JP3995936B2 - 自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 - Google Patents
自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 Download PDFInfo
- Publication number
- JP3995936B2 JP3995936B2 JP2002002699A JP2002002699A JP3995936B2 JP 3995936 B2 JP3995936 B2 JP 3995936B2 JP 2002002699 A JP2002002699 A JP 2002002699A JP 2002002699 A JP2002002699 A JP 2002002699A JP 3995936 B2 JP3995936 B2 JP 3995936B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- turret
- holder
- long
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Automatic Tool Replacement In Machine Tools (AREA)
- Turning (AREA)
Description
【発明の属する技術分野】
この発明は、自動工具交換装置と、この自動工具交換装置の工具で加工を行う工具台(以下「ATC工具台」という)と、タレットとを備え、前記ATC工具台とタレットとを主軸軸線を挟む両側の位置に配置した旋盤に関するもので、ATC工具台に装着される工具の収容及び装脱手段に特徴がある方法及び装置に関するものである。
【0002】
【従来の技術】
工作機械では、通常1個のワークを加工するのに複数の工具が用いられる。旋盤では、この工具の交換をタレットの旋回割出で行うタレット旋盤が一般的であるが、マシニングセンタに用いられているような自動工具交換で行う旋盤も一部で使用されている。この自動工具交換を行う旋盤は、自動開閉される工具把持装置を備えたATC工具台と複数の工具を収容する工具マガジンとを備え、一般的には工具マガジンとATC工具台との間で工具の受渡しを行う受渡し装置を備えている。
【0003】
一方、本願の出願人は、特願平11−306507号において、主軸軸線の奥側に配置したATC工具台と主軸軸線の手前側に配置した2台のタレットとを備えた2主軸対向旋盤を提案している。この2主軸対向旋盤では、Y軸回りに旋回可能な回転工具軸を設け、この回転工具軸の先端に工具把持装置(例えばコレットチャック)を設けている。工具マガジンは左側主軸台の後方に配置し、左側主軸の背後側の部分に工具受渡し装置を配置している。工具把持装置に対する工具の装脱は、回転工具軸をY軸回りに旋回して、工具マガジンの方向を向けた状態で行うようになっている。なお、Y軸はZ軸及びX軸に直交する軸で、旋盤におけるZ軸は主軸方向、X軸はZ軸に直交する工具切り込み方向である。
【0004】
【発明が解決しようとする課題】
ATC工具台の工具を自動交換するためには、所望の工具が工具マガジンに収納されていなければならない。一方、工具にはいろいろな形状のものがあり、深孔用の中ぐりバイトなどは、他の工具に比べて寸法が大きい。工具マガジンが工具を選択するときに工具の移動を伴うため、寸法の大きな工具(この明細書では「長尺工具」という)を収容可能にしようとすると、移動及び受け渡し中における長尺工具と他の部材との干渉を避ける必要が生じ、工具交換装置が大型になる。機械はコストや設置面積を考慮しなければならず、そのために工具マガジンに収納可能な工具の寸法に制限が設けられることになる。
【0005】
ワークを加工する際に、工具マガジンに収容できない長尺工具を用いる必要があるときは、その工具を作業者が人手で交換するか、自動工具交換をするのであれば、長尺工具専用の収納場所を機械内に設ける必要がある。前者の方法は加工の自動化の障害となり、特に夜間の無人運転を不可能にする。そこで後者の方法を採用することが望まれるが、そのような新たな工具の収納場所を設けることは一般に困難で、もし可能であったとしても、機械のコストを上昇させ、機械の動作を制約する弊害を伴うことが多い。特に既設の機械に対して長尺工具の収容と自動交換を実現することは、殆ど不可能である。
【0006】
この発明は、上記問題を解決すること、すなわち工具マガジンに収容することができない寸法の大きな工具を自動工具交換可能にする技術手段を得ることを課題としており、特に既設の旋盤に対しても実施可能な上記手段を得ることを課題としている。
【0007】
【課題を解決するための手段】
この発明では、自動工具交換を行うATC工具台とタレットとを主軸軸線を挟んで対向配置し、上記タレットに上記ATC工具台で使用する長尺工具41を保持する工具ホルダ42を装着することにより、上記課題を解決している。
【0008】
すなわち、この発明の旋盤における自動工具交換方法は、工具の自動把持装置を備えた工具台15と、タレット9とを旋盤の主軸を挟む両側に配置し、前記工具台で使用する長尺工具41を保持する工具ホルダ42を前記タレットの工具取付ステーションに固定して設け、前記工具台をタレット9側に向けかつタレットを割出して当該工具台と工具ホルダとを主軸直角方向に対向させた状態で、前記工具台15とタレット9との相対移動により、前記工具ホルダで保持した工具を前記工具台に装脱するものである。
【0009】
またこの発明の工具ホルダは、タレット9と工具の自動把持装置を備えた工具台15とが主軸軸線を挟む両側に配置された自動工具交換装置付きタレット旋盤の上記工具台のための工具を保持する工具ホルダであって、前記タレットの工具取付ステーションに装着されて上記工具台に装脱される長尺工具41をその長手方向をタレットケースの端面43に添う方向にして保持するものである。
【0010】
この発明の上記方法を実現するこの発明の自動工具交換装置を備えたタレット旋盤は、主軸軸線の奥側に配置した自動工具把持装置を備えた工具台15と、主軸軸線の手前側に配置したタレット9と、主軸台の奥側に配置された工具マガジン19と、前記タレットの工具取付ステーションに装着されて前記工具台のための工具を保持する工具ホルダ42とを備え、前記工具台15は工具マガジン側を向く方向と工具ホルダ側を向く方向とを含む面内で旋回することを特徴とするものである。
【0011】
タレットに装着された工具ホルダ42は、ATC工具台15の付加工具マガジンとして機能するが、受渡し装置を必要とせず、ATC工具台の工具ホルダとの間でNC装置の指令に基づく刃物台のX−Z軸方向ないしX−Y−Z軸方向移動により、直接工具交換を行う。付加的な工具マガジン49を形成する工具ホルダ42は、タレット9に固定的に設けることもできるが、タレットの工具取付ステーションの一箇所に通常の工具と同様な構造で着脱可能に設けるのがより実用的である。すなわち、そのような装着構造によれば、機械本体には何ら特別な部材を追加装備する必要がなく、タレットの工具取付ステーションに装着可能な工具ホルダを提供することと、NC装置のプログラムの変更のみで長尺工具を用いた全自動加工が可能になる。
【0012】
タレット側で保持される長尺工具41は、その長手方向をタレット9のタレットケース端面43と略平行にして保持するようにする。これにより、長尺工具を保持したことによるタレットやタレット刃物台の動作の制約を生じないようにすることができる。複数の長尺工具を収納したいときは、旋盤の構造により、タレットの複数の工具ステーションにそれぞれ工具ホルダを設けて保持するか、1個の工具ホルダに複数の工具を保持可能にする。ATC工具台の構造にもよるが、長尺工具はATC工具台との工具受渡しの便宜のため、通常は工具の長手方向をタレットの半径方向にして保持されることとなる。タレット又はATC工具台がY軸方向に移動可能であれば、タレットケースの端面に平行な面内で複数の工具を並べて保持することも可能である。
【0013】
【発明の実施の形態】
以下、図面に示す実施例を参照して、この発明を更に説明する。図1はこの発明の自動工具交換装置を備えたタレット旋盤の一例を示した全体斜視図である。
【0014】
図の旋盤は、同一軸線上で対向する左主軸台1Lと右主軸台1Rとを備えた2主軸対向旋盤で、両主軸台に軸支された主軸の対向端にそれぞれ左チャック2L及び右チャック2Rが装着されている。左主軸台1Lはベッド5に固定であり、右主軸台1RはZ軸方向に移動可能である。
【0015】
ベッド5は、作業者から見て手前側が30ないし45度の角度で傾斜したスラント型で、奥側はATC刃物台6の移動台7をZ軸方向に案内するガイド面となっている。主軸台1L、1Rの手前側下方にそれぞれZ−X軸方向に移動可能なタレット刃物台8L、8Rが配置されており、両タレット刃物台の対向する端部側にタレット9L、9Rが装着されている。右主軸台1R及び2個のタレット刃物台8L、8RのZ軸方向のガイドは、ベッド5の手前側の傾斜した面に設けられている。
【0016】
ベッド5の奥側のガイド面に設けたZ軸方向ガイド10に沿ってATC刃物台6のための移動台7が、Z軸方向に移動可能に装着されている。この移動台には、Z軸と直交する水平方向の前後ガイド16が設けられており、図示しない前後移動モータにより、この前後ガイドに沿って移動する傾斜台17が搭載されている。この傾斜台は、ベッドの手前側のスラント面と等しい角度の上面を備え、当該上面にX軸方向ガイド11が設けられている。ATC刃物台6の送り台12は、傾斜台17に送りモータ13でX軸方向ガイド11に沿って移動可能に設けられており、この送り台に回転工具を装着可能な工具軸14を備えたATC工具台15が、工具軸14をX軸方向に向けた位置を原点として、Y軸回りに±90度づつ旋回可能に装着されている。
【0017】
工具軸14は、ATC工具台15に内蔵された図示しないロック装置により、その回転を強固に固定できるようになっている。従って、工具軸14にフライスやドリル等の回転工具を取付けることができるとともに、工具軸14をロックした状態で旋削刃物(バイトなど)を取付けることも可能である。
【0018】
ベッド5の奥側左端に隣接して、ATC刃物台6に装着する工具の工具マガジン19が配置され、この工具マガジンの工具をATC刃物台の工具軸14に着脱する工具受け渡し装置20が設けられている。図の工具マガジン19は、旋盤に対して外側を向く方向に多数のホルダ21を連結した周回チェン22を配置し、ホルダに装着された工具の一つを周回チェンの周回によって工具受け渡し装置20との受け渡し位置に位置決めすることにより、工具の選択を行う構造のものである。
【0019】
工具受け渡し装置20は、両端に工具保持爪を備えた旋回アーム23を備えた構造で、この旋回アームはZ軸方向に延びるガイドレール24に沿って往復動するトラバーサ25に装着されている。工具交換を行うときは、ATC刃物台6が原点(ホームポジション)に復帰し、ATC工具台15はB軸回りに−90度の位置に移動して、工具軸を工具受け渡し装置側に向ける。この状態でシャッタ26を開き、移動台7をATC側に移動して工具受け渡し装置20との間で工具交換を行う。
【0020】
右タレット9Rの工具取付ステーションの一箇所に長尺工具41のための工具ホルダ42が装着されている。この工具ホルダは、当該タレットに装着される工具と同様な構造でタレット9Rに固定される台座50を備えており、この台座からタレットケースの端面43を越えてZ軸方向に延びる一対の保持爪44を備えている(図4、5参照)。
【0021】
一対の保持爪44は、それぞれが支点ピン51で台座50に揺動可能に枢着され、この支点ピンを越えて延びる操作杆52側に装架した引っ張りばね53で開く方向に付勢されている。一対の操作杆52の端部の間には、タレットケースの半径方向の楔杆54が介在している。この楔杆は、台座50に軸方向移動可能に挿通され、クランプばね55でタレットケースの半径方向外側に向けて付勢されている。楔杆54がクランプばね55の付勢力で半径方向外側に移動したとき、楔杆54は操作杆52を外向きに押し、保持爪44は閉じる方向に揺動する。楔杆54の先端は台座50を越えて突出しており、工具ホルダ42をATC工具台15に向けて割り出したとき、この突出した楔杆の先端は、ATC工具台側を向く。ATC工具台15には、タレットケースと対向したときに楔杆54の先端と対向するシリンダ56が装着されている。
【0022】
自動工具交換装置で交換される工具は、工具軸14の先端の工具チャックに嵌着されるシャンク45と工具本体46との間に断面逆台形の周溝を備えた把持部47が設けられている。上記工具ホルダの保持爪44は、この把持部47の周溝に嵌合して長尺工具41を保持する(図3参照)。
【0023】
すなわち、長尺工具41をX軸方向にして長尺工具の把持部47と工具ホルダの保持爪44とを対向させて、両者をX軸及びZ軸方向に接近及び離隔させることにより、工具ホルダ42と工具軸14との間での長尺工具41の受け渡しが行われる。長尺工具41が工具ホルダ42に保持されたときには、当該長尺工具41は、その長手方向をタレットケースの端面43に平行な面内で、その軸をタレットの直径方向にして保持されることになる。
【0024】
ATC工具台15が通常の工具を用いて加工を行うときは、前述した動作により工具マガジン19との間で必要な工具の交換を行う。工具マガジン19に収納できないような長尺工具を使用するときは、タレット9Rに工具ホルダ42を装着し、当該工具ホルダに使用したい長尺工具41を収納しておく。そして長尺工具での加工を行うときは、ATC工具台15は前工程で使用した工具を工具マガジン19に戻し、工具軸14をX軸方向に向け、タレット9Rを割出して工具ホルダ42を工具軸14側に向ける。そして工具軸14と長尺工具41とをワークが存在しない領域に移動し、X軸方向に接近させることにより、長尺工具のシャンク45を工具軸の先端の工具チャック48に差込む。そして工具チャック48で長尺工具41を把持した後、ATC工具台のシリンダ56で楔杆54を押して保持爪44を開き、タレット9Rを図6のZ軸方向右側に移動させることにより、長尺工具41を工具ホルダ42から離脱させる。
【0025】
この動作で長尺工具41はATC工具台15に装填されるから、長尺工具41によるワークの加工を行う。一般に長尺工具によるワークの加工は、左右のチャック2L、2Rに把持されたワークの間に大きな間隔を開けた状態で行われるので、ワークが存在しない領域でのATC工具台15とタレット9Rとの間での長尺工具41の授受に支障が生ずることはない。長尺工具での加工が終了したら、上記と逆の動作で長尺工具41を工具ホルダ42に戻してやればよい。タレット9Rは、長尺工具の授受を行わないときは、タレットに装着した他の工具でワークの加工を行う。
【0026】
図7は、タレット9Rに複数の工具を装着する工具ホルダの実施例を示したものである。図1に示した旋盤は、ATC工具台15がY軸方向に移動可能であるので、図7に示すように、1個の工具ホルダ42にタレットケースの端面43と平行な面内で複数の長尺工具を平行に保持する複数の保持爪44を設けた構造を採用することができる。この構造によれば、タレット9Rの工具取付ステーションの一箇所に装着した工具ホルダ42で複数の長尺工具を保持することが比較的容易に可能になる。
【0027】
なお、このような工具ホルダ42は、図1に示したような2タレット型の旋盤では、両側のタレットにそれぞれ設けることが可能である。なお、長尺工具の長さがタレット9Rの旋回中心軸を越えない長さであれば、工具ホルダ42をタレット9Rの複数の工具ステーションに設けて、それぞれに工具を保持させることが可能である。
【図面の簡単な説明】
【図1】この発明の自動工具交換装置を備えたタレット旋盤の一例を示した全体斜視図
【図2】ATC刃物台と工具マガジンの関係を示す模式図
【図3】右側タレットに長尺工具ホルダを装着した平面図と長尺工具の斜視図
【図4】長尺工具ホルダの一実施例を示す平面図
【図5】図4のA−A線断面図
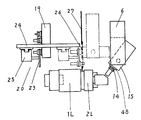
【図6】この発明のATC刃物台、長尺工具ホルダ、タレット、主軸台の関係を示した模式図
【図7】長尺工具ホルダの他の実施例を示す平面図
【符号の説明】
9 タレット
15 ATC工具台
19 工具マガジン
41 長尺工具
42 工具ホルダ
43 タレットケース端面
Claims (3)
- 工具の自動把持装置を備えた工具台(15)と、タレット(9)とを旋盤の主軸を挟む両側に配置し、前記工具台で使用する長尺工具(41)を保持する工具ホルダ(42)を前記タレットの工具取付ステーションに固定して設け、前記工具台をタレット(9)側に向けかつタレットを割出して当該工具台と工具ホルダとを主軸直角方向に対向させた状態で、前記工具台(15)とタレット(9)との相対移動により、前記工具ホルダで保持した工具を前記工具台に装脱することを特徴とする、旋盤における自動工具交換方法。
- タレット(9)と工具の自動把持装置を備えた工具台(15)とが主軸軸線を挟む両側に配置された自動工具交換装置付きタレット旋盤の上記工具台のための工具を保持する工具ホルダであって、前記タレットの工具取付ステーションに装着されて上記工具台に装脱される長尺工具(41)をその長手方向をタレットケースの端面(43)に添う方向にして保持する、長尺工具の工具ホルダ。
- 作業者から見て主軸軸線の手前側に配置したタレット (9) と、作業者から見て当該主軸軸線を挟んで奥側に配置した自動工具把持装置を備えた工具台(15)と、作業者から見て主軸台の前記奥側に配置された工具マガジン(19)と、前記タレットの工具取付ステーションに装着されて前記工具台の為の工具を保持する工具ホルダ(42)とを備え、前記工具台(15)は工具マガジン側を向く方向と工具ホルダ側を向く方向とを含む面内で旋回することを特徴とする、自動工具交換装置を備えたタレット旋盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002002699A JP3995936B2 (ja) | 2002-01-09 | 2002-01-09 | 自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002002699A JP3995936B2 (ja) | 2002-01-09 | 2002-01-09 | 自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003205431A JP2003205431A (ja) | 2003-07-22 |
| JP3995936B2 true JP3995936B2 (ja) | 2007-10-24 |
Family
ID=27642485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002002699A Expired - Fee Related JP3995936B2 (ja) | 2002-01-09 | 2002-01-09 | 自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3995936B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102639292A (zh) * | 2009-11-18 | 2012-08-15 | 小松Ntc株式会社 | 刀库及加工中心 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4722636B2 (ja) * | 2005-09-12 | 2011-07-13 | 中村留精密工業株式会社 | 複合旋盤の工具交換装置 |
| JP5468292B2 (ja) * | 2009-04-27 | 2014-04-09 | 中村留精密工業株式会社 | 2主軸対向複合旋盤 |
| JP5294981B2 (ja) * | 2009-05-20 | 2013-09-18 | 株式会社森精機製作所 | 工作機械の自動工具交換装置 |
| JP5764502B2 (ja) * | 2012-01-11 | 2015-08-19 | オークマ株式会社 | 複合加工機 |
| CN111591742A (zh) * | 2020-06-19 | 2020-08-28 | 东莞光亚智能科技有限公司 | 一种取刀配刀机 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01149230U (ja) * | 1988-04-06 | 1989-10-16 | ||
| JPH0359101U (ja) * | 1989-10-06 | 1991-06-11 | ||
| ES2070399T3 (es) * | 1991-10-19 | 1995-06-01 | Index Werke Kg Hahn & Tessky | Torno. |
| JPH05277803A (ja) * | 1992-03-31 | 1993-10-26 | Nakamura Tome Precision Ind Co Ltd | ワークの球面加工方法及び加工ヘッドの装着構造 |
| EP1155764B1 (en) * | 1999-10-28 | 2007-12-12 | Nakamura-Tome Precision Ind. Co., Ltd. | Combined nc lathe |
-
2002
- 2002-01-09 JP JP2002002699A patent/JP3995936B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102639292A (zh) * | 2009-11-18 | 2012-08-15 | 小松Ntc株式会社 | 刀库及加工中心 |
| CN102639292B (zh) * | 2009-11-18 | 2013-09-18 | 小松Ntc株式会社 | 刀库及加工中心 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003205431A (ja) | 2003-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5374771B2 (ja) | 工作機械および工具ホルダ | |
| EP2992995B1 (en) | Machine tool with automatic tool changer | |
| US6836941B2 (en) | Machine tool for machining a rod-shaped workpiece | |
| EP1485231B1 (en) | Machine tool assembly | |
| US6874213B2 (en) | Machine tool and method for machining a rod-shaped workpiece | |
| KR102391258B1 (ko) | 공작 기계 | |
| US6640678B2 (en) | Lathe with two-opposed spindles | |
| JP6778351B1 (ja) | 工作機械 | |
| JPH11138374A (ja) | 複合加工型旋盤 | |
| JP2002273602A (ja) | 自動工具交換装置付旋盤 | |
| JP3995936B2 (ja) | 自動工具交換方法、長尺工具の工具ホルダ及びタレット旋盤 | |
| JP4259653B2 (ja) | 自動旋盤 | |
| JP2900292B2 (ja) | Nc工作機械 | |
| JPH074681B2 (ja) | Nc施盤 | |
| JP2023045438A (ja) | 工作機械 | |
| JP2782290B2 (ja) | 自動工具交換装置付複合加工機 | |
| JPH07124836A (ja) | 自動工具交換方法及び装置 | |
| JPH03117501A (ja) | 軸物専用工作機械 | |
| JPH03208502A (ja) | 三つのワークスピンドルを備えた旋盤 | |
| US20240286199A1 (en) | Adjacent turning and milling tool mount | |
| JP3249741B2 (ja) | 工作機械および工具交換装置 | |
| JP4722636B2 (ja) | 複合旋盤の工具交換装置 | |
| JP2000126971A (ja) | 旋盤の自動工具交換装置 | |
| JPH0888Y2 (ja) | 工具ホルダ | |
| JPH05261639A (ja) | Atc付nc旋盤及び工具交換方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070703 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3995936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130810 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |