JP6819622B2 - Mold disassembling device and mold disassembling method - Google Patents
Mold disassembling device and mold disassembling method Download PDFInfo
- Publication number
- JP6819622B2 JP6819622B2 JP2018013198A JP2018013198A JP6819622B2 JP 6819622 B2 JP6819622 B2 JP 6819622B2 JP 2018013198 A JP2018013198 A JP 2018013198A JP 2018013198 A JP2018013198 A JP 2018013198A JP 6819622 B2 JP6819622 B2 JP 6819622B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- hanger
- casting
- hook
- hanger hook
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 22
- 238000005266 casting Methods 0.000 claims description 123
- 239000004576 sand Substances 0.000 claims description 52
- 238000001514 detection method Methods 0.000 claims description 7
- 230000007723 transport mechanism Effects 0.000 claims description 5
- 238000003384 imaging method Methods 0.000 claims description 3
- 238000007664 blowing Methods 0.000 claims description 2
- 230000032258 transport Effects 0.000 description 32
- 238000012986 modification Methods 0.000 description 27
- 230000004048 modification Effects 0.000 description 27
- 230000007246 mechanism Effects 0.000 description 9
- 238000001816 cooling Methods 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 239000000725 suspension Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000007790 scraping Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000011084 recovery Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/04—Handling or stripping castings or ingots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C5/00—Machines or devices specially designed for dressing or handling the mould material so far as specially adapted for that purpose
- B22C5/18—Plants for preparing mould materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/04—Handling or stripping castings or ingots
- B22D29/08—Strippers actuated mechanically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D47/00—Casting plants
- B22D47/02—Casting plants for both moulding and casting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
Description
本発明は、鋳造ラインにおいて用いられる鋳型ばらし装置及び鋳型ばらし方法に関する。 The present invention relates to a mold disassembling device and a mold disassembling method used in a casting line.
鋳造ラインでは、鋳型に鋳込んだ溶融金属が凝固して冷却された後、鋳型ばらしが行われる。この鋳型ばらしでは、溶融金属が凝固した鋳物と、ばらした鋳型である鋳型砂とが分離される。該鋳物は製品とされ、該鋳型砂は回収されて再利用される。鋳型ばらしを行う鋳型ばらし装置としては、回転ドラム式、振動トラフ式及び振動ドラム式を例示することができる。 In the casting line, the molten metal cast in the mold is solidified and cooled, and then the mold is disassembled. In this mold disassembly, the casting in which the molten metal is solidified and the mold sand that is the disassembled mold are separated. The casting is made into a product, and the mold sand is collected and reused. Examples of the mold disassembling device for performing mold disassembling include a rotary drum type, a vibrating trough type, and a vibrating drum type.
従来技術の一例である特許文献1には、回転ドラム式の冷却装置を用いた鋳型ばらしに関する技術が開示されている。
特許文献1に開示された回転ドラム式の冷却装置においては、鋳物が形成された鋳型を搬入機構により回転ドラムへ搬入すると、回転ドラム内で鋳物を鋳込んだ鋳型と鋳物とが分離され、鋳型は鋳型砂となり、該鋳物及び該鋳型砂が冷却される。鋳物及び鋳型砂は、回転ドラム内を搬入機構側から搬出機構側へ移動し、鋳物は搬出機構に排出され、鋳型砂は砂回収機構に回収される。
Patent Document 1, which is an example of the prior art, discloses a technique relating to mold disassembly using a rotary drum type cooling device.
In the rotary drum type cooling device disclosed in Patent Document 1, when the mold on which the casting is formed is carried into the rotary drum by the carry-in mechanism, the mold into which the casting is cast and the casting are separated in the rotary drum, and the mold is separated. Becomes mold sand, and the casting and the mold sand are cooled. The casting and the mold sand move in the rotary drum from the carry-in mechanism side to the carry-out mechanism side, the casting is discharged to the carry-out mechanism, and the mold sand is collected by the sand recovery mechanism.
上記のような、特許文献1に開示された冷却装置によれば、回転ドラムの回転により鋳物を効率的に冷却可能である。また、回転ドラム内において、常温の砂と、乾燥した高温の砂と、中子砂とが混ざり、砂回収機構による回収前に砂を均質化することが可能である。 According to the cooling device disclosed in Patent Document 1 as described above, the casting can be efficiently cooled by the rotation of the rotating drum. Further, in the rotating drum, normal temperature sand, dry high temperature sand, and core sand are mixed, and the sand can be homogenized before recovery by the sand recovery mechanism.
しかし、特許文献1に開示された冷却装置では、回転ドラム内において鋳物が損傷することがある。これは、鋳物が、回転ドラム内において、他の鋳物又は回転ドラムの内壁に接触又は衝突するためである。このように損傷した鋳物は、表面に打痕又は割れを生じてしまう。鋳物の表面に打痕又は割れを生じると、その鋳物は不良品となるため生産効率が低下する。
また、先に投入された鋳型内の鋳物が、これより後に投入された鋳型内の鋳物よりも後に排出されることがあるため、各鋳物を鋳込んだ順番を特定することが難しく、各鋳物の製造条件を特定することが困難である。
更に、回転ドラム内における鋳物と砂の接触時間が長いため、砂の温度が全体的に上昇してしまう。また、特許文献1に開示された冷却装置では、後処理工程における人の作業量が多くなる。
However, in the cooling device disclosed in Patent Document 1, the casting may be damaged in the rotating drum. This is because the casting comes into contact with or collides with another casting or the inner wall of the rotary drum in the rotary drum. The casting damaged in this way has dents or cracks on the surface. If dents or cracks are formed on the surface of the casting, the casting becomes defective and the production efficiency is lowered.
Further, since the casting in the mold charged earlier may be discharged after the casting in the mold charged later, it is difficult to specify the order in which each casting is cast, and each casting It is difficult to specify the manufacturing conditions of.
Further, since the contact time between the casting and the sand in the rotary drum is long, the temperature of the sand rises as a whole. Further, in the cooling device disclosed in Patent Document 1, the amount of human work in the post-treatment step is large.
これに対し、回転ドラムを用いることなく鋳型ばらしを行う装置として、従来技術の一例である特許文献2に開示されるように、鋳物にハンガを設け、該ハンガに掛かるフックによって鋳物を吊下げて鋳型ばらしを行うことが提案されている。
より詳細には、押出し部材により鋳型塊を押出し、その結果フックをハンガの下方の鋳型塊における鋳物砂内に貫入させ、ハンガのほぼ下方に位置させた後に、鋳型塊を下降させることにより、フックに鋳物を吊下げる。
On the other hand, as a device for performing mold disassembling without using a rotating drum, as disclosed in Patent Document 2, which is an example of the prior art, a hanger is provided on the casting, and the casting is hung by a hook hooked on the hanger. It has been proposed to disassemble the mold.
More specifically, the hook is extruded by an extruding member so that the hook penetrates into the casting sand in the mold mass below the hanger, is located approximately below the hanger, and then lowers the mold mass. Suspend the casting.
上記の特許文献2に開示される技術によれば、フックを鋳物砂内に貫入させるため、長期の使用によりフックの先端部が摩耗する。フックの先端部が摩耗すると、フックの長さが短くなるため、鋳型を下降させた際にフックに鋳物がかからないことがある。
また、鋳物をフックに繰り返し吊下げると、鋳物のハンガ部が当接するフックの上側が摩耗する。フックの上側が摩耗すると、摩耗した部分の厚みが薄くなるため、鋳物を吊下げた際にフックが折れ、結果としてフックに鋳物がかからないことがある。
According to the technique disclosed in Patent Document 2 described above, since the hook penetrates into the casting sand, the tip of the hook wears after long-term use. When the tip of the hook is worn, the length of the hook is shortened, so that the hook may not be cast when the mold is lowered.
Further, when the casting is repeatedly hung on the hook, the upper side of the hook with which the hanger portion of the casting comes into contact is worn. When the upper side of the hook is worn, the thickness of the worn portion becomes thin, so that the hook may break when the casting is hung, and as a result, the casting may not be applied to the hook.
本発明が解決しようとする課題は、フックの摩耗を抑制または検出することで、より確実に鋳物をフックに吊下げることができる、鋳型ばらし装置及び鋳型ばらし方法を提供することである。 An object to be solved by the present invention is to provide a mold release device and a mold release method capable of more reliably suspending a casting from a hook by suppressing or detecting wear of the hook.
本発明は、上記課題を解決するため、以下の手段を採用する。すなわち、本発明は、鋳造物及びハンガ部を有する鋳物が形成された鋳型を前記鋳物と分離する鋳型ばらし装置であって、前記鋳型から離脱可能なテーブルと、該テーブル上に前記鋳型を搬送する搬送機構と、前記テーブルから分離された前記鋳型内の前記ハンガ部に掛かるハンガーフックと、前記鋳型の前記ハンガ部の近傍の部分を除去する除去装置と、を備える鋳型ばらし装置を提供する。 The present invention employs the following means in order to solve the above problems. That is, the present invention is a mold disassembling device that separates a casting and a mold on which a casting having a hanger portion is formed from the casting, and transports the mold on a table that can be detached from the mold and the mold. Provided is a mold disassembling device including a transport mechanism, a hanger hook hooked on the hanger portion in the mold separated from the table, and a removing device for removing a portion of the mold in the vicinity of the hanger portion.
また、本発明は、鋳造物及びハンガ部を有する鋳物が形成された鋳型を前記鋳物と分離する鋳型ばらし装置であって、前記鋳型から離脱可能なテーブルと、該テーブル上に前記鋳型を搬送する搬送機構と、前記テーブルから分離された前記鋳型内の前記ハンガ部に掛かるハンガーフックと、該ハンガーフックの摩耗を検知する摩耗検知装置と、を備える鋳型ばらし装置を提供する。 Further, the present invention is a mold disassembling device for separating a casting and a mold on which a casting having a hanger portion is formed from the casting, and transports the mold on a table that can be detached from the mold and the mold. Provided is a mold disassembling device including a transport mechanism, a hanger hook hooked on the hanger portion in the mold separated from the table, and a wear detecting device for detecting wear of the hanger hook.
また、本発明は、鋳造物及びハンガ部を有する鋳物が形成された鋳型を前記鋳物と分離する鋳型ばらし方法であって、前記鋳型の前記ハンガ部の近傍の部分を除去し、前記鋳型から離脱可能なテーブル上に前記鋳型を搬送させて、ハンガーフックの上方に前記ハンガ部を位置づけ、前記鋳型を前記テーブルから分離させて前記ハンガーフックに前記ハンガ部を掛ける、鋳型ばらし方法を提供する。 Further, the present invention is a mold disassembling method for separating a casting and a mold on which a casting having a hanger portion is formed from the casting, in which a portion of the mold near the hanger portion is removed and the mold is separated from the mold. Provided is a mold disassembling method in which the mold is conveyed on a possible table, the hanger portion is positioned above the hanger hook, the mold is separated from the table, and the hanger portion is hung on the hanger hook.
本発明によれば、フックの摩耗を抑制または検出することで、より確実に鋳物をフックに吊下げることができる、鋳型ばらし装置及び鋳型ばらし方法を提供することができる。 According to the present invention, it is possible to provide a mold disassembling device and a mold disassembling method capable of more reliably suspending a casting from a hook by suppressing or detecting wear of the hook.
以下、本発明の実施形態について図面を参照して詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
[第1実施形態]
本第1実施形態における鋳型ばらし装置は、鋳造物及びハンガ部を有する鋳物が形成された鋳型を鋳物と分離するものであって、鋳型から離脱可能なテーブルと、テーブル上に鋳型を搬送する搬送機構と、テーブルから分離された鋳型内のハンガ部に掛かるハンガーフックと、鋳型のハンガ部の近傍の部分を除去する除去装置と、を備える。
[First Embodiment]
The mold disassembling device in the first embodiment separates the casting and the mold on which the casting having the hanger portion is formed from the casting, and is a table that can be detached from the mold and a transport that conveys the mold on the table. It is provided with a mechanism, a hanger hook that hangs on a hanger portion in a mold separated from the table, and a removing device that removes a portion in the vicinity of the hanger portion of the mold.
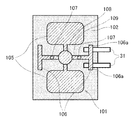
まず、本第1実施形態における鋳型ばらし装置に投入される鋳型及び鋳型内部に形成された鋳物を説明する。図1、図2は、鋳型及び鋳物の縦断面図と横断面図である。図1、図2においては、鋳型の内部に形成されている鋳物は、ハッチングをかけて示されている。
鋳型102は、上鋳型103と下鋳型104とを備え、上鋳型103と下鋳型104との間には鋳物101が形成されている。上鋳型103と下鋳型104は、上鋳型103の製品となる面と下鋳型104の製品となる面が互いに接することで、鋳物101を内部に閉じこめている。
First, the mold to be put into the mold disassembling device and the casting formed inside the mold in the first embodiment will be described. 1 and 2 are a vertical sectional view and a horizontal sectional view of a mold and a casting. In FIGS. 1 and 2, the casting formed inside the mold is shown by hatching.
The
鋳物101は、製品となる鋳造物105と、ハンガ部106、及びこれらを連結する連結部109(図2参照)とを有する。連結部109は水平方向に延在するように形成されている。ハンガ部106は、連結部109に直交し、鋳型102の側面に沿って水平方向に延在するように、連結部109に接続して設けられている。これにより、ハンガ部106は、連結部109とあわせてT字型に形成されている。
鋳造物105とハンガ部106、及び連結部109は、一体に形成されている。後に説明するように、鋳型102から鋳型砂を分離するに際し、ハンガ部106の下方にはハンガーフック31(図2参照)が配置される。
The
The
鋳造物105とハンガ部106aとを連結する部分には、ロボットアームが鋳物101を掴む際に使用される突部107が形成されている。上鋳型103には、注湯の際の湯口となる部分である注湯部108が形成されている。
A
図3は、本第1実施形態に係る鋳型ばらし装置を含む鋳造ラインを示す概略図である。図3に示す鋳造ライン20は、鋳型造型装置21と、注湯装置22と、第1搬送部23と、第2搬送部24と、鋳型ばらし装置30とを備えている。
FIG. 3 is a schematic view showing a casting line including a mold disassembling device according to the first embodiment. The
鋳型造型装置21は、鋳型砂を成形することで鋳型102を造型する。ここで、鋳型により形成される鋳物101は、図1、図2を用いて説明したように、製品となる鋳造物105と、鋳型ばらしにおいて利用されるハンガ部106とを有する形状である。注湯装置22は、鋳型造型装置21が造型した鋳型102に溶融金属を鋳込むために注湯を行う。
The
第1搬送部23は、注湯装置22により溶湯が鋳込まれて鋳物が形成された鋳型102を鋳型ばらし装置30へ搬送する。鋳型ばらし装置30は、第1搬送部23によって搬送された鋳型102と鋳物101とを分離し、鋳型102をばらし、発生した鋳型砂を回収し、鋳物101を排出する。第2搬送部24は、鋳型ばらし装置30から排出された鋳物101を、例えば検査工程等の、図示しない次の工程の場所へ搬送する。
The
図4(a)は、鋳型ばらし装置の側面図であり、図4(b)は、ハンガーフックと鋳型及び鋳物との関係を説明する、図4(a)のA−A部分の断面図である。
鋳型ばらし装置30は、テーブル32とプッシャー(搬送機構)33を備えている。
テーブル32は、図3の白抜き矢印で示す第1搬送部23の進行方向に隣接して設けられている。
鋳物101が形成された鋳型102は、鋳型102を第1搬送部23からテーブル32の方向へ押し出すプッシャー33により押し出されて、テーブル32上に搬送され、載置される。
テーブル32は、第1搬送部23側の端辺が回転軸34を中心として回転自在に支持されている。このため、テーブル32の、回転軸34とは逆側の端辺32aを、下側の方向D1へと回転移動させて、テーブル32を32Aで示される位置へと移動させることで、テーブル32を、テーブル32上に載置された鋳型102から離脱可能な構造となっている。
4 (a) is a side view of the mold disassembling device, and FIG. 4 (b) is a cross-sectional view of a portion AA of FIG. 4 (a) for explaining the relationship between the hanger hook and the mold and the casting. is there.
The
The table 32 is provided adjacent to the traveling direction of the
The
The end side of the table 32 on the side of the
鋳型ばらし装置30は、レール35、懸吊装置36、係合部材37、及びハンガーフック31を備えている。
レール35は、テーブル32の端辺32aの上方に、紙面に直交する方向に配設されている。懸吊装置36は、レール35に懸架されている。
The
The
懸吊装置36の下端36aには、ハンガーフック31が設けられている。
ハンガーフック31は、本第1実施形態においては、断面矩形形状の、例えばステンレス等により形成された棒材の一方の端部31a側が、湾曲した形状を成している。この湾曲した湾曲部31bよりも一方の側に位置する端部31a側は、湾曲部31bからこの一方の端部31aに向かうにつれて漸次厚さが減少するように形成されている。ハンガーフック31は、一方の端部31aがテーブル32に向かうように配されている。この先端31aは、鋳型102がプッシャー33により押し出されて図4(a)に二点鎖線で描かれた102Aに示される位置に搬送された際に、鋳物101のハンガ部106の下方に位置するように設けられている。ハンガーフック31は、水平方向に延在するように他端31c近傍に設けられた回転軸39を中心として自在に回転することにより、先端31a側が位置102Aに位置する鋳型102のハンガ部106に対して接近し、あるいは離れることが可能となっている。
A
In the first embodiment, the
このようにハンガーフック31は回転自在に設けられているため、鋳型102がプッシャー33により位置102Aまで押し出された際に、ハンガーフック31の先端31aが鋳型102を形成する鋳型砂に当接し、鋳型102に押されて移動することがある。これを抑制するため、ハンガーフック31のテーブル32とは反対側に、ハンガーフック31に当接するように係合部材37が設けられている。
係合部材37は押出装置38に接続されている。押出装置38は、係合部材37をハンガーフック31の方向に押し、ハンガーフック31の先端31aを位置102Aに位置する鋳型102のハンガ部106に接近する方向に移動可能な構成となっている。
Since the
The engaging
本第1実施形態においては、一対のハンガーフック31が、回転軸39の両端に設けられている。
一対のハンガーフック31の各々は、図2及び図4(b)に示されるように、連結部109を挟んで互いに反対側に位置するハンガ部106の2つの端部106aの各々に対応するように、連結部109を挟んで位置づけられている。
このように、鋳型102が位置102Aに搬送されてテーブル32を回転させ鋳型102から離脱させた際には、テーブル32から分離された鋳型102が自重により落下し、鋳型102内のハンガ部106に一対のハンガーフック31が掛かる構成となっている。
一対のハンガーフック31は、回転軸39と、及び図示されない棒状の連結部材により、複数の位置で互いに連結され固定されている。
In the first embodiment, a pair of hanger hooks 31 are provided at both ends of the
Each of the pair of hanger hooks 31 corresponds to each of the two ends 106a of the
In this way, when the
The pair of hanger hooks 31 are connected to each other at a plurality of positions and fixed by a rotating
ハンガーフック31を備えた懸吊装置36は、レール35上に複数配置されている。懸吊装置36は、ハンガーフック31により鋳物101を吊下げて鋳型砂を落とす作業を終えた後、順次、紙面に直交する方向、例えば紙面の奥へ進行するように構成されている。
A plurality of
鋳型ばらし装置30は、鋳型102のハンガ部106の近傍の部分を除去する除去装置を備えている。図5(a)は、鋳型ばらし装置の、鋳型砂を除去している状態の側面図、図5(b)は図5(a)における除去装置40側から鋳型及び鋳物を視た場合の側面図、図5(c)は鋳型を搬送した状態の側面図である。
除去装置40は、鉛直方向に延在する棒状の支持部材41と、支持部材41の下端41aに設けられたエアノズル42を備えている。
The
The removing
支持部材41は、プッシャー33とハンガーフック31の間に、より詳細にはテーブル32の上方の第1搬送部23側の位置に設けられている。
エアノズル42は、第1搬送部23の方向D2に空気を吹き出すように設けられている。本第1実施形態においては、エアノズル42は、支持部材41を挟んで水平方向に対となるように設けられている。より詳細には、本第1実施形態においては、エアノズル42は、図5(a)の紙面手前側に上下方向に並んで2個、及び、図5(a)の紙面奥側に上下方向に並んで2個の、計4個が設けられている。
各エアノズル42は、図示されないホースを介して、図示されないコンプレッサに接続されている。
The
The
Each
支持部材41は、下端41aを鉛直方向に移動自在に設けられている。
支持部材41は、図5(a)に示されるように、下端41aに設けられたエアノズル42が、第1搬送部23上に設けられた鋳型102の、下端102aより上でハンガ部106よりも下に位置づけられるように移動可能である。
この状態においては、エアノズル42は、第1搬送部23上に設けられた鋳型102のハンガ部106近傍の部分102cに空気を吹き付けて、吹き付けられた部分から鋳型砂を分離、除去させる。
本第1実施形態においては、支持部材41を挟んで対となるように設けられたエアノズル42の各々が、第1搬送部23上に設けられた鋳型102の一対のハンガーフック31の各々に対応する、図5(b)に二点鎖線で示されるハンガ部106よりも下側の部分(ハンガ部近傍の部分)102cに空気を吹き付ける。
The
In the
In this state, the
In the first embodiment, each of the
また、支持部材41は、下端41aが鋳型102の上端102bよりも上に位置づけられるように移動可能である。この状態においては、図5(c)に示されるように、支持部材41が障害となることなく、プッシャー33が鋳型102をテーブル32上へ搬送可能である。
Further, the
このように、エアノズル42は、プッシャー33とハンガーフック31の間の位置に、鉛直方向に移動自在に設けられている。
As described above, the
次に、図1〜5を用いて、上記の鋳型ばらし装置30による鋳型ばらし方法を説明する。
本鋳型ばらし方法は、鋳造物及びハンガ部を有する鋳物が形成された鋳型を鋳物と分離するものであって、鋳型のハンガ部の近傍の部分を除去し、鋳型から離脱可能なテーブル上に鋳型を搬送させて、ハンガーフックの上方にハンガ部を位置づけ、鋳型をテーブルから分離させてハンガーフックにハンガ部を掛ける。
Next, the mold disassembling method by the above
This mold disassembling method separates the casting and the mold in which the casting having the hanger portion is formed from the casting, removes the portion near the hanger portion of the mold, and puts the mold on a table that can be detached from the mold. To position the hanger above the hanger hook, separate the mold from the table and hang the hanger on the hanger hook.
まず、第1搬送部23上に鋳型102が設けられた状態で、除去装置40を下降させ、エアノズル42の各々を、図5(b)に二点鎖線で示されるハンガ部106よりも下側の部分102cと対向させる。
この状態で、エアノズル42から鋳型102のハンガ部106近傍の部分102cに空気を吹き付けて、吹き付けられた部分から鋳型砂を分離させ、除去する。
その後、除去装置40を上昇させ、支持部材41の下端41aが鋳型102の上端102bよりも上に位置づけられるように移動する。
First, with the
In this state, air is blown from the
After that, the removing
続いて、ハンガーフック31に係合部材37を当接させた状態で、プッシャー33により鋳型102を第1搬送部23からテーブル32の方向へ押し出すことで、鋳型102をテーブル32上に搬送し、載置する。この状態で、ハンガーフック31の先端31aは、鋳物101のハンガ部106の下方に位置している。
そして、テーブル32の、回転軸34とは逆側の端辺32aを、下側の方向D1へと回転移動させて、テーブル32を、テーブル32上に載置された鋳型102から離脱させる。すると、テーブル32から分離された鋳型102が自重により落下し、鋳型102内のハンガ部106に一対のハンガーフック31が掛かり、吊下げられる。この際の落下による衝撃で、鋳型102を形成する鋳型砂の多くは、鋳物101から分離する。
Subsequently, with the engaging
Then, the
鋳物101になおも定着して残留する鋳型砂は、図示されない振動装置により振動を与える等の方法で、鋳物101から分離、除去される。 The mold sand that is still fixed and remains on the casting 101 is separated and removed from the casting 101 by a method such as applying vibration by a vibration device (not shown).
次に、上記の鋳型ばらし装置及び鋳型ばらし方法の効果について説明する。 Next, the effects of the above-mentioned mold disassembling device and mold disassembling method will be described.
上記の鋳型ばらし装置30は、鋳造物105及びハンガ部106を有する鋳物101が形成された鋳型102を鋳物101と分離するものであって、鋳型102から離脱可能なテーブル32と、テーブル32上に鋳型102を搬送するプッシャー33と、テーブル32から分離された鋳型102内のハンガ部106に掛かるハンガーフック31と、鋳型102のハンガ部106の近傍の部分102cを除去する除去装置40と、を備える。
上記のような構成によれば、鋳型102がプッシャー33により搬送されてハンガ部106の下方にハンガーフック31が位置づけられる前に、除去装置40によって、鋳型102のハンガ部106の近傍の部分102cを除去可能である。これにより、ハンガーフック31の上方に鋳型102のハンガ部106が搬送される際に、ハンガーフック31が接触する、鋳型102を形成する鋳型砂の量を低減可能である。したがって、ハンガーフック31の、特に先端31a部分の摩耗を抑制し、鋳型102を下降させた際にハンガーフック31により確実に鋳物101を吊下げることができる。
また、上記のように、ハンガーフック31が接触する、鋳型102を形成する鋳型砂の量が低減されるため、ハンガーフック31を鋳型102に貫入させる際の鋳型砂の抵抗を低減することができる。これにより、ハンガーフック31の位置づけの精度が向上するため、更に確実に鋳物101を吊下げることができる。
The
According to the above configuration, before the
Further, as described above, since the amount of mold sand forming the
また、除去装置40は、鋳型102のハンガ部106近傍の部分102cに空気を吹き付けて鋳型砂を除去するエアノズル42を備えている。
上記のような構成によれば、鋳型102からの鋳型砂の分離、除去を容易に実行可能である。
Further, the removing
According to the above configuration, it is possible to easily separate and remove the mold sand from the
また、エアノズル42は、プッシャー33とハンガーフック31の間の位置に、鉛直方向に移動自在に設けられている。
上記のような構成によれば、除去装置40がプッシャー33とハンガーフック31の間の位置に設けられていたとしても、支持部材41の下端41aが鋳型102の上端102bよりも上に位置づけられるように移動すれば、支持部材41が障害となることなく、プッシャー33が鋳型102をテーブル32上へ搬送可能である。
Further, the
According to the above configuration, even if the removing
[第1実施形態の第1変形例]
次に、図6を用いて、上記第1実施形態として示した鋳型ばらし装置及び鋳型ばらし方法の第1変形例を説明する。図6は、本第1変形例における鋳型ばらし装置50の側面図である。本第1変形例の鋳型ばらし装置50においては、上記第1実施形態の鋳型ばらし装置30とは、除去装置51のエアノズル52が設けられた場所が異なっている。
すなわち、本第1変形例においては、エアノズル52は、ハンガーフック31が固定される係合部材37に固定して設けられている。これに伴い、鋳型ばらし装置50は、支持部材41を備えていない。
[First Modified Example of First Embodiment]
Next, with reference to FIG. 6, a first modification of the mold disassembling device and the mold disassembling method shown as the first embodiment will be described. FIG. 6 is a side view of the
That is, in the first modification, the
鋳型ばらし装置50を用いた鋳型ばらし方法は、以下のとおりである。まず、ハンガーフック31に係合部材37を当接させた状態で、プッシャー33により鋳型102をハンガーフック31の手前まで一旦搬送し、エアノズル52によって鋳型102のハンガ部106の近傍の部分102cに方向D3として示されるように空気を吹き付け、鋳型砂を除去する。その後、プッシャー33が鋳型102をテーブル32上に搬送させて、ハンガーフック31の先端31aの上方に、鋳物101のハンガ部106を位置づける。そして、鋳型102をテーブル32から分離させてハンガーフック31にハンガ部106を掛ける。
The mold disassembling method using the
上記のような構成によれば、エアノズル52から吹き出す空気がハンガーフック31に当たるため、ハンガーフック31に付着した鋳型砂を除去可能である。これにより、砂がハンガーフック31に付着した状態でハンガ部106を吊り下げないため、更に効果的に、ハンガーフック31の摩耗を抑制可能である。
更に、エアノズル52はハンガーフック31ではなく係合部材37に取り付けられているため、ハンガーフック31が摩耗した際の交換が容易である。
According to the above configuration, since the air blown from the
Further, since the
本第1変形例が、既に説明した第1実施形態と同様な他の効果を奏することは言うまでもない。 Needless to say, this first modification has other effects similar to those of the first embodiment already described.
[第1実施形態の第2変形例]
次に、図7を用いて、上記第1実施形態として示した鋳型ばらし装置及び鋳型ばらし方法の第2変形例を説明する。図7(a)は、本第2変形例における鋳型ばらし装置60の側面図、図7(b)は、図7(a)のB−B部分の横断面図である。本第2変形例の鋳型ばらし装置60においては、上記第1実施形態の鋳型ばらし装置30とは、除去装置61が除去板63により鋳型102の鋳型砂を引っ掻き削り取ることで除去する点が異なっている。
[Second variant of the first embodiment]
Next, with reference to FIG. 7, a second modification of the mold disassembling device and the mold disassembling method shown as the first embodiment will be described. 7 (a) is a side view of the
鋳型ばらし装置60の除去装置61は、鉛直方向に延在する棒状の支持部材62と、支持部材62の下端62aに設けられた除去板63を備えている。
支持部材62は、プッシャー33とハンガーフック31の間に、より詳細にはテーブル32の上方の第1搬送部23側の位置に設けられている。
除去板63は、鉛直面内に延在するように、かつ、支持部材62の第1搬送部23側に位置付けられて、回転軸63aを中心として水平方向に回転可能に設けられている。
除去板63はどのような形状を成していてもよいが、劣化時に交換する際のコストを低減するために、矩形形状などの簡単な形状が望ましい。
The
The
The
The
支持部材62は、下端62aを鉛直方向に移動自在に設けられている。
支持部材62は、図7(a)に示されるように、下端62aに設けられた除去板63が、第1搬送部23上に設けられた鋳型102の、下端102aより上でハンガ部106よりも下に位置づけられるように移動可能である。
この状態において、図7(b)に示されるように、除去板63を、回転軸63aを中心として方向D4の方向に、例えば63Aで示される位置へと回転させることで、第1搬送部23上に設けられた鋳型102のハンガ部106近傍の部分102cの鋳型砂を引っ掻き削り取る。図7(b)においては、二点鎖線で示される円弧よりも右側の領域R1に位置する鋳型砂が削り取られる。
The
As shown in FIG. 7A, in the
In this state, as shown in FIG. 7B, the
また、支持部材62は、下端62aが鋳型102の上端102bよりも上に位置づけられるように移動可能である。この状態においては、支持部材62が障害となることなく、プッシャー33が鋳型102をテーブル32上へ搬送可能である。
Further, the
このように、除去装置61は、鋳型102のハンガ部106近傍の部分102cの高さ位置に鉛直面内に延在して設けられて、水平方向に回転可能な除去板63を備えている。
As described above, the removing
上記のように除去板63を回転させる際に、鋳型102を削り取る力により、鋳型102が第1搬送部23の定位置からずれる可能性がある。これを抑制するために、除去装置61は、2枚の移動抑制板64を備えている。移動抑制板64は、第1搬送部23上に載置された鋳型102の、ハンガーフック31とプッシャー33を結ぶ線と平行な2つの側面に沿うように設けられている。
When the
鋳型ばらし装置60を用いた鋳型ばらし方法は、以下のとおりである。まず、第1搬送部23上に鋳型102が設けられた状態で、除去装置61を下降させ、除去板63を、ハンガ部106よりも下側の部分102cと対向させる。
この状態で、除去板63を回転させ、鋳型102のハンガ部106の近傍の部分102cの鋳型砂を除去する。
その後、除去装置61を上昇させ、支持部材62の下端62aが鋳型102の上端102bよりも上に位置づけられるように移動する。
そして、ハンガーフック31に係合部材37を当接させた状態で、プッシャー33が鋳型102を搬送し、テーブル32上に鋳型102を搬送させて、ハンガーフック31の先端31aの上方に、鋳物101のハンガ部106を位置づける。そして、鋳型102をテーブル32から分離させてハンガーフック31にハンガ部106を掛ける。
The mold disassembling method using the
In this state, the
After that, the removing
Then, with the engaging
本第2変形例が、既に説明した第1実施形態と同様な効果を奏することは言うまでもない。 Needless to say, the second modification has the same effect as that of the first embodiment already described.
[第1実施形態の第3変形例]
次に、図8を用いて、上記第1実施形態として示した鋳型ばらし装置及び鋳型ばらし方法の第3変形例を説明する。図8(a)は、本第3変形例における鋳型ばらし装置70の側面図、図8(b)は、図8(a)のC矢視部分近傍の平面図である。本第3変形例の鋳型ばらし装置70においては、上記第1実施形態の鋳型ばらし装置30とは、除去装置71が、除去頭部72を押出装置73により鋳型102に向かって押し出して鋳型102の鋳型砂を削り取ることで除去する点が異なっている。
[Third variant of the first embodiment]
Next, a third modification of the mold disassembling device and the mold disassembling method shown as the first embodiment will be described with reference to FIG. 8 (a) is a side view of the
鋳型ばらし装置70の除去装置71は、鋳型102のハンガ部106近傍の部分102cの高さ位置に設けられた除去頭部72と、除去頭部72を鋳型102に向かって水平方向に押しだす押出装置73とを備えている。
除去頭部72は、例えば略直方体状の鋼製の部材である。除去頭部72は、ハンガーフック31とプッシャー33を結ぶ線に水平面内で直交する方向において、第1搬送部23上に載置された鋳型102に隣接するように、ハンガ部106の下側に位置づけられて設けられている。
押出装置73は、例えばシリンダーであり、除去頭部72を鋳型102に向けて、例えば方向D5として示される方向に押しだして、第1搬送部23上に設けられた鋳型102のハンガ部106近傍の部分102cの鋳型砂を押しだし削り取る。図8(b)においては、二点鎖線で示される直線よりも右側の領域R2に位置する鋳型砂が削り取られる。
The
The
The
除去装置71は、上記の第2変形例と同様に、2枚の移動抑制板64を備えている。
The removing
鋳型ばらし装置70を用いた鋳型ばらし方法は、以下のとおりである。まず、第1搬送部23上に鋳型102が設けられた状態で、押出装置73が除去頭部72を鋳型102の方向に押しだし、鋳型102のハンガ部106の近傍の部分102cの鋳型砂を除去する。
その後、ハンガーフック31に係合部材37を当接させた状態で、プッシャー33が鋳型102を搬送し、テーブル32上に鋳型102を搬送させて、ハンガーフック31の先端31aの上方に、鋳物101のハンガ部106を位置づける。そして、鋳型102をテーブル32から分離させてハンガーフック31にハンガ部106を掛ける。
The mold disassembling method using the
After that, with the engaging
本第3変形例が、既に説明した第1実施形態と同様な効果を奏することは言うまでもない。 Needless to say, this third modification has the same effect as that of the first embodiment already described.
[第2実施形態]
次に、第2実施形態を説明する。図9は、第2実施形態における鋳型ばらし装置80の説明図である。本第2実施形態においては、第1実施形態と対応する部分には同一の符号を付けて説明を省略する。
本第2実施形態においては、鋳型ばらし装置80は、第1実施形態と同様に、鋳型から離脱可能なテーブルと、テーブル上に鋳型を搬送するプッシャーと、テーブルから分離された鋳型内のハンガ部に掛かるハンガーフック31と、を備えている。鋳型ばらし装置80は、鋳型ばらし装置の替わりに、ハンガーフック31の摩耗を検知する摩耗検知装置81を備えている。
[Second Embodiment]
Next, the second embodiment will be described. FIG. 9 is an explanatory diagram of the
In the second embodiment, as in the first embodiment, the
鋳物101をハンガーフック31に繰り返し吊下げると、鋳物101のハンガ部106が当接し鋳物101の自重が作用する、ハンガーフック31の湾曲部31bの上側31dが擦り減り、摩耗する。ハンガーフック31の上側31dが摩耗すると、摩耗した部分の厚みが薄くなるため、ハンガーフック31に吊下げられた鋳物101のハンガ部106の高さ位置が、摩耗していないハンガーフック31に吊下げた場合に比べると低下する。
When the casting 101 is repeatedly hung on the
本第2実施形態においては、摩耗検知装置81は、ハンガーフック31に吊下げられた状態の鋳物101の高さ位置を測定する鋳物高さ測定装置82を備えている。摩耗検知装置81はまた、比較部83と通報器84を備えている。
鋳物高さ測定装置82は、例えばレーザー等により対象物の高さを測定するセンサーであってよい。鋳物高さ測定装置82は、ハンガーフック31に掛けられた鋳物101のハンガ部106の高さ位置を測定し、比較部83に送信する。
比較部83は、この高さ位置を所定の値と比較し、高さ位置が所定の値よりも低い場合に、ハンガーフック31が摩耗した旨を、警報等の通報器84により作業員に通報する。
In the second embodiment, the
The casting
The
このように、上記の鋳型ばらし装置80は、鋳造物及びハンガ部106を有する鋳物101が形成された鋳型を鋳物101と分離するものであって、鋳型から離脱可能なテーブルと、テーブル上に鋳型を搬送するプッシャーと、テーブルから分離された鋳型内のハンガ部106に掛かるハンガーフック31と、ハンガーフック31の摩耗を検知する摩耗検知装置81と、を備える。
上記のような構成によれば、ハンガーフック31の摩耗を検知することができるため、ハンガーフック31により鋳型102を確実に吊下げることができなくなるほど摩耗が進行する前に、ハンガーフック31を適宜、交換することができる。したがって、ハンガーフック31により確実に鋳物101を吊下げることができる。
As described above, the
According to the above configuration, since the wear of the
また、摩耗検知装置81は、ハンガーフック31に吊下げられた状態の鋳物101の高さ位置を測定する鋳物高さ測定装置82を備えている。
上記のような構成によれば、ハンガーフック31に吊下げられた状態の鋳物101の高さ位置を測定することによりハンガーフック31の湾曲部31bの上側31dの摩耗状況を把握することができる。このため、ハンガーフック31により鋳型102を吊下げた際にハンガーフック31が折れて鋳型102が落下するほど摩耗が進行する前に、ハンガーフック31を適宜、交換することができる。したがって、ハンガーフック31により確実に鋳物101を吊下げることができる。
Further, the
According to the above configuration, the wear state of the
[第2実施形態の変形例]
次に、図10を用いて、上記第2実施形態として示した鋳型ばらし装置及び鋳型ばらし方法の変形例を説明する。図10は、本変形例における鋳型ばらし装置90の説明図である。本変形例の鋳型ばらし装置90においては、上記第2実施形態の鋳型ばらし装置80とは、摩耗検知装置91が、ハンガーフック31を撮像して、ハンガーフック31の摩耗状態を検出する撮像装置92を備えている点が異なっている。
[Modified example of the second embodiment]
Next, a modified example of the mold disassembling device and the mold disassembling method shown as the second embodiment will be described with reference to FIG. FIG. 10 is an explanatory diagram of the
より詳細には、鋳型ばらし装置90の摩耗検知装置91は、撮像装置92と画像比較部93を備えている。
撮像装置92は、例えばカメラ等であり、鋳物101が掛けられていない状態のハンガーフック31を撮像して、撮影画像94を生成する。
画像比較部93は、摩耗していない新品のハンガーフック31を撮像した基本画像95と、撮影画像94とを比較し、画像処理等により撮影画像94の摩耗の程度を検出する。
More specifically, the
The
The
本変形例が、既に説明した第2実施形態と同様な効果を奏することは言うまでもない。
特に、本変形例においては、ハンガーフック31の湾曲部31bの上側31dだけでなく、ハンガーフック31全体の摩耗状況を検出可能である。すなわち、ハンガーフック31の先端31aの摩耗状況を検出可能であるため、ハンガーフック31が鋳型102内に効果的に貫入できなくなるほど摩耗が進行する前に、ハンガーフック31を適宜、交換することができる。したがって、ハンガーフック31により確実に鋳物101を吊下げることができる。
Needless to say, this modification has the same effect as that of the second embodiment already described.
In particular, in this modification, it is possible to detect not only the
なお、本発明の鋳型ばらし装置及び鋳型ばらし方法は、図面を参照して説明した上述の各実施形態及び各変形例に限定されるものではなく、その技術的範囲において他の様々な変形例が考えられる。 The mold disassembling device and the mold disassembling method of the present invention are not limited to the above-described embodiments and modifications described with reference to the drawings, and various other modifications are included in the technical scope thereof. Conceivable.
例えば、第1実施形態において、エアノズル42を備えた除去装置40は、プッシャー33とハンガーフック31の間に設けられていたが、これに限られない。例えば、図3に示される第1搬送部23の、鋳型102が搬送される経路上の任意の場所に設けられていても構わない。この場合においては、鋳型102が鋳型ばらし装置30へと搬送される途上において、鋳型砂が除去される。
For example, in the first embodiment, the removing
また、第1実施形態及び第1変形例において、エアノズル42、52は、空気を吹き出すように設けられていたが、これに限られない。例えば、除去装置に設けられたエアノズルは、鋳型を構成する鋳型砂を吸い込むことにより、鋳型から鋳型砂を除去するように構成されていてもよい。この場合においては、鋳型砂を除去する際に鋳型砂が飛散するのを抑制可能である。
Further, in the first embodiment and the first modification, the
また、上記の説明に用いた図1、2に示される鋳物101のハンガ部106は、T字型に形成されていたが、これに限られない。例えばハンガ部は、H字型など他の形状に形成されていてもよい。
Further, the
これ以外にも、本発明の主旨を逸脱しない限り、上記各実施形態及び各変形例で挙げた構成を取捨選択したり、他の構成に適宜変更したりすることが可能である。
例えば、第1実施形態及びこの第1変形例として説明した、エアノズル42、52を備えた除去装置40、51が、第1実施形態の第2、第3変形例として説明したような、鋳型砂を削り取る除去板63や除去頭部72及び押出装置73を兼ね備えた構成としてもよい。
また、第1実施形態及びこの各変形例の鋳型ばらし装置30、50、60、70が、第2実施形態及び変形例として示したような摩耗検知装置81、91を兼ね備え、鋳型102の鋳型砂を部分的に除去しつつ、ハンガーフック31の摩耗状況を検知する構成としてもよい。
あるいは、第2実施形態及び変形例の鋳型ばらし装置80、90が、第1実施形態及びこの各変形例として示したような除去装置40、51、61、71を備えていてもよい。
In addition to this, as long as the gist of the present invention is not deviated, the configurations given in each of the above-described embodiments and modifications can be selected or appropriately changed to other configurations.
For example, the
Further, the
Alternatively, the
20 鋳造ライン
21 鋳型造型装置
22 注湯装置
23 第1搬送部
24 第2搬送部
30、50、60、70、80、90 鋳型ばらし装置
31 ハンガーフック
32 テーブル
33 プッシャー(搬送機構)
37 係合部材
40、51、61、71 除去装置
42、52 エアノズル
63 除去板
72 除去頭部
73 押出装置
81、91 摩耗検知装置
82 鋳物高さ測定装置
92 撮像装置
101 鋳物
102 鋳型
102c ハンガ部よりも下側の部分(ハンガ部近傍の部分)
105 鋳造物
106 ハンガ部
20
37
105
Claims (12)
前記鋳型から離脱可能なテーブルと、
該テーブル上に前記鋳型を搬送する搬送機構と、
前記テーブルから分離された前記鋳型内の前記ハンガ部に掛かるハンガーフックと、
前記鋳型の前記ハンガ部の近傍の部分を除去する除去装置と、
を備える鋳型ばらし装置。 A mold disassembling device that separates a casting and a mold on which a casting having a hanger portion is formed from the casting.
A table that can be removed from the mold and
A transport mechanism for transporting the mold onto the table,
A hanger hook that hangs on the hanger portion in the mold separated from the table, and
A removing device for removing a portion of the mold in the vicinity of the hanger portion,
A mold remover equipped with.
前記エアノズルは前記係合部材に設けられている、請求項2に記載の鋳型ばらし装置。 An engaging member that comes into contact with the hanger hook is provided.
The mold disassembling device according to claim 2, wherein the air nozzle is provided on the engaging member.
前記近傍の部分の高さ位置に設けられた除去頭部と、
該除去頭部を前記鋳型に向かって水平方向に押しだす押出装置と、
を備えている、請求項1から4のいずれか一項に記載の鋳型ばらし装置。 The removal device
With the removal head provided at the height position of the vicinity part,
An extruder that pushes the removal head horizontally toward the mold,
The mold disassembling device according to any one of claims 1 to 4, further comprising.
前記鋳型から離脱可能なテーブルと、
該テーブル上に前記鋳型を搬送する搬送機構と、
前記テーブルから分離された前記鋳型内の前記ハンガ部に掛かるハンガーフックと、
該ハンガーフックの摩耗を検知する摩耗検知装置と、
を備える鋳型ばらし装置。 A mold disassembling device that separates a casting and a mold on which a casting having a hanger portion is formed from the casting.
A table that can be removed from the mold and
A transport mechanism for transporting the mold onto the table,
A hanger hook that hangs on the hanger portion in the mold separated from the table, and
A wear detection device that detects the wear of the hanger hook,
A mold remover equipped with.
前記鋳型の前記ハンガ部の近傍の部分を除去し、
前記鋳型から離脱可能なテーブル上に前記鋳型を搬送させて、ハンガーフックの上方に前記ハンガ部を位置づけ、
前記鋳型を前記テーブルから分離させて前記ハンガーフックに前記ハンガ部を掛ける、鋳型ばらし方法。 A mold disassembling method for separating a casting and a mold on which a casting having a hanger portion is formed from the casting.
The portion of the mold near the hanger portion is removed.
The mold is conveyed onto a table that can be detached from the mold, and the hanger portion is positioned above the hanger hook.
A mold disassembling method in which the mold is separated from the table and the hanger portion is hung on the hanger hook.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018013198A JP6819622B2 (en) | 2018-01-30 | 2018-01-30 | Mold disassembling device and mold disassembling method |
| DE102019201014.8A DE102019201014A1 (en) | 2018-01-30 | 2019-01-28 | Apparatus for molding a mold and method for molding a mold |
| CN201910086309.XA CN110090943A (en) | 2018-01-30 | 2019-01-29 | Stripper apparatus and release method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018013198A JP6819622B2 (en) | 2018-01-30 | 2018-01-30 | Mold disassembling device and mold disassembling method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019130546A JP2019130546A (en) | 2019-08-08 |
| JP6819622B2 true JP6819622B2 (en) | 2021-01-27 |
Family
ID=67224528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018013198A Active JP6819622B2 (en) | 2018-01-30 | 2018-01-30 | Mold disassembling device and mold disassembling method |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6819622B2 (en) |
| CN (1) | CN110090943A (en) |
| DE (1) | DE102019201014A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102328966B1 (en) * | 2019-12-20 | 2021-11-22 | 주식회사 포스코 | Apparatus for deslagging |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB172222A (en) * | 1920-12-07 | 1921-12-08 | Wellman Smith Owen Eng Co Ltd | Improvements in apparatus for manipulating ingots and their moulds and for strippingingots of their moulds |
| FR2117695B1 (en) * | 1970-12-03 | 1974-02-15 | Pont A Mousson Fond | |
| SU1357126A1 (en) * | 1986-05-22 | 1987-12-07 | Ворошиловградский Проектно-Технологический Институт Машиностроения Им.Хху1 Съезда Кпсс | Method and apparatus for removing the moulding sand from vacuum mould |
| SE9500260L (en) * | 1994-02-11 | 1995-08-12 | Fischer Georg Giessereianlagen | Process and apparatus for cleaning of cast trees |
| JP3139606B2 (en) * | 1995-06-30 | 2001-03-05 | 新東工業株式会社 | Sand removal device on unframed casting |
| EP1228826A4 (en) * | 1999-07-14 | 2004-04-14 | Sintokogio Ltd | Method and device for separating casting material from poured green sand mold |
| WO2004007121A1 (en) * | 2002-07-11 | 2004-01-22 | Consolidated Engineering Company, Inc. | Method and apparatus for assisting removal of sand moldings from castings |
| CN201900260U (en) * | 2010-12-24 | 2011-07-20 | 唐山市丰润区鑫源机械制造有限公司 | Sand cleaning machine for casting inner cavity |
| CN104406491B (en) * | 2014-11-28 | 2018-12-11 | 陈永煊 | Suspension hook based on image recognition technology scraps detection device and its detection method |
| JP6933134B2 (en) * | 2017-12-28 | 2021-09-08 | 新東工業株式会社 | Mold disassembling method and mold disassembling device |
-
2018
- 2018-01-30 JP JP2018013198A patent/JP6819622B2/en active Active
-
2019
- 2019-01-28 DE DE102019201014.8A patent/DE102019201014A1/en active Pending
- 2019-01-29 CN CN201910086309.XA patent/CN110090943A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019201014A1 (en) | 2019-08-01 |
| CN110090943A (en) | 2019-08-06 |
| JP2019130546A (en) | 2019-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6933134B2 (en) | Mold disassembling method and mold disassembling device | |
| TWI656925B (en) | Data management system | |
| JP6819622B2 (en) | Mold disassembling device and mold disassembling method | |
| JP6123704B2 (en) | Casting material lifting method and apparatus | |
| JP2010012480A (en) | Device for demolding cast article | |
| JP6863313B2 (en) | How to prevent defects due to displacement of the cavity | |
| JP7259554B2 (en) | Castings and methods of manufacturing castings | |
| KR950031789A (en) | Dismantling method of casting cluster and device therefor | |
| JP6350244B2 (en) | Mold separation method and apparatus | |
| JP5991073B2 (en) | Vibrator | |
| JP6809433B2 (en) | A method for reducing the occurrence of mold misalignment of the upper and lower molds that have been molded with a frame-drawing machine and the frame-drawing molding line | |
| JP6863306B2 (en) | Mold disassembling method and mold disassembling device | |
| US11858753B2 (en) | Inversion guide device and tofu production device | |
| JPH11138253A (en) | Shake-out apparatus in casting line | |
| JP6863449B2 (en) | How to operate casting equipment and operating equipment | |
| CN112672837B (en) | Method for determining whether water is present in DC cast starter block and direct chilling apparatus | |
| JP2006315036A (en) | Apparatus for releasing flask of sand mold with flask already poured with molten metal | |
| KR101676127B1 (en) | Manufacturing apparatus for of amorphous fiber | |
| JP2010142850A (en) | Low-pressure casting equipment | |
| JP6206236B2 (en) | Metal frame for green sand molding equipment | |
| JP3542015B2 (en) | Cooling method of casting of horizontal split mold | |
| JPH0649408Y2 (en) | Device for confirming anastomoses between fixed and movable molds in core manufacturing equipment | |
| JP2002035923A (en) | Flask dismantling system for green sand mold | |
| JPH0332462A (en) | Automating device for casting stage | |
| JPH0481253A (en) | Method for detecting abnormality of oscillation in continuous casting mold oscillating device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6819622 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |