JP7037108B2 - 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム - Google Patents
金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム Download PDFInfo
- Publication number
- JP7037108B2 JP7037108B2 JP2017240542A JP2017240542A JP7037108B2 JP 7037108 B2 JP7037108 B2 JP 7037108B2 JP 2017240542 A JP2017240542 A JP 2017240542A JP 2017240542 A JP2017240542 A JP 2017240542A JP 7037108 B2 JP7037108 B2 JP 7037108B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film
- polyester
- metal plate
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/41—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/752—Corrosion inhibitor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/16—Tin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/30—Iron, e.g. steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2391/00—Waxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/66—Cans, tins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2237—Oxides; Hydroxides of metals of titanium
- C08K2003/2241—Titanium dioxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/30—Sulfur-, selenium- or tellurium-containing compounds
- C08K2003/3045—Sulfates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C08L23/0869—Acids or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
- C08L23/147—Copolymers of propene with monomers containing other atoms than carbon or hydrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/26—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/26—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment
- C08L23/30—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment by oxidation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
- C08L67/03—Polyesters derived from dicarboxylic acids and dihydroxy compounds the dicarboxylic acids and dihydroxy compounds having the carboxyl- and the hydroxy groups directly linked to aromatic rings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Description
1.融点が230~260℃であるポリエステルと変性ポリオレフィンワックスから主になり、ポリマー部分の固有粘度が0.46以上であり、変性ポリオレフィンワックスの含有量が、組成物の重量を基準として、0.2重量%以上で、着色顔料の含有量が10重量%以下であり、外側表面における水との接触角が70°未満である表層(A層)と、
融点が230~260℃であるポリエステルと着色顔料とから主になり、ポリマー部分の固有粘度が0.46以上であり、着色顔料の含有量が10重量%を超え50重量%以下である基材層(B層)との少なくとも2層からなる着色二軸延伸ポリエステルフィルムであって、
前記A層およびB層のポリエステルの融点が下記(1)式を満足する金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
|TmB-TmA|≦4℃ ―――(1)
(ただし、TmAはA層のポリエステルの融点を示し、TmBはB層のポリエステルの融点を示す。)
2.B層を構成するポリエステルが、融点230~255℃の共重合ポリエステルである、上記1に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
3.A層を構成するポリエステルが、融点230~255℃の共重合ポリエステルである、上記1または2に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
4.A層およびB層を構成するポリエステルが、いずれも融点230~255℃の共重合ポリエステルであり且ついずれもイソフタル酸共重合ポリエチレンテレフタレートである、上記1に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
5.A層が、A層の重量を基準として0.2~2.0重量%の変性ポリオレフィンワックスを含有する、上記1~4のいずれかに記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
6.変性ポリオレフィンワックスが、酸変性ポリプロピレンワックス、酸変性ポリエチレンワックス、酸化ポリプロピレンワックス、酸化ポリエチレンワックスの群より選ばれる少なくとも一つを含む上記5に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
7.フィルムが、金属板の容器外面となる表面に貼り合わせられる上記1~6のいずれかに記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
本発明においてA層および/またはB層を構成するポリエステルとして、融点が250℃を超え260℃以下のポリエステルを好ましく挙げることができる。このようなポリエステルを採用することで、成形加工性の中でも成形加工時におけるフィルム削れを抑制する効果に特に優れる。融点が上限より高いと、製缶時の延伸に追従できないという観点での成形性に劣り、フィルムにクラックが生じてしまう。他方、融点が下限より低いとフィルム削れ抑制の向上効果が低くなる傾向にある。かかる観点から融点は、より好ましくは251~260℃、さらに好ましくは253~258℃、特に好ましくは254~257℃である。
本発明においてA層および/またはB層を構成するポリエステルとして、融点が230~255℃の共重合ポリエステルを好ましく挙げることができる。このようなポリエステルを採用することで、成形加工性時のフィルムのクラックおよびフィルム削れの両方をバランス良く抑制する効果に優れる。融点が上限より高いとフィルムのクラックが生じ易くなる傾向にある。他方、下限より低すぎると、成形加工時の発熱によってフィルム削れが発生する。
次に、本発明におけるA層とB層のポリマー部分の固有粘度は0.46以上である必要があり、好ましくは0.48以上、より好ましくは0.50以上である。この固有粘度が低い場合、フィルム延伸時のフィルム破断が多くなり、かつ得られたフィルムを金属板に貼り合わせた後、容器に成形する際破断を生じやすい。固有粘度が高いことは、成形加工性の観点からは好ましいことであるが、高すぎるものは生産性を低下させる等の問題が生じる場合があり、かかる観点からは例えば0.80以下が好ましく、より好ましくは0.75以下である。
IV=IVa/(1-C) ---(2)
ここでいうCは各層の着色顔料濃度を指す。
本発明に於いて、表層(A層)はカルボキシル基、ケトン基および水酸基からなる群より選ばれる官能基が導入された変性ポリオレフィンワックスを、組成物の重量を基準として、0.2重量%以上含有している必要があり、0.3重量%以上であることがより好ましい。変性ポリオレフィンワックスの含有量が下限未満の場合には、フィルム表面の潤滑性が不足し、フィルムへのより厳しい負荷がかかる成形加工の際に、削れ、傷付きが発生しやすくなる。変性ポリオレフィンワックスの含有量が大きいことは、削れや傷付き等の成形加工性の観点からは好ましいことではあるが、多すぎるものは、フィルム表面に印刷されたインキとの密着性が損なわれ、その後の工程でインキ剥がれが発生する等の問題が生じる場合があり、かかる観点から、例えば、上限は好ましくは、2.0、より好ましくは、1.8、さらに好ましくは、1.4重量%である。加えて、フィルム表面にワックスが析出してフィルム製膜工程を汚染するため好ましくない。上記の範囲で変性ポリオレフィンワックスを含有することで、成形時の金属工具との摩擦が低減され、優れた成形加工性を発現できる。さらに、ワックスに上記の官能基が導入されていることで、印刷後の成形によってもポリエステルフィルムに積層された印刷層との密着性を確保することができる。
本発明では、A層の外側表面における水との接触角が70°未満である必要がある。水との接触角が、上記の範囲であると印刷後の成形によってもポリエステルフィルムに積層された印刷層との密着性を確保することができる。接触角が上限以上の場合、フィルム表面と印刷層との密着性が悪化し、印刷後の成形加工時にインキが剥がれやすくなり好ましくない。
本発明においてB層は着色顔料を含有し、該着色顔料の含有量は、B層の重量を基準として10重量%を超え50重量%以下である必要があり、好ましい含有量は15~40重量%、より好ましくは15~35重量%の範囲である。着色顔料の含有量が下限以下の場合には隠蔽性に劣り、上限を超える場合には、隠蔽性の向上効果が飽和するだけでなく、フィルムが脆くなってフィルム延伸時にフィルム破断が生じやすくなり、かつ得られたフィルムを金属板に貼り合わせた後、缶に成形加工する際にクラックや破断が生じやすくなるので好ましくない。B層に含有させる着色顔料としては無機、有機系のいずれであってもよいが、無機系の方が好ましい。無機系顔料としては、アルミナ、二酸化チタン、炭酸カルシウム、硫酸バリウム等が好ましく例示され、なかでも二酸化チタンがより好ましい。
なお、A層およびB層には、本発明の目的を阻害しない範囲内で、必要に応じて他の添加物、例えば蛍光増白剤、酸化防止剤、熱安定剤、紫外線吸収剤、帯電防止剤等を添加することができる。特に白度を向上させる場合には、蛍光増白剤が有効である。また、製膜工程や成形工程におけるハンドリング性を向上させるため、不活性粒子を添加してもよい。含有させる不活性粒子としてはポリマー中で安定的に存在できるものであれば特に制限されず、それ自体公知のものを採用でき、例えばポリスチレン、ポリアクリル酸メチルエステル、ポリアクリル酸エチルエステル、ポリメタクリル酸メチルエステル、ポリメタクリル酸エチルエステル、およびジビニルベンゼンから選ばれた、各単量体の重合体、あるいは共重合体、ポリテトラフルオロエチレン、ポリアクリロニトリル、ベンゾグアナミン、シリコーン等の有機質、シリカ、カオリン、タルク、グラファイト等の無機質のいずれかを用いるのが好ましい。これらの不活性粒子の好ましい粒径は0.1~10μmであり、好ましい含有量は0.002~0.5重量%の範囲である。
次に本発明の二軸延伸ポリエステルフィルムの厚みは、必要に応じて適宜変更できるが全体の厚みで6~75μmの範囲が好適であり、なかでも10~75μm、特に15~50μmの範囲が好ましい。厚みが下限未満では成形加工時に削れ等が生じやすくなり、一方上限を超えるものは過剰品質であって不経済である。
以上に説明した本発明の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルムの製造方法は特に限定されず、従来公知の製膜方法により先ず未延伸積層シートを作成し、次いで二方向に延伸すればよい。
本発明の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルムは、金属板の容器外面となる表面に貼り合わされる用途に好適に用いられる。容器内面には通常印刷性が要求されないためである。
[クラック]
試料フィルムを、2層構成のものはB層(金属板貼り合せ面)のポリエステルの融点以上(おおよそ融点+10℃)に、3層構成のものは金属板貼り合せ面となるA層のポリエステルの融点以上(おおよそ融点+10℃)に加熱した板厚0.230mmのティンフリースチールの片面に貼り合わせ、水冷した後150mm径の円板状に切り取り、ダイスとポンチを用いて5段階の絞りしごき加工を施し、55mm径の側面無継目容器を作成した。この缶について缶壁におけるポリエステルフィルム層のクラックの発生状況を評価する。
2軸延伸フィルムサンプルを貼合せた金属板からなる缶に、公知の熱硬化性インキ(DIC株式会社製、MC QL R-3 赤-3)、熱硬化性仕上げニス(DIC株式会社製、6WB117)を缶胴に塗布した後、オーブンにて200℃、30秒の焼付け硬化を行った。得られた缶700個を切り開き、缶胴部を平らに伸ばして試験片とした。得られた試験片のインキが印刷された面を、鉛筆硬度試験器(株式会社丸菱科学機械製作所製 PS-310)を用いて500g荷重下、10mm/minの速度で走査し、インキ剥がれが発生しない最大の鉛筆硬度で判定する。
上記で得られた缶体を用い、缶胴部を目視観察し、隠蔽性を評価する。
本発明の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルムの隠蔽性は、好ましくは金属板地肌の色が殆ど見えず、良好な隠蔽性を示し、より好ましくは金属板地肌の色が全く見えず、優れた隠蔽性を示す。
共重合ポリエステルの融点測定はTA Instruments Q100 DSCを用い、昇温速度20℃/分で融解ピークを求める方法により行った。なおサンプルはなおサンプルはフィルム各層から削り取ったポリエステル組成物を10mg用いる。
フィルム各層から削り取ったポリエステル組成物をo-クロロフェノール25ml中に溶解後、一旦冷却させ、遠心分離機により着色顔料等を取り除き、その溶液をオストワルド式粘度管を用いて35℃の温度条件で測定した溶液粘度から検量線を作成し、算出した。
A層、B層の着色顔料濃度は、フィルム各層から削り取ったポリエステル組成物約1~2gを、セラミック製の坩堝に入れ電気乾燥機内で600℃、6時間以上加熱した後、坩堝に残った灰分重量を、もとのポリエステル組成物の重量で除して求めた。フィルム全体の着色顔料濃度は、製膜した2軸延伸ポリエステルフィルム1gを用いて同様の方法で算出した。
協和科学(株)製、接触角測定装置を用いて測定した。フィルムサンプルを、温度25℃、湿度50%の環境下に24時間以上置いたのち、フィルムのA層が最表層に存在している面上に蒸留水を5mg滴下し、水平の方向から20秒後に写真を撮影した。フィルムと水滴の接線が水滴側に形成する角度を接触角とする。
サンプルを長手方向2mm、幅方向2cmに切り出し、包埋カプセルに固定後、エポキシ樹脂にて包埋した。そして、包埋されたサンプルをミクロトーム(Reichert-Jung製 Supercut)で幅方向に垂直に切断、50μm厚の薄膜切片にする。走査型電子顕微鏡(日立 4300SE/N)を用いて、加速電圧20kVにて観察撮影し、写真から各層の厚みを測定し、5点の平均厚みを求めた。
試料フィルムを、2層構成のものはB層(金属板貼り合せ面)のポリエステルの融点以上(おおよそ融点+10℃)に、3層構成のものは金属板貼り合せ面となるA層のポリエステルの融点以上(おおよそ融点+10℃)に加熱した板厚0.230mmのティンフリースチールの片面に貼り合わせ、水冷した後150mm径の円板状に切り取り、ダイスとポンチを用いて5段階の絞りしごき加工を施し、55mm径の側面無継目容器を作成した。この缶について缶壁におけるポリエステルフィルム層の削れおよびクラックの発生状況により、以下の基準で成形加工性を評価した。
缶体1000缶の缶壁におけるポリエステルフィルム層の削れの発生状況により、以下の基準で成形加工性を評価した。
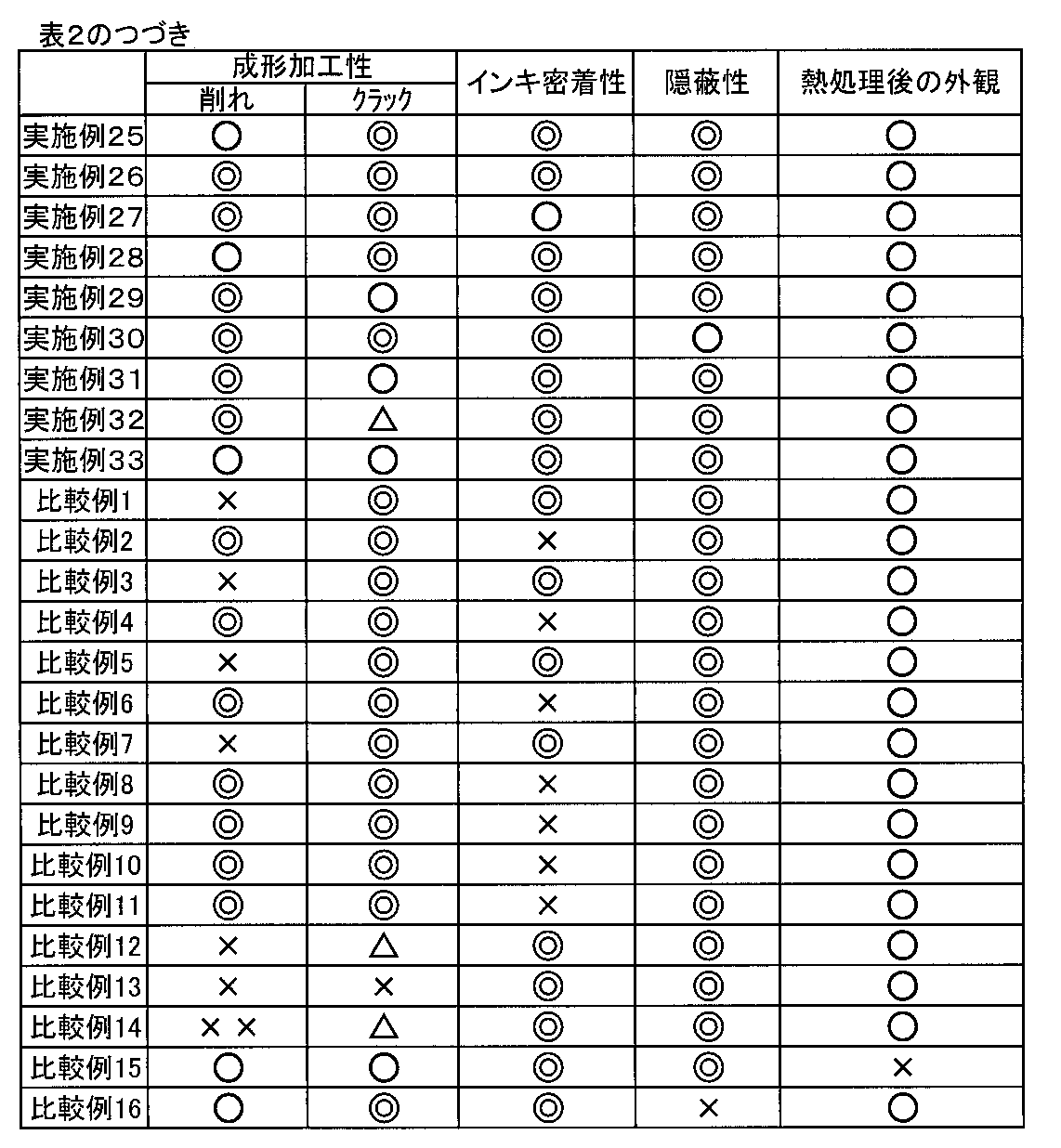
◎:削れ、剥がれの発生率が0.1%未満。
○:0.1~0.5%の缶に削れ、剥がれの発生が認められるが実用上の問題なし。
×:0.1~0.5%の缶に実用上問題となる削れ、剥がれが認められる。
××:0.5%を超える缶に実用上問題となる削れ、剥がれが認められる。
○:フィルムにクラックは認められない。
△:フィルムに小さなクラックが認められる。
×:フィルムに大きなクラックが認められる。
インキ密着性を鉛筆硬度試験で評価した。
2軸延伸フィルムサンプルを貼合せた金属板からなる缶に、公知の熱硬化性インキ(DIC株式会社製、MC QL R-3 赤-3)、熱硬化性仕上げニス(DIC株式会社製、6WB117)を缶胴に塗布した後、オーブンにて200℃、30秒の焼付け硬化を行った。得られた缶700個を切り開き、缶胴部を平らに伸ばして試験片とした。得られた試験片のインキが印刷された面を、鉛筆硬度試験器(丸菱科学機械製作所製 PS-310)を用いて500g荷重下、10mm/minの速度で走査し、インキ剥がれが発生しない最大の鉛筆硬度を測定し、下記基準で判定した。
◎:鉛筆硬度が3H以上
○:鉛筆硬度が2H
△:鉛筆硬度がH
×:鉛筆硬度がF以下
上記で得られた缶体を用い、缶胴部を目視観察し、以下の基準で隠蔽性を評価した。
◎:金属板地肌の色が全く見えず、優れた隠蔽性を示す。
○:金属板地肌の色が殆ど見えず、良好な隠蔽性を示す。
×:金属板地肌の色が見え、隠蔽性が劣る。
成型加工性が良好な缶について、オーブン中で250℃で90秒保持した後の缶の外観を、下記の基準で評価した。
○:缶のフィルム表面に外観不良の発生が認められない。
×:缶のフィルム表面が粗れており外観不良の発生が認められる。
表1に示すA層用ポリエステル組成物およびB層用ポリエステル組成物をそれぞれ独立に乾燥・A層、B層共に280℃で溶融後、3層フィードブロックによりA/B/Aの3層構成に積層し、隣接したダイより共押出し、急冷固化して未延伸積層フィルムを得た。次いで、この未延伸フィルムを100℃で3.0倍に縦延伸した後、130℃で3.0倍に横延伸し、続いて165℃で熱固定して二軸延伸ポリエステルフィルムを得た。
表1に示す様に変性ポリオレフィンワックスとして酸変性ポリエチレンワックスを用いた以外は、実施例1~8に示す方法と同様にして二軸延伸ポリエステルフィルムを得た。ワックスの酸価は30mgKOH/g、重量平均分子量は2,700であった。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。
表1に示す様に変性ポリオレフィンワックスとして酸化ポリエチレンワックスを用いた以外は、実施例1~8に示す方法と同様にして二軸延伸ポリエステルフィルムを得た。ワックスの酸価は15mgKOH/g、重量平均分子量は12,000であった。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。
表1に示す様に変性ポリオレフィンワックスとして酸化ポリエチレンワックスを用いた以外は、実施例1~8に示す方法と同様にして二軸延伸ポリエステルフィルムを得た。ワックスの酸価は24mgKOH/g、重量平均分子量は8,800であった。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。
表1に示す様に2層フィードブロックによりA/Bの2層構成に積層した以外は、実施例1と同様にして二軸延伸ポリエステルフィルムを得た。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。
表1に示す様に変性ポリオレフィンワックスの代わりにポリエチレンワックスを用いた以外は、実施例1~8に示す方法と同様にして二軸延伸ポリエステルフィルムを得た。ワックスの酸価は0mgKOH/g、重量平均分子量は18,000であった。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。
表1に示す様に変性ポリオレフィンワックスの代わりにモンタンエステルワックスを用いた以外は、実施例1~8に示す方法と同様にして二軸延伸ポリエステルフィルムを得た。ワックスの酸価は17mgKOH/gであった。得られた二軸延伸ポリエステルフィルムの評価結果を表2に示す。



Claims (7)
- 融点が230~260℃であるポリエステルと変性ポリオレフィンワックスから主になり、ポリマー部分の固有粘度が0.46以上であり、変性ポリオレフィンワックスの含有量が、組成物の重量を基準として0.2重量%以上で、着色顔料の含有量が10重量%以下であり、外側表面における水との接触角が70°未満である表層(A層)と、
融点が230~260℃であるポリエステルと着色顔料とから主になり、ポリマー部分の固有粘度が0.46以上であり、着色顔料の含有量が10重量%を超え50重量%以下である基材層(B層)との少なくとも2層からなる着色二軸延伸ポリエステルフィルムであって、
前記A層およびB層のポリエステルの融点が下記(1)式を満足する金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
|TmB-TmA|≦4℃ ―――(1)
(ただし、TmAはA層のポリエステルの融点を示し、TmBはB層のポリエステルの融点を示す。) - B層を構成するポリエステルが、融点230~255℃の共重合ポリエステルである、請求項1に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
- A層を構成するポリエステルが、融点230~255℃の共重合ポリエステルである、請求項1または2に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
- A層およびB層を構成するポリエステルが、いずれも融点230~255℃の共重合ポリエステルであり且ついずれもイソフタル酸共重合ポリエチレンテレフタレートである、請求項1に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
- A層が、A層の重量を基準として0.2~2.0重量%の変性ポリオレフィンワックスを含有する、請求項1~4のいずれかに記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
- 変性ポリオレフィンワックスが、酸変性ポリプロピレンワックス、酸変性ポリエチレンワックス、酸化ポリプロピレンワックス、酸化ポリエチレンワックスの群より選ばれる少なくとも一つを含む請求項5に記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
- フィルムが、金属板の容器外面となる表面に貼り合わせられる請求項1~6のいずれかに記載の金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017240542A JP7037108B2 (ja) | 2017-12-15 | 2017-12-15 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
| US16/219,369 US11072149B2 (en) | 2017-12-15 | 2018-12-13 | Biaxially drawn colored polyester film for laminating metal sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017240542A JP7037108B2 (ja) | 2017-12-15 | 2017-12-15 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019107786A JP2019107786A (ja) | 2019-07-04 |
| JP7037108B2 true JP7037108B2 (ja) | 2022-03-16 |
Family
ID=66815033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017240542A Active JP7037108B2 (ja) | 2017-12-15 | 2017-12-15 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11072149B2 (ja) |
| JP (1) | JP7037108B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007203570A (ja) | 2006-02-01 | 2007-08-16 | Teijin Dupont Films Japan Ltd | 金属板貼り合わせ成形加工用積層フィルム |
| JP2017105173A (ja) | 2015-11-26 | 2017-06-15 | 帝人フィルムソリューション株式会社 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5667575A (en) * | 1995-09-21 | 1997-09-16 | Eastman Chemical Company | Process for reducing the color of an emulsion containing functionalized polyolefin wax |
| US6071599A (en) * | 1996-09-18 | 2000-06-06 | Teijin Limited | Polyester film for metal lamination and the use thereof |
| EP0881069B1 (en) * | 1996-10-18 | 2003-01-15 | Teijin Limited | White laminated polyester film for lamination |
| JP3033578B2 (ja) | 1998-03-31 | 2000-04-17 | 東レ株式会社 | 鋼板貼り合わせ用ポリエステルフイルム |
| JP3958867B2 (ja) | 1998-06-02 | 2007-08-15 | 東洋鋼鈑株式会社 | 着色ポリエステルフィルムの製造方法、着色ポリエステルフィルム被覆金属板の製造方法、および缶の加工方法 |
| EP1174457B1 (en) * | 1999-12-03 | 2004-12-22 | Toray Industries, Inc. | Biaxially stretched polyester film for forming |
| US20080261063A1 (en) * | 2004-05-31 | 2008-10-23 | Jfe Steel Corporation | Resin-Coated Metal Sheet |
| JP4401932B2 (ja) * | 2004-11-02 | 2010-01-20 | 帝人デュポンフィルム株式会社 | 金属板貼合せ成形加工用フィルム |
| EP1925639B1 (en) * | 2005-08-08 | 2014-10-08 | Toyobo Co., Ltd. | Film for lamination of metal plate |
| US8652451B2 (en) * | 2009-06-29 | 2014-02-18 | L'oreal | Composition comprising a sugar silicone surfactant and a oil-soluble polar modified polymer |
| JP5874659B2 (ja) * | 2013-02-28 | 2016-03-02 | Jfeスチール株式会社 | 2ピース缶用ラミネート金属板および2ピースラミネート缶体 |
| RS60476B1 (sr) * | 2014-03-31 | 2020-08-31 | Tata Steel Ijmuiden Bv | Poliesterski film koji ima višeslojnu strukturu za laminaciju na metalni supstrat, metalni supstrat koji ima takav poliesterski film i kontejner koji ima komponentu proizvedenu od ovog metalnog supstrata |
| CN107206778B (zh) * | 2015-02-27 | 2019-05-10 | 东丽株式会社 | 叠层聚酯膜 |
| JPWO2016136099A1 (ja) * | 2015-02-27 | 2017-04-27 | Jfeスチール株式会社 | 樹脂被膜金属板、樹脂被膜金属板の製造方法、及び金属容器 |
| JP6380280B2 (ja) * | 2015-07-31 | 2018-08-29 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
| JP6721957B2 (ja) * | 2015-07-31 | 2020-07-15 | 東洋紡フイルムソリューション株式会社 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
| JP6683260B2 (ja) * | 2017-05-31 | 2020-04-15 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
| CA3085412A1 (en) * | 2017-12-15 | 2019-06-20 | Jfe Steel Corporation | Resin-coated metal sheet for container |
| WO2019116706A1 (ja) * | 2017-12-15 | 2019-06-20 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
-
2017
- 2017-12-15 JP JP2017240542A patent/JP7037108B2/ja active Active
-
2018
- 2018-12-13 US US16/219,369 patent/US11072149B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007203570A (ja) | 2006-02-01 | 2007-08-16 | Teijin Dupont Films Japan Ltd | 金属板貼り合わせ成形加工用積層フィルム |
| JP2017105173A (ja) | 2015-11-26 | 2017-06-15 | 帝人フィルムソリューション株式会社 | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| US11072149B2 (en) | 2021-07-27 |
| JP2019107786A (ja) | 2019-07-04 |
| US20190184681A1 (en) | 2019-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5874659B2 (ja) | 2ピース缶用ラミネート金属板および2ピースラミネート缶体 | |
| JP5403195B1 (ja) | ラミネート金属板および食品用缶詰容器 | |
| JP6721957B2 (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| JP5721829B2 (ja) | 金属板貼合せ成形加工用着色2軸延伸ポリエステルフィルム | |
| WO2016203785A1 (ja) | ポリエステル樹脂被覆金属板およびそれを用いた容器 | |
| JP7037108B2 (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| WO2021131765A1 (ja) | 樹脂被覆金属板並びに樹脂被覆絞りしごき缶およびその製造方法 | |
| JP7057909B2 (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| JP2006160999A (ja) | 金属板ラミネート用ポリエステルフィルム、ラミネート金属板、および金属容器 | |
| JP6779755B2 (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| JP7501574B2 (ja) | 配向ポリエステルフィルム | |
| JP2005288706A (ja) | ポリエステル樹脂フィルム被覆金属板及びポリエステル樹脂フィルム被覆金属缶 | |
| JP4635575B2 (ja) | 絞り・しごき缶被覆用ポリエステルフィルム、絞り・しごき缶用ポリエステルフィルム被覆金属板、及びポリエステルフィルム被覆絞り・しごき缶 | |
| JP2003012904A (ja) | 成形加工金属板貼合せ用ポリエステルフィルム | |
| JP2005104146A (ja) | 絞りしごき缶被覆用フィルム及びこれを用いた絞りしごき缶用金属板、並びに絞りしごき缶 | |
| JP4604405B2 (ja) | 金属板熱ラミネート用積層ポリエステルフィルム | |
| JP2006159621A (ja) | 絞り・しごき缶被覆用フィルム及びフィルムロール、それを用いた絞り・しごき缶用フィルム被覆金属板、及びフィルム被覆絞り・しごき缶 | |
| JP4784071B2 (ja) | 絞り・しごき缶被覆用フィルム及びフィルムロール、それを用いた絞り・しごき缶用フィルム被覆金属板、及びフィルム被覆絞り・しごき缶 | |
| JP6389059B2 (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| JP2018161831A (ja) | 金属板貼合せ成形加工用着色二軸延伸ポリエステルフィルム | |
| JP2004345194A (ja) | 缶用樹脂被覆金属板の製造方法 | |
| JP2006159620A (ja) | 絞り・しごき缶被覆用フィルム及びフィルムロール、それを用いた絞り・しごき缶用フィルム被覆金属板、及びフィルム被覆絞り・しごき缶 | |
| JP2005154462A (ja) | 金属板ラミネート用フィルム、フィルムラミネート金属板、および金属容器 | |
| JP2009013241A (ja) | 絞りしごき缶被覆用フイルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190809 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190930 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201026 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210414 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220215 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7037108 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |