JP2023144674A - Steel for nitriding having excellent cold forging property and cold forged nitrided component - Google Patents
Steel for nitriding having excellent cold forging property and cold forged nitrided component Download PDFInfo
- Publication number
- JP2023144674A JP2023144674A JP2022051771A JP2022051771A JP2023144674A JP 2023144674 A JP2023144674 A JP 2023144674A JP 2022051771 A JP2022051771 A JP 2022051771A JP 2022051771 A JP2022051771 A JP 2022051771A JP 2023144674 A JP2023144674 A JP 2023144674A
- Authority
- JP
- Japan
- Prior art keywords
- hardness
- nitriding
- steel
- cold
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005121 nitriding Methods 0.000 title claims abstract description 87
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 66
- 239000010959 steel Substances 0.000 title claims abstract description 66
- 238000010273 cold forging Methods 0.000 title description 37
- 238000010438 heat treatment Methods 0.000 claims abstract description 30
- 239000012535 impurity Substances 0.000 claims abstract description 20
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 12
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 9
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 7
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 6
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 5
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 3
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 239000000126 substance Substances 0.000 claims description 8
- 229910052720 vanadium Inorganic materials 0.000 claims description 4
- 230000007423 decrease Effects 0.000 description 21
- 239000000463 material Substances 0.000 description 20
- 238000011282 treatment Methods 0.000 description 18
- 238000000034 method Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 229910000859 α-Fe Inorganic materials 0.000 description 10
- 150000001247 metal acetylides Chemical class 0.000 description 9
- 238000010791 quenching Methods 0.000 description 8
- 230000000171 quenching effect Effects 0.000 description 8
- 239000002436 steel type Substances 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 238000005255 carburizing Methods 0.000 description 5
- 230000006698 induction Effects 0.000 description 5
- 150000004767 nitrides Chemical class 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000003483 aging Methods 0.000 description 4
- 238000005275 alloying Methods 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 239000000523 sample Substances 0.000 description 4
- 229910001566 austenite Inorganic materials 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229910000734 martensite Inorganic materials 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910001563 bainite Inorganic materials 0.000 description 2
- 229910001567 cementite Inorganic materials 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000007542 hardness measurement Methods 0.000 description 2
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 2
- 229910000953 kanthal Inorganic materials 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- -1 C: 0.05 to 0.20% Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 238000007550 Rockwell hardness test Methods 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000009795 derivation Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images

Landscapes
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本発明は、優れた冷間鍛造性と窒化後硬さが必要な機械構造部品に適した窒化鋼部材に関する。詳しくは、冷間鍛造性に優れるとともに、冷間鍛造と窒化処理を施された部品(以下、冷鍛窒化部品)に高い深部硬さ、表面硬さ、加えて深い硬化層深さを具備させることが可能であって、冷鍛窒化部品の素材として用いるのに好適な窒化用鋼材、およびそれを用いた冷鍛窒化部品に関する。 The present invention relates to a nitrided steel member suitable for mechanical structural parts that require excellent cold forgeability and hardness after nitriding. Specifically, in addition to having excellent cold forging properties, parts that have been cold forged and nitrided (hereinafter referred to as cold forged nitrided parts) have high deep hardness, surface hardness, and a deep hardened layer depth. The present invention relates to a nitriding steel material that can be used as a material for cold-forged nitrided parts, and to cold-forged nitrided parts using the same.
歯車、ベルト式無段変速機(CVT)用プーリ等の自動車トランスミッションなどに使用される機械構造用鋼は、曲げ疲労強度向上、ピッチング強度向上等を狙って、表面硬化処理が施されている。代表的な表面硬化処理として、浸炭焼入れ、高周波焼入れ、窒化などが挙げられる。 Steel for mechanical structures used in automobile transmissions such as gears and pulleys for belt-type continuously variable transmissions (CVTs) is subjected to surface hardening treatment with the aim of improving bending fatigue strength and pitching strength. Typical surface hardening treatments include carburizing and hardening, induction hardening, and nitriding.
これらの表面硬化処理のうち、浸炭焼入れは、炭素が0.2%程度の低炭素鋼に用いられ、A3点以上のオーステナイト域でCを拡散させたのち、焼き入れを実施する表面硬化処理である。浸炭焼き入れは、表面硬さと硬化層深さに優れているが、処理に焼入れを伴うため、熱処理変形が大きいという問題がある。加えて、製造時におけるCO2排出量も多くカーボンニュートラルの潮流にはそぐわない。 Among these surface hardening treatments, carburizing and quenching is used for low carbon steels with a carbon content of approximately 0.2%, and is a surface hardening treatment in which C is diffused in the austenite region of A 3 or more points and then quenched. It is. Carburizing and quenching is excellent in surface hardness and hardened layer depth, but since the process involves quenching, there is a problem in that heat treatment deformation is large. Additionally, they emit a lot of CO2 during manufacturing, making them unsuitable for the carbon-neutral trend.
高周波焼入れは、A3点以上の高温オーステナイト域に急速加熱、冷却して焼入れする処理である。高周波焼入れは、有効硬化層深さの調整が容易であるが、大型品や複雑な形状には適応し難い。 Induction hardening is a process of rapidly heating and cooling to a high temperature austenite region of A3 or higher. Induction hardening makes it easy to adjust the effective hardened layer depth, but it is difficult to apply to large products or complex shapes.
対して、窒化処理はA1点以下の400~600℃程度までの温度でNを拡散させて、高い表面硬さと必要な硬化層深さを得る処理である。浸炭焼入れや高周波焼入れと比較して、処理温度が低く熱処理変形が小さいという長所がある。処理温度が低いことは、CO2排出量が少ないことにつながるため、温室効果ガスの削減という点でも有効な表面硬化処理である。 On the other hand, nitriding is a process in which N is diffused at a temperature of about 400 to 600°C below the A1 point to obtain high surface hardness and the necessary hardened layer depth. Compared to carburizing and quenching and induction quenching, it has the advantage that the processing temperature is lower and heat treatment deformation is smaller. Low processing temperatures lead to low CO 2 emissions, so surface hardening is also effective in reducing greenhouse gas emissions.
しかしながら、窒化は焼入れを伴わない処理であるため、マルテンサイト変態による強化を活用できず、芯部硬さを確保するために合金成分を添加した場合、冷感鍛造性が悪化につながる可能性がある。 However, since nitriding is a process that does not involve quenching, it cannot take advantage of the strengthening caused by martensitic transformation, and if alloying components are added to ensure core hardness, cold forgeability may deteriorate. be.
よって、窒化に供される鋼材は、加工時には柔らかく、窒化後は加工後の硬さを維持し、芯部まで硬いことが理想的である。 Therefore, it is ideal that the steel material subjected to nitriding is soft during processing, maintains its hardness after nitriding, and is hard to the core.
たとえば、窒化に関しては、冷間鍛造用の窒化用鋼として、これまでにも、たとえば、質量%で、C:0.01~0.15%、Si<0.10%、Mn:0.10~0.50%、P≦0.030%、S≦0.050%、Cr:0.80~2.0%、V:0.03%以上0.10%未満、Al:0.01~0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFeおよび不純物からなり、〔399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160〕、〔20≦(669.3×logeC-1959.6×logeN-6983.3)×(0.067×Mo+0.147×V)≦80〕及び〔140×Cr+125×Al+235×V≧160〕である化学組成を有する冷鍛窒化用鋼が提案されている(特許文献1参照。)。
この提案は、CrとVが含有されることで冷間鍛造性が低下するため、他の成分を制限して対応しようとしており、Siの含有量が多すぎると硬くなるので冷間鍛造性が低下するとして、Siの含有量を低減することで、冷間鍛造性を確保している。
For example, regarding nitriding, as a nitriding steel for cold forging, for example, in mass %, C: 0.01 to 0.15%, Si<0.10%, Mn: 0.10 ~0.50%, P≦0.030%, S≦0.050%, Cr:0.80~2.0%, V:0.03% or more and less than 0.10%, Al:0.01~ 0.10%, N≦0.0080% and O≦0.0030%, the remainder consists of Fe and impurities, [399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160], [20 The chemical composition of A cold-forged nitriding steel has been proposed (see Patent Document 1).
This proposal attempts to deal with the problem by limiting other components, since the inclusion of Cr and V reduces cold forgeability, and if the Si content is too high, it becomes hard, so cold forgeability decreases. However, by reducing the Si content, cold forgeability is ensured.
また、窒化鋼からなる部品として、質量%でC:0.05~0.20%、Si:0.30%未満、Mn:1.00%以下、Cr:0.50~1.50%、Al:0.040%以下、N:0.0100%以下、Ti:0.50~1.50%を含有し、かつTi-4×C-3.4N≧0.20を満足し、残部がFe及び不純物元素からなり、焼入処理した後の窒化処理後における組織が焼もどしマルテンサイト組織からなり、かつ表面硬さがHv650以上、内部硬さがHv150以上であることを特徴とする短時間の窒化処理で高い表面硬さと深い硬化深さの得られる窒化鋼部品が提案されている(特許文献2参照)。
もっとも、この提案では、窒化処理後に深い硬化深さを得るためにTiを大量に必要としている。また、Crは表面硬さを向上させるものの、含有により窒素の拡散速度が低下するから、硬化深さを得ることが難しくなるとして、Crの量を低減している。
In addition, as parts made of nitriding steel, C: 0.05 to 0.20%, Si: less than 0.30%, Mn: 1.00% or less, Cr: 0.50 to 1.50%, Contains Al: 0.040% or less, N: 0.0100% or less, Ti: 0.50 to 1.50%, and satisfies Ti-4×C-3.4N≧0.20, with the remainder being A short-time product comprising Fe and impurity elements, having a structure after quenching and nitriding consisting of a tempered martensitic structure, and having a surface hardness of Hv650 or more and an internal hardness of Hv150 or more. A nitrided steel component has been proposed that can obtain high surface hardness and deep hardening depth through nitriding treatment (see Patent Document 2).
However, this proposal requires a large amount of Ti in order to obtain a deep hardening depth after nitriding. Further, although Cr improves surface hardness, the amount of Cr is reduced because its inclusion lowers the diffusion rate of nitrogen, making it difficult to obtain a hardening depth.
上述の特許文献1、2の提案では、窒化処理の際に表面硬さの向上に資する合金成分の添加量を低減することによって、冷鍛加工性を高めている。もっとも、このような鋼で芯部硬さを発現させようとするには、さらに冷鍛条件や時効硬化を適切に制御する必要が生じるであろうことが推察されるところであるから、冷間鍛造性を確保すると、他方で窒化後の芯部硬さの低減を抑制することは容易ではないこととなる。
In the proposals of
また、特許文献2では、析出処理が高温であるなど、製造条件を適切に制御するためには生産コストの増大が懸念される。
Further, in
特許文献1、特許文献2はともに析出物等の制御に加えて、CやCrなどの合金添加量を低減することで冷鍛性を高めている。CやCrは芯部硬さに関わる成分であるため、これら成分を低減するのであれば、芯部硬さを十分に発現させるための工夫が必要と思われるが、記載からは明らかではなく、冷鍛条件や時効硬化などの制御の工夫について特段の示唆もみあたらない。
In both
近年のカーボンニュートラルの潮流に沿いつつも、高負荷の部品へ適応できる窒化層であるものが要請されるとなると、これまで以上に芯部硬さに優れた窒化鋼が求められる。もっとも、芯部硬さを確保するために合金元素を増量していくとなれば、こんどは冷鍛性が阻害されることにもなりかねない。 In line with the recent carbon-neutral trend, there is a demand for nitrided steel that can be applied to high-load parts, so nitrided steel with excellent core hardness is required more than ever before. However, if the amount of alloying elements is increased to ensure core hardness, cold forgeability may be inhibited.
たとえば、CrやAlといった合金元素の増量は、窒化特性を向上させる場合があるが、増量しすぎれば冷鍛性が阻害される。 For example, increasing the amount of alloying elements such as Cr and Al may improve nitriding properties, but if the amount is increased too much, cold forgeability will be inhibited.
そこで、これらの点を踏まえ、本発明が解決しようとする課題は、冷間鍛造時の加工性に優れながら、冷間鍛造により適切に硬化し、窒化後の芯部硬さの低減を抑制でき、窒化後の表面硬さ、有効硬化層深さに優れた、冷間鍛造時の加工性と窒化特性のバランスに優れた冷鍛窒化用鋼材を提供することである。 Therefore, in view of these points, the problem to be solved by the present invention is to provide a material that has excellent workability during cold forging, can be appropriately hardened by cold forging, and can suppress the decrease in core hardness after nitriding. An object of the present invention is to provide a steel material for cold forging and nitriding that has excellent surface hardness and effective hardened layer depth after nitriding, and has an excellent balance between workability during cold forging and nitriding properties.
もっとも、窒化処理の場合にはオーステナイト域からの焼入れ処理を行わないため、マルテンサイト変態による強化を活用することができない。このため、窒化部品に所望の芯部硬さを確保させるためには多量の合金元素を含有させる必要があるが、他方で冷間鍛造性が悪化することとなる。 However, in the case of nitriding treatment, since quenching treatment from the austenite region is not performed, strengthening by martensitic transformation cannot be utilized. Therefore, in order to ensure the desired core hardness in the nitrided parts, it is necessary to contain a large amount of alloying elements, but on the other hand, cold forgeability deteriorates.
また、多量の合金成分を含んだ材料を冷間鍛造するためには、長時間の熱処理が必要となり、製造性が阻害されることとなる。冷鍛性を確保するために、C等の硬さに寄与する合金成分の含有量を下げた場合には、窒化時に形成される窒化物の量が不足してしまい、表面硬さや硬化層の深さが不足する恐れもある。さらに、冷間鍛造後の窒化処理において再結晶が起こりうることから、冷間鍛造によって得られた加工硬化も失われやすい。 Further, in order to cold forge a material containing a large amount of alloy components, a long heat treatment is required, which impedes manufacturability. In order to ensure cold forgeability, if the content of alloy components that contribute to hardness, such as C, is lowered, the amount of nitrides formed during nitriding will be insufficient, resulting in a decrease in surface hardness and hardening of the hardened layer. There is also a risk that there will be a lack of depth. Furthermore, since recrystallization may occur in the nitriding treatment after cold forging, the work hardening obtained by cold forging is also likely to be lost.
そこで、発明者らは鋭意検討の結果、鋼の成分の最適化と、冷間鍛造前の軟化熱処理を組み合わせることで、窒化後の芯部硬さを十分に確保できる合金成分であっても、短時間かつ比較的低温度の熱処理で材料中の炭化物の球状化を適切に促進でき、冷間鍛造に供せるレベルまで材料の硬さを低減することができることを見いだした。 Therefore, as a result of intensive study, the inventors found that by combining the optimization of steel components and softening heat treatment before cold forging, even if the alloy composition can ensure sufficient core hardness after nitriding, It has been discovered that heat treatment for a short time and at a relatively low temperature can appropriately promote the spheroidization of carbides in the material and reduce the hardness of the material to a level that allows it to be subjected to cold forging.
具体的には、高Cr成分とすることにより、オーステナイト化温度直下において、フェライト粒内の固溶CはM7C3型(M=FeおよびCrの混合成分)の炭化物として安定析出する。つまり、パーライト粒(フェライトとラメラーセメンタイトで構成される組織)及びベイナイト粒(フェライトとセメンタイトで構成される組織)と、フェライト粒(M7C3炭化物が安定)との間でC拡散挙動の差が大きくなる。その結果、パーライト粒及びベイナイト粒からフェライト粒へのC拡散が十分に促進される。その結果、フェライト粒内に球状炭化物が均一分散した組織となり、優れた冷鍛性、軟化熱処理時間の短縮化、優れた窒化後の表面硬さと芯部硬さを同時に達成できる優れた鋼が得られることを見出した。 Specifically, by using a high Cr component, solid solution C in the ferrite grains stably precipitates as M 7 C 3 type (M=mixed component of Fe and Cr) carbide just below the austenitizing temperature. In other words, there is a difference in C diffusion behavior between pearlite grains (structure composed of ferrite and lamellar cementite), bainite grains (structure composed of ferrite and cementite), and ferrite grains (stabilized M 7 C 3 carbide). becomes larger. As a result, C diffusion from pearlite grains and bainite grains to ferrite grains is sufficiently promoted. The result is a structure in which spherical carbides are uniformly dispersed within the ferrite grains, resulting in an excellent steel that can simultaneously achieve excellent cold forgeability, shortened softening heat treatment time, and excellent post-nitriding surface hardness and core hardness. I found out that it can be done.
そこで、本願発明の課題を解決するための第1の手段は、質量%で、C:0.20~0.45%、Si:0.1~0.4%、Mn:0.2~1.0%、P(不可避不純物として):0.030%以下、S(不可避不純物として):0.030%以下、Cr:1.50~2.80%、Mo:0.03~0.30%、Al:0.005~0.300%、N:0.004~0.030%、V:0.08~0.30%を有し、残部Feおよび不可避的不純物からなる鋼であり、軟化熱処理として730~760℃で4~8時間保持してから空冷された状態であって、硬さがロックウェル硬さで87HRB以下である窒化用鋼である。 Therefore, the first means for solving the problems of the present invention is, in terms of mass %, C: 0.20 to 0.45%, Si: 0.1 to 0.4%, Mn: 0.2 to 1 .0%, P (as an unavoidable impurity): 0.030% or less, S (as an unavoidable impurity): 0.030% or less, Cr: 1.50 to 2.80%, Mo: 0.03 to 0.30 %, Al: 0.005 to 0.300%, N: 0.004 to 0.030%, V: 0.08 to 0.30%, with the balance consisting of Fe and inevitable impurities, This is a nitriding steel that has been kept at 730 to 760° C. for 4 to 8 hours as a softening heat treatment and then air cooled, and has a hardness of 87 HRB or less on the Rockwell hardness.
その第2の手段は、第1の手段に記載の化学成分に加えて、質量%で、Nb:0.10%以下、Ti:0.020~0.200%、B:0.0030%以下のいずれか1種類または2種類以上を有し、残部Feおよび不可避的不純物からなる鋼であり、軟化熱処理として730~760℃で4~8時間保持してから空冷された状態であって、硬さがロックウェル硬さで87HRB以下である窒化用鋼である。 The second means includes, in addition to the chemical components described in the first means, Nb: 0.10% or less, Ti: 0.020 to 0.200%, and B: 0.0030% or less. It is a steel that has one or more of the following types, with the remainder being Fe and unavoidable impurities, and is a state in which it is kept at 730 to 760°C for 4 to 8 hours as a softening heat treatment, and then air cooled. It is a nitriding steel with a Rockwell hardness of 87 HRB or less.
その第3の手段は、50%以上の圧縮率で冷間鍛造したときの硬さがビッカース硬さで270Hv以上となることを特徴とする、第1の手段まに記載の窒化用鋼である。 The third means is the nitriding steel described in the first means, which has a Vickers hardness of 270 Hv or more when cold forged at a compression rate of 50% or more. .
その第4の手段は、50%以上の圧縮率で冷間鍛造したときの硬さがビッカース硬さで270Hv以上となることを特徴とする、第2の手段まに記載の窒化用鋼である。 The fourth means is the nitriding steel described in the second means, which has a Vickers hardness of 270 Hv or more when cold forged at a compression ratio of 50% or more. .
その第5の手段は、第1又は第2の手段に記載の窒化用鋼を用いて冷間鍛造されており、ビッカース硬さで表面硬さ680Hv以上かつ芯部硬さ220Hv以上、有効硬化層深さ0.25mm以上である窒化処理された状態であることを特徴とする、冷鍛窒化部品である。 The fifth means is cold forged using the nitriding steel described in the first or second means, has a surface hardness of 680 Hv or more in Vickers hardness, a core hardness of 220 Hv or more, and has an effective hardened layer. This cold forged nitrided part is characterized by being nitrided to a depth of 0.25 mm or more.
その他の手段として、第1又は第2のいずれか1の手段に記載の鋼を用いて冷間鍛造された、ビッカース硬さで270Hv以上の窒化用の冷間鍛造部品素材である。 Another means is a cold forged part material for nitriding having a Vickers hardness of 270 Hv or more, which is cold forged using the steel described in any one of the first or second means.
機械構造用鋼などに適応される部品は、加工時は硬さが低く加工しやすいが、加工および表面処理に供された部品は硬さが高く強度に優れることが求められており、加工前の加工性と加工後の硬さを両立することが望まれている。 Parts used for machine structural steel etc. have low hardness during machining and are easy to machine, but parts subjected to machining and surface treatment are required to have high hardness and excellent strength. It is desired to achieve both workability and hardness after processing.
そこで本発明の手段によると、窒化用鋼は冷間鍛造性に優れるため加工しやすく、さらにこの窒化用鋼を用いて冷間鍛造して窒化処理を施した部品には、高い芯部硬さ、高い表面硬さおよび優れた有効硬化層深さを具備させることができる。
このため、冷間鍛造時の加工性と窒化特性のバランスに優れており、加工が容易でありながら加工後の特性に優れている。そこで、本発明の窒化用鋼は、冷鍛窒化部品の素材として用いるのに好適である。
Therefore, according to the means of the present invention, nitriding steel has excellent cold forgeability and is easy to process, and furthermore, parts cold forged and nitrided using this nitriding steel have high core hardness. , high surface hardness and excellent effective case depth.
Therefore, it has an excellent balance between workability during cold forging and nitriding properties, and is easy to process while having excellent properties after processing. Therefore, the nitriding steel of the present invention is suitable for use as a material for cold-forged nitrided parts.
そして、本発明の冷鍛窒化部品は、歯車、CVT用プーリ等の、自動車のトランスミッションなどに使用される機械構造用部品として好適である。 The cold forged nitrided parts of the present invention are suitable as mechanical structural parts used in automobile transmissions, such as gears and CVT pulleys.
本発明の手段によると、中炭素かつ1.5~2.8%のCrを含有していながら、軟化熱処理後にはフェライト粒内に球状炭化物が均一に分散した組織となり、硬さが87HRB以下となるので、冷間鍛造性に優れた加工しやすい窒化用鋼となる。 According to the means of the present invention, although it contains medium carbon and 1.5 to 2.8% Cr, after the softening heat treatment, it becomes a structure in which spherical carbides are uniformly dispersed within the ferrite grains, and the hardness is 87 HRB or less. Therefore, it becomes a nitriding steel that has excellent cold forgeability and is easy to process.
軟化熱処理後の冷鍛性に優れた窒化用鋼であるから、これを圧縮率50%以上に冷間鍛造すると、冷間鍛造後の硬さが270Hv以上に硬化する。 Since it is a nitriding steel with excellent cold forgeability after softening heat treatment, when it is cold forged to a compression rate of 50% or more, the hardness after cold forging is hardened to 270 Hv or more.
さらに、冷間鍛造後に窒化処理を実施すると、最表面の硬さが680Hv以上となり有効硬化層深さが0.25mm以上となり、窒化後の芯部硬さも220Hv以上の鋼となる。すなわち、冷間鍛造の加工硬化による硬さが窒化処理で低減することが抑制されている。 Furthermore, if nitriding is performed after cold forging, the outermost surface hardness will be 680 Hv or more, the effective hardened layer depth will be 0.25 mm or more, and the core hardness after nitriding will be 220 Hv or more. That is, reduction in hardness due to work hardening during cold forging due to nitriding treatment is suppressed.
よって、本願の発明の窒化用鋼を用いた冷間鍛造品は窒化されることで表面硬さと芯部硬さに優れた冷鍛窒化部品となる。 Therefore, by being nitrided, a cold forged product using the nitriding steel of the invention of the present application becomes a cold forged nitrided part with excellent surface hardness and core hardness.
本発明を実施するための形態の説明に先立って、本願の手段における鋼の化学成分を規定する理由、および該鋼の熱処理温度を規定する理由、冷鍛後の硬さを規定する理由、窒化後の表面硬さ、有効硬化層深さ、芯部硬さを規定する理由について説明する。なお、以下の化学成分における%は質量%である。 Prior to explaining the embodiments of the present invention, we will explain the reasons for specifying the chemical composition of the steel in the means of the present application, the reasons for specifying the heat treatment temperature of the steel, the reasons for specifying the hardness after cold forging, and the reasons for specifying the hardness after cold forging. The reasons for defining the subsequent surface hardness, effective hardened layer depth, and core hardness will be explained. In addition, % in the following chemical components is mass %.
C:0.20~0.45%
Cは素材硬さを上昇させる成分である。Cが0.20%未満であると、窒化後の芯部硬さが低下し、強度不足を招くこととなる。Cが0.45%を上回ると、素材硬さが上昇しすぎて、加工性(被削性、冷間加工性)が低下してしまう。また、Cが過多になると、窒素の拡散が阻害されるので、硬化層深さが低減してしまう。そこで、Cは、0.20~0.45%とする。
C: 0.20-0.45%
C is a component that increases the hardness of the material. If C is less than 0.20%, the core hardness after nitriding decreases, resulting in insufficient strength. When C exceeds 0.45%, the material hardness increases too much and the workability (machinability, cold workability) decreases. Moreover, when C becomes excessive, diffusion of nitrogen is inhibited, so the depth of the hardened layer is reduced. Therefore, C is set at 0.20 to 0.45%.
C:0.20~0.45%
Cは、浸炭後の鋼部品の芯部硬さを維持して強度を付与するために必要な元素である。しかし、Cが0.20%より少ないと、冷鍛条件によっては、部品の芯部硬さが不足するので、強度不足を招く。一方、Cが0.45%より多いと、素材硬さが必要以上に上昇し、被削性や冷間加工性が低下する。そこで、Cは0.20~0.45%とする。好ましくは、Cは0.23~0.43%である。
C: 0.20-0.45%
C is an element necessary for maintaining core hardness and imparting strength to steel parts after carburizing. However, if C is less than 0.20%, the core hardness of the part may be insufficient depending on the cold forging conditions, leading to insufficient strength. On the other hand, if the C content is more than 0.45%, the material hardness increases more than necessary, and machinability and cold workability decrease. Therefore, C is set at 0.20 to 0.45%. Preferably C is 0.23-0.43%.
Si:0.1~0.4%
Siは、鋼の製鋼時の脱酸に有効な元素である。しかし、Siが0.1%より少ないと、製鋼時の脱酸不足を招き易く、介在物品位が低下する。一方、Siが0.4%より多いと、素材硬さが上昇して加工性が低下する。そこで、Siは0.1~0.4%とする。
Si: 0.1-0.4%
Si is an effective element for deoxidizing steel during steel manufacturing. However, if Si is less than 0.1%, deoxidation is likely to be insufficient during steel manufacturing, resulting in a decrease in inclusion quality. On the other hand, if Si is more than 0.4%, the material hardness increases and workability decreases. Therefore, Si is set at 0.1 to 0.4%.
Mn:0.2~1.0%
Mnは、鋼の焼入れ性を向上させる元素であるが、0.2%より少ないと焼入れ性が不足する。一方、1.0%より多いと、加工性が低下する。そこで、Mn0.2~1.0%とする。
Mn: 0.2-1.0%
Mn is an element that improves the hardenability of steel, but if it is less than 0.2%, the hardenability is insufficient. On the other hand, if it exceeds 1.0%, workability will decrease. Therefore, Mn is set to 0.2 to 1.0%.
Cr:1.50~2.50%
Crは、窒化の際にNと結合して窒化物を生成し、窒化での表面硬さを向上させ、冷鍛
窒化部品の曲げ疲労強度と耐摩耗性を確保する効果がある。しかしながら、Crの含有量
が1.50%未満では前記の効果が少ない。また、CrはM7C3型炭化物を安定化させる元素である。Crが1.50%未満であると、M7C3型炭化物が析出しないことから、球状化焼なまし中のパーライト粒からフェライト粒へのC流入量が不足することとなり、球状化炭化物の分布が不均一となることから、冷間鍛造性が低下することとなる。他方、Crが2.50%を超えると、素材硬さが上昇し過ぎて、加工性が低下することとなる。そこで、Crは、1.50~2.50%とする。好ましくは、Crは1.60~2.40%である。
Cr: 1.50-2.50%
Cr combines with N during nitriding to generate nitrides, improves surface hardness during nitriding, and has the effect of ensuring bending fatigue strength and wear resistance of cold-forged nitrided parts. However, if the Cr content is less than 1.50%, the above effect is small. Further, Cr is an element that stabilizes M 7 C 3 type carbide. If the Cr content is less than 1.50%, M 7 C 3 type carbides will not precipitate, resulting in insufficient C inflow from pearlite grains to ferrite grains during spheroidizing annealing, resulting in the formation of spheroidized carbides. Since the distribution becomes non-uniform, cold forgeability deteriorates. On the other hand, if Cr exceeds 2.50%, the material hardness increases too much and workability decreases. Therefore, Cr is set to 1.50 to 2.50%. Preferably, Cr is 1.60-2.40%.
Mo:0.03~0.30%
Moは、炭化物生成元素であり、時効硬化により芯部硬さを向上させる作用を有する。しかし、Moが0.1%未満であると、浸炭後の芯部硬さが低下するので、強度不足を招く。他方、Moが0.3%以上であると、素材硬さが上昇しすぎて、加工性が低下するので、被削性や冷間加工性が悪くなる。そこで、Moは0.1~0.3%とする。
Mo: 0.03~0.30%
Mo is a carbide-forming element and has the effect of improving core hardness through age hardening. However, if Mo is less than 0.1%, the core hardness after carburization decreases, resulting in insufficient strength. On the other hand, if Mo is 0.3% or more, the material hardness increases too much and the workability decreases, resulting in poor machinability and cold workability. Therefore, Mo is set at 0.1 to 0.3%.
Al:0.005~0.300%
Alは、鋼の脱酸に有効な元素であり、窒化時にNと反応してAlNを形成し表面硬さを向上させる作用がある。しかし、Alが0.005%より少ないと、上記の効果が得られないばかりか、製造時の脱酸不足を招き易くなり、その結果、介在物品位が低下する。一方、Alが0.300%より多いと、硬質で粗大なAl2O3を形成して冷間鍛造性が低下するばかりか、窒化での有効硬化層が浅くなり曲げ疲労強度およびピッチング強度が低下する問題が生じる。そこで、Alは0.005~0.300%とする。
Al: 0.005-0.300%
Al is an effective element for deoxidizing steel, and has the effect of reacting with N during nitriding to form AlN and improving surface hardness. However, if the Al content is less than 0.005%, not only the above effects cannot be obtained, but also insufficient deoxidation during production is likely to occur, resulting in a decrease in the quality of inclusions. On the other hand, if Al is more than 0.300%, not only will hard and coarse Al2O3 be formed, resulting in poor cold forgeability, but also the effective hardening layer in nitriding will be shallow, resulting in a decrease in bending fatigue strength and pitting strength. occurs. Therefore, Al is set at 0.005 to 0.300%.
N:0.004~0.030%
Nは鋼中でAlN等の窒化物となって結晶粒を微細化する効果があり、Vと結合することで芯部硬さ向上にも寄与する。したがって0.0040%以上の含有が必要である。他方、Nが、Cとともに、Vなどの元素と結合して、炭窒化物を形成し、必要以上に硬さが高くなると、冷間鍛造性が低下する。また、窒化温度での時効硬化による芯部硬さの向上効果も十分に得られなくなる。そのため、Nの含有量は制限する必要があり、0.0030%以下とする。そこで、Nは0.004~0.030%とする。
N: 0.004-0.030%
N becomes a nitride such as AlN in steel and has the effect of refining crystal grains, and when combined with V, it also contributes to improving the core hardness. Therefore, the content must be 0.0040% or more. On the other hand, when N combines with elements such as V together with C to form carbonitrides, and the hardness increases more than necessary, cold forgeability deteriorates. Furthermore, the effect of improving core hardness due to age hardening at the nitriding temperature cannot be sufficiently obtained. Therefore, it is necessary to limit the N content, which is 0.0030% or less. Therefore, N is set to 0.004 to 0.030%.
V:0.08~0.30%
Nは、窒化の際にCまたは/およびNと結合して、炭化物、窒化物および炭窒化物を形成し、表面硬さを向上する効果を有する。また、窒化温度において炭化物を形成することにより、芯部硬さを向上させる。このような硬化を得いるためにはVを0.08%以上含有させる必要がある。しかしVが必要以上に添加されると、冷鍛性が低下する恐れがある。そのためVの上限を0.30%とする。そこで、Vは0.08~0.30%とする。
V:0.08~0.30%
N combines with C and/or N during nitriding to form carbides, nitrides, and carbonitrides, and has the effect of improving surface hardness. Furthermore, by forming carbides at the nitriding temperature, the core hardness is improved. In order to obtain such hardening, it is necessary to contain V in an amount of 0.08% or more. However, if more V is added than necessary, there is a risk that the cold forgeability will deteriorate. Therefore, the upper limit of V is set to 0.30%. Therefore, V is set to 0.08 to 0.30%.
本発明で規定される化学成分の残部はFeおよび不可避的不純物である。なお、不可避的不純物のうち、PとSについては、以下のとおり上限を規定している。 The remainder of the chemical components defined in the present invention are Fe and unavoidable impurities. Note that among the unavoidable impurities, the upper limits of P and S are defined as follows.
P:0.030%以下
Pは不可避的不純物である。Pは、粒界偏析を助長することから、靱性を低下させる。そこで、不可避的不純物のPは、0.030%以下とする。
P: 0.030% or less P is an unavoidable impurity. Since P promotes grain boundary segregation, it reduces toughness. Therefore, the unavoidable impurity P is set to 0.030% or less.
S:0.030%以下
Sは不可避的不純物である。Sが0.030%を超えると、粗大なMnSが多量に形成されることとなり、靱性や疲労強度が低下することとなる。そこで、不可避的不純物のSは、0.030%以下とする。
S: 0.030% or less S is an unavoidable impurity. If S exceeds 0.030%, a large amount of coarse MnS will be formed, resulting in a decrease in toughness and fatigue strength. Therefore, the unavoidable impurity S is set to 0.030% or less.
また、本発明においては、さらに、以下のNb、Ti、Bのいずれか1種または2種以上を選択的に付加してもよい。 Furthermore, in the present invention, any one or more of the following Nb, Ti, and B may be selectively added.
Nb:0.10%以下
Nbは、結晶粒微細化に有効な成分である。もっとも、Nbが0.10%より多く含有されると、硬さが上昇し、冷間鍛造性が低下する。そこで、Nbを添加する場合には0.10%以下とする。
Nb: 0.10% or less Nb is an effective component for grain refinement. However, if Nb is contained in an amount greater than 0.10%, hardness increases and cold forgeability decreases. Therefore, when Nb is added, it should be 0.10% or less.
Ti:0.020~0.200%
Tiは、Cまたは/およびNと結合して、微細な炭化物、窒化物および炭窒化物を形成して結晶粒を微細化し、曲げ疲労強度を向上させる作用を有する。そこで、これらの効果を得るためにTiを0.020%以上含有させてもよい。もっとも、Tiの含有量が多い場合には、粗大なTiNが生成するので、却って曲げ疲労強度が低下する。そのため、含有させる場合のTiの量に上限を設け、0.200%以下とする。含有させる場合のTiの量は、0.100%以下であることが好ましい。
Ti: 0.020-0.200%
Ti combines with C and/or N to form fine carbides, nitrides, and carbonitrides to refine crystal grains and has the effect of improving bending fatigue strength. Therefore, in order to obtain these effects, Ti may be contained in an amount of 0.020% or more. However, when the Ti content is high, coarse TiN is produced, which actually reduces the bending fatigue strength. Therefore, an upper limit is set for the amount of Ti when it is included, and it is set to 0.200% or less. The amount of Ti, if included, is preferably 0.100% or less.
B:0.0030%以下
Bは、焼入れ性に寄与する元素であることから、任意に添加しうる成分である。しかし、0.0030%より多く含有されると、必要以上に素材硬さが上昇し加工性の低下をもたらす。そこで、Bは0.0030%以下とする。
B: 0.0030% or less B is an element that contributes to hardenability, so it is a component that can be added arbitrarily. However, if the content exceeds 0.0030%, the hardness of the material increases more than necessary, resulting in a decrease in workability. Therefore, B is set to 0.0030% or less.
軟化熱処理:730~760℃で4~8時間保持してから空冷されること
本発明では高Cr成分とすることにより、オーステナイト化温度直下において、フェライト粒内の固溶CはM7C3型(M=FeおよびCrの混合成分)の炭化物として安定析出し、フェライト粒内に球状炭化物が均一分散した組織となり、優れた冷鍛性を有する。
処理温度または処理時間が過大となると、炭化物の球状化が必要以上に促進され、冷鍛性には優れるが窒化後の芯部硬さが不足する恐れがある。
一方、処理温度または処理時間が過少となると炭化物の球状化が適切に促進されず、冷鍛性を損なう恐れがある。
そこで、軟化熱処理は730~760℃で4~8時間保持した後、空冷する。
Softening heat treatment: Hold at 730 to 760°C for 4 to 8 hours and then air cool.In the present invention, by using a high Cr component, the solid solution C in the ferrite grains becomes M 7 C 3 type just below the austenitizing temperature. (M=mixed component of Fe and Cr) is stably precipitated as a carbide, resulting in a structure in which spherical carbides are uniformly dispersed within ferrite grains, and has excellent cold forgeability.
If the treatment temperature or treatment time is excessive, the spheroidization of the carbide is promoted more than necessary, and although the cold forgeability is excellent, the core hardness after nitriding may be insufficient.
On the other hand, if the treatment temperature or treatment time is too low, the spheroidization of the carbide will not be appropriately promoted, which may impair cold forgeability.
Therefore, the softening heat treatment is performed by holding at 730 to 760° C. for 4 to 8 hours, and then air cooling.
冷間鍛造後硬さ:270Hv以上
窒化後の芯部硬さを十分に確保するためには、冷間鍛造により、十分に硬化する必要がある。そこで、50%以上の圧縮率の冷間鍛造後の硬さを270Hv以上とする。
Hardness after cold forging: 270 Hv or more In order to ensure sufficient core hardness after nitriding, it is necessary to sufficiently harden the core by cold forging. Therefore, the hardness after cold forging with a compression rate of 50% or more is set to 270Hv or more.
窒化後硬さ:表面硬さ680Hv以上、芯部硬さ220Hv以上、有効硬化層深さ:0.25mm以上、
窒化用鋼を冷鍛加工により歯車等の部品として使用するためには、十分なピッチング疲労強度と曲げ疲労強度が求められる。そこで、冷鍛加工した後に窒化処理を施すことが有用であるから、十分な窒化特性を備えたものとなること、すなわち、窒化後の表面硬さと有効硬化層深さ、芯部硬さを確保できること必要がある。そこで、冷鍛窒化部品の窒化後の窒化特性を表面硬さ:680Hv以上、有効硬化層深さ:0.25mm以上、芯部硬さ:220Hv以上とする。
Hardness after nitriding: surface hardness 680Hv or more, core hardness 220Hv or more, effective hardened layer depth: 0.25mm or more,
In order to use steel for nitriding as parts such as gears by cold forging, sufficient pitching fatigue strength and bending fatigue strength are required. Therefore, it is useful to perform nitriding treatment after cold forging, so that it has sufficient nitriding properties, that is, it ensures the surface hardness, effective hardened layer depth, and core hardness after nitriding. I need to do what I can. Therefore, the nitriding properties of the cold forged nitrided parts after nitriding are set to have a surface hardness of 680 Hv or more, an effective hardened layer depth of 0.25 mm or more, and a core hardness of 220 Hv or more.
次いで、本発明を実施するための形態について記載する。
まず、表1に示す本発明鋼No.1~17および比較鋼No.18~23の各化学成分と、残部Feおよび不可避不純物との合計で100%の化学成分となる各鋼のそれぞれを、100kg真空誘導溶解炉(VIM)で溶製した。
Next, a mode for carrying out the present invention will be described.
First, the invention steel No. shown in Table 1. 1 to 17 and comparative steel No. Each of the steels having a total chemical composition of 100%, consisting of chemical components Nos. 18 to 23 and the balance Fe and unavoidable impurities, was melted in a 100 kg vacuum induction melting furnace (VIM).

次いで、これらの各鋼の供試材を熱間鍛造により径40mmの棒鋼に作製し、軟化熱処理として730~760℃の温度で4~8時間保持した後、空冷した。なお、軟化熱処理はカンタル炉を用い、以下の手順で実施した。 Next, each of these steel specimens was hot-forged into steel bars with a diameter of 40 mm, held at a temperature of 730 to 760° C. for 4 to 8 hours as a softening heat treatment, and then cooled in air. Note that the softening heat treatment was performed using a Kanthal furnace according to the following procedure.
カンタル炉での軟化熱処理の手順は、上記の保持温度に設定した炉内に、上記供試材を投入し、供試材の昇温時間を30分確保し、その後、任意の時間保持してから、空冷もしくは水冷をする。本実施例ではいずれも空冷した。
なお、軟化熱処理の保持時間の選定については炉に装入する鋼材の量や寸法を考慮するものとする。
The procedure for softening heat treatment in a Kanthal furnace is to put the above sample material into the furnace set at the above holding temperature, ensure 30 minutes of heating time for the sample material, and then hold for an arbitrary period of time. Then, air or water cooling is performed. In this example, both were air cooled.
In addition, when selecting the holding time for the softening heat treatment, the amount and dimensions of the steel material to be charged into the furnace shall be taken into consideration.
軟化熱処理した鋼の特性については、硬さについて以下の確認をした。また軟化熱処理後に、圧縮率50%以上の冷間鍛造を実施、その後窒化試験行い、断面硬さ、芯部硬さの確認を行った。それらの結果を表2に示した。 Regarding the properties of the softening heat treated steel, the hardness was confirmed as follows. After the softening heat treatment, cold forging with a compression ratio of 50% or more was performed, and then a nitriding test was performed to check the cross-sectional hardness and core hardness. The results are shown in Table 2.
(軟化熱処理後の硬さについて)
冷鍛加工性の評価のため、表1の本発明鋼No.1~17および比較鋼No.18~23の各鋼の軟化熱処理後冷間鍛造前の硬さについて、ロックウエル硬さ試験機により測定して硬さ(HRB)を求めた。上記の焼なまし後の供試材を、圧延方向に対して垂直に切断し、切断面を平面研削した後、中周部の位置でロックウエル硬さ試験を実施した。87HRB以下である場合を、冷鍛加工性に優れるものと評価した。
(About hardness after softening heat treatment)
For evaluation of cold forging workability, inventive steel No. 1 in Table 1 was used. 1 to 17 and comparative steel No. The hardness of each steel No. 18 to No. 23 after softening heat treatment and before cold forging was measured using a Rockwell hardness tester to determine the hardness (HRB). The above-mentioned annealed test material was cut perpendicularly to the rolling direction, the cut surface was surface ground, and then a Rockwell hardness test was conducted at the middle circumferential portion. A case where the HRB was 87 HRB or less was evaluated as having excellent cold forging workability.
(冷間鍛造後の硬さ及び窒化特性の評価について)
次に、軟化熱処理をした鋼に、圧縮率50%以上の冷間鍛造を実施した後、400~600℃で2時間~32時間の窒化を施した。冷間鍛造後の硬さを測定し、またこれらの鋼が窒化された場合に所定の窒化特性と芯部硬さが発現されているか否かを、硬さ測定にて確認した。
(About evaluation of hardness and nitriding properties after cold forging)
Next, the softening heat treated steel was cold forged at a compression ratio of 50% or more, and then nitrided at 400 to 600°C for 2 to 32 hours. The hardness after cold forging was measured, and it was confirmed by hardness measurement whether predetermined nitriding characteristics and core hardness were exhibited when these steels were nitrided.
窒化処理の前後の硬さについて、直径10mmの丸棒試験片を横断し、切断面が被検面になるように樹脂に埋め込んだ後、前記面が鏡面仕上げになるように研磨し、ビッカース硬さ試験機を使用して、冷間鍛造後の硬さ及び芯部硬さを測定した。また、窒化後の試験片について、マイクロビッカース硬さ測定機を使用して、表面硬さおよび有効硬化層深さを測定した。表2に調査の各試験結果をまとめて示す。 Regarding the hardness before and after nitriding treatment, a round bar test piece with a diameter of 10 mm was cut across, embedded in resin so that the cut surface became the test surface, and then polished so that the surface had a mirror finish. The hardness after cold forging and the core hardness were measured using a hardness testing machine. Furthermore, the surface hardness and effective hardened layer depth of the nitrided test piece were measured using a micro-Vickers hardness measuring machine. Table 2 summarizes the results of each test in the survey.
具体的な測定手順は、以下のとおりである。まず、JIS(日本産業規格) Z2244(2009)に準拠して、鏡面仕上した試験片の中心部1点とR/2部4点の計5点のHVを、試験力を9.8Nとしてビッカース硬さ試験機で測定し、5点の算術平均値を「芯部硬さ」とした。冷間鍛造後の硬さが270HV以上である場合を、冷間鍛造により適切に硬化するものとして評価した。また、芯部硬さが220HV以上である場合を窒化後の芯部硬さの低減が抑制できているものとして評価した。 The specific measurement procedure is as follows. First, in accordance with JIS (Japanese Industrial Standards) Z2244 (2009), the HV of a total of 5 points, 1 point in the center of a mirror-finished test piece and 4 points in the R/2 part, was tested using a Vickers test force of 9.8N. The hardness was measured using a hardness tester, and the arithmetic mean value of the five points was defined as the "core hardness." A case where the hardness after cold forging was 270 HV or more was evaluated as being appropriately hardened by cold forging. In addition, cases where the core hardness was 220 HV or more were evaluated as being able to suppress the decrease in core hardness after nitriding.
同じ埋め込み試料を用いて、上記の場合と同様にJIS Z2244(2009)に準拠して、マイクロビッカース硬さ測定機によって、試験力を0.98Nとして試験片の表面から0.05mmの深さ位置における任意の10点のHVを測定し、その値を算術平均して「表面硬さ」とした。680HV以上の場合を窒化後の表面硬さに優れるものとして評価した。 Using the same embedded sample, in accordance with JIS Z2244 (2009) as in the above case, the test force was set to 0.98 N and the depth position was measured at a depth of 0.05 mm from the surface of the test piece using a micro Vickers hardness measuring machine. The HV at 10 arbitrary points was measured, and the values were arithmetic averaged to obtain the "surface hardness." Cases of 680 HV or higher were evaluated as having excellent surface hardness after nitriding.
さらに、同じ埋め込み試料を用いて、JIS Z2244(2009)に準拠して、マイクロビッカース硬さ測定機によって、試験力を1.96Nとして鏡面仕上げした試験片の表面から順次ビッカース硬さを測定し、硬さの分布図を作成した。そして400Hvとなる位置までの表面からの距離を「有効硬化層深さ」とした(図1)。有効硬化層深さが0.25mm以上である場合を有効硬化深さに優れるものとして評価した。 Furthermore, using the same embedded sample, in accordance with JIS Z2244 (2009), the Vickers hardness was sequentially measured from the surface of the mirror-finished test piece using a micro Vickers hardness measuring machine with a test force of 1.96N, A hardness distribution map was created. The distance from the surface to the position at 400 Hv was defined as the "effective hardened layer depth" (FIG. 1). Cases in which the effective hardened layer depth was 0.25 mm or more were evaluated as excellent in effective hardened depth.
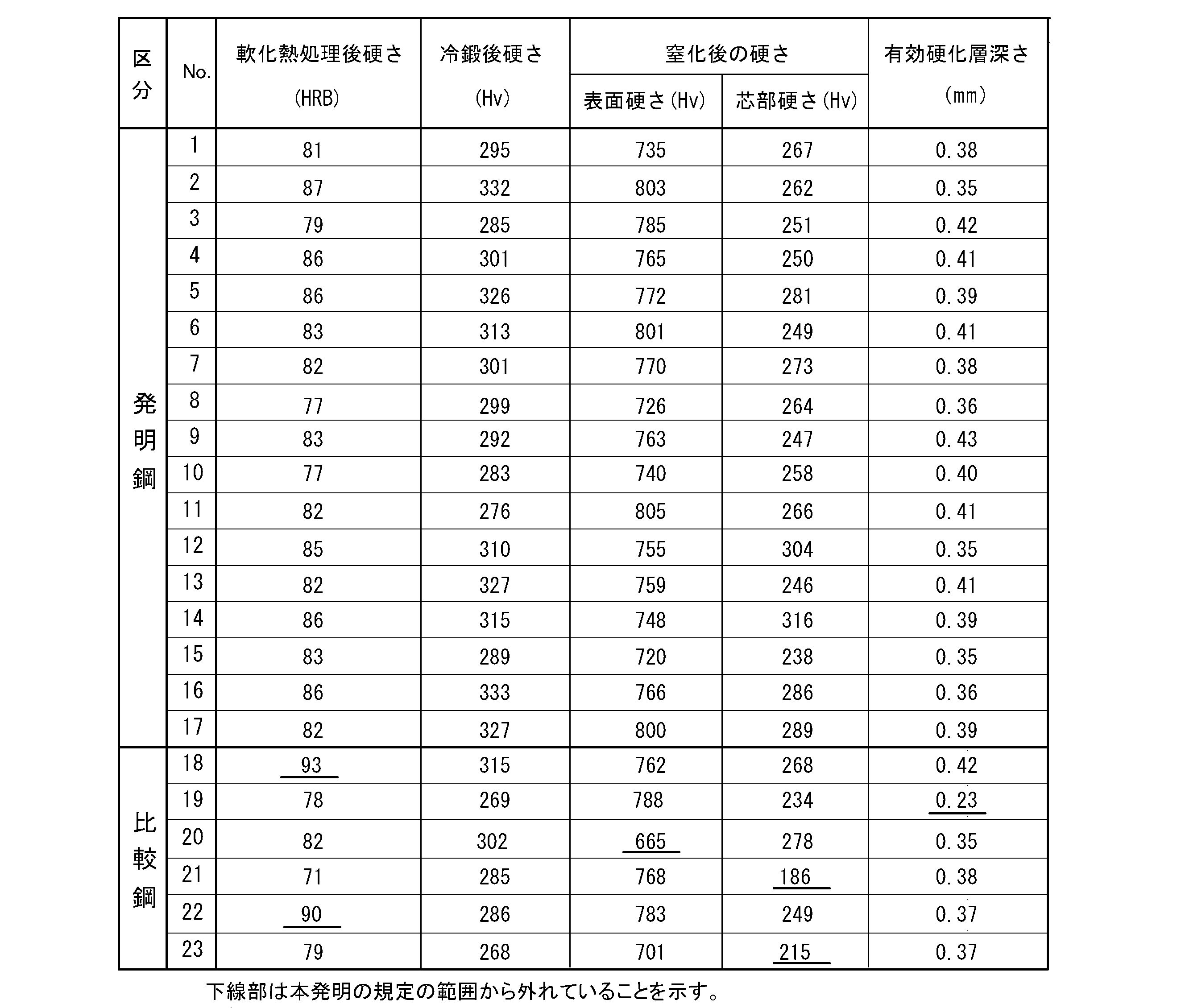
発明鋼成分である鋼種No.1~17の鋼は、いずれも発明の規定する成分を満たし、所定の処理温度で軟化熱処理を実施していることから、軟化熱処理後の硬さが87HRB以下で冷鍛性に優れたものが得られている。冷間鍛造後の硬さは270HV以上であり、窒化後の芯部硬さが220HV以上であることが確認された。窒化後の表面硬さは680Hv以上、有効硬化層深さ0.25mm以上であり窒化特性に優れていることも確認された。以上のような特性を備えていることから、本発明の窒化用鋼は、冷間鍛造時の加工性と窒化特性のバランスに優れており、冷間鍛造して窒化した冷鍛窒化部品として適用することに好適で優れた特性を備えていることが確認された。 Steel type No. which is the invention steel component. Steels Nos. 1 to 17 all meet the composition stipulated by the invention and have been subjected to softening heat treatment at a predetermined treatment temperature, so they have a hardness of 87 HRB or less after softening heat treatment and excellent cold forgeability. It has been obtained. It was confirmed that the hardness after cold forging was 270 HV or more, and the core hardness after nitriding was 220 HV or more. It was also confirmed that the surface hardness after nitriding was 680 Hv or more, and the effective hardened layer depth was 0.25 mm or more, and that the nitriding properties were excellent. Because it has the above characteristics, the nitriding steel of the present invention has an excellent balance between workability during cold forging and nitriding properties, and can be applied as cold forged nitrided parts that are cold forged and nitrided. It was confirmed that it has excellent properties suitable for various purposes.
他方、比較鋼成分の鋼種18~23についてみると、本発明の規定範囲を外れると、以下のとおり、窒化特性の低下や、冷間加工性の低下、芯部硬さの不足などが認められた。
鋼種18はCおよびMnが軟化熱処理後の硬さが90HRBと冷間鍛造性が低下している。
鋼種19はVが過少であるため、窒化後の有効硬化層深さが低下している。
鋼種20はCrが過少であるため、窒化後の表面硬さが低下している。
鋼種21はCが過少で窒化後の芯部硬さが低下している。
鋼種22は軟化熱処理の温度が過少であるため、硬さが十分に下がっていない。
鋼種23は軟化熱処理の温度と時間が過大であるため、窒化後の芯部硬さが低下している。
On the other hand, when we look at steel types 18 to 23 with comparative steel compositions, when the composition falls outside the specified range of the present invention, a decrease in nitriding properties, a decrease in cold workability, a lack of core hardness, etc. are observed as shown below. Ta.
Steel type 18 has a hardness of 90 HRB after the C and Mn softening heat treatment, which results in poor cold forgeability.
Steel type 19 has too little V, so the effective hardened layer depth after nitriding is reduced.
Since steel type 20 contains too little Cr, the surface hardness after nitriding is reduced.
Steel type 21 has too little C and has a low core hardness after nitriding.
For steel type 22, the temperature of the softening heat treatment was too low, so the hardness was not lowered sufficiently.
For steel type 23, the temperature and time of the softening heat treatment were excessive, so the core hardness after nitriding was reduced.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022051771A JP2023144674A (en) | 2022-03-28 | 2022-03-28 | Steel for nitriding having excellent cold forging property and cold forged nitrided component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022051771A JP2023144674A (en) | 2022-03-28 | 2022-03-28 | Steel for nitriding having excellent cold forging property and cold forged nitrided component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023144674A true JP2023144674A (en) | 2023-10-11 |
Family
ID=88253184
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022051771A Pending JP2023144674A (en) | 2022-03-28 | 2022-03-28 | Steel for nitriding having excellent cold forging property and cold forged nitrided component |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2023144674A (en) |
-
2022
- 2022-03-28 JP JP2022051771A patent/JP2023144674A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012073485A1 (en) | Carburizing steel having excellent cold forgeability, and production method thereof | |
| JPH10306343A (en) | Steel for soft-nitriding, excellent in cold forgeability and pitting resistance | |
| JP2023002842A (en) | Machine component for automobiles made of steel material for carburization excellent in static torsional strength and torsional fatigue strength | |
| JP4581966B2 (en) | Induction hardening steel | |
| WO2018180342A1 (en) | Shaft member | |
| JP7013833B2 (en) | Carburized parts | |
| JPH10226817A (en) | Production of steel for soft-nitriding and soft-nitrided parts using this steel | |
| JP4757831B2 (en) | Induction hardening part and manufacturing method thereof | |
| JPH0570925A (en) | Method for carbonitriding heat treatment of high strength gear small in strain | |
| JP6447064B2 (en) | Steel parts | |
| JP4488228B2 (en) | Induction hardening steel | |
| JPH10226818A (en) | Production of steel for soft-nitriding and soft-nitrided parts using this steel | |
| JP2023142664A (en) | Nitridation steel with excellent core part hardness | |
| JP2023144674A (en) | Steel for nitriding having excellent cold forging property and cold forged nitrided component | |
| JP7263796B2 (en) | RING GEAR FOR AUTOMOBILE TRANSMISSION AND MANUFACTURING METHOD THEREOF | |
| JP7063070B2 (en) | Carburized parts | |
| WO2016158375A1 (en) | Steel for carbonitriding and carbonitrided component | |
| JP2006348321A (en) | Steel for nitriding treatment | |
| JP2023144640A (en) | Steel for nitriding having excellent cold forging property and cold forged nitrided component | |
| JP5821512B2 (en) | NITRIDED COMPONENT AND MANUFACTURING METHOD THEREOF | |
| JPH0570924A (en) | Method for carburizing heat treatment of high strength gear small in strain and the gear | |
| JPH09279296A (en) | Steel for soft-nitriding excellent in cold forgeability | |
| JP7196707B2 (en) | Forged member for nitriding and its manufacturing method, and surface hardened forged member and its manufacturing method | |
| JP6881496B2 (en) | Parts and their manufacturing methods | |
| JP6881497B2 (en) | Parts and their manufacturing methods |