JP2016080283A - 熱交換チューブ - Google Patents
熱交換チューブ Download PDFInfo
- Publication number
- JP2016080283A JP2016080283A JP2014213387A JP2014213387A JP2016080283A JP 2016080283 A JP2016080283 A JP 2016080283A JP 2014213387 A JP2014213387 A JP 2014213387A JP 2014213387 A JP2014213387 A JP 2014213387A JP 2016080283 A JP2016080283 A JP 2016080283A
- Authority
- JP
- Japan
- Prior art keywords
- wall portion
- heat exchange
- plate
- tube
- joining wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
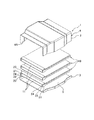
【解決手段】チューブ10は、互い接合される1対の半筒状をしたプレート20を備える。各プレート20は、両端に平行に延びる第1接合壁部21及び第2接合壁部22を有する。第2接合壁部22は、その中程に曲折した段付き部24を有する。チューブ10は、一方のプレート20の第1接合壁部21が他方のプレート20の段付き部24に係合して第2接合壁部22に接合される。
【選択図】図3
Description
10 熱交換チューブ
11 熱交換流路
20 プレート
21 第1接合壁部
22 第2接合壁部
24 段付き部
Claims (3)
- 熱交換をする流体が流れる熱交換チューブであって、
互い接合される1対の半筒状をしたプレートを備え、
前記各プレートは、両端に平行に延びる第1接合壁部及び第2接合壁部を有し、
前記第2接合壁部は、その中程に曲折した段付き部を有し、
前記一方のプレートの前記第1接合壁部が前記他方のプレートの前記段付き部に係合して第2接合壁部に接合されることを特徴とする熱交換チューブ。 - 請求項1に記載の熱交換チューブであって、
互い接合される1対の前記プレートは、互いに同一形状をしていることを特徴とする熱交換チューブ。 - 請求項1又は2に記載の熱交換チューブであって、
箱形の前記シェル内に圧入され、前記一方のプレートの前記第1接合壁部と前記他方のプレートの前記第2接合壁部とが互いに押し合う状態で接合されることを特徴とする熱交換チューブ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014213387A JP2016080283A (ja) | 2014-10-20 | 2014-10-20 | 熱交換チューブ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014213387A JP2016080283A (ja) | 2014-10-20 | 2014-10-20 | 熱交換チューブ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016080283A true JP2016080283A (ja) | 2016-05-16 |
Family
ID=55956088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014213387A Pending JP2016080283A (ja) | 2014-10-20 | 2014-10-20 | 熱交換チューブ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016080283A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003028586A (ja) * | 2001-07-16 | 2003-01-29 | Denso Corp | 排気熱交換器 |
| JP2007078252A (ja) * | 2005-09-14 | 2007-03-29 | Sanden Corp | 熱交換器 |
| JP2009008299A (ja) * | 2007-06-27 | 2009-01-15 | Calsonic Kansei Corp | 熱交換器のタンク構造 |
| US20100024508A1 (en) * | 2007-02-01 | 2010-02-04 | Frank Opferkuch | Tubes and method and apparatus for producing tubes |
| JP2010243125A (ja) * | 2009-04-09 | 2010-10-28 | Maruyasu Industries Co Ltd | 多管式熱交換器 |
| JP2011033239A (ja) * | 2009-07-30 | 2011-02-17 | Hitachi Cable Ltd | 伝熱管、空気調和機、及び伝熱管の製造方法 |
-
2014
- 2014-10-20 JP JP2014213387A patent/JP2016080283A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003028586A (ja) * | 2001-07-16 | 2003-01-29 | Denso Corp | 排気熱交換器 |
| JP2007078252A (ja) * | 2005-09-14 | 2007-03-29 | Sanden Corp | 熱交換器 |
| US20100024508A1 (en) * | 2007-02-01 | 2010-02-04 | Frank Opferkuch | Tubes and method and apparatus for producing tubes |
| JP2009008299A (ja) * | 2007-06-27 | 2009-01-15 | Calsonic Kansei Corp | 熱交換器のタンク構造 |
| JP2010243125A (ja) * | 2009-04-09 | 2010-10-28 | Maruyasu Industries Co Ltd | 多管式熱交換器 |
| JP2011033239A (ja) * | 2009-07-30 | 2011-02-17 | Hitachi Cable Ltd | 伝熱管、空気調和機、及び伝熱管の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6619675B2 (ja) | 流路構造 | |
| JP5850693B2 (ja) | 熱交換器用チューブ | |
| JP6547576B2 (ja) | 熱交換器 | |
| JP6276054B2 (ja) | 熱交換器 | |
| JP2007212084A (ja) | 熱交換器 | |
| US11143457B2 (en) | Heat exchanger | |
| JP2017083161A (ja) | 間接給気冷却器 | |
| JP2006057901A (ja) | 熱交換器 | |
| WO2019189924A1 (ja) | ヘッダプレートレス型熱交換器 | |
| US20190346211A1 (en) | Heat exchanger | |
| WO2017013918A1 (ja) | 熱交換器 | |
| JP2016070655A (ja) | 熱交換器 | |
| WO2021085548A1 (ja) | 熱交換器及び熱交換器の製造方法 | |
| CN113490828B (zh) | 热交换器 | |
| JP2016080283A (ja) | 熱交換チューブ | |
| JP6463993B2 (ja) | 熱交換器用チューブ | |
| JP5842598B2 (ja) | 熱交換器 | |
| JPH1123181A (ja) | 熱交換器 | |
| JP6731266B2 (ja) | 熱交換器 | |
| JP2001349689A (ja) | マニホールドを小型化した自動車用熱交換器 | |
| JP4221260B2 (ja) | 熱交換器及びその製造方法 | |
| JP6841196B2 (ja) | 熱交換器およびその製造方法 | |
| JP4681435B2 (ja) | 熱交換器の連結構造 | |
| JP7121551B2 (ja) | 熱交換器 | |
| WO2014147997A1 (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20161221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180529 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181120 |