以下、本発明の実施形態について、添付図面を参照しつつ詳説する。断面図における点模様部分はその表側及び裏側に位置する各構成部材を接合する接合手段としての接着剤を示しており、ホットメルト接着剤のベタ、ビード、カーテン、サミット若しくはスパイラル塗布、又はパターンコート(凸版方式でのホットメルト接着剤の転写)などにより、あるいは弾性伸縮部材の固定部分はこれに代えて又はこれとともにコームガンやシュアラップ塗布などの弾性伸縮部材の外周面への塗布により形成されるものである。ホットメルト接着剤としては、例えばEVA系、粘着ゴム系(エラストマー系)、オレフィン系、ポリエステル・ポリアミド系などの種類のものが存在するが、特に限定無く使用できる。各構成部材を接合する接合手段としてはヒートシールや超音波シール等の素材溶着による手段を用いることもできる。
<パンツタイプ使い捨ておむつの例>
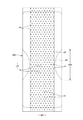
図1〜図6は、パンツタイプ使い捨ておむつを示している。本パンツタイプ使い捨ておむつは、前身頃Fを構成する前側外装体12F及び後身頃Bを構成する後側外装体12Bと、前側外装体12Fから股間部を経て後側外装体12Bまで延在するように外装体12F,12Bの内側に設けられた内装体200とを備えており、前側外装体12Fの両側部と後側外装体12Bの両側部とが接合されてサイドシール部12Aが形成されることにより、外装体12F,12Bの前後端部により形成される開口が装着者の胴を通すウエスト開口WOとなり、内装体200の幅方向両側において外装体12F,12Bの下縁及び内装体200の側縁によりそれぞれ囲まれる部分が脚を通す脚開口部LOとなる。内装体200は、尿等の排泄物等を吸収保持する部分であり、外装体12F,12Bは着用者の身体に対して内装体200を支えるための部分である。また、符号Yは展開状態におけるおむつの全長(前身頃Fのウエスト開口WOの縁から後身頃Bのウエスト開口WOの縁までの前後方向長さ)を示しており、符号Xは展開状態におけるおむつの全幅を示している。
また、本形態のパンツタイプ使い捨ておむつは、サイドシール部12Aを有する前後方向範囲(ウエスト開口WOから脚開口LOの上端に至る前後方向範囲)として定まる胴周り領域Tと、脚開口LOを形成する部分の前後方向範囲(前身頃Fのサイドシール部12Aを有する前後方向領域と後身頃Bのサイドシール部12Aを有する前後方向領域との間)として定まる中間領域Lとを有する。胴周り領域Tは、概念的にウエスト開口の縁部を形成する「ウエスト部」Wと、これよりも下側の部分である「ウエスト下方部」Uとに分けることができる。通常、胴周り領域T内に幅方向WDの伸縮応力が変化する境界(例えば弾性伸縮部材の太さや伸長率が変化する)を有する場合は、最もウエスト開口WO側の境界よりもウエスト開口WO側がウエスト部Wとなり、このような境界が無い場合は吸収体56又は内装体200よりもウエスト開口WO側がウエスト部Wとなる。これらの前後方向長さは、製品のサイズによって異なり、適宜定めることができるが、一例を挙げると、ウエスト部Wは15〜40mm、ウエスト下方部Uは65〜120mmとすることができる。一方、中間領域Lの両側縁は被着者の脚周りに沿うようにコ字状又は曲線状に括れており、ここが装着者の脚を入れる部位となる。この結果、展開状態のパンツタイプ使い捨ておむつは、全体として略砂時計形状をなしている。
(内外接合部)
内装体200の外装体12F,12Bに対する固定は、ヒートシール、超音波シールのような素材溶着による接合手段や、ホットメルト接着剤により行うことができる。図示形態では、内装体200の裏面、つまりこの場合は液不透過性シート11の裏面及び立体ギャザー60の付根部分65に塗布されたホットメルト接着剤を介して外装体12F,12Bの内面に対して固定されている。この内装体200と外装体12F,12Bとを固定する内外接合部201は、両者が重なる領域のほぼ全体に設けることができ、例えば内装体200の幅方向両端部を除いた部分に設けることもできる。
(内装体)
内装体200は任意の形状を採ることができるが、図示の形態では長方形である。内装体200は、図3〜図5に示されるように、身体側となるトップシート30と、液不透過性シート11と、これらの間に介在された吸収要素50とを備えているものであり、吸収機能を担う本体部である。符号40は、トップシート30を透過した液を速やかに吸収要素50へ移行させるために、トップシート30と吸収要素50との間に設けられた中間シート(セカンドシート)を示しており、符号60は、内装体200の両脇に排泄物が漏れるのを防止するために、内装体200の両側部から装着者の脚周りに接するように延び出た側部ギャザー60を示している。
(トップシート)
トップシート30は、液を透過する性質を有するものであり、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを例示することができる。また、このうち不織布は、その原料繊維が何であるかは、特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。例えば、柔軟性、ドレープ性を求めるのであれば、スパンボンド法、スパンレース法が、嵩高性、ソフト性を求めるのであれば、エアスルー法、ポイントボンド法、サーマルボンド法が、好ましい加工方法となる。
また、トップシート30は、1枚のシートからなるものであっても、2枚以上のシートを貼り合せて得た積層シートからなるものであってもよい。同様に、トップシート30は、平面方向に関して、1枚のシートからなるものであっても、2枚以上のシートからなるものであってもよい。
トップシート30の両側部は、吸収要素50の側縁で裏側に折り返しても良く、また折り返さずに吸収要素50の側縁より側方にはみ出させても良い。
トップシート30は、裏側部材に対する位置ずれを防止する等の目的で、ヒートシール、超音波シールのような素材溶着による接合手段や、ホットメルト接着剤により裏側に隣接する部材に固定することが望ましい。図示形態では、トップシート30はその裏面に塗布されたホットメルト接着剤により中間シート40の表面及び包装シート58のうち吸収体56の表側に位置する部分の表面に固定されている。
(中間シート)
トップシート30を透過した液を速やかに吸収体へ移行させるために、トップシート30より液の透過速度が速い、中間シート(「セカンドシート」とも呼ばれている)40を設けることができる。この中間シート40は、液を速やかに吸収体へ移行させて吸収体による吸収性能を高めるばかりでなく、吸収した液の吸収体からの「逆戻り」現象を防止し、トップシート30上を常に乾燥した状態とすることができる。中間シート40は省略することもできる。
中間シート40としては、トップシート30と同様の素材や、スパンレース、スパンボンド、SMS、パルプ不織布、パルプとレーヨンとの混合シート、ポイントボンド又はクレープ紙を例示できる。特にエアスルー不織布が嵩高であるため好ましい。エアスルー不織布には芯鞘構造の複合繊維を用いるのが好ましく、この場合芯に用いる樹脂はポリプロピレン(PP)でも良いが剛性の高いポリエステル(PET)が好ましい。目付けは20〜80g/m2が好ましく、25〜60g/m2がより好ましい。不織布の原料繊維の太さは2.0〜10dtexであるのが好ましい。不織布を嵩高にするために、原料繊維の全部又は一部の混合繊維として、芯が中央にない偏芯の繊維や中空の繊維、偏芯且つ中空の繊維を用いるのも好ましい。
図示の形態の中間シート40は、吸収体56の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の長手方向長さは、おむつの全長と同一でもよいし、吸収要素50の長さと同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。
中間シート40は、裏側部材に対する位置ずれを防止する等の目的で、ヒートシール、超音波シールのような素材溶着による接合手段や、ホットメルト接着剤により裏側に隣接する部材に固定することが望ましい。図示形態では、中間シート40はその裏面に塗布されたホットメルト接着剤により包装シート58のうち吸収体56の表側に位置する部分の表面に固定されている。
(液不透過性シート)
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂等からなるプラスチックフィルムや、不織布の表面にプラスチックフィルムを設けたラミネート不織布、プラスチックフィルムに不織布等を重ねて接合した積層シートなどを例示することができる。液不透過性シート11には、ムレ防止の観点から好まれて使用されている不液透過性かつ透湿性を有する素材を用いることが好ましい。透湿性を有するプラスチックフィルムとしては、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性プラスチックフィルムが広く用いられている。この他にも、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂又は疎水性樹脂や撥水剤の塗工といった方法により、プラスチックフィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができるが、後述するカバー不織布20とのホットメルト接着剤を介した接着時に十分な接着強度を得るため、プラスチックフィルムを用いるのが望ましい。
液不透過性シート11は、図示のように吸収要素50の裏側に収まる幅とする他、防漏性を高めるために、吸収要素50の両側を回り込ませて吸収要素50のトップシート30側面の両側部まで延在させることもできる。この延在部の幅は、左右それぞれ5〜20mm程度が適当である。
また、液不透過性シート11の内側、特に吸収体56側面に、液分の吸収により色が変化する排泄インジケータを設けることができる。
(側部ギャザー)
側部ギャザー60は、内装体200の両側部に沿って前後方向LDの全体にわたり延在し、装着者の脚周りに接して横漏れを防止するために設けられているものであり、一般に立体ギャザーと呼ばれるものや、平面ギャザーと呼ばれるものがこれに含まれる。
図3及び図4に示される第1の形態の側部ギャザー60はいわゆる立体ギャザーであり、内装体200の側部から表側に起立するものである。この側部ギャザー60は、付け根側の部分が幅方向中央側に向かって斜めに起立し、中間部より先端側の部分が幅方向外側に向かって斜めに起立するものであるが、これに限定されるものではなく、全体として幅方向中央側に起立する形態等、適宜の変更が可能である。
より詳細に説明すると、第1の形態の側部ギャザー60は、内装体200の前後方向長さに等しい長さを有する帯状のギャザー不織布62を、先端となる部分で幅方向WDに折り返して二つに折り重ねるとともに、折り返し部分及びその近傍のシート間に、細長状のギャザー弾性伸縮部材63を長手方向に沿って伸長状態で、幅方向WDに間隔を空けて複数本固定してなるものである。側部ギャザー60のうち先端部と反対側に位置する基端部(幅方向WDにおいてシート折り返し部分と反対側の端部)は、内装体200における液不透過性シート11より裏側の側部に固定された付根部分65とされ、この付根部分65以外の部分は付根部分65から延び出る本体部分66(折り返し部分側の部分)とされている。また、本体部分66は、幅方向中央側に向かう付け根側部分と、この付け根側部分の先端から幅方向外側に折り返された先端側部分とからなる。この形態は面接触タイプの側部ギャザー60であるが、幅方向外側に折り返されない線接触タイプの側部ギャザー60も採用することができる。そして、本体部分66のうち前後方向両端部が倒伏状態でトップシート30の側部表面に対して固定された倒伏部分67とされる一方で、これらの間に位置する前後方向中間部は非固定の自由部分68とされ、この自由部分68に前後方向LDに沿うギャザー弾性伸縮部材63が伸長状態で固定されている。
ギャザー不織布62としてはスパンボンド不織布(SS、SSS等)やSMS不織布(SMS、SSMMS等)、メルトブロー不織布等の柔軟で均一性・隠蔽性に優れた不織布に、必要に応じてシリコンなどにより撥水処理を施したものを好適に用いることができ、繊維目付けは10〜30g/m2程度とするのが好ましい。細長状弾性伸縮部材63としては糸ゴム等を用いることができる。スパンデックス糸ゴムを用いる場合は、太さは470〜1240dtexが好ましく、620〜940dtexがより好ましい。固定時の伸長率は、150〜350%が好ましく、200〜300%がより好ましい。なお、用語「伸長率」は自然長を100%としたときの値を意味する。また、図示のように、二つに折り重ねたギャザー不織布62の間に防水フィルム64を介在させることもでき、この場合には防水フィルム64の存在部分においてギャザー不織布62を部分的に省略することもできるが、製品の外観及び肌触りを布のようにするためには、図示形態のように、少なくとも側部ギャザー60の基端から先端までの外面がギャザー不織布62で形成されていることが必要である。
側部ギャザー60の自由部分に設けられる細長状弾性伸縮部材63の本数は2〜6本が好ましく、3〜5本がより好ましい。配置間隔60dは3〜10mmが適当である。このように構成すると、細長状弾性伸縮部材63を配置した範囲で肌に対して面で当たりやすくなる。先端側だけでなく付け根側にも細長状弾性伸縮部材63を配置しても良い。
側部ギャザー60の自由部分68では、ギャザー不織布62の内側層及び外側層の貼り合わせや、その間に挟まれるギャザー弾性伸縮部材63の固定に、種々の塗布方法によるホットメルト接着剤及びヒートシールや超音波シール等の素材溶着による固定手段の少なくとも一方を用いることができる。ギャザー不織布62の内側層及び外側層の全面を貼り合わせると柔軟性を損ねるため、ギャザー弾性伸縮部材63の接着部以外の部分は接着しないか弱く接着するのが好ましい。図示形態では、コームガンやシュアラップノズル等の塗布手段によりギャザー弾性伸縮部材63の外周面にのみホットメルト接着剤を塗布してギャザー不織布62の内側層及び外側層間に挟むことにより、当該ギャザー弾性伸縮部材63の外周面に塗布したホットメルト接着剤のみで、ギャザー不織布62の内側層及び外側層への細長状弾性伸縮部材の固定と、ギャザー不織布62の内側層及び外側層間の固定とを行う構造となっている。
また、側部ギャザー60に組み込まれる防水フィルム64とギャザー不織布62との固定や、倒伏部分67の内装体200の側部表面への固定に、種々の塗布方法によるホットメルト接着剤、及びヒートシールや超音波シール等の素材溶着による手段の少なくとも一方を用いることができる。図示形態では、防水フィルム64の固定にホットメルト接着剤のスロット塗布を使用している。また、図示形態の倒伏部分67の固定には、ホットメルト接着剤と素材溶着による手段を組み合わせているが、いずれか一方の手段のみで、これらの固定を行うこともできる。
側部ギャザー60の付根部分65の固定対象は、内装体200におけるトップシート30、液不透過性シート11、吸収要素50等適宜の部材とすることができる。
以上のように構成された第1の形態の側部ギャザー60では、細長状弾性伸縮部材63の収縮力が前後方向両端部を近づけるように作用するが、本体部分66のうち前後方向両端部が起立しないように固定されるのに対して、それらの間は非固定の自由部分とされているため、自由部分のみが図3に示すように身体側に当接するように起立する。特に、付根部分65が内装体200の裏側に位置していると、股間部及びその近傍において側部ギャザー60が幅方向外側に開くように起立するため、側部ギャザー60が脚周りに面で当接するようになり、フィット性が向上するようになる。
第1の形態の側部ギャザー60の寸法は適宜定めることができるが、乳幼児用紙おむつの場合は、例えば図3に示すように、側部ギャザー60の起立高さ(展開状態における本体部分66の幅方向長さ)W6は15〜60mm、特に20〜40mmであるのが好ましい。また、側部ギャザー60をトップシート30表面と平行になるように、平坦に折り畳んだ状態において最も内側に位置する折り目間の離間距離W3は60〜190mm、特に70〜140mmであるのが好ましい。
第1の形態の側部ギャザー60は、立体ギャザーのみを含むものとなっているが、立体ギャザー及び平面ギャザーの両方を含むものとしたり、平面ギャザーのみを含むものとしたりすることもできる。図12及び図13は、立体ギャザー及び平面ギャザーの両方を含む、第2の形態の側部ギャザー60を示している。各側部ギャザー60は、内装体200における液不透過性シート11より裏側の側部に固定された付根部分65から、内装体200の側方に突出する第1の部分61(平面ギャザー部分)と、内装体200におけるトップシート30の両側部に固定された付根部分65から、内装体200の表側に突出する第2の部分69(立体ギャザー部分)と含むものである。より詳細には、内装体200の前後方向長さに等しい長さを有する帯状のギャザー不織布62が、付根部分65から側方に延び出て第1の部分61の先端で表側に折り返され、この表側に折り返された部分が第1の部分61を経て第2の部分69に至り、第2の部分69の先端で折り返されている。ギャザー不織布62における折り重なる部分は、対向部分がホットメルト接着剤等により接合される。また、第2の部分69の前後方向両端部は、倒伏状態でトップシート30の側部表面に対して固定された倒伏部分67とされる一方で、これらの間に位置する前後方向中間部は非固定の自由部分68とされる。第1の部分61の少なくとも前後方向中間部、及び第2の部分69の自由部分68には、前後方向LDに沿うギャザー弾性伸縮部材63が一本又は幅方向WDに間隔を空けて複数本伸長状態で固定されており、その収縮力により第2の部分69の自由部分68が前後方向LDに収縮して脚周りに接する立体ギャザーとなり、また第1の部分61が前後方向LDに収縮して脚周りに接する平面ギャザーとなる。
第2の形態に関する他の点、例えばギャザー不織布62の素材や、ギャザー弾性伸縮部材63の素材等は、第1の形態と同様であるため説明を省略する。
(吸収要素)
吸収要素50は、吸収体56と、この吸収体56の全体を包む包装シート58とを有する。包装シート58は省略することもできる。
(吸収体)
吸収体56は、繊維の集合体により形成することができる。この繊維集合体としては、綿状パルプや合成繊維等の短繊維を積繊したものの他、セルロースアセテート等の合成繊維のトウ(繊維束)を必要に応じて開繊して得られるフィラメント集合体も使用できる。繊維目付けとしては、綿状パルプや短繊維を積繊する場合は、例えば100〜300g/m2程度とすることができ、フィラメント集合体の場合は、例えば30〜120g/m2程度とすることができる。合成繊維の場合の繊度は、例えば、1〜16dtex、好ましくは1〜10dtex、さらに好ましくは1〜5dtexである。フィラメント集合体の場合、フィラメントは、非捲縮繊維であってもよいが、捲縮繊維であるのが好ましい。捲縮繊維の捲縮度は、例えば、2.54cm当たり5〜75個、好ましくは10〜50個、さらに好ましくは15〜50個程度とすることができる。また、均一に捲縮した捲縮繊維を用いる場合が多い。吸収体56中には高吸収性ポリマー粒子を分散保持させるのが好ましい。
吸収体56は長方形形状でも良いが、図1及び図7にも示すように、前端部、後端部及びこれらの間に位置し、前端部及び後端部と比べて幅が狭い括れ部56Nとを有する砂時計形状を成していると、吸収体56自体と側部ギャザー60の、脚周りへのフィット性が向上するため好ましい。
また、吸収体56の寸法は排尿口位置の前後左右にわたる限り適宜定めることができるが、前後方向LD及び幅方向WDにおいて、内装体200の周縁部又はその近傍まで延在しているのが好ましい。なお、符号56Xは吸収体56の幅を示している。
(高吸収性ポリマー粒子)
吸収体56には、その一部又は全部に高吸収性ポリマー粒子を含有させることができる。高吸収性ポリマー粒子とは、「粒子」以外に「粉体」も含む。高吸収性ポリマー粒子54としては、この種の使い捨ておむつに使用されるものをそのまま使用でき、例えば500μmの標準ふるい(JIS Z8801−1:2006)を用いたふるい分け(5分間の振とう)でふるい上に残る粒子の割合が30重量%以下のものが望ましく、また、180μmの標準ふるい(JIS Z8801−1:2006)を用いたふるい分け(5分間の振とう)でふるい上に残る粒子の割合が60重量%以上のものが望ましい。
高吸収性ポリマー粒子の材料としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。高吸収性ポリマー粒子としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん−アクリル酸(塩)グラフト共重合体、でんぷん−アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。高吸収性ポリマー粒子の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
高吸収性ポリマー粒子としては、吸水速度が70秒以下、特に40秒以下のものが好適に用いられる。吸水速度が遅すぎると、吸収体56内に供給された液が吸収体56外に戻り出てしまう所謂逆戻りを発生し易くなる。
また、高吸収性ポリマー粒子としては、ゲル強度が1000Pa以上のものが好適に用いられる。これにより、嵩高な吸収体56とした場合であっても、液吸収後のべとつき感を効果的に抑制できる。
高吸収性ポリマー粒子の目付け量は、当該吸収体56の用途で要求される吸収量に応じて適宜定めることができる。したがって一概には言えないが、50〜350g/m2とすることができる。ポリマーの目付け量が50g/m2未満では、吸収量を確保し難くなる。350g/m2を超えると、効果が飽和する。
必要であれば、高吸収性ポリマー粒子は、吸収体56の平面方向で散布密度あるいは散布量を調整できる。例えば、液の排泄部位を他の部位より散布量を多くすることができる。男女差を考慮する場合、男用は前側の散布密度(量)を高め、女用は中央部の散布密度(量)を高めることができる。また、吸収体56の平面方向において局所的(例えばスポット状)にポリマーが存在しない部分を設けることもできる。
(包装シート)
包装シート58を用いる場合、その素材としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。クレープ紙に換えて不織布を使用する場合、親水性のSMS不織布(SMS、SSMMS等)が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレン複合材などを使用できる。目付けは、5〜40g/m2、特に10〜30g/m2のものが望ましい。
包装シート58の包装形態は適宜定めることができるが、製造容易性や前後端縁からの高吸収性ポリマー粒子の漏れ防止等の観点から、吸収体56の表裏面及び両側面を取り囲むように筒状に巻き付け、且つその前後縁部を吸収体56の前後からはみ出させ、巻き重なる部分及び前後はみ出し部分の重なり部分をホットメルト接着剤、素材溶着等の接合手段により接合する形態が好ましい。
(外装体)
外装体12F,12Bは、前身頃Fを構成する部分である前側外装体12Fと、後身頃Bを構成する部分である後側外装体12Bとからなり、前側外装体12F及び後側外装体12Bは股間側で連続しておらず、前後方向LDに離間されている(外装二分割タイプ)。この離間距離12dは例えば150〜250mm程度とすることができる。また、図14及び図15に示すように、外装体12が、前身頃Fから後身頃Bにかけて股間を通り連続する一体的なものとすることもできる(外装一体タイプ)。
外装体12F,12Bは、胴周り領域Tと対応する前後方向範囲である胴周り部を有する。また、本形態では、前側外装体12Fには中間領域Lと対応する部分を有していないが、後側外装体12Bは胴周り領域Tから中間領域L側に延び出る臀部カバー部Cを有している。図示しないが、前側外装体12Fにも胴周り領域Tから中間領域L側に延び出る鼠蹊カバー部を設けたり、鼠径カバー部は設けるものの臀部カバー部は設けない形態としたり、前側外装体12F及び後側外装体12Bの両方に中間領域Lと対応する部分を設けなくても良い。また、図示形態では、臀部カバー部Cの下縁は、前側外装体12Fの下縁と同様、幅方向WDに沿う直線状に形成しているが、幅方向外側に向かうにつれてウエスト開口側に位置するようになる曲線とすることもできる。
外装体12F,12Bは、図4及び図5に示されるように、外側シート層12S及び内側シート層12Hがホットメルト接着剤や溶着等の接合手段により接合されたものである。外側シート層12Sを形成するシート材及び内側シート層12Hを形成するシート材は、図5に示す形態のように共通の一枚のシート材とする他、個別のシート材とすることもできる。すなわち、前者の場合、ウエスト開口WOの縁(股間側の縁としても良い)で折り返された一枚のシート材の内側の部分及び外側の部分により内側シート層12H及び外側シート層12Sがそれぞれ形成される。なお、前者の形態では、シート材の資材数が少ないという利点があり、後者の形態では内側シート層12H及び外側シート層12Sを貼り合わせる際に位置ずれしにくいという利点がある。
外側シート層12S及び内側シート層12Hに用いるシート材としては、特に限定無く使用できるが不織布が好ましく、例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維や、これらから二種以上が使用された混合繊維、複合繊維などからなる不織布を使用することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。不織布を用いる場合、その目付けは10〜30g/m2程度とするのが好ましい。
また、外装体12F,12Bの総目付けは20〜60g/m2程度であるのが好ましい。
(伸縮領域・非伸縮領域)
外装体12F,12Bには、装着者の胴周りに対するフィット性を高めるために、外側シート層12S及び内側シート層12H間に糸ゴム等の細長状弾性伸縮部材15〜19が設けられ、弾性伸縮部材の伸縮を伴って幅方向WDに弾性伸縮する伸縮領域が形成されている。この伸縮領域では、自然長の状態では外側シート層12S及び内側シート層12Hが弾性伸縮部材の収縮に伴って収縮し、皺又は襞が形成されており、弾性伸縮部材の長手方向に伸長すると、外側シート層12S及び内側シート層12Hが皺なく伸び切る所定の伸長率まで伸長が可能である。細長状弾性伸縮部材15〜19としては、合成ゴムを用いても、天然ゴムを用いても良い。
外装体12F,12Bにおける外側シート層12S及び内側シート層12Hの貼り合わせや、その間に挟まれる細長状弾性伸縮部材15〜19の固定には、種々の塗布方法によるホットメルト接着剤及びヒートシールや超音波シール等の素材溶着による固定手段の少なくとも一方を用いることができる。外装体12F,12B全面を強固に固定すると柔軟性を損ねるため、細長状弾性伸縮部材15〜19の接着部以外の部分は接着しないか弱く接着するのが好ましい。図示形態では、コームガンやシュアラップノズル等の塗布手段により細長状弾性伸縮部材15〜19の外周面にのみホットメルト接着剤を塗布して両シート層12S,12H間に挟むことにより、当該細長状弾性伸縮部材15〜19の外周面に塗布したホットメルト接着剤のみで、両シート層12S,12Hへの細長状弾性伸縮部材15〜19の固定と、両シート層12S,12H間の固定とを行う構造となっている。弾性伸縮部材15〜19は伸縮領域における伸縮方向の両端部のみ、外側シート層12S及び内側シート層12Hに固定することができる。
より詳細には、外装体12F,12Bのウエスト部Wにおける外側シート層12S及び内側シート層12H間には、幅方向WDの全体にわたり連続するように、複数のウエスト部弾性伸縮部材17が上下方向に間隔を空けて取り付けられている。また、ウエスト部弾性伸縮部材17のうち、ウエスト下方部Uに隣接する領域に配設される1本又は複数本については、内装体200と重なっていてもよいし、内装体200と重なる幅方向中央部を除いてその幅方向両側にそれぞれ設けてもよい。このウエスト部弾性伸縮部材17としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、4〜12mmの間隔で3〜22本程度設けるのが好ましく、これによるウエスト部Wの幅方向WDの伸長率は150〜400%、特に220〜320%程度であるのが好ましい。また、ウエスト部Wは、その前後方向LDの全てに同じ太さのウエスト部弾性伸縮部材17を用いたり、同じ伸長率にしたりする必要はなく、例えばウエスト部Wの上部と下部で弾性伸縮部材17の太さや伸長率が異なるようにしてもよい。
また、外装体12F,12Bのウエスト下方部Uにおける外側シート層12S及び内側シート層12H間には、細長状弾性伸縮部材からなるウエスト下方部弾性伸縮部材15,19が複数本、上下方向に間隔を空けて取り付けられている。
ウエスト下方部弾性伸縮部材15,19としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、1〜15mm、特に3〜8mmの間隔で5〜30本程度設けるのが好ましく、これによるウエスト下方部Uの幅方向WDの伸長率は200〜350%、特に240〜300%程度であるのが好ましい。
また、後側外装体12Bの臀部カバー部Cにおける外側シート層12S及び内側シート層12H間には、細長状弾性伸縮部材からなるカバー部弾性伸縮部材16が複数本、上下方向に間隔を空けて取り付けられている。
カバー部弾性伸縮部材16としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、5〜40mm、特に5〜20mmの間隔で2〜10本程度設けるのが好ましく、これによるカバー部の幅方向WDの伸長率は150〜300%、特に180〜260%であるのが好ましい。
前側外装体12Fに鼠径カバー部を設ける場合には同様にカバー部弾性伸縮部材を設けることができる。
図示形態のウエスト下方部Uや臀部カバー部Cのように、吸収体56を有する前後方向範囲に弾性伸縮部材15,16,19を設ける場合には、その一部又は全部において吸収体56の幅方向WDの収縮を防止するために、吸収体56と幅方向WDに重なる部分の一部又は全部を含む幅方向中間(好ましくは内外接合部201の全体を含む)が非伸縮領域A1とされ、その幅方向両側が伸縮領域A2とされる。ウエスト部Wは幅方向WDの全体にわたり伸縮領域A2とされるのが好ましいが、ウエスト下方部Uと同様に、幅方向中間に非伸縮領域A1を設けても良い。
伸縮領域A2及び非伸縮領域A1は、内側シート層12Hと、外側シート層12Sとの間に、弾性伸縮部材15〜17,19を供給し、弾性伸縮部材15,16,19を伸縮領域A2における少なくとも伸縮方向の両端部でホットメルト接着剤を介して固定し、非伸縮領域A1となる領域では固定せず、非伸縮領域A1となる領域において、弾性伸縮部材15,16,19を幅方向中間の1か所で加圧及び加熱により切断するか、又は弾性伸縮部材15,16,19のほぼ全体を加圧及び加熱により細かく切断し、伸縮領域A2に伸縮性を残しつつ非伸縮領域A1では伸縮性を殺すことにより構築することができる。前者の場合、図4に示すように、非伸縮領域A1には、伸縮領域A2の弾性伸縮部材15,16,19から連続する切断残部が不要弾性伸縮部材18として単独で自然長まで収縮した状態で、外側シート層12S及び内側シート層12H間に残ることとなり、後者の場合、図示しないが、伸縮領域A2の弾性伸縮部材15,16,19から連続する切断残部、及び両方の伸縮領域A2の弾性伸縮部材15,16,19と連続しない弾性伸縮部材の切断片が不要弾性伸縮部材として単独で自然長まで収縮した状態で、外側シート層12S及び内側シート層12H間に残ることになる。
外装二分割タイプのパンツタイプ使い捨ておむつでは、前側外装体12F及び後側外装体12Bとの間に内装体200が露出するため、内装体200の裏面に液不透過性シート11が露出しないように、前側外装体12Fと内装体200との間から、後側外装体12Bと内装体200との間にかけて、内装体200の裏面を覆うカバー不織布20を備えている。また、図7及び図8に示す形態では、外装体12の外側シート層12Sが不織布である場合、この外側シート層12Sが前身頃Fから後身頃Bにかけて股間を通り連続し、内装体200の液不透過性シート11を覆うカバー不織布20となる。
カバー不織布20の前後方向範囲は、前側外装体12F及び後側外装体12Bに重なる部分を有している限り特に限定されず、図2、図5、図7、図9及び図10に示すように、内装体200の前端から後端までの全体にわたり前後方向LDに延在していてもよく、図8に示すように、前側外装体12Fと内装体200とが重なる領域の前後方向中間位置から後側外装体12Bと内装体200とが重なる領域の前後方向中間位置まで前後方向LDに延在していてもよい。後者の場合、カバー不織布20と前側外装体12Fとの重なり部分の前後方向長さ20yは、カバー不織布20と後側外装体12Bとの重なり部分の前後方向長さ20yは適宜定めることができるが、通常の場合それぞれ20〜40mm程度とすることができる。
カバー不織布20の幅方向範囲は、液不透過性シート11の裏面露出部分を隠しうる範囲とされる。このため、図示形態では、左右の側部ギャザー60の基端の間に液不透過性シート11が露出するため、少なくとも一方の側部ギャザー60の基端部の裏側から他方の側部ギャザー60の基端部の裏側までの幅方向範囲を覆うようにカバー不織布20が設けられている。これにより、液不透過性シート11をカバー不織布20と側部ギャザー60のギャザー不織布62とで隠蔽することができ、外面から見て、カバー不織布20の幅方向両端部の孔14がギャザー不織布62で隠れることもないものとなる。また、カバー不織布20の幅方向両端部が側部ギャザー60の基端部の裏側を覆うのではなく、ギャザー不織布62がカバー不織布20の幅方向両端部の裏側を覆うようにしても、カバー不織布20とギャザー不織布62とで液不透過性シート11を隠蔽することは可能であり、その場合、ギャザー不織布62の全光線透過率が60〜90%であると、ギャザー不織布62がカバー不織布20を隠す部分においても、孔開き不織布の孔14が透けて十分に視認できるため、通気性向上機能を有する部分が側部ギャザー60にまで広がっていることを認識でき、孔14の視覚的効果が十分に発揮されることとなる。
<テープタイプ使い捨ておむつの例>
図16〜図20はテープタイプ使い捨ておむつの一例を示しており、図中の符号Xはファスニングテープを除いたおむつの全幅を示しており、符号Yはおむつの全長を示している。このテープタイプ使い捨ておむつは、腹側から背側まで延在する吸収体56と、吸収体56の表側を覆う液透過性のトップシート30と、吸収体56の裏側を覆う液不透過性シート11とを有するものであり、吸収体56の前側及び後側にそれぞれ延出する部分であって、かつ吸収体56を有しない部分である腹側エンドフラップ部EF及び背側エンドフラップ部EFと、吸収体56の側縁よりも側方に延出する一対のサイドフラップ部SFを有している。サイドフラップ部SFの前後方向中間には脚周りに沿うくびれが形成されており、このくびれ部分よりも背側にファスニングテープ13がそれぞれ設けられている。
液不透過性シート11の裏面はカバー不織布20により覆われている。カバー不織布20はおむつの周縁まで延在されており、液不透過性シート11は前後方向にはおむつの前後縁まで延在し、幅方向には吸収体の側縁と外装シートの側縁との間まで延在しているが、カバー不織布20は、必要に応じて前後方向の一部のみとしたり、幅方向の一部のみとしたり、又はその両方としたりすることもできる。例えば、液不透過性シート11の一部がギャザー不織布等の他の素材により覆われている場合には、その部分についてはカバー不織布20を設けない形態とすることもできる。
トップシート30及び液不透過性シート11は図示例では長方形であり、吸収要素50よりも前後方向及び幅方向において若干大きい寸法を有しており、トップシート30における吸収要素50の側縁よりはみ出した周縁部と、液不透過性シート11における吸収要素50の側縁よりはみ出した周縁部とがホットメルト接着剤などにより接合されている。
また、パンツタイプ使い捨ておむつの場合と同様に、吸収体56は包装シートにより包装した吸収要素としてトップシート及び液不透過性シート間に介在させることができ、トップシート及び吸収要素の間には中間シート40を設けることができる。図示の形態の中間シート40は、吸収要素50の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の長手方向長さは、おむつの全長と同一でもよいし、吸収要素50の長さと同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。さらに、パンツタイプ使い捨ておむつの場合と同様に、排泄物の液分と接触する変色するインジケータを設けることもできる。
テープタイプ使い捨ておむつの表面の幅方向両側には、側部ギャザー60がそれぞれ設けられている。各側部ギャザー60は、各サイドフラップ部SFに設けられた第1の部分61(平面ギャザー部分)と、トップシート30の両側部上に突出する第2の部分69(立体ギャザー部分)とを含むものである。より詳細には、おむつ全長Yに等しい長さを有する帯状のギャザー不織布62が第1の部分61から第2の部分69にかけて延在されており、第1の部分61では当該ギャザー不織布62がカバー不織布20に対してホットメルト接着剤等により接合されおり、これら不織布の間に、前後方向LDに沿うギャザー弾性伸縮部材63が一本又は幅方向WDに間隔を空けて複数本伸長状態で固定され、その収縮力により第1の部分61が前後方向LDに収縮して脚周りに接する平面ギャザーとなる。また、ギャザー不織布62は第1の部分61を付根部分としてそこから幅方向WD中央側に延在する延在部分を有しており、少なくともこの延在部分は先端で折り返されて二層構造とされている。延在部分における前後方向LD両端部はトップシート30に固定された倒伏部分67とされる一方で、これらの間に位置する前後方向LD中間部は非固定の自由部分68とされる。自由部分68には、前後方向LDに沿うギャザー弾性伸縮部材63が一本又は幅方向WDに間隔を空けて複数本伸長状態で固定されており、その収縮力により第2の部分69の自由部分68が前後方向LDに収縮して脚周りに接する立体ギャザーとなる。
図示形態におけるファスニングテープ13は、おむつの側部に固定されたテープ取付部13C、及びこのテープ取付部13Cから突出するテープ本体部13Bをなすシート基材と、このシート基材におけるテープ本体部13Bの幅方向中間部に設けられた、腹側に対する係止部13Aとを有し、この係止部13Aより先端側が摘み部とされたものである。ファスニングテープ13のテープ取付部13Cは、サイドフラップ部における内側層をなすギャザーシート62及び外側層をなすカバー不織布20間に挟まれ、かつホットメルト接着剤により両シート62,12に接着されている。また、係止部13Aはテープ本体部13Bの内面に接着剤により接合されている。
係止部13Aとしては、メカニカルファスナー(面ファスナー)のフック材(雄材)が好適である。フック材は、その外面側に多数の係合突起を有する。係合突起の形状としては、(A)レ字状、(B)J字状、(C)マッシュルーム状、(D)T字状、(E)ダブルJ字状(J字状のものを背合わせに結合した形状のもの)等が存在するが、いずれの形状であっても良い。もちろん、ファスニングテープ13の係止部として粘着材層を設けることもできる。
また、テープ取付部13Cからテープ本体部13Bまでを形成するシート基材としては、不織布、プラスチックフィルム、ポリラミ不織布、紙やこれらの複合素材を用いることができる。
おむつの装着に際しては、背側のサイドフラップ部SFを腹側のサイドフラップ部SFの外側に重ねた状態で、ファスニングテープ13を腹側F外面の適所に係止する。ファスニングテープ13の係止箇所の位置及び寸法は任意に定めることができる。
腹側Fにおけるファスニングテープ13の係止箇所には、係止を容易にするためのターゲット有するターゲットシート24を設けるのが好ましい。係止部13Aがフック材の場合、ターゲットシート24としては、フィルム層と、その外面全体に設けられた、係止部13Aのフックが着脱自在に係合する係合層とを有するフィルムタイプのものを好適に用いることができる。この場合における係合層としては、糸で編まれた網状体であってループを有するものがフィルム層上に取り付けられている形態の他、熱可塑性樹脂の不織布層が間欠的な超音波シールによりフィルム層上に取り付けられ、不織布の繊維がループをなす形態が知られているがいずれも好適に用いることができる。また、熱可塑性樹脂の不織布にエンボス加工を施したものでフィルム層が無いフィルムレスタイプのターゲットテープを用いることもできる。これらのターゲットテープでは、ファスニングテープ13のフックがループに絡まる又は引っ掛かることにより、ファスニングテープ13が結合される。
係止部13Aが粘着材層の場合には粘着性に富むような表面が平滑なプラスチックフィルムからなるシート基材の表面に剥離処理を施したものを用いることができる。
また、腹側Fにおけるファスニングテープ13の係止箇所が不織布からなる場合、例えば図示形態のカバー不織布20が不織布からなる場合であって、ファスニングテープ13の係止部がフック材13Aの場合には、ターゲットシート24を省略し、フック材13Aをカバー不織布20の不織布に絡ませて係止することもできる。この場合、ターゲットシート24をカバー不織布20と液不透過性シート11との間に設けてもよい。
エンドフラップ部EFは、吸収性本体部10の前側及び後側にそれぞれ延出する部分であって、且つ吸収要素50を有しない部分であり、前側の延出部分が腹側エンドフラップ部EFであり、後側の延出部分が背側エンドフラップ部EFである。
背側エンドフラップEFの前後方向長さは、前述の理由によりファスニングテープ13の取り付け部分の前後方向長さと同じか短い寸法とすることが好ましく、また、おむつ背側端部と吸収要素50とが近接しすぎると、吸収要素50の厚みとコシによりおむつ背側端部と身体表面との間に隙間が生じやすいため、10mm以上とすることが好ましい。
腹側エンドフラップ部EF及び背側エンドフラップ部EFの前後方向長さは、おむつ全体の前後方向長さLの5〜20%程度とするのが好ましく、乳幼児用おむつにおいては、10〜60mm、特に20〜50mmとするのが適当である。
おむつの背側のフィット性を向上するために、図示形態のように、両ファスニングテープ13間に、幅方向に弾性伸縮する帯状の背側伸縮シート70が設けられていると好ましい。背側伸縮シート70の両端部は両ファスニングテープ13の取り付け部分と重なる部位まで延在されているのが好ましいが、幅方向中央側に離間していても良い。背側伸縮シート70の前後方向寸法は、ファスニングテープ13の取付け部分の前後方向寸法に対してプラスマイナス20%程度の範囲内とすることが好ましい。また、図示のように背側伸縮シート70が背側エンドフラップ部EFと吸収要素50の境界線と重なるように配置されていると、吸収要素50の背側端部がしっかりと体に押し当てられるため、好ましい。背側伸縮シート70は、ゴムシート等のシート状弾性部材を用いても良いが、通気性の観点から不織布や紙を用いるのが好ましい。この場合、伸縮不織布のような通気性を有するシート状弾性部材を用いることもできるが、図20(a)に示すように、二枚の不織布等のシート基材71をホットメルト接着剤等の接着剤により張り合わせるとともに、両シート基材71間に有孔のシート状、網状、細長状(糸状又は紐状等)等の弾性伸縮部材72を幅方向に沿って伸長した状態で固定したものが好適に用いられる。この場合におけるシート基材71としては、外装シート12と同様のものを用いることができる。弾性伸縮部材72の伸長率は150〜250%程度であるのが好ましい。また、弾性伸縮部材72として細長状(糸状又は紐状等)のものを用いる場合、太さ420〜1120dtexのものを3〜10mmの間隔72dで5〜15本程度設けるのが好ましい。
また、図示のように弾性伸縮部材72の一部が吸収要素50を横断するように配置すると、吸収要素50のフィット性が向上するため好ましいが、この場合は、弾性伸縮部材72が吸収要素50と重なる部分の一部又は全部を、切断等の手段により収縮力が働かないようにすると、吸収要素50の背側端部が幅方向に縮まないため、フィット性がさらに向上する。
なお、弾性伸縮部材72は、シートの長手方向(おむつの幅方向)にシート基材71の全長にわたって固定されていてもよいが、おむつ本体への取り付け時の縮みやめくれ防止のため、シートの前後方向(おむつの幅方向)端部の5〜20mm程度の範囲においては、収縮力が働かないように、または弾性伸縮部材72が存在しないようにするとよい。
背側伸縮シート70は、図示形態では、液不透過性シート11の幅方向両側ではギャザーシート62と外装シート12との間に挟まれ、且つ液不透過性シート11と重なる部位では、液不透過性シート11と吸収要素50との間に挟まれるように設けられているが、液不透過性シート11と外装シート12との間に設けても良いし、外装シート12の外面に設けても良く、またトップシート30と吸収要素50との間に設けてもよい。また、背側伸縮シート70はトップシート30の上に設けても良く、この場合、液不透過性シート11の幅方向両側ではギャザーシート62の上に設けても良い。また、外装シート12を複数枚のシート基材を重ねて形成する場合には、背側伸縮シート70全体を、外装シート12のシート基材間に設けても良い。
<カバー不織布>
カバー不織布20は液不透過性シート11の裏側を覆い、液不透過性シート11を覆う部分の少なくとも一部において製品外面を形成するものである。特徴的には、このカバー不織布20は、表裏に貫通する孔14が間隔を空けて多数設けられた有孔不織布となっている。カバー不織布20の繊維の種類や、繊維の結合(交絡)の加工方法は特に限定されず、外装シートと同様のものを適宜選択することができるが、エアスルー不織布を用いることが望ましく、その場合の目付けは20〜30g/m2、厚みは0.3〜1.0mmであると好ましい。
また、前述の外装二分割タイプのパンツタイプ使い捨ておむつでは、カバー不織布20の側縁は、吸収体56の最も幅が狭い部分(括れ部56Nを有しない場合には全幅。括れ部56Nを有する場合には括れ部56Nにおける最も幅が狭い部分)の側縁と同じか又はそれより幅方向中央側に位置していると、カバー不織布20の全体が吸収体56と重なる部分、つまり剛性が高く、皺や折れが発生しにくい部分にのみカバー不織布20が位置することとなるため、カバー不織布20の両側部が前後方向LDに収縮しにくくなり、カバー不織布20の両側部に皺が形成されたり孔14の潰れが発生したりしにくいものとなる。
カバー不織布20は、通気性向上効果を考慮すると孔14が前後方向全体にわたり設けられていることが望ましいが、前後方向LDの一部に孔14の無い領域を有していてもよい。一方、幅方向WDにおいてはカバー不織布20の全体にわたり孔14が設けられていることが好ましい。すなわち、カバー不織布20の幅方向WDの両端部に孔14の無い領域を有している形態では、カッターによる打ち抜き以外の方法で孔14を開けると、後述するように孔14の縁部の繊維が外側又は垂直方向に退けられて孔14の縁部が反り返り、有孔領域の厚みが無孔領域よりも厚くなるため、カバー不織布20の資材をロール状態で保管する際、無孔領域の部分が緩く巻かれた状態になり、両側部の無孔領域に皺や折れが形成されるおそれがある。よって、図示形態のように幅方向WDの全体にわたり孔14が形成されていることが望ましい。
例えば、前述の外装一体タイプのパンツタイプ使い捨ておむつでは、図14に示されるように、カバー不織布20における弾性伸縮部材15〜18を有しない前後方向中間の領域にのみ孔14を形成することができる。一方、前述のテープタイプ使い捨ておむつでは、図17に示されるように、カバー不織布20における前後方向及び幅方向の全体にわたり孔14を形成することができる。また、前述の外装二分割タイプのパンツタイプ使い捨ておむつでは、図2及び図8に示されるように、孔14の形成領域はカバー不織布20における前側外装体12Fと重なる部分から後側外装体12Bと重なる部分まで延在されていることが望ましい。
個々の孔14の平面形状(開口形状)は、適宜定めることができ、図21(a)(b)に示すような長孔形とするほか、図21(c)(e)に示すような真円形、図21(d)に示すような楕円形、三角形、長方形、ひし形等の多角形、星形、雲形等、任意の形状とすることができる。個々の孔14の寸法は特に限定されないが、前後方向LDの最大寸法14Lは0.3〜1.8mm、特に0.4〜1.0mmとするのが好ましく、幅方向WDの最大寸法14Wは0.2〜1.5mm、特に0.3〜1.0mmとするのが好ましい。孔14の形状が、長孔形、楕円形、長方形、ひし形等のように一方向に長い形状(一方向の全長がこれと直交する方向の全長よりも長い形状)の場合、長手方向の最大寸法はこれと直交する方向の最大寸法の1.2〜2.5倍であることが好ましい。また、孔14の形状が一方向に長い形状の場合、孔14の長手方向が前後方向LDであることが望ましいが、幅方向WDや斜め方向であってもよい。
個々の孔14の面積及び面積率は適宜定めればよいが、面積は0.1〜2.7mm2(特に0.1〜1.0mm2)程度であることが好ましく、面積率は1.0〜15.0%(特に5.0〜10.0%)程度であることが好ましい。
孔14の平面配列は適宜定めることができるが、規則的に繰り返される平面配列が好ましく、図21(a)に示すような斜方格子状や、図21(b)に示すような六角格子状(これらは千鳥状ともいわれる)、図21(c)に示すような正方格子状、図21(d)に示すような矩形格子状、図21(e)に示すような平行体格子(図示のように、多数の平行な斜め方向の列の群が互いに交差するように2群設けられる形態)状等(これらが前後方向LDに対して90度未満の角度で傾斜したものを含む)のように規則的に繰り返されるものの他、孔14の群(群単位の配列は規則的でも不規則でも良く、模様や文字状等でも良い)が規則的に繰り返されるものとすることもできる。
孔14の前後方向間隔14y及び幅方向間隔14xは適宜定めることができるが、通気性を考慮すると、それぞれ14yは0.9〜8.0mm、14xは2.0〜10mm、特に14yは1.0〜3.0mm、14xは3.0〜5.0mmの範囲内とすることが望ましい。特に、図21(d)に示すように、孔14の前後方向寸法14Lよりも狭い前後方向間隔14yで前後方向に並ぶ孔14の列が幅方向WDに所定の間隔で繰り返し、かつその幅方向間隔14xは孔14の前後方向寸法14Lよりも広い(さらに、孔14の幅方向寸法14Wの3倍以上であるとより好ましい)と、通気性の向上を顕著なものとしつつ、柔らかさや嵩高さも損なわず、また、製造時に重要な前後方向のシートの引っ張り強度の低下がないため好ましい。特にこの場合、孔14の形状を前後方向LDに細長い形状とすることが好ましい。
図11に示すように、孔14の周囲部は表側に反り返った反り返り部14eとなっている。具体的な形状としては、図22に示すように反り返り部14eの反り返り高さ14hがほぼ均一である第1形態、及び図23に示すように反り返り部14eが、反り返り高さ14iが最も高い対向部分と、これと直交する方向に対向する対向部分であって反り返り高さ14jが最も低い対向部分とを有する第2形態を例示することができる。反り返り部14eは孔の周方向に連続して筒状になっていることが望ましいが、一部又は全部の孔14の反り返り部14eが、孔14の周方向の一部のみに形成されていてもよい。反り返り高さ14h,14i,14j(光学顕微鏡を用いて測定される圧力を加えない状態での見かけの高さ)は0.2〜1.2mm程度であることが好ましく、第2の形態において最も高い反り返り高さ14iは、最も低い反り返り高さ14jの1.1〜1.4倍程度であることが好ましい。第2の形態からも分かるように反り返り高さは孔14の周方向に変化してもよい。
孔14は、周縁が繊維の切断端により形成されている打ち抜き孔14であっても、孔14の周縁に繊維の切断端がほとんど無く、ピンが繊維間に挿入されて押し広げられて形成された非打ち抜き孔14(縁部の繊維密度が高い)であってもよい。例えば、一方向に長い形状の孔14をピンの挿入により形成すると、孔14の周囲部の繊維が外側又は垂直方向に退けられて反り返り部(バリ)14eが形成されるとともに、孔14の長手方向の対向部分の反り返り高さiが、長手方向と直交する方向の対向部分の反り返り高さjよりも高くなる。孔14の周囲部は、繊維密度がその周囲の部分と比べて低くなっていてもよいが、同程度又は高くなっているのが好ましい。また、孔14の縁部の繊維同士が融着していることが望ましいが、融着していなくてもよい。
カバー不織布20は、液不透過性シート11(本発明の支持シートに相当する)に対してホットメルト接着剤20Hを介して固定される。カバー不織布20の固定領域は、カバー不織布20の前後方向全体及び幅方向全体とするほか、一部を非固定とすることもできる。例えば、前述の外装二分割タイプのパンツタイプ使い捨ておむつでは、カバー不織布20の幅方向両端部が非固定であると、側部ギャザー60の影響で吸収体56側部がいくらか収縮した状態でもその影響を受けにくくなり、カバー不織布20に皺や折れが形成されにくいという利点がもたらされる。この場合におけるカバー不織布20の幅方向両端部の非固定部分の幅は適宜定めればよいが、例えば3〜10mm、好ましくは5〜8mmとすることができる。
特徴的には、図11に示すように、カバー不織布20における反り返り部14eの少なくとも先端部が、ホットメルト接着剤20Hを介して液不透過性シート11に貼り付けられた接着部となっており、かつこの接着部以外の部分は非接着となっている。このような貼り合わせ構造を有していると、接着面積が小さくなるため柔軟性が損なわれず、かつ孔14の周囲部を液不透過性シート11に確実に固定できる。特に、反り返り部14eは支柱のようにカバー不織布20を液不透過性シート11に対して支持するため、同じ目付けの無孔不織布と比較して嵩高くなり、通気性にも優れたものとなる。
代表的な接着状態としては、図11(a)に示すように、反り返り部14eの先端部のみがホットメルト接着剤20Hを介して液不透過性シート11に接着されている状態、図11(b)に示すように、反り返り部14eの全体が、ホットメルト接着剤20Hを介して液不透過性シート11に接着されている状態、及び図11(c)に示すように、反り返り部14eのうち、先端部の内側部分より外側全体がホットメルト接着剤20Hを介して液不透過性シート11に接着され、先端部の内側部分が非接着とされている状態を例示することができる。反り返り部14eの孔14の内周面、及び液不透過性シート11における孔14と重なる部位には接着剤が存在しないことが望ましいが、多少はみ出していてもよい。
反り返り部14eの接着状態は、少なくとも先端部がホットメルト接着剤20Hを介して液不透過性シート11に貼り付けられる限り、図示形態に限定されず、孔14の周方向の少なくとも一部が、上記いずれかの接着状態であればよい。例えば、図22及び図23に示される形態のように、反り返り部14eが孔14の周方向に連続して筒状になっている場合には、筒状の先端部の周方向全体が上記接着状態にあることが好ましいが、一部は他の接着状態又は非接着となっていても良い。また、反り返り部14eが孔14の周方向の一部にのみ形成されている場合には、その部分の先端部が上記接着状態となっていればよい。さらに、多数の反り返り部14eの中に異なる接着状態が混在していてもよい。
以上に述べた特徴的な貼り合わせ構造は、例えば図24に示す設備において有孔不織布151をカバー不織布20とし、支持シート160を液不透過性シート11とすることより製造することができる。すなわち、この有孔不織布の貼り付け設備は、周面に多数のピン101が間隔を空けて配列されたピンロール100と、このピンロール100に対向し、ピン101が挿入される凹部111を有する凹ロール110と、ピンロール100における凹ロール110との対向位置よりも回転方向下流側で、ピンロール100に対向する接着剤塗布ロール120とを備えている。これらロール100,110,120は、ピンロール100に対して凹ロール110及び接着剤塗布ロール120が噛み合うように、図中に矢印で示された方向に回転駆動される。
この設備では、先ず図示しない原反ロールから繰り出した帯状に連続する不織布150をピンロール100と凹ロール110との間に通して、図25にも示すようにピン101を不織布150に突き刺し、周囲部がピンロール100側と反対側に反り返った反り返り部(バリ)14eを有する多数の孔14を不織布150に形成することにより、有孔不織布151とする(穿孔工程)。供給する不織布150は無孔不織布であることが好ましいが、有孔不織布を供給して穿孔工程を行ってもよい。
次いで、穿孔工程で孔14を形成した有孔不織布151は、ピン101に突き刺した状態を維持しつつ、ピンロール100の回転により接着剤塗布ロール120まで案内し、図26に各種例を示すように、接着剤塗布ロール120の外周面に保持されたホットメルト接着剤20Hを、有孔不織布151における反り返り部14eの少なくとも先端部に転写する(接着剤転写工程)。有孔不織布151における接着剤の転写部位は、反り返り部14eの先端部のみとするのが好ましいが、前述の各種接着状態となるように反り返り部14eの他の部分を含むように転写することもできる。
接着剤転写装置は特に限定されるものではないが、図示形態では、接着剤塗布ロール120は、ピン101及びその周囲に位置する反り返り部14eの少なくとも先端部が挿入される接着剤保持凹部121を有するものであり、接着剤転写工程で、接着剤保持凹部121にホットメルト接着剤20Hを保持させた後、ピン101及びその周囲に位置する反り返り部14eの少なくとも先端部を、接着剤保持凹部121内に挿入し、有孔不織布151における反り返り部14eの少なくとも先端部に、接着剤保持凹部121内のホットメルト接着剤20Hを付着させるものである。このような接着剤塗布ロール120により、孔14からのホットメルト接着剤20Hの漏れを抑制しつつ、有孔不織布151の反り返り部14eの少なくとも先端部のみに確実に接着剤を転写塗布することができる。また、一般的に、ホットメルト接着剤は不織布よりもプラスチックフィルムに対する接着性に優れているため、このように不織布側に接着剤を塗布することで、高い貼り合せ強度を得ることができる。
接着剤保持凹部121にホットメルト接着剤20Hを保持させる手段は特に限定されるものではないが、図24(a)に示す例では、接着剤塗布ロール120の外周面に対向して塗工ヘッド(ダイ)122及びドクターブレード123が回転方向にこの順に配置されており、図27に示すように、回転する接着剤塗布ロール120の外周面上に、周方向に連続的に塗工ヘッド122からホットメルト接着剤20Hが定量供給された後、接着剤塗布ロール120の外周面における接着剤保持凹部121以外の部分に塗布されたホットメルト接着剤20Hがドクターブレード123により接着剤保持凹部121に掻き寄せられ、接着剤保持凹部121に導入され、接着剤保持凹部121に入り切らない分は除去される。このようにして、実質的に接着剤保持凹部121内にのみホットメルト接着剤20Hを保持させることができる。なお、図24(a)及び図27に示す例のように、接着剤保持凹部121内に摺り切りいっぱいにホットメルト接着剤20Hが保持される場合、ピンロール100の外周面におけるピン101を有しない部分と接着剤塗布ロール120の外周面における接着剤保持凹部121を有しない部分とのクリアランスが、有孔不織布151の孔14を有しない部分の厚み以下であると、図26(a)に示すように反り返り部14eの全体だけでなくその周囲にまで広くホットメルト接着剤が塗布される。一方、図26(b)に示すように、このクリアランスが、有孔不織布151の孔14を有しない部分の厚みより大きく、かつ有孔不織布151の反り返り部14eを有する部分の厚み以下であると、反り返り部14eの先端側にのみホットメルト接着剤20Hを塗布することができる。
ピンロール100の外周面におけるピン101を有しない部分と接着剤塗布ロール120の外周面における接着剤保持凹部121を有しない部分とのクリアランスが、有孔不織布151の孔14を有しない部分の厚み以下であっても、図27(c)に示すように、接着剤保持凹部121内のホットメルト接着剤20Hの液面が、前述の摺り切り面よりも低くなるようにホットメルト接着剤20Hを保持させることにより、反り返り部14eの先端側にのみホットメルト接着剤20Hを塗布することができる。接着剤保持凹部121内のホットメルト接着剤20Hの液面と前述の摺り切り面との高低差は、反り返り部14eの先端側にのみホットメルト接着剤20Hを塗布できる限り特に限定されないが、反り返り部14eの反り返り高さ以下とすることが好ましい。
このようなホットメルト接着剤の保持手段としては、例えば、図24(b)に示すように、接着剤塗布ロール120に対向し、接着剤保持凹部121に挿入される多数の凸部を有する転写凸ロール125と、転写凸ロール125に対向し、転写凸ロール125の凸部が挿入される多数の凹部を有する転写凹ロール124とを設け、この転写凹ロール124の外周面に対向して塗工ヘッド(ダイ)122及びドクターブレード123を回転方向にこの順に配置し、転写凸ロール125に対して接着剤塗布ロール120及び転写凹ロール124が噛み合うように、これらロール120,125,124を図中に矢印で示された方向に回転駆動するものを用いることができる。この図24(b)に示される例では、図27に示される接着剤塗布ロール120の場合と同様に、回転する転写凹ロール124の凹部内にのみホットメルト接着剤が導入された後、この凹部内に転写凸ロール125の凸部が挿入されることにより、転写凹ロール124の凹部内のホットメルト接着剤が転写凸ロール125の凸部に付着し、この転写凸ロール125の凸部が接着剤塗布ロール120の接着剤保持凹部121に挿入されることにより、転写凸ロール125の凸部に付着したホットメルト接着剤が接着剤塗布ロール120の接着剤保持凹部121内に付着する。このように転写凹ロール及び転写凸ロールを介在させることにより、転写凹ロールの凹部内に摺り切りいっぱいに充填されたホットメルト接着剤のすべてが、接着剤塗布ロール120の接着剤保持凹部121内に供給されないため、接着剤塗布ロール120の接着剤保持凹部121内のホットメルト接着剤20Hの液面が、前述の摺り切り面よりも低くなり、反り返り部14eの先端側にのみホットメルト接着剤20Hを塗布することができるようになる。
他のホットメルト接着剤の保持手段としては、図示しないが、接着剤塗布ロール120の接着剤保持凹部121の底からホットメルト接着剤を供給する方式も提案する。この場合、ホットメルト接着剤の供給量を調整することにより、接着剤保持凹部121内のホットメルト接着剤20Hの液面を自由に調整することができ、前述の摺り切り面よりも低くなるようにホットメルト接着剤20Hを保持させることも可能となる。
他方、ホットメルト接着剤20Hを転写した有孔不織布151は、ピンロール100の回転に伴いピンロール100から離脱させた後、そのホットメルト接着剤20Hを有する面に支持シート160を重ね合わせてプレスロール140で加圧し接着する(貼り付け工程)。このような手法により、有孔不織布151における反り返り部14eの少なくとも先端部がホットメルト接着剤20Hを介して支持シート160に貼り付けられ、かつこの接着部以外の部分は、ホットメルト接着剤20Hを介して支持シート160に接着されていない貼り合わせ構造を形成することができる。
他方、前述の外装二分割タイプのパンツタイプ使い捨ておむつでは、外装体12の少なくともカバー不織布20と重なる部分における、弾性伸縮部材を有しない部分の全光線透過率が50%以上(好ましくは65%以上)であると、カバー不織布20における前側外装体12F及び後側外装体12Bに隠れた部分においても、有孔不織布の孔14が透けて十分に視認できるため、通気性向上機能を有する部分が前側外装体12F及び後側外装体12Bの間だけでなく、その前後両側まで広がっていることを認識でき、孔14の視覚的効果が十分に発揮されるため好ましい。なお、外装体12の全光線透過率とは、外側シート層12Sと内側シート層12Hとを重ねた状態で測定したものである。
また、前述の外装二分割タイプのパンツタイプ使い捨ておむつにおける内外接合部201に関して、図9及び図10に示すように、前側外装体12F及び後側外装体12Bの少なくとも一方は、内装体200の幅方向両端部と重なる領域では内装体200に接合され、内装体200の幅方向両端部と重なる領域の間の領域では、股間側の一部又は前後方向LDの全体にわたり非接着とされるか、又は間欠的でかつ剥離可能に接着されているのは一つの好ましい形態である。この場合、内装体200と外装体12との隙間が股間側に通じ通気性が向上する。また、この部分を捲ることにより外装体12により隠れている有孔のカバー不織布20を直に見ることもできるため、より孔14の視覚的効果に優れたものとなる。
<その他>
上記例は、液不透過性シート11の裏側を覆うカバー不織布20を有孔不織布とし、この有孔不織布と液不透過性シート11との貼り合わせ構造に本発明を適用したものであるが、カバー不織布20以外の不織布部品にも有孔不織布を用い、本発明の貼り合わせ構造を適用できることはいうまでもなく、トップシート30を有孔不織布とし、中間シート40を支持シートとする、肌面側のシートの接着構造に適用するのも好ましい例である。
<明細書中の用語の説明>
明細書中の以下の用語は、明細書中に特に記載が無い限り、以下の意味を有するものである。
・「前後(縦)方向」とは腹側(前側)と背側(後側)を結ぶ方向を意味し、「幅方向」とは前後方向と直交する方向(左右方向)を意味する。
・「表側」とはパンツタイプ使い捨ておむつを着用した際に着用者の肌に近い方を意味し、「裏側」とはパンツタイプ使い捨ておむつを着用した際に着用者の肌から遠い方を意味する。
・「表面」とは部材の、パンツタイプ使い捨ておむつを着用した際に着用者の肌に近い方の面を意味し、「裏面」とはパンツタイプ使い捨ておむつを着用した際に着用者の肌から遠い方の面を意味する。
・「全光線透過率」は、全光線透過率はJIS−K7105に準じて測定される値を意味する。
・「面積率」とは単位面積に占める対象部分の割合を意味し、対象領域(例えばカバー不織布)における対象部分(例えば孔)の総和面積を当該対象領域の面積で除して百分率で表すものである。対象部分が間隔を空けて多数設けられる形態では、対象部分が10個以上含まれるような大きさに対象領域を設定して、面積率を求めることが望ましい。例えば、孔の面積率は、例えばKEYENCE社の商品名VHX−1000を使用し、測定条件を20倍として、以下の手順で測定することができる。
(1)20倍のレンズにセットし、ピントを調節する。穴が4×6入るように不織布の位置を調整する。
(2)孔の領域の明るさを指定し、孔の面積を計測する。
(3)「計測・コメント」の「面積計測」の色抽出をクリックする。孔の部分をクリックする。
(4)「一括計測」をクリックし、「計測結果ウィンドを表示」にチェックを入れ、CSVデータで保存をする。
・「伸長率」は、自然長を100%としたときの値を意味する。
・「ゲル強度」は次のようにして測定されるものである。人工尿(尿素:2wt%、塩化ナトリウム:0.8wt%、塩化カルシウム二水和物:0.03wt%、硫酸マグネシウム七水和物:0.08wt%、及びイオン交換水:97.09wt%を混合したもの)49.0gに、高吸収性ポリマーを1.0g加え、スターラーで攪拌させる。生成したゲルを40℃×60%RHの恒温恒湿槽内に3時間放置したあと常温にもどし、カードメーター(I.techno Engineering社製:Curdmeter−MAX ME−500)でゲル強度を測定する。
・「目付け」は次のようにして測定されるものである。試料又は試験片を予備乾燥した後、標準状態(試験場所は、温度20±5℃、相対湿度65%以下)の試験室又は装置内に放置し、恒量になった状態にする。予備乾燥は、試料又は試験片を相対湿度10〜25%、温度50℃を超えない環境で恒量にすることをいう。なお、公定水分率が0.0%の繊維については、予備乾燥を行わなくてもよい。恒量になった状態の試験片から米坪板(200mm×250mm、±2mm)を使用し、200mm×250mm(±2mm)の寸法の試料を切り取る。試料の重量を測定し、20倍して1平米あたりの重さを算出し、目付けとする。
・「厚み」は、自動厚み測定器(KES−G5 ハンディ圧縮計測プログラム)を用い、荷重:10gf/cm2、及び加圧面積:2cm2の条件下で自動測定する。
・吸水量は、JIS K7223−1996「高吸水性樹脂の吸水量試験方法」によって測定する。
・吸水速度は、2gの高吸収性ポリマー及び50gの生理食塩水を使用して、JIS K7224‐1996「高吸水性樹脂の吸水速度試験法」を行ったときの「終点までの時間」とする。
・「展開状態」とは、収縮や弛み無く平坦に展開した状態を意味する。
・各部の寸法は、特に記載が無い限り、自然長状態ではなく展開状態における寸法を意味する。
・試験や測定における環境条件についての記載が無い場合、その試験や測定は、標準状態(試験場所は、温度20±5℃、相対湿度65%以下)の試験室又は装置内で行うものとする。