not used, the initial radius r02 when the second roll R2 is unused, the feeding axis a1 of the
검지부(35)는, 예를 들어 초음파 두께 센서, 레이저 변위 센서, 중량 센서, 광전(수광·투광) 센서, 정전 센서 등을 들 수 있다. 검지부(35)로부터의 검지 신호가 판정부(36)에 보내지고, 이 검지 신호를 수신한 것에 의하여 판정부(36)가 r1<|r02-d1|의 관계를 만족시킨다고 판정한다. 이 판정 신호가 통지부(37)에 보내지고, 이 판정 신호를 수신한 것에 의하여 통지부(37)가, 예를 들어 소리, 광, 모니터 표시 등의 출력을 행한다. 통지부(37)는, 예를 들어 스피커, 점등 장치, 모니터 등을 갖고 구성된다. 판정부(36) 및 통지부(37)는, 전용 장치, 전용 회로로 구성되어 있어도 되고, 컴퓨터와 상기 각 수순을 실행하는 프로그램의 협동 작용으로 구성되어 있어도 되며, 펌웨어로 구성되어 있어도 된다.The detecting
제1 캐리어 필름 반송부(20)는, 제1 조출부(33) 또는 제2 조출부(34)에 설치되는 제1, 제2 롤 R1, R2로부터 조출된, 띠형 편광 필름(11)이 적층되어 있는 띠형 제1 캐리어 필름(12)을 반송한다(적층 광학 필름(10)을 반송함). 본 실시 형태에서는 제1 캐리어 필름 반송부(20)는, 제1 롤 R1로부터 조출된, 제1 적층 광학 필름(10) 중 띠형 제1 캐리어 필름(12)을 남기고(절단하지 않고), 띠형 제1 편광 필름(11)을 소정 간격으로 절단하여, 낱장의 제1 편광 필름(111)을 제1 캐리어 필름(12) 상에 형성하기 위한 제1 절단부(20)를 갖는다. 제1 편광 필름(111)은, 후술하는 제1 박리부(40)에서 제1 캐리어 필름(12)으로부터 박리되어 제1 접합부(50)에 공급된다. 그 때문에 제1 캐리어 필름 반송부(20)는, 이 제1 절단부(25)와 조출 장치(30) 사이에 제1 댄서 롤(22)과, 제1 절단부(25)와, 제1 절단부(25)의 반송 하류측에 제2 댄서 롤(24)과, 제1 권취부(28)를 갖는다. 또한 제1 캐리어 필름 반송부(20)는, 제1 박리부(40)보다 반송 상류측 또는 반송 하류측으로 제1 캐리어 필름(12)(제1 적층 광학 필름(10))을 반송하는 피드 롤(도시 생략)을 가져도 된다.The first carrier
제1 댄서 롤(22)은, 제1 롤 R1로부터 제2 롤 R2로 전환 처리를 실행할 때, 그보다 하류측에서 제1 캐리어 필름(12)가 그 때문에 정지하지 않고 반송 가능하게 하기 위하여 설치된다.The
제1 절단부(25)는, 흡착부(26)에서 제1 캐리어 필름(12)측으로부터 제1 적층 광학 필름(10)을 고정하면서, 띠형 제1 편광 필름(11)을 액정 셀 P에 대응하는 크기로 절단하여, 제1 캐리어 필름(12) 상에 제1 편광 필름(111)을 형성한다. 제1 절단부(25)로서는, 예를 들어 커터, 레이저 장치 등을 들 수 있다.The
제2 댄서 롤(24)은 반송 과정, 접합 과정 등의 각 과정에 있어서, 제1 캐리어 필름(12)의 장력을 유지하는 기능을 갖는다. 제1 캐리어 필름 반송부(20)는 제2 댄서 롤(24)을 통하여 제1 캐리어 필름(12)을 반송한다. 제2 댄서 롤(24)과 제1 절단부(25) 사이에 피드 롤(27)이 배치된다.The
제1 박리부(40)는, 제1 캐리어 필름 반송부(20)에 의하여 반송된 제1 캐리어 필름(12)을 내측으로 하여 접어, 제1 캐리어 필름(12)으로부터 제1 편광 필름(111)을 박리한다. 박리된 제1 편광 필름(111)은 제1 접합부(50)의 접합 위치로 송출된다. 본 실시 형태에서는, 제1 박리부(40)로서는, 선단부에 첨예 나이프 에지부를 사용하고 있지만, 이것에 한정되는 것은 아니다.The
제1 권취부(28)는 권취 롤러(도시 생략)을 갖고, 제1 편광 필름(111)이 박리된 제1 캐리어 필름(12)을 권취 롤러에 권취한다.The first winding
제1 접합부(50)는, 액정 셀 P를 반송하면서 제1 캐리어 필름(12)으로부터 박리된 제1 편광 필름(111)을 점착제를 개재하여 액정 셀 P(제1 면 Pa)에 접합하여, 액정 표시 패널 LD를 형성한다. 본 실시 형태에서는, 제1 접합부(50)는 제1 접합 롤러(50a), 제1 구동 롤러(받침 롤러)(50b)로 구성된다.The
제1 권취부(28)에 의한 제1 캐리어 필름(12)의 권취로(또는, 도시하지 않은 상기 피드 롤러에 의하여) 제1 편광 필름(111)이 접합 위치에 보내진다. 한편, 제1 구동 롤러(50b) 및 제1 접합 롤러(50a)의 회전에 의하여 액정 셀 P가 반송되고, 이 반송과 동시에 제1 편광 필름(111)이 액정 셀면에 접합된다.The first polarizing film 111 is sent to the bonding position by the winding path of the first carrier film 12 (or the feed roller not shown) by the first winding
<전환 공정><Conversion step>
다음으로 전환 공정에 대하여 설명한다. 우선, 조출 장치(30) 내에는 제1 롤 R1이 설치되어, 제조에 제공되고 있다. 제1 롤 R1이 사용되어 가는 과정에서 그 잔존 반경(r1)이 작아져 하기 조건을 충족했을 때, 조출 장치(30)에 제2 롤 R2를 설치한다. 조건은 이하와 같다.Next, the conversion process will be described. First, a first roll R1 is provided in the
제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2의 축간 거리(d1)가, 제1 롤 R1의 미사용 시의 초기 반경 r01과 제2 롤 R2의 미사용 시의 초기 반경 r02의 합보다 작은 관계 d1<r01+r02가며, 제1 롤 R1의 잔존 반경(r1)이 r1<|r02-d1|의 관계를 만족시킬 때, 제2 롤 R2가 제2 조출부(34)의 조출 축 a2에 설치된다(설치 공정).When the distance d1 between the feeding axis a1 of the
전환 공정에 대하여 도 4a로부터 도 4e를 사용하여 설명한다. 연속 제조 시스템(1)은, 조출 장치(30)보다 반송 하류측에 배치되어, 정지한 상태의 제1 캐리어 필름(12)(제1 적층 광학 필름(10))을 보유 지지하는 보유 지지부(36)와, 보유 지지부(36)보다 반송 하류측에 배치되어, 제1 캐리어 필름(12)(광학 필름 적층체10)을 협지하는 닙 롤부(38)를 갖는다.The switching process will be described with reference to Figs. 4A to 4E. The
우선, 상기 설치 공정 후에 제1 조출부(33)의 조출 축 a1의 회전을 정지한다(정지 공정). 그리고, 닙 롤부(38)에서 제1 적층 광학 필름(10)을 비회전 상태에서 물고, 이어서 도 4a에 도시한 바와 같이, 한 쌍의 바(36a, 36b)를 갖는 보유 지지부(36)로 제1 적층 광학 필름(10)을 문다. 원위치에 있는 바(36a, 36b)가 제1 적층 광학 필름(10)을 물도록 움직인다. 이어서, 정지 공정에서 정지한 상태의 제1 캐리어 필름(12)(제1 적층 광학 필름(10))을 보유 지지하면서 절단한다(절단 공정). 도 4b에 도시한 바와 같이, 제1 적층 광학 필름(10)의 후단부 B가 바(36a)로 보유 지지되고, 바(36b)가 원위치로 복귀된다. 이어서, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2 사이에 있고, 또한 조출 축 a1 및 조출 축 a2와 평행한 중심축(31a)을 중심으로 회전시켜, 제1 롤 R1의 위치(a1)와 제2 롤 R2의 위치(a2)를 교환한다(회전 공정, 도 4c). 여기서의 회전은 수동이어도 되고, 도시하지 않은 모터에 의한 자동 회전이어도 된다.First, after the above-mentioned installation step, the rotation of the feeding axis a1 of the
이어서, 절단 공정에서 절단 후에 보유 지지된 상태의 제1 적층 광학 필름(10)의 후단부 B와, 제2 롤 R2의 적층 광학 필름의 전단부 F를 서로 잇댄다(잇댐 공정). 도 4e에 도시한 바와 같이, 후단부 B와 전단부 F를, 그 단부면끼리가 대향하도록 배치하여, 테이프(도시 생략)로 고정한다. 이어서, 잇댐 공정 후에 제1 적층 광학 필름(10)(띠형 제1 캐리어 필름(12))의 보유 지지 상태를 해제한다(해제 공정). 도 4e에 도시한 바와 같이, 바(36a)가 원위치로 복귀되어 닙 롤부(38)의 회전에 의한 필름 반송이 가능해진다. 이에 따라, 제1 적층 광학 필름(10)과 연결된 제2 롤 R2의 적층 광학 필름이 하류측으로 반송된다. 또한, 제1 롤 R1은 조출 축 a1로부터 제거된다.Then, the rear end portion B of the first laminated
이어서, 액정 셀 P의 다른 쪽 면(제2 면 Pb)에 편광 필름을 접합하는 경우에 대하여 설명한다. 제2 액정 셀 반송부는, 제1 접합부(50)에 의하여 제1 편광 필름(111)이 접합된 액정 셀 P를 반송하여 제2 접합부에 공급한다. 제2 액정 셀 반송부에는, 제1 편광 필름(111)이 접합된 액정 셀 P를 반전(표리 반전, 필요에 따라 90° 회전)시키는 반전 기구(도시 생략)가 구비되어 있다. 또한, 다른 실시 형태로서, 제1 편광 필름(111)이 접합된 액정 셀 P를 90° 수평 회전시키는 회전 기구(도시 생략)가 구비되어 있어도 된다. 이러한 경우, 제2 편광 필름이 액정 셀 P의 천장측면에 접합된다.Next, a case where a polarizing film is bonded to the other surface (second surface Pb) of the liquid crystal cell P will be described. The second liquid crystal cell conveying section conveys the liquid crystal cell P to which the first polarizing film 111 is bonded by the first joining
상술한 바와 같이, 액정 셀 P의 다른 쪽 면에 편광 필름을 접합하기 위한 각종 수단은, 상기에서 설명한 각종 수단, 장치 등을 사용할 수 있다. 제2 캐리어 필름 반송부는 제1 캐리어 필름 반송부와 마찬가지의 장치로 구성할 수 있고, 제2 접합부는 제1 접합부와 마찬가지의 장치로 구성할 수 있다. 제2 박리부는 제1 박리부와 마찬가지로 구성할 수 있다.As described above, various means for bonding the polarizing film to the other surface of the liquid crystal cell P can be used as the various means, apparatus, and the like. The second carrier film conveying portion can be constituted by the same device as the first carrier film conveying portion and the second joining portion can be constituted by the same device as the first joining portion. The second peeling portion can be configured similarly to the first peeling portion.
액정 표시 패널 반송부(도시 생략)는 반송 롤러나 흡착 플레이트 등으로 구성할 수 있으며, 제2 접합부에 의하여 제작된 액정 표시 패널 LD를 하류로 반송한다. 또한 반송 하류측에, 액정 표시 패널 LD를 검사하기 위한 검사 장치가 설치되어 있어도 된다. 이 검사 장치의 검사 목적, 검사 방법은 특별히 제한되지는 않는다.The liquid crystal display panel carrying section (not shown) can be composed of a conveying roller, an attracting plate, or the like, and conveys the liquid crystal display panel LD manufactured by the second joining section downstream. An inspection device for inspecting the liquid crystal display panel LD may be provided on the downstream side of the conveyance. The inspection purpose and inspection method of this inspection apparatus are not particularly limited.
(연속 제조 방법)(Continuous manufacturing method)
본 실시 형태에 따른 광학 표시 패널의 연속 제조 방법은, 현재 조출되고 있는 제1 롤 R1로부터 다음으로 조출될 제2 롤 R2에 잇댐으로써 신구의 롤을 전환하는 전환 공정과, 롤 R1, R2로부터 조출된, 점착제를 포함하는 광학 필름이 적층되어 있는 띠형 제1 캐리어 필름(12)을 반송하는 캐리어 필름 반송 공정과, 액정 셀 P를 반송하는 액정 셀 반송 공정과, 캐리어 필름 반송 공정에 의하여 반송된 제1 캐리어 필름을 내측으로 하여 접어, 제1 캐리어 필름으로부터 제1 편광 필름(111)을 박리하는 박리 공정과, 액정 셀 P를 반송하면서 박리 공정에서 제1 캐리어 필름(12)으로부터 박리된 편광 필름(111)을 점착제를 개재하여 당해 액정 셀 P에 접합하여, 액정 표시 패널 LD를 형성하는 접합 공정을 포함한다.The continuous manufacturing method of the optical display panel according to the present embodiment includes a switching step of switching the rolls of the old and new rolls from the currently fed first roll R1 to the second roll R2 to be fed out next, , A liquid crystal cell transporting step of transporting the liquid crystal cell P, and a transporting step of transporting the strip-shaped
전환 공정은, 제1 롤 R1이 설치되는 제1 조출부(33)의 조출 축 a1과, 제1 조출부(33)의 조출 축 a1과 평행하고 또한 제2 롤 R2가 설치되는 제2 조출부(34)의 조출 축 a2의 축간 거리(d1)가, 제1 롤 R1의 미사용 시의 반경 r01과 제2 롤 R2의 미사용 시의 반경 r02의 합보다 작은 관계(d1<r01+r02)이며, 제1 롤 R1의 잔존 반경(r1)이 r1<|r02-d1|의 관계를 만족시킬 때, 제2 롤 R2를 제2 조출부(34)의 조출 축 a2에 설치하는 설치 공정을 포함한다.The switching process is carried out in such a manner that the feeding axis a1 of the
전환 공정은, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2와의 사이에 있고, 제1 조출부(33)의 조출 축 a1 및 제2 조출부(34)의 조출 축 a2와 평행한 중심축(31a)를 중심으로 하여 제1 조출부(33)의 조출 축 a1 및 제2 조출부(34)의 조출 축 a2를 회전시켜, 제1 롤 R1의 위치(a1)와 제2 롤 R2의 위치(a2)를 교환하는 회전 공정을 포함한다.The switching process is carried out between the feeding axis a1 of the
전환 공정은, 제1 롤 R1의 잔존 반경(r1)을 검지하는 검지 공정과, 검지 공정에서 제1 롤 R1의 잔존 반경(r1)이 r1<|r02-d1|의 관계를 만족시키는지 여부를 판정하는 판정 공정과, 판정 공정에서 r1<|r02-d1|의 관계를 만족시켰을 때, 전환을 통지하는 통지 공정을 포함한다.The changing step is a step of detecting whether or not the remaining radius r1 of the first roll R1 in the detecting step satisfies the relationship of r1 < r02-d1 |, by detecting the remaining radius r1 of the first roll R1 And a notification step of notifying the switching when the relation r1 < r02-d1 | is satisfied in the determining step.
또한, 액정 셀 P의 다른 쪽 기판에도 편광 필름(111)을 접합하는 경우에는, 액정 셀 P의 회전 및 상하 반전시키는 선회 공정을 갖는다. 선회 공정은, 제1 편광 필름(111)이 접합된 액정 셀 P를 90° 수평 회전 및 상하 반전시키는 공정이다. 또한 선회 공정으로서, 액정 셀 P의 긴 변과 짧은 변의 위치 관계가 역전되도록, 긴 변 및 짧은 변 중 어느 것과도 평행하지 않은 1축을 중심으로 하여 액정 셀 P를 반전시켜도 된다. 그리고, 제2 편광 필름을 접합하는 제2 접합 공정은, 상기 제1 접합 공정과 마찬가지이다. 즉, 제1 접합 공정에 있어서, 제1 접합 방향으로 제1 편광 필름을 액정 셀의 제1 면에 접합하고, 제2 접합 공정에 있어서, 제1 접합 방향과 직교하는 방향인 제2 접합 방향으로 제2 편광 필름을 액정 셀의 제2 면에 접합한다.When the polarizing film 111 is bonded to the other substrate of the liquid crystal cell P, the liquid crystal cell P has a turning process of rotating and vertically inverting the liquid crystal cell P. The pivoting step is a step of horizontally rotating and vertically inverting the liquid crystal cell P to which the first polarizing film 111 is bonded by 90 degrees. Also, as the pivoting process, the liquid crystal cell P may be inverted about one axis which is not parallel to either the long side or the short side so that the positional relationship between the long side and the short side of the liquid crystal cell P is reversed. The second bonding step for bonding the second polarizing film is the same as the first bonding step. That is, in the first bonding step, the first polarizing film is bonded to the first surface of the liquid crystal cell in the first bonding direction, and in the second bonding step, in the second bonding direction which is the direction orthogonal to the first bonding direction And the second polarizing film is bonded to the second surface of the liquid crystal cell.
<실시 형태 2>≪ Embodiment 2 >
본 실시 형태 2의 연속 제조 시스템을 도 2에 도시한다. 도 2에 있어서 조출 장치(30)는, 액정 셀 반송부(80)에 의한 액정 셀을 반송하는 반송 라인 X보다 아래에 배치된 구성이다. 실시 형태 1보다 실시 형태 2에서는 장치 길이 L이 짧지만, 장치 높이 H가 높다. 조출 장치(30)를 사용함으로써, 그것을 사용하지 않는 경우보다 장치 높이 H를 낮게 할 수 있다. 다른 구성 요소는 실시 형태 1과 마찬가지이기 때문에, 상세한 설명은 생략한다.The continuous manufacturing system of the second embodiment is shown in Fig. 2, the
<다른 실시 형태><Other Embodiments>
상기 실시 형태에서는, 롤로부터 조출된 적층 광학 필름을 소정 간격으로 절단(하프 컷)하는 것이었지만, 본 발명은 특별히 이 구성에 제한되지 않는다. 예를 들어, 롤로부터 조출된 적층 광학 필름을 결점 검사하고, 당해 검사 결과에 기초하여 결점을 회피하도록 절단(소위 스킵 컷)해도 된다. 또한, 적층 광학 필름에 미리(롤로 하기 전에) 부여된 결점 정보를 판독하고, 당해 결점 정보에 기초하여 결점을 회피하도록 절단해도 된다. 결점 정보는, 결점 위치를 알 수 있도록 마킹한 것이어도 된다.In the above embodiment, the laminated optical film fed from the roll is cut at a predetermined interval (half cut), but the present invention is not particularly limited to this configuration. For example, the laminated optical film fed from the roll may be subjected to defect inspection and cut (so-called skipped cut) so as to avoid defects based on the inspection result. It is also possible to read the defect information previously given to the laminated optical film (before being rolled), and cut off to avoid defects based on the defect information. The defect information may be marked so that the defect position can be known.
또한, 제1 롤의 띠형 편광 필름은 미리 절단되고 있고 제1 캐리어 필름에 형성되어 있어도 된다. 즉, 제1 롤로서, 소위 절취선이 형성된 적층 광학 필름의 롤을 사용해도 된다. 이 경우, 제1 절단 수단이 불필요해지기 때문에, 택트 타임을 단축할 수 있다. 제2 롤도, 제1 롤과 마찬가지로 절취선이 형성된 적층 광학 필름의 롤이어도 된다.Further, the strip-shaped polarizing film of the first roll may be previously cut and formed on the first carrier film. That is, as the first roll, a roll of a laminated optical film having a so-called perforated line may be used. In this case, since the first cutting means is unnecessary, the tact time can be shortened. The second roll may be a roll of a laminated optical film having a perforated line as in the case of the first roll.
또한, 상기 실시 형태에서는 광학 필름의 양면에 광학 필름을 접합하였지만, 광학 셀의 편면에만 광학 필름을 접합하는 것이어도 된다.Although the optical film is bonded to both surfaces of the optical film in the above embodiment, it is also possible to bond the optical film to only one side of the optical cell.
<실시예><Examples>
실시예의 조출 장치(30)를 도 5a에 도시한다. 도 5a에서는, 제1 롤 R1의 잔존 반경(r1)이 100㎜, 미사용 시의 초기 반경 r01이 400㎜, 제2 롤 R2의 미사용 시의 초기 반경 r02가 400㎜, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2의 축간 거리 d1이 500㎜이다. 이때, 제1 조출부(33)와 제2 조출부(34)의 장치 길이 d2가 1000㎜였다.The
비교예의 조출 장치를 도 5b에 도시한다. 도 5b에서는, 제1 롤 R1과 제2 롤 R2가 각각 미사용 상태에서 제1 조출부, 제2 조출부에 설치되어 있다. 각각의 미사용 시의 초기 반경 r01, r02는 400㎜이며, 제1 조출부(33)의 조출 축 a1과 제2 조출부(34)의 조출 축 a2의 축간 거리 p1이 1000㎜이다. 이때, 제1 조출부(33)와 제2 조출부(34)의 장치 길이 p2가 1800㎜였다.The feeding apparatus of the comparative example is shown in Fig. 5B. In Fig. 5B, the first roll R1 and the second roll R2 are provided in the first feeding portion and the second feeding portion in the unused state, respectively. The initial radii r01 and r02 at the time of unused are 400 mm and the distance p1 between the feeding axis a1 of the
상기 결과로부터 실시예의 조출 장치의 길이 d2를, 비교예의 그것보다 대폭 작게 할 수 있었음을 확인할 수 있고, 따라서 제조 시스템 전체의 길이 L 또는 높이 H를 작게 할 수 있음을 확인할 수 있었다.From the above results, it can be confirmed that the length d2 of the feeding apparatus of the embodiment can be made much smaller than that of the comparative example, and thus it has been confirmed that the length L or height H of the entire manufacturing system can be reduced.
10: 제1 적층 광학 필름
12: 띠형 제1 캐리어 필름
11: 띠형 제1 편광 필름
111: 제1 편광 필름
20: 제1 캐리어 필름 반송부
30: 조출 장치
40: 제1 박리부
50: 제1 접합부
80: 제1 액정 셀 반송부
P: 액정 셀
LD: 액정 표시 패널10: First laminated optical film
12: strip-type first carrier film
11: strip-type first polarizing film
111: first polarizing film
20: First carrier film transport section
30: Feeding device
40: First peel portion
50: first joint
80: first liquid crystal cell conveying part
P: liquid crystal cell
LD: liquid crystal display panel
Claims (14)
상기 제1 롤 또는 상기 제2 롤로부터 조출된, 점착제를 포함하는 광학 필름이 적층되어 있는 띠형 캐리어 필름을 반송하는 캐리어 필름 반송 공정과,
광학 셀을 반송하는 광학 셀 반송 공정과,
상기 캐리어 필름 반송 공정에 의하여 반송된 상기 캐리어 필름을 내측으로 하여 접어, 당해 캐리어 필름으로부터 상기 광학 필름을 박리하는 박리 공정과,
상기 광학 셀을 반송하면서 상기 박리 공정에서 상기 캐리어 필름으로부터 박리된 상기 광학 필름을 상기 점착제를 개재하여 당해 광학 셀에 접합하여 광학 표시 패널을 형성하는 접합 공정을 포함하고,
상기 전환 공정은,
상기 제1 롤이 설치되는 제1 조출부의 조출 축과, 상기 제1 조출부의 조출 축과 평행하고 또한 상기 제2 롤이 설치되는 제2 조출부의 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이며,
상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 상기 제2 롤을 상기 제2 조출부의 조출 축에 설치하는 다음 롤의 설치 공정을 포함하고,
상기 전환 공정은,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지 공정과,
상기 검지 공정에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정 공정과,
상기 판정 공정에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지 공정을 포함하는, 광학 표시 패널의 연속 제조 방법.A switching step of switching from a current first roll to a next second roll by connecting a carrier film fed out from the first roll and a carrier film fed out from the second roll fed next,
A carrier film transporting step of transporting a strip-shaped carrier film on which an optical film containing a pressure-sensitive adhesive, which is fed from the first roll or the second roll,
An optical cell transporting step of transporting the optical cell,
A peeling step of folding the carrier film conveyed by the carrier film conveying step inward and peeling the optical film from the carrier film;
And a bonding step of bonding the optical film peeled off from the carrier film in the peeling step to the optical cell via the adhesive while carrying the optical cell, thereby forming an optical display panel,
In the switching step,
Wherein a distance d between the feeding axis of the first feeding portion in which the first roll is installed and the axis of the feeding shaft of the second feeding portion in parallel with the feeding axis of the first feeding portion and in which the second roll is provided, (D <r01 + r02) which is smaller than the sum of the radius r01 at the time of non-use and the radius r02 at the time when the second roll is not used,
And a step of installing a next roll on which the second roll is provided on the feeding shaft of the second feeding portion when the remaining radius r1 of the first roll satisfies the relation of r1 <r02-d |
In the switching step,
A detecting step of detecting the remaining radius r1 of the first roll,
A determining step of determining whether or not the remaining radius r1 of the first roll in the detecting step satisfies a relation of r1 < r02-d |
And a notification step of notifying the switching when the relationship of r1 < r02-d | is satisfied in the determining step.
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축 사이에 있고, 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 공정을 포함하는 광학 표시 패널의 연속 제조 방법.The method according to claim 1,
Wherein the first output portion and the second output portion are located between the output shaft of the first output portion and the output shaft of the second output portion and the output shaft of the first output portion and the output shaft of the second output portion, And a rotating step of rotating the feeding shaft of the second feeding part to exchange the position of the first roll with the position of the second roll.
상기 설치 공정 후에 상기 제1 조출부의 조출 축의 회전을 정지하는 정지 공정과,
상기 정지 공정에서 정지한 상태의 상기 캐리어 필름을 보유 지지하면서 절단하는 절단 공정과,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축을 연결한 라인의 중심을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 공정과,
상기 절단 공정에서 절단 후에 보유 지지된 상태의 캐리어 필름 후단부와 상기 제2 롤의 캐리어 필름의 전단부를 잇대는 잇댐 공정과,
상기 잇댐 공정 후에, 상기 캐리어 필름의 보유 지지 상태를 해제하는 해제 공정을 포함하는 광학 표시 패널의 연속 제조 방법.3. The method according to claim 1 or 2,
A stopping step of stopping the rotation of the feeding shaft of the first feeding portion after the installing step,
A cutting step of holding while holding the carrier film in a stopped state in the stopping step,
A rotating step of rotating the center of the line connecting the feeding axis of the first feeding portion and the feeding axis of the second feeding portion to exchange the position of the first roll and the position of the second roll,
A dipping step of bringing the rear end of the carrier film held in a state of being held after cutting in the cutting step and the front end of the carrier film of the second roll,
And releasing the holding state of the carrier film after the damming process.
상기 제1 또는 제2 조출부에 설치되는 롤로부터 조출된, 점착제를 포함하는 광학 필름이 적층되어 있는 띠형 캐리어 필름을 반송하는 캐리어 필름 반송부와,
광학 셀을 반송하는 광학 셀 반송부와,
상기 캐리어 필름 반송부에 의하여 반송된 상기 캐리어 필름을 내측으로 하여 접어, 당해 캐리어 필름으로부터 상기 광학 필름을 박리하는 박리부와,
상기 광학 셀을 반송하면서 상기 박리부에서 상기 캐리어 필름으로부터 박리된 상기 광학 필름을 상기 점착제를 개재하여 당해 광학 셀에 접합하여 광학 표시 패널을 형성하는 접합부를 갖고,
상기 조출 장치에 있어서,
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이고,
상기 조출 장치는,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지부와,
상기 검지부에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정부와,
상기 판정부에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지부를 갖는 광학 표시 패널의 연속 제조 시스템.A feeding device having a first feeding part having a feeding shaft provided with a first roll and a second feeding part having a feeding shaft in parallel to the feeding axis of the first feeding part and having a feeding shaft provided with the second roll,
A carrier film conveying section for conveying a belt-like carrier film having an optical film laminated with a pressure-sensitive adhesive, which is fed from a roll provided in the first or second feeding section,
An optical cell conveyance section for conveying the optical cell,
A peeling section for folding the carrier film conveyed by the carrier film conveying section inward and peeling the optical film from the carrier film;
And a bonding portion for bonding the optical film peeled off from the carrier film in the peeling portion to the optical cell via the adhesive while carrying the optical cell to form an optical display panel,
In the feeding device,
Wherein the distance d between the feeding axis of the first feeding portion and the feeding axis of the second feeding portion is larger than the sum of the radius r01 at the time of disconnection of the first roll and the radius r02 at the time of non- (D < r01 + r02)
In the above-
A detecting unit for detecting a remaining radius r1 of the first roll;
A determination unit that determines whether the remaining radius r1 of the first roll in the detection unit satisfies a relationship of r1 < r02-d |
Wherein when the relationship of r1 < r02-d | is satisfied in the determination section, the notification section notifies the switching.
상기 제1 조출부의 조출 축과 상기 제2 조출부의 조출 축 사이에 있고, 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축과 평행한 중심축을 중심으로 하여 상기 제1 조출부의 조출 축 및 제2 조출부의 조출 축을 회전시켜, 상기 제1 롤의 위치와 상기 제2 롤의 위치를 교환하는 회전 기구를 갖는 광학 표시 패널의 연속 제조 시스템.7. The apparatus according to claim 6,
Wherein the first output portion and the second output portion are located between the output shaft of the first output portion and the output shaft of the second output portion and the output shaft of the first output portion and the output shaft of the second output portion, And a rotating mechanism for rotating the feeding shaft of the second feeding portion to exchange the position of the first roll and the position of the second roll.
상기 제1 롤이 설치되는 제1 조출 축과, 당해 제1 조출 축과 평행하고 또한 상기 제2 롤이 설치되는 제2 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이고,
상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시킬 때, 상기 제2 롤을 상기 제2 조출 축에 설치하는 설치 공정을 포함하고,
상기 전환 방법은,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지 공정과,
상기 검지 공정에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정 공정과,
상기 판정 공정에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지 공정을 포함하는, 전환 방법.A switching method for switching from a current first roll to a next second roll by connecting a carrier film fed out from a first roll and a carrier film fed out from a second roll fed next,
(D) between the first feeding axis in which the first roll is installed and the axis (d) of the second feeding axis in parallel with the first feeding axis and in which the second roll is provided is smaller than a radius (d <r01 + r02), which is smaller than the sum of the radius (r02) of the first roll and the radius (r02)
And installing the second roll on the second feeding shaft when the remaining radius r1 of the first roll satisfies a relation of r1 < r02-d |
In the switching method,
A detecting step of detecting the remaining radius r1 of the first roll,
A determining step of determining whether or not the remaining radius r1 of the first roll in the detecting step satisfies a relation of r1 < r02-d |
And a notification step of notifying the switching when the relationship of r1 < r02-d | is satisfied in the determining step.
상기 제1 조출 축과 상기 제2 조출 축의 축간 거리(d)가, 상기 제1 롤의 미사용 시의 반경(r01)과 상기 제2 롤의 미사용 시의 반경(r02)의 합보다 작은 관계(d<r01+r02)이고,
상기 제1 롤의 잔존 반경(r1)을 검지하는 검지부와,
상기 검지부에서 상기 제1 롤의 잔존 반경(r1)이 r1<|r02-d|의 관계를 만족시키는지 여부를 판정하는 판정부와,
상기 판정부에서 r1<|r02-d|의 관계를 만족시켰을 때, 전환을 통지하는 통지부를 갖는, 조출 장치.
And a second feeding shaft which is parallel to the first feeding shaft and on which the second roll is provided,
Wherein a distance d between the first feeding axis and the second feeding axis is smaller than a sum of a radius r01 when the first roll is not used and a radius r02 when the second roll is not used, < r01 + r02)
A detecting unit for detecting a remaining radius r1 of the first roll;
A determination unit that determines whether the remaining radius r1 of the first roll in the detection unit satisfies a relationship of r1 < r02-d |
And when the determination section satisfies the relationship of r1 < r02-d |, the notification section notifies the switching.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012050807A JP5953073B2 (en) | 2012-03-07 | 2012-03-07 | Continuous manufacturing method of optical display panel, continuous manufacturing system thereof, switching method and feeding device |
| JPJP-P-2012-050807 | 2012-03-07 | ||
| PCT/JP2013/055970 WO2013133263A1 (en) | 2012-03-07 | 2013-03-05 | Continuous manufacturing method for optical display panel, continuous manufacturing system for same, switching method, and feeding device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140114024A KR20140114024A (en) | 2014-09-25 |
| KR101654449B1 true KR101654449B1 (en) | 2016-09-05 |
Family
ID=49116738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147022477A KR101654449B1 (en) | 2012-03-07 | 2013-03-05 | Continuous manufacturing method for optical display panel, continuous manufacturing system for same, switching method, and feeding device |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5953073B2 (en) |
| KR (1) | KR101654449B1 (en) |
| CN (1) | CN104126198B (en) |
| TW (1) | TWI519859B (en) |
| WO (1) | WO2013133263A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6619762B2 (en) * | 2017-03-27 | 2019-12-11 | 平田機工株式会社 | Manufacturing system and manufacturing method |
| CN110621599A (en) * | 2017-05-19 | 2019-12-27 | 菲利普莫里斯生产公司 | Method and apparatus for feeding and splicing sheets of material wound in rolls |
| JP6505877B1 (en) * | 2018-01-04 | 2019-04-24 | 日東電工株式会社 | Conveying apparatus for conveying a long optical film having incisions, and continuous production system of optical display panel |
| TWI695780B (en) * | 2019-01-19 | 2020-06-11 | 住華科技股份有限公司 | Optical film structure and connecting method thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1178613B (en) * | 1983-11-24 | 1987-09-09 | Hauni Werke Koerber & Co Kg | REEL CHANGE DEVICE |
| JP2620188B2 (en) * | 1993-08-10 | 1997-06-11 | ネオフイルター工業株式会社 | Seat connection device |
| JPH09136751A (en) * | 1995-11-10 | 1997-05-27 | Isowa Fuupaasuifuto:Kk | Splicer |
| JP3521210B2 (en) * | 1999-12-20 | 2004-04-19 | 株式会社ヒラノテクシード | How to unwind the web |
| JP2005037417A (en) * | 2002-06-28 | 2005-02-10 | Fuji Photo Film Co Ltd | Method and apparatus for bonding polarizing plate |
| JP5616054B2 (en) | 2009-12-09 | 2014-10-29 | 住友化学株式会社 | Polarizing film laminating apparatus and liquid crystal display manufacturing system having the same |
| JP5258741B2 (en) * | 2009-12-24 | 2013-08-07 | 東レエンジニアリング株式会社 | Butt splicing device and butt splicing method |
| JP4734515B1 (en) | 2009-12-28 | 2011-07-27 | 住友化学株式会社 | Optical display device manufacturing system and optical display device manufacturing method |
| JP4751997B1 (en) * | 2010-02-17 | 2011-08-17 | 住友化学株式会社 | Polarizing film laminating apparatus and liquid crystal display manufacturing system having the same |
-
2012
- 2012-03-07 JP JP2012050807A patent/JP5953073B2/en active Active
-
2013
- 2013-03-05 CN CN201380010370.7A patent/CN104126198B/en active Active
- 2013-03-05 KR KR1020147022477A patent/KR101654449B1/en active IP Right Grant
- 2013-03-05 WO PCT/JP2013/055970 patent/WO2013133263A1/en active Application Filing
- 2013-03-07 TW TW102108111A patent/TWI519859B/en active
Also Published As
| Publication number | Publication date |
|---|---|
| CN104126198B (en) | 2017-05-17 |
| TWI519859B (en) | 2016-02-01 |
| TW201346391A (en) | 2013-11-16 |
| JP5953073B2 (en) | 2016-07-13 |
| WO2013133263A1 (en) | 2013-09-12 |
| CN104126198A (en) | 2014-10-29 |
| KR20140114024A (en) | 2014-09-25 |
| JP2013186271A (en) | 2013-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101717830B1 (en) | Method for continuously producing optical display panel and system for continuously producing optical display panel | |
| KR101646479B1 (en) | Continuous manufacturing method of optical display panels and continuous manufacturing system of optical display panels | |
| JP4750227B1 (en) | Liquid crystal display element continuous manufacturing system and liquid crystal display element continuous manufacturing method | |
| JP5744819B2 (en) | Optical display panel continuous manufacturing method and optical display panel continuous manufacturing system | |
| KR101947219B1 (en) | Optical display panel fabrication method and optical display panel fabrication system | |
| KR101774631B1 (en) | Method for continuously producing optical display panel and system for continuously producing optical display panel | |
| KR101654449B1 (en) | Continuous manufacturing method for optical display panel, continuous manufacturing system for same, switching method, and feeding device | |
| JP2014224911A (en) | Optical display device production system, and production method | |
| JP5429837B2 (en) | Optical display device production system and production method | |
| WO2013081040A1 (en) | Device and method for manufacturing optical member cemented article | |
| KR101633205B1 (en) | Method for continuously manufacturing optical display panel, continuous manufacturing system for same, exchange method, and delivery device | |
| JP2013122534A (en) | Apparatus and method for manufacturing optical member laminate | |
| JP5328970B2 (en) | Optical display device production system and production method | |
| JP5933066B2 (en) | Optical display panel continuous manufacturing method and optical display panel continuous manufacturing system | |
| JP6469907B1 (en) | Conveying apparatus for conveying a long optical film having a cut, and a continuous manufacturing system for an optical display panel | |
| JP6148755B2 (en) | Optical display panel continuous manufacturing method and optical display panel continuous manufacturing system | |
| JP2019120778A (en) | Conveying device for conveying long optical film having cuts, and continuous manufacturing system of optical display panel | |
| JP2014224912A (en) | Optical display device production system, and production method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |