JP5022734B2 - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- JP5022734B2 JP5022734B2 JP2007047311A JP2007047311A JP5022734B2 JP 5022734 B2 JP5022734 B2 JP 5022734B2 JP 2007047311 A JP2007047311 A JP 2007047311A JP 2007047311 A JP2007047311 A JP 2007047311A JP 5022734 B2 JP5022734 B2 JP 5022734B2
- Authority
- JP
- Japan
- Prior art keywords
- injection
- screw
- pressure
- hot runner
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
また、ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行うコントローラを備え、前記した計量工程完了から所定秒時を経た射出工程前の所定期間にホットランナー内の樹脂圧を昇圧させる制御は、前記スクリューにかかる圧力が昇圧設定値に倣うように射出用電動サーボモータを圧力フィードバック制御することで、昇圧完了時のスクリューの位置が不定となる制御で行うことを特徴とする。
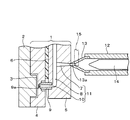
図1〜図5は、本発明の一実施形態(以下、本実施形態と記す)によるホットランナー方式の金型を用いるインラインスクリュー式の射出成形機に係り、図1は、本実施形態の射出成形機における要部構成の断面図である。
2 可動側金型
3 キャビティ
4 キャビティ形成用金型部
5 金型マニホールド
6 断熱材
7 1次スプルー
8 ランナー
9 金型内ノズル(2次ノズル)
9a ノズル穴
10 2次スプルー
11 ホットランナー
12 加熱シリンダ
13 シリンダノズル
13a ノズル穴
14 スクリュー
15 ノズルチェック弁
16 ホッパー
21 計量用電動サーボモータ
22 回転伝達機構
23 射出用電動サーボモータ
24 回転伝達機構
25 ボールネジ機構
26 ノズルチェック弁アクチュエータ
30 システムコントローラ
31 運転条件設定格納部
31a 計量条件設定格納部
31b 射出条件設定格納部
31c 弁開閉条件設定格納部
31d 昇圧条件設定格納部
32 スクリュー回転制御部
33 スクリュー前後進制御部
34 ノズルチェック弁開閉制御部
35 サーボドライバ
36 サーボドライバ
37 アクチュエータドライバ
Claims (3)
- ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、
計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行うコントローラを備え、
前記した計量工程完了から所定秒時を経た射出工程前の所定期間にホットランナー内の樹脂圧を昇圧させる制御は、前記スクリューの計量完了位置が維持されるように射出用電動サーボモータを位置フィードバック制御しつつ、前記スクリューにかかる圧力が昇圧設定値に倣うように計量用電動サーボモータを回転速度フィードバック制御することで行われることを特徴とする射出成形機。 - ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、
計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行うコントローラを備え、
前記した計量工程完了から所定秒時を経た射出工程前の所定期間にホットランナー内の樹脂圧を昇圧させる制御は、前記スクリューにかかる圧力が昇圧設定値に倣うように射出用電動サーボモータを圧力フィードバック制御することで、昇圧完了時のスクリューの位置が不定となる制御で行うことを特徴とする射出成形機。 - 請求項1及び2の何れか1項に記載の射出成形機において、
前記加熱シリンダの先端のノズルには、ノズル穴を開閉可能なノズルチェック弁が設けられ、計量工程時には前記ノズルチェック弁を閉塞し、前記したホットランナー内の樹脂圧を昇圧させる制御時には、前記ノズルチェック弁を開放することを特徴とする射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007047311A JP5022734B2 (ja) | 2007-02-27 | 2007-02-27 | 射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007047311A JP5022734B2 (ja) | 2007-02-27 | 2007-02-27 | 射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008207482A JP2008207482A (ja) | 2008-09-11 |
| JP5022734B2 true JP5022734B2 (ja) | 2012-09-12 |
Family
ID=39784197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007047311A Expired - Fee Related JP5022734B2 (ja) | 2007-02-27 | 2007-02-27 | 射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5022734B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5856532B2 (ja) * | 2012-04-11 | 2016-02-09 | 本田技研工業株式会社 | 射出成形装置 |
| WO2012176900A1 (ja) | 2011-06-24 | 2012-12-27 | 本田技研工業株式会社 | 射出成形方法及びその装置 |
| JP6552922B2 (ja) * | 2015-08-31 | 2019-07-31 | 住友重機械工業株式会社 | 射出成形機 |
| EP3712434B1 (en) * | 2019-03-20 | 2021-12-22 | Danfoss A/S | Check valve damping |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2608784B2 (ja) * | 1989-07-27 | 1997-05-14 | ファナック株式会社 | 電動式射出成形機 |
| JPH091600A (ja) * | 1995-06-19 | 1997-01-07 | Meiki Co Ltd | 射出成形方法 |
| US6287494B1 (en) * | 1997-04-02 | 2001-09-11 | Coraltech Limited | Gas introduction |
| JP2001170982A (ja) * | 1999-12-15 | 2001-06-26 | Japan Steel Works Ltd:The | ホットランナー金型を用いた射出成形方法及び装置 |
| JP3609038B2 (ja) * | 2001-05-21 | 2005-01-12 | 株式会社日本製鋼所 | 3層積層体の成形方法および成形用金型 |
-
2007
- 2007-02-27 JP JP2007047311A patent/JP5022734B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008207482A (ja) | 2008-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0822562B2 (ja) | 射出成形機のサイクル制御方法 | |
| JP5022734B2 (ja) | 射出成形機 | |
| JP5552780B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP2010214839A (ja) | 射出成形機におけるパージ制御 | |
| CN110315694A (zh) | 注射成型机 | |
| JPH04336222A (ja) | 射出成形機のノズル内樹脂圧による制御方法 | |
| JP3579890B2 (ja) | 射出成形機及びその制御方法 | |
| JPH07214611A (ja) | 射出成形機におけるサックバック動作の制御方法 | |
| JP3986246B2 (ja) | 射出成形機 | |
| JP3232550B2 (ja) | 射出圧縮成形における型締圧力の制御方法 | |
| JP4516208B2 (ja) | 射出装置及び射出成形方法 | |
| KR101972614B1 (ko) | 사출성형기 및 사출성형기의 사출 제어방법 | |
| JP4579667B2 (ja) | 射出成形機と射出成形方法 | |
| JP4502669B2 (ja) | 射出成形機及びその制御方法 | |
| JP4443373B2 (ja) | 射出成形機 | |
| JP3037932B2 (ja) | 射出成形機の制御方法 | |
| JP3008366B2 (ja) | 射出成形機 | |
| JPH10193392A (ja) | 射出成形機および射出成形法 | |
| JP2004017450A (ja) | 射出装置 | |
| JP3359142B2 (ja) | 射出成形機におけるチェックリングの開閉装置 | |
| JPH11227016A (ja) | 射出成形機の制御方法 | |
| JP3132605B2 (ja) | 射出成形方法 | |
| JP4391383B2 (ja) | 縦型射出成形機 | |
| JPH04364919A (ja) | 射出成形機の制御方法 | |
| KR20180072338A (ko) | 사출성형공정 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5022734 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |