JP7181449B2 - Article conveying device - Google Patents
Article conveying device Download PDFInfo
- Publication number
- JP7181449B2 JP7181449B2 JP2018096962A JP2018096962A JP7181449B2 JP 7181449 B2 JP7181449 B2 JP 7181449B2 JP 2018096962 A JP2018096962 A JP 2018096962A JP 2018096962 A JP2018096962 A JP 2018096962A JP 7181449 B2 JP7181449 B2 JP 7181449B2
- Authority
- JP
- Japan
- Prior art keywords
- station
- carrier
- guide member
- bag
- along
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Specific Conveyance Elements (AREA)
Description
本発明は、無端状の搬送経路に沿って物品を間欠的に搬送し、搬送経路に沿って設けられた複数の処理ステーションにおいて順次停止するように構成された物品搬送装置に関する。 The present invention relates to an article conveying apparatus configured to intermittently convey articles along an endless conveying path and sequentially stop at a plurality of processing stations provided along the conveying path.
従来このような物品搬送装置として、特許文献1に開示されたものが知られている。この装置では、間欠的に回転駆動される回転体の外周縁に、袋状容器を保持する複数のグリッパが設けられており、袋状容器が回転体の外側に一定間隔毎に設けられた複数の処理ステーションに位置するとき、回転体が一時的に停止し、袋状容器内への内容物の充填処理、袋状容器の開口部の密封処理等が行われる。 2. Description of the Related Art Conventionally, as such an article conveying apparatus, the one disclosed in Patent Document 1 is known. In this device, a plurality of grippers for holding bag-like containers are provided on the outer periphery of a rotating body that is intermittently driven to rotate. 2, the rotating body is temporarily stopped, and processing such as filling the contents into the bag-like container and sealing the opening of the bag-like container is performed.
密封処理では、袋状容器の開口部の両面が一対のヒータによって挟持されて加熱溶着され、この加熱の後、直ちに冷却処理されて開口部は完全にシールされる。密封処理を行なう加熱ステーションと冷却ステーションは回転体に対して同じ回転角度位置にあり、加熱ステーションは冷却ステーションの下方に位置している。すなわち袋状容器は、回転体の回転により上流側の処理ステーションから加熱ステーションに搬送されて加熱処理された後、下降して冷却ステーションへ移され、冷却処理の後、上昇して一旦加熱ステーションへ戻され、次の処理ステーションへ搬送される。 In the sealing process, both sides of the opening of the bag-like container are sandwiched by a pair of heaters and heat-sealed. Immediately after this heating, the opening is completely sealed by cooling. The heating station and the cooling station for sealing are at the same angular position with respect to the rotating body, and the heating station is positioned below the cooling station. That is, the bag-like container is conveyed from the upstream processing station to the heating station by the rotation of the rotating body, heated, then lowered to the cooling station, cooled, and then raised to the heating station. It is returned and transported to the next processing station.
このように従来の物品搬送装置は、回転体による間欠的な搬送とは独立したタイミングで、物品を加熱ステーションと冷却ステーションの間で往復移動させなければならず、その時間だけ、回転体が停止する時間が長くなり、全体としての処理時間が長くなるという問題があった。 As described above, in the conventional article conveying apparatus, the article must be reciprocated between the heating station and the cooling station at a timing independent of the intermittent conveyance by the rotator, and the rotator stops for that time. There is a problem that the processing time becomes long, and the processing time as a whole becomes long.
本発明は、物品の間欠移動とは独立したタイミングで、一部の物品をステーション間で移動可能にすることにより、各ステーションにおける処理時間の長さを柔軟に調整することができる物品搬送装置を提供することを目的としている。 The present invention provides an article conveying apparatus capable of flexibly adjusting the length of processing time at each station by allowing some articles to move between stations at a timing independent of the intermittent movement of articles. intended to provide.
本発明は、無端状の搬送経路に沿って設けられた複数の処理ステーションに物品を順次停止させるように、物品を間欠移動させる物品搬送装置であって、搬送経路に沿って移動するガイド部材と、ガイド部材に着脱可能に取付けられ、ガイド部材に接続された連結状態において、搬送経路に沿ってガイド部材とともに一体的に、一定の周期で間欠移動する、物品を保持する複数のキャリアと、複数のキャリアのうち所定の処理ステーションに停止したキャリアを、ガイド部材との接続が解除された解除状態に切替え可能な切替え手段と、解除状態において、そのキャリアを、一定の周期とは異なるタイミングで、搬送経路に沿って移動させる移動手段とを備えることを特徴としている。 The present invention relates to an article conveying apparatus for intermittently moving articles so as to sequentially stop the articles at a plurality of processing stations provided along an endless conveying path, comprising: a guide member that moves along the conveying path; a plurality of carriers for holding articles, which are detachably attached to the guide member and move intermittently at a constant cycle integrally with the guide member along the conveying path in a connected state connected to the guide member; a switching means capable of switching a carrier stopped at a predetermined processing station out of the carriers to a released state in which the connection with the guide member is released; , and moving means for moving along the transport path.
好ましくは、搬送経路は少なくとも一部に直線区間を含み、ガイド部材は直線区間において、隣接するガイド部材同士が直線状に並ぶように構成され、所定の処理ステーションは直線区間に設けられ、移動手段は、所定の処理ステーションで停止するキャリアが解除状態に切替えられているとき、そのキャリアを直線区間に沿って移動させる。 Preferably, the conveying path includes at least a portion of a straight section, the guide members are configured such that adjacent guide members are arranged in a straight line in the straight section, the predetermined processing station is provided in the straight section, and the moving means moves a carrier stopped at a given processing station along a straight section when the carrier is switched to the released state.
好ましくは、複数の処理ステーションに対応した位置に定められるガイド部材に接続ピンが設けられ、キャリアには、所定の処理ステーションで停止するガイド部材に設けられた接続ピンに係合する係合位置と接続ピンから解放された解放位置との間において移動可能な係合部材が設けられ、切替え手段は、係合部材を係合位置と解放位置の間において移動させる解除部材を有し、係合部材が解放位置に定められた状態で、移動手段がそのキャリアを搬送経路に沿って移動させた後、解除部材により係合部材を係合位置に位置させて、所定の処理ステーションとは異なる処理ステーションで停止していたガイド部材に設けられた接続ピンに係合させる。
Preferably, connecting pins are provided on the guide members determined at positions corresponding to the plurality of processing stations, and the carrier has engaging positions for engaging with the connecting pins provided on the guide members that stop at the predetermined processing stations. an engaging member movable between a release position released from the connecting pin and a switching means having a releasing member for moving the engaging member between the engaging position and the releasing position; is set at the released position, the moving means moves the carrier along the conveying path, and then the releasing member positions the engaging member at the engaging position to perform a process different from that of the predetermined processing station. It is engaged with the connection pin provided on the guide member stopped at the station.
本発明によれば、物品の間欠移動とは独立したタイミングで、一部の物品をステーション間で移動可能にすることにより、各ステーションにおける処理時間の長さを柔軟に調整することができる物品搬送装置を提供することができる。 According to the present invention, by making it possible to move some articles between stations at a timing independent of the intermittent movement of articles, it is possible to flexibly adjust the length of processing time at each station. Equipment can be provided.
以下、図示された実施形態を参照して本発明を説明する。
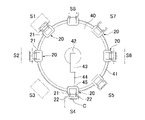
図1は本発明の第1実施形態である物品搬送装置を示している。本実施形態では、搬送経路は長円形を呈し、一対のスプロケット10、11に掛け回された無端状の搬送体12により形成される。スプロケット10、11は駆動モータ17により回転駆動され、搬送体12は図1において反時計方向に、間欠的に移動する。搬送体12の外側には複数の処理ステーションS1~S8が設けられる。搬送体12は袋状容器(物品)Cを保持可能であり、各処理ステーションS1~S8において順次停止する。この停止の間に、袋状容器Cに対して種々の処理が施される。
The invention will now be described with reference to the illustrated embodiments.
FIG. 1 shows an article conveying apparatus according to a first embodiment of the invention. In this embodiment, the conveying path has an oval shape and is formed by an endless conveying
搬送体12は公知の構成を有し、内リンク13と外リンク14を交互に配置するとともに、これらのリンクを連結軸19(図5参照)により連結して成り、連結軸19の上下両端には、スプロケット10、11の凹部に係合可能なローラ15が設けられる。各内リンク13には平板状のガイド部材16が固定され、各ガイド部材16には、袋状容器Cを保持するためのキャリア20が着脱可能に取付けられる。ガイド部材16は搬送経路に沿って移動し、一対のスプロケット10、11の間すなわち直線区間Aにおいて、隣接するガイド部材16に対して直線状に並び、後述するようにキャリア20は直線区間Aに位置する他のガイド部材16に乗り移ることができる。
The conveying
キャリア20はガイド部材16に支持されるベース21と、ベース21に支持され、袋状容器Cの開口部の両端を把持する一対のグリッパ22とを有する。グリッパ22は、処理ステーションS1~S6において袋状容器Cを所定の状態に保持する。一対のグリッパ22の接近・離間動作、およびグリッパ22の袋把持動作はカムやエアシリンダ、モータ等の公知の開閉機構により行われる。
The
処理ステーションS1~S8として、袋供給ステーションS1から図1において反時計回りに、挿入ステーションS2と加熱シールステーションS3と冷却ステーションS4と待機ステーションS5と排出ステーションS6と待機ステーションS7、S8が設けられる。 As processing stations S1 to S8, an insertion station S2, a heat sealing station S3, a cooling station S4, a standby station S5, a discharge station S6, and standby stations S7 and S8 are provided counterclockwise in FIG. 1 from the bag supply station S1.
袋供給ステーションS1では、公知の袋供給装置30により袋状容器Cが1枚ずつグリッパ22に供給される。挿入ステーションS2では、袋状容器Cは口部が開口された状態に定められ、公知の充填装置31から充填物(個体、液体、粉体等)が袋状容器Cに供給される。加熱シールステーションS3では、電熱線等により加熱される一対の挟持プレートを備えた加熱装置32により袋状容器Cの口部が挟持され、熱圧着されてシールされる。冷却ステーションS4では、公知の冷却装置33により袋状容器Cの加熱シールされた口部が冷却される。この冷却装置33はアルミニウム等の熱伝導率の高い素材で構成された一対の挟持プレートにより、袋状容器Cの口部を挟持し、袋状容器Cに皺が入らないように冷却する。排出ステーションS6では、グリッパ22が解放状態に定められ、公知の排出装置34により袋状容器Cが取出されて次の工程へ移送される。
At the bag supply station S1, bag-like containers C are supplied one by one to the
待機ステーションS5、S7、S8では何も実行されない。
なお加熱ステーションS3において、加熱装置32は熱圧着に代えて超音波溶着により袋状容器Cの口部をシールする構成を有してもよい。また冷却ステーションS4において、冷却装置33は挟持プレートに冷却水を流す構成を有してもよい。
Nothing is done in the waiting stations S5, S7, S8.
In the heating station S3, the
本実施形態において、搬送体12の間欠移動の周期は3秒である。すなわちキャリア20は0.5秒の間に隣り合う処理ステーション間を移動し、袋供給ステーションS1、挿入ステーションS2、待機ステーションS5、排出ステーションS6、および待機ステーションS7、S8において2.5秒間停止する。しかし加熱シールステーションS3と冷却ステーションS4では、次に説明するように、袋供給ステーションS1等とは異なる時間だけ停止する。
In this embodiment, the period of intermittent movement of the
袋供給ステーションS1、挿入ステーションS2、排出ステーションS6における処理が2.5秒間実行されるのに対し、加熱シールステーションS3の加熱シールのために適切な時間は0~1.0秒である。すなわち袋状容器Cを加熱シールステーションS3に停止させる時間を、他の処理ステーションS1、S2、S6と同様に2.5秒に定めると長すぎるという問題が生じる。そこで本実施形態では、次に述べるように、袋状容器Cが加熱シールステーションS1に停止する時間を1.0秒以下になるように定め、加熱シールの後、直ちに袋状容器Cを冷却ステーションS4に移動させている。 A suitable time for heat sealing at heat sealing station S3 is 0 to 1.0 seconds, whereas the processing at bag supply station S1, insertion station S2, and discharge station S6 is performed for 2.5 seconds. That is, if the time for stopping the bag-like container C at the heat sealing station S3 is set to 2.5 seconds as in the other processing stations S1, S2, and S6, there arises a problem that it is too long. Therefore, in this embodiment, as described below, the time for which the bag-like container C is stopped at the heat sealing station S1 is set to 1.0 second or less, and immediately after heat sealing, the bag-like container C is removed from the cooling station. It is moved to S4.
加熱シールステーションS3は搬送経路の直線区間Aの上流側端部に位置し、冷却ステーションS4は直線区間Aの中央付近に位置する。直線区間Aにおいて、無端状の搬送体12の内側には、搬送体12に平行に延びる直線状レール35が設けられる。直線状レール35にはフィンガ支持部材36が取付けられ、フィンガ支持部材36は直線状レール35に沿って変位自在である。フィンガ支持部材36にはフィンガ(解除部材)37が設けられ、フィンガ37はキャリア20に対して接離自在である。後述するように、フィンガ37がキャリア20側に突出することによりキャリア20は、それまで固定されていたガイド部材16から解放され、冷却ステーションS4側へ移動可能になる。
The heat-sealing station S3 is located at the upstream end of the straight section A of the conveying route, and the cooling station S4 is located near the center of the straight section A. In the straight section A, a
加熱シールステーションS3における加熱シールの間、フィンガ37は後退位置(図1において破線で示される状態)に定められ、これによりキャリア20はガイド部材16に固定され、袋状容器Cは加熱シールステーションS3に保持される。加熱シールが完了すると、フィンガ37が前進して突出位置(図1において実線で示される状態)に定められ、これによりキャリア20がガイド部材16から解放され、キャリア20と袋状容器Cは直線状に整列された複数のガイド部材16に沿って冷却ステーションS4へ移動可能になる。このとき搬送体12は静止しており、また他のキャリア20もガイド部材16に固定されているので移動しない。
During heat sealing at heat sealing station S3,
図2はキャリア20と袋状容器Cが加熱シールステーションS3から冷却ステーションS4へ移動した状態を示し、この移動には例えば0.5秒要する。搬送体12の間欠移動の周期が3秒である場合、加熱シールステーションS3における処理時間が1.0秒であるとすると、袋状容器Cは冷却ステーションS4に1.5秒間停止し、この間に冷却処理が行われる。
FIG. 2 shows the state in which the
図3、4を参照して、キャリア20とガイド部材16の連結構造を説明する。キャリア20のベース21の下面には、4本のガイドローラ軸23が固定され、各ガイドローラ軸23にはそれぞれガイドローラ24が軸心周りに回転自在に設けられる。ガイドローラ24はガイド部材16の縁部(図3において上側縁部と下側縁部)に係合し、これによりキャリア20はガイド部材16の長手方向(図3において左右方向)に相対移動可能である。
A connection structure between the
ベース21の下面には、一対の爪(係合部材)25が揺動軸26を介して揺動自在に設けられる。4本のガイドローラ軸23のうち直線状レール35側(図3において上側)のガイドローラ軸23と爪25とはスプリング27により連結され、一対の爪25は閉鎖する方向に常時付勢される。ガイド部材16において、各爪25の先端近傍には接続ピン28が設けられ、各爪25は通常、スプリング27に付勢されて接続ピン28に係合する。これによりキャリア20はガイド部材16に連結固定され、キャリア20とガイド部材16は搬送経路に沿って一体的に移動する。
A pair of claws (engagement members) 25 are provided on the lower surface of the base 21 so as to be swingable via a
ベース21には誘い込みガイド29が設けられる。誘い込みガイド29は爪25の後端側、すなわち接続ピン28とは反対側の端部の近傍に設けられ、フィンガ37を受容する孔を有する。フィンガ37は、上述したようにキャリア20に対して接離自在であり、前進位置においてフィンガ37の先端が誘い込みガイド29の孔から突出して爪25の後端部に当接する。これにより爪25が開放して接続ピン28から離間し、キャリア20はガイド部材16との接続が解除され、ガイド部材16とは独立に移動可能になる。一方、フィンガ37が後退して誘い込みガイド29の孔から抜け出ると、爪25がスプリング27に付勢されて接続ピン28に係合し、キャリア20はガイド部材16に連結される。
A lead-in
フィンガ37は直線状レール35に取付けられたフィンガ支持部材36に設けられる。したがってフィンガ37が爪25を、接続ピン28に係合する係合位置と、接続ピン28から解放される解放位置との間において移動させることができるのは、キャリア20が直線区間Aに設けられた加熱シールステーションS3と冷却ステーションS4に停止しているときである。また爪25が解放位置に定められた状態で、フィンガ支持部材36は制御装置38により駆動されて直線状レール35に沿って移動し、これによりフィンガ37は、誘い込みガイド29を介してキャリア20をガイド部材16に対して相対移動させる。
フィンガ37の誘い込みガイド29に対する進退動作と、キャリア20をガイド部材16に対して相対移動させる動作とは制御装置38により制御される。したがって制御装置38とフィンガ37は、爪25を係合位置と解放位置の間において移動させることにより、加熱シールステーションS3または冷却ステーションS4に停止したキャリア20をガイド部材16との接続が解除された解除状態に切替える切替え手段を構成する。また制御装置38とフィンガ37と誘い込みガイド29は、解除状態においてキャリア20を直線区間Aに沿って移動させる移動手段を構成する。
A
図4、5を参照して搬送体12の構成を説明する。内リンク13と外リンク14は交互に配置されて連結軸19により連結され、これにより無端状の搬送体12が構成される。内リンク13には、上方に延びるコラム18が取付けられ、ガイド部材16はコラム18の上端に固定される。ガイド部材16は搬送体12の周方向に延びる水平板であり、ガイド部材16の両端は外リンク14の周方向長さの中央付近に位置する。したがって直線区間Aにおいて、隣接するガイド部材16同士は相互に近接し、直線状に並ぶ細長い案内機構を構成する。なお図1、2に示す例における直線区間Aでは、5枚のガイド部材16が直線状に並んでいる。
The structure of the
本実施形態の作用を説明する。
キャリア20が袋供給ステーションS1、挿入ステーションS2、排出ステーションS6、待機ステーション5、7、8に位置する状態において、搬送体12は2.5秒間停止する。この間に、袋供給ステーションS1では袋状容器Cがグリッパ22に供給され、挿入ステーションS2では充填物が袋状容器Cに供給され、排出ステーションS6では袋状容器Cが取出されて次の工程へ移送される。
The operation of this embodiment will be described.
With the
一方、加熱シールステーションS3では、最初の1.0秒までの間に加熱シールが完了するとともにフィンガ37が前進して爪25を開放させ、キャリア20がガイド部材16から解放される。そして次の0.5秒の間に、加熱シールされた袋状容器Cを挟持したキャリア20は直線状に整列されたガイド部材16に沿って冷却ステーションS4へ移動する。冷却ステーションS4では1.5秒間冷却処理が実行されるとともにフィンガ37が後退して、キャリア20は冷却ステーションS4に位置していたガイド部材16に連結される。
On the other hand, in the heat-sealing station S3, the heat-sealing is completed within the first 1.0 seconds, and the
次いで搬送体12が0.5秒間駆動され、各キャリア20は次の処理ステーションS1~S8へ移送される。以下、同様な動作が繰り返され、袋状容器Cに対する処理が行われる。
以上のように本実施形態では、加熱シールステーションS3での加熱シールが完了すると、フィンガ37が前進し、爪25が接続ピン28から解放される解放位置に定められてキャリア20が解除状態に切替えられ、搬送経路の直線区間Aに沿って冷却ステーションS4まで移動する。冷却ステーションS4では、フィンガ37が後退して爪25を係合位置に位置させ、冷却ステーションS4で停止していたガイド部材16に設けられた接続ピン28に係合させる。
As described above, in the present embodiment, when the heat sealing at the heat sealing station S3 is completed, the
このように、加熱シールステーションS3における加熱シールを、挿入ステーションS2等の他の処理ステーションにおける処理よりも早く完了させて冷却ステーションS4へ袋状容器Cを移送することができる。加熱シールステーションS3と冷却ステーションS4における処理と、およびキャリア20がこれらのステーションS3、S4の間においてガイド部材16に対して移動する動作とに要する時間は、搬送体12の間欠移動の周期である3.0秒であり、各ステーションS3、S4における処理時間は目的に応じて自由に定めることができる。
In this way, the heat sealing at the heat sealing station S3 can be completed earlier than at other processing stations such as the insertion station S2, and the bag-like container C can be transferred to the cooling station S4. The time required for the processing at heat sealing station S3 and cooling station S4, and the movement of
図6、7は第2実施形態を示している。第2実施形態は第1実施形態と異なり、搬送経路が円形を呈し、搬送体40は円形の回転テーブルである。搬送体40は図示しない駆動機構により、中心軸周りに間欠的に駆動され、図において反時計方向に回動する。搬送体40の外周縁(すなわち搬送経路)には円形のガイド部材(ガイドレール)41が一体的に設けられ、ガイド部材41にはキャリア20が相対回転可能に支持される。キャリア20は第1実施形態と同様な構成を有し、ガイド部材41に対して移動可能に設けられるベース21と、ベース21に支持され、袋状容器Cの開口部の両端を把持する一対のグリッパ22とを有する。
6 and 7 show a second embodiment. Unlike the first embodiment, the second embodiment has a circular conveying path and the conveying
搬送体40の中心軸にはフィンガ回転機構42が設けられ、フィンガ回転機構42にはフィンガ往復動機構43が設けられる。フィンガ往復動機構43から径方向に延びるアーム44の先端にはフィンガ45が取付けられ、アーム44は径方向に沿って出没自在である。すなわちフィンガ45は径方向に移動し、第1実施形態と同様にキャリア20とガイド部材41を接続し、あるいはキャリア20のガイド部材41との接続を解除することができる。
A
搬送経路の外側には複数の処理ステーションS1~S8が設けられる。搬送体12の間欠移動の周期は第1実施形態と同様に3秒であり、キャリア20は0.5秒の間に隣り合う処理ステーション間を移動し、袋供給ステーションS1、挿入ステーションS2、待機ステーションS5、排出ステーションS6、および待機ステーションS7、S8において2.5秒間停止する。加熱シールステーションS3では、最初の1.0秒までの間に加熱シールが完了するとともにフィンガ45が前進して、キャリア20がガイド部材41から解放され、次の0.5秒の間に、加熱シールされた袋状容器Cを挟持したキャリア20は、ガイド部材41に沿って冷却ステーションS4へ移動する。冷却ステーションS4では1.5秒間冷却処理が実行されるとともにフィンガ45が後退して、キャリア20はガイド部材41に連結される。
A plurality of processing stations S1 to S8 are provided outside the transport path. The period of intermittent movement of the conveying
図8~10は第3実施形態を示している。図8は搬送体12が間欠移動を終了したとき(以下、起点という)から1.0秒経過するまでの状態、図9は、図8の状態が完了して0.5秒経過したときから、さらに1.5秒経過するまでの状態、図10は図9の状態が完了してから1.0秒経過したとき(すなわち起点から4.0秒経過後)の状態を示している。図10の状態から図8の状態へ戻るまで0.5秒かかるので、第3実施形態における間欠移動の周期は4.5秒である。 Figures 8-10 show a third embodiment. FIG. 8 shows the state from the end of the intermittent movement of the carrier 12 (hereinafter referred to as the starting point) until 1.0 seconds have passed. , and 1.5 seconds later, and FIG. 10 shows the state after 1.0 seconds have passed since the state of FIG. 9 was completed (that is, 4.0 seconds after the starting point). Since it takes 0.5 seconds to return from the state of FIG. 10 to the state of FIG. 8, the period of intermittent movement in the third embodiment is 4.5 seconds.
なお図8~10において、隣り合う2つの処理ステーション間の距離が異なるように示されているが、実際には等距離であり、キャリア20が待機ステーションS18から排出ステーションS19へ移動する時間と、排出ステーションS19から袋供給ステーションS11へ移動する時間は同じである。 Although the distances between two adjacent processing stations are shown to be different in FIGS. 8 to 10, they are actually the same distance. The time taken to move from the discharge station S19 to the bag supply station S11 is the same.
第3実施形態の第1実施形態と異なる点は、処理ステーションS11~S19の処理内容と、処理ステーションS13においてキャリア20が停止しているとき、搬送体12が移動可能であることである。その他の構成と作用は基本的に第1実施形態と同様である。
The differences of the third embodiment from the first embodiment are the processing contents of the processing stations S11 to S19 and the
処理ステーションS11~S19として、袋供給ステーションS11から図8~10において反時計回りに、第1充填ステーションS12と第2充填ステーションS13と待機ステーションS14、S15と加熱シールステーションS16と冷却ステーションS17と待機ステーションS18と排出ステーションS19が設けられる。搬送経路は第1直線区間Eと第2直線区間Fを有し、第1直線区間Eの構成と作用は第1実施形態の直線区間Aと同じである。第2直線区間Fは第1充填ステーションS12と第2充填ステーションS13と待機ステーションS14に対応し、その構成と作用は第1実施形態とは異なる。 As the processing stations S11 to S19, from the bag supply station S11 counterclockwise in FIGS. A station S18 and an ejection station S19 are provided. The conveying route has a first straight section E and a second straight section F, and the configuration and operation of the first straight section E are the same as those of the straight section A of the first embodiment. The second straight section F corresponds to the first filling station S12, the second filling station S13, and the standby station S14, and its configuration and operation are different from those of the first embodiment.
図8に示す最初の1.0秒間において、搬送体12は停止しており、各処理ステーションでは所定の処理が実行される。袋供給ステーションS11では袋状容器がグリッパ22(図1参照)に供給され、第1充填ステーションS12と第2充填ステーションS13では充填物が袋状容器に供給される。加熱シールステーションS16では袋状容器の開口部が加熱シールされ、排出ステーションS19では袋状容器が取出されて次の工程へ移送される。
During the first 1.0 seconds shown in FIG. 8, the
次の0.5秒間(図8に示す状態と図9に示す状態の間)では、図8の状態において第1充填ステーションS12、第2充填ステーションS13、および加熱シールステーションS16に位置していたキャリア20に関し、ガイド部材16(図1参照)との接続が解除され、直線的に移動して次の処理ステーションへ移る。すなわち第1充填ステーションS12において充填処理された袋状容器が第2充填ステーションS13に移動し、第2充填ステーションS13において充填処理された袋状容器が待機ステーションS14に移動する(図9参照)。また加熱シールステーションS16において加熱シールされた袋状容器が冷却ステーションS17に移動する(図9参照)。
For the next 0.5 seconds (between the state shown in FIG. 8 and the state shown in FIG. 9), it was positioned at the first filling station S12, the second filling station S13 and the heat sealing station S16 in the state of FIG. As for
図9に示す1.5秒間では、搬送体12は停止しており、各処理ステーションでは所定の処理が実行される。袋供給ステーションS11では図8と共通の処理が行われ、すなわち起点から3秒の間に1枚の袋状容器がグリッパ22に供給される。第1充填ステーションS12では袋状容器がなく、何も実行されない。第2充填ステーションS13では、図8の状態で第1充填ステーションS11において充填処理された袋状容器に対して、第1充填ステーションS11とは異なる充填物が供給される。加熱シールステーションS16では袋状容器はなく、何も実行されない。冷却ステーションS17では、図8において加熱シールステーションS16にあった袋状容器に対して開口部の冷却が行われる。排出ステーションS19では、袋状容器が排出され、次の工程へ移送される。
During the 1.5 seconds shown in FIG. 9, the conveying
図9に示す状態の完了時(すなわち起点から3.0秒経過したとき)、第2充填ステーションS13のキャリア20のガイド部材16(図1参照)に対する解除状態が維持される一方、待機ステーションS14と冷却ステーションS17のキャリア20はガイド部材16に対して接続され、この状態で搬送体12が駆動される。搬送体12は1.0秒かけて図9の位置から図10の位置まで回動し、この間、第2充填ステーションS13にあるキャリア20は固定されて継続して充填処理されるが、他の処理ステーションのキャリア20は搬送経路に沿って次の処理ステーションまで移動する(図10参照)。
Upon completion of the state shown in FIG. 9 (i.e., 3.0 seconds after the starting point), the
したがって第2充填ステーションS13においてキャリア20が滞在する時間は全部で2.5秒間であり、この後、第2充填ステーションS13のキャリア20がガイド部材16に接続され、搬送体12が駆動されて図8の状態に定められる。
Therefore, the total residence time of the
このように第3実施形態では、第1充填ステーションS12における充填時間を1.0秒間とするとともに、第2充填ステーションS13における充填時間を2.5秒間とすることができる。また加熱シールステーションS16と冷却ステーションS17における処理時間は第1実施形態と同様である。 Thus, in the third embodiment, the filling time in the first filling station S12 can be set to 1.0 seconds, and the filling time in the second filling station S13 can be set to 2.5 seconds. The processing time at the heat sealing station S16 and the cooling station S17 is the same as in the first embodiment.
以上のように第3実施形態によれば、一部のキャリア20を所定の処理ステーションに保持した状態で搬送体12を搬送経路に沿って移動させることができる。したがって各処理ステーションにおける処理時間の長さを柔軟に調整することができる。
As described above, according to the third embodiment, the conveying
なおキャリア20のガイド部材16に対する固定および解除するための固定解除機構として、爪25を開閉駆動するためのエアシリンダやモータをキャリア20に設け、キャリア20を直線状レース35に沿って移動させるロボットを設けてもよい。
As a release mechanism for fixing and releasing the
搬送体12は、内リンク13と外リンク14を交互に配置して成るチェーンコンベヤに限定されず、ベルト形状等の他の構成であってもよい。
The conveying
第1実施形態において冷却ステーションS4の設置位置は、排出ステーションS6の直ぐ上流側、すなわち待機ステーションS5であってもよい。 In the first embodiment, the cooling station S4 may be installed immediately upstream of the discharge station S6, that is, the standby station S5.
16 ガイド部材
20 キャリア
29 誘い込みガイド(移動手段)
37 フィンガ(切替え手段、移動手段)
38 制御装置(切替え手段、移動手段)
16
37 fingers (switching means, moving means)
38 control device (switching means, moving means)
Claims (3)
前記搬送経路に沿って移動するガイド部材と、
前記ガイド部材に着脱可能に取付けられ、前記ガイド部材に接続された連結状態において、前記搬送経路に沿って前記ガイド部材とともに一体的に、一定の周期で間欠移動する、物品を保持する複数のキャリアと、
前記複数のキャリアのうち所定の処理ステーションに停止したキャリアを、前記ガイド部材との接続が解除された解除状態に切替え可能な切替え手段と、
前記解除状態において、当該キャリアを、前記一定の周期とは異なるタイミングで、前記搬送経路に沿って移動させる移動手段とを備える
ことを特徴とする物品搬送装置。 An article conveying apparatus for intermittently moving articles so as to sequentially stop the articles at a plurality of processing stations provided along an endless conveying path,
a guide member that moves along the transport path;
A plurality of carriers for holding articles, which are detachably attached to the guide member and intermittently move along the transport path integrally with the guide member at a constant cycle in a connected state connected to the guide member. When,
switching means capable of switching a carrier stopped at a predetermined processing station among the plurality of carriers to a released state in which connection with the guide member is released;
An article conveying apparatus, further comprising moving means for moving the carrier along the conveying path at a timing different from the constant cycle in the released state.
前記ガイド部材は前記直線区間において、隣接するガイド部材同士が直線状に並ぶように構成され、
前記所定の処理ステーションは前記直線区間に設けられ、
前記移動手段は、前記所定の処理ステーションで停止するキャリアが解除状態に切替えられているとき、当該キャリアを前記直線区間に沿って移動させることを特徴とする請求項1に記載の物品搬送装置。 At least part of the transport path includes a straight section,
The guide member is configured such that adjacent guide members are arranged in a straight line in the straight section,
The predetermined processing station is provided in the straight section,
2. The article conveying apparatus according to claim 1, wherein the moving means moves the carrier along the straight section when the carrier stopped at the predetermined processing station is switched to a released state. .
前記キャリアには、所定の処理ステーションで停止するガイド部材に設けられた接続ピンに係合する係合位置と前記接続ピンから解放された解放位置との間において移動可能な係合部材が設けられ、
前記切替え手段は前記係合部材を係合位置と解放位置の間において移動させる解除部材を有し、前記係合部材が解放位置に定められた状態で、前記移動手段が当該キャリアを前記搬送経路に沿って移動させた後、前記解除部材により前記係合部材を係合位置に位置させて、前記所定の処理ステーションとは異なる処理ステーションで停止していたガイド部材に設けられた接続ピンに係合させることを特徴とする請求項1または2に記載の物品搬送装置。 connecting pins are provided on guide members defined at positions corresponding to the plurality of processing stations;
The carrier is provided with an engaging member movable between an engaging position where it engages with a connecting pin provided on a guide member stopped at a predetermined processing station and a releasing position where it is released from the connecting pin. ,
The switching means has a releasing member for moving the engaging member between the engaging position and the releasing position, and the moving means moves the carrier to the carrying position while the engaging member is set at the releasing position. After moving along the path, the engaging member is positioned at the engaging position by the releasing member, and the connecting pin provided on the guide member stopped at a processing station different from the predetermined processing station. 3. The article conveying apparatus according to claim 1, wherein the articles are engaged.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018096962A JP7181449B2 (en) | 2018-05-21 | 2018-05-21 | Article conveying device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018096962A JP7181449B2 (en) | 2018-05-21 | 2018-05-21 | Article conveying device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019202831A JP2019202831A (en) | 2019-11-28 |
| JP7181449B2 true JP7181449B2 (en) | 2022-12-01 |
Family
ID=68726069
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018096962A Active JP7181449B2 (en) | 2018-05-21 | 2018-05-21 | Article conveying device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7181449B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7537742B2 (en) | 2020-11-09 | 2024-08-21 | ゼネラルパッカー株式会社 | Package conveying device |
| CN114147523B (en) * | 2021-12-20 | 2024-10-11 | 苏州赛腾菱欧智能科技有限公司 | Fixed-spacing conveying device for products after welding of batteries |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019524600A (en) | 2016-07-26 | 2019-09-05 | フレセニウス・メディカル・ケア・ドイチュラント・ゲーエムベーハー | Rotating feedthrough for conveying apparatus, conveying apparatus with rotating feedthrough, and method for conveying an object from workstation to workstation |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0790771B2 (en) * | 1990-05-18 | 1995-10-04 | 本田技研工業株式会社 | Continuous transport device and method |
-
2018
- 2018-05-21 JP JP2018096962A patent/JP7181449B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019524600A (en) | 2016-07-26 | 2019-09-05 | フレセニウス・メディカル・ケア・ドイチュラント・ゲーエムベーハー | Rotating feedthrough for conveying apparatus, conveying apparatus with rotating feedthrough, and method for conveying an object from workstation to workstation |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019202831A (en) | 2019-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6725635B2 (en) | Feed arrangement for pouches in continuous motion pouching machinery | |
| CN107521760B (en) | Automatic packaging machine for filling bags made of heat-sealable material with a quantity of loose product | |
| KR101859077B1 (en) | Product bag take-out apparatus | |
| US20090158694A1 (en) | Method and apparatus for the opening and filling of flexibly sided containers such as bags having at least one opening therein | |
| US8572937B2 (en) | Device and method for filling of a container | |
| CN108791978B (en) | Automatic packaging machine for filling bags made of heat-sealable material with a quantity of loose product | |
| KR101256350B1 (en) | A rotary type automatic packing apparatus | |
| KR101821582B1 (en) | Contents automatic packaging system | |
| US7162852B2 (en) | Device for filling stand-alone flat-bottom bags | |
| JP7181449B2 (en) | Article conveying device | |
| JPH101106A (en) | Product-wrapping device | |
| JP6084481B2 (en) | Clamp conveyor | |
| CN108216759B (en) | Container transporting device | |
| CN109890707B (en) | Apparatus and method for packaging products in prefabricated packages | |
| BR102013026664A2 (en) | Method and device for continuous fabrication and filling of flexible containers | |
| KR101733282B1 (en) | A rotary type automatic packing apparatus | |
| US4913765A (en) | Apparatus for making bags or sacks from a preferably gusseted continuous tubular film of thermoplastic plastic | |
| CN110641754A (en) | Vacuum packaging machine and vacuum packaging method | |
| JP4607654B2 (en) | Spout wearing method | |
| JP5778529B2 (en) | Method and apparatus for supplying tube container to packaging machine | |
| JP4141370B2 (en) | Cap tightening device | |
| JP2005008256A (en) | Manufacturing apparatus for bag-like container | |
| JP4607653B2 (en) | Spout mounting device | |
| JPH0745462Y2 (en) | Goods delivery device | |
| JPH0723156B2 (en) | Container ear adhesive device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221018 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7181449 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |