JP2014037101A - Production method of fiber-reinforced plastic made honeycomb core - Google Patents
Production method of fiber-reinforced plastic made honeycomb core Download PDFInfo
- Publication number
- JP2014037101A JP2014037101A JP2012180900A JP2012180900A JP2014037101A JP 2014037101 A JP2014037101 A JP 2014037101A JP 2012180900 A JP2012180900 A JP 2012180900A JP 2012180900 A JP2012180900 A JP 2012180900A JP 2014037101 A JP2014037101 A JP 2014037101A
- Authority
- JP
- Japan
- Prior art keywords
- honeycomb core
- corrugated
- reinforced plastic
- prepreg
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 72
- 239000011151 fibre-reinforced plastic Substances 0.000 title claims abstract description 62
- 229920002430 Fibre-reinforced plastic Polymers 0.000 title claims abstract description 61
- 238000000034 method Methods 0.000 claims abstract description 92
- 210000002421 cell wall Anatomy 0.000 claims abstract description 42
- 238000010438 heat treatment Methods 0.000 claims abstract description 37
- 210000004027 cell Anatomy 0.000 claims abstract description 35
- 210000002777 columnar cell Anatomy 0.000 claims abstract description 6
- 229920005989 resin Polymers 0.000 claims description 33
- 239000011347 resin Substances 0.000 claims description 33
- 239000000463 material Substances 0.000 claims description 25
- 229920001187 thermosetting polymer Polymers 0.000 claims description 25
- 239000000835 fiber Substances 0.000 claims description 21
- 238000009751 slip forming Methods 0.000 claims description 7
- 206010010071 Coma Diseases 0.000 claims description 3
- 206010073261 Ovarian theca cell tumour Diseases 0.000 claims description 2
- 238000005304 joining Methods 0.000 claims description 2
- 208000001644 thecoma Diseases 0.000 claims description 2
- 238000002360 preparation method Methods 0.000 abstract description 13
- 230000001788 irregular Effects 0.000 abstract description 2
- 238000007906 compression Methods 0.000 abstract 2
- 230000006835 compression Effects 0.000 abstract 1
- 239000000853 adhesive Substances 0.000 description 30
- 230000001070 adhesive effect Effects 0.000 description 30
- 238000013007 heat curing Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000003825 pressing Methods 0.000 description 6
- 238000009825 accumulation Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 4
- 208000005168 Intussusception Diseases 0.000 description 3
- 238000001723 curing Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images






Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
本発明は、繊維強化プラスチック製ハニカムコアの製造方法に関する。すなわち、繊維基材に樹脂を付着,含浸させた、繊維強化プラスチック(FRP)製のハニカムコアの製造方法に、関するものである。 The present invention relates to a method for manufacturing a honeycomb core made of fiber reinforced plastic. That is, the present invention relates to a method of manufacturing a honeycomb core made of fiber reinforced plastic (FRP) in which a resin is adhered and impregnated on a fiber base material.
《技術的背景》
ハニカムコアは、セル壁にて区画形成された中空柱状の多数のセルの平面的集合体よりなり、重量比強度,平面精度(特に、ハニカムサンドイッチパネルとして使用した場合),その他に優れる、という特性を備えている。
そして、繊維強化プラスチック製のハニカムコアは、軽量性や耐食性に一段と優れており、そのセル壁は、繊維基材に熱硬化性樹脂を付着,含浸させたものが代表的であり、セルは、断面形状が正六角形のものが代表的である。
又、このような繊維強化プラスチック製のハニカムコアは、他のハニカムコアと同様、いわゆるコルゲート方式や展張方式にて製造される。本発明は、コルゲート方式の製造方法に関する。
《Technical background》
A honeycomb core consists of a flat aggregate of many hollow columnar cells partitioned by cell walls, and is superior in weight specific strength, planar accuracy (especially when used as a honeycomb sandwich panel), and others. It has.
The honeycomb core made of fiber reinforced plastic is further superior in light weight and corrosion resistance, and its cell wall is typically a fiber base material adhered and impregnated with a thermosetting resin. A typical one having a regular hexagonal cross-sectional shape.
Further, such a honeycomb core made of fiber reinforced plastic is manufactured by a so-called corrugated system or a stretch system, like other honeycomb cores. The present invention relates to a corrugated manufacturing method.
《従来技術》
コルゲート方式では、繊維強化プラスチック製の波板を重積,接着することにより、ハニカムコアを製造していた。このような従来のコルゲート方式の製造方法について、図5,図6,図7を参照して説明する。
まず、図5の(1)図に示したように、シート状のプリプレグ1がコルゲート成形装置2に供給されて、コルゲート成形される。
すなわち、繊維基材3に熱硬化性樹脂4を付着,含浸させた粘性状態Bのプリプレグ1が、コルゲート成形装置2の上下一対のコルゲートギア5とコルゲートラック6間に、挿入されて加圧され、もって、シート状から波形状にコルゲート成形される。なおコルゲート成形装置2としては、上下一対のギアを用いたもの等もある。
それから、コルゲート成形されたプリプレグ1は、図5の(2)図に示したように、コルゲートラック6,7間に挟持され形状保持されつつ、ホットプレス等の加熱加圧装置Hに供給され、図6の(1)図に示したように、熱硬化性樹脂2が完全硬化状態Cとされて、コルゲート板8となる。
<Conventional technology>
In the corrugated method, a honeycomb core is manufactured by stacking and bonding corrugated sheets made of fiber reinforced plastic. Such a conventional corrugated manufacturing method will be described with reference to FIGS.
First, as shown in FIG. 5 (1), the sheet-
That is, the
Then, the
それからコルゲート板8は、図6の(2)図に示したように、プリントロール9間に供給され、波形の頂部表面や底部裏面に、接着剤10が塗布される。図中11は、熱硬化型の接着剤10のトレー、12は、回転駆動されるピックアップロールである。
接着剤10が塗布されたコルゲート板8は、オーブン等に供給されて加熱,乾燥され、接着剤10中の余分な溶剤が蒸発,除去される。それから、複数枚のコルゲート板9が、波形が半ピッチ分ずれ頂部と底部が対応する位置関係で、重積される。
そして、図6の(3)図に示したように、オーブン等の加熱加圧装置Hに供給されて、塗布されていた接着剤10が溶融,硬化し、もって完全硬化状態Cとなった接着剤10にて、重積されたコルゲート板8間が接着される。
従来のコルゲート方式の製造方法では、このような工程を辿ることにより、図7に示したように、コルゲート板8をセル壁13とし、セル14の断面形状が正六角形の繊維強化プラスチック製のハニカムコア15を製造していた。
Then, as shown in FIG. 6B, the
The
Then, as shown in FIG. 6 (3), the adhesive 10 supplied to a heating and pressing apparatus H such as an oven is melted and cured, so that it is in a completely cured state C. The stacked
In the conventional corrugated manufacturing method, by following such steps, as shown in FIG. 7, the
このような従来技術としては、例えば、次の特許文献1,2に示されたものが挙げられる。
《問題点》
ところで、このような従来のコルゲート方式に係る繊維強化プラスチック製のハニカムコア15の製造方法については、次の課題が指摘されていた。
《第1の問題点》
第1に、コスト面に問題が指摘されていた。すなわち、従来のコルゲート方式の製造方法は、まず、高価なコルゲート成形装置2が必須的に使用されており、ハニカムコア15の製造コスト上昇を招いていた。
すなわち、コルゲート成形装置2の例えばコルゲートギア5とコルゲートラック6や、上下一対のギア等は、プリプレグ1を連続的にコルゲート成形するための型として、精緻で正確な寸法設定,噛み合わせ構造,位置合わせ等を要し、製作コストが嵩み高価となっていた。
又、従来の製造方法は、接着剤10を使用するので、その分だけ材料コストが嵩んでいた。更に、接着剤10の塗布工程,乾燥工程,加熱硬化工程、等の各工程の追加実施が必須的であり、各工程の分だけ手間がかかり、これらの面からも製造コスト上昇を招いていた。
"problem"
By the way, the following subject was pointed out about the manufacturing method of the
<First problem>
First, problems were pointed out in terms of cost. That is, in the conventional corrugated manufacturing method, first, the expensive
That is, for example, the
Further, since the conventional manufacturing method uses the adhesive 10, the material cost is increased accordingly. Furthermore, it is indispensable to perform additional steps such as the application step, the drying step, and the heat curing step of the adhesive 10, and it takes time and effort for each step, resulting in an increase in manufacturing cost. .
《第2の問題点》
第2に、異形ハニカムコアの製造が困難である、という問題が指摘されていた。すなわちハニカムコア15は、セル壁13が直線的でセル14形状が正六角形等のものが、代表的であるが(図7を参照)、セル壁13がわん曲しセル14形状が特殊な異形ハニカムコアも、開発,使用されている(後述する図4を参照)。
しかしながら、従来のコルゲート方式の製造方法では、この異形ハニカムコアは、製造困難とされていた。
すなわち、プリプレグ1の連続的コルゲート成形用の型として、コルゲートギア5とコルゲートラック6や、上下一対のギア等を使用する、従来のコルゲート成形装置2では、製造可能なハニカムコア15が限られていた。セル壁13が直線的でセル14が正六角形等のものに限定され、セル壁13がわん曲し、セル14形状が特殊な繊維強化プラスチック製の異形ハニカムコアは、製造困難とされていた。
<< Second problem >>
Secondly, it has been pointed out that it is difficult to produce a deformed honeycomb core. That is, the
However, in the conventional corrugated manufacturing method, it has been difficult to manufacture the deformed honeycomb core.
That is, in the conventional
《第3の問題点》
第3に、製造されたハニカムコア15について、熱歪が発生し易い、という問題が指摘されていた。
すなわち、従来の製造方法では、プリプレグ1を完全硬化状態Cのコルゲート板8とする工程、および、塗布されていた接着剤10を完全硬化状態Cとする工程等において、それぞれ加熱硬化が行われる。そこで、繊維強化プラスチック製のセル壁13、つまり完全硬化したプリプレグ1製のコルゲート板8について、加熱硬化の累積による熱履歴に基づき、熱歪が発生し易かった。
又、ハニカムコア15が異なる2つの材料で構成されており、セル壁13つまりコルゲート板8部分と、接着剤10部分とで、熱変形量,熱伸縮量が異なっており、この面からも熱歪が発生し易かった。
《Third problem》
Thirdly, a problem has been pointed out that the
That is, in the conventional manufacturing method, heat curing is performed in the process of setting the
The
《第4の問題点》
第4に、製造されたハニカムコア15について、重量が嵩むという問題も指摘されていた。
すなわち、従来の製造方法で製造された繊維強化プラスチック製のハニカムコア15は、セル壁13を形成するコルゲート板8間が、接着剤10にて接着されていたので、接着剤10の分だけ重量が増加し、軽量性が損なわれるという指摘があった。
《Fourth problem》
Fourthly, the manufactured
That is, the fiber-reinforced
《本発明について》
本発明の繊維強化プラスチック製ハニカムコアの製造方法は、このような実情に鑑み、上記従来技術の課題を解決すべくなされたものである。
そして本発明は、第1に、コスト面に優れ、第2に、異形ハニカムコアも製造可能であり、第3に、熱歪が発生せず、第4に、重量も軽減される、コルゲート方式の繊維強化プラスチック製ハニカムコアの製造方法を、提案することを目的とする。
<< About the present invention >>
In view of such circumstances, the method for manufacturing a fiber-reinforced plastic honeycomb core of the present invention has been made to solve the above-described problems of the prior art.
The present invention is firstly cost-effective, secondly capable of producing a deformed honeycomb core, thirdly, no thermal strain is generated, and fourthly, a corrugated system in which the weight is reduced. An object of the present invention is to propose a method for manufacturing a honeycomb core made of fiber reinforced plastic.
《各請求項について》
このような課題を解決する本発明の技術的手段は、特許請求の範囲に記載したように、次のとおりである。
請求項1については、次のとおり。
請求項1の繊維強化プラスチック製ハニカムコアの製造方法では、ハニカムコアのセル形状に見合った多数のコマ部材を使用し、該コマ部材群をプリプレグを介装しつつ重積する。
そして加熱,加圧により、介装された各該プリプレグを、完全硬化させると共に相互間を接合した後、各該コマ部材群のコマ部材を除去することにより、繊維強化プラスチック製の該ハニカムコアを得ること、を特徴とする。
<About each claim>
The technical means of the present invention for solving such a problem is as follows, as described in the claims.
About
In the method for manufacturing a honeycomb core made of fiber reinforced plastic according to the first aspect of the present invention, a number of piece members corresponding to the cell shape of the honeycomb core are used, and the piece member groups are stacked with a prepreg interposed therebetween.
Then, each of the interposed prepregs is completely cured by heating and pressurizing and bonded to each other, and then the piece of each piece of the piece member group is removed to remove the honeycomb core made of fiber reinforced plastic. It is characterized by obtaining.
請求項2については、次のとおり。
請求項2の繊維強化プラスチック製ハニカムコアの製造方法は、請求項1において、セル壁にて区画形成された中空柱状の多数のセルの平面的集合体よりなる、繊維強化プラスチック製ハニカムコアを製造する。
そして、次の準備工程,重積セット工程,コルゲート工程,加熱,加圧工程,最終工程等を、有してなること特徴とする。
準備工程では、繊維基材に熱硬化性樹脂を付着,含浸させた粘性状態の複数枚の該プリプレグと、該セルに見合った形状よりなる多数の該コマ部材とを、準備する。
重積セット工程では、一群の該コマ部材群を横に並べてから、該コマ部材群の上に、他の一群の該コマ部材群を順次重積して行く。
コルゲート工程では、該重積セット工程に際し、該プリプレグを、重積される該コマ部材群間に順次載せて介装し、もって各該プリプレグが、波形の凹凸が連続的に形成されたコルゲート状に折曲される。
加熱,加圧工程では、それから全体を加熱,加圧することにより、該熱硬化性樹脂そして各該プリプレグを完全硬化させると共に、コルゲート状をなす各該プリプレグの対応接触する頂部と底部間を、接合する。
最終工程では、各該コマ部材群のコマ部材を、全て抜き出し除去することにより、該プリプレグにて繊維強化プラスチック製の該セル壁が形成された該ハニカムコアを得る。
About
A method for manufacturing a honeycomb core made of fiber reinforced plastic according to
And it has the following preparatory process, an accumulation setting process, a corrugation process, a heating, a pressurization process, a final process, etc., It is characterized by the above-mentioned.
In the preparation step, a plurality of prepregs in a viscous state in which a thermosetting resin is attached and impregnated on a fiber base material, and a plurality of top members having shapes corresponding to the cells are prepared.
In the stack setting step, a group of the piece member groups are arranged side by side, and then the other group of the piece member groups are sequentially stacked on the piece member group.
In the corrugating process, in the stacking setting process, the prepregs are sequentially placed between the stacked member pieces, and each corrugated shape in which corrugated irregularities are continuously formed. It will be bent.
In the heating and pressurizing step, the entire thermosetting resin and each of the prepregs are completely cured by heating and pressurizing the whole, and the corresponding top and bottom portions of the corrugated prepregs are joined to each other. To do.
In the final step, all the top members of each of the top member groups are extracted and removed to obtain the honeycomb core in which the cell walls made of fiber-reinforced plastic are formed by the prepreg.
請求項3については、次のとおり。
請求項3の繊維強化プラスチック製ハニカムコアの製造方法では、請求項2において、該セル壁,セル,コマ部材は、断面形状が正六角形よりなること、を特徴とする。
請求項4については、次のとおり。
請求項4の繊維強化プラスチック製ハニカムコアの製造方法では、請求項3において、重積される最下位および最上位の該コマ部材群は、断面半六角形の該コマ部材を備えていること、を特徴とする。
請求項5については、次のとおり。
請求項5の繊維強化プラスチック製ハニカムコアの製造方法では、請求項3において、重積される最下位および最上位については、該コマ部材群に代えコルゲートラックが用いられる。そして該コルゲートラックは、断面半六角形の波形の凹凸が連続的に形成されたコルゲート面を備えていること、を特徴とする。
About
The method for manufacturing a honeycomb core made of fiber reinforced plastic according to
About
In the method for manufacturing a fiber-reinforced plastic honeycomb core according to
About
In the method for manufacturing a fiber-reinforced plastic honeycomb core according to a fifth aspect of the present invention, in the third aspect, a corrugated rack is used instead of the top member group for the lowermost and uppermost stacked layers. The corrugated rack has a corrugated surface in which corrugated irregularities having a semi-hexagonal cross section are continuously formed.
《作用等について》
本発明は、このような手段よりなるので、次のようになる。
(1)本発明の製造方法は、準備,重積セット,コルゲート,加熱,加圧,最終、等の各工程を辿ることにより、繊維強化プラスチック製のハニカムコアを製造する。
(2)すなわち、まずプリプレグをシート状の粘性状態で準備すると共に、セルに見合った形状のコマ部材を準備する。
(3)そして、コマ部材群を重積すると共に、重積されるコマ部材群間に、プリプレグがそれぞれ載せられ介装されて、コルゲート状に折曲される。
(4)それから加熱,加圧により、プリプレグが完全硬化されると共に、コルゲート成形されてプリプレグの対応接触する頂部と底部間が、接合される。
(5)しかる後、各コマ部材群が、全て抜き出し除去される。
(6)このような工程を辿ることにより、繊維強化プラスチック製のハニカムコアが製造される。
(7)本発明の製造方法は、このようになっているので、次のようになる。まず、コルゲート成形にコマ部材を使用し、ギアやラック等の高価なコルゲート成形装置は使用しない。又、接着剤を使用しないので、材料コストが低減されると共に、接着剤の塗布,乾燥,加熱硬化等の工程も不要化される。
(8)更に、セルに見合った形状のコマ部材を使用して、プリプレグをコルゲート成形し、ハニカムコアを製造する。従って、セル壁がわん曲しセル形状が特殊な異形ハニカムコアも、製造可能である。
(9)加熱,加圧工程にて1回だけ加熱硬化されるに過ぎず、プリプレグ製つまり繊維強化プラスチック製のセル壁について、加熱硬化の熱履歴が均一である。又、接着剤を使用しないので、セル壁はプリプレグつまり繊維強化プラスチックの単一材料製よりなり、部分的に熱変形量が異なることもない。これらにより、製造されたハニカムコアについて熱歪は発生しない。
(10)プリプレグの完全硬化を利用して、プリプレグ間つまりセル壁間を接合し、接着剤を使用しないので、その分、製造されたハニカムコアの重量が軽減される。
(11)さてそこで、本発明の製造方法は、次の効果を発揮する。
<About the action>
Since the present invention comprises such means, the following is achieved.
(1) The manufacturing method of the present invention manufactures a honeycomb core made of fiber reinforced plastic by following the steps of preparation, stacking set, corrugation, heating, pressurization, final, and the like.
(2) That is, first, a prepreg is prepared in a sheet-like viscous state, and a coma member having a shape corresponding to the cell is prepared.
(3) The top member groups are stacked, and the prepregs are placed between the stacked top member groups, respectively, and bent into a corrugated shape.
(4) Then, the prepreg is completely cured by heating and pressurizing, and the top portion and the bottom portion of the prepreg, which are corrugated and contact each other, are joined.
(5) After that, all the top member groups are extracted and removed.
(6) By following such a process, a honeycomb core made of fiber reinforced plastic is manufactured.
(7) Since the manufacturing method of the present invention is as described above, it is as follows. First, a piece member is used for corrugating, and expensive corrugating devices such as gears and racks are not used. In addition, since no adhesive is used, the material cost is reduced, and steps such as application, drying, and heat curing of the adhesive are not required.
(8) Further, a prepreg is corrugated using a piece having a shape corresponding to the cell, and a honeycomb core is manufactured. Therefore, a deformed honeycomb core having a curved cell wall and a special cell shape can be manufactured.
(9) Heat curing is performed only once in the heating and pressurizing steps, and the heat history of heat curing is uniform for cell walls made of prepreg, that is, fiber reinforced plastic. Further, since no adhesive is used, the cell wall is made of a single material of prepreg, that is, fiber reinforced plastic, and the amount of thermal deformation is not partially different. As a result, thermal strain does not occur in the manufactured honeycomb core.
(10) Since the prepreg is completely cured and the prepregs, that is, the cell walls, are joined and no adhesive is used, the weight of the manufactured honeycomb core is reduced accordingly.
(11) Now, the production method of the present invention exhibits the following effects.
《第1の効果》
第1に、コスト面に優れている。本発明の繊維強化プラスチック製ハニカムコアの製造方法では、コマ部材を使用し、コマ部材群をプリプレグを介装しつつ重積して行くことにより、プリプレグをコルゲート成形する。
すなわち、前述したこの種従来技術のように、連続成形用の型としてギアやラック等を組み合わせた高価なコルゲート成形装置を使用しないので、コルゲート方式による繊維強化プラスチック製のハニカムコアの製造コストが、大幅に低減される。
又、前述したこの種従来技術のように、接着剤を使用しないので、その分、材料コストが低減される。更に、接着剤使用に伴う諸工程の追加実施が不要となり、その分製造工程が簡略化され、もって、この面からも製造コストが低減される。
<< First effect >>
First, it is excellent in cost. In the method for manufacturing a honeycomb core made of fiber reinforced plastic according to the present invention, a top member is used, and the prepreg is corrugated by stacking the top member group while interposing the prepreg.
That is, like this type of prior art, since an expensive corrugated molding device combining gears, racks, etc. is not used as a continuous molding die, the manufacturing cost of the honeycomb core made of fiber reinforced plastic by the corrugated system is It is greatly reduced.
Further, since the adhesive is not used as in this type of prior art, the material cost is reduced accordingly. Furthermore, the additional steps associated with the use of the adhesive are not required, and the manufacturing process is simplified correspondingly, thereby reducing the manufacturing cost from this aspect.
《第2の効果》
第2に、異形ハニカムコアも製造可能である。本発明の繊維強化プラスチック製ハニカムコアの製造方法は、コマ部材を使用してハニカムコアを製造する。そこで、セル壁がわん曲しセル形状が特殊な、繊維強化プラスチック製の異形ハニカムコアも、コルゲート方式により容易に製造可能となる。
すなわち、前述したこの種従来技術のように、連続成形用の型としてギアやラックを組み合わせたコルゲート成形装置を使用しないので、セル壁が直線的でセルが正六角形等のハニカムコアに限定されることなく、異形ハニカムコアも製造可能である。
<< Second effect >>
Second, a modified honeycomb core can also be manufactured. In the method for manufacturing a fiber-reinforced plastic honeycomb core of the present invention, a honeycomb core is manufactured using a piece member. Therefore, a deformed honeycomb core made of fiber reinforced plastic having a curved cell wall and a special cell shape can be easily manufactured by the corrugated method.
That is, unlike this type of prior art described above, a corrugated molding device combining a gear and a rack is not used as a continuous molding die, so that the cell wall is limited to a honeycomb core such as a straight hexagonal cell. It is also possible to manufacture a deformed honeycomb core.
《第3の効果》
第3に、熱歪も発生しない。本発明の繊維強化プラスチック製ハニカムコアの製造方法では、加熱硬化が1回しか行われず、プリプレグつまりセル壁について、加熱硬化の熱履歴が均一である。もって、製造されたハニカムコアについて、熱歪は発生しない。
又、繊維強化プラスチックのプリプレグのみを用いて、ハニカムコアを製造し、前述したこの種従来技術のように接着剤は使用されておらず、全てが同一材料で構成されているので、部分的に熱変形量が異なることもない。もって、この面からも熱歪は発生しない。
《Third effect》
Third, no thermal distortion occurs. In the method for manufacturing a fiber-reinforced plastic honeycomb core of the present invention, heat curing is performed only once, and the heat history of heat curing is uniform for the prepreg, that is, the cell wall. Therefore, thermal distortion does not occur in the manufactured honeycomb core.
In addition, the honeycomb core is manufactured using only the prepreg of fiber reinforced plastic, and the adhesive is not used as in the prior art of this kind, and all are made of the same material. There is no difference in the amount of thermal deformation. Therefore, thermal distortion does not occur from this aspect.
《第4の効果》
第4に、ハニカムコアの重量が、軽減される。本発明の繊維強化プラスチック製ハニカムコアの製造方法では、コマ部材群間に介装された各プリプレグを、加熱,加圧により、完全硬化させると共に相互間を接合する。
すなわち、前述したこの種従来技術のように接着剤を使用しないので、その分、製造されたハニカムコアの重量が軽減される。
このように、この種従来例に存した課題がすべて解決される等、本発明の発揮する効果は、顕著にして大なるものがある。
<< 4th effect >>
Fourth, the weight of the honeycomb core is reduced. In the method for manufacturing a honeycomb core made of fiber reinforced plastic according to the present invention, the prepregs interposed between the top member groups are completely cured by heating and pressurizing and are joined together.
That is, since no adhesive is used as in this type of prior art, the weight of the manufactured honeycomb core is reduced accordingly.
As described above, the effects exerted by the present invention are remarkably large, such as all the problems existing in this type of conventional example are solved.
以下、本発明を実施するための形態について、詳細に説明する。
《本発明の概要について》
まず、本発明の概要について、図1〜図3を参照して、説明する。
本発明の繊維強化プラスチック製ハニカムコア16の製造方法は、ハニカムコア16のセル形状に見合った多数のコマ部材17を、使用する。
そしてコマ部材群18を、プリプレグ19を介装しつつ重積してから、加熱,加圧により、介装された各プリプレグ19を、完全硬化させると共に相互間を接合した後、各コマ部材群18のコマ部材17を除去することにより、ハニカムコア16を得る。
すなわち、セル壁20にて区画形成された中空柱状の多数のセル21の平面的集合体よりなる、繊維強化プラスチック製のハニカムコア16を製造する。そこで本発明は、準備工程,重積セット工程とコルゲート工程,加熱,加圧工程,最終工程等を、順次辿ることを特徴とする。
以下、これらの各工程について、説明する。
Hereinafter, embodiments for carrying out the present invention will be described in detail.
<< Outline of the Present Invention >>
First, the outline | summary of this invention is demonstrated with reference to FIGS. 1-3.
The manufacturing method of the fiber reinforced
After the
That is, the
Hereinafter, each of these steps will be described.
《準備工程について》
まず、準備工程について、図1の(1)図,(2)図を参照して、説明する。
この製造方法では、準備工程において、繊維基材3に熱硬化性樹脂4を付着,含浸させた粘性状態Bの複数枚のプリプレグ19と、ハニカムコア16のセル21に見合った形状よりなる多数のコマ部材17とが、準備される。
このような準備工程について、更に詳述する。
About the preparation process
First, a preparation process is demonstrated with reference to the (1) figure of FIG. 1, (2) figure.
In this manufacturing method, a plurality of
Such a preparation process will be further described in detail.
まず、準備されるプリプレグ19について説明する。プリプレグ19の繊維基材3としては、カーボン繊維,ガラス繊維,ケプラー繊維,セラミック繊維,金属繊維,樹脂繊維,その他各種の織・不織や有機・無機の繊維が使用可能であり、これらの高強度,高剛性の繊維中から、適宜選択使用される。勿論、一方向繊維やノンクリンプ織等も、使用可能である。
熱硬化性樹脂4としては、シアネート系の樹脂,エポキシ系の樹脂,ポリイミド系の樹脂,フェノール系の樹脂,その他の熱硬化性の樹脂が、選択使用される。
そして、このような繊維基材3に粘性状態Bの熱硬化性樹脂4を、付着,含浸,混入等により組み合わせ複合した、プリプレグ19が粘性状態Bで準備される。プリプレグ19は、極薄で平坦なフィルム状,シート状をなすと共に、熱硬化性樹脂4が、タック性・ベトツキ性を備え柔軟性・屈曲性・変形性を備えた腰のある粘性状態B、いわゆるBステージの状態で準備される。
なお第1に、1枚のプリプレグ19は一般的には、1枚の繊維基材3に、熱硬化性樹脂4を付着,含浸,混入させてなるが、複数枚の繊維基材3を用いることも可能である。すなわち1枚のプリプレグ19が、2枚等複数枚の繊維基材3に、熱硬化性樹脂4を付着,含浸,混入させたものよりなることも、可能である。
なお第2に、プリプレグ19は、繊維基材3に熱硬化性樹脂4を、付着,含浸,混入させたものが代表的であるが、これによらず、繊維基材3に例えばスルホン系樹脂,その他の熱可塑性樹脂を、付着,含浸,混入させたものも可能である。この場合は、加熱後の自然冷却等によって、完全硬化することになる。
First, the
As the
Then, a
First, one
Secondly, the
次に、準備されるコマ部材17について、説明する。コマ部材17の材質としては、鉄,アルミ,その他の金属や、熱硬化性樹脂,熱可塑性樹脂等のプラスチックや、繊維強化プラスチック(FRP)、その他が考えられる。
コマ部材17の形状は、製造されるハニカムコア16のセル21に見合った、各種形状よりなる。図示例では代表例として、断面形状が正六角形のコマ部材17が使用されている。なお図示例では、重積される最下位のコマ部材群181や最上位のコマ部材群18として、後述するように、断面半六角形のコマ部材17も使用されている。
コマ部材17の外表面には、離型処理が施されるが、コマ部材17自体が離型性材料で製作される場合もある。このコマ部材17の離型処理,離型性は、粘性状態Bのプリプレグ19に対しては張り付き、離型効果を発揮しないが、完全硬化状態Cとなったプリプレグ19に対しては、離型効果を発揮する。
このようなコマ部材17が、多数準備される。例えば、正六角形のセル21のサイズが3/8インチ(9.5mm)で、縦横15cmのハニカムコア16を製造する場合、250本程度のコマ部材17が準備される。
準備工程については、以上のとおり。
Next, the
The shape of the
The outer surface of the
A large number of
The preparation process is as described above.
《重積セット工程について》
次に、重積セット工程について、図1の(2)図,(3)図,図2の(1)図,(2)図等を参照して、説明する。
この製造方法の重積セット工程では、上述した準備工程で準備された多数のコマ部材17について、まず、一群のコマ部材群181を、横に並べてから、このコマ部材群181の上に、他の一群のコマ部材群182を重積する。そして、重積されたコマ部材群182の上に、更に、他の一群のコマ部材群183を重積し、事後は同様に順次、コマ部材群18を重積して行く。
《About stack setting process》
Next, the stacking setting step will be described with reference to FIGS. 1 (2), 3 (3), 2 (1), 2 (2) and the like.
In intussusception setting step of this manufacturing method, the number of
このような重積セット工程について、更に詳述する。まずコマ部材17は、このような重積セット工程での使用に際し、予め加熱される。すなわち、重積されるコマ部材17間には、後述するように、腰のある粘性状態Bのプリプレグ19が介装される。
そして、このように介装されるプリプレグ19が、必要な柔軟性・屈曲性・変形性を備えるように、つまりコルゲート状に折曲され得るように、予め加熱されていたコマ部材17から、必要な熱量がプリプレグ19に伝達されるようになっている。もってコマ部材17は、このような熱伝達に必要十分な程度に暖められて、使用に供される。
Such an accumulation setting process will be further described in detail. First, the
The
さて、図1の(2)図に示したように、この重積セット工程では、まず、水平面上に一群のコマ部材群181が、最下位のコマ部材群181として、上面に波形の凹凸を形成するように、横に並べられる。
図示例では、このような最下位のコマ部材群181として、(更には最上位のコマ部材群18についても同様、)断面正六角形のコマ部材17と、断面半六角形のコマ部材17とが、交互に横に密に並ぶ位置関係で並べられる。なお、最下位(や最上位)のコマ部材群18については、このような図示例によらず、次の第1,第2,第3の構成も可能である。
第1に、断面半六角形のコマ部材17のみを、一定ピッチ間隔を存するように位置決めしつつ、水平面上に同じ高さレベルで横に並べるようにしてもよい。
第2に、断面正六角形のコマ部材17のみを、相互間で交互に高さレベルが異なり、一定ピッチの上下段差,凹凸が生じるように位置決めしつつ、横に密に並べるようにしてもよい。
第3に、このようなコマ部材群18に代え、コルゲートラックを使用することも可能である。すなわち、コマ部材17に代え、コルゲートラックを用いるようにしてもよく、このように使用されるコルゲートラックは、断面半六角形の波形の凹凸が連続的に形成されたコルゲート面を備えている。
Now, as shown in (2) view of FIG. 1, in this stacking setting step, first, a group of
In the illustrated example, the
First, only the
Secondly, only the
Third, it is possible to use a corrugated rack in place of such a
それから重積セット工程では、図2の(1)図に示したように、このように横に並べられた最下位のコマ部材群181の上に、次の他の一群のコマ部材群182が重積される。
すなわち、次のコルゲート工程において図1の(3)図等に基づき説明するように、最下位のコマ部材群181の上には、まずプリプレグ19が載せられ、このプリプレグ19の上に、次の他の一群のコマ部材群182が重積される。
そして、この次の他の一群のコマ部材群182の重積は、図2の(1)図に示したように、最下位のコマ部材群181にて形成された各凹上に、コマ部材群182を形成する各コマ部材17が、プリプレグ19を介し密に載るように、実施される。これに対し、最下位のコマ部材群181にて形成された各凸上には、コマ部材群182を形成するコマ部材17は載せられない。
もって、コマ部材群182を形成する各コマ部材17間には、それぞれ横方向に一定ピッチの隙間が形成される。
そして事後も、このような重積ステップを繰り返すことにより、図2の(2)図に示したように、それぞれプリプレグ19を介しつつ、コマ部材群181,182,183,184,185,・・・・・が積み重ねられて行き、もって最上位のコマ部材群18に至る。
重積セット工程については、以上のとおり。
Then the stacking setting process, the (1) 2 as shown in FIG, on such a lowest ordered next
That is, as described with reference to (3) FIG etc. Figure 1 in the next corrugation step, on the lowest
The intussusception of the following other group of
Have been, between each
And after the fact, by repeating such a stacking step, as shown in FIG. 2 (2), the
The stacking process is as described above.
《コルゲート工程について》
コルゲート工程について、図1の(3)図,図2の(1)図,(2)図を参照して、説明する。
この製造方法のコルゲート工程は、上述した重積セット工程に際し、同時並行的に実施される。そしてプリプレグ19を、重積されるコマ部材群18間に順次載せて介装し、もって介装された各プリプレグ19が、波形の凹凸が連続的に形成されたコルゲート状に折曲されて、コルゲート成形される。
About the corrugating process
The corrugating process will be described with reference to FIG. 1 (3), FIG. 2 (1), and FIG. 2 (2).
The corrugating process of this manufacturing method is performed in parallel with the above-described stack setting process. Then, the
このようなコルゲート工程について、更に詳述する。前述した重積セット工程では、各コマ部材群18が順次重積されて行くが、その際、このように重積セッティングされる各コマ部材群18間に、図1の(3)図,図2の(1)図,(2)図に示したように、それぞれプリプレグ19が、載せられて介装セッティングされる。
つまり、この製造方法において、重積セット工程とコルゲート工程とは、順次交互に実施され、コマ部材群18の重積毎に、プリプレグ19が載せられて介装される。
このように載せられ介装されるプリプレグ19の枚数は、図示のように1枚よりなることが多いが、図示によらず、2枚等複数枚とすることも可能である。すなわち、各コマ部材群18間に、それぞれ複数枚のプリプレグ19を、載せて介装することも考えられる。
又、プリプレグ19は、上下両面にビニールシート等の離型シートが付けられているが、このようなに載せられ介装される際、離型シートは取り除かれる。
Such a corrugating process will be further described in detail. In the above-described stack setting step, the respective
That is, in this manufacturing method, the stack setting process and the corrugation process are alternately performed in sequence, and the
The number of the
Further, the
さて、このように載せられて介装されるプリプレグ19は、その粘性状態Bに基づく柔軟性・屈曲性・変形性と、その上位に重積されるコマ部材群18の質量に基づく加圧とに基づき、シート状からコルゲート状に折曲される。
すなわち、図2の(1)図,(2)図に示したように、粘性状態Bの各プリプレグ19は、それぞれ、波形の凹凸が連続的に所定ピッチと高さで形成されたコルゲート状に折曲される。プリプレグ19は、上下のコマ部材群18間に挟み込まれて、押し込まれ押し付けられることにより、コルゲート成形される。
そして、このようにコルゲート成形された各プリプレグ19は、上下間でそれぞれの頂部と底部とが対応接触する位置関係となる。
コルゲート工程については、以上のとおり。
Now, the
That is, as shown in FIGS. 2 (1) and 2 (2), each
And each
The corrugating process is as described above.
《加熱,加圧工程について》
次に、加熱,加圧工程について、図2の(3)図を参照して、説明する。
この製造方法の加熱,加圧工程では、上述した重積セット工程およびコルゲート工程の後、全体を加熱,加圧することにより、粘性状態の熱硬化性樹脂4そしてプリプレグ19を、完全硬化させると共に、コルゲート状をなす各プリプレグ19の対応接触する頂部と底部間を、接合する。
<< About heating and pressurizing processes >>
Next, the heating and pressurizing steps will be described with reference to FIG.
In the heating and pressurizing process of this manufacturing method, the viscous
このような加熱,加圧工程について、更に詳述する。前述した重積セット工程およびコルゲート工程で得られたブロック体22、つまり、重積されたコマ部材群18と介装されたプリプレグ19との集合体よりなるブロック体22は、図2の(3)図に示したように、加熱加圧装置Hに供給される。
加熱加圧装置Hは、ホットプレス,熱風オーブン,誘導加熱炉等よりなり、ある程度の上下圧力をかけブロック体22のプリプレグ19を均一にプレスしながら、熱硬化性樹脂4の硬化程度で高温加熱する。
これにより、Bステージの粘性状態Bであったプリプレグ19の熱硬化性樹脂4が、Cステージの完全硬化状態Cへと、完全キュアされて固化される。そして、このような完全硬化に際し、熱硬化性樹脂4の溶融硬化を利用して、各プリプレグ19間について、対応して重なり接触していた頂部と底部間が、確りと接合される。
すなわちブロック体22について、コマ部材群18を除いて観察すると、前述によりコルゲート成形された上下の各プリプレグ19は、波形が半ピッチ分ずつ左右に順次ずれ、もって頂部(山部)と底部(谷部)とが、上下で対応する位置関係で接触している。
そこで、このようなプリプレグ19の頂部と底部間が、加熱,加圧により、それぞれ接合される。
加熱,加圧工程については、以上のとおり。
Such heating and pressurizing steps will be described in further detail. The
The heating / pressurizing device H includes a hot press, a hot-air oven, an induction heating furnace, and the like, and is heated at a high temperature with the degree of curing of the
As a result, the
In other words, when the
Therefore, the top portion and the bottom portion of the
The heating and pressurizing processes are as described above.
《最終工程について》
次に、最終工程について、図3の(1)図,(2)図等を参照して、説明する。
この製造方法の最終工程では、上述した加熱,加圧工程の後、各コマ部材群18を全て抜き出し除去することにより、完全硬化したプリプレグ19にて繊維強化プラスチック製のセル壁20が形成された、ハニカムコア16が得られる。
すなわちブロック体22から、つまり、各コマ部材群18とコルゲート成形されると共に完全硬化したプリプレグ19との集合体であるブロック体22から、各コマ部材群18を形成するコマ部材17が、全て抜き出されて、除去される。
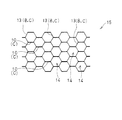
もって図3に示したように、残ったプリプレグ19にてハニカムコア16が得られる。コルゲート成形された完全硬化状態Cのプリプレグ19をセル壁20とし、繊維強化プラスチック製のセル壁20にて各々区画形成された、中空柱状の多数のセル21の平面的集合体よりなる、ハニカムコア16が製造される。
最終工程については、以上のとおり。
《About the final process》
Next, the final process will be described with reference to FIGS. 3A and 3B.
In the final step of this manufacturing method, after the heating and pressurizing steps described above, the
That is, all the
Accordingly, as shown in FIG. 3, the
The final process is as described above.
《繊維強化プラスチック製のハニカムコア16について》
このような準備工程,重積セット工程,コルゲート工程,加熱,加圧工程,最終工程の各工程を辿ることにより、図3に示した、繊維強化プラスチック製のハニカムコア16が製造される。
ハニカムコア16のセル壁20そしてセル21の断面形状は、図示の正六角形のものが代表的であるが、これによらず、略三角形,略四角形,その他各種形状のものも可能である。例えば、次に述べる異形ハニカムコア16も可能である。
そして、この繊維強化プラスチック製のハニカムコア16は、一般のハニカムコアと同様、重量比強度(セル軸方向の圧縮強度)に優れ、軽量であると共に高い強度や剛性を備えている。
又、平面精度(特に、両開口端面に表面板が接合されたハニカムサンドイッチパネルとして使用した場合),整流効果,保温性等にも優れ、単位容積当りの表面積が大である、等々の特性が知られている。更に、耐食性にも優れている。もって、広く各種の構造材として使用される。
なお、製造された繊維強化プラスチック製のハニカムコア16について、更なる剛性や強度が要求される場合は、後処理として、セル壁20に補強用樹脂が、追加的に付着,含浸せしめられる。
補強用樹脂としては、前述した熱硬化性樹脂4に準じた樹脂が使用され、補強用樹脂が貯溜された浴槽中に、ハニカムコア16を浸漬した後、取り出して乾燥させてから、付着,含浸した補強用樹脂をオーブン等で加熱硬化する。もって、ハニカムコア16が補強される。
繊維強化プラスチック製のハニカムコア16については、以上のとおり。
<< About the
The
The cross-sectional shape of the
The
In addition, it has excellent flatness (especially when used as a honeycomb sandwich panel with surface plates bonded to both opening end faces), rectification effect, heat retention, etc., and has a large surface area per unit volume. Are known. Furthermore, it has excellent corrosion resistance. Therefore, it is widely used as various structural materials.
When the manufactured fiber reinforced
As the reinforcing resin, a resin according to the above-described
The
《異形ハニカムコア16について》
ここで、異形ハニカムコア16について、図4の(1)図,(2)図等を参照して、説明しておく。
ハニカムコア16は、セル壁20が直線状をなし、セル21の断面形状が例えば正六角形等をなすものが、代表的である(図3の(1)図,(2)図等を参照)。これに対し、セル壁20が直線状をなさずわん曲し、セル21の断面形状が特殊な異形ハニカムコア16も、ニーズに応じ開発,使用されている。
すなわち、一般的な平坦プレート状の使用ニーズではなく、曲面使用のニーズに応えるべく、平坦なプレート状から2次曲面,3次曲面へのねじれ変形,曲面加工が容易な、異形ハニカムコア16が開発,使用されている。
この異形ハニカムコア16は、セル21の断面形状が、丸味を帯びた特殊な略凸字状をなしている。そして、図4の(1)図のものは、フレキシブルコアと称され、セル壁20が途中1箇所で凹又は凸にわん曲している。図4の(2)図のものは、ダブルフレキシブルコアと称され、セル壁20が途中で凹および凸に内外にわん曲している。
そして、このような異形ハニカムコア16も、本発明の製造方法により、容易に製造可能である。すなわち、製造対象となる異形ハニカムコア16のセル21形状に見合ったコマ部材17を、予め製作,準備することにより、そして事後は、前述した各工程を辿って行くことにより、異形ハニカムコア16が製造される。
異形ハニカムコア16については、以上のとおり。
<About the
Here, the
The
That is, in order to meet the need for curved surfaces rather than the general flat plate needs, the
In this modified
Such a
The modified
《作用等》
本発明の製造方法は、以上説明したように構成されている。そこで以下のようになる。
(1)本発明の製造方法は、準備工程,重積セット工程とコルゲート工程,加熱,加圧工程,最終工程等を、順次辿ることにより、繊維強化プラスチック製のハニカムコア16を製造する。
《Action etc.》
The manufacturing method of the present invention is configured as described above. Then, it becomes as follows.
(1) The manufacturing method of the present invention manufactures the
(2)すなわち準備工程では、繊維基材3に熱硬化性樹脂4を付着,含浸させた繊維強化プラスチックのプリプレグ19が、シート状の粘性状態Bで準備される(図1の(1)図を参照)。
これと共に、製造すべきハニカムコア16のセル21に見合った形状のコマ部材17が、多数準備される(図1の(2)図を参照)。
(2) That is, in the preparation step, a fiber reinforced
At the same time, a large number of
(3)そしてまず、重積セット工程とコルゲート工程とが、順次交互に実施される。すなわち、重積セッティングされて行くコマ部材群18間に、プリプレグ19が、それぞれ載せられて介装される(図1の(3)図を参照)。
そして、載せられ介装されたプリプレグ19は、コルゲート状に折曲される(図2の(1)図,(2)図等を参照)。
(3) First, the stack setting process and the corrugation process are alternately performed. That is, the
Then, the
(4)それから、加熱,加圧工程へと進み、コルゲート成形されていた粘性状態Bの熱硬化性樹脂4そしてプリプレグ19が、完全硬化状態Cに硬化される。これに伴い、プリプレグ19の上下で対応接触する頂部と底部間が、それぞれ接合される(図2の(3)図を参照)。
(4) Then, the process proceeds to the heating and pressurizing steps, and the
(5)そして最終工程において、プリプレグ19を残し、各コマ部材群18のコマ部材17が、全て抜き出し除去される(図3の(1)図を参照)。
(5) Then, in the final step, the
(6)このような各工程を辿ることにより、完全硬化したコルゲート状のプリプレグ19にて、繊維強化プラスチック製のセル壁20が形成される。
もって、セル壁20にて区画形成されたセル21の平面的集合体よりなる、繊維強化プラスチック製のハニカムコア16が、製造される(図3の(1)図,(2)図を参照)。
(6) By following each of these steps, a
Thus, a
(7)本発明のハニカムコア16の製造方法は、以上のようになっている。そこで、以下のようになる。
まず、本発明の製造方法は、多数のコマ部材17を使用し、コマ部材群18をプリプレグ19を介装しつつ重積して行くことにより、プリプレグ19をコルゲート成形する(図2の(1)図,(2)図等を参照)。
ギアやラック等を組み合せた高価なコルゲート成形装置2を使用して、プリプレグ19をコルゲート成形する訳ではない(図5の(1)図,(2)図,図6の(1)図等の従来技術を参照)。もって本発明の製造方法は、製造コストが低減される。
又、本発明の製造方法では、コルゲート成形されたプリプレグ19間を、接着剤10を使用して、接着するのではなく(図6の(2)図,(3)図,図7等の従来技術を参照)、プリプレグ19自体の完全硬化状態C化を利用して、接合する(図2の(3)図を参照)。
このように接着剤10を使用しないので、接着剤10の塗布工程(図6の(2)図の従来技術を参照)、塗布した接着剤10の乾燥工程、乾燥させた接着剤10の加熱,硬化工程(図6の(3)図の従来技術を参照)等、手間がかかる諸工程の追加実施,付加実施が、不要化される。
もって、本発明の製造方法は、工程が簡単であり、この面からも製造コストが低減される。又、接着剤10を使用しないので、材料コストも低減される。
(7) The manufacturing method of the
First, in the manufacturing method of the present invention, a large number of
The
Further, in the manufacturing method of the present invention, the
Since the adhesive 10 is not used in this way, the application process of the adhesive 10 (see the prior art in FIG. 6 (2)), the drying process of the applied adhesive 10, the heating of the dried adhesive 10, Additional implementations and additional implementations of laborious processes such as the curing process (see the prior art in FIG. 6 (3)) are unnecessary.
Therefore, the manufacturing method of the present invention has a simple process, and the manufacturing cost is reduced also from this aspect. Further, since the adhesive 10 is not used, the material cost is also reduced.
(8)本発明の製造方法は、セル21に見合った形状のコマ部材17を使用して、ハニカムコア16を製造する。
そこで、製造対象となるハニカムコア16のセル21に見合った形状のコマ部材17を、予め製作,準備することにより、各種形状のものに対応可能である。もって、セル壁20がわん曲し、セルが特殊な断面形状をなす異形ハニカムコア16も、容易に製造可能である。
(8) In the manufacturing method of the present invention, the
Therefore, by preparing and preparing in advance the
(9)本発明の製造方法では、プリプレグ19は、加熱,加圧工程において、1回だけ加熱硬化される(図2の(3)図を参照)。すなわち、加熱硬化が複数回行われる訳ではない(図5の(2)図,図6の(3)図の従来技術と比較対照)。
もって、プリプレグ19そしてセル壁20について、加熱硬化の熱履歴が均一であり、その物性の変化はない。従って、本発明の製造方法で製造されたハニカムコア16について、熱歪は発生しない。
又、前述したように接着剤10を使用しないので、製造されたハニカムコア16は、全体的に同一材料で構成されている。全てが繊維強化プラスチックの単一材料製よりなり、異材料となる接着剤10は使用されていない(図3の本発明のハニカムコア16と、図7の従来技術のハニカムコア15とを、比較対照)。
本発明の製造方法で製造されたハニカムコア16は、このようにセル壁20が単一材料よりなるので、部分的に熱変形量が異なるようなこともなく、全体的に同一量で伸び縮みし、この面からも熱歪は発生しない。
(9) In the manufacturing method of the present invention, the
Therefore, the thermal history of heat curing is uniform for the
Further, since the adhesive 10 is not used as described above, the manufactured
In the
(10)本発明の製造方法では、粘性状態Bのプリプレグ19を完全硬化させることにより、セル壁20相互間を接合する。
プリプレグ19自体の完全硬化状態C化を利用して、コルゲート成形されたプリプレグ19の対応する頂部と底部間を、接合する。接着剤10を使用して、接着する訳ではない(図3の本発明のハニカムコア16と、図7の従来技術のハニカムコア15とを、比較対照)。
もって、本発明の製造方法で製造されたハニカムコア16は、接着剤10を使用しない分だけ、重量が軽減される。
作用等については、以上のとおり。
(10) In the manufacturing method of the present invention, the
The corresponding top and bottom of the
Therefore, the weight of the
As for the action, it is as above.
1 プリプレグ(従来例)
2 コルゲート成形装置
3 繊維基材
4 熱硬化性樹脂
5 コルゲートギア
6 コルゲートラック
7 コルゲートラック
8 コルゲート板
9 プリントロール
10 接着剤
11 トレー
12 ピックアップロール
13 セル壁(従来例)
14 セル(従来例)
15 ハニカムコア(従来例)
16 ハニカムコア(本発明)
17 コマ部材
18 コマ部材群
181,182,183,,184,185
コマ部材群
19 プリプレグ(本発明)
20 セル壁(本発明)
21 セル(本発明)
22 ブロック体
B 粘性状態
C 完全硬化状態
H 加熱加圧装置
1 Prepreg (conventional example)
DESCRIPTION OF
14 cells (conventional example)
15 Honeycomb core (conventional example)
16 Honeycomb core (present invention)
17
20 cell wall (present invention)
21 cells (present invention)
22 Block body B Viscous state C Completely cured state H Heating and pressing device
Claims (5)
加熱,加圧により、介装された各該プリプレグを、完全硬化させると共に相互間を接合した後、各該コマ部材群のコマ部材を除去することにより、
繊維強化プラスチック製の該ハニカムコアを得ること、を特徴とする繊維強化プラスチック製ハニカムコアの製造方法。 Use a number of piece members suitable for the cell shape of the honeycomb core, and stack the piece member groups with the prepreg interposed therebetween.
By heating and pressurizing, each of the interposed prepregs is completely cured and joined together, and then removing the piece members of each piece member group,
A method for producing a honeycomb core made of fiber reinforced plastic, comprising obtaining the honeycomb core made of fiber reinforced plastic.
繊維基材に熱硬化性樹脂を付着,含浸させた粘性状態の複数枚の該プリプレグと、該セルに見合った形状よりなる多数の該コマ部材とを、準備する準備工程と、
一群の該コマ部材群を横に並べてから、該コマ部材群の上に、他の一群の該コマ部材群を順次重積して行く重積セット工程と、
該重積セット工程に際し、該プリプレグを、重積される該コマ部材群間に順次載せて介装し、もって各該プリプレグが、波形の凹凸が連続的に形成されたコルゲート状に折曲されるコルゲート工程と、
それから、全体を加熱,加圧することにより、該熱硬化性樹脂そして各該プリプレグを完全硬化させると共に、コルゲート状をなす各該プリプレグの対応接触する頂部と底部間を、接合する加熱,加圧工程と、
各該コマ部材群のコマ部材を、全て抜き出し除去することにより、完全硬化した該プリプレグにて繊維強化プラスチック製の該セル壁が形成された、該ハニカムコアを得る最終工程と、
を有してなること特徴とする、繊維強化プラスチック製ハニカムコアの製造方法。 The method of manufacturing a honeycomb core made of fiber reinforced plastic according to claim 1, comprising a planar assembly of a large number of hollow columnar cells partitioned by cell walls.
A preparatory step of preparing a plurality of the prepregs in a viscous state in which a thermosetting resin is adhered and impregnated on a fiber base material, and a plurality of the top members having shapes corresponding to the cells;
A stack setting step in which a group of the piece member groups are arranged side by side, and the other piece of the piece member groups are sequentially stacked on the piece member group;
During the stacking setting step, the prepregs are sequentially placed between the stacked member groups, and each prepreg is bent into a corrugated shape in which corrugated irregularities are continuously formed. Corrugating process,
Then, the thermosetting resin and each of the prepregs are completely cured by heating and pressurizing the whole, and the heating and pressurizing steps for joining the corresponding top and bottom of the corrugated prepregs to each other. When,
A final step of obtaining the honeycomb core in which the cell walls made of fiber-reinforced plastic are formed in the completely cured prepreg by extracting and removing all the top members of each of the top member groups;
A process for producing a honeycomb core made of fiber reinforced plastic, comprising:
該コルゲートラックは、断面半六角形の波形の凹凸が連続的に形成されたコルゲート面を備えていること、を特徴とする繊維強化プラスチック製ハニカムコアの製造方法。 In claim 3, for the lowest and highest positions stacked, a corrugated rack is used instead of the top member group,
The corrugated rack includes a corrugated surface in which corrugated irregularities having a semi-hexagonal cross section are continuously formed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012180900A JP5976453B2 (en) | 2012-08-17 | 2012-08-17 | Method for manufacturing honeycomb core made of fiber reinforced plastic |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012180900A JP5976453B2 (en) | 2012-08-17 | 2012-08-17 | Method for manufacturing honeycomb core made of fiber reinforced plastic |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014037101A true JP2014037101A (en) | 2014-02-27 |
| JP5976453B2 JP5976453B2 (en) | 2016-08-23 |
Family
ID=50285600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012180900A Active JP5976453B2 (en) | 2012-08-17 | 2012-08-17 | Method for manufacturing honeycomb core made of fiber reinforced plastic |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5976453B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016185743A1 (en) * | 2015-05-21 | 2016-11-24 | 三菱電機株式会社 | Honeycomb core, honeycomb sandwiching structure, and method for producing honeycomb core |
| JP2019081361A (en) * | 2017-10-31 | 2019-05-30 | エアバス オペレーションズ、ソシエダ リミタダ | Modular mold for manufacturing fiber reinforcement panel and manufacturing method of fiber reinforcement panel |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06504001A (en) * | 1990-05-31 | 1994-05-12 | ヘクセル コーポレイション | Continuous manufacturing method for thermoplastic honeycomb |
| JPH0847990A (en) * | 1994-08-04 | 1996-02-20 | Showa Aircraft Ind Co Ltd | Honeycomb core manufacture apparatus |
| JPH106416A (en) * | 1996-06-19 | 1998-01-13 | Showa Aircraft Ind Co Ltd | Production of honeycomb core |
| JP2014008735A (en) * | 2012-07-02 | 2014-01-20 | Showa Aircraft Ind Co Ltd | Production method of fiber-reinforced plastic honeycomb core |
-
2012
- 2012-08-17 JP JP2012180900A patent/JP5976453B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06504001A (en) * | 1990-05-31 | 1994-05-12 | ヘクセル コーポレイション | Continuous manufacturing method for thermoplastic honeycomb |
| JPH0847990A (en) * | 1994-08-04 | 1996-02-20 | Showa Aircraft Ind Co Ltd | Honeycomb core manufacture apparatus |
| JPH106416A (en) * | 1996-06-19 | 1998-01-13 | Showa Aircraft Ind Co Ltd | Production of honeycomb core |
| JP2014008735A (en) * | 2012-07-02 | 2014-01-20 | Showa Aircraft Ind Co Ltd | Production method of fiber-reinforced plastic honeycomb core |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016185743A1 (en) * | 2015-05-21 | 2016-11-24 | 三菱電機株式会社 | Honeycomb core, honeycomb sandwiching structure, and method for producing honeycomb core |
| JPWO2016185743A1 (en) * | 2015-05-21 | 2017-09-21 | 三菱電機株式会社 | Honeycomb core, honeycomb sandwich structure, and honeycomb core manufacturing method |
| EP3299153A4 (en) * | 2015-05-21 | 2019-02-20 | Mitsubishi Electric Corporation | Honeycomb core, honeycomb sandwiching structure, and method for producing honeycomb core |
| US10507607B2 (en) | 2015-05-21 | 2019-12-17 | Mitsubishi Electric Corporation | Honeycomb core, honeycomb sandwich structure, and honeycomb core manufacturing method |
| JP2019081361A (en) * | 2017-10-31 | 2019-05-30 | エアバス オペレーションズ、ソシエダ リミタダ | Modular mold for manufacturing fiber reinforcement panel and manufacturing method of fiber reinforcement panel |
| JP7121632B2 (en) | 2017-10-31 | 2022-08-18 | エアバス オペレーションズ、ソシエダ リミタダ | Modular mold for manufacturing fiber reinforced panels and method for manufacturing fiber reinforced panels |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5976453B2 (en) | 2016-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI415738B (en) | Fiber reinforced plastic and method for producing the same | |
| JP5597134B2 (en) | Molding method of molding material | |
| EP0336722A2 (en) | Apparatus and method for making welded honeycomb core | |
| JP2014504218A5 (en) | ||
| JP6022240B2 (en) | Method for manufacturing honeycomb core made of fiber reinforced plastic | |
| JPH04229257A (en) | Continuous forming of fiber-reinforced high-temperature thermal plastic resin honeycomb structure | |
| JP2008279753A (en) | Manufacturing method of fiber-reinforced plastics | |
| JP5976453B2 (en) | Method for manufacturing honeycomb core made of fiber reinforced plastic | |
| WO2020122260A1 (en) | Production method for fiber-reinforced resin molded article | |
| JP2007146151A (en) | Prepreg substrate material, laminated substrate material and fiber-reinforced plastic | |
| JPH0911371A (en) | Manufacture of fiber reinforced plastic honeycomb core | |
| CN108527945A (en) | A kind of flexible honeycomb and manufacturing method of heart cell | |
| JPS60112420A (en) | Method of molding reinforced thermoplastic composite material | |
| JP2022125261A (en) | Manufacturing method of composite material structure | |
| JP3493131B2 (en) | Method for manufacturing bisect type fiber reinforced plastic honeycomb core | |
| TW201726407A (en) | Composite steel | |
| CN112810185A (en) | Preparation device and preparation method of honeycomb core material | |
| JP3621319B2 (en) | Method of manufacturing honeycomb core made of bisect type fiber reinforced plastic | |
| JPH106416A (en) | Production of honeycomb core | |
| JP3107473B2 (en) | Method for manufacturing flexible honeycomb core and flexible honeycomb core | |
| JPH08207181A (en) | Honeycomb structure made of fiber reinforced plastic and production thereof | |
| KR100959389B1 (en) | Prepreg sheet having many axes and the manufacturing method | |
| JP3157403B2 (en) | Honeycomb core made of fiber reinforced plastic and method of manufacturing the same | |
| DE10350787A1 (en) | Three dimensional composite component comprises a foam core which is mechanically formed while heating and at least one deformable cover layer | |
| JP3143009B2 (en) | Manufacturing method of honeycomb core |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150602 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160720 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5976453 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |