KR101191653B1 - 절삭가공장치 - Google Patents
절삭가공장치 Download PDFInfo
- Publication number
- KR101191653B1 KR101191653B1 KR20100088686A KR20100088686A KR101191653B1 KR 101191653 B1 KR101191653 B1 KR 101191653B1 KR 20100088686 A KR20100088686 A KR 20100088686A KR 20100088686 A KR20100088686 A KR 20100088686A KR 101191653 B1 KR101191653 B1 KR 101191653B1
- Authority
- KR
- South Korea
- Prior art keywords
- jig
- cutting
- cutting oil
- workpiece
- edge
- Prior art date
Links
Images









Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
본 발명의 절삭가공장치는, 가공대상물의 테두리를 절삭하기 위한 절삭가공장치로, 절삭공구가 장착되는 스핀들; 가공대상물이 안착되는 지그; 상기 지그의 상측에 배치되고 상기 가공대상물의 상측에서 절삭유를 공급하는 적어도 하나의 상부절삭유공급관; 및 상기 가공대상물의 하측에서 상기 가공대상물의 테두리를 향하여 절삭유를 분사하도록 상기 지그에 형성되는 복수의 하부절삭유분사공을 포함한다. 본 발명에 의하면, 가공대상물의 테두리를 가공함에 있어서, 절삭유가 가공대상물의 절삭가공면 전체에 골고루 공급되도록 하여, 절삭가공면의 특정 부분에서 조도가 불량해지거나 치핑이 발생하는 것을 방지할 수 있고 결과적으로 절삭 가공의 정밀도를 향상시킬 수 있다.
Description
본 발명은, 절삭가공장치에 관한 것으로, 보다 상세하게는, 가공대상물의 테두리를 절삭하기 위한 절삭가공장치에서 절삭유를 공급하기 위한 구조에 관한 것이다.
최근 휴대폰, 네비게이션 등의 소형 디지털 제품의 윈도우(Window) 소재가 아크릴에서 강화유리로 대체되고 있는 상황에서 유리 재질의 가공대상물을 가공하기 위한 유리가공장치의 수요가 늘어나고 있는 실정이다. 한편, 유리는 난삭재이기 때문에 생산량과 품질 수율에 있어서 어려움이 있고, 요구되는 가공 품질을 충족시키기 위해서는 가공 중에 적절한 절삭유를 공급하는 것이 필요하다.
그런데, 유리 재질의 가공대상물의 테두리를 가공하기 위한 종래의 유리가공장치는 도 1에 도시된 바와 같이 절삭유가 가공대상물의 상측에서만 공급되므로, 가공대상물의 테두리 측면 상부(A)는 절삭유가 원활하게 공급되는 반면, 가공대상물의 테두리 측면 하부(B)에는 원활하게 공급되지 않게 된다.
이에 따라, 종래의 유리가공장치는 가공대상물의 테두리 측면 상부(A)에서는 가공면 조도가 양호하고 치핑(chipping)이 발생하지 않으나, 가공대상물의 테두리 측면 하부(B)에서는 가공면 조도가 불량하고 치핑이 발생하여 결과적으로 가공의 정밀도가 떨어지는 문제점이 있다.
본 발명의 목적은, 가공대상물의 테두리를 가공함에 있어서, 절삭유가 가공대상물의 절삭가공면 전체에 골고루 공급되도록 하여, 절삭가공면의 특정 부분에서 조도가 불량해지거나 치핑이 발생하는 것을 방지할 수 있고 결과적으로 절삭 가공의 정밀도를 향상시킬 수 있는 절삭가공장치를 제공하는 것이다.
상기 목적은, 본 발명에 따라, 가공대상물의 테두리를 절삭하기 위한 절삭가공장치로, 절삭공구가 장착되는 스핀들; 가공대상물이 안착되는 지그; 상기 지그의 상측에 배치되고 상기 가공대상물의 상측에서 절삭유를 공급하는 적어도 하나의 상부절삭유공급관; 및 상기 가공대상물의 하측에서 상기 가공대상물의 테두리를 향하여 절삭유를 분사하도록 상기 지그에 형성되는 복수의 하부절삭유분사공을 포함하는 것을 특징으로 하는 절삭가공장치에 의해 달성된다.
상기 복수의 하부절삭유분사공은, 상기 지그의 둘레를 따라 소정의 간격으로 배치되고 상기 가공대상물의 테두리와 인접한 상기 지그의 측면에 관통 형성될 수 있다.
상기 하부절삭유분사공은, 상기 지그의 측면에서 상기 지그의 하면을 향하여 연장되되 상기 지그의 하면에 대해 경사지게 형성될 수 있다.
상기 상부절삭유공급관은, 상기 스핀들 또는 상기 스핀들이 장착되는 스핀들 새들에 고정 배치되고 절삭유가 분사되는 단부가 상기 절삭공구를 향하도록 형성될 수 있다.
상기 절삭가공장치는, 상기 지그를 지지하는 지그지지블럭을 더 포함하고, 상기 지그는, 상기 가공대상물의 형상 및 크기에 따라 교체 가능하도록 상기 지그지지블럭에 탈착 가능하게 결합될 수 있다.
상기 지그지지블럭에는, 상기 하부절삭유분사공에 절삭유를 공급하기 위한 절삭유공급라인이 형성될 수 있다.
상기 절삭유공급라인을 통해 공급되는 절삭유는 상기 지그의 하단부과 상기 지그지지블럭의 상단부에 중첩하여 형성된 매니폴드 격실을 거쳐 상기 복수의 하부절삭유분사공으로 분기될 수 있다.
상기 지그에는, 상기 가공대상물을 진공 흡착하여 상기 가공대상물의 위치를 고정시키기 위한 적어도 하나의 진공흡착공이 형성되고, 상기 지그지지블럭에는, 상기 진공흡착공에 진공을 공급하기 위한 진공공급라인이 형성될 수 있다.
상기 절삭가공장치는, 상기 지그가 관통되는 지그관통개구가 형성되어 상기 지그를 에워싸도록 배치되고, 상하 방향으로 이동 가능하게 마련되어 상기 가공대상물을 상기 지그 상에서 위치 정렬시키는 얼라인블럭을 더 포함할 수 있다.
상기 얼라인블럭은, 액추에이터에 의해 상하 구동되는 제1 얼라인플레이트; 및 상기 가공대상물의 형상 및 크기에 따라 교체 가능하도록 상기 제1 얼라인플레이트에 탈착 가능하게 결합되는 제2 얼라인플레이트를 포함할 수 있다.
상기 지그관통개구는, 상기 제1 얼라인플레이트에 관통 형성되는 제1 지그관통개구; 및 상기 가공대상물에 대응되는 형상 및 크기로 상기 제2 얼라인플레이트에 관통 형성되는 제2 지그관통개구를 포함하고, 상기 제1 지그관통개구는, 상기 제2 지그관통개구와 동일하거나 상기 제2 지그관통개구보다 큰 개구 면적을 가질 수 있다.
상기 절삭가공장치는, 유리 재질을 갖는 가공대상물의 테두리 측면을 절삭하여 모따기 가공을 수행할 수 있다.
본 발명은, 가공대상물의 상측에 배치된 상부절삭유공급관에 의해 절삭유가 가공대상물의 상측에서 공급되고, 지그에 형성된 복수의 하부절삭유분사공에 의해 절삭유가 가공대상물의 하측에서 가공대상물의 테두리를 향하여 공급됨으로써, 절삭유가 가공대상물의 절삭가공면 전체에 골고루 효율적으로 공급될 수 있다. 이에 따라, 본 발명은 절삭가공면의 특정 부분에서 조도가 불량해지고 치핑이 발생하는 것을 방지할 수 있고 결과적으로 절삭 가공의 정밀도를 향상시킬 수 있다.
특히, 본 발명은 가공대상물의 하측에서 가공대상물의 테두리를 향하여 절삭유를 공급하는 수단이 가공대상물이 안착된 지그에 형성되는 복수의 하부절삭유분사공으로 마련됨으로써, 지그와 별도로 마련되는 다른 하부절삭유공급수단에 비해 간단한 구성을 가지면서도 가공대상물의 테두리를 향하여 절삭유를 보다 효율적으로 공급할 수 있다.
도 1은 종래의 유리가공장치의 문제점을 설명하기 위한 개략도이다.
도 2는 본 발명의 일 실시예에 따른 절삭가공장치의 주요 부분을 나타내는 사시도이다.
도 3은 도 2의 절삭가공장치에서 스핀들에 장착된 절삭공구와 가공대상물이 안착된 지그를 나타내는 부분 확대도이다.
도 4는 도 2의 절삭가공장치에서 절삭공구에 의해 테두리가 가공되는 가공대상물을 설명하기 위한 부분 정면도이다.
도 5는 도 2의 절삭가공장치에서 가공대상물을 지지하기 위한 지그 어셈블리의 사시도이다.
도 6은 도 5의 절단선 'A-A'에 따른 절단 사시도이다.
도 7은 도 5의 절단선 'B-B'에 따른 절단 사시도이다.
도 8은 도 2의 절삭가공장치에서 얼라인블럭의 분해 사시도이다.
도 9 및 도 10은 도 2의 절삭가공장치에서 얼라인블럭의 작동을 설명하기 위한 측면도들이다.
도 2는 본 발명의 일 실시예에 따른 절삭가공장치의 주요 부분을 나타내는 사시도이다.
도 3은 도 2의 절삭가공장치에서 스핀들에 장착된 절삭공구와 가공대상물이 안착된 지그를 나타내는 부분 확대도이다.
도 4는 도 2의 절삭가공장치에서 절삭공구에 의해 테두리가 가공되는 가공대상물을 설명하기 위한 부분 정면도이다.
도 5는 도 2의 절삭가공장치에서 가공대상물을 지지하기 위한 지그 어셈블리의 사시도이다.
도 6은 도 5의 절단선 'A-A'에 따른 절단 사시도이다.
도 7은 도 5의 절단선 'B-B'에 따른 절단 사시도이다.
도 8은 도 2의 절삭가공장치에서 얼라인블럭의 분해 사시도이다.
도 9 및 도 10은 도 2의 절삭가공장치에서 얼라인블럭의 작동을 설명하기 위한 측면도들이다.
본 발명과 본 발명의 동작상의 이점 및 본 발명의 실시에 의하여 달성되는 목적을 충분히 이해하기 위해서는 본 발명의 바람직한 실시예를 예시하는 첨부 도면 및 첨부 도면에 기재된 내용을 참조하여야만 한다.
이하, 첨부된 도면을 참조하여 본 발명의 바람직한 실시예를 설명함으로써, 본 발명을 상세히 설명한다. 다만, 본 발명을 설명함에 있어서 이미 공지된 기능 혹은 구성에 대한 설명은, 본 발명의 요지를 명료하게 하기 위하여 생략하기로 한다.
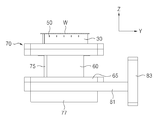
도 2는 본 발명의 일 실시예에 따른 절삭가공장치의 주요 부분을 나타내는 사시도이고, 도 3은 도 2의 절삭가공장치에서 스핀들에 장착된 절삭공구와 가공대상물이 안착된 지그를 나타내는 부분 확대도이며, 도 4는 도 2의 절삭가공장치에서 절삭공구에 의해 테두리가 가공되는 가공대상물을 설명하기 위한 부분 정면도이다.
도 2 내지 도 4를 참조하면, 본 실시예에 따른 절삭가공장치(100)는 절삭공구(10), 스핀들(20), 지그(30), 상부절삭유공급관(40), 하부절삭유분사공(50) 및 이들 부품들이 설치되는 공간을 제공하는 장치본체(90)를 포함한다.
본 실시예에 따른 절삭가공장치(100)는 CNC(Computerized Numerical Control) 기반의 절삭가공장치의 한 종류로서, 구체적으로 유리 재질(특히, 강화유리 재질)을 갖는 가공대상물(W), 예컨대 휴대폰, 네비게이션 등의 소형 디지털 제품의 윈도우 글라스(Window Glass)의 테두리를 절삭 가공하기 위한 유리가공장치이다. 보다 구체적으로, 본 실시예에 따른 절삭가공장치(100)는 유리 재질을 갖는 가공대상물(W)의 테두리 측면에 날카로운 모서리 또는 구석을 둥글게 깎아내는 혹은 연삭하는 일종의 모따기 가공(Chamfering)을 수행하기 위한 유리가공장치라 할 수 있다. 다만, 본 발명은 유리 재질의 가공대상물에 한정되지 아니하고 다양한 재질을 갖는 가공대상물에 적용될 수 있으며, 모따기 가공 이외의 다른 절삭 가공에도 적용될 수 있음은 물론이다. 또한. 본 발명에서 '절삭 가공'은 칩(chip)이 발생하는 좁은 의미의 절삭 가공은 물론, 연삭 가공 등을 포함한 넓은 의미의 절삭 가공을 의미할 수 있다. 참고로, 본 실시예에서 절삭 가공은 구체적으로 연삭 가공을 의미한다고 할 수 있다.
절삭공구(10)는 클램핑 방식으로 스핀들(20)에 장착된다. 절삭공구(10)는 가공대상물(W)에 접촉된 상태에서 스핀들(20)에 의해 일정 속도로 회전함에 따라 가공대상물(W)의 테두리를 절삭 가공한다. 본 실시예에서 절삭공구(10)는 구체적으로 연삭공구를 의미한다고 할 수 있다. 절삭공구(10)는 도 4에 도시된 바와 같이 서로 다른 복수의 절삭날(11,12,13,14)을 포함할 수 있는데, 이에 따라 단계적인 절삭 가공을 수행할 수 있은 물론, 일정 범위 내에서는 가공대상물(W)이 변경되더라도 절삭공구(10)의 교체 없이 절삭 가공을 수행할 수 있다. 즉, 서로 다른 복수의 절삭날(11~14)이 마련된 절삭공구(10)는 다양한 가공대상물 및/또는 절삭조건에 대응할 수 있다.
스핀들(20)은 절삭공구(10)를 클램핑하여 주어진 절삭조건에 따라 절삭공구(10)를 소정의 속도로 회전시킨다. 스핀들(20)은 스핀들 새들(25)에 장착된다. 스핀들(20)은 절삭공구(10)가 다양한 위치에서 절삭 가공이 가능하도록 스핀들 새들(25)과 함께 X축, Y축 및 Z축 방향으로 이동 가능하게 마련된다. 이를 위해, 절삭가공장치(100)는 절삭공구(10)가 장착된 스핀들(20)을 주어진 데이터에 따라 X축, Y축 및 Z축 방향으로 이동시키기 위한 X축, Y축 및 Z축 구동수단(미도시)을 포함할 수 있다. 이때, 상기 구동수단들은 볼 스크루(Ball Screw)를 이용하는 메커니즘 또는 리니어 모터(Linear Motor)를 이용하는 메커니즘을 포함하여 다양한 메커니즘으로 구현될 수 있다. 또한, 스핀들(20)은 절삭공구(10)가 다양한 위치 및 각도에서 절삭 가공이 가능하도록 적어도 하나의 회전축을 중심으로 회전 가능하게 마련될 수도 있다.
지그(30)는 가공대상물(W)을 지지하고 절삭 가공시 가공대상물(W)의 위치를 고정시킨다. 즉, 가공대상물(W)은 지그(30)의 상부에 안착되고 절삭 가공시 지그(30) 상에서 그 위치가 고정된다. 본 실시예에서 지그(30)는 실질적으로 동일한 구성을 갖는 한 쌍으로 마련된다. 다만, 지그(30)의 개수는 2개에 한정되지 아니하고 적절히 변경될 수 있음은 물론이다. 지그(30)는 진공 흡착 방식으로 가공대상물(W)의 위치를 고정시킨다. 이를 위해, 지그(30)에는 안착된 가공대상물(W)을 진공 흡착하여 가공대상물(W)의 위치를 고정시키기 위한 적어도 하나의 진공흡착공(31)이 형성될 수 있다. 또한, 지그(30)의 상면에는 효율적이고 안정적인 진공 흡착을 위해 도 3에 도시된 바와 같이 진공흡착공(31)으로부터 연장되고 소정의 기하학적인 패턴을 갖는 진공흡착라인(31a)이 함몰 형성될 수 있다. 본 실시예에서 지그(30)는 대략 사각 블럭 혹은 사각 기둥 형상을 가지고 가공대상물(W)이 안착되는 상면의 면적이 가공대상물(W)의 하면 혹은 상면의 면적보다 약간 작은 크기를 가지나, 지그(30)의 형상 및 크기는 이에 한정되지 아니하고 지그(30)에 안착되는 가공대상물(W)의 형상 및 크기 등에 따라 적절히 선택될 수 있다. 즉, 지그(30)는 가공대상물(W)에 대응되는 형상 및 크기로 마련될 수 있다. 한편, 지그(30)는 도 3 및 도 4에 도시된 바와 같이 안착된 가공대상물(W)이 절삭 가공을 위해 요구되는 위치에 얼라인 혹은 정렬된 상태에서 가공대상물(W)의 테두리가 지그(30)를 벗어나도록 하는 형상 및 크기로 마련되는 것이 바람직한데, 이는 절삭공구(10)에 의한 가공대상물(W)의 테두리의 절삭 가공을 용이하게 하는 한편, 후술할 하부절삭유분사공(50)이 가공대상물(W)의 테두리를 향하여 절삭유를 용이하게 분사하도록 하기 위함이다.
상부절삭유공급관(40)은 지그(30)의 상측에 배치되고 가공대상물(W)의 상측에서 절삭유를 공급한다. 본 실시예에서 상부절삭유공급관(40)은 도 2 및 도 3에 도시된 바와 같이 스핀들(20) 혹은 스핀들 새들(25)에 고정 배치되고 절삭유가 분사되는 단부가 절삭공구(10)를 향하도록 형성되는 3개의 상부절삭유공급관(40)으로 마련된다. 이에 따라, 상부절삭유공급관(40)은 절삭공구(10)가 장착된 스핀들(20) 혹은 스핀들 새들(25)이 X축, Y축 및 Z축 방향 등으로 이동하면 이들과 동일한 궤적으로 이동하기 때문에, 절삭공구(10)의 위치에 무관하게 항상 절삭공구(10)를 향하여 절삭유를 공급할 수 있다. 다시 말해서, 이러한 상부절삭유공급관(40)은 절삭 가공시 절삭공구(10)의 위치가 변경됨에도 불구하고 가공대상물(W)의 상측에서 항상 절삭공구(10)와 가공대상물(W)의 접촉하는 부분에 절삭유를 적절히 공급할 수 있다. 한편, 상부절삭유공급관(40)의 배치 및 개수 등은 본 실시예에서 개시된 것에 한정되지 아니하고 다양하게 변경될 수 있다. 예컨대, 상부절삭유공급관(40)은 본 실시예와 다르게 1개, 2개 또는 4개 이상으로 마련될 수 있다. 더 나아가, 상부절삭유공급관(40)은 절삭공구(10)의 내부에 형성될 수 있는 절삭 유로와 연통하도록 마련될 수도 있다.
도 5는 도 2의 절삭가공장치에서 가공대상물을 지지하기 위한 지그 어셈블리의 사시도이고, 도 6은 도 5의 절단선 'A-A'에 따른 절단 사시도이며, 도 7은 도 5의 절단선 'B-B'에 따른 절단 사시도이다. 여기서, '지그 어셈블리'는 하부절삭유분사공(50)이 형성된 지그(30)를 포함하여 후술할 지그지지블럭(60) 및 얼라인블럭(70) 등을 포함한다.
도 2 내지 도 7을 참조하면, 하부절삭유분사공(50)은 가공대상물(W)의 하측에서 가공대상물(W)의 테두리를 향하여 절삭유를 분사하도록 지그(30)에 복수 개가 형성된다. 여기서, 복수의 하부절삭유분사공(50)은 지그(30)의 둘레를 따라 소정의 간격을 두고 배치되고, 지그(30)의 상단부 측면, 즉 가공대상물(W)의 테두리와 인접한 지그(30)의 측면에 관통 형성된다. 이에 따라, 복수의 하부절삭유분사공(50)은 가공대상물(W)의 테두리 전체에 절삭유를 골고루 공급할 수 있음은 물론, 가공대상물(W)의 테두리를 향하여 절삭유를 효율적으로 분사할 수 있다. 한편, 하부절삭유분사공(50)은 도 6 및 도 7에 도시된 바와 같이 지그(30)의 측면에서 지그(30)의 하면을 향하여 연장되되 지그(30)의 하면에 대해 경사지게 형성되는 것이 바람직한데, 이는 가공대상물(W)의 테두리가 지그(30)를 벗어나게 혹은 지그(30)에서 돌출되게 배치된 가공대상물(W)에 대하여 지그(30)로부터 인출 혹은 연장되는 별도의 튜브나 관이 없이도 가공대상물(W)의 테두리를 향하여 절삭유를 분사할 수 있도록 하기 위함이다.
이처럼, 본 실시예에 따른 절삭가공장치(100)는 가공대상물(W)의 상측에 배치된 상부절삭유공급관(40)에 의해 절삭유가 가공대상물(W)의 상측에서 공급됨은 물론, 지그(30)에 형성된 복수의 하부절삭유분사공(50)에 의해 절삭유가 가공대상물(W)의 하측에서 가공대상물(W)의 테두리를 향하여 공급됨으로써, 절삭유가 가공대상물(W)의 절삭가공면 전체에 골고루 효율적으로 공급될 수 있다. 이에 따라, 본 실시예에 따른 절삭가공장치(100)는 절삭가공면의 특정 부분에서 조도가 불량해지고 치핑이 발생하는 것을 방지할 수 있고, 결과적으로 절삭 가공의 정밀도를 향상시킬 수 있다. 특히, 본 실시예에 따른 절삭가공장치(100)는 가공대상물(W)의 하측에서 가공대상물(W)의 테두리를 향하여 절삭유를 공급하는 수단이 가공대상물(W)이 안착된 지그(30)에 형성되는 복수의 하부절삭유분사공(50)으로 마련됨으로써, 지그(30)와 별도로 마련되는 다른 하부절삭유공급수단에 비해 간단한 구성을 가지면서도 가공대상물(W)의 테두리를 향하여 절삭유를 보다 효율적으로 공급할 수 있다.
도 2 내지 도 7을 참조하면, 본 실시예에 따른 절삭가공장치(100)는 지그지지블럭(60)을 더 포함할 수 있다. 본 실시예에서 지그지지블럭(60)은 전술한 지그(30)와 대응하도록 실질적으로 동일한 구성을 갖는 한 쌍으로 마련된다. 다만, 지그지지블럭(60)의 개수는 지그(30)의 개수에 따라 적절히 변경될 수 있다.
지그지지블럭(60)은 도 2, 도 6 및 도 7에 도시된 바와 같이 사각 블럭 혹은 사각 기둥 형상으로 지그(30)의 하측에 마련되어 지그(30)를 받쳐서 지지한다. 이때, 지그(30)는 가공대상물(W)의 형상 및 크기에 따라 교체가 가능하도록 지그지지블럭(60)에 탈착 가능하게 결합된다. 예컨대, 지그(30)는 그 상면과 하면을 관통하여 형성된 체결홀(33)을 통해 볼트(미도시) 등을 삽입하여 지그지지블럭(60)과 체결될 수 있는데, 가공대상물(W)의 변경으로 인해 지그(30)의 교체가 필요한 경우, 지그(30)의 체결홀(33)에 삽입된 볼트 등을 풀어 지그지지블럭(60)으로부터 지그(30)를 분리한 후 새로운 지그를 지그지지블럭(60)에 동일한 방식으로 다시 체결할 수 있다.
이처럼, 본 실시예에 따른 절삭가공장치(100)는 가공대상물(W)의 형상 및 크기에 따라 알맞은 지그(30)를 교체하여 선택할 수 있으므로, 다양한 종류의 가공대상물(W)에 적용 가능하여 결과적으로 제품의 생산 유연성을 향상시킬 수 있다.
한편, 지그지지블럭(60)에는 도 6에 도시된 바와 같이 지그(30)에 형성된 하부절삭유분사공(50)에 절삭유를 공급하기 위한 절삭유공급라인(55)이 형성된다. 절삭유공급라인(55)을 통해 공급되는 절삭유는 지그(30)의 하단부과 지그지지블럭(60)의 상단부에 중첩하여 형성된 매니폴드 격실(57)을 거쳐 복수의 하부절삭유분사공(50)으로 분기된다. 이처럼, 지그(30)에 형성된 하부절삭유분사공(50)에 절삭유를 공급하기 위한 절삭유공급라인(55)이 지그(30)를 지지하는 지그지지블럭(60)에 형성됨으로써, 절삭유공급라인(55)이 외부로 노출되지 않아 깔끔하고 컴팩트한 구성이 가능하면서도 지그(30)에 형성된 하부절삭유분사공(50)에 절삭유를 안정적으로 공급할 수 있다.
또한, 지그지지블럭(60)에는 도 7에 도시된 바와 같이 지그(30)에 형성된 진공흡착공(31)에 진공을 공급하기 위한 진공공급라인(35)이 형성된다. 전술한 절삭유공급라인(55)과 마찬가지로, 지그(30)에 형성된 진공흡착공(31)에 진공을 공급하기 위한 진공공급라인(35)이 지그(30)를 지지하는 지그지지블럭(60)에 형성됨으로써, 진공공급라인(35)이 외부로 노출되지 않아 깔끔하고 컴팩트한 구성이 가능하면서도 지그(30)에 형성된 진공흡착공(31)에 진공을 안정적으로 공급할 수 있다.
한편, 전술한 지그(30) 및 지그지지블럭(60)은 도 2 및 도 5에 도시된 바와 같이 장치본체(90)에 고정된 지지브라켓(81,83)에 의해 지지될 수 있다. 지지브라켓(81,83)은 지그지지블럭(60)의 하부를 지지하고 판 형상으로 수평 배치되는 제1 지지플레이트(81)와, 제1 지지플레이트(81)의 후단부를 지지한 상태에서 장치본체(90)에 고정 결합되고 판 형상으로 수직 배치되는 제2 지지플레이트(83)를 포함할 수 있다. 이때, 지그지지블럭(60)은 체결플랜지(65)를 통해 제1 지지플레이트(81)와 체결될 수 있는데, 체결플랜지(65)는 도 5 내지 도 7에 도시된 바와 같이 지그지지블럭(60)의 하단부로부터 연장되어 한 쌍의 지그지지블럭(60)과 일체로 형성된다.
도 8은 도 2의 절삭가공장치에서 얼라인블럭의 분해 사시도이고, 도 9 및 도 10은 도 2의 절삭가공장치에서 얼라인블럭의 작동을 설명하기 위한 측면도들이다.
도 2 내지 도 10을 참조하면, 본 실시예에 따른 절삭가공장치(100)는 얼라인블럭(70)을 더 포함할 수 있다.
얼라인블럭(70)은 지그(30)가 관통되는 지그관통개구(71a,72a)가 형성되어 지그(30)를 에워싸도록 배치된다. 얼라인블럭(70)은 상하 방향(Z축 방향)으로 이동 가능하게 마련되어 가공대상물(W)을 지그(30) 상에서 위치 정렬시킨다. 얼라인블럭(70)은 그 하부를 지지하는 액추에이터(75)에 의해 상하 구동되는데, 여기서 액추에이터(75)는 공압 실린더 등으로 구현될 수 있다. 한편, 액추에이터(75)는 도 6 및 도 7에 도시된 바와 같이 제1 지지플레이트(81)의 하부에 마련되는 실린더 브라켓(77)에 장착될 수 있다.
구체적으로, 얼라인블럭(70)은 액추에이터(75)에 의해 지지되고 상하 구동되는 제1 얼라인플레이트(71)와, 제1 얼라인플레이트(71)의 상부에 배치되는 제2 얼라인플레이트(72)를 포함한다. 제1 얼라인플레이트(71) 및 제2 얼라인플레이트(72)에는 지그(30)가 관통되는 제1 지그관통개구(71a) 및 제2 지그관통개구(72a)가 각각 형성된다. 즉, 전술한 얼라인블럭(70)의 지그관통개구(71a,72a)는 제1 얼라인플레이트(71)에 형성된 제1 지그관통개구(71a) 및 제2 얼라인플레이트(72)에 형성된 제2 지그관통개구(72a)를 포함한다. 제1 지그관통개구(71a)는 도 8에 도시된 바와 같이 지그(30)가 넉넉하게 혹은 여유 있게 통과할 수 있는 크기로 형성되는 것이 바람직하다. 제2 지그관통개구(72a)는 지그(30)로부터 미리 정해진 범위 내에서 이격되도록 형성된다. 여기서 '미리 정해진 범위'는 가공대상물(W)이 지그(30) 상에서 위치 정렬된 상태에서 가공대상물(W)이 그 둘레를 따라 전체적으로 균일한 틈새를 두고 제2 지그관통개구(72a) 내에 타이트(tight)하게 수용될 수 있을 정도의 범위를 의미한다. 다시 말해서, 제2 지그관통개구(72a)는 가공대상물(W)에 대응되는 형상 및 크기로 형성된다. 그리고, 제1 지그관통개구(71a)는 제2 지그관통개구(72a)와 동일하거나 제2 지그관통개구(72a)보다 큰 개구 면적을 갖는다.
한편, 제2 얼라인플레이트(72)는 가공대상물(W)의 형상 및 크기에 따라 교체 가능하도록 제1 얼라인플레이트(71)에 탈착 가능하게 결합된다. 예컨대, 제2 얼라인플레이트(72)는 그 상면과 하면을 관통하여 형성된 체결홀(72b)을 통해 볼트(미도시) 등을 삽입하여 제1 얼라인플레이트(71)와 체결될 수 있는데, 가공대상물(W)의 변경으로 인해 제2 얼라인플레이트(30)의 교체가 필요한 경우, 제2 얼라인플레이트의 체결홀(72b)에 삽입된 볼트 등을 풀어 제1 얼라인플레이트(71)로부터 제2 얼라인플레이트(72)를 분리한 후 새로운 제2 얼라인플레이트(기존의 제2 얼라인플레이트(72)와 다른 형상 및 크기를 갖는 제2 지그관통개구가 형성된 제2 얼라인플레이트)를 제1 얼라인플레이트(71)에 동일한 방식으로 다시 체결할 수 있다. 이에 따라, 본 실시예에 따른 얼라인블록(70)은 다양한 종류의 가공대상물(W)에 적용 가능하여 결과적으로 제품의 생산 유연성을 향상시킬 수 있다.
이하, 위와 같은 구성을 갖는 얼라인블록(70)의 작동을 설명한다. 얼라인블럭(70)은 최초 도 9에 도시된 위치에 있다가 지그(30)에 가공대상물(W)이 안착되면 도 10에 도시된 위치로 상승한다. 이 과정에서 지그(30)는 얼라인블럭(70)의 지그관통개구(71a,72a)를 통과하게 되는데, 만약 지그(30)에 안착된 가공대상물(W)이 절삭 가공을 위해 요구되는 위치에 조금이라도 이탈된 경우에는 가공대상물(W)이 제2 지그관통개구(72a)를 통과하면서 제2 지그관통개구(72a)와 인접한 얼라인블럭(70)의 부분에 의해 살짝 건드려져 그 위치가 변경됨으로써, 가공대상물(W)은 지그(30) 상에서 절삭 가공을 위해 요구되는 위치로 정렬될 수 있다. 한편, 제2 얼라인플레이트(72)는 가공대상물(W)을 위치 정렬시키는 과정에서 가공대상물(W)에 손상을 주지 않도록 그 전체 또는 가공대상물(W)의 테두리와 접촉 가능한 부분이 고무, 플라스틱 등의 완충 재질로 마련되는 것이 바람직하다.
이처럼, 본 실시예에 따른 절삭가공장치(100)는 가공대상물(W)에 대한 위치 정렬 작업이 위와 같은 구성을 갖는 얼라인블럭(70)에 의해 이루어짐으로써, 위치 정렬 또는 절삭 가공시 위치정렬수단과 다른 부품들과의 간섭을 최소화하고 간단하면서도 신속한 메커니즘으로 가공대상물(W)을 지그(30) 상에서 위치 정렬시킬 수 있으며, 또한 얼라인블럭(70)을 구성하는 제2 얼라인플레이트(72)를 교체 가능하게 구성함으로써, 다양한 형상 및 크기의 가공대상물(W)에 적용 가능하여 결과적으로 제품의 생산 유연성을 향상시킬 수 있다.
본 발명은 전술한 실시예들에 한정되는 것이 아니고, 본 발명의 사상 및 범위를 벗어나지 않고 다양하게 수정 및 변형할 수 있음은 이 기술의 분야에서 통상의 지식을 가진 자에게 자명하다. 따라서 그러한 수정예 또는 변형예들은 본 발명의 특허청구범위에 속한다 하여야 할 것이다.
100 : 절삭가공장치
10 : 절삭공구
20 : 스핀들
30 : 지그
40 : 상부절삭유공급관
50 : 하부절삭유분사공
60 : 지그지지블럭
70 : 얼라인블럭
10 : 절삭공구
20 : 스핀들
30 : 지그
40 : 상부절삭유공급관
50 : 하부절삭유분사공
60 : 지그지지블럭
70 : 얼라인블럭
Claims (12)
- 가공대상물의 테두리를 절삭하기 위한 절삭가공장치로,
절삭공구가 장착되고 절삭 가공시 상기 가공대상물의 둘레를 따라 이동하는 스핀들;
상기 가공대상물이 안착되는 지그;
상기 지그의 상측에 배치되고 절삭 가공시 상기 절삭공구와 동일한 궤적으로 이동하며 상기 가공대상물의 상측에서 절삭유를 공급하는 적어도 하나의 상부절삭유공급관; 및
상기 가공대상물의 하측에서 상기 가공대상물의 테두리를 향하여 절삭유를 분사하도록 상기 지그에 형성되는 복수의 하부절삭유분사공을 포함하고,
상기 복수의 하부절삭유분사공은, 상기 지그의 둘레를 따라 소정의 간격으로 배치되고 상기 가공대상물의 테두리와 인접한 상기 지그의 측면에 관통 형성되는 것을 특징으로 하는 절삭가공장치.
- 삭제
- 제1항에 있어서,
상기 하부절삭유분사공은,
상기 지그의 측면에서 상기 지그의 하면을 향하여 연장되되 상기 지그의 하면에 대해 경사지게 형성되는 것을 특징으로 하는 절삭가공장치.
- 제1항에 있어서,
상기 상부절삭유공급관은,
상기 스핀들 또는 상기 스핀들이 장착되는 스핀들 새들에 고정 배치되고 절삭유가 분사되는 단부가 상기 절삭공구를 향하도록 형성되는 것을 특징으로 하는 절삭가공장치.
- 제1항에 있어서,
상기 절삭가공장치는, 상기 지그를 지지하는 지그지지블럭을 더 포함하고,
상기 지그는, 상기 가공대상물의 형상 및 크기에 따라 교체 가능하도록 상기 지그지지블럭에 탈착 가능하게 결합되는 것을 특징으로 하는 절삭가공장치.
- 제5항에 있어서,
상기 지그지지블럭에는,
상기 하부절삭유분사공에 절삭유를 공급하기 위한 절삭유공급라인이 형성되는 것을 특징으로 하는 절삭가공장치.
- 제6항에 있어서,
상기 절삭유공급라인을 통해 공급되는 절삭유는 상기 지그의 하단부과 상기 지그지지블럭의 상단부에 중첩하여 형성된 매니폴드 격실을 거쳐 상기 복수의 하부절삭유분사공으로 분기되는 것을 특징으로 하는 절삭가공장치.
- 제6항에 있어서,
상기 지그에는, 상기 가공대상물을 진공 흡착하여 상기 가공대상물의 위치를 고정시키기 위한 적어도 하나의 진공흡착공이 형성되고,
상기 지그지지블럭에는, 상기 진공흡착공에 진공을 공급하기 위한 진공공급라인이 형성되는 것을 특징으로 하는 절삭가공장치.
- 제1항 또는 제5항에 있어서,
상기 절삭가공장치는,
상기 지그가 관통되는 지그관통개구가 형성되어 상기 지그를 에워싸도록 배치되고, 상하 방향으로 이동 가능하게 마련되어 상기 가공대상물을 상기 지그 상에서 위치 정렬시키는 얼라인블럭을 더 포함하는 것을 특징으로 하는 절삭가공장치.
- 제9항에 있어서,
상기 얼라인블럭은,
액추에이터에 의해 상하 구동되는 제1 얼라인플레이트; 및
상기 가공대상물의 형상 및 크기에 따라 교체 가능하도록 상기 제1 얼라인플레이트에 탈착 가능하게 결합되는 제2 얼라인플레이트를 포함하는 것을 특징으로 하는 절삭가공장치.
- 제10항에 있어서,
상기 지그관통개구는,
상기 제1 얼라인플레이트에 관통 형성되는 제1 지그관통개구; 및
상기 가공대상물에 대응되는 형상 및 크기로 상기 제2 얼라인플레이트에 관통 형성되는 제2 지그관통개구를 포함하고,
상기 제1 지그관통개구는,
상기 제2 지그관통개구와 동일하거나 상기 제2 지그관통개구보다 큰 개구 면적을 갖는 것을 특징으로 하는 절삭가공장치.
- 제1항에 있어서,
상기 절삭가공장치는,
유리 재질을 갖는 가공대상물의 테두리 측면을 절삭하여 모따기 가공을 수행하는 것을 특징으로 하는 절삭가공장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20100088686A KR101191653B1 (ko) | 2010-09-10 | 2010-09-10 | 절삭가공장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20100088686A KR101191653B1 (ko) | 2010-09-10 | 2010-09-10 | 절삭가공장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120026668A KR20120026668A (ko) | 2012-03-20 |
| KR101191653B1 true KR101191653B1 (ko) | 2012-10-17 |
Family
ID=46132383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20100088686A KR101191653B1 (ko) | 2010-09-10 | 2010-09-10 | 절삭가공장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101191653B1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180135814A (ko) * | 2017-06-13 | 2018-12-21 | 헤인리 스테제르 | 치과 기공물의 제조를 위한 가공 기계 |
| KR102280784B1 (ko) | 2021-04-29 | 2021-07-21 | 권대규 | 진동저감용 난삭재 가공 툴 |
| KR102302962B1 (ko) | 2021-04-29 | 2021-09-15 | 권대규 | 가공부하의 진동저감구조를 가진 가공 툴 |
| KR20240031649A (ko) | 2022-09-01 | 2024-03-08 | 주식회사 알차시스템 | 절삭유 회수 모듈이 구비된 절삭 장치 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101187654B1 (ko) * | 2012-06-08 | 2012-10-08 | 박옥란 | 곡면을 가진 글라스용 표면연마 장치 |
| CN111347286A (zh) * | 2020-04-10 | 2020-06-30 | 新昌县禾苗农业机械有限公司 | 一种数控机床全方位高效喷水器 |
| CN112059628B (zh) * | 2020-09-04 | 2021-12-10 | 徐州华云精细化工有限公司 | 一种反渗透净化器不锈钢膜壳制造加工机械 |
| CN112045427B (zh) * | 2020-09-04 | 2021-12-03 | 安徽省谱诺药化设备有限公司 | 一种反渗透净化器不锈钢膜壳制造加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56119354A (en) | 1980-02-26 | 1981-09-18 | Tanaka Kikinzoku Kogyo Kk | Method of drilling metallic plate |
| JP2003039275A (ja) | 2001-07-31 | 2003-02-12 | Horkos Corp | 工作機械における処理液供給方法と、その装置 |
| KR100793040B1 (ko) * | 2006-09-14 | 2008-01-10 | (주)미래컴퍼니 | 유리기판의 연마장치 |
-
2010
- 2010-09-10 KR KR20100088686A patent/KR101191653B1/ko active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56119354A (en) | 1980-02-26 | 1981-09-18 | Tanaka Kikinzoku Kogyo Kk | Method of drilling metallic plate |
| JP2003039275A (ja) | 2001-07-31 | 2003-02-12 | Horkos Corp | 工作機械における処理液供給方法と、その装置 |
| KR100793040B1 (ko) * | 2006-09-14 | 2008-01-10 | (주)미래컴퍼니 | 유리기판의 연마장치 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180135814A (ko) * | 2017-06-13 | 2018-12-21 | 헤인리 스테제르 | 치과 기공물의 제조를 위한 가공 기계 |
| KR102036998B1 (ko) * | 2017-06-13 | 2019-10-25 | 헤인리 스테제르 | 치과 기공물의 제조를 위한 가공 기계 |
| US10743970B2 (en) | 2017-06-13 | 2020-08-18 | Heinrich Steger | Processing machine for the production of a dental workpiece |
| KR102280784B1 (ko) | 2021-04-29 | 2021-07-21 | 권대규 | 진동저감용 난삭재 가공 툴 |
| KR102302962B1 (ko) | 2021-04-29 | 2021-09-15 | 권대규 | 가공부하의 진동저감구조를 가진 가공 툴 |
| KR20240031649A (ko) | 2022-09-01 | 2024-03-08 | 주식회사 알차시스템 | 절삭유 회수 모듈이 구비된 절삭 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120026668A (ko) | 2012-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101191653B1 (ko) | 절삭가공장치 | |
| JP5206998B2 (ja) | ダイシング装置、ダイシング装置ユニット、及びダイシング方法 | |
| KR20100076009A (ko) | 공작기계의 자동 청소 장치 | |
| KR100890990B1 (ko) | 칩제거를 위한 집진 장치를 구비한 cnc 고속 가공기 | |
| KR101324666B1 (ko) | 공작기계 | |
| JP2012250293A (ja) | 工作機械 | |
| US11407036B2 (en) | Machine tool | |
| JP2017144511A (ja) | ノズル調整治具 | |
| US20070045258A1 (en) | Nozzle polishing device in laser processing machine | |
| JP2015138950A (ja) | 切削装置 | |
| CN101197316B (zh) | 加工装置 | |
| CN203875396U (zh) | 腰形孔铣孔机 | |
| JP5139771B2 (ja) | ガラス板の割断縁整形装置 | |
| KR101264803B1 (ko) | 지그 어셈블리 및 그를 구비하는 선박용 프로펠러의 가공장치 | |
| KR20190135915A (ko) | 워터 제트 가공 장치 | |
| TWI775292B (zh) | 加工裝置 | |
| JP4481668B2 (ja) | 切削装置 | |
| CN115366273A (zh) | 辅助装置 | |
| JP2012250292A (ja) | 工作機械 | |
| KR20100082550A (ko) | 워터젯 싱귤레이션 장치 및 그의 워터젯 커팅 방법 | |
| JP2003117766A (ja) | 切削装置 | |
| TWI730169B (zh) | 晶圓的加工方法及切削裝置 | |
| JP6639942B2 (ja) | ノズル調整治具 | |
| KR200337403Y1 (ko) | 평판디스플레이용 도광판의 모서리 가공장치 | |
| KR20240156778A (ko) | 절삭가공장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20150917 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20160812 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20170802 Year of fee payment: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20180725 Year of fee payment: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20190828 Year of fee payment: 8 |