JP5243105B2 - Bag making and packaging machine - Google Patents
Bag making and packaging machine Download PDFInfo
- Publication number
- JP5243105B2 JP5243105B2 JP2008135381A JP2008135381A JP5243105B2 JP 5243105 B2 JP5243105 B2 JP 5243105B2 JP 2008135381 A JP2008135381 A JP 2008135381A JP 2008135381 A JP2008135381 A JP 2008135381A JP 5243105 B2 JP5243105 B2 JP 5243105B2
- Authority
- JP
- Japan
- Prior art keywords
- packaging material
- region
- pair
- support mechanism
- bag making
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 69
- 230000007246 mechanism Effects 0.000 claims description 109
- 239000005022 packaging material Substances 0.000 claims description 46
- 238000007789 sealing Methods 0.000 claims description 41
- 230000001133 acceleration Effects 0.000 claims description 12
- 238000011144 upstream manufacturing Methods 0.000 claims description 9
- 238000010409 ironing Methods 0.000 description 26
- 230000033001 locomotion Effects 0.000 description 21
- 238000010586 diagram Methods 0.000 description 12
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 235000013606 potato chips Nutrition 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images






















Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
Description
本発明は、製袋包装機に関する。 The present invention relates to a bag making and packaging machine.
従来、包材を袋に成形しながら、ポテトチップスなどの被包装物を当該袋に充填して包装する装置として、縦型の製袋包装機が存在する。例えば、縦型の製袋包装機は、シート状のフィルムである包材を搬送しながらフォーマーおよびチューブによって筒状に形成し、筒状の包材の重ねられた縦の縁を搬送方向に沿ってシール(縦シール)し、筒状の包材を形成する。また、搬送方向上流および下流で搬送方向に直交する方向で筒状の包材をシール(横シール)する一対の横シール部材によって、筒状の包材を袋に成形する。このように、一対の横シール部材によって横シールを行う際、包材の被シール箇所に被包装物が侵入しないように横シール部材よりも搬送方向上流にシャッター部材が設けられる。シャッター部材が横シール部材よりも早く筒状の包材に当接することにより、被シール箇所における被包装物の侵入が規制される。 2. Description of the Related Art Conventionally, there is a vertical bag making and packaging machine as an apparatus for filling a bag with wrapping articles such as potato chips while packaging the packaging material into a bag. For example, a vertical bag making and packaging machine is formed into a cylindrical shape by a former and a tube while conveying a packaging material that is a sheet-like film, and a vertical edge on which the cylindrical packaging material is stacked is along the conveyance direction. And seal (vertical seal) to form a cylindrical packaging material. In addition, the cylindrical packaging material is formed into a bag by a pair of horizontal sealing members that seal (transverse seal) the cylindrical packaging material in a direction orthogonal to the conveyance direction upstream and downstream in the conveyance direction. In this way, when performing horizontal sealing with the pair of horizontal sealing members, the shutter member is provided upstream in the transport direction from the horizontal sealing member so that an article to be packaged does not enter the sealed portion of the packaging material. When the shutter member comes into contact with the cylindrical packaging material earlier than the horizontal seal member, the entry of the packaged object at the sealed site is restricted.
ところで、シャッター部材および横シール部材が筒状の包材に当接し袋を成形する工程で袋内にエアーが充填されるが、エアー量の過多は、被シール部分の破損および袋となった商品の出荷時あるいは梱包時等に不具合を招くため、袋の厚みを調整する機構を備えた製袋包装機等が提案されている(例えば、特許文献1等参照)。
しかし、このような製袋包装機では、袋の厚みが、これを調整する利用者に依存するため、安定して良好な製袋を行うことが困難である。 However, in such a bag making and packaging machine, since the thickness of the bag depends on the user who adjusts the bag, it is difficult to make a stable and good bag.
本発明の課題は、袋の破損が抑えられる製袋包装機を提供することにある。 An object of the present invention is to provide a bag making and packaging machine capable of suppressing breakage of a bag.
第1発明の製袋包装機は、包材を搬送しながら筒状の包材を成形し、筒状の包材に被包装物を充填する製袋包装機であって、一対の横シール部材と、一対のシャッター部材と、支持機構と、制御部とを備える。一対の横シールは、筒状の包材の両側から筒状の包材に対して当接し、筒状の包材をシールする。一対のシャッター部材は、一対の横シール部材よりも搬送方向上流に位置する。また、一対のシャッター部材は、一対の横シール部材よりも早く筒状の包材に当接して筒状の包材を絞り込むことで、筒状の包材の被シール部分への被包装物の侵入を規制する。支持機構は、一対の横シール部材および一対のシャッター部材を支持する。また、支持機構は、一対の横シール部材および一対のシャッター部材を筒状の包材に当接させ、さらに、筒状の包材から離反させる。制御部は、支持機構の動作を制御し、第1時間領域と、第2時間領域とにおける支持機構の動作を、異なる程度で減速させる。第1時間領域は、一対のシャッター部材の間に生じる隙間が最小の状態である第1時点に移行する直前の時間領域である。第2時間領域は、第1時点に移行した直後の時間領域である。また、制御部は、第1時間領域において支持機構が減速する程度を、第2時間領域において減速する程度よりも大きくする。 A bag-making packaging machine according to a first aspect of the present invention is a bag-making packaging machine that forms a cylindrical packaging material while conveying the packaging material, and fills the cylindrical packaging material with an article to be packaged. And a pair of shutter members, a support mechanism, and a control unit. The pair of horizontal seals abut against the cylindrical packaging material from both sides of the cylindrical packaging material to seal the cylindrical packaging material. The pair of shutter members is located upstream of the pair of lateral seal members in the transport direction. The pair of shutter members, by Filter to contact tubular packaging material early tubular packaging material than a pair of transverse sealing member, the packaged articles into the sealed portion of the tubular packaging material Regulate the intrusion. The support mechanism supports the pair of horizontal seal members and the pair of shutter members. Further, the support mechanism causes the pair of horizontal seal members and the pair of shutter members to abut against the cylindrical packaging material and further separates from the cylindrical packaging material. The control unit controls the operation of the support mechanism and decelerates the operation of the support mechanism in the first time region and the second time region to different degrees. The first time region is a time region immediately before shifting to the first time point in which the gap generated between the pair of shutter members is in a minimum state. The second time region is a time region immediately after shifting to the first time point. Further, the control unit makes the degree of deceleration of the support mechanism in the first time region larger than the degree of deceleration in the second time region.
本発明に係る製袋包装機では、一対の横シール部材および一対のシャッター部材が支持機構によって支持される。また、一対の横シール部材および一対のシャッター部材は、支持機構の動作により筒状の包材に当接し、さらに筒状の包材から離反する。また、支持機構の動作が制御部によって制御される。支持機構の動作は、一対のシャッター部材の間に生じる隙間が最小の状態である第1時点に移行するまでの第1時間領域と、その後の第2時間領域とにおいて、異なる程度で減速される。具体的に、第1時間領域における支持機構の減速の程度が第2時間領域における減速の程度よりも大きい。 In the bag making and packaging machine according to the present invention, the pair of horizontal seal members and the pair of shutter members are supported by the support mechanism. Further, the pair of lateral seal members and the pair of shutter members abut against the cylindrical packaging material by the operation of the support mechanism, and further move away from the cylindrical packaging material. The operation of the support mechanism is controlled by the control unit. The operation of the support mechanism is decelerated to a different degree in the first time region until the first time point until the first time point where the gap generated between the pair of shutter members is the minimum and the subsequent second time region. . Specifically, the degree of deceleration of the support mechanism in the first time region is greater than the degree of deceleration in the second time region.
これにより、筒状の包材に充填されるエアー量を安定させ、袋の破損を抑えることができる。また、第1時間領域において支持機構の速度が十分に落ちるので、筒状の包材に充填されるエアー量を安定させることができる。 Thereby, the air quantity with which a cylindrical packaging material is filled can be stabilized, and damage to the bag can be suppressed. In addition, since the speed of the support mechanism is sufficiently reduced in the first time region, the amount of air filled in the cylindrical packaging material can be stabilized.
第2発明の製袋包装機は、第1発明に係る製袋包装機であって、支持機構の動作は、一対の横シール部材と一対のシャッター部とを筒状の包材に当接させ、あるいは、筒状の包材から離反させるために、環状の軌道または直線の軌道を有する。また、制御部は、環状の軌道または直線の軌道を通る支持機構の動作の速度を、第1時間領域と第2時間領域とにおいて異なる程度で減速させる。 The bag making and packaging machine of the second invention is the bag making and packaging machine according to the first invention, and the operation of the support mechanism is to bring the pair of lateral seal members and the pair of shutter parts into contact with the cylindrical packaging material. Alternatively, it has an annular track or a straight track to separate from the tubular packaging material. In addition, the control unit decelerates the speed of the operation of the support mechanism that passes through the annular track or the linear track to a different degree in the first time region and the second time region.
本発明に係る製袋包装機では、環状の軌道を通る支持機構の動作速度または直線の軌道を通る支持機構の動作速度が、第1時間領域と第2時間領域とにおいて異なる程度で減速する。 In the bag making and packaging machine according to the present invention, the operation speed of the support mechanism passing through the annular track or the operation speed of the support mechanism passing through the linear track is reduced to a different degree in the first time region and the second time region.
これにより、支持機構の動作する軌道に関係なく、袋の破損を抑えることができる。 Thereby, the breakage of the bag can be suppressed regardless of the track on which the support mechanism operates.
第3発明の製袋包装機は、第1または第2発明のいずれか一つに係る製袋包装機であって、制御部は、第2時間領域における初期の所定時間において、支持機構を一定の速度で制御する。 The bag making and packaging machine of the third invention is the bag making and packaging machine according to any one of the first or second invention, wherein the control unit keeps the support mechanism constant at an initial predetermined time in the second time region. Control at speed.
本発明に係る製袋包装機では、第2時間領域における初期の所定時間、支持機構が一定の速度で制御される。 In the bag making and packaging machine according to the present invention, the support mechanism is controlled at a constant speed for an initial predetermined time in the second time region.
これにより、製袋包装機の制御を安定させることができる。 Thereby, control of a bag making packaging machine can be stabilized.
第4発明の製袋包装機は、第1から第3発明のいずれか一つに係る製袋包装機であって、制御部は、第1時間領域において支持機構が減速する程度を最大値にする。 The bag making and packaging machine according to a fourth aspect of the present invention is the bag making and packaging machine according to any one of the first to third aspects, wherein the control unit maximizes the degree to which the support mechanism decelerates in the first time region. To do.
本発明に係る製袋包装機では、第1時間領域において減速する程度が最大になる。 In the bag making and packaging machine according to the present invention, the degree of deceleration in the first time region is maximized.
これにより、筒状の包材に過多のエアーが充填されることを抑制することができる。 Thereby, it can suppress that excess air is filled with a cylindrical packaging material.
第5発明の製袋包装機は、第1から第4発明のいずれか一つに係る製袋包装機であって、低速域と、減速域と、加速域と、高速域とを有する。低速域とは、筒状の包材が搬送される速度に合わせて支持機構の動作を一定の低速で維持する領域である。減速域とは、低速域に移行する前に支持機構の動作を低速まで減速させる領域である。加速域とは、低速域の後、支持機構の動作を加速させる領域である。高速域とは、加速域と減速域との間の領域であって、支持機構の動作を一定の高速で維持する領域である。さらに、制御部は、減速域に含まれる第1時間領域と第2時間領域とにおける支持機構の動作を異なる程度で減速させる。 A bag making and packaging machine according to a fifth aspect of the present invention is the bag making and packaging machine according to any one of the first to fourth aspects of the invention, and has a low speed region, a deceleration region, an acceleration region, and a high speed region. The low speed region is a region where the operation of the support mechanism is maintained at a constant low speed in accordance with the speed at which the cylindrical packaging material is conveyed. The deceleration area is an area where the operation of the support mechanism is decelerated to a low speed before shifting to the low speed area. The acceleration region is a region where the operation of the support mechanism is accelerated after the low speed region. The high speed region is a region between the acceleration region and the deceleration region, and is a region that maintains the operation of the support mechanism at a constant high speed. Further, the control unit decelerates the operation of the support mechanism in the first time region and the second time region included in the deceleration region to different degrees.
本発明に係る製袋包装機では、支持機構の動きは、減速域、低速域、加速域、および高速域の各領域において異なる速度で制御される。また、減速域に含まれる第1時間領域と第2時間領域とにおいてさらに異なる程度で減速される。 In the bag making and packaging machine according to the present invention, the movement of the support mechanism is controlled at different speeds in the deceleration region, the low speed region, the acceleration region, and the high speed region. Further, the vehicle is decelerated to a different degree in the first time region and the second time region included in the deceleration region.
これにより、製袋包装機の全体的な稼動スピードを大きく遅滞させることなく、筒状の包材に充填されるエアー量を制御することができる。 Thereby, the air quantity with which a cylindrical packaging material is filled can be controlled without significantly delaying the overall operation speed of the bag making and packaging machine.
本発明に係る製袋包装機では、筒状の包材に充填されるエアー量が安定するため、袋の破損を抑えることができる。また、第1時間領域において支持機構の速度が十分に落ちるので、筒状の包材に充填されるエアー量を安定させることができる。 In the bag making and packaging machine according to the present invention, since the amount of air filled in the cylindrical packaging material is stable, damage to the bag can be suppressed. In addition, since the speed of the support mechanism is sufficiently reduced in the first time region, the amount of air filled in the cylindrical packaging material can be stabilized.
次に図面を参照しながら、本発明に係る製袋包装機の実施形態を説明する。 Next, an embodiment of a bag making and packaging machine according to the present invention will be described with reference to the drawings.
1.全体構成
本発明の一実施形態に係る製袋包装機を図1および図2に示す。これらの図に示す製袋包装機1は、ポテトチップス等の被包装物を袋詰めする機械であり、主として、被包装物の袋詰めを行う本体部分である製袋包装ユニット5と、この製袋包装ユニット5に袋となるフィルムFを供給するフィルム供給ユニット6とから構成されている。製袋包装ユニット5の前面には操作スイッチ類7が配置されており、この操作スイッチ類7を操作する操作者が視認できる位置に、操作状態を示す液晶ディスプレイ8が配置されている。
1. Overall Configuration FIGS. 1 and 2 show a bag making and packaging machine according to an embodiment of the present invention. A bag making and
2.各ユニットの構成
フィルム供給ユニット6は、後述する製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、ここでは製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6にはフィルムFが巻かれたロールがセットされ、このロールからフィルムFが繰り出される。
2. Configuration of Each Unit The
製袋包装ユニット5は、図1および図2に示すように、主として、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFという。)を下方に搬送するプルダウンベルト機構(袋搬送機構)14と、筒状フィルムFの重ね合わせ部分を縦方向にシール(熱封止)する縦シール機構15と、筒状フィルムFを横方向にシールすることで袋の上下端を封止する横シール機構17と、これらの各機構を支える支持フレーム12とから構成されている。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
As shown in FIGS. 1 and 2, the bag making and
成形機構13は、図2に示すように、チューブ31と、フォーマー32とを有している。チューブ31は、円筒形状の部材であり、上下端が開口している。また、チューブ31は、天板29の中央の開口部分に配置され、図示しないブラケットを介してフォーマー32と一体にされている。このチューブ31の上端の開口部には、コンピュータスケール2から計量された被包装物が投入される。フォーマー32は、チューブ31を取り囲むように配置されている。このフォーマー32の形状は、フィルム供給ユニット6から送られてきたシート状のフィルムFがフォーマー32とチューブ31との隙間を通るときにチューブ状に成形されるような形状とされている。このフォーマー32も、図示しない支持部材を介して支持フレーム12に固定されている。また、成形機構13のチューブ31やフォーマー32は、製造する袋の大きさに応じて取り替えることができるようにされている。そのために成形機構13は、支持フレーム12に対し着脱自在にされている。
As shown in FIG. 2, the forming
プルダウンベルト機構14と縦シール機構15とは、天板29から吊り下げられているサポート部材に支持されており、チューブ31に沿って縦に延びるように配置されている。一対のプルダウンベルト機構14は、チューブ31に巻き付いた筒状フィルムFを吸着しながら下方に搬送する機構であり、駆動ローラ、従動ローラ吸着機能を有するベルトなどから構成されている。縦シール機構15は、チューブ31に巻き付いている筒状フィルムFの重なり部分を、一定の加圧力でチューブ31に押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、ヒータや、ヒータにより加熱され、筒状フィルムの重なり部分に接触するヒータベルト等を有している。
The pull-down
3.横シール機構の構成
横シール機構17は、図2に示すように、成形機構13,プルダウンベルト機構14,および縦シール機構15の下方に配置され、支持フレーム12に支持されている。図3に示すように、横シール機構17は、主として、左右一対の回転軸(支持機構に相当)51,71と、回転軸51,71の両端にそれぞれ設けられた左右一対のアーム部52,72と、左右一対のシールジョー(シール部材に相当)53,73と、左右一対のしごき部55,75と、左右一対のクラムプレート(シャッター部材に相当)56,76と、左右一対のカム57,77と、図示しない回転軸水平移動機構とから構成されている。回転軸51,71と、アーム部52,72と、シールジョー53,73と、しごき部55,75と、クラムプレート56,76と、カム57,77とは、二点鎖線IIIを中心として対称に動作を行う。
3. Configuration of Horizontal Seal Mechanism As shown in FIG. 2, the
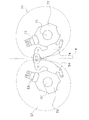
以下、図3〜図15を参照して横シール機構の構成を説明する。なお、図3から図5は、横シール機構17が動作する様子を段階的に示す。図3は、クラムプレート56,76が互いに最も接近し、クラムプレート56,76の間隙が最も小さい状態を示す。間隙の大きさは、約1mm程度である。この状態により、クラムプレート56,76が筒状フィルムFの上部を封鎖した状態となる。
Hereinafter, the configuration of the lateral seal mechanism will be described with reference to FIGS. 3 to 5 show the state in which the
図4は、図3の後、回転軸51,71がさらに回転し、しごき部55,75が互いに最も接近し、しごき部55,75の間隙が最も小さい状態を示す。間隙の大きさは、約1mm程度である。この時も、クラムプレート56,76は、筒状フィルムFの上部を封鎖している。
FIG. 4 shows a state in which, after FIG. 3, the rotating
図5は、図4の後、回転軸51,71がさらに回転し、シールジョー53,73の傾きが水平位置に達し、互いに接触して筒状の包材Fをシールする状態を示す。
FIG. 5 shows a state in which the
また、図7〜図9、図10〜図12、および図13〜図15は、図3〜図5に示す横シール機構17の構成を、理解しやすいように分解したものである。なお、図7〜図9では、しごき部55,75と、クラムプレート56,76とに関する構造の図示を省略している。また、図10〜図12では、シールジョー53,73と、クラムプレート56,76とに関する構造の図示を省略している。さらに、図13〜図15では、シールジョー53,73と、しごき部55,75とに関する構造の図示を省略している。
7 to 9, FIG. 10 to FIG. 12, and FIG. 13 to FIG. 15 are exploded views of the configuration of the
また、図6は、横シール機構17の構成を理解しやすいように、片側の構成のみ拡大した、シールジョー73と、しごき部75と、クラムプレート76と、カム77とを示す図である。
FIG. 6 is a view showing the sealing
<回転軸>
一対の回転軸51,71は、シールジョー53,73と平行に、図3〜図15の紙面に垂直な方向に延びて設けられている。回転軸51,71は、筒状フィルムFの両側に位置し、互いに反対方向に同期回転する。回転軸51,71の一端は、カム57,77を貫通してモータ等の回転駆動機構(図示せず)に連結されている。また、回転軸51,71の他端は、反対側のカム57,77を貫通して突出している。当該突出した部分には、ヒータ等に電力を供給するためのスリップリング(図示せず)が設けられている。回転軸51,71と、カム57,77とは、相対回転は可能であるが、水平方向(回転軸と直交する方向)には相対移動不能なように連結されている。したがって、回転軸51,71と、カム57,77とは、回転軸51,71と直交する水平方向に対して一体的に移動することになる。さらに、回転軸51,71の両端にはアーム部52,72が連結されている。
<Rotating shaft>
The pair of
<アーム部>
一対のアーム部52,72は、回転軸51,71の長手方向の両端で、回転軸51,71と相対回転不能に固定されている。アーム部52,72は、図7〜図9に示すように、ブロック状の部材である。アーム部52,72の一辺には、シールジョー53,73が取り付けられている。さらに、シールジョー53,73が取り付けられたアーム部52,72の一辺に隣接する一辺であって、回転軸51,71の回転方向下流側の一辺に固定部材54,74が固定されている。固定部材54,74は、回転軸51,71の回転方向の上流側に向かって伸びる平板状の部材である。固定部材54,74は、上流側が幅広の形状になっている。この幅広の形状の部分には、後述するクラムプレート56,76およびしごき部55,75を連結するためにクラムプレート連結部材55a,75aおよびしごき部連結部材55b,75bが取り付けられる。具体的には、固定部材54,74は、クラムプレート連結部材56a,76aを介してクラムプレート56,76を連結し、しごき部連結部材55b,75bを介してしごき部55,75を連結する。これにより、クラムプレート56,76およびしごき部55,75は、回転軸51,71の回転に従って旋回する。
<Arm part>
The pair of
<シールジョー>
一対のシールジョー53,73は、図7〜図9の紙面に垂直な方向に筒状フィルムFの幅より長く延びて形成された部材であり、内部にヒータを有している。このヒータによってシールジョー53,73のシール面(横シール時に対向する面)が加熱され、シールジョー53,73によって挟み込まれた筒状フィルムFの一部が熱シールされるようになっている。
<Seal Joe>
The pair of sealing
シールジョー53,73は、図7〜図9に示すように、アーム部52,72に固定されている。したがって、シールジョー53,73は、アーム部52,72の動きに合わせて回転軸51,71の周りを旋回する。
The
<しごき部>
一対のしごき部55,75は、図10〜図12に示すように、主として、フィルム当接部材55a,75aと、しごき部連結部材55b,75bとから構成されている。
<Decrease>
As shown in FIGS. 10 to 12, the pair of ironing
フィルム当接部材55a,75aは、シールジョー53,73と同じく図10〜図12の紙面に垂直な方向に筒状フィルムFの幅より長く延びて形成された部材である。フィルム当接部材55a,75aは、上方当接部材55aa,75aaと、下方当接部材55ab,75abとからなる。上方当接部材55aa,75aaは、シールジョー53,73より早く筒状フィルムFに当接し、シールジョー53,73によって熱シールされる筒状フィルムFの被シール部分に被包装物が噛み込まれないようにする。下方当接部材55ab,75abは、筒状フィルムFから空気を抜くために張られたスプリングである。
The
しごき部連結部材55b,75bは、フィルム当接部材55a,75aを固定する細長い平板状の部材であって、中心部分近傍が屈曲している。しごき部連結部材55b,75bにおける当該屈曲した中心部分近傍は、上述の固定部材54,74に対して相対回転可能に連結される。また、しごき部連結部材55b,75bの長手方向一端は、フィルム当接部材55a,75aと連結されている。フィルム当接部材55a,75aとしごき部連結部材55b,75bとを連結する部分には、カムフォロア55c,75cが設けられている。カムフォロア55c,75cは、回転軸51,71の回転に合わせてカム57,77のカム面に沿って動作する。これにより、しごき部55,75は回転軸51,71の外周を旋回する。
The ironing
<クラムプレート>
一対のクラムプレート56,76は、シールジョー53,73より早く筒状フィルムFに当接し、シールジョー53,73によって熱シールされる筒状フィルムFの被シール部分に、被包装物が噛み込まれないように被包装物の侵入を規制する。クラムプレート56,76は、図13〜図15に示すように、主として、クラムプレート連結部材56a,76aと、揺動部材56b,76bと、フィルム当接部材56c,76cとから構成されている。
<Clam plate>
The pair of
クラムプレート連結部材56a,76aは、回転軸51,71の回転に合わせてフィルム遥動部材56b,76bを動作させるために、遥動部材56b,76bと固定部材54,74とを連結する部材である。クラムプレート連結部材56a,76aの一端は、アーム部52,72の固定部材54,74の一端と相対回転可能に連結される。また、クラムプレート連結部材56a,76aの他端は、揺動部材56b,76bの中心部と相対回転可能に連結される。
The clam
揺動部材56b,76bは、両端が一方向に屈曲した形状の部材である。遥動部材56b,76bは、回転軸51,71から離れた、長手方向一端にフィルム当接部材56c,76cを有している。
The
フィルム当接部材56c,76cは、図13〜図15の紙面に垂直な方向に、筒状フィルムFの幅より長く延びたローラであり、遥動部材56b,76bに対して回転可能に取り付けられている。また、遥動部材56b,76bは、中心部にカムフォロア56d,76dを有する。カムフォロア56d,76dは、後述するカムに沿って移動する。
The
なお、フィルム当接部材56c,76cが筒状フィルムFに両側から当接したときに筒状フィルムFの動きをできるだけ規制しないように、製袋包装機1は、フィルムプレート56,76が互いに最も接近した状態でフィルム当接部材56c,76cの間に所定の隙間(約1mm)が確保されるように設計されている。
Note that the bag making and
<カム>
一対のカム57,77は、回転軸水平移動機構(図示せず)に固定されている。回転軸水平移動機構は、回転軸51,71の長さ方向に直交する方向に取り付けられ、回転軸51,71を水平移動させる。回転軸水平移動機構の動作により、カム57,77が、筒状フィルムFに対して近接または離反する。カム57,77の外周には、図3〜図5に示すように、カムフォロア55c,75cおよびカムフォロア56d、76dを誘導するカム面が形成されている。このようなカム面を形成することにより、カム57,77のカム面に沿ってカムフォロア55c、75cとカムフォロア56d、76dとが移動する。これにより、しごき部55,75およびクラムプレート56,76の対向姿勢を横シール時に備えて変化させることができる。
<Cam>
The pair of
<横シール機構の制御装置の概略構成>
次に、図16を用いて、横シール機構17の制御装置100の概略構成を説明する。当該制御装置100により生成された指令に基づき、横シール機構17が動作する。横シール機構17の制御装置100には、主として記憶部110と、制御部120とが含まれる。
<Schematic configuration of control device for horizontal seal mechanism>
Next, a schematic configuration of the
記憶部110には、速度域記憶領域111が含まれる。速度域記憶領域111には、横シール機構17の動作速度に関する情報が記憶されている。図18〜図20に示すように、横シール機構17は、4つの速度域を有する。4つの速度域には、低速域と、高速域と、減速域と、加速域とが含まれる。低速域92(図18〜図20の2に相当)は、シールジョー53,73の動作速度が筒状フィルムFの搬送される速度と同速になるように回転軸51,71を動作させる領域であって、回転軸51,71が、低い一定の速度で回転させる領域である。高速域94(図18〜図20の4に相当)は、シールジョー53,73の動作速度を筒状フィルムFの搬送される速度よりも速い一定の速度になるように回転軸51,71を回転させる領域である。減速域91(図18〜図20の1に相当)は、高速域から低速域に移行するために回転軸51,71の回転速度を減速させる領域である。加速域93(図18〜図20の3に相当)は、低速域から高速域に移行するために回転軸51,71の回転速度を加速させる領域である。
The
制御部120には、最小間隙位置算出部121と、速度調整部122が含まれる。最小間隙位置算出部121は、クラムプレート56,76のフィルム当接部材56c,76cの間隙が最小の値に到達する位置P1を算出する。具体的には、回転軸51,71の水平位置(シールジョー衝突位置P2)からの角度θが計算される(図17参照)。この角度θは、横シール機構17の形状により決定される。本実施形態に係る製袋包装機1では、上述したように、フィルム当接部材56c,76cが互いに最も近づいた時点で所定の隙間(約1mm)が確保されるように設計されており、この横シール機構17の形状により決定される角度θは、63°である。
The
速度調整部122は、回転軸51,71の回転した角度と、上述の速度域記憶領域111に記憶されている情報とに基づいて、回転軸51,71の回転速度を変動させる。従来の製袋包装機は、図19に示すように、横シール機構17の動作速度を、単純に減速域91、低速域92、加速域93、および高速域94の4つの領域で変化させていた。すなわち、減速域91では、減速の程度が一定に保たれ(例えば、−C1 rad/s2)、加速域93では、加速の程度が一定(例えば、C1 rad/s2)に保たれる。すなわち、各領域91,93において直線的な加速または減速が行われていた。一方、本実施形態に係る製袋包装機1では、図20に示すように、減速域91においてクラムプレート56,76が互いに最も近づいて間隙が約1mmになる位置(すなわち、回転軸51,71の水平位置からの角度が63°の位置P1)の前(符号I)と後(符号II)とで、速度調整部122によって回転軸51,71の回転速度を変化させる。詳細には、63°の位置P1に到達するまでは、回転軸51,71の回転速度を大きく落とし、その後、一定時間等速で動作させ、その後、減速の程度を小さくして低速域92に移行する。具体的には、高速域94では、一定の速度、例えば、B1 rad/sで回転し、その後、減速域91に移行すると、クラムプレート56,76の間隙が最小になる位置P1に到達するまでは、例えば、−C1 rad/s2で減速する。位置P1に達した後は、一定時間等速で動作させた後、例えば、−C2 rad/s2で減速する。ここで、|−C1|>|−C2|である。さらに、低速域92に移行すると、一定の速度、例えば、B2 rad/sで回転する。ここで、B1>B2である。
The
4.製袋包装機の動作
<概略動作>
フィルム供給ユニット6から成形機構13に送られるシート状のフィルムFは、フォーマー32からチューブ31に巻き付けられて筒状に成形され、そのままプルダウンベルト機構14によって下方に搬送される。そして、フィルムFはチューブ31に巻き付けられ、両端部が重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構15によって縦にシールされる。
4). Operation of bag making and packaging machine <Overview of operation>
The sheet-like film F sent from the
縦にシールされた筒状フィルムFは、チューブ31を抜けて下方の横シール機構17へと搬送されていく。また、筒状フィルムFが搬送されるのと同時に、被包装物の固まりがコンピュータスケール2からチューブ31を通って落下してくる。
The cylindrical film F that is vertically sealed passes through the
横シール機構17は、筒状フィルムF内に被包装物が存在する状態で、当該筒状フィルムFを横にシールする。詳細には、一対のシールジョー53,73が図3〜図15に示すような横シール区間を移動するときに、先行する袋の上端部と、これに続く袋の下端部とに相当する部分が横シールされる。そして、この横シールと同時に、いずれかのシールジョーに内蔵されているカッター(図示せず)によって、先行する袋Bと後続の筒状フィルムFとが切り離される。
The
以上のようにして連続的に製造される袋Bは、図1および図2に示す傾斜誘導板19により、ベルトコンベア(図示せず)に導かれ、ウェイトチェッカー等の後工程の装置に移送される。
The bag B continuously manufactured as described above is guided to a belt conveyor (not shown) by the
<横シール動作の詳細>
次に、製袋包装機1の横シール機構17の動作について詳述する。
<Details of horizontal seal operation>
Next, the operation of the
横シール機構17では、図示しない旋回用のモータを回転させることによって回転軸51,71が回転する。アーム部52,72は、回転軸51,71に対して相対回転不能に固定されているため、回転軸51,71の回転に合わせて回転する。アーム部52,72が回転することにより、アーム部52,72に固定されたシールジョー53,73が回転軸51,71を中心として旋回する。また、図17および図18に示す方向にアーム部52,72が回転することにより、アーム部52,72に固定された固定部材54,74も図17および図18に示す方向に回転軸51,71を中心として旋回する。固定部材54,74が回転軸51,71を中心に旋回することにより、固定部材54,74に連結されたしごき部連結部材55b、75bおよびクラムプレート連結部材56a,76aが回転軸51,71を中心として旋回する。これに伴い、カムフォロア55c,75cとカムフォロア56d,76dとがカム57,77のカム面に沿って移動する。このように、回転軸51,71の回転に合わせて、シールジョー53,73、しごき部55,75、およびクラムプレート56,76が、それぞれ、筒状フィルムFに対して近接または離反を繰り返す。
In the
クラムプレート56,76は、シールジョー53,73よりも早く筒状フィルムFに当接し、搬送方向上流側から下流側に向けて筒状フィルムFを両側から絞り込む作業に入る。これにより、筒状フィルムF内に浮遊する被包装物がシールジョー53,73によって横シールされる被シール部分に噛み込まれることを防ぐ。このとき、図3、図7、図10、および図13に示す位置、すなわち、回転軸51、71の水平位置からの角度が角度θ(本実施形態では36°)の位置に到達するまでに、回転軸51,71の速度は充分に減速されている。このとき、クラムプレート56,76の間隙が最小であり、袋の上部はクラムプレート56,76によって封鎖された状態となる。また、この後、回転軸51,71が回転するに連れて、袋となる筒状フィルムFの中にエアーが充填される。
The
図3、図7、図10、および図13に示す横シール機構17の状態から回転軸51,71がさらに回転すると、図4、図8、図11、および図14に示す状態になる。すなわち、しごき部55,75が互いに最も近づいた状態になる(図4および図11参照)。しごき部55,75も、クラムプレート56,76と同様、シールジョー53,73よりも早く筒状フィルムFに当接し、搬送方向上流側から下流側に向けて筒状フィルムFを両側からしごく。ここでも、袋上部はクラムプレート56,76により封鎖されている。しごき部55,75は、筒状フィルムFに当接したまま、クラムプレート56,76よりも早く下流方向に下がり、被シール部分の周辺に浮遊する被包装物を搬送方向下流側に押し込む。回転軸51,71が回転するに連れて、クラムプレート56,76により袋内にエアーが充填されるが、袋内に充填されたエアー量が袋の内容体積以上になるとしごき部55,75の間の間隙と、クラムプレート56,76の間の間隙とからエアーが袋上方に抜ける。回転軸51,71の回転速度は所定時間一定に保たれた後、低速域92における回転速度に到達するまでさらに減速される。
When the
回転軸51,71がさらに回転し、シールジョー53,73が水平位置に達すると、図5および図9に示すように、シールジョー53,73が互いに接触し、筒状フィルムFが熱シールされる。このとき、回転軸51,71の回転速度は、フィルムFの搬送速度と同速に保たれる。なお、フィルムFの搬送速度は、設定された袋の長さと、設定されたスピードの積である。
When the
5.特徴
(1)本実施形態に係る製袋包装機1では、低速域92に移行する前の減速域91において、回転軸51,71の回転速度の減速の程度が変化する。すなわち、従来、横シール機構17の動作速度は、低速域92における動作速度に達するまで直線的に減速されていたが、本実施形態に係る製袋包装機1では、減速域91の一時点(クラムプレート56,76の間隙が最も小さくなる位置P1)までの減速の程度と、当該一時点移行の減速の程度が変化する。クラムプレート56,76は筒状フィルムFに当接したあと、筒状フィルムFを両側から絞り込むため、クラムプレート56,76が筒状フィルムFを絞り込む際の速度が速ければ速い程、袋の中に充填されるエアー量が多くなる。しかし、本実施形態に係る製袋包装機1は、クラムプレート56,76が互いに最も接近する位置P1に到達するまでに減速の程度を大きくしている。すなわち、クラムプレート56,76が筒状フィルムFを絞り込む際には充分に速度が落とされている。これにより、袋内に充填されるエアー量を安定させることができ、さらに、袋の破損を抑えることができる。
5. Feature (1) In the bag making and
また、近年、製袋包装機の稼動スピードは、高速であることが期待されているが、本実施形態に係る製袋包装機1では、減速域91における減速の程度を変更するのみであるので、全体的な製袋包装機の稼動スピードを大幅に減速させることなく良好な製袋を行うことができる。
In recent years, the operating speed of the bag making and packaging machine is expected to be high, but the bag making and
(2)本実施形態に係る製袋包装機1では、クラムプレート56,76の間隙が最も小さくなる位置P1の前後で減速の程度を変化させている。クラムプレート56,76の間隙が最小になる位置P1は、横シール機構17の形状によって決定されるものであり、最小間隙位置算出部121によって自動的に計算されるため、エアー量を調整するための更なる時間を必要とせず、調整時間の浪費を省くことができる。
(2) In the bag making and
(3)また、袋内に充填されるエアー量の過多を防ぐために、クラムプレート56,76の間隙を広げることも考えられるが、それにより被シール部分への被包装物の噛み込みを充分に防ぐことができない。しかし、本実施形態に係る製袋包装機では、クラムプレート56,76の間隙は最小(約1mm)にした状態で、袋内に充填されるエアー量の過多を抑えることができる。これにより、被シール部分の不良を低減させることができる。
(3) In order to prevent an excessive amount of air from being filled in the bag, it is conceivable to widen the gap between the
(4)また、本実施形態に係る製袋包装機1では、回転軸51,71の水平位置からの角度が角度θに達した場合、すなわち、クラムプレート56,76が最小間隙到達位置P1に達した場合、回転軸51,71が所定時間一定速度で回転するように設計されている。これにより、横シール機構17の制御を安定させることができる。
(4) Further, in the bag making and
6.変形例
(1)本実施形態に係る製袋包装機1は、アーム部52,72の一側面にシールジョー53,73が取り付けられ、他の一側面に固定部材54,74が取り付けられていたが、図21に示すように、シールジョーが取り付けられた一側面に対向する側面に別のシールジョーが取り付けられていてもよい。さらに、その回転方向上流の一側面に別の固定部材が取り付けられていてもよい。これにより、同じ時間でより多くの製袋を行うことができる。
6). Modification (1) In the bag making and
(2)本実施形態に係る製袋包装機1は、クラムプレート56,76の間隙が最小になる位置P1の後、所定時間一定速度で回転軸51,71が回転するように設計されていたが、図22に示すように、回転軸51,71が一定速度で回転する時間がなくても構わない。さらに、図23に示すように、クラムプレート56,76の間隙が最小になる位置P1までに減速の程度を最大値にし、その後低速域92に移行するように設計されても構わない。
(2) The bag making and
(3)本実施形態に係る製袋包装機1は、ロータリー式の製袋包装機であったが、ロータリー式の製袋包装機以外の製袋包装機に適用しても構わない。また、本実施形態に係る製袋包装機1では、回転軸51,71が環状の軌道を有していたが、直線の軌道を有する製袋包装機であっても構わない。
(3) The bag making and
<他の実施形態>
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成はこれらの実施形態に限られるものではなく、発明の要旨を逸脱しない範囲で変更可能である。
<Other embodiments>
As mentioned above, although embodiment of this invention was described based on drawing, a specific structure is not restricted to these embodiment, It can change in the range which does not deviate from the summary of invention.
本発明は、袋の破損が抑えられる製袋包装機として有用である。 The present invention is useful as a bag making and packaging machine capable of suppressing breakage of a bag.
1 製袋包装機
13 成形機構
14 プルダウンベルト機構
15 縦シール機構
17 横シール機構
51,71 回転軸
52,72 アーム部
53,73 シールジョー(シール部材)
54,74 固定部材
55,75 しごき部
56,76 クラムプレート(シャッター部材)
DESCRIPTION OF
54, 74 Fixing
Claims (5)
前記筒状の包材の両側から前記筒状の包材に対して当接し、前記筒状の包材をシールする一対の横シール部材と、
前記一対の横シール部材よりも前記搬送方向上流に位置し、前記一対の横シール部材よりも早く前記筒状の包材に当接して前記筒状の包材を絞り込むことで、前記筒状の包材の被シール部分への被包装物の侵入を規制する一対のシャッター部材と、
前記一対の横シール部材および前記一対のシャッター部材を支持し、前記一対の横シール部材および前記一対のシャッター部材を前記筒状の包材に当接させ、さらに、前記筒状の包材から離反させる支持機構と、
前記支持機構の動作を制御し、前記一対のシャッター部材の間に生じる隙間が最小の状態である第1時点に移行する直前の第1時間領域と、前記第1時点に移行した直後の第2時間領域と、における前記支持機構の動作を、異なる程度で減速させる制御部と
を備え、
前記制御部は、前記第1時間領域において前記支持機構が減速する程度を、前記第2時間領域において減速する程度よりも大きくする、
製袋包装機。 A bag making and packaging machine that forms a cylindrical packaging material while conveying the packaging material, and fills the cylindrical packaging material with an article to be packaged,
A pair of lateral seal members that abut against the cylindrical packaging material from both sides of the cylindrical packaging material and seal the cylindrical packaging material;
Than said pair of transverse sealing member located in the conveying direction upstream, that in contact with the tubular packaging material faster than the pair of transverse sealing members Filter the tubular packaging material, the tubular A pair of shutter members for restricting the entry of the article to be sealed into the sealed part of the packaging material;
The pair of horizontal seal members and the pair of shutter members are supported, the pair of horizontal seal members and the pair of shutter members are brought into contact with the cylindrical packaging material, and further separated from the cylindrical packaging material. A supporting mechanism
A first time region immediately before shifting to the first time point where the operation of the support mechanism is controlled and a gap generated between the pair of shutter members is minimum, and a second time immediately after shifting to the first time point. A control unit that decelerates the operation of the support mechanism in a time domain to a different extent ;
The control unit makes the degree of deceleration of the support mechanism in the first time region larger than the degree of deceleration in the second time region;
Bag making and packaging machine.
前記制御部は、前記環状の軌道または前記直線の軌道を通る前記支持機構の動作の速度を、前記第1時間領域と前記第2時間領域とにおいて異なる程度で減速させる、
請求項1に記載の製袋包装機。 The operation of the support mechanism is to make the pair of lateral seal members and the pair of shutter portions abut against the cylindrical packaging material or to move away from the cylindrical packaging material. Have a straight orbit,
The control unit decelerates the speed of operation of the support mechanism passing through the annular or linear trajectory to a different extent in the first time region and the second time region,
The bag making and packaging machine according to claim 1.
請求項1または2のいずれか一つに記載の製袋包装機。 The control unit controls the support mechanism at a constant speed in an initial predetermined time in the second time region.
The bag making packaging machine as described in any one of Claim 1 or 2 .
請求項1から3のいずれか一つに記載の製袋包装機。 The control unit maximizes the degree to which the support mechanism decelerates in the first time region.
The bag making and packaging machine according to any one of claims 1 to 3.
前記制御部は、前記減速域に含まれる前記第1時間領域と前記第2時間領域とにおける前記支持機構の動作を異なる程度で減速させる、
請求項1から4のいずれか一つに記載の製袋包装機。 A low speed range that maintains the operation of the support mechanism at a constant low speed in accordance with the speed at which the cylindrical packaging material is conveyed, and a deceleration that decelerates the operation of the support mechanism to the low speed before shifting to the low speed range And an acceleration region that accelerates the operation of the support mechanism after the low-speed region, and a region between the acceleration region and the deceleration region that maintains the operation of the support mechanism at a constant high speed. And
The control unit decelerates the operation of the support mechanism in the first time region and the second time region included in the deceleration region to different degrees;
The bag making and packaging machine according to any one of claims 1 to 4 .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008135381A JP5243105B2 (en) | 2008-05-23 | 2008-05-23 | Bag making and packaging machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008135381A JP5243105B2 (en) | 2008-05-23 | 2008-05-23 | Bag making and packaging machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009280252A JP2009280252A (en) | 2009-12-03 |
| JP5243105B2 true JP5243105B2 (en) | 2013-07-24 |
Family
ID=41451166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008135381A Expired - Fee Related JP5243105B2 (en) | 2008-05-23 | 2008-05-23 | Bag making and packaging machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5243105B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2613080B (en) | 2019-06-13 | 2023-11-15 | Tna Australia Pty Ltd | An assembly for forming bags |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4563862A (en) * | 1984-10-23 | 1986-01-14 | Kliklok Corporation | Package forming apparatus with combined holding and stripper mechanism |
| US5170609A (en) * | 1991-01-22 | 1992-12-15 | Hershey Foods Corporation | Fluidic deflator means and method for article packaging |
| JP3902631B2 (en) * | 1997-04-25 | 2007-04-11 | 株式会社川島製作所 | End seal time control method for bag making filling and packaging machine |
| DE29911847U1 (en) * | 1999-07-07 | 2000-11-23 | Vision Verpackungstechnik GmbH, 35305 Grünberg | Device for producing tubular bags filled with bulk material |
| ATE334886T1 (en) * | 2001-12-12 | 2006-08-15 | Tna Australia Pty Ltd | ROTATING SEALING AND STRIPPER UNIT FOR A PACKAGING MACHINE |
| JP2004142806A (en) * | 2002-10-25 | 2004-05-20 | Ishida Co Ltd | Bag-making and packaging machine and laterally sealing mechanism thereof |
-
2008
- 2008-05-23 JP JP2008135381A patent/JP5243105B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009280252A (en) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1120344B1 (en) | Packaging machine and means for supplying a bag-forming film | |
| JPWO2008053847A1 (en) | Bag making and packaging machine | |
| US20030213217A1 (en) | Transversel sealing mechanism for bag-manufacturing and packaging machine and beg-packaging machine equipped therewith | |
| WO2009154175A1 (en) | Bag-making packaging machine | |
| JP2007076719A (en) | Bag-making and packaging machine and packaging and boxing system with this bag-making and packaging machine | |
| JPWO2008053846A1 (en) | Bag making and packaging machine and bag making and packaging method | |
| JP2016222293A (en) | Detection method, detection device and bagging packaging machine for detecting holding state by means of gripper device | |
| JP2010006383A (en) | Bag forming and packaging machine | |
| JP5243105B2 (en) | Bag making and packaging machine | |
| JP2001010601A (en) | Device for filling and sealing bag | |
| JP5591672B2 (en) | Pouch continuum folding device | |
| JP4704183B2 (en) | Strip bag equipment | |
| JP2019196238A (en) | Web material carrier and bag making machine comprising carrier | |
| JP2010247875A (en) | Horizontal bag-making and filling machine, and rice ball package | |
| JP5271819B2 (en) | Torso wrapping machine | |
| JP2013103752A (en) | Bag-making and packaging machine | |
| JP2002337817A (en) | Bag making and packaging machine | |
| JP5253882B2 (en) | Bag making and packaging machine | |
| JP2007084082A (en) | Bag-making and packaging device, and metering and packaging system | |
| WO2018109984A1 (en) | Bag packaging machine | |
| JPH04173508A (en) | Heat-sealer | |
| JP2005350123A (en) | Filling chute device in rotary type automatic packaging machine | |
| JP7432235B2 (en) | Bag making and packaging machine | |
| JP2013107652A (en) | Hem formation film conveyance mechanism and bag making and packing machine including the same | |
| JP5081407B2 (en) | Continuous type cutter for rotary automatic packaging machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5243105 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |