JP2016060169A - Lamination molding device and lamination molding method - Google Patents
Lamination molding device and lamination molding method Download PDFInfo
- Publication number
- JP2016060169A JP2016060169A JP2014191936A JP2014191936A JP2016060169A JP 2016060169 A JP2016060169 A JP 2016060169A JP 2014191936 A JP2014191936 A JP 2014191936A JP 2014191936 A JP2014191936 A JP 2014191936A JP 2016060169 A JP2016060169 A JP 2016060169A
- Authority
- JP
- Japan
- Prior art keywords
- supply
- discharge
- materials
- unit
- supply region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003475 lamination Methods 0.000 title abstract description 6
- 238000000465 moulding Methods 0.000 title abstract 5
- 238000000034 method Methods 0.000 title description 7
- 239000000463 material Substances 0.000 claims abstract description 270
- 239000000853 adhesive Substances 0.000 claims description 53
- 230000001070 adhesive effect Effects 0.000 claims description 50
- 238000004519 manufacturing process Methods 0.000 claims description 30
- 239000000654 additive Substances 0.000 claims description 27
- 230000000996 additive effect Effects 0.000 claims description 27
- 230000008018 melting Effects 0.000 claims description 25
- 238000002844 melting Methods 0.000 claims description 25
- 239000012254 powdered material Substances 0.000 claims description 9
- 239000002245 particle Substances 0.000 claims description 8
- 239000000843 powder Substances 0.000 claims description 8
- 230000008878 coupling Effects 0.000 claims description 5
- 238000010168 coupling process Methods 0.000 claims description 5
- 238000005859 coupling reaction Methods 0.000 claims description 5
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 238000006664 bond formation reaction Methods 0.000 abstract 2
- 230000003287 optical effect Effects 0.000 description 27
- 239000002105 nanoparticle Substances 0.000 description 20
- 239000002270 dispersing agent Substances 0.000 description 15
- 230000015572 biosynthetic process Effects 0.000 description 13
- 230000002093 peripheral effect Effects 0.000 description 12
- 238000003860 storage Methods 0.000 description 10
- 239000002904 solvent Substances 0.000 description 8
- 239000010931 gold Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 230000014509 gene expression Effects 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 229910052737 gold Inorganic materials 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 238000007599 discharging Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 240000006829 Ficus sundaica Species 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000012620 biological material Substances 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000002082 metal nanoparticle Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Powder Metallurgy (AREA)
Abstract
Description
本発明の実施形態は、積層造形装置及び積層造形方法に関する。 Embodiments described herein relate generally to an additive manufacturing apparatus and an additive manufacturing method.
積層造形装置は、例えば、粉末状の材料の層を形成し、各層の材料の一部を結合させることで積層造形を行う。このような積層造形装置は、例えば、積層造形が行われる造形槽に材料を供給し、当該材料をローラやスキージングブレードによって均すことで、材料の層を形成する。 The layered manufacturing apparatus performs layered modeling by, for example, forming a layer of a powdery material and combining a part of the material of each layer. Such a layered manufacturing apparatus forms a layer of material by supplying a material to a modeling tank in which layered modeling is performed and leveling the material with a roller or a squeezing blade, for example.
複数の種類の材料による積層造形が可能な積層造形装置によれば、より多くの種類の積層造形品が製造可能となる。しかし、材料をローラやスキージングブレードによって均す積層造形装置は、特定の位置に特定の種類の材料を供給することが難しい。 According to the additive manufacturing apparatus capable of additive manufacturing using a plurality of types of materials, more types of additive manufacturing products can be manufactured. However, it is difficult for an additive manufacturing apparatus for leveling a material with a roller or a squeezing blade to supply a specific type of material to a specific position.
本発明が解決する課題の一例は、複数の種類の材料を用いた積層造形が可能な積層造形装置及び積層造形方法を提供することである。 An example of the problem to be solved by the present invention is to provide an additive manufacturing apparatus and additive manufacturing method capable of additive manufacturing using a plurality of types of materials.
一つの実施の形態に係る積層造形装置は、吐出部と、移動部と、制御部と、結合形成部とを備える。前記吐出部は、粉末状の複数の種類の材料を吐出する。前記移動部は、前記吐出部と、当該吐出部に面する供給領域とを相対的に移動させ、前記吐出部を前記供給領域に含まれる複数の区画に面する複数の吐出位置に配置させる。前記制御部は、前記吐出位置に配置された前記吐出部に、対応する前記区画へ少なくとも一種類の前記材料を吐出させ、前記供給領域の少なくとも一部に複数の種類の前記材料の層を形成させる。前記結合形成部は、前記層を形成する複数の種類の前記材料の少なくとも一部を結合させる。 An additive manufacturing apparatus according to an embodiment includes a discharge unit, a moving unit, a control unit, and a bond forming unit. The discharge unit discharges a plurality of types of powdery materials. The moving unit relatively moves the discharge unit and a supply region facing the discharge unit, and arranges the discharge unit at a plurality of discharge positions facing a plurality of sections included in the supply region. The control unit causes the ejection unit disposed at the ejection position to eject at least one type of the material to the corresponding section, and forms a plurality of types of the material layers in at least a part of the supply region. Let The bond forming unit bonds at least a part of the plurality of types of the materials forming the layer.
以下に、第1の実施の形態について、図1乃至図7を参照して説明する。なお、本明細書においては基本的に、鉛直下方を下方向、鉛直上方を上方向と定義する。また、実施形態に係る構成要素や、当該要素の説明について、複数の表現を併記することがある。当該構成要素及び説明について、記載されていない他の表現がされることは妨げられない。さらに、複数の表現が記載されない構成要素及び説明について、他の表現がされることは妨げられない。 Hereinafter, a first embodiment will be described with reference to FIGS. 1 to 7. In the present specification, basically, a vertically downward direction is defined as a downward direction, and a vertically upward direction is defined as an upward direction. In addition, a plurality of expressions may be written together for the constituent elements according to the embodiment and the description of the elements. It is not precluded that other expressions not described in the component and description are made. Furthermore, it is not prevented that other expressions are given for the components and descriptions in which a plurality of expressions are not described.
図1は、第1の実施の形態に係る三次元プリンタ10を概略的に示す断面図である。三次元プリンタ10は、積層造形装置の一例である。三次元プリンタ10は、粉末状の複数の種類の材料11による層12の形成と、層12を形成する材料11の固化と、を繰り返すことで、三次元形状の造形物13を造形する。図1は、形成途中の造形物13を示す。さらに、図1は、一つの層12を二点鎖線で示す。
FIG. 1 is a cross-sectional view schematically showing a three-
図1に示すように、三次元プリンタ10は、処理槽21と、ステージ22と、供給装置23と、光学装置24と、制御部25とを有する。光学装置24は、結合形成部の一例である。なお、三次元プリンタ10がエネルギー線以外の手段により材料11を固化する場合、三次元プリンタ10は光学装置24を有さなくても良い。
As shown in FIG. 1, the three-
処理槽21は、例えば、筐体とも称され得る。ステージ22は、例えば、台、造形領域、又は塗布領域とも称され得る。供給装置23は、例えば、保持部、投下部、又は撒布部とも称され得る。光学装置24は、例えば、形成部又は固化部とも称され得る。
The
処理槽21は、例えば、密封可能な箱状に形成される。処理槽21は、処理室21aを有する。処理室21aには、ステージ22、供給装置23、及び光学装置24が収容される。なお、ステージ22、供給装置23、及び光学装置24は、処理室21aの外にあっても良い。
The
処理槽21の処理室21aに、供給口31と、排出口32とが設けられる。例えば、処理槽21の外部に設けられたガス供給装置が、窒素及びアルゴンのような不活性ガスを、供給口31から処理室21aに供給する。例えば、処理槽21の外部に設けられたガス排出装置が、排出口32から処理室21aの上記不活性ガスを排出する。
A
ステージ22に、粉末状の材料11の層12が形成され、造形物13が造形される。ステージ22は、載置台35と、周壁36と、昇降機37とを有する。
The
図面に示されるように、本明細書において、X軸、Y軸及びZ軸が定義される。X軸とY軸とZ軸とは、互いに直交する。X軸は、ステージ22の幅に沿う。Y軸は、ステージ22の奥行き(長さ)に沿う。Z軸は、ステージ22の高さに沿う。
As shown in the drawings, in this specification, an X axis, a Y axis, and a Z axis are defined. The X axis, the Y axis, and the Z axis are orthogonal to each other. The X axis is along the width of the
載置台35は、例えば、正方形の板材である。なお、載置台35の形状はこれに限らず、矩形のような他の四角形(四辺形)、多角形、円、及び幾何学形状のような他の形状を呈する部材であっても良い。載置台35は、上面35aと、四つの端面35bとを有する。上面35aは、四角形の略平坦な面である。端面35bは、上面35aとそれぞれ直交する面である。
The mounting table 35 is, for example, a square plate material. In addition, the shape of the mounting table 35 is not limited to this, and may be a member that exhibits other shapes such as a rectangle (quadrangle) such as a rectangle, a polygon, a circle, and a geometric shape. The mounting table 35 has an
載置台35の上面35aは、材料11が供給され、材料11の層12が形成される供給領域Rを形成し得る。なお、供給領域Rは、載置台35の上面35aに限らず、当該載置台35の上面35aに置かれるベースプレートによっても形成され得る。また、載置台35の供給領域Rに材料11の層12が形成されると、当該層12が次の供給領域Rを形成する。このように、供給領域Rは、載置台35の上に順次形成される。
The
周壁36は、Z軸に沿う方向に延びるとともに、載置台35を囲む四角形の筒状に形成される。載置台35の四つの端面35bは、周壁36の内面にそれぞれ接する。周壁36は、四角形の枠状に形成され、開放された上端36aを有する。
The
昇降機37は、例えば、油圧昇降機である。昇降機37は、周壁36の内部で載置台35をZ軸に沿う方向に移動可能である。載置台35が最も上方に移動した場合、載置台35の上面35aと、周壁36の上端36aとは、略同一平面を形成する。
The
供給領域Rは、周壁36の上端36aから、例えば50μm下方に配置される。供給領域Rに材料11の層12が形成され、当該層12が次の供給領域Rを形成すると、昇降機37は載置台35を50μm降下させる。これにより、供給領域Rと周壁36の上端36aとの間の距離は、50μmに保たれる。なお、供給領域Rと周壁36の上端36aとの間の距離は、これに限られず、例えば任意に変更され得る。
The supply region R is disposed, for example, 50 μm below the
供給装置23は、供給領域Rに材料11を供給するとともに、供給された材料11を固化する。供給装置23は、吐出装置41と、移動装置42と、収容装置43と、回収装置44とを有する。吐出装置41は、供給部及び結合形成部を有する場合の一例である。移動装置42は、移動部の一例である。
The
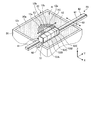
図2は、ステージ22及び供給装置23の一部を示す斜視図である。図3は、ステージ22及び供給装置23の一部を示す断面図である。図2及び図3に示すように、吐出装置41は、ホルダ51と、複数のノズル52A,52B,52C,52Dと、複数のタンク53A,53B,53C,53D,53Eとを有する。
FIG. 2 is a perspective view showing a part of the
ホルダ51は、複数のタンク53A,53B,53C,53D,53Eを保持する。ホルダ51に保持されたタンク53A,53B,53C,53D,53Eは、Y軸に沿う方向に一列に並ぶ。ホルダ51は、下方に向く下面51aを有する。下面51aは、供給領域Rに面する。
The
ノズル52A,52B,52C,52Dは、ホルダ51の下面51aにそれぞれ設けられ、供給領域Rに面する。ノズル52A,52B,52C,52Dは、Y軸に沿う方向に一列に並ぶ。なお、ノズル52A,52B,52C,52Dの配置はこれに限られない。
The nozzles 52 </ b> A, 52 </ b> B, 52 </ b> C, 52 </ b> D are respectively provided on the
ノズル52Aは、タンク53Aに接続される。ノズル52Bは、タンク53Bに接続される。ノズル52Cは、タンク53Cに接続される。ノズル52Dは、タンク53D,53Eにそれぞれ接続される。
The
タンク53A,53B,53Cは、複数の種類の材料11をそれぞれ収容する。図3に示すように、以下の記載において、材料11は、種類ごとに材料11A,11B,11Cと個別に記載されることがある。
The
三次元プリンタ10が使用する複数の材料11は、中心粒径が約40μmの粉末状の金属材料である。なお、材料11はこれに限らない。例えば、材料11は、合成樹脂、セラミックス、及び生体物質のような他の材料であっても良い。また、材料11A,11B,11Cは、同じ成分の材料であって、中心粒径がそれぞれ異なっても良い。このように、複数の種類の材料11は、互いに成分が異なる材料に限らず、例えば、互いに中心粒径が異なる材料や、互いに形状が異なる材料であっても良い。
The plurality of
タンク53Aは、粉末状の材料11Aを収容する。材料11Aは、例えば鉄粉である。タンク53Bは、粉末状の材料11Bを収容する。材料11Bは、例えば銅粉である。タンク53Cは、粉末状の材料11Cを収容する。材料11Cは、例えばアルミニウム粉である。なお、材料11A,11B,11Cはこれに限られない。
The
タンク53Dは、接着剤56を収容する。接着剤56は、材料11A,11B,11Cを固化可能な種類の接着剤である。タンク53Eは、溶剤57を収容する。溶剤57は、例えば、接着剤56に含まれる溶剤である。
The
ノズル52Aは、タンク53Aに収容された材料11Aを吐出する。ノズル52Bは、タンク53Bに収容された材料11Bを吐出する。ノズル52Cは、タンク53Cに収容された材料11Cを吐出する。このように、吐出装置41は、ノズル52A,52B,52Cから、複数の種類の材料11を吐出可能である。
The
ノズル52A,52B,52Cは、例えば、電磁弁により開閉されることで、タンク53A,53B,53Cの材料11A,11B,11Cを重力によりそれぞれ吐出する。ノズル52A,52B,52Cは、材料11A,11B,11Cの中心粒径の6倍以上の直径を有する開口である。このため、重力によって材料11A,11B,11Cが、ノズル52A,52B,52Cからそれぞれ滑らかに吐出される。
The
なお、ノズル52A,52B,52Cは、他の手段によって材料11A,11B,11Cを吐出しても良い。例えば、ノズル52A,52B,52Cは、アクチュエータによって材料11A,11B,11Cを押し出したり、キャリアガスによって材料11A,11B,11Cを噴き出したりしても良い。
The
ノズル52Dは、タンク53Dに収容された接着剤56を吐出する。ノズル52Dは、接着剤56を、タンク53Eの溶剤57と混合させて吐出可能である。ノズル52Dは、接着剤56に混合させる溶剤57の量を変更可能である。すなわち、吐出装置41は、ノズル52Dから、複数の濃度の接着剤56を吐出可能である。複数の濃度の接着剤56は、複数の種類の接着剤の一例である。
The
なお、吐出装置41は、複数の成分や色の接着剤56を収容する複数のタンク53Dと、当該複数の成分や色の接着剤56を吐出する複数のノズル52Dとを有しても良い。このように、複数の種類の接着剤56は、互いに濃度が異なる接着剤に限らず、例えば、互いに成分や色が異なる接着剤であっても良い。
The
移動装置42は、吐出装置41をX軸及びY軸に沿う方向に移動させる。すなわち、移動装置42は、吐出装置41と供給領域Rとを相対的に移動させる。移動装置42は、材料11A,11B,11Cを吐出するノズル52A,52B,52Cと、接着剤56を吐出するノズル52Dと、を一体として移動させる。移動装置42は、レール61と、二つの搬送部62とを有する。
The moving
レール61は、ステージ22の上方に配置され、Y軸に沿う方向に延びる。レール61の長さは、Y軸に沿う方向におけるステージ22の長さよりも長い。レール61は、供給領域Rの上に架け渡される。
The
吐出装置41のホルダ51は、レール61に移動可能に取り付けられる。レール61は、例えば、モータ、ギア、及びベルトのような種々の部品を有する機構を駆動させることにより、吐出装置41をレール61に沿って移動させる。すなわち、レール61は、吐出装置41をY軸に沿う方向に移動させる。吐出装置41のノズル52A,52B,52C,52Dは、供給領域Rに面するが、例えば吐出装置41がレール61の端部に位置するときに供給領域Rから外れても良い。
The
二つの搬送部62は、ステージ22の周壁36の上端36aにそれぞれ載置される。二つの搬送部62は、Y軸に沿う方向に並んで配置される。搬送部62は、レール61を支持する。搬送部62は、例えば、モータのような種々の部品を有する機構を駆動させることにより、X軸に沿う方向に移動する。すなわち、搬送部62は、レール61に取り付けられた吐出装置41をX軸に沿う方向に移動させる。
The two
移動装置42は、上述の記載に限られない。例えば、移動装置42は、吐出装置41をZ軸に沿う方向にさらに移動させても良い。また、移動装置42は、ステージ22を移動させることで、吐出装置41と供給領域Rとを相対的に移動させても良い。
The moving
図1に示すように、収容装置43は、複数の供給管65を通じて、複数のタンク53A,53B,53C,53D,53Eにそれぞれ接続される。収容装置43は、材料11A,11B,11Cと、接着剤56と、溶剤57とを、対応するタンク53A,53B,53C,53D,53Eに供給する。なお、供給管65は、例えば可撓性及び伸縮性を有し、吐出装置41の位置にかかわらずステージ22から離間する。
As shown in FIG. 1, the
なお、タンク53A,53B,53C,53D,53Eは、カートリッジであっても良い。この場合、収容装置43とタンク53A,53B,53C,53D,53Eとは接続されなくても良い。
The
回収装置44は、回収管66を通じて、収容装置43に接続される。回収装置44は、例えば、Y軸に沿う方向に延びるとともに、ステージ22の上方をX軸に沿う方向に移動可能である。回収装置44は、下方の粉末状の材料11を吸引し、収容装置43に送る。
The
光学装置24は、発振素子を有しレーザ光Lを出射する光源、レーザ光Lを平行光に変換する変換レンズ、レーザ光Lを収束させる収束レンズ、及び、レーザ光Lの照射位置を移動させるガルバノミラーのような、種々の部品を有する。図1は、レーザ光Lを二点鎖線で示す。レーザ光Lは、エネルギー線の一例であり、複数の種類の材料11を溶融可能である。なお、エネルギー線はレーザ光Lのように材料を溶融できるものであれば良く、電子ビームや、マイクロ波から紫外線領域の電磁波などであっても良い。
The
光学装置24は、レーザ光Lのパワー密度を変更可能である。さらに、光学装置24は、複数の波長のレーザ光Lを選択的に出射可能である。このように、光学装置24は、複数の種類のレーザ光Lを出射する。複数の種類のレーザ光Lは、互いに波長が異なるレーザ光Lに限らず、例えば、互いにパワー密度が異なるレーザ光Lであっても良い。
The
光学装置24は、ステージ22の上方に位置する。なお、光学装置24は他の場所に配置されても良い。光学装置24は、前記光源が出射したレーザ光Lを、前記変換レンズによって平行光に変換する。光学装置24は、傾斜角度を変更可能な前記ガルバノミラーにレーザ光Lを反射させ、前記収束レンズによってレーザ光Lを収束させることで、レーザ光Lを供給領域Rの所望の位置に照射する。
The
制御部25は、ステージ22、供給装置23、及び光学装置24に、電気的に接続される。制御部25は、例えば、CPU、ROM、及びRAMのような種々の電子部品を有する。制御部25は、前記ROM、又は他の記憶装置に格納されたプログラムを読み出し実行することで、ステージ22、供給装置23、及び光学装置24を制御する。三次元プリンタ10は、制御部25の制御(プログラム)に基づき、造形物13を積層造形する。
The
以下、三次元プリンタ10が粉末状の複数の種類の材料11から造形物13を積層造形する手順の第1の例について説明する。なお、三次元プリンタ10が造形物13を積層造形する方法は、以下に説明されるものに限らない。
Hereinafter, a first example of a procedure in which the three-
図4は、造形物13を積層造形する手順の第1の例を示すフローチャートである。まず、三次元プリンタ10の制御部25に、例えば外部のパーソナルコンピュータから、造形物13の三次元形状のデータが入力される(S11)。当該三次元形状のデータは、例えばCADのデータであるが、これに限らない。
FIG. 4 is a flowchart showing a first example of a procedure for layered modeling of the modeled
上記三次元形状のデータは、造形物13の各部分を作る材料についての情報を含む。すなわち、上記三次元形状のデータは、造形物13の、材料11Aによって作られる部分(以下、第1の部分13aと称する)と、造形物13の、材料11Bによって作られる部分(以下、第2の部分13bと称する)と、の情報を含む。
The data of the three-dimensional shape includes information about the material that forms each part of the shaped
本実施形態における造形物13は、材料11A,11Bによって作られる。材料11Cは、層12を支持するためのサポート材として用いられる。なお、造形物13は、材料11A,11B,11Cによって作られても良く、四種類以上の材料11によって作られても良い。
The modeled
次に、制御部25は、取得した上記データの三次元形状を、複数の層に分割する(スライス)。制御部25は、スライスされた三次元形状を、例えば複数の点や直方体(ピクセル)の集まりに変換する(ラスタライズ、ピクセル化)。このように、制御部25は、取得した造形物13の三次元形状のデータから、複数の二次元形状の層のデータを生成する(S12)。生成されたデータは、制御部25の記憶部(不図示)に記憶される。なお、上記二次元形状の層のデータに含まれる複数のピクセルのそれぞれの面積は、ノズル52A,52B,52Cの開口面積よりも広い。
Next, the
次に、制御部25は、上記複数の二次元形状の層のデータから、複数の層12のデータを生成する(S13)。複数の層12のデータは、上記複数の二次元形状の層のデータと同様に、複数のピクセルの集まりである。層12のデータは、材料11Aが供給されて固化される部分(第1の部分13a)と、材料11Bが供給されて固化される部分(第2の部分13b)と、材料11Cが供給される部分と、の情報をそれぞれ含む。
Next, the
次に、制御部25は、移動装置42によって、吐出装置41を移動させる(S14)。吐出装置41は、例えば、ノズル52Aが供給領域Rの角部分に面する初期位置に予め配置される。移動装置42は、吐出装置41を当該初期位置から、例えばY軸に沿う方向に移動させる。
Next, the
図3に示すように、供給領域Rは、複数の区画Sを含む。図3は、複数の区画Sを二点鎖線で区切る。複数の区画Sは、層12のデータの複数のピクセルに対応する四角形の領域である。
As shown in FIG. 3, the supply region R includes a plurality of sections S. In FIG. 3, the plurality of sections S are separated by a two-dot chain line. The plurality of sections S are rectangular regions corresponding to the plurality of pixels of the data of the
移動装置42が吐出装置41を移動させることで、区画Sの上方を、吐出装置41のノズル52A,52B,52C,52Dが順に通過する。すなわち、移動部42は、供給領域Rの区画Sに面する位置に、ノズル52A,52B,52C,52Dを順に配置させる。以下、ノズル52A,52B,52Cが区画Sに面する位置は、吐出位置と称される。吐出位置は、供給位置の一例である。また、ノズル52Dが区画Sに面する位置は、塗布位置と称される。ノズル52A,52B,52Cが区画Sに面した後に、ノズル52Dが区画Sに面する。
When the moving
なお、図3において、層12が供給領域Rを形成するが、最初は載置台35の上面35aが供給領域Rを形成する。なお、載置台35の上面35aに置かれたベースプレートや、載置台35の上面35aに予め形成された材料11の層12によって、供給領域Rが形成されていても良い。
In FIG. 3, the
次に、制御部25は、各区画Sに、対応するノズル52A,52B,52Cが面するか否かを判断する(S15)。すなわち、制御部25は、ノズル52A,52B,52Cが、対応する区画Sに面する吐出位置に配置されたか否かを判断する。
Next, the
制御部25は、例えば、レール61や搬送部62に含まれるモータの回転量をセンサによって取得することで、吐出装置41のノズル52A,52B,52C,52Dの位置を検出する。なお、制御部25は、他の手段によって吐出装置41のノズル52A,52B,52C,52Dの位置を検出しても良い。
For example, the
層12のデータの材料11Aが供給されるピクセルに対応する区画Sに、ノズル52Aが面する場合、制御部25は、ノズル52Aが対応する区画Sに面する吐出位置に配置されたと判断する(S15:Yes)。同様に、層12のデータの材料11B,11Cが供給されるピクセルに対応する区画Sに、ノズル52B,52Cが面する場合、制御部25は、ノズル52B,52Cが対応する区画Sに面する吐出位置に配置されたと判断する。
When the
制御部25は、ノズル52A,52B,52Cが対応する区画Sに面する吐出位置に配置されたと判断した場合、当該ノズル52A,52B,52Cに、対応する区画Sへ材料11A,11B,11Cを吐出させる(S16)。例えば、図3の一点鎖線の矢印で示すように、制御部25は、ノズル52Cに区画Sへ材料11Cを吐出させる。
When the
制御部25は、ノズル52A,52B,52Cに、対応する区画Sへ材料11A,11B,11Cを吐出させることで、区画Sに材料11A,11B,11Cの層を形成する。すなわち、各区画Sに、材料11A、材料11B、又は材料11Cの層が選択的に形成される。
The
制御部25は、ノズル52A,52B,52Cが対応する区画Sに面する吐出位置に配置されていないと判断した場合(S15:No)、各区画Sに、対応するノズル52Dが面するか否かを判断する(S17A)。すなわち、制御部25は、ノズル52Dが、対応する区画Sに面する塗布位置に配置されたか否かを判断する。制御部25は、ノズル52A,52B,52Cに区画Sへ材料11を吐出させた場合(S16)も、同様に判断を行う(S17A)。
When the
図5は、ノズル52Dが対応する区画Sに面する塗布位置に配置されたステージ22及び供給装置23の一部を示す断面図である。図5に示すように、ノズル52A,52B,52Cが供給領域Rに材料11A,11B,11Cを吐出することで、供給領域Rに、第1の部分12aと、第2の部分12bと、第3の部分12cとが形成される。第1の部分12aは、少なくとも一つの区画Sに、材料11Aによって形成された層12の一部である。第2の部分12bは、少なくとも一つの区画Sに、材料11Bによって形成された層12の一部である。第3の部分12cは、少なくとも一つの区画Sに、材料11Cによって形成された層12の一部である。
FIG. 5 is a cross-sectional view showing a part of the
層12のデータの材料11A,11Bが固化されるピクセルに対応する区画Sに、ノズル52Dが面する場合、制御部25は、ノズル52Dが対応する区画Sに面する塗布位置に配置されたと判断する(S17A:Yes)。
When the
制御部25は、ノズル52Dが対応する区画Sに面する塗布位置に配置されたと判断した場合、当該ノズル52Dに、対応する区画Sへ接着剤56を吐出させる(S18A)。例えば、図5の一点鎖線の矢印で示すように、制御部25は、ノズル52Dに区画Sへ接着剤56を吐出させる。
When it is determined that the
層12のデータは、材料11Aが固化されるピクセルの接着剤56の濃度と、材料11Bが固化されるピクセルの接着剤56の濃度と、の情報をさらに含む。制御部25は、ノズル52Dに、当該層12のデータに基づく濃度の接着剤56を吐出させる。なお、吐出装置41が複数の成分の接着剤56を吐出する複数のノズル52Dを有する場合、制御部25は、ノズル52Dに、対応する区画Sへ少なくとも一種類の接着剤56を吐出させる。
The data for
ノズル52Dが面する区画Sには、材料11A,11B,11Cの層が既に形成されている。ノズル52Dは、材料11A,11Bの層が形成された区画Sに接着剤56を吐出することで、当該区画Sの材料11A又は材料11Bに接着剤56を塗布する。
In the section S facing the
接着剤56は、区画Sで層を形成する材料11A又は11Bに染み込む。これにより、当該区画Sの材料11A又は材料11Bは結合し固化する。接着剤56が塗布された材料11A,11Bは、隣接する固化した材料11A又は11Bとも結合する。
The adhesive 56 soaks into the
さらに、層12のデータは、材料11A,11Bが固化されるピクセルについて、接着剤56の他の条件の情報をさらに含んでも良い。例えば、層12のデータは、各ピクセルについて、接着剤56の量の情報を含んでも良い。この場合、制御部25は、ノズル52Dに、当該層12のデータに基づく量の接着剤56を吐出させる。このように、制御部25は、ノズル52Dに、区画Sに対応する条件で接着剤56を吐出させる。
Furthermore, the data of the
制御部25は、ノズル52Dが対応する区画Sに面する塗布位置に配置されていないと判断した場合(S17A:No)、層12の形成が完了したか否かを判断する(S19)。制御部25は、ノズル52Dに区画Sへ接着剤56を吐出させた場合(S18A)も、同様に判断を行う(S19)。
When it is determined that the
制御部25は、層12の形成が完了していない場合(S19:No)、移動装置42に吐出装置41を再度移動させる(S14)。制御部25は、区画Sへの材料11の吐出(S16)を繰り返すことで、供給領域Rに複数の種類の材料11の層12を形成する。さらに、制御部25は、材料11A,11Bの固化(S18A)を繰り返すことで、層12を形成する複数の種類の材料11の一部である材料11A,11Bを結合及び固化させ、造形物13の第1の部分13a及び第2の部分13bの一部を形成する。なお、層12が材料11A,11Bのみによって形成される場合、制御部25は、当該層12を形成する材料11の全てを結合及び固化させる。
When the formation of the
移動装置42は、吐出装置41を、Y軸に沿う方向における供給領域Rの一方の端部から他方の端部に向かって移動させる。吐出装置41がY軸に沿う方向における供給領域Rの他方の端部に到達すると、移動装置42は、吐出装置41をY軸に沿う方向における供給領域Rの一方の端部に戻し、吐出装置41をX軸に沿う方向に移動させる。移動装置42が吐出装置41をX軸に沿う方向に移動させる距離は、区画Sの一辺の長さに大よそ等しい。移動装置42は、吐出装置41をX軸に沿う方向に移動させると、再度、吐出装置41をY軸に沿う方向に移動させる。移動装置42がこのような吐出装置41の移動を繰り返すことで、ノズル52A,52B,52C,52Dは、供給領域Rの全ての区画Sの上を通過する。
The moving
図6は、層12の形成が完了したステージ22及び供給装置23の一部を示す断面図である。制御部25は、層12の形成が完了した場合(S19:Yes)、全ての層12の形成が完了したか否かを判断する(S20)。制御部25は、全ての層12の形成が完了していない場合(S20:No)、昇降機37に、載置台35を降下させる(S21)。これにより、形成された材料11の層12が、周壁36の上端36aの50μm下方に次の供給領域Rを形成する。
FIG. 6 is a cross-sectional view showing a part of the
制御部25は、材料11の層12の形成を繰り返すことで(S14〜S21)、造形物13を形成する。制御部25は、全ての層12の形成が完了したと判断した場合(S20:Yes)、造形物13の積層造形を終了する。
The
造形物13の積層造形が終了すると、制御部25は、回収装置44を供給領域Rの上方に移動させる。回収装置44は、粉末状のまま残された材料11Cを吸引して回収し、収容装置43に送る。
When the layered modeling of the modeled
上述のように、制御部25は、ノズル52Dに、材料11A,11Bにのみ接着剤56を塗布させる。すなわち、制御部25は、ノズル52Dに、材料11Cを粉末状のまま残させ、他の材料11A,11Bを結合させ固化させる。このため、回収装置44は材料11Cのみを回収でき、吸引した材料11を分別することなく材料11Cを収容装置43で再利用できる。
As described above, the
回収装置44が材料11Cを回収することで、ステージ22の載置台35の上に、材料11A,11Bによって作られた造形物13が残る。これにより、三次元プリンタ10のユーザは、処理槽21の中から、造形物13を取り出すことができる。造形物13は、アームやベルトのような搬送機構によって、処理槽21の処理室21aの外に搬出されても良い。
The
以上の説明において、制御部25は、接着剤56を塗布することで材料11A,11Bを結合させたが、光学装置24にレーザ光Lを照射させることによって材料11A,11Bを結合させても良い。以下、制御部25が材料11A,11Bをレーザ光Lによって結合する場合の一例について説明する。
In the above description, the
図7は、造形物13を積層造形する手順の第2の例を示すフローチャートである。三次元プリンタ10は、第1の例と同様に、造形物13の三次元形状データから層12のデータを生成し、(S11〜S13)、吐出装置41を移動させて区画Sに対応する材料11を吐出する(S14〜S16)。
FIG. 7 is a flowchart showing a second example of the procedure for layered modeling of the modeled
制御部25は、ノズル52A,52B,52Cが対応する区画Sに面する吐出位置に配置されていないと判断した場合(S15:No)、材料11A,11Bが供給された区画Sの上から、吐出装置41が移動したか否かを判断する(S17B)。制御部25は、ノズル52A,52B,52Cに区画Sへ材料11を吐出させた場合(S16)も、同様に判断を行う(S17B)。
When the
制御部25は、材料11A,11Bが供給された区画Sの上から、吐出装置41が移動したと判断すると(S17B:Yes)、光学装置24に当該区画Sへレーザ光Lを照射させる(S18B)。
When the
層12のデータは、材料11Aが固化されるピクセルに対応するレーザ光Lと、材料11Bが固化されるピクセルに対応するレーザ光Lと、の情報をさらに含む。制御部25は、光学装置24に、当該層12のデータに基づくパワー密度及び波長のレーザ光Lを出射させる。すなわち、制御部25は、光学装置24に、区画Sに対応する種類のレーザ光Lを、当該区画Sの材料11A又は材料11Bに照射させる。
The data of the
光学装置24は、区画Sの材料11A又は材料11Bにレーザ光Lを照射することで、当該材料11A,11Bを溶融させる。これにより、当該区画Sの材料11A又は材料11Bは結合し固化する。
The
三次元プリンタ10は、第1の例と同様に、材料11の層12の形成を繰り返すことで(S14〜S21)、造形物13を形成する。制御部25は、全ての層12の形成が完了したと判断した場合(S20:Yes)、造形物13の積層造形を終了する。
As in the first example, the three-
第1の実施の形態に係る三次元プリンタ10において、制御部25は、ノズル52A,52B,52Cに材料11A,11B,11Cを吐出させ、供給領域Rに複数の種類の材料11の層12を形成させる。ノズル52D又は光学装置24は、層12を形成する材料11A,11Bを結合させる。これにより、三次元プリンタ10は、複数の種類の材料11A,11Bを用いた積層造形をすることができる。
In the three-
第1の例において、ノズル52Dは、材料11A,11Bに接着剤56を塗布することで、層12を形成する材料11A,11Bを結合させる。これにより、ノズル52Dが容易に材料11を結合させることができる。
In the first example, the
制御部25は、塗布位置に配置されたノズル52Dに、対応する区画Sへ接着剤56を吐出させ、区画Sの材料11A,11Bに接着剤56を塗布させる。これにより、層12を形成する材料11A,11Bを結合させることが容易になる。
The
制御部25は、ノズル52Dに、対応する区画Sへ複数の濃度の接着剤56を吐出させる。これにより、区画Sに吐出された材料11A,11Bに応じた濃度の接着剤56が塗布され、当該区画Sの材料11A,11Bがより確実に結合される。
The
移動装置42は、ノズル52A,52B,52Cとノズル52Dとを一体として移動させる。これにより、移動装置42の構造が簡素になり、三次元プリンタ10の製造コストが低減されるとともに、処理槽21の処理室21aがより広く利用可能になる。
The moving
第2の例において、光学装置24は、材料11A,11Bにレーザ光Lを照射することで、層12を形成する材料11A,11Bの少なくとも一部を結合させる。すなわち、光学装置24は、材料11A,11Bを溶融することで、材料11A,11Bを結合させる。これにより、材料11A,11Bがより強固に結合される。なお、光学装置24は、材料11A,11Bを焼結して結合させても良い。
In the second example, the
制御部25は、光学装置24に、区画Sに対応する種類のレーザ光Lを、当該区画Sの材料11A,11Bに照射させる。これにより、区画Sに吐出された材料11A,11Bに応じた種類のレーザ光Lが照射され、当該区画Sの材料11A,11Bがより確実に結合される。
The
制御部25は、ノズル52Dに、材料11Cを粉末状のまま残させ、他の材料11A,11Bを結合させる。このため、積層造形後に粉末状のまま残った材料11を回収する場合、一種類の材料11Cのみが回収され、当該材料11Cが容易に再利用可能となる。
The
以下に、第2の実施の形態について、図8を参照して説明する。なお、以下の複数の実施形態の説明において、既に説明された構成要素と同様の機能を持つ構成要素は、当該既述の構成要素と同じ符号が付され、さらに説明が省略される場合がある。また、同じ符号が付された複数の構成要素は、全ての機能及び性質が共通するとは限らず、各実施形態に応じた異なる機能及び性質を有していても良い。 Hereinafter, a second embodiment will be described with reference to FIG. In the following description of the plurality of embodiments, components having the same functions as the components already described are denoted by the same reference numerals as those described above, and further description may be omitted. . In addition, a plurality of components to which the same reference numerals are attached do not necessarily have the same functions and properties, and may have different functions and properties according to each embodiment.
図8は、第2の実施の形態に係るステージ22及び供給装置23の一部を示す斜視図である。図8に示すように、第2の実施形態の供給装置23は、二つの吐出装置41A,42Bと、二つの移動装置42A,42Bと、フレーム71と、を有する。
FIG. 8 is a perspective view showing a part of the
吐出装置41Aは、ホルダ51Aと、ノズル52A,52B,52Cと、タンク53A,53B,53Cとを有する。ホルダ51Aは、第1の実施形態のホルダ51と同様に、タンク53A,53B,53Cを保持する。ノズル52A,52B,52Cは、ホルダ51Aに設けられる。すなわち、吐出装置41Aは、複数の種類の材料11A,11B,11Cを吐出する。
The
吐出装置41Bは、ホルダ51Bと、ノズル52Dと、タンク53D,53Eとを有する。ホルダ51Bは、第1の実施形態のホルダ51と同様に、タンク53D,53Eを保持する。ノズル52Dは、ホルダ51Bに設けられる。すなわち、吐出装置41Bは、複数の濃度の接着剤56を吐出する。
The
移動装置42Aは、レール61Aと搬送部62Aとを有する。レール61Aは、第1の実施形態と同様に、吐出装置41AをY軸に沿う方向に移動させる。搬送部62Aは、第1の実施形態と同様に、吐出装置41AをX軸に沿う方向に移動させる。
The moving
移動装置42Bは、移動装置42Aと、X軸に沿う方向に並んで配置される。移動装置42Bは、レール61Bと搬送部62Bとを有する。レール61Bは、第1の実施形態と同様に、吐出装置41BをY軸に沿う方向に移動させる。搬送部62Bは、第1の実施形態と同様に、吐出装置41BをX軸に沿う方向に移動させる。
The moving
フレーム71は、略四角形の枠状に形成される。フレーム71は、周壁36の上端36aに載置される。フレーム71のY軸に沿う方向の長さは、周壁36のY軸に沿う方向の長さと大よそ等しい。フレーム71のX軸に沿う方向の長さは、周壁36のX軸に沿う方向の長さよりも長い。搬送部62A,62Bは、フレーム71の上端71aに載置される。
The
フレーム71は、X軸に沿う方向における吐出装置41A,41Bの移動可能な範囲を拡張する。これにより、吐出装置41A,41Bの両方が、供給領域Rの全ての区画Sの上を通過可能になる。
The
移動装置42A,42Bは、吐出装置41A,41Bを個別に移動させる。移動装置42Bは、X軸に沿う方向において、吐出装置41Aが吐出装置41Bから所定の距離だけ離間してから、吐出装置41Bを移動させる。
The moving
ノズル52Dが対応する区画Sに面する塗布位置に配置されたとき、当該区画Sに隣接する区画Sに、材料11A,11B,11Cのいずれかの層が既に形成されている。このため、ノズル52Dが対応する区画Sの材料11A又は11Bに接着剤56を塗布した場合に、当該区画の材料11A又は11Bが崩れることが抑制される。
When the
以下に、第3の実施の形態について、図9を参照して説明する。図9は、第3の実施の形態に係るステージ22及び供給装置23の一部を示す断面図である。図9に示すように、第3の実施形態のホルダ51は、共通室81と、共通ノズル82とを有する。共通ノズル82は、第3の実施形態における吐出部の一例である。
A third embodiment will be described below with reference to FIG. FIG. 9 is a cross-sectional view showing a part of the
第3の実施形態において、ノズル52A,52B,52Cは、タンク53A,53B,53Cにそれぞれ設けられる。ノズル52A,52B,52Cは、それぞれ共通室81に開口する。
In the third embodiment, the
共通室81は、ホルダ51の内部に設けられる。ノズル52A,52B,52Cが材料11A,11B,11Cを吐出すると、当該材料11A,11B,11Cは、共通室81に供給される。
The
共通ノズル82は、ホルダ51の下面51aに設けられ、供給領域Rに面する。共通ノズル82は、共通室81に開口する。共通ノズル82は、共通室81に供給された材料11A,11B,11Cを、例えば重力により吐出する。
The
制御部25は、共通ノズル82が対応する区画Sに面する吐出位置に配置されると、当該区画Sに対応するノズル52A,52B,52Cから材料11A,11B,11Cを吐出させる。共通室81に供給された少なくとも一つの材料11A,11B,11Cは、共通ノズル82から、対応する区画Sに吐出される。
When the
制御部25は、ノズル52A,52B,52Cに、複数の種類の材料11A,11B,11Cを共通室81へ吐出させても良い。すなわち、共通ノズル82は、共通室81で混合された二種類以上の材料11A,11B,11Cを吐出しても良い。
The
第3の実施形態の三次元プリンタ10において、制御部25は、吐出位置に配置された共通ノズル82に、対応する区画Sへ複数の種類の材料11A,11B,11Cを吐出させる。これにより、三次元プリンタ10は、混合された複数の種類の材料11A,11B,11Cを用いた積層造形をすることができる。
In the three-
以下に、第4の実施の形態について、図10を参照して説明する。図10は、第4の実施の形態に係るステージ22及び供給装置23の一部を示す断面図である。第4の実施形態のタンク53A,53B,53Cは、材料11A,11B,11Cと分散剤Dとをそれぞれ収容する。
Hereinafter, a fourth embodiment will be described with reference to FIG. FIG. 10 is a cross-sectional view showing a part of the
第4の実施形態の材料11は、粒子径が100nmより小さい、いわゆるナノ粒子である。第4の実施形態の材料11Aは、例えば金(Au)の粉末である。なお、材料11Aはこれに限られない。
The
金属のナノ粒子の融点は、ナノ粒子よりも大きく結合した金属(バルク材)の融点よりも低い。例えば金のナノ粒子の融点は、金の本来の融点(約1064℃)よりも数百℃低い。すなわち、タンク53A,53B,53Cに収容される材料11は、当該材料11の融点が、結合した当該材料11の融点よりも低くなる粒径を有する。
The melting point of the metal nanoparticles is lower than the melting point of the metal (bulk material) bonded larger than the nanoparticles. For example, the melting point of gold nanoparticles is several hundred degrees C lower than the original melting point of gold (about 1064 C). That is, the
分散剤Dは、例えば、純水やエタノールである。なお、分散剤Dはこれに限られない。ナノ粒子は、凝集することで融点を上昇させる。分散剤Dは、材料11のナノ粒子を分散させる。これにより、分散剤Dは、材料11のナノ粒子が凝集し、当該材料11の融点が上昇することを抑制する。
The dispersant D is, for example, pure water or ethanol. The dispersant D is not limited to this. Nanoparticles aggregate to raise the melting point. Dispersant D disperses the nanoparticles of
載置台35の上面35aに、ベースプレート91が載置される。ベースプレート91は、例えば金の板材である。すなわち、ベースプレート91は、材料11Aと同じ材料で作られる。なお、ベースプレート91はこれに限られない。ベースプレート91は、最初に供給領域Rを形成する。
A
載置台35は、ヒータ35cを有する。ヒータ35cは、結合形成部の一例である。ヒータ35cは、載置台35と、載置台35に載置されたベースプレート91とを加熱する。すなわち、ヒータ35cは、供給領域Rを加熱する。
The mounting table 35 includes a
第4の実施形態において、排出口32は、処理室21aの空気を排出し、処理室21aを真空にする。このため、載置台35やベースプレート91が気体によって冷却されることが抑制される。処理室21aはこれに限らず、供給口31によって例えば窒素が充填されても良い。
In the fourth embodiment, the
制御部25は、ヒータ35cによって、供給領域Rの温度を、材料11のナノ粒子の融点よりも高く、且つ、結合した材料11の融点よりも低くする。このため、ヒータ35cによって加熱されるベースプレート91は、溶融せずに固体のまま保たれる。
The
ノズル52Aが吐出位置に配置されると、制御部25は、ノズル52Aに、材料11Aのナノ粒子を含む分散剤Dを吐出させる。ノズル52Aは、例えば、アクチュエータにより分散剤Dを加圧することで吐出させる。
When the
ノズル52Aから吐出された材料11Aのナノ粒子を含む分散剤Dは、ベースプレート91が形成する供給領域Rに向かう。処理室21aが真空であるため、供給領域Rに到達するまでの間に、分散剤Dは蒸発する。このため、材料11Aのナノ粒子のみが、供給領域Rに到達する。
Dispersant D containing nanoparticles of
供給領域Rの温度は、材料11Aのナノ粒子の融点よりも高い。このため、供給領域Rに到達した材料11Aのナノ粒子は溶融し、ベースプレート91に結合する。ベースプレート91に結合することで、材料11Aの融点は、供給領域Rの温度よりも高くなる。このため、ベースプレート91に結合した材料11Aは、凝固して固体に戻る。
The temperature of the supply region R is higher than the melting point of the nanoparticles of the
ベースプレート91に結合した材料11Aは、ヒータ35cによって加熱される。このため、当該材料11Aに、ノズル52Aから吐出された材料11Aのナノ粒子が到達すると、材料11Aのナノ粒子は溶融する。これにより、材料11Aが互いに結合される。
The
このように、ヒータ35cは、積層される材料11Aのナノ粒子を結合させる。ヒータ35cは、同様に、材料11B,11Cのナノ粒子を溶融及び凝固させる。すなわち、供給領域Rに材料11の層が形成された直後に、ヒータ35cが材料11を結合させる。材料11のナノ粒子の積層と、材料11のナノ粒子の溶融と、材料11の結合及び凝固とが繰り返されることにより、造形物13が造形される。
Thus, the
なお、分散剤Dは、蒸発せずに供給領域Rに到達しても良い。例えば、分散剤Rは、供給領域Rに付着可能な粘度を有するとともに、エタノールや純水よりも長い時間をかけて蒸発するゲル溶媒であっても良い。このような分散剤Dは、材料11のナノ粒子を含んだまま供給領域Rに付着し、徐々に蒸発する。分散剤Dが蒸発すると、材料11のナノ粒子は、重力によって供給領域Rに到達する。これにより、蒸発した分散剤Dにより材料11が飛散することが抑制される。
The dispersant D may reach the supply region R without evaporating. For example, the dispersant R may be a gel solvent that has a viscosity capable of adhering to the supply region R and evaporates over a longer time than ethanol or pure water. Such a dispersant D adheres to the supply region R while containing the nanoparticles of the
第4の実施形態の三次元プリンタ10において、粉末状の材料11は、当該材料11の融点が、結合した当該材料11の融点よりも低くなる粒径を有する。ヒータ35cは、供給領域Rの温度を、粉末状の材料11の融点よりも高く且つ結合した材料11の融点よりも低くする。これにより、吐出された粉末状の材料11は、供給領域Rに到達すると溶融し、結合する。結合した材料11の融点はヒータ35cによって設定された温度よりも高いため、結合した材料11は凝固する。これにより、三次元プリンタ10は、接着剤56やレーザ光L無しで積層造形をすることができる。
In the three-
さらに、材料11Cのようなサポート材無しで積層造形をすることができる。このため、制御部25は、ノズル52A,52B,52Cに複数の種類の材料11を吐出させ、供給領域Rの一部に複数の種類の材料11の層12を形成させる。
Furthermore, additive manufacturing can be performed without a support material such as the
以下に、第5の実施の形態について、図11を参照して説明する。図11は、第5の実施の形態に係るステージ22及び供給装置23の一部を示す断面図である。図11に示すように、第5の実施形態の供給装置23は、マスク形成装置100を有する。
Hereinafter, a fifth embodiment will be described with reference to FIG. FIG. 11 is a cross-sectional view showing a part of the
マスク形成装置100は、ホルダ101と、ノズル102と、タンク103とを有する。マスク形成装置100は、供給領域Rに、マスク105を形成する。マスク105は、材料11A,11Bが供給される区画Sを開放する開口部106を有する。
The
ホルダ101は、タンク103を保持するとともに、レール61に取り付けられる。これにより、マスク形成装置100は、移動装置42により移動させられる。ノズル102は、ホルダ101に設けられ、供給領域Rに向く。タンク103は、マスク105の材料を収容する。
The
マスク形成装置100は、サポート材である材料11Cが供給される区画Sに、ノズル102からマスク105の材料を吐出する。これにより、材料11A,11Bが供給される区画Sが開放されたマスク105が形成される。
The
吐出装置41のノズル52A,52Bが、開口部106によって開放された区画Sに、材料11A,11Bを吐出する。これにより、区画Sに、より正確に材料11A,11Bの層が形成される。
The nozzles 52 </ b> A and 52 </ b> B of the
開口部106によって開放された区画Sに供給された材料11A,11Bは、例えば、接着剤56によって結合及び固化される。材料11A,11Bが固化されると、マスク105の表面に残った粉末状の材料11A,11Bが除去され、マスク105が例えばエッチングにより除去される。そして、マスク105が除去された区画Sに、吐出装置41がサポート材である材料11Cを供給する。
The
なお、マスク105が形成された後、材料11A,11Bは、吐出装置41に限らず、ローラや撒布によって区画Sに供給されても良い。また、接着剤56も、撒布により区画Sに供給されても良い。
Note that after the
以下に、第6の実施の形態について、図12を参照して説明する。図12は、第6の実施の形態に係るステージ22及び供給装置23の一部を示す断面図である。図12に示すように、第6の実施形態の吐出装置41は、ヒータ110を有する。
Hereinafter, a sixth embodiment will be described with reference to FIG. FIG. 12 is a cross-sectional view showing part of the
ホルダ51は、ヒータ110を収容する。ヒータ110は、タンク53A,53Bを収容する。ヒータ110は、タンク53A,53Bを、材料11A,11Bの融点より高い温度に加熱する。これにより、タンク53A,53Bに収容される材料11A,11Bの少なくとも一部が溶融する。
The
ノズル52A,52Bは、少なくとも部分的に溶融した材料11A,11Bを吐出する。材料11A,11Bは、供給領域Rに接触することで冷却される。これにより、材料11A,11Bは凝固して結合する。
The
材料11A,11Bは、供給領域Rに積層した直後に、凝固して結合する。このため、三次元プリンタ10は、接着剤56やレーザ光L無しで積層造形をすることができる。さらに、材料11Cのようなサポート材無しで積層造形をすることができる。
Immediately after being stacked in the supply region R, the
以上説明した少なくとも一つの実施形態によれば、制御部は、吐出部に少なくとも一種類の材料を吐出させ、供給領域の少なくとも一部に複数の種類の材料の層を形成させる。結合形成部は、層を形成する複数の種類の材料の少なくとも一部を結合させる。これにより、積層造形装置は、複数の種類の材料を用いた積層造形をすることができる。 According to at least one embodiment described above, the control unit causes the ejection unit to eject at least one type of material, and forms a plurality of types of material layers in at least a part of the supply region. The bond forming unit bonds at least a part of a plurality of types of materials forming the layer. Thereby, the additive manufacturing apparatus can perform additive manufacturing using a plurality of types of materials.
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。 Although several embodiments of the present invention have been described, these embodiments are presented by way of example and are not intended to limit the scope of the invention. These novel embodiments can be implemented in various other forms, and various omissions, replacements, and changes can be made without departing from the scope of the invention. These embodiments and modifications thereof are included in the scope and gist of the invention, and are included in the invention described in the claims and the equivalents thereof.
例えば、第1の実施形態において、材料11Cが粉末状のまま残されたが、材料11A,11B,11Cの全てが結合されても良い。結合された材料11Cは、例えば、エッチングによって除去されても良い。
For example, in the first embodiment, the
10…三次元プリンタ、11,11A,11B,11C…材料、12…層、24…光学装置、25…制御部、35…載置台、41,41A,41B…吐出装置、42,42A,42B…移動装置、52A,52B,52C,52D…ノズル、56…接着剤、57…溶剤、82…共通ノズル、110…ヒータ、R…供給領域、S…区画、L…レーザ光、D…分散剤。
DESCRIPTION OF
Claims (10)
前記供給部と前記供給領域とを相対的に移動させ、前記供給部を前記供給領域に面する複数の供給位置に配置させる移動部と、
前記複数の供給位置に配置された前記供給部に少なくとも一種類の前記材料を前記供給領域へ供給させ、少なくとも一種類の前記材料によって形成された第1の部分と、前記第1の部分と異なる少なくとも一種類の前記材料によって形成された第2の部分と、を前記供給領域に形成させ、前記第1の部分と前記第2の部分とを有する前記材料の層を前記供給領域に形成させる制御部と、
前記第1の部分の少なくとも一部を結合させるとともに、前記第2の部分の少なくとも一部を結合させる、結合形成部と、
を具備する積層造形装置。 A supply section capable of supplying a plurality of types of powdered materials to the supply area;
A moving unit that relatively moves the supply unit and the supply region and arranges the supply unit at a plurality of supply positions facing the supply region;
At least one type of the material is supplied to the supply region by the supply unit arranged at the plurality of supply positions, and a first portion formed by at least one type of the material is different from the first portion. A second portion formed of at least one kind of material, and a control unit for forming a layer of the material having the first portion and the second portion in the supply region. And
A coupling forming unit coupling at least a part of the first part and coupling at least a part of the second part;
An additive manufacturing apparatus comprising:
前記移動部は、前記結合形成部と前記供給領域とを相対的に移動させ、前記結合形成部を前記第1の部分又は前記第2の部分に面する複数の塗布位置に配置させ、
前記制御部は、前記塗布位置に配置された前記結合形成部に、当該結合形成部に面する前記第1の部分又は前記第2の部分へ前記接着剤を吐出させ、前記第1の部分の少なくとも一部の前記材料と、前記第2の部分の少なくとも一部の前記材料と、に前記接着剤を塗布させる、
請求項2の積層造形装置。 The bond forming part discharges the adhesive,
The moving part relatively moves the bond forming part and the supply region, and arranges the bond forming part at a plurality of application positions facing the first part or the second part,
The control unit causes the bond forming unit disposed at the application position to discharge the adhesive to the first part or the second part facing the bond forming part, and Applying the adhesive to at least a portion of the material and at least a portion of the material of the second portion;
The additive manufacturing apparatus according to claim 2.
前記制御部は、前記塗布位置に配置された前記結合形成部に、前記第1の部分及び前記第2の部分へそれぞれ異なる種類の前記接着剤を吐出させる、
請求項3の積層造形装置。 The bond forming portion can discharge a plurality of types of the adhesive,
The control unit causes the bond forming unit disposed at the application position to discharge different types of the adhesive to the first part and the second part,
The additive manufacturing apparatus according to claim 3.
前記制御部は、前記結合形成部に、前記第1の部分及び前記第2の部分へそれぞれ異なる種類の前記エネルギー線を照射させる、
請求項6の積層造形装置。 The bond forming part can emit a plurality of types of energy rays,
The control unit causes the bond forming unit to irradiate the first part and the second part with different types of the energy rays,
The additive manufacturing apparatus according to claim 6.
前記結合形成部は、前記第3の部分の前記材料を粉末状のまま残す、
請求項1乃至請求項7のいずれか一つの積層造形装置。 The control unit causes the supply unit to form a third part formed of one kind of the material in the supply region, and to combine the first part, the second part, and the third part. Forming the layer of the material with the supply region;
The bond forming portion leaves the material of the third portion in powder form;
The additive manufacturing apparatus according to any one of claims 1 to 7.
前記結合形成部は、前記供給領域の温度を、粉末状の前記材料の融点よりも高く且つ結合した前記材料の融点よりも低くする、
請求項1の積層造形装置。 The powdered material has a particle size such that the melting point of the material is lower than the melting point of the bonded material,
The bond forming unit makes the temperature of the supply region higher than the melting point of the powdered material and lower than the melting point of the bonded material.
The additive manufacturing apparatus according to claim 1.
前記複数の供給位置に配置された前記供給部に少なくとも一種類の前記材料を前記供給領域へ供給させ、少なくとも一種類の前記材料によって形成された第1の部分と、前記第1の部分と異なる少なくとも一種類の前記材料によって形成された第2の部分と、を前記供給領域に形成させ、前記第1の部分と前記第2の部分とを有する前記材料の層を前記供給領域に形成させる工程と、
前記第1の部分の少なくとも一部を結合させる工程と、
前記第2の部分の少なくとも一部を結合させる工程と、
を有する積層造形方法。 Arranging a supply unit capable of supplying a plurality of types of powdery materials at a plurality of supply positions facing the supply region;
At least one type of the material is supplied to the supply region by the supply unit arranged at the plurality of supply positions, and a first portion formed by at least one type of the material is different from the first portion. Forming a second portion formed of at least one kind of the material in the supply region, and forming a layer of the material having the first portion and the second portion in the supply region. When,
Combining at least a portion of the first portion;
Combining at least a portion of the second portion;
An additive manufacturing method having
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014191936A JP6305295B2 (en) | 2014-09-19 | 2014-09-19 | Additive manufacturing apparatus and additive manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014191936A JP6305295B2 (en) | 2014-09-19 | 2014-09-19 | Additive manufacturing apparatus and additive manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016060169A true JP2016060169A (en) | 2016-04-25 |
| JP6305295B2 JP6305295B2 (en) | 2018-04-04 |
Family
ID=55796791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014191936A Expired - Fee Related JP6305295B2 (en) | 2014-09-19 | 2014-09-19 | Additive manufacturing apparatus and additive manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6305295B2 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107214948A (en) * | 2017-07-21 | 2017-09-29 | 佛山市正略信息科技有限公司 | It is a kind of that the 3D printer that two kinds of materials are printed simultaneously can be achieved |
| CN108165961A (en) * | 2018-01-17 | 2018-06-15 | 华南理工大学 | A kind of 3D printer and its operation method based on liquid solid chemical reaction deposition |
| JP2018153935A (en) * | 2017-03-15 | 2018-10-04 | 株式会社東芝 | Laminate modeling apparatus, processing apparatus, and laminate modeling method |
| JP2019529162A (en) * | 2016-09-21 | 2019-10-17 | セルゲイ・シンゴフ | 3D printer |
| JP2020505509A (en) * | 2017-01-13 | 2020-02-20 | ゼネラル・エレクトリック・カンパニイ | Additive manufacturing using a mobile scanning area |
| JP2020530879A (en) * | 2017-08-15 | 2020-10-29 | エフュージョンテック ピーティーワイ リミテッド | 3D printer |
| WO2021002365A1 (en) * | 2019-07-01 | 2021-01-07 | 株式会社ニコン | Shaping device |
| JP2021181211A (en) * | 2020-05-20 | 2021-11-25 | 株式会社荏原製作所 | AM device and AM method |
| WO2021235182A1 (en) * | 2020-05-20 | 2021-11-25 | 株式会社荏原製作所 | Am device and am method |
| JP2022172280A (en) * | 2017-04-28 | 2022-11-15 | ダイバージェント テクノロジーズ, インコーポレイテッド | Multi-materials and print parameters for additive manufacturing |
| JP7438888B2 (en) | 2020-08-14 | 2024-02-27 | 株式会社荏原製作所 | AM device |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001334581A (en) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | Three-dimensional molding apparatus |
| US20140099476A1 (en) * | 2012-10-08 | 2014-04-10 | Ramesh Subramanian | Additive manufacture of turbine component with multiple materials |
-
2014
- 2014-09-19 JP JP2014191936A patent/JP6305295B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001334581A (en) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | Three-dimensional molding apparatus |
| US20140099476A1 (en) * | 2012-10-08 | 2014-04-10 | Ramesh Subramanian | Additive manufacture of turbine component with multiple materials |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019529162A (en) * | 2016-09-21 | 2019-10-17 | セルゲイ・シンゴフ | 3D printer |
| JP7034562B2 (en) | 2016-09-21 | 2022-03-14 | セルゲイ・シンゴフ | 3D printer |
| EP3515635A4 (en) * | 2016-09-21 | 2020-05-27 | Singov, Sergey | 3d printer |
| JP2020505509A (en) * | 2017-01-13 | 2020-02-20 | ゼネラル・エレクトリック・カンパニイ | Additive manufacturing using a mobile scanning area |
| US10981232B2 (en) | 2017-01-13 | 2021-04-20 | General Electric Company | Additive manufacturing using a selective recoater |
| JP2018153935A (en) * | 2017-03-15 | 2018-10-04 | 株式会社東芝 | Laminate modeling apparatus, processing apparatus, and laminate modeling method |
| JP2022172280A (en) * | 2017-04-28 | 2022-11-15 | ダイバージェント テクノロジーズ, インコーポレイテッド | Multi-materials and print parameters for additive manufacturing |
| CN107214948A (en) * | 2017-07-21 | 2017-09-29 | 佛山市正略信息科技有限公司 | It is a kind of that the 3D printer that two kinds of materials are printed simultaneously can be achieved |
| JP2020530879A (en) * | 2017-08-15 | 2020-10-29 | エフュージョンテック ピーティーワイ リミテッド | 3D printer |
| CN108165961A (en) * | 2018-01-17 | 2018-06-15 | 华南理工大学 | A kind of 3D printer and its operation method based on liquid solid chemical reaction deposition |
| JP2021511230A (en) * | 2018-01-17 | 2021-05-06 | 華南理工大学 | 3D printer and its operation method |
| JP7042530B2 (en) | 2018-01-17 | 2022-03-28 | 華南理工大学 | 3D printer and its operation method |
| WO2021002365A1 (en) * | 2019-07-01 | 2021-01-07 | 株式会社ニコン | Shaping device |
| WO2021235182A1 (en) * | 2020-05-20 | 2021-11-25 | 株式会社荏原製作所 | Am device and am method |
| JP2021181211A (en) * | 2020-05-20 | 2021-11-25 | 株式会社荏原製作所 | AM device and AM method |
| JP7340492B2 (en) | 2020-05-20 | 2023-09-07 | 株式会社荏原製作所 | AM device and AM method |
| JP7438888B2 (en) | 2020-08-14 | 2024-02-27 | 株式会社荏原製作所 | AM device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6305295B2 (en) | 2018-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6305295B2 (en) | Additive manufacturing apparatus and additive manufacturing method | |
| US10758978B2 (en) | Additive manufacturing with powder and densification material dispensing | |
| JP5951668B2 (en) | Material supply apparatus and additive manufacturing apparatus for additive manufacturing apparatus | |
| JP6390108B2 (en) | Sintered modeling material, sintered modeling method, sintered model and sintered modeling apparatus | |
| JP5917636B2 (en) | Material supply apparatus, additive manufacturing apparatus, and material supply method for additive manufacturing apparatus | |
| JP5917586B2 (en) | Material supply apparatus and additive manufacturing apparatus for additive manufacturing apparatus | |
| KR102058843B1 (en) | Integrated build and material supply for an additive manufacturing apparatus | |
| JP5911905B2 (en) | Manufacturing method of layered objects | |
| CN109562569B (en) | Layering of build material particles | |
| US20190160539A1 (en) | Additive Manufacturing with Overlapping Light Beams | |
| US20170326792A1 (en) | Method, Device, and Recoating Module for Producing a Three-Dimensional Object | |
| KR20170097055A (en) | Method and device for producing 3d shaped articles by layering | |
| JP2015038237A (en) | Laminated molding, powder laminate molding apparatus, and powder laminate molding method | |
| US20200130226A1 (en) | Methods of additive manufacturing for ceramics using microwaves | |
| KR102376234B1 (en) | Device and method for 3D printing | |
| JP2018153935A (en) | Laminate modeling apparatus, processing apparatus, and laminate modeling method | |
| CN108463331B (en) | Powder discharge unit, device and method for generatively producing three-dimensional objects | |
| WO2018159133A1 (en) | Composition for manufacturing three-dimensional printed article, method for manufacturing three-dimensional printed article, and device for manufacturing three-dimensional printed article | |
| JP2020056069A (en) | Forming apparatus and method for manufacturing formed body | |
| JP6509793B2 (en) | MATERIAL SUPPLY DEVICE FOR LAMINATE FORMING APPARATUS, AND LAMINATE FORMING APPARATUS | |
| JP2021187552A (en) | Three-dimensional modeling powder package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180306 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6305295 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |