JP2008311297A - Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus - Google Patents
Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus Download PDFInfo
- Publication number
- JP2008311297A JP2008311297A JP2007155406A JP2007155406A JP2008311297A JP 2008311297 A JP2008311297 A JP 2008311297A JP 2007155406 A JP2007155406 A JP 2007155406A JP 2007155406 A JP2007155406 A JP 2007155406A JP 2008311297 A JP2008311297 A JP 2008311297A
- Authority
- JP
- Japan
- Prior art keywords
- electrode plate
- hole
- laser processing
- drilling
- plasma
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Chemical Vapour Deposition (AREA)
- Drying Of Semiconductors (AREA)
Abstract
Description
本発明は、プラズマ生成用ガスを通過させる貫通孔を有するプラズマ処理装置用電極板、その製造方法及びその電極板を用いたプラズマ処理装置に関する。 The present invention relates to an electrode plate for a plasma processing apparatus having a through hole through which a plasma generating gas passes, a manufacturing method thereof, and a plasma processing apparatus using the electrode plate.
半導体デバイス製造プロセスに使用されるプラズマエッチング装置やプラズマCVD装置等のプラズマ処理装置は、チャンバー内に、高周波電源に接続される電極板と架台とを例えば上下に対向配置し、架台の上にシリコンウエハを載置した状態として、電極板に形成した貫通孔からガスをシリコンウエハに向かって流通させながら高周波電圧を印加することによりプラズマを発生させ、シリコンウエハにエッチング等の処理を行う構成とされている。 A plasma processing apparatus such as a plasma etching apparatus or a plasma CVD apparatus used in a semiconductor device manufacturing process has, for example, an electrode plate connected to a high frequency power source and a frame placed in a chamber facing each other in a vertical direction, and silicon is placed on the frame. With the wafer placed, plasma is generated by applying a high-frequency voltage from a through-hole formed in the electrode plate toward the silicon wafer, and processing such as etching is performed on the silicon wafer. ing.
このプラズマ処理装置に用いられる電極板は、材料としては例えば単結晶シリコンが用いられ、その大きさは例えば外径300mm、厚さ数mmの円板状とされる。また、この電極板に形成される貫通孔は、例えば内径約0.5mmのものが8mm程度のピッチで多数形成されたものとされ、例えば、特許文献1、2に記載のようにダイヤモンドドリルを用いたドリル加工によって形成されるのが一般的である。また、特許文献1には、ドリル加工以外にも、超音波加工、放電加工、レーザ加工等による孔開け方法が開示されている。
ところで、電極板は、使用に伴い、放電面における貫通孔の開口縁部が損耗して広がってくるため、できるだけ小径の貫通孔とした方が寿命が長くなる。また、同時に放電面全体も消耗するため、電極板としても厚い方が好ましいとともに、電極板の大口径化に伴う電極板の反り及び割れを防ぎ、さらに電極板の長寿命化のためにも電極板を厚くする要求が高まっている。 By the way, since the opening edge part of the through-hole in a discharge surface wears out and spreads with use of an electrode plate, the direction where it makes a through-hole as small as possible becomes long. In addition, since the entire discharge surface is consumed at the same time, it is preferable that the electrode plate is thick. In addition, the electrode plate is prevented from warping and cracking due to an increase in the diameter of the electrode plate, and the electrode plate is also used to extend the life of the electrode plate. There is an increasing demand for thicker plates.
前述した各孔開け加工では、レーザ加工による場合が例えば内径0.3mm以下の比較的小径の貫通孔を容易に形成することができるが、深く形成することには限界がある。このため、例えば10mm程度の厚さの電極板では、これを片面から厚さの途中までレーザ加工によって孔を開け、裏返しして先に開けた孔に連通するように反対面からレーザ加工を施すことにより、両面からの孔を厚さの中央部で連結する方法が考えられている。
しかしながら、レーザ加工は一般に加工速度が遅く、両面からの孔が連通状態となるまでには相当の時間がかかるとともに、位置精度も劣るため、孔径が小さくなるほど、電極板の片面に先に開けた孔の位置のばらつきを考慮しながら他方の面からの孔開け作業を行う必要があるなど、両面から形成される孔の軸心を一致させるための位置調整が難しくなり、作業性が悪いという問題がある。
In each of the above-described drilling processes, a relatively small diameter through hole having an inner diameter of 0.3 mm or less can be easily formed by laser processing, but there is a limit to forming it deeply. For this reason, for example, in the case of an electrode plate having a thickness of about 10 mm, a hole is formed by laser processing from one side to the middle of the thickness, and laser processing is performed from the opposite surface so as to communicate with the previously opened hole. Thus, a method of connecting the holes from both sides at the center of the thickness is considered.
However, laser processing is generally slow, and it takes a considerable amount of time for the holes from both sides to be in communication with each other, and the positional accuracy is also inferior. The problem of poor workability because it is difficult to adjust the position to match the axial centers of the holes formed from both sides, such as the need to drill holes from the other side while taking into account variations in hole positions. There is.
本発明は、前記事情に鑑みて提案されたもので、比較的厚肉の電極板に小径の孔を効率良く形成することを目的とする。 The present invention has been proposed in view of the above circumstances, and an object thereof is to efficiently form a small-diameter hole in a relatively thick electrode plate.
本発明の電極板は、厚さ方向に複数の貫通孔を有するプラズマ処理装置用電極板において、各貫通孔は、その貫通方向の途中位置からいずれか一方の面側がドリル加工によって形成したドリル加工孔であり、他方の面側がレーザ加工によって形成したレーザ加工孔であることを特徴とする。 The electrode plate of the present invention is a plasma processing apparatus electrode plate having a plurality of through-holes in the thickness direction, and each through-hole is formed by drilling on one surface side from a midway position in the through-direction. It is a hole, and the other surface side is a laser processing hole formed by laser processing.
すなわち、電極板の厚さの途中までをドリル加工孔として、レーザ加工による孔開けを残りの厚さに対してのみとすることにより、一度に長い孔を形成することが難しいレーザ加工の負担を短くしたものである。また、ドリル加工はレーザ加工に比べて加工速度が速いとともに、位置決め精度も高く、多数の孔を高精度で比較的短時間で加工することができる。したがって、このドリル加工孔の反対側からレーザ加工孔を形成する際には、ドリル加工孔相互の位置のばらつきを考慮する必要性が小さいため、レーザ加工時の位置決め作業も容易になる。
この場合、ドリル加工孔はレーザ加工孔よりも内径が大きく形成されるとよく、内径が大きい分、レーザ加工孔の位置決めを容易にすることができる。
In other words, by using a hole in the middle of the electrode plate as a drilling hole, and making only laser drilling the remaining thickness, the burden of laser processing, which makes it difficult to form a long hole at once, is reduced. It is a shortened one. In addition, drilling has a higher processing speed and higher positioning accuracy than laser processing, and can process a large number of holes in a relatively short time with high accuracy. Therefore, when forming the laser processed hole from the opposite side of the drilled hole, there is little need to take into account variations in the positions of the drilled holes, so that positioning work during laser processing is facilitated.
In this case, the drilling hole is preferably formed to have a larger inner diameter than the laser processing hole, and the positioning of the laser processing hole can be facilitated by the larger inner diameter.
また、本発明の電極板の製造方法は、電極板の一方の面からドリル加工によって電極板の厚さの途中位置まで孔を開けた後、この孔の底面と電極板の他方の面との間をレーザ加工によって貫通状態に孔を形成することにより、前記貫通孔を形成することを特徴とする。
すなわち、先にドリル加工孔を形成した後にレーザ加工孔を形成するのである。ドリル加工により孔を形成する場合、板をドリルが突き抜ける瞬間に孔の開口縁部に微細な欠けが生じることがあるが、ドリル加工孔を電極板の途中位置までとしたことにより、そのような欠けの発生は確実に防止できる。
Further, in the method of manufacturing an electrode plate according to the present invention, after a hole is drilled from one surface of the electrode plate to a middle position of the thickness of the electrode plate by drilling, the bottom surface of the hole and the other surface of the electrode plate The through hole is formed by forming a hole in a through state by laser processing.
That is, the laser processing hole is formed after the drilling hole is formed first. When a hole is formed by drilling, a minute chipping may occur at the opening edge of the hole at the moment when the drill penetrates the plate. The occurrence of chipping can be reliably prevented.
また、本発明の電極板を用いたプラズマ処理装置にあっては、前記レーザ加工孔が開口している電極板の片面が放電面とされていることを特徴とする。
ドリル加工孔は加工時の振動等により内表面にマイクロクラックが発生するおそれがあるのに対して、レーザ加工孔は内表面が比較的平滑面に仕上がる。このため、このレーザ加工孔の開口面を放電面とすることにより、プラズマ雰囲気へのパーティクルの発生を抑制することができる。また、電極板の背面を冷却板に接触固定する構造とする場合も、位置決め精度の高いドリル加工孔が冷却板の孔に接続されるため、その位置ズレを防止することができる。
なお、レーザ加工による孔は断面円形に限らず、異形状のものも可能であり、ガス流の噴出を所望の状態にコントロールすることが可能である。
Moreover, in the plasma processing apparatus using the electrode plate of the present invention, one surface of the electrode plate in which the laser processing hole is opened is a discharge surface.
The drilled hole may cause micro cracks on the inner surface due to vibration during processing, whereas the laser processed hole has a relatively smooth inner surface. For this reason, generation | occurrence | production of the particle | grains to a plasma atmosphere can be suppressed by making the opening surface of this laser processing hole into a discharge surface. Further, when the back surface of the electrode plate is fixed to the cooling plate in contact with the cooling plate, since the drilling hole with high positioning accuracy is connected to the hole of the cooling plate, the positional deviation can be prevented.
Note that the hole formed by laser processing is not limited to a circular cross section, and may have a different shape, and the ejection of the gas flow can be controlled to a desired state.
本発明のプラズマ処理装置用電極板およびその製造方法によれば、電極板の厚さの一部をドリル加工孔、残りをレーザ加工孔としたので、レーザ加工の負担を軽減し得て、厚肉の電極板であっても小径の孔を効率良く形成することができる。
また、そのレーザ加工孔が開口している面を放電面とすることにより、加工によるダメージが小さい方が放電面に開口することになるため、パーティクルの発生を抑制することができ、高品質のプラズマ処理を行うことができる。
According to the electrode plate for a plasma processing apparatus of the present invention and the manufacturing method thereof, since a part of the thickness of the electrode plate is a drilling hole and the rest is a laser processing hole, the burden of laser processing can be reduced. Even a thick electrode plate can efficiently form small-diameter holes.
In addition, by setting the surface where the laser processing hole is opened as the discharge surface, the one with less damage due to processing will be opened in the discharge surface, so the generation of particles can be suppressed, and high quality Plasma treatment can be performed.
以下、本発明の一実施形態について、図面に基づいて説明する。
まず、この電極板が用いられるプラズマ処理装置の実施形態としてプラズマエッチング装置について説明する。
このプラズマエッチング装置1は、図4の断面概略図に示されるように、真空チャンバー2内の上部に電極板3が設けられるとともに、下部に上下動可能な架台4が電極板3と相互間隔をおいて平行に設けられている。この場合、上部の電極板3は絶縁体5により真空チャンバー2の壁に対して絶縁状態に支持されているとともに、架台4の上には静電チャック6が設けられており、静電チャック6の上に支持リング7と共にウエハ8を載置するようになっている。また、真空チャンバー2の上部にはエッチングガス供給管9が設けられ、このエッチングガス供給管9から送られてきたエッチングガスは拡散部材10を経由した後電極板3に設けられた貫通孔11を通してウエハ8に向って流され、真空チャンバー2の側部の排出口12から外部に排出される構成とされている。一方、電極板3と架台4との間には高周波電源13により高周波電圧が印加されるようになっている。
Hereinafter, an embodiment of the present invention will be described with reference to the drawings.
First, a plasma etching apparatus will be described as an embodiment of a plasma processing apparatus in which this electrode plate is used.
As shown in the schematic cross-sectional view of FIG. 4, the plasma etching apparatus 1 is provided with an
この高周波電圧が印加された状態のプラズマエッチング装置1にエッチングガスを供給すると、このエッチングガスは拡散部材10を経由して、電極板3に設けられた貫通孔11を通って電極板3と架台4との間の空間に放出され、この空間内でプラズマとなってウエハ8に当り、このプラズマによるスパッタリングすなわち物理反応と、エッチングガスの化学反応とにより、ウエハ8の表面がエッチングされる。
また、ウエハ8の均一なエッチングを行う目的で、発生したプラズマをウエハ8の中心部に集中させ、外周部へ拡散するのを阻止して電極板3とウエハ8との間に均一なプラズマを発生させるために、通常、プラズマ発生領域14をシールドリング15で囲った状態としている。
When an etching gas is supplied to the plasma etching apparatus 1 in a state where the high-frequency voltage is applied, the etching gas passes through the
Further, for the purpose of uniformly etching the wafer 8, the generated plasma is concentrated on the central portion of the wafer 8, and is prevented from diffusing to the outer peripheral portion, thereby generating a uniform plasma between the
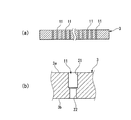
そして、このプラズマエッチング装置1に用いられている電極板3は、例えば単結晶シリコンによって円板状に形成され、図1に示すように前記貫通孔11が多数形成されている。
この貫通孔11は、図1(b)に示すように、電極板3の一方の面3aからのドリル加工によって形成したドリル加工孔21と、他方の面3bからのレーザ加工によって形成したレーザ加工孔22とが電極板3の厚さの中央部で連通して形成されたものである。
この場合、図示されるように、ドリル加工孔21の方がレーザ加工孔22よりも若干大径に形成されており、レーザ加工孔22は、ドリル加工孔21の内底面と電極板3の前記他方の面3bとの間に形成されている。また、ドリル加工孔の内表面よりも、レーザ加工孔22の内表面の方が平滑面に形成されており、例えば平均粗さが、ドリル加工孔21の方はRa=0.5μmで、レーザ加工孔22の方はRa=0.1μmとされる。
The
As shown in FIG. 1B, the
In this case, as shown in the drawing, the
そして、この電極板3は、プラズマエッチング装置1に、レーザ加工孔22が開口している面3bを架台4に対向させるようにして配置されている。つまり、図4では、ドリル加工孔21が開口している面3aが上方に向けられ、レーザ加工孔22が開口している面3bが下方の架台4に向けられている。すなわち、このレーザ加工孔22が開口している面3bが放電面とされている。
The
次に、この電極板3を製造する方法について説明する。
円板状に形成した単結晶シリコン板に、図2に示すように、その一方の面3aからドリル加工によって厚さの途中位置まで孔21を形成する。この孔加工には、超硬ドリル、ダイヤモンドドリル等の工具が用いられる。
次いで、図2の点線で示すように、レーザ加工によってドリル加工孔21の底面と電極板3の他方の面3bとの間を連通する孔22を形成する。このレーザとしては、炭酸ガスレーザ、YAGレーザ、エキシマレーザ等を適用することができるが、特にエキシマレーザを用いた方が微細な孔を開けることができる。
Next, a method for manufacturing the
As shown in FIG. 2, a
Next, as shown by a dotted line in FIG. 2, a
このレーザ加工は、YAGレーザを用いて11J/cm2のレーザーフルエンスでレーザビームを単結晶板シリコン板に連続的に照射することにより、径が0.3mmの貫通孔を形成することができる。また、加工時間はドリル加工の方がレーザ加工に比べて20%程度短縮でき、ドリル加工とレーザ加工とを併用することにより、例えば300mmの外径の電極板に1000個の貫通孔を形成する場合、そのすべての貫通孔をレーザ加工によって開ける場合に比べて大幅な作業時間の短縮を図ることができる。 In this laser processing, a through hole having a diameter of 0.3 mm can be formed by continuously irradiating a single crystal silicon plate with a laser beam of 11 J / cm 2 using a YAG laser. Further, the machining time can be shortened by about 20% in the drilling process compared with the laser machining, and by using the drilling process and the laser machining together, for example, 1000 through holes are formed in an electrode plate having an outer diameter of 300 mm. In this case, the working time can be greatly reduced as compared with the case where all the through holes are opened by laser processing.
そして、このようにして形成した電極板3を前述したようにレーザ加工孔22が開口している面(放電面)3bを架台4に対向させるようにしてプラズマエッチング装置1に取り付けてプラズマエッチング処理を行うことにより、平滑面のレーザ加工孔22からガスが流出するので、パーティクルの発生を極めて少なくすることができる。例えば、厚さの全部をドリル加工孔とした電極板と、ドリル加工孔とレーザ加工孔とを連続させて形成した電極板とをそれぞれ使用してプラズマエッチング処理を行った場合のパーティクル発生状況を調べたところ、高周波電力の出力が2KW、周波数20KHz、プラズマ発生ガスとしてCHF3+O2+Heガスを使用した条件で、前者はエッチング開始から100時間以内に0.16μm以上のパーティクルがウエハ上に48個観察されたのに対して、後者は、100時間経過しても0.16μm以上のパーティクルの発生は10個程度であった。
Then, the
この貫通孔11を小径にすると流速が速められることからパーティクルが発生し易い環境となるが、レーザ加工孔22の場合は内面が平滑面とされてパーティクルの発生が抑制されるので、このレーザ加工孔22の小径化が可能になるのである。この場合、ドリル加工孔21は比較的大径に形成しておくことにより、ドリル加工孔21を通過する際の流速は小さくされるので、パーティクルの発生が少ない環境であるとともに、このドリル加工孔21は突き抜けた貫通孔ではないので、欠けの発生が防止される。したがって、この電極板3を用いたプラズマエッチング装置1はパーティクルの発生が極めて少なく、高品質のエッチング処理を行うことができる。
If the through-
また、図3は、電極板3の背面を冷却板31に固定した例を示している。この冷却板31は、熱伝導性の優れる材料からなり、電極板3と同じピッチで貫通孔32が形成されている。そして、これら貫通孔32を電極板3の貫通孔11に連通させた状態として、冷却板31と電極板3とが一体化されている。この場合、加工精度の良いドリル加工孔21(図1(b)参照)が冷却板31の貫通孔32に連通することになり、両者の位置ずれを効果的に防止することができる。
FIG. 3 shows an example in which the back surface of the
なお、本発明においては、上記実施形態に限定されるものではなく、発明の趣旨を逸脱しない範囲において、種々の変更をすることが可能である。例えば、前述した貫通孔の寸法等は一例であるとともに、レーザ加工孔は円形断面に限らず、異形状断面に形成してもよく、その断面形状に応じて噴射するガス流を適宜の状態にコントロールすることが可能である。また、この電極板が用いられるプラズマ処理装置としては、実施形態のプラズマエッチング装置以外にも、プラズマCVD装置等にも用いることができる。 The present invention is not limited to the above-described embodiment, and various modifications can be made without departing from the spirit of the invention. For example, the dimensions of the through holes described above are examples, and the laser processing holes are not limited to a circular cross section, and may be formed in a different cross section, and the gas flow to be injected according to the cross sectional shape is in an appropriate state. It is possible to control. In addition to the plasma etching apparatus of the embodiment, the plasma processing apparatus using this electrode plate can be used for a plasma CVD apparatus or the like.
1 プラズマエッチング装置
2 真空チャンバー
3 電極板
3a 一方の面
3b 他方の面(放電面)
4 架台
8 ウエハ
9 エッチングガス供給管
11 貫通孔
12 排出口
13 高周波電源
14 プラズマ発生領域
21 ドリル加工孔
22 レーザ加工孔
31 冷却板
32 貫通孔
DESCRIPTION OF SYMBOLS 1 Plasma etching apparatus 2
DESCRIPTION OF SYMBOLS 4 Base 8 Wafer 9 Etching
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155406A JP2008311297A (en) | 2007-06-12 | 2007-06-12 | Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155406A JP2008311297A (en) | 2007-06-12 | 2007-06-12 | Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008311297A true JP2008311297A (en) | 2008-12-25 |
Family
ID=40238679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007155406A Pending JP2008311297A (en) | 2007-06-12 | 2007-06-12 | Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008311297A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180102999A (en) * | 2017-03-08 | 2018-09-18 | 가부시끼가이샤 도시바 | Shower plate, processing apparatus, and ejection method |
| KR101963859B1 (en) * | 2018-01-12 | 2019-03-29 | 정성욱 | Method and apparatus for manufacturing showerhead for semiconductor etching and method for manufacturing apparatus |
| JP2021153131A (en) * | 2020-03-24 | 2021-09-30 | 三菱マテリアル株式会社 | Manufacturing method of electrode plate for plasma processing apparatus and electrode plate for plasma processing apparatus |
| KR102311023B1 (en) * | 2020-05-26 | 2021-10-08 | 윤창희 | Double material transfer type plasma etching plate with improved processing efficiency |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09180897A (en) * | 1995-12-12 | 1997-07-11 | Applied Materials Inc | Gas supply device for high density plasma reactor |
| JP2001102357A (en) * | 1999-09-28 | 2001-04-13 | Mitsubishi Materials Corp | Plasma etching electrode plate and manufacturing method therefor |
| JP2002237460A (en) * | 2001-02-09 | 2002-08-23 | Kanegafuchi Chem Ind Co Ltd | Plasma cvd apparatus |
-
2007
- 2007-06-12 JP JP2007155406A patent/JP2008311297A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09180897A (en) * | 1995-12-12 | 1997-07-11 | Applied Materials Inc | Gas supply device for high density plasma reactor |
| JP2001102357A (en) * | 1999-09-28 | 2001-04-13 | Mitsubishi Materials Corp | Plasma etching electrode plate and manufacturing method therefor |
| JP2002237460A (en) * | 2001-02-09 | 2002-08-23 | Kanegafuchi Chem Ind Co Ltd | Plasma cvd apparatus |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180102999A (en) * | 2017-03-08 | 2018-09-18 | 가부시끼가이샤 도시바 | Shower plate, processing apparatus, and ejection method |
| KR102125736B1 (en) * | 2017-03-08 | 2020-06-23 | 가부시끼가이샤 도시바 | Shower plate, processing apparatus, and ejection method |
| KR101963859B1 (en) * | 2018-01-12 | 2019-03-29 | 정성욱 | Method and apparatus for manufacturing showerhead for semiconductor etching and method for manufacturing apparatus |
| JP2021153131A (en) * | 2020-03-24 | 2021-09-30 | 三菱マテリアル株式会社 | Manufacturing method of electrode plate for plasma processing apparatus and electrode plate for plasma processing apparatus |
| WO2021192481A1 (en) * | 2020-03-24 | 2021-09-30 | 三菱マテリアル株式会社 | Method of manufacturing electrode plate for plasma processing device and electrode plate for plasma processing device |
| JP7439605B2 (en) | 2020-03-24 | 2024-02-28 | 三菱マテリアル株式会社 | Method for manufacturing an electrode plate for plasma processing equipment and electrode plate for plasma processing equipment |
| KR102311023B1 (en) * | 2020-05-26 | 2021-10-08 | 윤창희 | Double material transfer type plasma etching plate with improved processing efficiency |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2008146918A1 (en) | Method for manufacturing and regenerating electrode for plasma processing apparatus | |
| JP2008311297A (en) | Electrode plate for plasma treatment apparatus, manufacturing method thereof, and plasma treatment apparatus | |
| JP5895603B2 (en) | Electrode plate for plasma processing equipment | |
| JP6398827B2 (en) | Method for manufacturing electrode plate for plasma processing apparatus | |
| JPH11104950A (en) | Electrode plate and manufacture thereof | |
| JP2012174997A (en) | Part for plasma processing device, method for identification display imprinting | |
| JP2007329304A (en) | Electrostatic chuck device | |
| JP2012119590A (en) | Electrode plate for plasma processing apparatus | |
| JP4630540B2 (en) | Nozzle plate manufacturing method | |
| WO2011046052A1 (en) | Method for forming ventilation holes in an electrode plate | |
| JP5182136B2 (en) | Electrode plate assembly for plasma processing apparatus and plasma processing apparatus | |
| JP2017050118A (en) | Electrode plate for plasma processing apparatus and method of manufacturing the same | |
| US11819948B2 (en) | Methods to fabricate chamber component holes using laser drilling | |
| JP6095498B2 (en) | Method for drilling SiC member | |
| US12030135B2 (en) | Methods to fabricate chamber component holes using laser drilling | |
| KR20200103434A (en) | The method of forming micro hole using laser marking and drill | |
| KR101763946B1 (en) | Perforated plate for a substrate processing apparatus and method of manufacturing the same | |
| KR100465844B1 (en) | Method for processing hole in cathode electrode | |
| JP4483417B2 (en) | Substrate dividing method and element having bonding surface | |
| JP2012222271A (en) | Electrode plate for plasma processing apparatus | |
| US20240105511A1 (en) | Processing method of substrate and manufacturing method of chips | |
| JP5742347B2 (en) | Electrode plate for plasma processing equipment | |
| JP2000068255A (en) | Electrode for plasma and its manufacture | |
| JP2009158854A (en) | Plasma processing device, and plasma processing method | |
| JPH0835081A (en) | Electrode plate for plasma etching |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Written amendment |
Effective date: 20111111 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20120124 Free format text: JAPANESE INTERMEDIATE CODE: A02 |