JP5677004B2 - Polishing apparatus and method - Google Patents
Polishing apparatus and method Download PDFInfo
- Publication number
- JP5677004B2 JP5677004B2 JP2010221265A JP2010221265A JP5677004B2 JP 5677004 B2 JP5677004 B2 JP 5677004B2 JP 2010221265 A JP2010221265 A JP 2010221265A JP 2010221265 A JP2010221265 A JP 2010221265A JP 5677004 B2 JP5677004 B2 JP 5677004B2
- Authority
- JP
- Japan
- Prior art keywords
- membrane
- polishing
- pressure
- elongation
- top ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005498 polishing Methods 0.000 title claims description 255
- 238000000034 method Methods 0.000 title claims description 40
- 239000012528 membrane Substances 0.000 claims description 222
- 239000000758 substrate Substances 0.000 claims description 46
- 239000012530 fluid Substances 0.000 claims description 37
- 229920001971 elastomer Polymers 0.000 claims description 11
- 239000004065 semiconductor Substances 0.000 description 54
- 238000005259 measurement Methods 0.000 description 33
- 238000010586 diagram Methods 0.000 description 24
- 238000005192 partition Methods 0.000 description 16
- 238000003825 pressing Methods 0.000 description 13
- 230000002093 peripheral effect Effects 0.000 description 12
- 125000006850 spacer group Chemical group 0.000 description 12
- 239000010408 film Substances 0.000 description 11
- 230000008859 change Effects 0.000 description 10
- 238000012937 correction Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 8
- 238000004140 cleaning Methods 0.000 description 7
- 239000002002 slurry Substances 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000008961 swelling Effects 0.000 description 6
- 230000000875 corresponding effect Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000014509 gene expression Effects 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000007774 longterm Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images












Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
本発明は、研磨装置および方法に係り、特に半導体ウエハなどの研磨対象物(基板)を研磨して平坦化する研磨装置および方法に関するものである。 The present invention relates to a polishing apparatus and method, and more particularly to a polishing apparatus and method for polishing and planarizing a polishing object (substrate) such as a semiconductor wafer.
近年、半導体デバイスの高集積化・高密度化に伴い、回路の配線がますます微細化し、多層配線の層数も増加している。回路の微細化を図りながら多層配線を実現しようとすると、下側の層の表面凹凸を踏襲しながら段差がより大きくなるので、配線層数が増加するに従って、薄膜形成における段差形状に対する膜被覆性(ステップカバレッジ)が悪くなる。したがって、多層配線するためには、このステップカバレッジを改善し、然るべき過程で平坦化処理しなければならない。また光リソグラフィの微細化とともに焦点深度が浅くなるため、半導体デバイスの表面の凹凸段差が焦点深度以下に収まるように半導体デバイス表面を平坦化処理する必要がある。 In recent years, with higher integration and higher density of semiconductor devices, circuit wiring has become increasingly finer and the number of layers of multilayer wiring has increased. When trying to realize multilayer wiring while miniaturizing the circuit, the step becomes larger while following the surface unevenness of the lower layer, so as the number of wiring layers increases, the film coverage to the step shape in thin film formation (Step coverage) deteriorates. Therefore, in order to carry out multilayer wiring, it is necessary to improve the step coverage and perform a flattening process in an appropriate process. Further, since the depth of focus becomes shallower as the optical lithography becomes finer, it is necessary to planarize the surface of the semiconductor device so that the uneven steps on the surface of the semiconductor device are kept below the depth of focus.
従って、半導体デバイスの製造工程においては、半導体デバイス表面の平坦化技術がますます重要になっている。この平坦化技術のうち、最も重要な技術は、化学的機械研磨(CMP(Chemical Mechanical Polishing))である。この化学的機械的研磨は、研磨装置を用いて、シリカ(SiO2)等の砥粒を含んだ研磨液を研磨パッド等の研磨面上に供給しつつ半導体ウエハなどの基板を研磨面に摺接させて研磨を行うものである。 Accordingly, in the semiconductor device manufacturing process, a planarization technique for the surface of the semiconductor device is becoming increasingly important. Among the planarization techniques, the most important technique is chemical mechanical polishing (CMP). This chemical mechanical polishing uses a polishing apparatus to slide a substrate such as a semiconductor wafer onto the polishing surface while supplying a polishing solution containing abrasive grains such as silica (SiO 2 ) onto the polishing surface such as a polishing pad. Polishing in contact.
この種の研磨装置は、研磨パッドからなる研磨面を有する研磨テーブルと、半導体ウエハを保持するためのトップリング又は研磨ヘッド等と称される基板保持装置とを備えている。このような研磨装置を用いて半導体ウエハの研磨を行う場合には、基板保持装置により半導体ウエハを保持しつつ、この半導体ウエハを研磨面に対して所定の圧力で押圧する。このとき、研磨テーブルと基板保持装置とを相対運動させることにより半導体ウエハが研磨面に摺接し、半導体ウエハの表面が平坦かつ鏡面に研磨される。 This type of polishing apparatus includes a polishing table having a polishing surface made of a polishing pad, and a substrate holding device called a top ring or a polishing head for holding a semiconductor wafer. When polishing a semiconductor wafer using such a polishing apparatus, the semiconductor wafer is pressed against the polishing surface with a predetermined pressure while the semiconductor wafer is held by the substrate holding apparatus. At this time, the semiconductor wafer is brought into sliding contact with the polishing surface by moving the polishing table and the substrate holding device relative to each other, so that the surface of the semiconductor wafer is polished to a flat and mirror surface.
このような研磨装置において、研磨中の半導体ウエハと研磨パッドの研磨面との間の相対的な押圧力が半導体ウエハの全面に亘って均一でない場合には、半導体ウエハの各部分に与えられる押圧力に応じて研磨不足や過研磨が生じてしまう。半導体ウエハに対する押圧力を均一化するために、基板保持装置(トップリング)の下部に弾性膜(メンブレン)から形成される圧力室を設け、この圧力室に圧縮空気などの圧力流体を供給することで弾性膜を介して流体圧により半導体ウエハを研磨パッドの研磨面に押圧するタイプの研磨装置も用いられている。 In such a polishing apparatus, when the relative pressing force between the semiconductor wafer being polished and the polishing surface of the polishing pad is not uniform over the entire surface of the semiconductor wafer, the pressing force applied to each part of the semiconductor wafer. Depending on the pressure, insufficient polishing or overpolishing occurs. In order to equalize the pressing force on the semiconductor wafer, a pressure chamber formed of an elastic film (membrane) is provided below the substrate holding device (top ring), and a pressure fluid such as compressed air is supplied to the pressure chamber. A polishing apparatus of the type that presses the semiconductor wafer against the polishing surface of the polishing pad by fluid pressure through an elastic film is also used.
上述したように、研磨装置においては、半導体ウエハ等の基板を研磨パッドに押圧することで研磨が行われる。基板の研磨は高い制御性と安定性が基板全域にわたって求められる。メンブレンを用いた研磨装置には、メンブレンに径方向に区分けされた複数の圧力室を設け、各圧力室に供給される圧力流体の圧力をそれぞれ制御することにより、基板の径方向に沿った各領域毎(エリア毎)に異なった圧力で半導体ウエハを押圧することが可能なタイプの研磨装置がある。このタイプの研磨装置では、それぞれの圧力室の圧力差から研磨レートの分布を形成する。 As described above, in the polishing apparatus, polishing is performed by pressing a substrate such as a semiconductor wafer against the polishing pad. For substrate polishing, high controllability and stability are required over the entire substrate. In a polishing apparatus using a membrane, a plurality of pressure chambers divided in the radial direction are provided in the membrane, and each pressure along the radial direction of the substrate is controlled by controlling the pressure of the pressure fluid supplied to each pressure chamber. There is a type of polishing apparatus that can press a semiconductor wafer with different pressures for each region (each area). In this type of polishing apparatus, a polishing rate distribution is formed from the pressure difference between the pressure chambers.
メンブレン(弾性膜)を用いた研磨装置においては、基板全域の研磨レートが最適になるように、メンブレンへの圧力条件を変えることでチューニング(生産を完全に停止して実施する研磨条件の調整)を行い、研磨条件を決定する。しかしながら、基板を加圧するメンブレンを交換すると再現性の乏しい研磨レートが得られることがあり、チューニングを再度行ったり、メンブレンを交換したりすることがあった。 In a polishing device using a membrane (elastic film), tuning is performed by changing the pressure conditions on the membrane so that the polishing rate of the entire substrate is optimized (adjustment of polishing conditions to be performed with production stopped completely) To determine the polishing conditions. However, if the membrane that pressurizes the substrate is replaced, a polishing rate with poor reproducibility may be obtained, and tuning may be performed again or the membrane may be replaced.
そのため、本発明者らは、メンブレンを交換した場合に再現性の乏しい研磨レートが得られる原因を解明するために、メンブレン自体の特性について測定して測定結果の解析を行うとともに、メンブレンを交換してウエハの研磨を行う実験を繰り返し行った。その結果、以下の知見を得たものである。 Therefore, in order to elucidate the reason why a polishing rate with poor reproducibility is obtained when the membrane is replaced, the present inventors measured the characteristics of the membrane itself and analyzed the measurement results, and replaced the membrane. The experiment of polishing the wafer was repeated. As a result, the following knowledge was obtained.
ゴム製品であるメンブレンは金型で成型するものの、寸法、硬度、弾性係数などの個体差によって伸び易さの差が存在する。メンブレンが伸びることで基板を押圧する研磨方法では、この伸びにくさは圧力損失となるから、圧力等の研磨条件はその損失を見込んで決定する必要がある。
メンブレン自体に伸び易さの個体差が存在すると、消耗品であるメンブレンを交換した際に研磨特性が変わってしまい、研磨性能の安定性を損なう要因となる。この不安定性は基板の外周部で顕著に見られ、予め不安定性を見込んだ研磨圧力の設定を行うか、部品の選別を行うことで対処する必要があるが、前者は不安定性を根本的に解決できるわけではなく、後者は消耗品のコストが高くなるという問題が生ずる。また、メンブレンの伸び易さに応じて研磨レシピを再度チューニングする方法も考えられるが、その方法では生産性が著しく低下してしまうことになる。
Membranes, which are rubber products, are molded with a mold, but there are differences in easiness of elongation due to individual differences such as dimensions, hardness, and elastic modulus. In a polishing method in which the substrate is pressed by extending the membrane, this difficulty in elongation is a pressure loss, and therefore polishing conditions such as pressure must be determined in consideration of the loss.
If there is an individual difference in easiness of elongation in the membrane itself, the polishing characteristics change when the consumable membrane is replaced, which is a factor that impairs the stability of the polishing performance. This instability is prominently seen on the outer periphery of the substrate, and it is necessary to deal with it by setting the polishing pressure in anticipation of instability in advance or selecting parts, but the former is fundamentally instability. The latter cannot be solved, and the latter causes a problem that the cost of consumables increases. A method of tuning the polishing recipe again according to the ease of elongation of the membrane is also conceivable, but this method significantly reduces productivity.
メンブレンの伸び易さが特に影響を与えるのが、基板外周縁部の研磨レートである。
本発明で用いるメンブレンではメンブレン最外周の側壁には縦方向の伸びやすさに配慮した折り返しが設けられるが、それでもこの縦方向の伸び易さには個体差があり、1個の個体の中でも周方向にばらつきが存在する。この側壁は大気圧と研磨圧力の境界であることから横方向力を受けなければならず、縦方向の伸び易さのみを優先することができなくなる。これは横方向へ伸びてしまうと縦方向への伸び易さが阻害されるからである。
同じ壁でも加圧エリアを分割している隔壁の場合、その両側に圧力室があり、この二つの圧力室の力で隔壁を伸ばすことになるので、相対的に伸び易さの影響を受けにくい。
基板の研磨レートを制御する上で、もっとも難しい領域が基板の外周縁部である。いわゆるエッジエリアと呼ばれるこの領域では、メンブレン側壁の伸び量のばらつきがそのまま研磨レートのばらつきとして反映されてしまうことになる。エッジエリアの研磨レート制御が難しい理由には、リテーナリングによるパッドのリバウンド量制御が難しい、研磨部と非研磨部との境界面であることによる温度やスラリー(研磨剤)の分布の変化が大きい、ということもある。
The polishing rate of the outer peripheral edge of the substrate is particularly affected by the ease of elongation of the membrane.
In the membrane used in the present invention, the side wall on the outermost periphery of the membrane is provided with a fold in consideration of easiness of elongation in the vertical direction. However, there is an individual difference in the easiness of elongation in the vertical direction. There are variations in direction. Since this side wall is a boundary between the atmospheric pressure and the polishing pressure, it must receive a lateral force, and it becomes impossible to give priority only to the ease of elongation in the vertical direction. This is because elongating in the horizontal direction hinders easiness in extending in the vertical direction.
In the case of a partition that divides the pressurizing area even on the same wall, there are pressure chambers on both sides of the partition, and the partition is stretched by the force of these two pressure chambers, so it is relatively unaffected by the ease of expansion. .
In controlling the polishing rate of the substrate, the most difficult area is the outer peripheral edge of the substrate. In this area called a so-called edge area, the variation in the extension amount of the membrane side wall is directly reflected as the variation in the polishing rate. The reason why it is difficult to control the polishing rate of the edge area is that it is difficult to control the rebound amount of the pad by retainer ring, and the change in temperature and slurry (abrasive) distribution due to the boundary surface between the polishing part and the non-polishing part is large. , Sometimes.
本発明は、上記知見に基づいてなされたもので、半導体ウエハ等の基板を研磨面に押圧するためのメンブレンの特性を装置に入力することにより、メンブレンの特性に合わせた最適な研磨条件で基板を研磨することができる研磨装置および方法を提供することを目的とする。 The present invention has been made on the basis of the above knowledge, and by inputting the characteristics of a membrane for pressing a substrate such as a semiconductor wafer against the polishing surface into the apparatus, the substrate is subjected to optimum polishing conditions according to the characteristics of the membrane. It is an object of the present invention to provide a polishing apparatus and method capable of polishing a metal.
本発明の研磨装置の第一の態様は、研磨面を有した研磨テーブルと、圧力流体が供給される圧力室を形成する弾性膜であるメンブレンと、該メンブレンを保持するトップリング本体とを有し、圧力室に圧力流体を供給することで流体圧により基板を研磨面に押圧するトップリングと、装置内の各機器を制御する制御部とを備え、前記制御部は、予め測定したメンブレンの伸び易さを入力することによりメンブレンの伸び易さに合わせて研磨条件を変更することを特徴とする。
本発明によれば、予め測定されたメンブレンの伸び易さを制御部に入力すると、制御部はメンブレンの特性に合わせて研磨条件を変更する。そのため、メンブレンの特性に合わせた最適な研磨条件で基板を研磨することができるので、メンブレンを交換した場合に、メンブレンの個体差があってもその個体差を補正することができ、再現性に優れた研磨レートを得ることができる。
A first aspect of the polishing apparatus of the present invention includes a polishing table having a polishing surface, a membrane that is an elastic film forming a pressure chamber to which a pressure fluid is supplied, and a top ring body that holds the membrane. And a top ring that presses the substrate against the polishing surface by fluid pressure by supplying a pressure fluid to the pressure chamber, and a control unit that controls each device in the apparatus. and changes the polishing conditions in accordance with the stretchability of the membrane by entering the stretchability.
According to the present invention, when the ease of elongation of the membrane measured in advance is input to the control unit, the control unit changes the polishing conditions according to the characteristics of the membrane. As a result, the substrate can be polished under optimal polishing conditions that match the characteristics of the membrane, so that when the membrane is replaced, individual differences can be corrected, even if there are individual differences in the membrane. An excellent polishing rate can be obtained.
本発明の好ましい態様は、前記メンブレンの伸び易さが、ゴム硬度から導かれるパラメータであることを特徴とする。
本発明によれば、メンブレンのゴム硬度を予め求めておくことにより、メンブレンの伸びやすさを把握することができる。したがって、メンブレンのゴム硬度に応じて、メンブレンに加える研磨圧力等の研磨条件を最適なものにすることができる。ゴム硬度は、例えば、デュロメータで測定した硬度である。
In a preferred aspect of the present invention, the ease of elongation of the membrane is a parameter derived from rubber hardness.
According to the present invention, the ease of elongation of the membrane can be grasped by obtaining the rubber hardness of the membrane in advance. Therefore, polishing conditions such as polishing pressure applied to the membrane can be optimized according to the rubber hardness of the membrane. The rubber hardness is, for example, a hardness measured with a durometer.
本発明の好ましい態様は、前記メンブレンの伸び易さが、ゴムの伸びやすさから導かれるパラメータであることを特徴とする。
本発明によれば、メンブレンを構成するゴムの伸びやすさに応じてメンブレンに加える研磨圧力を最適な値にすることができる。例えば、伸びやすいメンブレンの場合には、圧力室に供給する流体の圧力を下げるように補正し、伸びにくいメンブレンの場合には圧力室に供給する流体の圧力を上げるように補正することにより、メンブレンを交換した場合でも基板に加える研磨圧力を常に最適な値にすることができる。
In a preferred aspect of the present invention, the ease of stretching of the membrane is a parameter derived from the ease of stretching of rubber.
According to the present invention, the polishing pressure applied to the membrane can be set to an optimum value according to the easiness of the rubber constituting the membrane. For example, in the case of a membrane that is easy to stretch, the membrane is corrected by reducing the pressure of the fluid supplied to the pressure chamber, and in the case of a membrane that is difficult to stretch, the membrane is corrected by increasing the pressure of the fluid supplied to the pressure chamber. Even when is replaced, the polishing pressure applied to the substrate can always be set to an optimum value.
本発明の好ましい態様は、前記メンブレンの伸び易さが、メンブレンの内側をある一定の圧力で加圧した際の伸び量であることを特徴とする。
本発明によれば、メンブレンの内側をある一定の圧力で加圧した際の伸び量を測定することにより、メンブレンの伸びやすさを把握することができる。そして、メンブレンの伸びやすさに応じてメンブレンに加える流体の圧力を最適な値にすることができる。
In a preferred aspect of the present invention, the ease of elongation of the membrane is an amount of elongation when the inside of the membrane is pressurized at a certain pressure.
According to the present invention, it is possible to grasp the ease of elongation of the membrane by measuring the amount of elongation when the inside of the membrane is pressurized at a certain pressure. And the pressure of the fluid applied to a membrane can be made into an optimal value according to the ease of extension of a membrane.
本発明の好ましい態様は、前記伸び量が、メンブレン表面の伸び量を範囲ごとに重み付けした結果から導き出されることを特徴とする。
本発明によれば、メンブレンの特定範囲(エリア)における伸びが他の範囲より研磨レートに与える影響が大きいという場合には、この特定範囲の伸び量に重み付けをして、メンブレンの伸び量を求める。
In a preferred aspect of the present invention, the elongation amount is derived from a result of weighting the elongation amount of the membrane surface for each range.
According to the present invention, when the elongation in the specific range (area) of the membrane has a larger influence on the polishing rate than the other ranges, the elongation amount of the specific range is weighted to obtain the elongation amount of the membrane. .
本発明の好ましい態様は、前記伸び量が、メンブレン表面の最外周近傍の伸び量を測定した結果から導き出されることを特徴とする。
本発明によれば、研磨レートのばらつきが基板の最外周近傍に発生することが多いので、メンブレンの伸び量をメンブレンの最外周近傍を集中的に測定した結果から求める。
In a preferred aspect of the present invention, the amount of elongation is derived from the result of measuring the amount of elongation near the outermost periphery of the membrane surface.
According to the present invention, since the dispersion of the polishing rate often occurs in the vicinity of the outermost periphery of the substrate, the amount of elongation of the membrane is obtained from the result of intensive measurement in the vicinity of the outermost periphery of the membrane.
本発明の研磨方法は、弾性膜であるメンブレンにより形成された圧力室を備えたトップリングにより基板を保持し、圧力室に圧力流体を供給することで流体圧により基板を研磨面に押圧して研磨する研磨方法であって、メンブレンを交換する際に、予め測定したメンブレンの伸び易さを装置に入力し、研磨条件を変更することを特徴とする。
本発明によれば、予め測定されたメンブレンの特性である伸び易さに合わせて研磨条件を変更することができる。そのため、メンブレンの特性に合わせた最適な研磨条件で基板を研磨することができるので、メンブレンを交換した場合に、メンブレンの個体差があってもその個体差を補正することができ、再現性に優れた研磨レートを得ることができる。
In the polishing method of the present invention, a substrate is held by a top ring having a pressure chamber formed of a membrane that is an elastic film, and a pressure fluid is supplied to the pressure chamber to press the substrate against the polishing surface by fluid pressure. A polishing method for polishing, wherein when the membrane is replaced, the ease of elongation of the membrane measured in advance is input to the apparatus, and the polishing conditions are changed.
According to the present invention, the polishing conditions can be changed in accordance with the ease of elongation, which is a characteristic of the membrane measured in advance. As a result, the substrate can be polished under optimal polishing conditions that match the characteristics of the membrane, so that when the membrane is replaced, individual differences can be corrected, even if there are individual differences in the membrane. An excellent polishing rate can be obtained.
本発明は、以下に列挙する効果を奏する。
(1)予め測定されたメンブレンの特性に合わせて研磨条件を変更する構成であるため、メンブレンの特性に合わせた最適な研磨条件で基板を研磨することができる。したがって、メンブレンを交換した場合に、メンブレンの個体差があってもその個体差を補正することができ、再現性に優れた研磨レートを得ることができる。
(2)測定器により測定されたメンブレンの伸び量に合わせて研磨条件を変更する構成であるため、メンブレンの長時間使用により経時的に伸び量が変化しても、伸び量を都度もしくは定期的に測定し、測定された伸び量に合わせた最適な研磨条件で基板を研磨することができる。
(3)メンブレンの円周方向に伸び量のばらつきがあっても、メンブレンをトップリングに取り付ける際に伸び量の少ない範囲が研磨面に対して近づくように傾けて取り付けることにより、基板に加わる研磨圧力が円周方向で均一になり、円周方向で均一な研磨プロファイルを確保することが可能である。
(4)メンブレンの円周方向に伸び量のばらつきがあっても、リテーナリングの面圧分布を円周方向で変化させることにより、基板に加わる研磨圧力が円周方向で均一になり、円周方向で均一な研磨プロファイルを確保することが可能である。
The present invention has the following effects.
(1) Since the polishing conditions are changed according to the characteristics of the membrane measured in advance, the substrate can be polished under optimum polishing conditions according to the characteristics of the membrane. Therefore, when the membrane is replaced, even if there is an individual difference in the membrane, the individual difference can be corrected, and a polishing rate with excellent reproducibility can be obtained.
(2) Since the polishing conditions are changed in accordance with the amount of elongation of the membrane measured by the measuring instrument, even if the amount of elongation changes over time due to long-term use of the membrane, the amount of elongation can be changed every time or periodically. The substrate can be polished under the optimum polishing conditions in accordance with the measured elongation amount.
(3) Even if there is a variation in the amount of elongation in the circumferential direction of the membrane, when attaching the membrane to the top ring, it is attached to the substrate by tilting it so that the range with less elongation approaches the polishing surface. The pressure becomes uniform in the circumferential direction, and it is possible to ensure a uniform polishing profile in the circumferential direction.
(4) Even if there is a variation in the amount of elongation in the circumferential direction of the membrane, by changing the surface pressure distribution of the retainer ring in the circumferential direction, the polishing pressure applied to the substrate becomes uniform in the circumferential direction. It is possible to ensure a uniform polishing profile in the direction.
以下、本発明に係る研磨装置の実施形態について図1乃至図13を参照して詳細に説明する。なお、図1から図13において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。 Hereinafter, an embodiment of a polishing apparatus according to the present invention will be described in detail with reference to FIGS. 1 to 13. 1 to 13, the same or corresponding components are denoted by the same reference numerals, and redundant description is omitted.
図1は、本発明に係る研磨装置の全体構成を示す概略図である。図1に示すように、研磨装置は、研磨テーブル100と、研磨対象物である半導体ウエハ等の基板を保持して研磨テーブル上の研磨面に押圧するトップリング1とを備えている。
研磨テーブル100は、その下方に配置されるテーブル回転モータ103に連結されており、その軸心の周りに回転可能になっている。研磨テーブル100の上面には研磨パッド101が貼付されており、研磨パッド101の表面101aが半導体ウエハWを研磨する研磨面を構成している。研磨テーブル100の上方には研磨液供給ノズル(図示せず)が設置されており、この研磨液供給ノズルによって研磨テーブル100上の研磨パッド101上に研磨液(スラリー)が供給されるようになっている。
FIG. 1 is a schematic diagram showing the overall configuration of a polishing apparatus according to the present invention. As shown in FIG. 1, the polishing apparatus includes a polishing table 100 and a
The polishing table 100 is connected to a
なお、市場で入手できる研磨パッドとしては種々のものがあり、例えば、ロデール社製のSUBA800、IC−1000、IC−1000/SUBA400(二層クロス)、フジミインコーポレイテッド社製のSurfin xxx−5、Surfin 000等がある。SUBA800、Surfin xxx−5、Surfin 000は繊維をウレタン樹脂で固めた不織布であり、IC−1000は硬質の発泡ポリウレタン(単層)である。発泡ポリウレタンは、ポーラス(多孔質状)になっており、その表面に多数の微細なへこみまたは孔を有している。 There are various types of polishing pads available on the market, such as SUBA800, IC-1000, IC-1000 / SUBA400 (double-layer cloth) manufactured by Rodel, Surfin xxx-5 manufactured by Fujimi Incorporated, Surfin 000 etc. SUBA800, Surfin xxx-5, and Surfin 000 are non-woven fabrics in which fibers are hardened with urethane resin, and IC-1000 is a hard foamed polyurethane (single layer). The polyurethane foam is porous (porous) and has a large number of fine dents or pores on its surface.
トップリング1は、半導体ウエハWを研磨面101aに対して押圧するトップリング本体2と、半導体ウエハWの外周縁を保持して半導体ウエハWがトップリングから飛び出さないようにするリテーナリング3とから基本的に構成されている。
The
トップリング1は、トップリングシャフト111に接続されており、このトップリングシャフト111は、上下動機構124により揺動アーム110に対して上下動するようになっている。このトップリングシャフト111の上下動により、揺動アーム110に対してトップリング1の全体を昇降させ位置決めするようになっている。トップリングシャフト111の上端にはロータリージョイント125が取り付けられている。
トップリングシャフト111およびトップリング1を上下動させる上下動機構124は、軸受126を介してトップリングシャフト111を回転可能に支持するブリッジ128と、ブリッジ128に取り付けられたボールねじ132と、支柱130により支持された支持台129と、支持台129上に設けられたトップリング昇降モータ138とを備えている。トップリング昇降モータ138は、ACサーボモータから構成されている。トップリング昇降モータ138を支持する支持台129は、支柱130を介して揺動アーム110に固定されている。
The
The
ボールねじ132は、トップリング昇降モータ138に連結されたねじ軸132aと、このねじ軸132aが螺合するナット132bとを備えている。トップリングシャフト111は、ブリッジ128と一体となって上下動するようになっている。したがって、トップリング昇降モータ138を駆動すると、ボールねじ132を介してブリッジ128が上下動し、これによりトップリングシャフト111およびトップリング1が上下動する。
The
また、トップリングシャフト111はキー(図示せず)を介して回転筒112に連結されている。この回転筒112はその外周部にタイミングプーリ113を備えている。揺動アーム110の上面にはトップリング回転モータ114が固定されており、上記タイミングプーリ113は、タイミングベルト115を介してトップリング回転モータ114に設けられたタイミングプーリ116に接続されている。したがって、トップリング回転モータ114を回転駆動することによってタイミングプーリ116、タイミングベルト115、およびタイミングプーリ113を介して回転筒112およびトップリングシャフト111が一体に回転し、トップリング1が回転する。なお、揺動アーム110は、フレーム(図示せず)に回転可能に支持されたトップリング揺動シャフト117によって支持されている。トップリング揺動シャフト117にはトップリング揺動モータ118が連結されている。研磨装置は、テーブル回転モータ103、トップリング回転モータ114、トップリング揺動モータ118、トップリング昇降モータ138をはじめとする装置内の各機器を制御する制御部50を備えている。
The
図1に示すように構成された研磨装置において、トップリング1は、その下面に半導体ウエハWなどの基板を保持できるようになっている。揺動アーム110はトップリングシャフト117を中心として揺動可能に構成されており、下面に半導体ウエハWを保持したトップリング1は、揺動アーム110の揺動により半導体ウエハWの受取位置から研磨テーブル100の上方に移動される。そして、トップリング1を下降させて半導体ウエハWを研磨パッド101の表面(研磨面)101aに押圧する。このとき、トップリング1および研磨テーブル100をそれぞれ回転させ、研磨テーブル100の上方に設けられた研磨液供給ノズルから研磨パッド101上に研磨液を供給する。このように、半導体ウエハWを研磨パッド101の研磨面101aに摺接させて半導体ウエハWの表面を研磨する。
In the polishing apparatus configured as shown in FIG. 1, the
次に、本発明の研磨装置におけるトップリング(研磨ヘッド)について説明する。図2は、研磨対象物である半導体ウエハを保持して研磨テーブル上の研磨面に押圧する基板保持装置を構成するトップリング1の模式的な断面図である。図2においては、トップリング1を構成する主要構成要素だけを図示している。
図2に示すように、トップリング1は、半導体ウエハWを研磨面101aに対して押圧するトップリング本体2と、研磨面101aを直接押圧するリテーナリング3とから基本的に構成されている。トップリング本体2は、上部にあるトップリングフランジ21と、中間部にあるトップリングスペーサ22と、下部にあるキャリア23とからなっている。トップリング本体2は、エンジニアリングプラスティック(例えば、PEEK)などの樹脂やステンレス材などにより形成されている。トップリング本体2の下面には、半導体ウエハの裏面に当接する弾性膜(メンブレン)4が取り付けられている。弾性膜(メンブレン)4は、エチレンプロピレンゴム(EPDM)、ポリウレタンゴム、シリコンゴム等の強度および耐久性に優れたゴム材によって形成されている。
Next, the top ring (polishing head) in the polishing apparatus of the present invention will be described. FIG. 2 is a schematic cross-sectional view of the
As shown in FIG. 2, the
リテーナリング3はトップリング本体2の外周部に取り付けられている。リテーナリング3は、トップリング本体2のキャリア23に固定されたリング状のリテーナリングガイド25により、その上下動が案内されるようになっている。
The
前記弾性膜(メンブレン)4は、最外周にある側壁4sと、側壁4sの内側にある同心状の複数の隔壁4kとを有し、これら側壁4sおよび隔壁4kによって、メンブレン4の上面とトップリング本体2の下面との間に円形状の第1圧力室5、環状の第2圧力室6、環状の第3圧力室7が形成されている。すなわち、トップリング本体2の中心部に第1圧力室5が形成され、中心から外周方向に向かって、順次、同心状に、第2圧力室6、第3圧力室7が形成されている。トップリング本体2内には、第1圧力室5に連通する流路11、第2圧力室6に連通する流路12、第3圧力室7に連通する流路13がそれぞれ形成されている。そして、第1圧力室5に連通する流路11、第2圧力室6に連通する流路12、第3圧力室7に連通する流路13は、ロータリージョイント125(図1参照)を介して圧力室加圧ライン(図示せず)にそれぞれ接続されている。各圧力室加圧ラインは、圧力コントローラ(図示せず)を介して圧力流体源(図示せず)に接続されている。この例では圧力室が3つだが、圧力室の数は研磨対象の膜種などで増減する。
The elastic membrane (membrane) 4 has a
また、リテーナリング3の直上にも弾性膜(メンブレン)8によってリテーナリング圧力室9が形成されている。弾性膜(メンブレン)8は、トップリングフランジ21に固定されたシリンダ24内に収容されている。リテーナリング圧力室9は、トップリング本体2内に形成された流路15およびロータリージョイント125(図1参照)を介して圧力室加圧ライン(図示せず)に接続されている。そして、この圧力室加圧ラインは、圧力コントローラ(図示せず)を介して圧力流体源(図示せず)に接続されている。なお、リテーナリングガイド25とリテーナリング3間、リテーナリング3と弾性膜(メンブレン)4間、およびシリンダ24とリテーナリングガイド25間には、それぞれシール部材が設けられており、スラリー等の入り込みを防止するようにしている。
A retainer
図2に示すように構成されたトップリング1においては、上述したように、トップリング本体2の中心部に第1圧力室5が形成され、中心から外周方向に向かって、順次、同心状に、第2圧力室6、第3圧力室7が形成され、これら第1圧力室5、第2圧力室6、第3圧力室7およびリテーナリング圧力室9に供給する流体の圧力を各圧力室加圧ラインに設けられた圧力コントローラによってそれぞれ独立に調整することができる。各圧力コントローラは、制御部50(図1参照)に接続されていて、それらの作動が制御されるようになっている。第1圧力室5の領域のメンブレン4は半導体ウエハWの中央部を研磨パッド101に押圧し、第2圧力室6の領域のメンブレン4は半導体ウエハWの中間部を研磨パッド101に押圧し、第3圧力室7の領域のメンブレン4は半導体ウエハWの外周部を研磨パッド101に押圧するようになっている。このような構造により、半導体ウエハWを研磨パッド101に押圧する押圧力を半導体ウエハの領域毎に調整でき、かつリテーナリング3が研磨パッド101を押圧する押圧力を調整できる。
In the
次に、図1および図2に示すように構成された研磨装置による一連の研磨処理工程について説明する。
トップリング1は基板受渡し装置から半導体ウエハWを受け取り真空吸着により保持する。弾性膜(メンブレン)4には半導体ウエハWを真空吸着するための複数の孔(図示せず)が設けられており、これらの孔は真空源(図示せず)に連通されている。半導体ウエハWを真空吸着により保持したトップリング1は、予め設定したトップリングの研磨時設定位置まで下降する。この研磨時設定位置では、リテーナリング3は研磨パッド101の表面(研磨面)101aに接地しているが、研磨前は、トップリング1で半導体ウエハWを吸着保持しているので、半導体ウエハWの下面(被研磨面)と研磨パッド101の表面(研磨面)101aとの間には、わずかな間隙(例えば、約1mm)がある。このとき、研磨テーブル100およびトップリング1は、ともに回転駆動されている。この状態で、圧力室に圧力流体を供給して半導体ウエハの裏面側にある弾性膜(メンブレン)4を膨らませ、半導体ウエハの下面(被研磨面)を研磨パッド101の表面(研磨面)に当接させ、研磨テーブル100とトップリング1とを相対運動させることにより、半導体ウエハの研磨を開始する。そして、各圧力室5,6,7,9に供給する流体の圧力を調整することにより、半導体ウエハWを研磨パッド101に押圧する押圧力を半導体ウエハの領域毎に調整し、かつリテーナリング3が研磨パッド101を押圧する押圧力を調整し、半導体ウエハの表面が所定の状態(例えば、所定の膜厚)になるまで研磨する。
Next, a series of polishing processing steps by the polishing apparatus configured as shown in FIGS. 1 and 2 will be described.
The
次に、メンブレン4により形成された各圧力室5,6,7に圧力流体を供給したときのメンブレン4の側壁4sおよび隔壁4kの挙動について説明する。隔壁4kおよび側壁4sには、縦方向の伸びやすさに配慮した「く」の字状の折り返しが設けられている。
図3(a)は、第1圧力室5と第2圧力室6に圧力流体を供給したときのメンブレン4の隔壁4kの挙動を示す模式図である。図3(a)の上の図に示すように、第1圧力室5と第2圧力室6に圧力流体を供給すると、メンブレン4に下方への圧力がかかり、図3(a)の下の図に示すように、隔壁4kの折り返しが上下に伸びてメンブレン4の下面が下方に膨らむ。このとき、隔壁4kの両側面に第1圧力室5と第2圧力室6の圧力が作用するのでバランスがとれ、隔壁4kの「く」の字状の折り返しの形がくずれることなく折り返しの挟角が開くことにより隔壁4kが伸びる。図3(a)においては、第1圧力室5と第2圧力室6の間の隔壁4kの挙動を示したが、第2圧力室6と第3圧力室7の間の隔壁4kの場合も同様である。
Next, the behavior of the
FIG. 3A is a schematic diagram showing the behavior of the
図3(b)は、第3圧力室7に圧力流体を供給したときのメンブレン4の側壁4sの挙動を示す模式図である。図3(b)の上の図に示すように、第3圧力室7に圧力流体を供給すると、メンブレン4に下方への圧力がかかり、図3(b)の下の図に示すように、メンブレン4の下面が下方に膨らむ。側壁4sは大気圧と研磨圧力(第3圧力室7の圧力)の境界であることから、側壁4sの内外では大きな圧力差があるため、図3(b)の上下の図に示すように、側壁4sには、横方向の圧力がかかり、側壁4sは半径方向外側(横方向)に膨らむ。このように、側壁4sが横方向に伸びてしまうと「く」の字状の折り返しの形もくずれてしまい、縦方向への伸び易さが阻害されることになる。なお、側壁4sの横方向への膨らみを防ぐためには、側壁4sの剛性(肉厚)を上げればよいが、そうすると側壁4sの縦方向への伸び易さも阻害されることになる。
FIG. 3B is a schematic diagram showing the behavior of the
図4(a),(b),(c)は、圧力室に圧力流体を供給する前後におけるメンブレン4の状態を示す模式的な断面図である。なお、図4(a)、(b)および(c)においては、トップリング1の半分を図示しており、メンブレン4の外周側にあるリテーナリング3の図示を省略している。
図4(a)は、いずれの圧力室にも圧力流体を供給していないときのメンブレン4の状態を示す図である。図4(a)に示すように、圧力室に圧力流体が供給されていない場合には、メンブレン4の下面はキャリア23に近接した状態にある。
図4(b)は、第3圧力室7に圧力流体を供給したときのメンブレン4の状態を示す図である。図4(b)に示すように、メンブレン4の下面をフリーの状態にして第3圧力室7に圧力流体を供給してメンブレン4の最外周のエリアを加圧すると、メンブレン4の最外周のエリアAeは均一には伸びていないことが分かる。
図4(c)は、第1圧力室5、第2圧力室6および第3圧力室7に圧力流体を供給したときのメンブレン4の状態を示す図である。図4(c)に示すように、メンブレン4の下面に半導体ウエハWを保持し、第1圧力室5、第2圧力室6および第3圧力室7に圧力流体を供給すると、メンブレン4は膨らみ、半導体ウエハWの下面を研磨パッド101に押圧する。この場合、メンブレン4の最外周のエリアAeの伸びは、他のエリアの伸びに比べてわずかに小さい。メンブレン4の最外周のエリアAeの伸び具合は、ウエハの加圧分布に影響を与える。図4(c)においては、メンブレン4の最外周のエリアAeとウエハとの間に隙間が生じているように図示されているが、実際には隙間が生じなくても、加圧力の損失は生じる。
4A, 4B, and 4C are schematic cross-sectional views showing the state of the
FIG. 4A is a diagram illustrating a state of the
FIG. 4B is a diagram illustrating a state of the
FIG. 4C is a diagram showing the state of the
メンブレンの伸び易さは、ある一定の圧力をメンブレンの内側に加えた際の膨らみ量によって把握することができる。他にも硬度や肉厚、各部の寸法からも伸び易さを把握することができるので、それら個別の測定から伸び易さとして指数化してもよい。例えばゴム硬度の場合は材料ロットでその傾向が決まるので、ロットで管理することも可能である。
以下に、メンブレンの膨らみを直接測定する方法について説明するが、伸び易さに関係する要素であれば、それを下記方法に置き換えることができる。
メンブレンの伸び易さには個体差がある。そこで、製造されたメンブレンを出荷する前、もしくはユーザーが装置に取り付ける前などに、ある一定の加圧条件下における膨らみを測定する。この時、メンブレンの表面には何の障害物も無い状態で加圧するのがよく、圧力を加える為にメンブレンをセットする治具、常に等しい圧力を加える為の制御機器、正確に測定するためのセンサ類(接触式または非接触式)、等配で測定する為の回転治具、などの各種機器類を用意する。
The ease of stretching of the membrane can be grasped by the amount of swelling when a certain pressure is applied to the inside of the membrane. In addition, since the easiness of elongation can be grasped from the hardness, the wall thickness, and the dimensions of each part, it may be indexed as the easiness of elongation from these individual measurements. For example, in the case of rubber hardness, since the tendency is determined by the material lot, it is also possible to manage by the lot.
Hereinafter, a method of directly measuring the swelling of the membrane will be described. However, if it is an element related to easiness of elongation, it can be replaced by the following method.
There are individual differences in the easiness of membrane extension. Therefore, before the manufactured membrane is shipped, or before the user attaches it to the apparatus, the swelling under a certain pressure condition is measured. At this time, the surface of the membrane should be pressurized without any obstructions, a jig for setting the membrane to apply pressure, a control device for always applying equal pressure, and for accurate measurement. Various devices such as sensors (contact type or non-contact type) and rotating jigs for measuring at equal intervals are prepared.
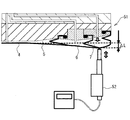
図5は、メンブレンの伸び量を測定する一例を示す模式図である。図5に示す例においては、メンブレンの伸び量を測定する手段として、接触式測距離センサ52を用いている。
膨らんでいない状態、もしくは取付治具の位置を原点として、メンブレン内部に圧力を加えて膨らませた時の変化量を測定する。図5では、トップリングと同様の構造を有する取付治具51にメンブレン4を取り付け、最外周の圧力室7に圧力流体を供給することによりメンブレン4を膨らませ、原点からのメンブレンの伸び量(ΔL)を接触式測距離センサ52で測定する。測定箇所は一箇所でも良いが、測定のばらつきや特異点の影響を排除するために、等配で複数、もしくは全周をスキャンする形で平均値を出しても良い。研磨レートのばらつきは基板の外周縁部に発生することが多いので、伸びの測定もメンブレン外周縁部を集中的に測定するのが良いが、それは管理したいばらつきがどこに存在するのかで決めることになる。但し、メンブレンの構造によっては、ばらつきの発生する部分以外を測定した方が伸び易さの傾向をより確実に把握できる場合も考えられる。
FIG. 5 is a schematic diagram showing an example of measuring the elongation of the membrane. In the example shown in FIG. 5, a contact-type
Measure the amount of change when inflated by applying pressure to the inside of the membrane, starting from the uninflated state or the position of the mounting jig. In FIG. 5, the
ここでは、メンブレンの内側をある一定圧力で加圧したときメンブレンの伸び易さにばらつきが生じることを考慮して、メンブレンの半径方向に所定範囲ごとにメンブレンの伸び量を測定する。メンブレンの特定の範囲(エリア)における伸びが他の範囲より研磨レートに与える影響が大きいという場合には、メンブレンの伸び量の測定結果に応じて所定の重み付けを行う。
例えば、メンブレンの最外周の範囲(エリア)で測定したメンブレンの伸び量をX1、半径方向やや内方の範囲(エリア)で測定したメンブレンの伸び量をX2、より内方の範囲(エリア)で測定したメンブレンの伸び量をX3とする。それぞれの測定結果X1、X2、X3に対する重み付け係数をa、b、cとする。ここでは、最外周部の測定結果に対する重み付け係数aが最も大きな数値に設定されている。重み付けした結果のメンブレンの平均伸び量は、(aX1+bX2+cX3)/(a+b+c)で求められる。
被測定部はメンブレン表面がもっとも研磨レートとの相関を取りやすいが、側壁自体の伸び、もしくは側壁の横方向伸びを測ってもよい。
Here, taking into account that the ease of stretching of the membrane varies when the inside of the membrane is pressurized at a certain pressure, the amount of stretching of the membrane is measured for each predetermined range in the radial direction of the membrane. If the elongation in a specific range (area) of the membrane has a greater influence on the polishing rate than the other ranges, predetermined weighting is performed according to the measurement result of the amount of elongation of the membrane.
For example, the membrane elongation measured in the outermost area (area) of the membrane is X 1 , the membrane elongation measured in the radial direction slightly inward (area) is X 2 , and the inner range (area) the elongation amount of the membrane measured in) and X 3. The weighting coefficients for the respective measurement results X 1 , X 2 , X 3 are a, b, c. Here, the weighting coefficient a for the measurement result at the outermost peripheral portion is set to the largest numerical value. The average elongation amount of the weighted membrane is obtained by (aX 1 + bX 2 + cX 3 ) / (a + b + c).
The measured surface of the part to be measured is most easily correlated with the polishing rate, but the elongation of the sidewall itself or the lateral elongation of the sidewall may be measured.
図6は、メンブレンの伸び量を測定する他の例を示す模式図である。図6に示す例においては、メンブレンの伸び量を測定する手段として、非接触式測距離センサ53を用いている。非接触式測距離センサ53には、例えばレーザ式測距離センサがあり、非接触でメンブレンの伸び量(ΔL)を測定することができる。メンブレン4にレーザが透過しない、もしくは透過しないような工夫を施して光学的に膨らみを捉えてもよい。この場合、スポット測定ではなく、ある幅を持ってその膨らみのカーブを測定する方法もあり、この方法を用いれば、より精密に膨らみ易さを測定・管理することができる。接触式測距離センサでも同様のことが可能であるが、測定子の自動送り制御などの測定時間を短縮する方法が望まれる。非接触式測距離センサには、レーザ式測距離センサの他に超音波センサも使用可能である。
FIG. 6 is a schematic view showing another example of measuring the amount of elongation of the membrane. In the example shown in FIG. 6, a non-contact
図5および図6に示すように測定した伸び易さは、単位がmmである。この情報を研磨レートの補正に使うには、換算式が必要となる。
図7(a)〜(c)は、メンブレンの伸び測定結果と研磨レートとの関係を示すグラフ、研磨圧力と研磨レートとの関係を示すグラフ、およびメンブレンの伸び測定結果と補正後の研磨圧力の関係を示すグラフである。
ここでは、簡略化して説明するが、例えば100hPaの圧力で加圧した際のメンブレンの膨らみを測定したら、伸びが4.5mm、5.5mm、5.0mmという測定結果が出たとする。この伸びが最小の個体である4.5mm品、中間の5mm品、最大の5.5mm品、さらにその間を埋める個体について、それぞれ面圧200hPaで研磨テストを実施して、研磨レートを測定する。図7(a)に示すように、4.5mm品のエッジエリア(例えば最外周2〜3mm)の研磨レートの平均が450nm/min、5mm品が500nm/min、5.5mm品が550nm/minという結果が出て、その間にも比例関係が成り立っているとする。更に、このエッジエリアの研磨レートを±50nm/minさせるのに必要な圧力変化が200±20hPaだったとする。この場合、基本的に圧力が高い方が研磨レートは大きい。すなわち、図7(b)に示すように、圧力が180hPaのとき、研磨レートは450nm/min、200hPaのとき500nm/min、220hPaのとき550nm/minということができる。
As shown in FIG. 5 and FIG. 6, the unit of the ease of elongation measured is mm. In order to use this information for correcting the polishing rate, a conversion formula is required.
7A to 7C are graphs showing the relationship between the measurement result of the membrane elongation and the polishing rate, the graph showing the relationship between the polishing pressure and the polishing rate, and the measurement result of the membrane elongation and the corrected polishing pressure. It is a graph which shows the relationship.
Here, a simplified description will be given, but it is assumed that, for example, when the swelling of the membrane is measured at a pressure of 100 hPa, the measurement results of 4.5 mm, 5.5 mm, and 5.0 mm are obtained. The 4.5 mm product, which is the smallest solid, the intermediate 5 mm product, the largest 5.5 mm product, and the individual filling the space between them are each subjected to a polishing test at a surface pressure of 200 hPa, and the polishing rate is measured. As shown in FIG. 7A, the average polishing rate of the edge area of 4.5 mm products (for example, the outermost circumference of 2 to 3 mm) is 450 nm / min, 5 mm products are 500 nm / min, 5.5 mm products are 550 nm / min. Suppose that there is a proportional relationship between them. Furthermore, it is assumed that the pressure change necessary to make the polishing rate of this edge area ± 50 nm / min is 200 ± 20 hPa. In this case, basically, the higher the pressure, the higher the polishing rate. That is, as shown in FIG. 7B, when the pressure is 180 hPa, the polishing rate can be 450 nm / min, when 200 hPa, 500 nm / min, and when 220 hPa, 550 nm / min.
これらの結果に比例の関係があるのであれば、面圧200hPaの時で伸び量の差±0.5mmは、圧力に換算すると±20hPaという関係が成り立つ。このような条件下で、伸び測定結果が5mmのメンブレン(5mm品)を用いて加圧圧力が200hPaという研磨条件を採用した場合、図7(c)に示すように、伸び測定結果が4.5mmのメンブレン(4.5mm品)を取り付けたのならエッジ部の圧力を220hPaに補正し、5.5mmのメンブレン(5.5mm品)を取り付けたのならエッジ部の圧力を180hPaに補正することで、伸び測定結果が5mmのメンブレン(5mm品)を用いて加圧圧力が200hPaの時と等しい研磨結果を得ることができる。つまり、この場合の伸びに対応する補正後の研磨圧力(研磨量を一定に保つ為)の関係式は、
(1)補正後の研磨圧力(hPa)=−40(hPa/mm)×伸び測定結果値(mm)+400(hPa)
となる(図7(c)参照)。
また、上記研磨テストの結果を図7(a)に示すように、研磨圧力200hPa時の伸びと研磨レートの関係式は、
(2)研磨レート(nm/min)=100(nm/(min×mm))×伸び測定結果値(mm)
さらに、図7(b)に示すように、伸び測定結果5mmのメンブレンを使用した際の研磨圧力と研磨レートの関係式は、
(3)研磨レート(nm/min)=2.5(nm/(min×hPa))×(研磨圧力(hPa)
となり、(1)の式は(2)と(3)の関係から導かれるものである。
尚、これらの式が適用できるのは上記式で近似される範囲のみとなる。
If there is a proportional relationship between these results, a difference of ± 0.5 mm in elongation amount at a surface pressure of 200 hPa can be expressed as a relationship of ± 20 hPa in terms of pressure. Under such conditions, when a polishing condition with a pressurized pressure of 200 hPa is adopted using a membrane (5 mm product) with an elongation measurement result of 5 mm, as shown in FIG. If a 5 mm membrane (4.5 mm product) is attached, correct the edge pressure to 220 hPa, and if a 5.5 mm membrane (5.5 mm product) is attached, correct the edge pressure to 180 hPa. Thus, using a membrane (5 mm product) with an elongation measurement result of 5 mm, it is possible to obtain a polishing result equal to that when the applied pressure is 200 hPa. In other words, the relational expression of the corrected polishing pressure (to keep the polishing amount constant) corresponding to the elongation in this case is
(1) Polishing pressure after correction (hPa) = − 40 (hPa / mm) × Elongation measurement result value (mm) +400 (hPa)
(See FIG. 7C).
Further, as shown in FIG. 7A, the result of the polishing test, the relational expression between the elongation at the polishing pressure of 200 hPa and the polishing rate is:
(2) Polishing rate (nm / min) = 100 (nm / (min × mm)) × elongation measurement result value (mm)
Furthermore, as shown in FIG. 7B, the relational expression between the polishing pressure and the polishing rate when using a membrane with an elongation measurement result of 5 mm is
(3) Polishing rate (nm / min) = 2.5 (nm / (min × hPa)) × (polishing pressure (hPa)
Thus, equation (1) is derived from the relationship between (2) and (3).
These formulas can be applied only to the range approximated by the above formula.
装置に伸びが測定されたメンブレンを取り付けた際、上記式で求めた研磨圧力を研磨レシピに反映することになる。研磨レシピには、研磨時間、基板の研磨圧力、リテーナリングの圧力、研磨テーブルとトップリングの回転数、スラリーの流量、ドレッシング圧力、ドレッシングの回転数等が含まれ、伸び測定結果を考慮してこれらの値が決められる。しかしながら、レシピが多数存在し、基板一枚の研磨で複数の研磨条件(研磨ステップ)をもつ場合、その入力工数は非常に多く、その作業費(人件費)や装置のダウンタイムを増やす結果となる。
そこで、装置には伸び易さの測定結果をmm単位、もしくは数値化された値(伸び易さを表すパラメータで、硬度(度数)と伸び量(mm)などから導かれる)を入力することによって、装置が研磨レシピを自動的に補正するようなソフトを導入する。この場合、上記式は中心圧力が200hPaの場合であるが、伸び易さの影響度合いは研磨圧力が低い程高く、研磨圧力が高くなればその影響は相対的に低くなる。
When the membrane whose elongation has been measured is attached to the apparatus, the polishing pressure obtained by the above formula is reflected in the polishing recipe. The polishing recipe includes polishing time, substrate polishing pressure, retainer ring pressure, polishing table and top ring rotation speed, slurry flow rate, dressing pressure, dressing rotation speed, etc. These values are determined. However, if there are many recipes and there are multiple polishing conditions (polishing steps) for polishing a single substrate, the input man-hours are very large, resulting in increased work costs (labor costs) and equipment downtime. Become.
Therefore, by inputting the measurement results of easiness of elongation in mm or numerical values (parameters representing easiness of elongation, derived from hardness (frequency) and elongation amount (mm), etc.) to the device. Introducing software that automatically corrects the polishing recipe. In this case, the above formula is for the case where the center pressure is 200 hPa, but the degree of influence of the ease of elongation is higher as the polishing pressure is lower, and the influence is relatively lower as the polishing pressure is higher.
例えば、上記特定の研磨条件下におけるメンブレンの伸び易さの影響度合いが、面圧200hPa時を1として、面圧300hPaで0.7、面圧100hPaでは1.3であるとする。この影響度合いに比例の関係があるとすると、これらの関係式は以下のようになり、
研磨圧力=レシピ設定圧+
(レシピ設定圧/5)(1.6−レシピ設定圧×0.003)(5−伸び測定結果値)
で表現される。
すなわち、上記の例では補正要素として、メンブレンの伸び5mmを基準とした場合の伸び1mm当たりのレシピ設定圧の値(レシピ設定圧/5)、影響度合い(1.6−レシピ設定圧×0.003)および測定したメンブレンの伸びが基準の5mmよりどれだけ伸びているか短いか(5−伸び測定結果値)を加味している。ここで、影響度合いは、面圧100hPaから300hPaの間の影響度合いからレシピ設定圧に相当する影響度合い(レシピ設定圧×0.003)を引いている。
この例ではメンブレンに合わせた研磨圧力を求めることを前提としたが、他の伸び易さを補えるような要素、例えばメンブレンの位置(トップリングの高さ)を上げ下げすれば、より直接的に補正が可能となる。もちろん単純に考えれば伸びない量をそのまま補えば良い場合もあると考えられるが、研磨対象物の有無(膨らみの自由度)もあるので、やはり何らかの換算式が必要になる。
For example, it is assumed that the degree of influence of the easiness of elongation of the membrane under the specific polishing conditions is 0.7 when the surface pressure is 300 hPa, 1.3 when the surface pressure is 200 hPa, and 1.3 when the surface pressure is 100 hPa. If there is a proportional relationship to this degree of influence, these relational expressions are as follows:
Polishing pressure = recipe setting pressure +
(Recipe set pressure / 5) (1.6-Recipe set pressure × 0.003) (5-Elongation measurement result value)
It is expressed by
That is, in the above example, as a correction factor, the value of the recipe setting pressure per 1 mm elongation (recipe setting pressure / 5) and the degree of influence (1.6−recipe setting pressure × 0. 003) and how much the measured elongation of the membrane is shorter than the standard 5 mm (5-elongation measurement result value). Here, the degree of influence is obtained by subtracting the degree of influence corresponding to the recipe setting pressure (recipe setting pressure × 0.003) from the degree of influence between the surface pressures of 100 hPa and 300 hPa.
In this example, it was assumed that the polishing pressure matched to the membrane was obtained. However, it can be corrected more directly by increasing / decreasing the position (top ring height) of other elements that can compensate for easiness of elongation. Is possible. Of course, if considered simply, it may be sufficient to compensate for the amount that does not stretch as it is, but since there is also the presence or absence of the object to be polished (the degree of freedom of swelling), some conversion formula is still necessary.
メンブレンの伸び易さを補正する手段として上記の他には、研磨時のエアバック圧力(圧力室の圧力)の変更、リテーナリングの面圧変更などで基板に作用する研磨圧力を補正する手段、スラリーの流量、研磨テーブルの温度、研磨テーブルやトップリングの回転数など、研磨作用の変更で補正する手段もあり、当然これらを組み合わせてもよい。
更にメンブレンの個体差も長期使用によって変化していくので、処理枚数や総研磨時間に合わせて上記影響度合いを変化させていくなどとしてもよい。
In addition to the above, as a means for correcting the ease of elongation of the membrane, a means for correcting the polishing pressure acting on the substrate by changing the air pressure (pressure in the pressure chamber) during polishing, changing the surface pressure of the retainer ring, etc. There are also means for correcting by changing the polishing action, such as the flow rate of the slurry, the temperature of the polishing table, the number of rotations of the polishing table and the top ring, and naturally these may be combined.
Furthermore, individual differences of membranes change with long-term use, so the degree of influence may be changed according to the number of processed sheets and the total polishing time.
次に、メンブレンの伸び易さの補正なしの場合と補正有りの場合におけるトップリングの圧力コントロールの相違および装置の操作手順の相違について図8および図9を参照して説明する。
図8において左側の図は、メンブレンの伸び易さの補正なしの場合の圧力コントローラの制御方法を示す図である。同図に示すように、研磨レシピを入力すると、装置コントローラ(制御部)は、レシピ通りに指令値を算出し、算出された指令値をDAコンバータに出力して圧力コントローラを制御し、トップリング1の各圧力室の圧力を制御する。
図8において右側の図は、メンブレンの伸び易さの補正有りの場合の圧力コントローラの制御方法を示す図である。同図に示すように、研磨レシピを入力すると、装置コントローラ(制御部)は、入力されたメンブレンの伸び易さを考慮した指令値を算出し、算出された指令値をDAコンバータに出力して圧力コントローラを制御し、トップリング1の各圧力室の圧力を制御する。したがって、メンブレンの伸び易さを考慮して最適な研磨圧力で研磨することができる。
Next, the difference in the top ring pressure control and the difference in the operation procedure of the apparatus between the case without correction and the case with correction will be described with reference to FIG. 8 and FIG.
In FIG. 8, the diagram on the left side is a diagram illustrating a control method of the pressure controller in the case where there is no correction of the ease of elongation of the membrane. As shown in the figure, when a polishing recipe is input, the device controller (control unit) calculates a command value according to the recipe, outputs the calculated command value to the DA converter, controls the pressure controller, and performs top ring The pressure in each pressure chamber is controlled.
In FIG. 8, the diagram on the right side is a diagram showing a control method of the pressure controller in the case where there is a correction for the ease of elongation of the membrane. As shown in the figure, when a polishing recipe is input, the device controller (control unit) calculates a command value that takes into consideration the ease of elongation of the input membrane, and outputs the calculated command value to the DA converter. The pressure controller is controlled to control the pressure in each pressure chamber of the
図9において左側の図は、メンブレンの伸び易さの補正なしの場合に起こりうる操作手順を示す図である。同図に示すように、使用していたメンブレンが消耗したら新たなメンブレンに交換する。すると、研磨プロファイルが変化して、ウエハ表面の膜厚の平坦度などを検査する工程で不良品が出てしまい、生産を一時停止することになる。そのため、研磨プロファイルを確認し、補正量をチューニングする。そして、レシピを変更し、生産を再スタートする。
図9において右側の図は、メンブレンの伸び易さの補正有りの場合の操作手順を示す図である。同図に示すように、メンブレン製造時に伸び量、材料特性を測定する。そして、測定結果から伸び易さを指数化する。装置にメンブレンを装着する際に、メンブレン固有の伸び易さの指数を装置に入力する。装置はその数値に基づいて、レシピを補正して研磨する。したがって、メンブレンを替えても、研磨プロファイルは変化しない。
In FIG. 9, the diagram on the left side is a diagram showing an operation procedure that can occur when the ease of stretching of the membrane is not corrected. As shown in the figure, when the used membrane is exhausted, it is replaced with a new membrane. Then, the polishing profile changes, and defective products appear in the process of inspecting the flatness of the film thickness on the wafer surface, etc., and production is temporarily stopped. Therefore, the polishing profile is checked and the correction amount is tuned. Then change the recipe and restart production.
In FIG. 9, the diagram on the right side is a diagram showing an operation procedure when there is a correction for the ease of elongation of the membrane. As shown in the figure, the amount of elongation and material properties are measured during membrane manufacture. Then, the ease of elongation is indexed from the measurement result. When the membrane is attached to the apparatus, an index of easiness of elongation inherent to the membrane is input to the apparatus. Based on the numerical value, the apparatus corrects the recipe and polishes. Therefore, even if the membrane is changed, the polishing profile does not change.
上記実施形態はメンブレンの伸び易さを装置搭載前に測定するものであるが、装置に取り付けた状態で測定する方法もある。この場合、測定機器・測定箇所は前出と同様であるが、注意しなければならないのはメンブレン表面が水やスラリーで濡れている為、特に非接触式の測定器の場合はこの水を除去しなければならない。そこで、メンブレン表面を圧縮空気などで吹くことで、水分を除去するなどしてもよい。測定センサは基板受渡し装置(プッシャ)もしくは研磨テーブル脇など、トップリングが揺動する範囲に設置する。 In the above embodiment, the easiness of stretching of the membrane is measured before the device is mounted, but there is also a method of measuring the membrane while it is attached to the device. In this case, the measurement equipment and measurement points are the same as above, but it must be noted that the membrane surface is wet with water or slurry, so remove this water especially in the case of non-contact type measuring instruments. Must. Therefore, moisture may be removed by blowing the membrane surface with compressed air or the like. The measurement sensor is installed in a range where the top ring swings, such as a substrate transfer device (pusher) or the side of the polishing table.
図10は、研磨装置上でメンブレンの伸び量を測定する方法を示す模式的側面図である。
図10に示すように、メンブレンの伸び量を測定する測距離センサ55は、研磨テーブル100に隣接して研磨テーブル100の側方に設置されている。測距離センサ55は接触式又は非接触式センサからなっている。また、トップリング1が揺動する範囲であってトップリング1の下方には、洗浄ノズル56が設置されている。洗浄ノズル56は、純水、圧縮空気、N2を噴射することができるようになっている。洗浄ノズル56から噴射される純水、圧縮空気、N2は、必要に応じて使い分けることができるようになっている。例えば、研磨後にメンブレン4の伸び量を測定したい場合には、洗浄ノズル56から純水を噴射してメンブレン4を洗浄してメンブレン4からスラリーを除去し、洗浄後に圧縮空気又はN2をメンブレン4に吹きつけてメンブレン4から水分を除去し、その後、測距離センサ55によりメンブレン4の伸び量を測定する。なお、図10には、研磨液(スラリー)を研磨パッド101上に供給する研磨液供給ノズル102が図示されている。
FIG. 10 is a schematic side view showing a method for measuring the amount of elongation of the membrane on the polishing apparatus.
As shown in FIG. 10, the
図11(a),(b)は、研磨装置上でメンブレンの伸び量を測定する方法を示す模式的平面図である。トップリング1は揺動アーム110によって研磨位置(図11(a)に示す)と測定位置(図11(b)に示す)との間を揺動可能になっている。そして、トップリング1が測定位置に揺動したときに、図10に示すように、測距離センサ55によってメンブレンの伸び量が測定されるようになっている。なお、測定前に洗浄ノズル56によってメンブレンを洗浄することは、前述したとおりである。
FIGS. 11A and 11B are schematic plan views showing a method for measuring the amount of elongation of the membrane on the polishing apparatus. The
図10および図11に示す方法によってメンブレンの伸び量を測定するタイミングは、メンブレンを取り付けた直後と、その後ある周期をもって定期的に測定し、測定後はその結果から補正をしていく。
メンブレンの個体差は長期使用によって変化していくので、同様に処理枚数や総研磨時間に合わせて上記影響度合いを変化させていくなどとしてもよいが、都度もしくは周期的に測定をすることで確実に補正をすることも可能である。
また、メンブレンと基板との距離を一定に保つことが研磨の安定性確保には望ましい。これはリテーナリングがトップリング本体から上下に独立して動作できる機構とトップリング本体が研磨面に対して距離を一定にできる機構が備わっていれば可能である。よって、望ましい形態としては、この様な構成でメンブレンの必要な伸び量と伸び易さを一定にするか、本発明のように把握された伸び易さからレシピを補正する。
The timing for measuring the amount of elongation of the membrane by the method shown in FIG. 10 and FIG. 11 is measured periodically immediately after the membrane is attached and thereafter at a certain period, and after the measurement, the result is corrected.
Since individual differences in membranes change with long-term use, it is also possible to change the degree of influence according to the number of processed sheets and total polishing time in the same way. It is also possible to make corrections.
In addition, it is desirable to keep the distance between the membrane and the substrate constant in order to ensure the stability of polishing. This is possible if the retainer ring has a mechanism capable of operating independently from the top ring main body and a mechanism capable of making the distance between the top ring main body and the polishing surface constant. Therefore, as a desirable form, the required elongation amount and easiness of elongation of the membrane are made constant in such a configuration, or the recipe is corrected from the easiness of elongation grasped as in the present invention.
更に、メンブレンの伸び易さを個体差だけでなく、1個の個体の中での傾向を把握することで、研磨プロファイルに現れる円周方向の研磨ばらつきも補正することができる。メンブレンの製造過程で生じる膨らみのばらつきは、円周方向で極大値と極小値が180度の位相を持つことが多い。これは、金型を組み合わせた際の遊びがある一方に寄ってしまうため、肉厚部と肉薄部が生じる為である。つまり、肉厚部は伸びにくく、肉薄部は伸び易い。この様な場合、トップリングをその伸びの差分だけ傾けることで、円周方向で均一な研磨プロファイルを確保することが可能である。 Furthermore, by grasping not only the individual differences in the easiness of the membrane, but also the tendency in one individual, the polishing variation in the circumferential direction appearing in the polishing profile can be corrected. The bulge variation that occurs during the manufacturing process of the membrane often has a maximum value and a minimum value of 180 degrees in the circumferential direction. This is because a thick portion and a thin portion are generated because there is play when the molds are combined. That is, the thick part is difficult to stretch and the thin part is easy to stretch. In such a case, it is possible to ensure a uniform polishing profile in the circumferential direction by inclining the top ring by the difference in elongation.
図12(a),(b)は、トップリングを傾ける方法を示す模式的断面図である。図12(a)に示すように、トップリング1のトップリングスペーサ22とキャリア23にスペーサ溝22g,23gを設け、メンブレン4をトップリング1に取り付ける際にどこが伸びにくい場所かを把握し、メンブレンの伸び難さ極大値のある場所(位相)に対応した位置にスペーサ60を装着する。このようにスペーサ60をメンブレンの伸び難さ極大値のある場所(位相)に配置することにより、図12(b)に示すように、トップリングスペーサ22とキャリア23間に隙間を生じさせることができ、メンブレンを装置に取り付けた際にそこが研磨テーブルに対して近づく様に傾けて取り付けることができる。傾ける他の具体的な手段としては、トップリングシャフト111とトップリング1の間に傾斜のついたスペーサを入れる、トップリングシャフト111のボールスプラインナット部の取り付け部を傾ける、などがある。傾ける量は基本的にわずかであるので、例えば、キャリア23とトップリングスペーサ22の間にシムを入れるなどしてもよい。予め傾けることを前提として設計すれば、シムが安定して嵌まる様にザグリを用意しておいても良い。尚、この程度の隙間であればトップリングスペーサ22とキャリア23間にある配管の接続部のOリング類も機能を失うことはない。
12A and 12B are schematic cross-sectional views showing a method for tilting the top ring. As shown in FIG. 12A,
また、ばらつきを補正する方法として上記メンブレンを傾けるのではなく、リテーナリングの面圧分布を変える方法もある。これは、例えばリテーナリング面圧を発生させるリテーナリング圧力室を円周方向で3分割し、分割された各圧力室を独立して圧力制御することでリテーナリングの面圧分布を変化させることが出来る。
図13(a),(b),(c)は、リテーナリング圧力室を3分割または6分割した例を示す図である。図13(a)は、3個のリテーナリングエアバックを設けることにより3個のリテーナリング圧力室9a,9b,9cを形成している。図13(b)は、6個のリテーナリングエアバックを設けることにより6個のリテーナリング圧力室9a,9b,9c,9d,9e,9fを形成している。なお、リテーナリング3も圧力室に対応して3分割又は6分割されていることは勿論である。
図13(c)は、分割されたリテーナリング圧力室およびリテーナリングを備えたトップリング1を示す断面図の例である。図13(c)に示すように、各リテーナリング圧力室を構成するリテーナリングエアバックは、図2と同様に弾性膜(メンブレン)8によって形成されている。
また、各リテーナリング圧力室9a〜9c(図13(a)),9a〜9f(図13(b))は、個別の流路15a〜15c(図13(a)),15a〜15f(図13(b))を介して加圧ライン(図示せず)に接続されている。
Further, as a method of correcting the variation, there is a method of changing the surface pressure distribution of the retainer ring instead of tilting the membrane. This is because, for example, the retainer ring pressure chamber that generates the retainer ring surface pressure is divided into three in the circumferential direction, and the pressure of each of the divided pressure chambers is independently controlled to change the surface pressure distribution of the retainer ring. I can do it.
FIGS. 13A, 13B, and 13C are views showing an example in which the retainer ring pressure chamber is divided into three or six. In FIG. 13A, three retainer
FIG.13 (c) is an example of sectional drawing which shows the
The retainer
図13(a)〜(c)に示すように、リテーナリング圧力室を3分割又は6分割する場合も、上記シムで傾ける方法と同様に、メンブレンを取り付けた際にどの位相に膨らみやすさの極大値、もしくは極小値が存在するかを確認し、例えば膨らみが小さい、つまり研磨レートが小さくなってしまう範囲でリテーナリング面圧が小さくなるようにリテーナリング圧力室の圧力を制御し、逆に膨らみが大きい、つまり研磨レートが大きくなってしまう範囲でリテーナリング面圧が大きくなるようにリテーナリング圧力室の圧力を制御する。これは、リテーナリング面圧が小さいと基板のエッジ部研磨レートが上昇する場合であるが、研磨プロセスが異なれば逆の傾向もあるので、上記大小の関係はこの例ばかりではない。 As shown in FIGS. 13A to 13C, when the retainer ring pressure chamber is divided into three or six parts, it is easy to swell to which phase when the membrane is attached, as in the method of tilting with the shim. Check if there is a maximum or minimum value, for example, control the pressure of the retainer ring pressure chamber so that the surface pressure of the retainer ring is small in the range where the bulge is small, that is, the polishing rate decreases, and conversely The pressure in the retainer ring pressure chamber is controlled so that the surface pressure of the retainer ring is increased within a range where the swelling is large, that is, the polishing rate is increased. This is a case where the polishing rate of the edge portion of the substrate increases when the retainer ring surface pressure is small. However, since there is a reverse tendency if the polishing process is different, the above-mentioned magnitude relationship is not limited to this example.
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。 Although the embodiment of the present invention has been described so far, the present invention is not limited to the above-described embodiment, and it is needless to say that the present invention may be implemented in various different forms within the scope of the technical idea.
1 トップリング
2 トップリング本体
3 リテーナリング
4 弾性膜(メンブレン)
4k 隔壁
4s 側壁
5 第1圧力室
6 第2圧力室
7 第3圧力室
8 弾性膜(メンブレン)
9 リテーナリング圧力室
11,12,13,1415 流路
21 トップリングフランジ
22 トップリングスペーサ
22g,23g スペーサ溝
23 キャリア
24 シリンダ
25 リテーナリングガイド
50 制御部
51 取付治具
52 接触式測距離センサ
53 非接触式測距離センサ
55 測距離センサ
56 洗浄ノズル
60 スペーサ
100 研磨テーブル
101 研磨パッド
101a 研磨面
102 研磨液供給ノズル
103 テーブル回転モータ
110 揺動アーム
111 トップリングシャフト
112 回転筒
113 タイミングプーリ
114 トップリング回転モータ
115 タイミングベルト
116 タイミングプーリ
117 トップリング揺動シャフト
118 トップリング揺動モータ
124 上下動機構
125 ロータリージョイント
126 軸受
128 ブリッジ
129 支持台
130 支柱
132 ボールねじ
132a ねじ軸
132b ナット
138 トップリング昇降モータ
1
9 Retainer
Claims (7)
圧力流体が供給される圧力室を形成する弾性膜であるメンブレンと、該メンブレンを保持するトップリング本体とを有し、圧力室に圧力流体を供給することで流体圧により基板を研磨面に押圧するトップリングと、
装置内の各機器を制御する制御部とを備え、
前記制御部は、予め測定したメンブレンの伸び易さを入力することによりメンブレンの伸び易さに合わせて研磨条件を変更することを特徴とする研磨装置。 A polishing table having a polishing surface;
It has a membrane, which is an elastic membrane that forms a pressure chamber to which pressure fluid is supplied, and a top ring body that holds the membrane. By supplying the pressure fluid to the pressure chamber, the substrate is pressed against the polishing surface by the fluid pressure. And a top ring to
A control unit for controlling each device in the apparatus,
The said control part changes polishing conditions according to the ease of elongation of a membrane by inputting the ease of elongation of the membrane measured beforehand, The polishing apparatus characterized by the above-mentioned.
メンブレンを交換する際に、予め測定したメンブレンの伸び易さを装置に入力し、研磨条件を変更することを特徴とする研磨方法。 A polishing method in which a substrate is held by a top ring having a pressure chamber formed by a membrane that is an elastic membrane, and a pressure fluid is supplied to the pressure chamber so that the substrate is pressed against the polishing surface by fluid pressure and polished. ,
A polishing method, wherein when the membrane is replaced, the ease of elongation of the membrane measured in advance is input to the apparatus, and the polishing conditions are changed.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010221265A JP5677004B2 (en) | 2010-09-30 | 2010-09-30 | Polishing apparatus and method |
| JP2014228926A JP5878607B2 (en) | 2010-09-30 | 2014-11-11 | Polishing equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010221265A JP5677004B2 (en) | 2010-09-30 | 2010-09-30 | Polishing apparatus and method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014228926A Division JP5878607B2 (en) | 2010-09-30 | 2014-11-11 | Polishing equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012076157A JP2012076157A (en) | 2012-04-19 |
| JP5677004B2 true JP5677004B2 (en) | 2015-02-25 |
Family
ID=46236996
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010221265A Active JP5677004B2 (en) | 2010-09-30 | 2010-09-30 | Polishing apparatus and method |
| JP2014228926A Active JP5878607B2 (en) | 2010-09-30 | 2014-11-11 | Polishing equipment |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014228926A Active JP5878607B2 (en) | 2010-09-30 | 2014-11-11 | Polishing equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP5677004B2 (en) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014223684A (en) | 2013-05-15 | 2014-12-04 | 株式会社東芝 | Polishing device, and polishing method |
| JP2016043442A (en) * | 2014-08-21 | 2016-04-04 | 株式会社荏原製作所 | Polishing device |
| JP6454199B2 (en) * | 2015-03-25 | 2019-01-16 | 株式会社荏原製作所 | Pressure calibration jig and substrate processing apparatus |
| JP6585445B2 (en) * | 2015-09-28 | 2019-10-02 | 株式会社荏原製作所 | Polishing method |
| JP6394569B2 (en) * | 2015-11-06 | 2018-09-26 | 信越半導体株式会社 | Wafer polishing method and polishing apparatus |
| JP2017094441A (en) | 2015-11-24 | 2017-06-01 | 株式会社荏原製作所 | Calibration method, calibration device, and calibration program for substrate polishing device |
| US11179823B2 (en) | 2016-10-28 | 2021-11-23 | Ebara Corporation | Substrate holding apparatus, elastic membrane, polishing apparatus, and method for replacing elastic membrane |
| JP6833591B2 (en) * | 2016-10-28 | 2021-02-24 | 株式会社荏原製作所 | Substrate holding device, elastic film, polishing device, and how to replace the elastic film |
| KR102668400B1 (en) * | 2017-01-05 | 2024-05-24 | 주식회사 케이씨텍 | Chemical mechanical polishing apparatus |
| JP6990980B2 (en) * | 2017-03-31 | 2022-01-12 | 株式会社荏原製作所 | Board processing equipment |
| JP6917966B2 (en) * | 2017-10-25 | 2021-08-11 | 株式会社荏原製作所 | Elastic film stretching operation program, elastic film stretching operation method, and polishing device |
| JP6938346B2 (en) * | 2017-11-21 | 2021-09-22 | 株式会社荏原製作所 | How to assemble the elastic membrane to the head body, assembling jig, and assembling system |
| JP7003838B2 (en) * | 2018-05-17 | 2022-01-21 | 株式会社Sumco | Polishing head and wafer polishing equipment and polishing method using it |
| KR102670164B1 (en) * | 2018-12-24 | 2024-05-29 | 주식회사 케이씨텍 | Substrate processing apparatus |
| US11691244B2 (en) * | 2020-07-08 | 2023-07-04 | Applied Materials, Inc. | Multi-toothed, magnetically controlled retaining ring |
| CN112792725B (en) * | 2021-02-03 | 2022-09-30 | 华海清科股份有限公司 | Flexible membrane for chemical mechanical polishing, bearing head and polishing equipment |
| EP4301549A1 (en) * | 2021-03-05 | 2024-01-10 | Applied Materials, Inc. | Control of processing parameters during substrate polishing using cost function or expected future parameter changes |
| JP2023162749A (en) * | 2022-04-27 | 2023-11-09 | 株式会社荏原製作所 | Initialization device for elastic membrane, polishing device, method for initializing elastic membrane, and method for determining life of elastic membrane |
| US20230356355A1 (en) * | 2022-05-03 | 2023-11-09 | Applied Materials, Inc. | Polishing head with local inner ring downforce control |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5957751A (en) * | 1997-05-23 | 1999-09-28 | Applied Materials, Inc. | Carrier head with a substrate detection mechanism for a chemical mechanical polishing system |
| JP2001138229A (en) * | 1999-11-12 | 2001-05-22 | Mitsubishi Materials Corp | Apparatus and method for detecting wafer polished condition |
| JP2002301660A (en) * | 2001-04-05 | 2002-10-15 | Matsushita Electric Ind Co Ltd | Polishing temperature measurement method, polishing method, workpiece holding mechanism and polishing device |
| JP4086722B2 (en) * | 2003-06-24 | 2008-05-14 | 株式会社荏原製作所 | Substrate holding device and polishing device |
| JP4326303B2 (en) * | 2003-11-04 | 2009-09-02 | 株式会社クレオ | Database migration apparatus and program thereof |
| US7255771B2 (en) * | 2004-03-26 | 2007-08-14 | Applied Materials, Inc. | Multiple zone carrier head with flexible membrane |
| JP4762647B2 (en) * | 2005-02-25 | 2011-08-31 | 株式会社荏原製作所 | Polishing apparatus and polishing method |
| JP4237201B2 (en) * | 2006-06-02 | 2009-03-11 | エルピーダメモリ株式会社 | Semiconductor device manufacturing method and semiconductor device manufacturing apparatus |
| JP5145131B2 (en) * | 2008-06-24 | 2013-02-13 | 信越半導体株式会社 | Manufacturing method of polishing head |
-
2010
- 2010-09-30 JP JP2010221265A patent/JP5677004B2/en active Active
-
2014
- 2014-11-11 JP JP2014228926A patent/JP5878607B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP5878607B2 (en) | 2016-03-08 |
| JP2012076157A (en) | 2012-04-19 |
| JP2015051501A (en) | 2015-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5878607B2 (en) | Polishing equipment | |
| US11548113B2 (en) | Method and apparatus for polishing a substrate | |
| US9999956B2 (en) | Polishing device and polishing method | |
| TWI451488B (en) | Polishing apparatus | |
| US9573244B2 (en) | Elastic membrane, substrate holding apparatus, and polishing apparatus | |
| US9676076B2 (en) | Polishing method and polishing apparatus | |
| US11618123B2 (en) | Polishing method and polishing apparatus | |
| KR102564628B1 (en) | Polishing apparatus and polishing method | |
| TWI570791B (en) | Polishing apparatus and substrate holding apparatus | |
| JP4515047B2 (en) | Elastic film, substrate holding apparatus, polishing apparatus, and polishing method | |
| JP2023162749A (en) | Initialization device for elastic membrane, polishing device, method for initializing elastic membrane, and method for determining life of elastic membrane | |
| TW201624551A (en) | Polishing apparatus | |
| JP3902715B2 (en) | Polishing device | |
| JP2023064493A (en) | Polishing device and polishing method | |
| JP2020192634A (en) | Method for adjusting height of polishing head and polishing method | |
| JP2021028097A (en) | Polishing method, polishing system, substrate treatment method, and substrate treatment system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140508 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140812 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20141111 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141111 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5677004 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |