JP5608728B2 - Tube heat exchanger and manufacturing method thereof - Google Patents
Tube heat exchanger and manufacturing method thereof Download PDFInfo
- Publication number
- JP5608728B2 JP5608728B2 JP2012504229A JP2012504229A JP5608728B2 JP 5608728 B2 JP5608728 B2 JP 5608728B2 JP 2012504229 A JP2012504229 A JP 2012504229A JP 2012504229 A JP2012504229 A JP 2012504229A JP 5608728 B2 JP5608728 B2 JP 5608728B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- heat transfer
- heat exchanger
- transfer tube
- fins
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000005520 cutting process Methods 0.000 claims description 30
- 239000012530 fluid Substances 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 12
- 230000002093 peripheral effect Effects 0.000 claims description 10
- 238000005096 rolling process Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
- F28D7/163—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing
- F28D7/1653—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing the conduit assemblies having a square or rectangular shape
- F28D7/1661—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing the conduit assemblies having a square or rectangular shape with particular pattern of flow of the heat exchange media, e.g. change of flow direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/20—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes and tubes with decorated walls
- B21C37/205—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes and tubes with decorated walls with annular guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/20—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes and tubes with decorated walls
- B21C37/207—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes and tubes with decorated walls with helical guides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
- F28D7/163—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing
- F28D7/1638—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing with particular pattern of flow or the heat exchange medium flowing inside the conduits assemblies, e.g. change of flow direction from one conduit assembly to another one
- F28D7/1646—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with conduit assemblies having a particular shape, e.g. square or annular; with assemblies of conduits having different geometrical features; with multiple groups of conduits connected in series or parallel and arranged inside common casing with particular pattern of flow or the heat exchange medium flowing inside the conduits assemblies, e.g. change of flow direction from one conduit assembly to another one with particular pattern of flow of the heat exchange medium flowing outside the conduit assemblies, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/34—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending obliquely
- F28F1/36—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending obliquely the means being helically wound fins or wire spirals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/007—Auxiliary supports for elements
- F28F9/013—Auxiliary supports for elements for tubes or tube-assemblies
- F28F9/0132—Auxiliary supports for elements for tubes or tube-assemblies formed by slats, tie-rods, articulated or expandable rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/22—Arrangements for directing heat-exchange media into successive compartments, e.g. arrangements of guide plates
- F28F2009/222—Particular guide plates, baffles or deflectors, e.g. having particular orientation relative to an elongated casing or conduit
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/08—Fastening; Joining by clamping or clipping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49377—Tube with heat transfer means
- Y10T29/49378—Finned tube
- Y10T29/49382—Helically finned
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49377—Tube with heat transfer means
- Y10T29/49378—Finned tube
- Y10T29/49385—Made from unitary workpiece, i.e., no assembly
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Milling Processes (AREA)
Description
本発明は、複数の伝熱管が並設されるチューブ式熱交換器に関し、また、そのチューブ式熱交換器の製造方法に関する。 The present invention relates to a tube heat exchanger in which a plurality of heat transfer tubes are arranged in parallel, and to a method for manufacturing the tube heat exchanger.
従来、複数の伝熱管が並設されるチューブ式熱交換器として、内部に流体を通す管体と、管体の外周部に配置されるスパイラルフィンとを有する伝熱管を複数備えるチューブ式熱交換器が知られている。そして、斯かるチューブ式熱交換器においては、保持具が各伝熱管を保持している(例えば、特許文献1)。 Conventionally, as a tube-type heat exchanger in which a plurality of heat transfer tubes are arranged in parallel, a tube-type heat exchange provided with a plurality of heat transfer tubes each having a tubular body through which a fluid passes and spiral fins arranged on the outer periphery of the tubular body. The vessel is known. And in such a tube-type heat exchanger, the holder has hold | maintained each heat exchanger tube (for example, patent document 1).
しかしながら、斯かるチューブ式熱交換器においては、保持具がスパイラルフィンの外縁と当接することで伝熱管を保持するため、例えば伝熱管の重量がスパイラルフィンに加わることで、スパイラルフィンが変形する場合がある。これにより、例えば、伝熱管が撓むため、伝熱管に割れや亀裂が生じたり、また、伝熱管の外部を流通する熱媒体の流動を変化させるため、熱交換効率を低下させたりするといった問題を引き起こす場合がある。 However, in such a tube-type heat exchanger, the holder holds the heat transfer tube by contacting the outer edge of the spiral fin. For example, when the weight of the heat transfer tube is added to the spiral fin, the spiral fin is deformed. There is. Thereby, for example, because the heat transfer tube is bent, the heat transfer tube is cracked or cracked, or the flow of the heat medium flowing outside the heat transfer tube is changed, so that the heat exchange efficiency is lowered. May cause.
よって、本発明は、斯かる事情に鑑み、スパイラルフィンが変形するのを防止できるチューブ式熱交換器及びその製造方法を提供することを課題とする。 Therefore, in view of such circumstances, an object of the present invention is to provide a tube-type heat exchanger that can prevent the spiral fin from being deformed and a method for manufacturing the same.
本発明に係るチューブ式熱交換器は、軸心方向が平行となるように並設される複数の伝熱管と、伝熱管を保持する保持具とを備え、各伝熱管は、内部に流体を通す管体と、フィンが管体の外周部に沿って螺旋状に配置されて構成されるスパイラルフィンとを備えるチューブ式熱交換器において、各伝熱管は、スパイラルフィンの端部同士が離間するようにして、複数のスパイラルフィンを軸心方向で並設し、保持具は、スパイラルフィン間に配置されると共に、管体の外周部に当接することを特徴とする。 The tube heat exchanger according to the present invention includes a plurality of heat transfer tubes arranged in parallel so that the axial directions thereof are parallel to each other, and a holder for holding the heat transfer tubes, and each heat transfer tube has a fluid therein. In a tube-type heat exchanger comprising a tubular body that passes through and a spiral fin that is configured by spirally arranging fins along the outer periphery of the tubular body, the ends of the spiral fins are spaced apart from each other. In this manner, the plurality of spiral fins are arranged in parallel in the axial direction, and the holder is disposed between the spiral fins and is in contact with the outer peripheral portion of the tubular body.
本発明に係るチューブ式熱交換器によれば、各伝熱管には、複数のスパイラルフィンが伝熱管の軸心方向で並設されており、しかも、スパイラルフィンの端部同士が離間している。そして、スパイラルフィン間に配置される保持具が、各管体の外周部に当接することで伝熱管を保持する。したがって、保持具がスパイラルフィンに接することなく各伝熱管を保持できる。 According to the tube-type heat exchanger according to the present invention, each heat transfer tube has a plurality of spiral fins arranged in parallel in the axial direction of the heat transfer tube, and the ends of the spiral fins are separated from each other. . And the holder arrange | positioned between spiral fins hold | maintains a heat exchanger tube by contact | abutting to the outer peripheral part of each tubular body. Therefore, each heat exchanger tube can be held without the holder being in contact with the spiral fin.
また、本発明に係るチューブ式熱交換器においては、各伝熱管のスパイラルフィンは、伝熱管の径方向で隣設される他の伝熱管のスパイラルフィンに入り込むように配置されてもよい。 Moreover, in the tube type heat exchanger which concerns on this invention, the spiral fin of each heat exchanger tube may be arrange | positioned so that it may enter in the spiral fin of the other heat exchanger tube adjacently provided in the radial direction of a heat exchanger tube.
斯かる構成のチューブ式熱交換器によれば、各伝熱管のスパイラルフィンが伝熱管の径方向で隣設される他の伝熱管のスパイラルフィンに入り込むように、各伝熱管が配置される。これにより、隣設する伝熱管のスパイラルフィン同士が伝熱管の軸心方向で重なり合うため、従来のように、保持具がスパイラルフィンの外縁と当接することで伝熱管を保持するチューブ式熱交換器と比較して、装置を小型化することができる。 According to the tube heat exchanger having such a configuration, the heat transfer tubes are arranged such that the spiral fins of the heat transfer tubes enter the spiral fins of the other heat transfer tubes adjacent in the radial direction of the heat transfer tubes. As a result, since the spiral fins of the adjacent heat transfer tubes overlap with each other in the axial direction of the heat transfer tubes, the tube heat exchanger that holds the heat transfer tubes by contacting the outer edges of the spiral fins as in the prior art. As compared with the above, the apparatus can be downsized.
また、本発明に係るチューブ式熱交換器においては、保持具は、各管体を挟持する複数の挟持部材を備えてもよい。 Moreover, in the tube type heat exchanger which concerns on this invention, a holder may be provided with the some clamping member which clamps each pipe body.
斯かる構成のチューブ式熱交換器によれば、保持具が複数の挟持部材で各管体を挟持する。したがって、保持具が管体を安定した状態で保持できる。 According to the tube heat exchanger having such a configuration, the holder clamps each tubular body with the plurality of clamping members. Therefore, the holder can hold the tube in a stable state.
また、本発明に係るチューブ式熱交換器においては、挟持部材は、各管体を挟持する挟持部を複数備え、各挟持部は、各管体の一部を嵌め込むべく凹状に形成されてもよい。 Further, in the tube heat exchanger according to the present invention, the holding member includes a plurality of holding portions for holding each tubular body, and each holding portion is formed in a concave shape so as to fit a part of each tubular body. Also good.
斯かる構成のチューブ式熱交換器によれば、凹状に形成される複数の挟持部が各管体の一部を嵌め込むと共に各管体を挟持する。したがって、各管体が各挟持部材に対して相対的に変位するのを防止できる。 According to the tube type heat exchanger having such a configuration, the plurality of holding portions formed in a concave shape fits a part of each tube body and holds each tube body. Therefore, it is possible to prevent each tubular body from being displaced relative to each holding member.
また、本発明に係るチューブ式熱交換器においては、保持具は、各管体を挟持する挟持部材同士を接続する接続部材を備える。挟持部材は、接続部材を係止する凹状の係止部を備える。接続部材は、挟持部材の下縁部が嵌め込まれる凹状の第1嵌合部と、前記挟持部材の直下に配置される他の挟持部材の上縁部が嵌め込まれる凹状の第2嵌合部と、第1嵌合部と第2嵌合部との間に配置されかつ挟持部材の前記係止部に係止される被係止部と、を備える。 Moreover, in the tube type heat exchanger which concerns on this invention, a holder is provided with the connection member which connects the clamping members which clamp each pipe body . The holding member includes a concave locking portion that locks the connection member. The connecting member includes a concave first fitting portion into which a lower edge portion of the holding member is fitted, and a concave second fitting portion into which an upper edge portion of another holding member disposed immediately below the holding member is fitted. And a locked portion that is disposed between the first fitting portion and the second fitting portion and is locked to the locking portion of the holding member.
斯かる構成のチューブ式熱交換器によれば、各管体を挟持する挟持部材同士を接続部材が接続する。したがって、接続部材により、各挟持部材同士が支持して補強し合うため、各挟持部材が自重や伝熱管からの荷重等により撓んだり湾曲したりするのを防止できる。 According to the tube heat exchanger having such a configuration, the connecting member connects the holding members that hold the tubes. Therefore, since each clamping member supports and reinforces each other by the connecting member, each clamping member can be prevented from being bent or curved due to its own weight, a load from the heat transfer tube, or the like.
また、本発明に係るチューブ式熱交換器の製造方法は、軸心方向が平行となるように並設される複数の伝熱管と、伝熱管を保持する保持具とを備え、各伝熱管は、内部に流体を通す管体と、フィンが管体の外周部に沿って螺旋状に配置されて構成されるスパイラルフィンとを備えるチューブ式熱交換器の製造方法において、各伝熱管が複数のスパイラルフィンを軸心方向で並設すると共にスパイラルフィンの端部同士が離間するように、各伝熱管のフィンを切削する工程と、保持具が各伝熱管を保持するように、スパイラルフィン間に保持具を配置し、管体の外周部に保持具を当接させる工程とを備えることを特徴とする。 Moreover, the manufacturing method of the tube-type heat exchanger according to the present invention includes a plurality of heat transfer tubes arranged in parallel so that the axial directions are parallel, and a holder for holding the heat transfer tubes, and each heat transfer tube is In the method for manufacturing a tube heat exchanger, comprising a tubular body that allows fluid to pass through and a spiral fin that is configured by spirally arranging fins along the outer periphery of the tubular body, each heat transfer tube includes a plurality of heat transfer tubes. The process of cutting the fins of each heat transfer tube so that the spiral fins are arranged in parallel in the axial direction and the ends of the spiral fins are separated from each other, and the holding tool holds each heat transfer tube between the spiral fins. And a step of placing the holding tool and bringing the holding tool into contact with the outer peripheral portion of the tubular body.
本発明に係るチューブ式熱交換器の製造方法によれば、各伝熱管のフィンを切削することにより、各伝熱管において複数のスパイラルフィンが軸心方向で並設されると共に、スパイラルフィンの端部同士が離間する。そして、スパイラルフィン間に保持具を配置し、管体の外周部に保持具を当接させることにより、保持具がスパイラルフィンに接することなく各伝熱管を保持するチューブ式熱交換器を製造できる。 According to the method for manufacturing a tube heat exchanger according to the present invention, a plurality of spiral fins are juxtaposed in the axial direction in each heat transfer tube by cutting the fins of each heat transfer tube, and the ends of the spiral fins The parts are separated from each other. A tube-type heat exchanger that holds each heat transfer tube without the holder being in contact with the spiral fin can be manufactured by disposing the holder between the spiral fins and bringing the holder into contact with the outer peripheral portion of the tube body. .
また、本発明に係るチューブ式熱交換器の製造方法においては、各伝熱管のフィンを切削する際に、伝熱管を支持する支持手段が伝熱管を伝熱管の軸心方向を中心に回転させると共に、フィンを切削する切削部と伝熱管とが伝熱管の軸心方向で相対的に変位すべく、切削部及び支持手段の少なくとも何れか一方が伝熱管の軸心方向で移動してもよい。 Moreover, in the manufacturing method of the tube type heat exchanger which concerns on this invention, when cutting the fin of each heat exchanger tube, the support means which supports a heat exchanger tube rotates a heat exchanger tube centering on the axial center direction of a heat exchanger tube. In addition, at least one of the cutting portion and the support means may move in the axial direction of the heat transfer tube so that the cutting portion for cutting the fin and the heat transfer tube are relatively displaced in the axial direction of the heat transfer tube. .
斯かるチューブ式熱交換器の製造方法によれば、伝熱管を支持する支持手段が伝熱管を伝熱管の軸心方向を中心に回転させる。しかも、フィンを切削する切削部及び支持手段の少なくとも何れか一方が伝熱管の軸心方向で移動するため、切削部と伝熱管とが伝熱管の軸心方向で相対的に変位する。したがって、切削部が螺旋状のフィンを正確に切削できる。 According to such a method for manufacturing a tube heat exchanger, the support means for supporting the heat transfer tube rotates the heat transfer tube around the axial direction of the heat transfer tube. And since at least any one of the cutting part which cuts a fin, and a support means moves in the axial center direction of a heat exchanger tube, a cutting part and a heat exchanger tube displace relatively in the axial center direction of a heat exchanger tube. Therefore, the cutting portion can accurately cut the spiral fin.
以上の如く、本発明に係るチューブ式熱交換器及びその製造方法によれば、保持具がスパイラルフィンに接することなく各伝熱管を保持できるため、スパイラルフィンが変化するのを防止できるという優れた効果を奏する。 As described above, according to the tube heat exchanger and the method for manufacturing the same according to the present invention, each heat transfer tube can be held without the holder being in contact with the spiral fin, so that the spiral fin can be prevented from changing. There is an effect.
以下、本発明に係るチューブ式熱交換器における一実施形態について、図1〜図8を参酌して説明する。 Hereinafter, an embodiment of a tube heat exchanger according to the present invention will be described with reference to FIGS.
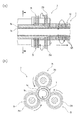
本実施形態に係るチューブ式熱交換器は、図1〜図6に示すように、軸心方向が平行(略平行)となるように並設される複数の伝熱管1と、各伝熱管1を内部に収容する装置本体2と、各伝熱管1を保持する複数の保持具3とを備える。なお、本実施形態に係るチューブ式熱交換については、一般的に、伝熱管1が「チューブ」と、装置本体2が「シェル」と、熱交換器自身が「シェルアンドチューブ式熱交換器」と、それぞれ呼ばれている。
As shown in FIGS. 1 to 6, the tube heat exchanger according to the present embodiment includes a plurality of
各伝熱管1は、気体や液体等の流体(被伝熱対象体)を内部に通す管体11と、管体11の外周部に配置されるスパイラルフィン12とを備える。また、各伝熱管1は、管体11の両端部が装置本体2に連結されることで、装置本体2に固定されている。
Each
そして、各伝熱管1は、伝熱管1の径方向(上下方向や横方向)に複数列配置されていると共に、伝熱管1の径方向で隣設される他の伝熱管1と、軸心間の距離がそれぞれ等しくなるように配置されている。しかも、各伝熱管1は、自身のスパイラルフィン12の外縁側(先端側)が伝熱管1の径方向で隣設される他の伝熱管1のスパイラルフィン12に入り込むように配置されている。即ち、伝熱管1の径方向で隣設されているスパイラルフィン12,12同士は、伝熱管1の軸心方向で重なり合っている。
Each of the
各管体11は、軸心方向に亘って同径であって、真っ直ぐな管、即ち、直管に形成されている。また、各管体11は、カーボンスチールやステンレススチール等の熱伝導率の高い金属を素材として形成されている。
Each
スパイラルフィン12は、伝熱管1の軸心方向で端部同士が離間するようにして、各伝熱管1の軸心方向で複数並設されている。そして、各スパイラルフィン12は、フィン(本願において、管体11の外周一周り分を一つの「フィン」としている)121が管体11の外周部に沿って螺旋状に配置されて構成されている。なお、スパイラルフィン12は、アルミニウムや銅等の熱伝導率の高い金属を素材として形成されている。
A plurality of
また、各スパイラルフィン12は、伝熱管1(管体11)の径方向に広がる板状体であって、伝熱管1(管体11)の軸心と軸心が一致する螺旋状の板状体に形成されている。そして、各スパイラルフィン12は、各フィン121が伝熱管1の軸心方向で等間隔となるように、各フィン121が連設されて構成されている。
Each
さらに、各スパイラルフィン12は、隣設される他の伝熱管1に設けられる各スパイラルフィン12と、フィン121の旋回方向がそれぞれ逆方向となるように形成されている。これにより、伝熱管1の径方向で隣設されているスパイラルフィン12,12同士は、各フィン121が平行となるように配置されている。
Further, each
装置本体2は、内部に密閉空間を有する胴体21と、流体を胴体21の内部に流入するための流体入口部22と、流体入口部22から流入した流体を、往路側の各伝熱管1に分流するための第1貯留部23と、往路側の各伝熱管1から流出された流体を、合流し且つ復路側の各伝熱管1に分流するための第2貯留部24と、復路側の各伝熱管1から流出された流体を、合流するための第3貯留部25と、第3貯留部25の流体を胴体21の外部に流出するための流体出口部26とを備える。
The apparatus main body 2 includes a
そして、装置本体2は、気体や流体等の熱媒体(加熱媒体又は冷却媒体)を胴体21の内部に流入するための媒体入口部27と、胴体21の内部で且つ各伝熱管1の外部を流通した熱媒体を、胴体21の外部に流出するための媒体出口部28とを備える。なお、図1及び図2において、流体の流れを実線の矢印で示し、熱媒体の流れを破線の矢印で示している。
The apparatus main body 2 includes a
また、装置本体2は、往路側の各伝熱管1の一端部を第1貯留部23の側壁に連結すると共に、往路側の各伝熱管1の他端部を第2貯留部24の側壁に連結することで、往路側の各伝熱管1を固定している。そして、装置本体2は、復路側の各伝熱管1の一端部を第3貯留部25の側壁に連結すると共に、復路側の各伝熱管1の他端部を第2貯留部24の側壁に連結することで、復路側の各伝熱管1を固定している。
Further, the apparatus main body 2 connects one end portion of each
各保持具3は、各スパイラルフィン12,12間に配置され且つ各管体11を挟持する複数の挟持部材31と、各スパイラルフィン12,12間に配置され且つ各管体11を挟持する挟持部材31,31同士を接続する複数の接続部材32とを備える。また、各保持具3は、各挟持部材31を装置本体2に固定させる固定手段33を備える。
Each holding
これにより、各保持具3は、各スパイラルフィン12,12間に配置され、各管体11の外周部と当接することにより、各スパイラルフィン12に接することなく各伝熱管1を保持する。なお、保持具3は、伝熱管1の軸心方向に複数並設され、各伝熱管1の複数箇所を保持している。
Thereby, each
各挟持部材31は、長尺な板状に形成され、上縁部及び下縁部に、管体11を挟持する複数の挟持部311を備える。また、各挟持部材31は、接続部材32が相対的に変位するのを防止すべく、接続部材32を係止する係止部312を備える。そして、各挟持部材31は、長手方向の両端部に、固定手段33を用いて、装置本体2の胴体21に固定されるための孔部313,313をそれぞれ備える。
Each clamping
また、挟持部材31は、長手方向が伝熱管1(管体11)の軸心方向と直交するように配置されていると共に、上下方向で複数並設されている。なお、挟持部材31には、挟持部311及び係止部312の配置が異なる二つのタイプ(図5(a)及び図5(b))が存在し、それぞれが上下方向において交互に配置されている。
In addition, the sandwiching
挟持部311は、管体11の下方側を嵌め込むべく、挟持部材31の上縁部にて、半円形の凹状に形成されると共に、管体11の上方側を嵌め込むべく、挟持部材31の下縁部にて、半円形の凹状に形成される。また、係止部312は、接続部材32を嵌め込んで係止すべく、挟持部材31の上縁部にて、矩形の凹状に形成される。
The sandwiching
接続部材32は、挟持部材31の下縁部を嵌め込む凹状の第1嵌合部321と、その挟持部材31の直下に配置されている他の挟持部材31の上縁部を嵌め込む凹状の第2嵌合部322とを備える。また、接続部材32は、各嵌合部321,322間に配置され且つ挟持部材31の係止部312に係止される被係止部323を備える。
The connecting
本実施形態に係るチューブ式熱交換器の構成については以上の通りであり、次に、本実施形態に係るチューブ式熱交換器の製造方法について説明する。 The configuration of the tube heat exchanger according to this embodiment is as described above. Next, a method for manufacturing the tube heat exchanger according to this embodiment will be described.
まず、図7に示すように、第1の工程(スパイラルフィン成形工程)として、転造装置7により、伝熱管1のスパイラルフィン12を成形する。ここで、第1の工程を説明するのに先立ち、転造装置7及び伝熱管1の原材料について説明する。
First, as shown in FIG. 7, the
転造装置7は、螺旋状のディスク刃711を有する複数の転造部71と、伝熱管1を支持する支持手段(図示していない)72とを備える。そして、各転造部71のディスク刃711は、伝熱管1の軸心方向を中心に回転すると共に、伝熱管1を伝熱管1の径方向の外方から押圧する。
The rolling
さらに、支持手段72は、伝熱管1を伝熱管1の軸心方向を中心に回転させると共に、伝熱管1を支持しつつ伝熱管1の軸心方向に沿って移動する。また、伝熱管1は、カーボンスチールやステンレススチール等で形成された内管1aに、アルミニウムや銅等で形成された外管1bを被覆した原材料から製造されている。
Further, the support means 72 rotates the
そして、第1の工程において、各転造部71が三方向から外管1bを押圧しつつ回転すると共に、支持手段72が伝熱管1を回転させつつ伝熱管1を伝熱管1の軸心方向に移動させる。これにより、内管1aが外管1bに圧着されると共に、外管1bが伝熱管1の径方向に押し出される(伸ばされる)。すると、螺旋状に形成されるディスク刃711により、伝熱管1の径方向に押し出された外管1bが螺旋状のスパイラルフィン12に加工される。
In the first step, each rolling
次に、図8に示すように、第2の工程(フィン切削工程)として、切削装置8により、伝熱管1のフィン121(スパイラルフィン12の一部)を切削する。ここで、第2の工程を説明するのに先立ち、切削装置8について説明する。
Next, as shown in FIG. 8, as a second step (fin cutting step), the fin 121 (part of the spiral fin 12) of the
切削装置8は、複数のディスク刃811を有する切削部81と、伝熱管1を支持する支持手段(図示していない)82とを備える。そして、各切削部81のディスク刃811は、伝熱管1の軸心方向を中心に回転すると共に、伝熱管1の径方向において伝熱管1と接離する一方、支持手段82は、伝熱管1を伝熱管1の軸心方向を中心に回転させると共に、伝熱管1を支持しつつ伝熱管1の軸心方向に沿って移動する。
The cutting device 8 includes a cutting
そして、第2の工程において、切削部81のディスク刃811が回転すると共に伝熱管1に接近することで、ディスク刃811が所定のフィン121の内縁(基端)まで切削する。さらに、支持手段82が伝熱管1を回転させつつ伝熱管1を伝熱管1の軸心方向に移動させると、ディスク刃811は、厚み方向の中心がフィン121の厚み方向の中心と一致する状態で、フィン121を切削する。
In the second step, the
これにより、一つのスパイラルフィン12が複数のスパイラルフィン12,12に分割される。したがって、伝熱管1には、複数のスパイラルフィン12,12が伝熱管1の軸心方向で並設されており、しかも、スパイラルフィン12,12の端部同士が離間している。
Thereby, one
さらに、第3の工程(組立工程)として、各伝熱管1及び各保持具3を組み立てる。具体的には、図2及び図3に示すように、離間して配置されるスパイラルフィン12,12の端部間に、保持具3が配置される。そして、保持具3が各管体11の外周部と当接することで各伝熱管1を保持するように、各挟持部材31及び各接続部材32が組み立てられる。
Furthermore, each
以上より、本実施形態に係るチューブ式熱交換器によれば、伝熱管1の軸心方向で隣設されているスパイラルフィン12,12同士が離間するようにして、スパイラルフィン12が伝熱管1の軸心方向で複数並設されている。そして、スパイラルフィン12,12間に配置される保持具3が各管体11の外周部と当接することで、各保持具3が各伝熱管1を保持できる。したがって、各保持具3がスパイラルフィン12に接することなく各伝熱管1を保持できるため、スパイラルフィン12が変形するのを防止できる。
As described above, according to the tube heat exchanger according to the present embodiment, the
また、本実施形態に係るチューブ式熱交換器によれば、各伝熱管1のスパイラルフィン12が伝熱管1の径方向で隣設される他の伝熱管1のスパイラルフィン12に入り込むように、各伝熱管1が配置されている。これにより、伝熱管1の径方向で隣接されているスパイラルフィン12,12同士が伝熱管1の軸心方向で重なり合うようにして、各伝熱管1が配置されているため、装置を小型化することができる。
Moreover, according to the tube type heat exchanger which concerns on this embodiment, so that the
また、本実施形態に係るチューブ式熱交換器によれば、複数の挟持部材31が各管体11を挟持するため、保持具3が各管体11を安定した状態で保持できる。しかも、凹状に形成される各挟持部311が各管体11の一部を嵌め込むと共に各管体11を挟持するため、各管体11が各挟持部材31に対して相対的に変位するのを防止できる。
Moreover, according to the tube type heat exchanger which concerns on this embodiment, since the several clamping
また、本実施形態に係るチューブ式熱交換器によれば、接続部材32が各管体11を挟持する挟持部材31,31同士を接続する。したがって、各挟持部材31,31同士が接続部材32により支持し合う、即ち、補強し合うため、各挟持部材31が自重や伝熱管1からの荷重等により撓んだり湾曲したりするのを防止できる。
Moreover, according to the tube type heat exchanger which concerns on this embodiment, the
なお、本発明に係るチューブ式熱交換器及びその製造方法は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。また、下記する各種の変更例に係る構成や方法等を任意に選択して、上記した実施形態に係る構成や方法等に採用してもよいことは勿論である。 Note that the tube heat exchanger and the manufacturing method thereof according to the present invention are not limited to the above-described embodiments, and various modifications can be made without departing from the scope of the present invention. . Moreover, it is needless to say that configurations, methods, and the like according to various modifications described below may be arbitrarily selected and employed in the configurations, methods, and the like according to the above-described embodiments.
例えば、上記実施形態に係るチューブ式熱交換器においては、伝熱管1の径方向で隣設されているスパイラルフィン12,12同士が伝熱管1の軸心方向で重なり合うようにして、各伝熱管1が配置される場合を説明したが、斯かる場合に限られず、伝熱管1の径方向で隣設されているスパイラルフィン12,12同士が伝熱管1の軸心方向で重なり合わない、即ち、離間するようにして、各伝熱管1が配置される場合でもよい。
For example, in the tube heat exchanger according to the above-described embodiment, each heat transfer tube is configured such that
また、上記実施形態に係るチューブ式熱交換器においては、各伝熱管1が軸心方向を水平方向(横方向)に沿って配置される場合を説明したが、斯かる場合に限られず、例えば、各伝熱管1が軸心方向を鉛直方向(上下方向)に沿って配置される場合でもよく、各伝熱管1が軸心方向を水平方向に対して傾斜する方向に沿って配置される場合でもよい。
Further, in the tube heat exchanger according to the above-described embodiment, the case where each
また、上記実施形態に係るチューブ式熱交換器においては、挟持部材31,31が上下方向で管体11を挟持することにより管体11を保持する場合を説明したが、斯かる場合に限られない。例えば、図9に示すように、保持具30は、各管体11を下方側から支持する支持部材301を複数備え、各支持部材301は、各管体11が相対的に変位するのを防止すべく、管体11の下方側を嵌め込むための凹部302を上縁部に備えることで、管体11を保持する場合でもよい。
Further, in the tube heat exchanger according to the above-described embodiment, the case where the holding
また、上記実施形態に係るチューブ式熱交換器においては、接続部材32が挟持部材31,31を各嵌合部321,322で嵌合することにより、挟持部材31,31同士を接続する場合を説明したが、斯かる場合に限られない。例えば、接続部材は、挟持部材同士を締結手段等で連結する場合でもよい。
Moreover, in the tube type heat exchanger which concerns on the said embodiment, when the
また、上記実施形態に係るチューブ式熱交換器においては、スパイラルフィン12,12同士を離間させるのに、フィン121(スパイラルフィン12の一部)を切削する場合を説明したが、斯かる場合に限られない。
Moreover, in the tube type heat exchanger which concerns on the said embodiment, although the case where the fin 121 (a part of spiral fin 12) was cut in order to space apart the
例えば、伝熱管は、管体と、スパイラルフィンとをそれぞれ独立した部材から成形する場合でもよい。具体的には、超高周波電流をスパイラルフィン及び管体に流し、管体の外周部に配置されたスパイラルフィンを連続的に溶着(溶接)することで、伝熱管の軸心方向で隣設されているスパイラルフィン同士が離間するようにして、各スパイラルフィンが伝熱管の軸心方向に複数並設される場合でもよく、また、管体が拡管されることにより外周部に配置されたスパイラルフィンと固着することで、伝熱管の軸心方向で隣設されているスパイラルフィン同士が離間するようにして、各スパイラルフィンが伝熱管の軸心方向に複数並設される場合でもよい。 For example, the heat transfer tube may be formed by forming a tube body and a spiral fin from independent members. Specifically, the super high frequency current is passed through the spiral fin and the tube, and the spiral fin disposed on the outer periphery of the tube is continuously welded (welded) so that it is adjacent to the axial center of the heat transfer tube. The plurality of spiral fins may be arranged in parallel in the axial direction of the heat transfer tube so that the spiral fins are separated from each other, and the spiral fins arranged on the outer peripheral portion by expanding the tube It is also possible that a plurality of spiral fins are juxtaposed in the axial direction of the heat transfer tube so that the adjacent spiral fins are separated in the axial direction of the heat transfer tube.
さらに、例えば、図10に示すように、伝熱管10が内管10aに外管10bを被覆し且つ外管10bに小径部10cを有する原材料から成形される場合でもよい。斯かる構成によれば、転造装置7により、大径部10dにおいては、スパイラルフィン12が成形される一方、小径部10cにおいては、スパイラルフィン12が成形されない。これにより、伝熱管1の軸心方向で隣設されているスパイラルフィン12,12同士が離間するようにして、スパイラルフィン12が伝熱管1の軸心方向に複数並設させる。
Further, for example, as shown in FIG. 10, the
また、上記実施形態に係るチューブ式熱交換器の製造方法においては、切削装置8の支持手段82が伝熱管1を伝熱管1の軸心方向に移動することで、切削部81が伝熱管1に対して伝熱管1の軸心方向で相対的に変位する場合を説明したが、斯かる場合に限られず、例えば、切削部81が伝熱管1の軸心方向に移動する、又は、切削部81及び支持手段82の双方が伝熱管1の軸心方向に移動することで、切削部81が伝熱管1に対して伝熱管1の軸心方向で相対的に変位する場合でもよい。
Moreover, in the manufacturing method of the tube-type heat exchanger which concerns on the said embodiment, the cutting
また、上記実施形態に係るチューブ式熱交換器の製造方法においては、転造装置7の支持手段72と、切削装置8の支持手段82とが個別に設けられる場合を説明したが、斯かる場合に限られず、例えば、転造装置7の支持手段72と、切削装置8の支持手段82とが共通の支持手段である場合でもよい。
Moreover, in the manufacturing method of the tube-type heat exchanger according to the above embodiment, the case where the support means 72 of the rolling
1 伝熱管
2 装置本体
3 保持具
7 転造装置
8 切削装置
10 伝熱管
11 管体
12 スパイラルフィン
30 保持具
31 挟持部材
32 接続部材
121 フィン
311 挟持部DESCRIPTION OF
Claims (4)
各伝熱管は、内部に流体を通す管体と、フィンが管体の外周部に沿って螺旋状に配置されて構成されるスパイラルフィンとを備えるチューブ式熱交換器において、
各伝熱管は、スパイラルフィンの端部同士が離間するようにして、複数のスパイラルフィンを軸心方向で並設し、
保持具は、スパイラルフィン間に配置されると共に、管体の外周部に当接するように構成され、
保持具は、各管体を挟持する複数の挟持部材と、挟持部材同士を接続する接続部材とを備え、
挟持部材は、接続部材を係止する凹状の係止部を備え、
接続部材は、挟持部材の下縁部が嵌め込まれる凹状の第1嵌合部と、前記挟持部材の直下に配置される他の挟持部材の上縁部が嵌め込まれる凹状の第2嵌合部と、第1嵌合部と第2嵌合部との間に配置されかつ挟持部材の前記係止部に係止される被係止部と、を備えることを特徴とするチューブ式熱交換器。 A plurality of heat transfer tubes arranged in parallel so that the axial directions are parallel, and a holder for holding the heat transfer tubes,
Each heat transfer tube is a tube heat exchanger including a tube body that allows fluid to pass through and a spiral fin that is configured by arranging fins spirally along the outer periphery of the tube body.
Each heat transfer tube has a plurality of spiral fins arranged in parallel in the axial direction so that the ends of the spiral fins are separated from each other.
The holder is arranged between the spiral fins and is configured to contact the outer peripheral portion of the tubular body ,
The holder includes a plurality of clamping members that clamp each tubular body, and a connection member that connects the clamping members,
The clamping member includes a concave locking portion that locks the connection member,
The connecting member includes a concave first fitting portion into which a lower edge portion of the holding member is fitted, and a concave second fitting portion into which an upper edge portion of another holding member disposed immediately below the holding member is fitted. And a to-be-latched part which is arrange | positioned between the 1st fitting part and the 2nd fitting part, and is latched by the said latching | locking part of a clamping member, The tube type heat exchanger characterized by the above-mentioned .
各挟持部は、各管体の一部を嵌め込むべく凹状に形成される請求項1又は2に記載のチューブ式熱交換器。 The sandwiching member includes a plurality of sandwiching portions that sandwich each tubular body,
Each tube part is a tube type heat exchanger of Claim 1 or 2 formed in concave shape so that a part of each tube may be fitted.
各伝熱管が複数のスパイラルフィンを軸心方向で並設すると共にスパイラルフィンの端部同士が離間するように、各伝熱管のフィンを切削する工程と、
保持具が各伝熱管を保持するように、スパイラルフィン間に保持具を配置し、管体の外周部に保持具を当接させる工程とを備え、
各伝熱管のフィンを切削する際に、伝熱管を支持する支持手段が伝熱管を伝熱管の軸心方向を中心に回転させると共に、フィンを切削する切削部と伝熱管とが伝熱管の軸心方向で相対的に変位すべく、切削部及び支持手段の少なくとも何れか一方が伝熱管の軸心方向で移動することを特徴とするチューブ式熱交換器の製造方法。 A plurality of heat transfer tubes arranged in parallel so that the axial directions are parallel to each other, and a holder for holding the heat transfer tubes, each heat transfer tube includes a tube through which a fluid is passed, and fins are arranged on the outer periphery of the tube In a method for manufacturing a tube heat exchanger comprising a spiral fin configured to be spirally arranged along a section,
Cutting the fins of each heat transfer tube so that each heat transfer tube has a plurality of spiral fins arranged in the axial direction and the ends of the spiral fins are separated from each other;
Arranging the holding tool between the spiral fins so that the holding tool holds each heat transfer tube, and bringing the holding tool into contact with the outer peripheral portion of the tubular body ,
When cutting the fins of the heat transfer tubes, the support means for supporting the heat transfer tubes rotates the heat transfer tubes around the axial direction of the heat transfer tubes, and the cutting section and the heat transfer tubes for cutting the fins are the shafts of the heat transfer tubes. A method for manufacturing a tube heat exchanger, wherein at least one of a cutting part and a support means moves in an axial direction of a heat transfer tube so as to be relatively displaced in a central direction .
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2010/054098 WO2011111202A1 (en) | 2010-03-11 | 2010-03-11 | Tube-type heat exchanger and method for producing same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2011111202A1 JPWO2011111202A1 (en) | 2013-06-27 |
| JP5608728B2 true JP5608728B2 (en) | 2014-10-15 |
Family
ID=44563044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012504229A Expired - Fee Related JP5608728B2 (en) | 2010-03-11 | 2010-03-11 | Tube heat exchanger and manufacturing method thereof |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20120325443A1 (en) |
| JP (1) | JP5608728B2 (en) |
| KR (1) | KR20130038187A (en) |
| WO (1) | WO2011111202A1 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL2009451C2 (en) * | 2012-09-12 | 2014-03-18 | Innalox B V | Boiler wall protection block, assembly of such block and a ferrule, and a boiler provided with such assembly. |
| DE102014002829A1 (en) * | 2014-02-27 | 2015-08-27 | Wieland-Werke Ag | Metallic heat exchanger tube |
| JP6237345B2 (en) * | 2014-03-03 | 2017-11-29 | トヨタ自動車株式会社 | Thermoelectric generator |
| JP2016064484A (en) * | 2014-09-25 | 2016-04-28 | 日本軽金属株式会社 | Method for production of radiator, and the radiator |
| FR3035824B1 (en) * | 2015-05-06 | 2018-09-14 | Valeo Systemes Thermiques | THERMAL BATTERY HAVING AN ENCAPSULATED PHASE CHANGE MATERIAL |
| US11035615B2 (en) * | 2018-08-23 | 2021-06-15 | Caterpillar Inc. | Support clip for finned tube type heat exchangers |
| JP2023535142A (en) | 2020-07-13 | 2023-08-16 | アイヴィーズ インコーポレイテッド | Hydrogen fuel supply system and method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS535346U (en) * | 1976-06-30 | 1978-01-18 | ||
| JPS6113107U (en) * | 1984-06-29 | 1986-01-25 | 三菱重工業株式会社 | Heat exchanger tube support device |
| JPS6323564U (en) * | 1986-07-22 | 1988-02-16 | ||
| WO2008093411A1 (en) * | 2007-01-31 | 2008-08-07 | Shi Mechanical & Equipment Inc. | Spiral fin tube type heat exchanger |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1704097A (en) * | 1924-05-07 | 1929-03-05 | Schutte & Koerting Co | Pipe-supporting means |
| US1748140A (en) * | 1924-05-07 | 1930-02-25 | Schutte & Koerting Co | Means for supporting and holding pipes in spaced relation to each other |
| US1617751A (en) * | 1925-06-08 | 1927-02-15 | Fedders Mfg Co Inc | Core for radiators |
| US2021117A (en) * | 1931-03-21 | 1935-11-12 | Babcock & Wilcox Co | Heat exchanger |
| US1907867A (en) * | 1931-12-22 | 1933-05-09 | Westinghouse Electric & Mfg Co | Heat exchanger |
| GB410762A (en) * | 1932-11-22 | 1934-05-22 | Owen David Lucas | Improvements in or relating to apparatus for vaporizing or distilling liquids |
| US3422884A (en) * | 1966-12-28 | 1969-01-21 | Baldwin Lima Hamilton Corp | Condenser tube bundles |
| IT960259B (en) * | 1972-04-20 | 1973-11-20 | Roma C | PASCIO TUBIERO FOR HEAT EXCHANGERS AND MODULAR ELEMENTS CONSTITUTED BY THERMOPLASTIC TUBES AND PROCESS FOR THE CONSTRUCTION OF THE MODULAR ELEMENTS AND TUBE BUNDLES |
| SE415607B (en) * | 1975-11-04 | 1980-10-13 | Stal Laval Apparat Ab | DEVICE FOR CUTTING OF CAMFLENS PIPES IN HEAT EXCHANGER |
| FR2362358A1 (en) * | 1976-08-18 | 1978-03-17 | Hamon Sobelco Sa | HEAT EXCHANGER WITH EXCHANGE WALL FORMED BY FLEXIBLE TUBES |
| US4184862A (en) * | 1976-09-30 | 1980-01-22 | Mcdonnell Douglas Corporation | Heat exchanger gas separator |
| US4306697A (en) * | 1980-06-16 | 1981-12-22 | Mathews Lyle H | Conduit spacer system |
| US4769876A (en) * | 1987-02-26 | 1988-09-13 | Platt Richard B | Wire separator structure and method |
| DE3928320A1 (en) * | 1989-08-26 | 1991-03-14 | Drilltec Patents & Tech | DEVICE FOR STORING AND TRANSPORTING TUBES |
| US5181560A (en) * | 1990-10-17 | 1993-01-26 | Burn Mark N | Baffleless tube and shell heat exchanger having fluted tubes |
| US5136985A (en) * | 1991-09-12 | 1992-08-11 | Deltak Corporation | Boiler tube support |
| US5404941A (en) * | 1993-08-10 | 1995-04-11 | The Babcock & Wilcox Company | Split ring tube spacer assembly |
| US6007029A (en) * | 1998-06-03 | 1999-12-28 | Astech, Inc. | Boiler tube alignment link system |
| US6592309B1 (en) * | 2001-09-24 | 2003-07-15 | Hp Products Co. | Packaging clip and package |
| EP2188582A1 (en) * | 2007-09-11 | 2010-05-26 | Behr GmbH & Co. KG | Heat exchanger, particularly for a motor vehicle |
-
2010
- 2010-03-11 WO PCT/JP2010/054098 patent/WO2011111202A1/en active Application Filing
- 2010-03-11 US US13/583,113 patent/US20120325443A1/en not_active Abandoned
- 2010-03-11 JP JP2012504229A patent/JP5608728B2/en not_active Expired - Fee Related
- 2010-03-11 KR KR1020127020888A patent/KR20130038187A/en not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS535346U (en) * | 1976-06-30 | 1978-01-18 | ||
| JPS6113107U (en) * | 1984-06-29 | 1986-01-25 | 三菱重工業株式会社 | Heat exchanger tube support device |
| JPS6323564U (en) * | 1986-07-22 | 1988-02-16 | ||
| WO2008093411A1 (en) * | 2007-01-31 | 2008-08-07 | Shi Mechanical & Equipment Inc. | Spiral fin tube type heat exchanger |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011111202A1 (en) | 2013-06-27 |
| WO2011111202A1 (en) | 2011-09-15 |
| US20120325443A1 (en) | 2012-12-27 |
| KR20130038187A (en) | 2013-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5608728B2 (en) | Tube heat exchanger and manufacturing method thereof | |
| US20120199331A1 (en) | Shell-and-tube heat exchangers with foam heat transfer units | |
| US11359838B2 (en) | Heat exchanger and manufacturing method therefor | |
| US20120199335A1 (en) | Radial-flow heat exchanger with foam heat exchange fins | |
| JP4880094B2 (en) | Heat exchanger | |
| JP5638672B2 (en) | Ultra high purity inline heat exchanger | |
| US9885523B2 (en) | Liquid to liquid multi-pass countercurrent heat exchanger | |
| GB2591972A (en) | Ribbed tubeless heat exchanger for fluid heating systems including a rib component and methods of manufacture thereof | |
| JP2007303813A (en) | Self-braking radiator side plate | |
| JP2018138851A (en) | Heat exchanger and manufacturing method thereof | |
| JP2018529922A (en) | Heat exchange tube for heat exchanger, heat exchanger, and method of assembling the same | |
| US4300630A (en) | Finned metal tube and method for making the same | |
| JP2018179493A (en) | Manifold for heat exchanger, heat exchanger, and production method thereof | |
| US20150144309A1 (en) | Flattened Envelope Heat Exchanger | |
| JP2017090412A (en) | Manufacturing method of cooling pipe unit, in-pipe straightening tool, cooling pipe, and fixing structure of in-pipe straightening tool | |
| KR20130001224A (en) | Heat exchanger fins, assemblies and methods | |
| JPH03238128A (en) | Heat exchanger and its manufacture | |
| WO2015081274A1 (en) | Flattened envelope heat exchanger | |
| JPH03251686A (en) | Heat exchanger | |
| JP2014035161A (en) | Heat exchanger and additional installation method for vibration suppression members | |
| JP6793078B2 (en) | Heat exchanger | |
| WO2012081379A1 (en) | Method for manufacturing baffle plate for heat exchanger, and method for manufacturing heat exchanger | |
| EP2072168B1 (en) | Method for welding tubular elements for a radiator with a heat-transfer fluid | |
| US20240263888A1 (en) | Advanced manufacturing heat pipe segment with integral printed wick | |
| CN111133269B (en) | Pipe connection |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140901 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5608728 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |