JP6598045B2 - 超音波検査方法 - Google Patents
超音波検査方法 Download PDFInfo
- Publication number
- JP6598045B2 JP6598045B2 JP2019054687A JP2019054687A JP6598045B2 JP 6598045 B2 JP6598045 B2 JP 6598045B2 JP 2019054687 A JP2019054687 A JP 2019054687A JP 2019054687 A JP2019054687 A JP 2019054687A JP 6598045 B2 JP6598045 B2 JP 6598045B2
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- signal
- wave
- inspection
- inspected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 205
- 238000000034 method Methods 0.000 title claims description 72
- 230000005540 biological transmission Effects 0.000 claims description 97
- 230000000644 propagated effect Effects 0.000 claims description 20
- 238000002604 ultrasonography Methods 0.000 claims description 7
- 230000002950 deficient Effects 0.000 claims description 4
- 230000001902 propagating effect Effects 0.000 description 22
- 230000007547 defect Effects 0.000 description 14
- 239000000523 sample Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 7
- 230000008054 signal transmission Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000002648 laminated material Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000003321 amplification Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images



















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/043—Analysing solids in the interior, e.g. by shear waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/11—Analysing solids by measuring attenuation of acoustic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/26—Arrangements for orientation or scanning by relative movement of the head and the sensor
- G01N29/265—Arrangements for orientation or scanning by relative movement of the head and the sensor by moving the sensor relative to a stationary material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/32—Arrangements for suppressing undesired influences, e.g. temperature or pressure variations, compensating for signal noise
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/34—Generating the ultrasonic, sonic or infrasonic waves, e.g. electronic circuits specially adapted therefor
- G01N29/341—Generating the ultrasonic, sonic or infrasonic waves, e.g. electronic circuits specially adapted therefor with time characteristics
- G01N29/343—Generating the ultrasonic, sonic or infrasonic waves, e.g. electronic circuits specially adapted therefor with time characteristics pulse waves, e.g. particular sequence of pulses, bursts
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/36—Detecting the response signal, e.g. electronic circuits specially adapted therefor
- G01N29/38—Detecting the response signal, e.g. electronic circuits specially adapted therefor by time filtering, e.g. using time gates
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/44—Processing the detected response signal, e.g. electronic circuits specially adapted therefor
- G01N29/4409—Processing the detected response signal, e.g. electronic circuits specially adapted therefor by comparison
- G01N29/4427—Processing the detected response signal, e.g. electronic circuits specially adapted therefor by comparison with stored values, e.g. threshold values
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/44—Processing the detected response signal, e.g. electronic circuits specially adapted therefor
- G01N29/48—Processing the detected response signal, e.g. electronic circuits specially adapted therefor by amplitude comparison
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/01—Indexing codes associated with the measuring variable
- G01N2291/015—Attenuation, scattering
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/042—Wave modes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/042—Wave modes
- G01N2291/0425—Parallel to the surface, e.g. creep waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/263—Surfaces
- G01N2291/2634—Surfaces cylindrical from outside
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/269—Various geometry objects
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Acoustics & Sound (AREA)
- Engineering & Computer Science (AREA)
- Signal Processing (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Description
本願は、2016年1月5日に日本に出願された特願2016−750号に基づき優先権を主張し、その内容をここに援用する。
<第1実施形態>
[超音波検査装置]
まず、本発明の第1実施形態の超音波検査方法に用いられる超音波検査装置について説明すると、この超音波検査装置1は、図9に示すように、パルサーレシーバー部2と、探査部3と、信号処理部4とから構成されている。
パルサーレシーバー部2は、超音波駆動信号を発生する信号発生器5と、発生した超音波駆動信号を超音波送信素子6に送信する信号送信部7と、超音波受信素子8からの信号を受信する信号受信部9と、受信した信号を増幅する受信信号増幅部10とを有している。
被検査体11に対して超音波送信素子6および超音波受信素子8を、被検査体11の直径方向と平行なX方向、被検査体11の円筒軸方向と平行なY方向、及び被検査体11に対して離間接近するZ方向にそれぞれ移動させながら、被検査体11を超音波検査する。
すなわち、図1にも示すように、被検査体11は、その円筒軸がY軸方向となるように水平に配置される。被検査体11の円筒形断面の直径および直径と平行な直線はX軸方向となる。これらX軸およびY軸に直交する上下方向はZ軸方向となる。
超音波送信素子6および超音波受信素子8は、その対向方向(Z軸方向)には相互に離間接近するように個別に移動させられるが、X軸方向及びY軸方向には一体となって移動させられる。なお、このX軸方向及びY軸方向の移動は、被検査体11と超音波送信素子6および超音波受信素子8とを相対的に移動させればよいので、被検査体11をX軸方向及びY軸方向に移動させてもよい。
このように構成した超音波検査装置1により円筒形状の被検査体11の超音波検査を実施する方法について説明する。
検査方法の概略について図3のフローチャートに従って説明すると、被検査体11を介して超音波送信素子6と超音波受信素子8とを対向させた状態で、1ラインのスキャンを開始するための初期位置に配置する(S1)。1ラインのスキャンを開始する初期位置は図1のA−A線上の位置であり、この図1の左方向矢印で示すように被検査体11の直径方向に沿う移動を1ラインのスキャンとする。
次に、超音波送信素子6からバースト又はパルス型超音波を発信する(S2)。超音波受信素子8においては、受信される超音波について、被検査体11を回り込んで媒質(空気)を直接伝搬する回折波と、被検査体11内を透過してくる透過波とを区別し(S3)、透過波について強度を解析して(S4)、現在のスキャン位置における強度を欠陥判定部32に記録する(S5)。回折波と透過波とを区別する具体的方法は後述する。
超音波送信素子6と超音波受信素子8とが、被検査体11を介して被検査体11の円筒軸に直交する被検査体11のX軸方向の直径を通る直線に関して対称に対向した位置(図1にA−Aで示す1ラインスキャンの初期位置)に配置される。超音波送信素子6と超音波受信素子8とは、対向した状態に保持され、超音波送信素子6は被検査体11に対してバースト又はパルス型超音波を送信する。この超音波送信素子6から送信された超音波は、被検査体11内にガイド波を励起する角度以外の角度で到達した場合は、被検査体11内を円筒状の周方向に沿って伝搬する超音波の強度が非常に小さくなるので、被検査体11内を伝播する超音波信号としては超音波受信素子8で受信されないとみなしてよい。
図2がこの状態を模式化して示しており、超音波送信素子6からの超音波が被検査体11にガイド波を励起する角度θで入射し、被検査体11内を透過して周方向に伝搬して、同じ大きさの逆向きの角度θで超音波受信素子8に受信される。前述した鉄製の被検査体の場合、その入射角θで入射した超音波は、反対側に対向する超音波受信素子8には、被検査体11をほぼ半周分伝搬した後に受信される。
したがって、超音波送信素子6および超音波受信素子8により被検査体11を直径方向にスキャンすることで、被検査体11内を伝搬した超音波を左右2か所(図2で示す位置)で受信することができる。
これら超音波のうち、被検査体11内を伝搬する超音波(透過波)の音速は、被検査体11の外側を経由して空中を伝搬してくる超音波(回折波)に比べて格段に速い。したがって、超音波受信素子8には被検査体11内を伝搬してきた超音波(透過波)が先に到達し、空中を伝搬してきた超音波(回折波)がその後に到達する。
つまり、第2超音波信号Sの前に生じる第1超音波信号Uの強度(振幅)が所定値以上であるか否かを判定し、所定値以上である場合に被検査体11が正常で、所定値未満である場合に被検査体11に欠陥が存在すると判定する。
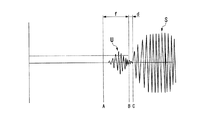
バーストまたはパルス型超音波の送信タイミングを0μsecとして、超音波送信素子6および超音波受信素子8の間に被検査体11がない場合の超音波伝搬は、例えば空気を媒質として伝わってくるため、C=(超音波送信素子および超音波受信素子間距離mm)/(空気の音速m/s)×1000μsecの時刻で受信される。そこで図4に示すように、Cよりもdμsec早い時刻をBμsec、それよりfμsec早い時刻をAμsecとし、AμsecからBμsecの範囲の時間窓を設定する。このAからBまでの時間窓に収まる超音波信号をUとする。例えばC=125μsecの場合、A=100μsec,B=124μsec(d=1μsec,f=24μsec)のように時間窓を設定し、この時間窓に入る信号を超音波信号Uとすることで、超音波信号Sと超音波信号Uを区別することが出来る。
図5に示すように時間窓がCよりも前の時刻に来るように、0μsecからの遅延時間dの後に幅fの時間窓を設定する方法もある。
被検査体11内を伝搬してきた超音波(透過波)の強度(振幅)は、空中を伝搬してきた超音波(回折波)よりも小さい。そこで、超音波信号の強度についての閾値を第1超音波信号Uに対して、正常とする判定用に第1閾値α、第2超音波信号Sに対して第1閾値αより大きい第2閾値βの二つを設定しておく。超音波受信素子8で受信した超音波信号の強度が第1閾値α以上であった場合には、第2閾値β以上であるか否かを判定する。その超音波信号の強度が第2閾値β以上であると判定された場合に、その超音波信号を前述した第2超音波信号Sであると判定する。
前述の検査方法では、この第1超音波信号Uが第1閾値以上で検知されたときに、被検査体11が正常であると判定し、そうでない場合は、被検査体11に欠陥があるか、あるいは超音波送信素子6および超音波受信素子8の送受信方向が被検査体11内にガイド波を励起する角度で配置されていないと判定する。
特に、超音波送信素子6および超音波受信素子8としてポイントフォーカス型の探触子を用いていることにより、被検査体11に所定の角度でフォーカスする超音波を送信するので、ガイド波への変換を確実にし、被検査体がテーパ状の筒体である場合も確実に検査することができる。
そこで、図10に示すように、被検査体11の外側を通って超音波送信素子6から超音波受信素子8に到達する超音波信号を遮断するように被検査体11の外周面上に遮蔽体41を配置して超音波検査を行う。図10に示す例では、超音波送信素子6と超音波受信素子8との対向方向に対して直交する方向に延びるブロック状の遮蔽体41を被検査体11の外周面に接した状態に配置している。遮蔽体41としては、例えばアクリル樹脂やアルミニウムを用いることができる。
この遮蔽体41を設けた状態で超音波検査することにより、前述した第2超音波信号S(図4参照)が受信されなくなり、第1超音波信号Uのみを有効に検出することができ、正確な超音波検査を実施することができる。
以上の超音波検査は、被検査体11の特定の横断位置を直径方向にスキャンして検査する方法であったが、被検査体11の全長にわたって超音波検査する場合は、図11に示すフローチャートにしたがって処理する。この図11のフローチャートにおいて、図3のフローチャートと同じ処理の部分には同一符号を付して説明を簡略化する(以下、後述する図12のフローチャートにおいても同様とする)。
被検査体11の全長を超音波検査する場合、S1からS10までの処理を被検査体11の円筒の軸方向(Y方向)に所定ピッチで移動しながら軸の終端まで繰り返せばよい。
すなわち、S1からS10までの処理の後、その1ラインのスキャンが被検査体11の軸終端であるか否かが判断され(S11)、軸終端であると判断されなかった場合は、被検査体11の軸方向に所定の送りピッチで超音波送信素子6および超音波受信素子8を移動し(S12)、S1からの処理を繰り返す。
また、図11では、S10において表示部33に「NG」と表示した後でも、被検査体11を軸方向に移動して検査しているが、最初の1ラインスキャンの検査結果によりS10で表示部33に「NG」と表示されたら、その後の検査を終了してもよい。
ところで、これまで述べてきたように、1ラインごとのスキャンで、所定の強度を超える超音波信号を2か所で検知したか否かを判断することで、被検査体11の円周方向の大部分を超音波検査することができる。しかしながら、送信した超音波がガイド波に変換される入射角となる超音波送信素子6の配置は、被検査体11の表面に対して送信方向がわずかに斜めになる位置関係であるので、被検査体11に90°の角度(つまり、超音波送信素子6が被検査体11の直径方向の延長上に配置される角度)で超音波が入射する位置の付近では超音波が内部に入射してガイド波に変換しない。このため、この部分の超音波検査を実施することができない。
図12のフローチャートで説明すると、S8で所定の強度を超える箇所が2か所存在したと判定された場合に、角度を変えてラインスキャンを2回繰り返したか否かが判定され(S13)、2回繰り返していないと判定された場合は、被検査体11を円筒軸心回りに例えば90°回転した(S14)後、再度S1からの検査を実施し、S13で角度を変えて2回繰り返したと判定された場合に、表示部33に「OK」と表示する。以降は、被検査体11の円筒軸方向に所定の送りピッチで超音波送信素子6および超音波受信素子8を移動し(S11)、S1からの処理を繰り返す。
そして、被検査体11の特定の長さ方向位置で超音波検査した後、超音波送信素子6および超音波受信素子8を被検査体11の長さ方向(Y方向)に移動した後、前述と同様にして被検査体11の直径方向にスキャンする。この操作を、超音波送信素子6および超音波受信素子8を被検査体11の長さ方向(Y方向)に少しずつ移動しながら繰り返すことにより、被検査体11の全長にわたって超音波検査することができる。
なお、図12では、S10において表示部33に「NG」と表示した後でも、被検査体11を軸方向に移動して検査しているが、最初の1ラインスキャンの検査結果によりS10で表示部33に「NG」と表示されたら、その後の検査を終了してもよい。
図13は、本発明の超音波検査方法において、超音波送信素子6および超音波受信素子8のスキャン方法の異なる第4実施形態を示している。第1実施形態から第3実施形態の超音波検査方法では、一組の超音波送信素子6と超音波受信素子8とを用いて、これら超音波送信素子6および超音波受信素子8を対向させた状態で移動させた。第4実施形態では、超音波送信素子6と超音波受信素子8とを複数組用いて、これらをアレイ状に並べて使用する。
すなわち、複数組の超音波送信素子6と超音波受信素子8とが被検査体11の直径方向(X軸方向)に並べられるとともに、各組の超音波送信素子6および超音波受信素子8は、被検査体11を介してZ軸上に離れて配置され、Z軸方向に対向している。この状態で、各超音波送信素子6から被検査体11に超音波を送信すると、送信方向が被検査体11に対してガイド波を励起する角度(図2の角度θ参照)となった超音波送信素子6からの超音波が被検査体11内に入射され、ガイド波として被検査体11内を周方向に伝搬する。このとき、その超音波送信素子6と対向する超音波受信素子8も、入射角度と同じ大きさで逆向きの角度に設定されていることから、被検査体11内を伝搬した超音波を受信することができる。図13に示す例では、B−Bで示す位置において、超音波送信素子6から送信され被検査体11内を伝搬した超音波が超音波受信素子8に受信される。
また、超音波送信素子6と超音波受信素子8とのいずれか一方を被検査体11の直径方向(X方向)にアレイ状に並べて複数配置し、他方に超音波送信素子6と超音波受信素子8とのいずれか他方を1個配置して、被検査体11の直径方向(X方向)に移動しながら超音波検査する方法としてもよい。
図14には、超音波受信素子8を被検査体11の直径方向(X軸方向)にアレイ状に並べて配置し、超音波送信素子6を矢印で示す直径方向(X軸方向)に移動しながら超音波を送信して検査する方法を示している。この検査方法では、超音波送信素子6が被検査体11に対してガイド波を励起する角度(図2の角度θ参照)で超音波を送信する位置に配置されたときに、アレイ状の超音波受信素子8のうち、超音波送信素子6の位置と対向する位置関係にある超音波受信素子8(図14のB−Bで示す対向関係にある超音波受信素子)によって被検査体11内を伝搬してきた超音波を受信することができる。
図14では、1個の超音波送信素子6を被検査体11の直径方向に移動し、複数個の超音波受信素子8を被検査体11の直径方向に並べて配置したが、逆に、複数個の超音波送信素子6を被検査体11の直径方向に並べて配置し、1個の超音波受信素子8を被検査体11の直径方向に移動しながら超音波を受信する方法としてもよい。
次に、図15から図17を参照して、本発明の第6実施形態について説明する。上述した第3実施形態においては、被検査体11に90°の角度で超音波送信素子6からの超音波が入射する部分についても超音波検査を行うために、被検査体11を円筒軸中心に90°回転させて再度直径方向にスキャンして超音波検査を行うようにしている。
そこで、図18に示すように、遮蔽体41に加え、被検査体11の外側を通って超音波送信素子61から超音波受信素子81に到達する超音波信号を遮断するように被検査体11の外周面上に遮蔽体42を配置して超音波検査を行う。図18に示す例では、超音波送信素子61と超音波受信素子81との対向方向に対して直交する方向に延びるブロック状の遮蔽体42を被検査体11の外周面に接した状態に遮蔽体41から90°回転させた位置に配置している。遮蔽体42としては、遮蔽体41と同様に例えばアクリル樹脂やアルミニウムを用いることができる。
図19を参照して、本発明の第7実施形態の超音波検査方法を説明する。上述した第4実施形態においては、図13に示すように、超音波送信素子6と超音波受信素子8とを複数組用いて、これらをアレイ状に並べて使用する。第7実施形態においては、第4実施形態の構成に加えて、第2の超音波送信素子61および第2の超音波受信素子81も複数組用いて、これらをアレイ状に並べて使用する。
すなわち、第4実施形態の構成に加え、複数組の超音波送信素子61と超音波受信素子81とが被検査体11のZ軸方向の直径方向に並べられるとともに、各組の超音波送信素子61および超音波受信素子81は、被検査体11を介してX軸上に離れて配置され、X軸方向に対向している。すなわち、第7実施形態においては、複数組の超音波送信素子61と超音波受信素子81とが、複数組の超音波送信素子6と超音波受信素子8とを被検査体11の円筒軸を中心に90°回転させた位置に配置されている。
図20を参照して、本発明の第8実施形態の超音波検査方法を説明する。上述した第5実施形態においては、図14に示すように、超音波受信素子8を被検査体11の直径方向(X軸方向)にアレイ状に並べて配置し、超音波送信素子6を矢印で示す直径方向(X軸方向)に移動しながら超音波を送信して検査する。第8実施形態においては、第5実施形態の構成に加えて、複数の超音波受信素子81を被検査体11のZ軸方向の直径方向にアレイ状に並べて配置し、超音波送信素子61を矢印で示すZ軸方向に移動しながら超音波を送信して検査する。すなわち、第8実施形態においては、超音波送信素子61と複数個の超音波受信素子81とが、超音波送信素子6と複数個の超音波受信素子8とを被検査体11の円筒軸を中心に90°回転させた位置に配置されている。
例えば、前記実施形態では、受信した超音波信号の強度(振幅)に着目して第1超音波信号Uと第2超音波信号Sを区別したが、周波数特性に着目して第1超音波信号Uと第2超音波信号Sを区別してもよい。この場合、周波数解析して二つのピークのうち特定の周波数の方を選択する、あるいは、回折波は強度が非常に強いので強度の弱いほうのピークを選択するようにしてもよい。
また、前記実施形態では、超音波送信素子および/または超音波受信素子をX方向及びY方向に移動するように説明したが、被検査体をX方向及びY方向に移動してもよい。
被検査体の断面が楕円形状であって超音波送信素子6または超音波受信素子8をスキャンさせる場合には、その楕円形状の長軸または短軸と平行に超音波送信素子6または超音波受信素子8をスキャンさせればよい。また、被検査体の断面が楕円形状であって複数の超音波送信素子6または超音波受信素子8を並設する場合には、被検査体の断面の楕円形状の長軸または短軸と平行に複数の超音波送信素子6または超音波受信素子8を設ければよい。したがって、本明細書において、「円筒形状」という文言には、円筒形の筒だけでなく、楕円形の筒も含まれる。
2 パルサーレシーバー部
3 探査部
4 信号処理部
5 信号発生器
6 超音波送信素子(検査波送信機)
7 信号送信部
8 超音波受信素子
9 信号受信部
10 受信信号増幅部
11 被検査体
21 スキャン機構部
22 ステージ
23 X方向駆動部
24 Y方向駆動部
25,26 Z方向駆動部
31 条件設定部
32 欠陥判定部
33 表示部
34 スキャン制御部
35 操作部
41 遮蔽体
Claims (4)
- 被検査体を検査する超音波検査方法であって、
前記被検査体が間に配されるように、超音波送信素子と超音波受信素子とを対向させて配置し、
前記超音波送信素子から超音波を発信し、
前記発信された超音波を、前記被検査体を介して前記超音波受信素子で受信し、
前記受信された超音波を、前記被検査体の透過波である第1超音波信号と、空中を伝搬してきた回折波による第2超音波信号とに時間的に区別し、
前記区別する過程では、前記超音波受信素子で受信した超音波信号が超音波の強度の閾値である第1閾値以上であった場合には、当該超音波信号が当該第1閾値よりも大きい第2閾値以上であるか否かを判定し、前記超音波信号が前記第2閾値以上である場合には、前記超音波信号が前記第2超音波信号であると判定し、
当該第2超音波信号の前に前記第1閾値以上の前記第1超音波信号を検知していたか否かに基づき前記被検査体を検査する
超音波検査方法。 - 前記回折波が前記超音波受信素子により受信される時刻よりも早い時刻に時間窓を設け、当該時間窓に入る信号を前記第1超音波信号とすることにより、前記第1超音波信号と前記第2超音波信号とを区別する
請求項1に記載の超音波検査方法。 - 当該第2超音波信号の前に前記第1閾値以上の前記第1超音波信号を検知された場合に前記被検査体が正常であると判定する
請求項1または請求項2に記載の超音波検査方法。 - 前記第1閾値以上の前記第1超音波信号が検知されなかった場合に前記被検査体に欠陥があると判定する
請求項1または請求項2に記載の超音波検査方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000750 | 2016-01-05 | ||
| JP2016000750 | 2016-01-05 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017560123A Division JP6542394B2 (ja) | 2016-01-05 | 2016-12-27 | 超音波検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019117206A JP2019117206A (ja) | 2019-07-18 |
| JP6598045B2 true JP6598045B2 (ja) | 2019-10-30 |
Family
ID=59273636
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017560123A Active JP6542394B2 (ja) | 2016-01-05 | 2016-12-27 | 超音波検査方法 |
| JP2019054687A Active JP6598045B2 (ja) | 2016-01-05 | 2019-03-22 | 超音波検査方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017560123A Active JP6542394B2 (ja) | 2016-01-05 | 2016-12-27 | 超音波検査方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US20180321193A1 (ja) |
| JP (2) | JP6542394B2 (ja) |
| CN (2) | CN112129833B (ja) |
| WO (1) | WO2017119359A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112129833B (zh) * | 2016-01-05 | 2024-09-24 | 雅马哈精密科技株式会社 | 超声波检查方法 |
| CN109541032A (zh) * | 2018-12-03 | 2019-03-29 | 国网上海市电力公司 | 一种片式元器件检测方法及系统 |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2147725A5 (ja) * | 1971-07-29 | 1973-03-09 | Mannesmann Roehren Werke Ag | |
| US3981184A (en) * | 1975-05-07 | 1976-09-21 | Trw Inc. | Ultrasonic diagnostic inspection systems |
| JPS6019438B2 (ja) * | 1980-10-16 | 1985-05-16 | 株式会社神戸製鋼所 | プレ−トフィン型熱交換器の欠陥検査方法 |
| FR2588086B1 (fr) * | 1985-09-30 | 1988-07-15 | Novatome | Procede et dispositif de detection par ultrasons de bulles de gaz dans un metal liquide |
| CA1280493C (en) * | 1986-06-10 | 1991-02-19 | Anthony R. Cusdin | Radio direction-finding using time of arrival measurements |
| EP0378287B1 (de) * | 1989-01-13 | 1996-06-19 | MANNESMANN Aktiengesellschaft | Verfahren zur Erfassung von Ungänzen an langgestreckten Werkstücken |
| CN1093805A (zh) * | 1994-01-06 | 1994-10-19 | 山西省电力公司电力建设三公司 | 钢管砼强度和缺陷的超声检测法 |
| DE19581718T5 (de) * | 1994-08-05 | 2013-11-07 | Siemens Medical Solutions USA, Inc. (n.d. Ges. d. Staates Delaware) | Verfahren und Vorrichtung für Sendestrahlformersystem |
| JP2000241397A (ja) * | 1999-02-24 | 2000-09-08 | Nkk Corp | 表面欠陥検出方法および装置 |
| US6401538B1 (en) * | 2000-09-06 | 2002-06-11 | Halliburton Energy Services, Inc. | Method and apparatus for acoustic fluid analysis |
| US6992771B2 (en) * | 2001-11-28 | 2006-01-31 | Battelle Memorial Institute | Systems and techniques for detecting the presence of foreign material |
| US7395711B2 (en) * | 2002-05-06 | 2008-07-08 | Battelle Memorial Institute | System and technique for characterizing fluids using ultrasonic diffraction grating spectroscopy |
| US20040123666A1 (en) * | 2002-12-31 | 2004-07-01 | Ao Xiaolei S. | Ultrasonic damping material |
| US7240556B2 (en) * | 2005-03-14 | 2007-07-10 | The Boeing Company | Angle beam shear wave through-transmission ultrasonic testing apparatus and method |
| US20060266119A1 (en) * | 2005-05-23 | 2006-11-30 | Applied Sonics, Incorporated | Ultrasonic system for on-line monitoring of pressed materials |
| KR100814089B1 (ko) * | 2005-06-13 | 2008-03-14 | 주식회사 인디시스템 | 탐촉자 병렬 연결 방식을 이용한 관 이음 융착부 검사장치및 그 방법 |
| EP1918700B1 (en) * | 2005-08-26 | 2020-04-15 | Nippon Steel Corporation | Ultrasonic flaw detector, ultrasonic flaw detecting method and production method of seamless pipe |
| GB2431991A (en) | 2005-11-04 | 2007-05-09 | Imp College Innovations Ltd | Waveguide for ultrasonic non-destructive testing |
| JP4984519B2 (ja) * | 2005-12-19 | 2012-07-25 | Jfeスチール株式会社 | 超音波による金属材料の断面検査方法及び装置 |
| WO2007133215A1 (en) * | 2006-05-16 | 2007-11-22 | Corning Incorporated | Ultrasonic testing method and device for ceramic honeycomb structures |
| NO327139B1 (no) * | 2006-05-30 | 2009-05-04 | Clampon As | Fremgangsmate og system for bestemmelse av tap i materialtykkelse i en fast struktur |
| CN102650619B (zh) * | 2006-06-13 | 2015-08-19 | 新日铁住金株式会社 | 超声波探伤方法、焊接钢管的制造方法及超声波探伤装置 |
| US7823454B2 (en) * | 2006-11-29 | 2010-11-02 | Babcock & Wilcox Technical Services Group, Inc. | Ultrasonic inspection method |
| JP4866791B2 (ja) * | 2007-05-29 | 2012-02-01 | 株式会社日立製作所 | 超音波探傷装置及び方法 |
| JP2009036516A (ja) * | 2007-07-31 | 2009-02-19 | Hitachi-Ge Nuclear Energy Ltd | ガイド波を用いた非破壊検査装置及び非破壊検査方法 |
| DE102007056543A1 (de) * | 2007-11-23 | 2009-05-28 | Robert Bosch Gmbh | Verfahren zur Untersuchung von Phasenzuständen |
| JP4602421B2 (ja) * | 2008-01-16 | 2010-12-22 | 株式会社東芝 | 超音波探傷装置 |
| JP5288291B2 (ja) * | 2008-03-31 | 2013-09-11 | 株式会社Kjtd | 超音波探傷方法とその装置 |
| JP5193720B2 (ja) * | 2008-07-22 | 2013-05-08 | 九州電力株式会社 | 非接触空中超音波による管体超音波探傷装置及びその方法 |
| EP2348313B1 (en) * | 2008-11-19 | 2019-09-25 | Nippon Steel Corporation | Method and apparatus for ultrasonically detecting flaws of a welded portion |
| CN101424664B (zh) * | 2008-12-05 | 2011-06-22 | 中国铁道科学研究院金属及化学研究所 | 钢轨踏面裂纹超声波检测装置及检测方法 |
| JP5564802B2 (ja) * | 2009-02-17 | 2014-08-06 | トヨタ自動車株式会社 | 接合部検査方法及び接合部検査装置 |
| US8548759B2 (en) * | 2009-11-06 | 2013-10-01 | University Of Virginia Patent Foundation | Methods, apparatus, or systems for characterizing physical property in non-biomaterial or bio-material |
| US8402841B2 (en) * | 2010-03-11 | 2013-03-26 | Expro Meters, Inc. | Apparatus and method for sensing fluid flow in a pipe with variable wall thickness |
| FR2967788B1 (fr) * | 2010-11-23 | 2012-12-14 | Commissariat Energie Atomique | Systeme de detection et de localisation d’une perturbation d’un milieu, procede et programme d’ordinateur correspondants |
| JP2012127832A (ja) * | 2010-12-16 | 2012-07-05 | Hitachi Engineering & Services Co Ltd | ガイド波を用いた非破壊検査方法および装置 |
| JP5575634B2 (ja) * | 2010-12-28 | 2014-08-20 | 日立Geニュークリア・エナジー株式会社 | 超音波表面探傷装置および超音波表面探傷法 |
| JP2012141230A (ja) * | 2011-01-04 | 2012-07-26 | Hitachi Ltd | 非破壊検査装置 |
| JP5662873B2 (ja) * | 2011-05-26 | 2015-02-04 | 日立Geニュークリア・エナジー株式会社 | 超音波探傷方法 |
| WO2013023987A1 (en) * | 2011-08-17 | 2013-02-21 | Empa, Eidgenössische Materialprüfungs- Und Forschungsanstalt | Air coupled ultrasonic contactless method for non-destructive determination of defects in laminated structures |
| JP5922558B2 (ja) * | 2011-11-24 | 2016-05-24 | 三菱重工業株式会社 | 超音波厚さ測定方法及び装置 |
| CN102721743A (zh) * | 2012-06-26 | 2012-10-10 | 衡阳华菱钢管有限公司 | 超声波探伤厚壁钢管纵向内壁缺陷的方法 |
| FR2993361B1 (fr) * | 2012-07-10 | 2014-08-01 | Snecma | Procede de caracterisation d'un objet comprenant au moins localement un plan de symetrie |
| JP5377723B2 (ja) * | 2012-08-20 | 2013-12-25 | 株式会社東芝 | 状態判定装置及び方法 |
| JP2014137276A (ja) * | 2013-01-16 | 2014-07-28 | Yamaha Fine Technologies Co Ltd | 超音波検査装置及び超音波検査方法 |
| US9228888B2 (en) * | 2013-01-23 | 2016-01-05 | General Electric Company | Sensor positioning with non-dispersive guided waves for pipeline corrosion monitoring |
| US9689671B2 (en) * | 2013-01-30 | 2017-06-27 | University Of Cincinnati | Measuring wall thickness loss for a structure |
| WO2015059990A1 (ja) * | 2013-10-23 | 2015-04-30 | 富士電機株式会社 | 流体計測装置 |
| JP2015102405A (ja) * | 2013-11-25 | 2015-06-04 | 日本電信電話株式会社 | 検査方法および検査装置 |
| GB2521661A (en) | 2013-12-27 | 2015-07-01 | Xsens As | Apparatus and method for measuring flow |
| CN103822972B (zh) * | 2014-02-18 | 2016-08-17 | 北京万东康源科技开发有限公司 | 一种超声波信号动态调整方法、装置及系统 |
| CN204214815U (zh) * | 2014-10-27 | 2015-03-18 | 浙江省特种设备检验研究院 | 一种压力管道超声内检测自动化装置 |
| CN112129833B (zh) * | 2016-01-05 | 2024-09-24 | 雅马哈精密科技株式会社 | 超声波检查方法 |
| JP6758083B2 (ja) * | 2016-05-12 | 2020-09-23 | 株式会社日立製作所 | 配管検査装置 |
| JP6764886B2 (ja) * | 2018-02-02 | 2020-10-07 | 日本電信電話株式会社 | プローブ設置方法および送信プローブの駆動方法 |
-
2016
- 2016-12-27 CN CN202010903937.5A patent/CN112129833B/zh active Active
- 2016-12-27 WO PCT/JP2016/088864 patent/WO2017119359A1/ja active Application Filing
- 2016-12-27 JP JP2017560123A patent/JP6542394B2/ja active Active
- 2016-12-27 CN CN201680076989.1A patent/CN108474770A/zh active Pending
-
2018
- 2018-06-25 US US16/016,846 patent/US20180321193A1/en not_active Abandoned
-
2019
- 2019-03-22 JP JP2019054687A patent/JP6598045B2/ja active Active
-
2020
- 2020-10-19 US US17/073,597 patent/US11415554B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017119359A1 (ja) | 2018-08-02 |
| CN112129833B (zh) | 2024-09-24 |
| US20210048412A1 (en) | 2021-02-18 |
| JP2019117206A (ja) | 2019-07-18 |
| US20180321193A1 (en) | 2018-11-08 |
| CN112129833A (zh) | 2020-12-25 |
| US11415554B2 (en) | 2022-08-16 |
| CN108474770A (zh) | 2018-08-31 |
| JP6542394B2 (ja) | 2019-07-10 |
| WO2017119359A1 (ja) | 2017-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4544240B2 (ja) | 管体の超音波探傷装置および超音波探傷方法 | |
| JP5590249B2 (ja) | 欠陥検出装置、欠陥検出方法、プログラム及び記憶媒体 | |
| JP4910769B2 (ja) | 管体の品質管理方法及び製造方法 | |
| JP5841026B2 (ja) | 超音波探傷法及び超音波探傷装置 | |
| JP2008209364A (ja) | 管体の超音波探傷装置および超音波探傷方法 | |
| US20060254359A1 (en) | Hand-held flaw detector imaging apparatus | |
| JP2008286640A (ja) | 管体の超音波探傷装置及び超音波探傷方法 | |
| JPWO2015159378A1 (ja) | 超音波検査装置及び超音波検査方法 | |
| JP6598045B2 (ja) | 超音波検査方法 | |
| US20140020467A1 (en) | Non-destructive evaluation methods for machine-riveted bearings | |
| JP5574731B2 (ja) | 超音波探傷試験方法 | |
| JP5456259B2 (ja) | 溶接検査方法および装置 | |
| JP2007046913A (ja) | 溶接構造体探傷試験方法、及び鋼溶接構造体探傷装置 | |
| WO2020250379A1 (ja) | 超音波探傷方法、超音波探傷装置、鋼材の製造設備列、鋼材の製造方法、及び鋼材の品質保証方法 | |
| JP2014077708A (ja) | 検査装置および検査方法 | |
| JP2019211215A (ja) | 超音波探傷方法、超音波探傷装置、鋼材の製造設備列、鋼材の製造方法、及び鋼材の品質保証方法 | |
| JP4633268B2 (ja) | 超音波探傷装置 | |
| JP7180494B2 (ja) | 超音波探傷装置および超音波探傷方法 | |
| Lines et al. | Rapid manual inspection and mapping using integrated ultrasonic arrays | |
| JP4175762B2 (ja) | 超音波探傷装置 | |
| KR102116051B1 (ko) | 배열형 초음파 센서를 이용한 펄스 에코형 비선형 검사 장치 | |
| Chang et al. | Development of non-contact air coupled ultrasonic testing system for reinforced concrete structure | |
| KR101561038B1 (ko) | 곡률보정 TOFD(Time of Flight Diffraction)초음파 웨지를 이용한 원자로 하부관통관 초음파 검사법 | |
| JP2007178186A (ja) | 超音波探傷方法及び装置 | |
| JP7349390B2 (ja) | 溶接部の超音波検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190425 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190425 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6598045 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |