JP2008142949A - Equipment and method for screen printing - Google Patents
Equipment and method for screen printing Download PDFInfo
- Publication number
- JP2008142949A JP2008142949A JP2006330210A JP2006330210A JP2008142949A JP 2008142949 A JP2008142949 A JP 2008142949A JP 2006330210 A JP2006330210 A JP 2006330210A JP 2006330210 A JP2006330210 A JP 2006330210A JP 2008142949 A JP2008142949 A JP 2008142949A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- positioning
- pressing
- carrier
- pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Screen Printers (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
本発明は、キャリアに保持されたワークにクリーム半田や導電性ペーストなどのペーストを印刷するスクリーン印刷装置およびスクリーン印刷方法に関するものである。 The present invention relates to a screen printing apparatus and a screen printing method for printing paste such as cream solder or conductive paste on a work held on a carrier.
ワーク製造分野においては、基板上にクリーム半田や導電性ペーストなどのペーストを印刷する方法としてスクリーン印刷が広く用いられている。印刷対象の基板が個片に分割された小サイズの基板である場合には、複数の基板をハンドリング用のキャリアに保持させ、これらの複数の基板を対象として一括して印刷作業が行われる。このようなスクリーン印刷において用いられるキャリアとしては、矩形の板状部材に基板やワークを保持するためのワーク載置部を設けた構成のものが多用される(特許文献1参照)。この特許文献に示す例では、個片のワークをキャリアに設けられたワーク載置部内に嵌合させて位置決めするとともに、ワーク載置部の底面に設けられた吸引孔から真空吸引することによりワークを保持するようにしている。
スクリーン印刷の対象となる基板やワークなどのワークのハンドリングに用いられるキャリアにはワークの特性に応じて幾つかの種類があり、この種類によってキャリアに保持された状態におけるワークの位置決め方式も異なっている。例えばワーク載置部がワークに対応して高い寸法精度で形成されたものを用いる場合には、高い位置決め精度を必要とするワークを対象とする場合においても、単にワーク載置部にワークを嵌合させるのみで十分な位置決め精度が確保される。これに対し、同様のワークをワーク載置部の寸法精度が低くいわゆる「ガタ」を有するようなキャリアに保持させる場合には、ワークを必要精度で位置決めするための機構を別途必要とする。 There are several types of carriers used for handling workpieces such as substrates and workpieces that are subject to screen printing, depending on the characteristics of the workpiece, and the type of workpiece positioning in the state held by the carrier varies depending on the type of carrier. Yes. For example, when using a workpiece mounting part that is formed with high dimensional accuracy corresponding to the workpiece, even when targeting a workpiece that requires high positioning accuracy, the workpiece is simply fitted on the workpiece mounting part. Sufficient positioning accuracy is ensured only by combining them. On the other hand, when a similar workpiece is held on a carrier having a low dimensional accuracy of the workpiece mounting portion and a so-called “backlash”, a mechanism for positioning the workpiece with the required accuracy is separately required.
またスクリーン印刷用のキャリアにおいては、単にワークを水平方向に位置決めするのみならず、スキージング後の版離れにおいてワークをマスクプレートの下面から離隔させるために、ワークとマスクプレートとの密着力よりも大きな力で上下方向に保持する必要がある。従来はワークを上下方向に保持するために真空吸着が用いられる場合が多かったが、真空吸着方式をサイズが小さい個片のワークに対して適用する場合には、キャリアの搬送時の振動や衝撃などによってワークがワーク載置部からはみ出す不具合が避けがたく、ワークの保持を安定して行うことが難しいという難点がある。このように、従来のスクリーン印刷においては、個片のワークを対象とする場合において、複数のワークをキャリアに高い位置決め精度で位置決めし安定して保持することが困難であるという課題があった。 In addition, in the carrier for screen printing, not only the workpiece is positioned in the horizontal direction but also in order to separate the workpiece from the lower surface of the mask plate when separating the plate after squeezing, rather than the adhesion force between the workpiece and the mask plate. It is necessary to hold it up and down with great force. Conventionally, vacuum suction is often used to hold the workpiece in the vertical direction. However, when the vacuum suction method is applied to a small piece of workpiece, vibration and shock during carrier transportation are used. There is a problem that it is difficult to avoid the problem that the workpiece protrudes from the workpiece mounting portion due to the above, and it is difficult to stably hold the workpiece. As described above, in the conventional screen printing, there is a problem that it is difficult to position and stably hold a plurality of workpieces on a carrier with high positioning accuracy when an individual workpiece is targeted.
そこで本発明は、複数のワークをキャリアに高い位置決め精度で位置決めし安定して保持することができるスクリーン印刷装置およびスクリーン印刷方法を提供することを目的とする。 Therefore, an object of the present invention is to provide a screen printing apparatus and a screen printing method capable of positioning and stably holding a plurality of workpieces on a carrier with high positioning accuracy.
本発明のスクリーン印刷装置は、パターン孔が設けられたマスクプレートにキャリアに保持された方形の複数のワークを当接させ、ペーストが供給されたマスクプレート上でスキージを摺動させることにより、前記パターン孔を介して前記ワークにペーストを印刷するスクリーン印刷装置であって、前記マスクプレートの下方に配設され前記キャリアをス
クリーン印刷機構による印刷位置に位置決めする位置決め部と、この位置決め部に設けられ前記キャリアに保持されたワークを下受けするとともにこのワークを水平方向に位置決めしさらに版離れ時においてマスクプレートとの密着力に抗してワークを保持するワーク下受部と、前記印刷位置に前記ワークを前記キャリアとともに搬入しまた前記印刷位置から前記ワークを前記キャリアとともに搬出するキャリア搬送手段とを備え、前記ワーク下受部は、前記キャリアに底面が開口されて形成され前記複数のワークが個々に載置される複数の方形のワーク載置部のそれぞれにおいて、前記方形における1つのコーナ点を挟んで設けられた2つの切り欠き部を下方から挿通し、当該ワーク載置部において載置された前記ワークを水平方向に位置決めする際の当該ワークの2辺の位置の基準となる1対の位置基準ピンと、前記ワーク載置部において前記1つのコーナ点に対向するコーナ点を挟んで設けられた2つの切り欠き部を下方から挿通し、当該ワーク載置部に載置されたワークの前記2辺に対向する2辺に当接してこのワークを対角線方向に押圧する1対の押圧ピンと、前記1対の位置基準ピンを前記複数のワーク載置部について一括して前記対角線方向に移動させて、前記ワークを水平方向に位置決めする際の位置決め点および位置決めを解除するための位置決め解除点とに位置させる位置基準ピン移動手段と、前記1対の押圧ピンに対し前記複数のワーク載置部について一括して前記対角線方向の押圧力の付与およびこの押圧力の解除を行うピン押圧力付与手段とを有し、前記複数のワーク載置部のそれぞれにおいて、前記1対の位置基準ピンを前記位置決め点に位置させた状態で、前記1対の押圧ピンによって前記ワークを対角線方向に押圧して前記1対の位置基準ピンとの間で前記ワークを挟み込むことにより、前記ワークを水平方向に位置決めするとともに上下方向に保持する。
In the screen printing apparatus of the present invention, a plurality of rectangular workpieces held by a carrier are brought into contact with a mask plate provided with a pattern hole, and the squeegee is slid on the mask plate supplied with the paste. A screen printing apparatus that prints a paste on the workpiece through a pattern hole, the positioning part being disposed below the mask plate for positioning the carrier at a printing position by a screen printing mechanism, and provided in the positioning part A workpiece receiving portion for receiving the workpiece held by the carrier and positioning the workpiece in the horizontal direction and holding the workpiece against the adhesive force with the mask plate at the time of releasing the plate; and The work is carried together with the carrier, and the work is moved from the printing position to the carrier. Each of a plurality of rectangular workpiece mounting portions on which the plurality of workpieces are individually mounted. The two sides of the workpiece when the workpiece placed on the workpiece placing portion is positioned in the horizontal direction by inserting two notches provided between the corners of the square from below. A pair of position reference pins that serve as a reference for the position of the workpiece and two notches provided between the corners facing the one corner point in the workpiece placement portion are inserted from below, and the workpiece placement is performed. A pair of pressing pins that abut against the two sides of the workpiece placed on the part and that are opposed to the two sides and press the workpiece in a diagonal direction, and the pair of position reference pins are provided on the plurality of workpiece placement units. One Position reference pin moving means for collectively moving the workpiece in the diagonal direction and positioning the workpiece at a positioning point for positioning the workpiece in the horizontal direction and a positioning release point for releasing the positioning; and the pair of presses A pin pressing force applying means for applying and releasing the pressing force in the diagonal direction in a batch with respect to the plurality of workpiece mounting portions with respect to the pins; and in each of the plurality of workpiece mounting portions In a state where the pair of position reference pins are positioned at the positioning point, the workpiece is pressed diagonally by the pair of pressing pins and the workpiece is sandwiched between the pair of position reference pins. Thus, the workpiece is positioned in the horizontal direction and held in the vertical direction.
本発明のスクリーン印刷方法は、方形のワークを保持するキャリアをスクリーン印刷機構による印刷位置に位置決めする位置決め部に設けられ前記キャリアに保持されたワークを下受けするとともにこのワークを水平方向に位置決めしさらに版離れ時においてマスクプレートとの密着力に抗してワークを保持するワーク下受部を備えたスクリーン印刷装置によって、パターン孔が設けられたマスクプレートにキャリアに保持された方形の複数のワークを当接させ、ペーストが供給されたマスクプレート上でスキージを摺動させることにより、前記パターン孔を介して前記ワークにペーストを印刷するスクリーン印刷方法であって、前記ワーク下受部によって前記ワークを下受けするに際し、前記キャリアに底面が開口されて形成され前記複数のワークが個々に載置される複数の方形のワーク載置部のそれぞれにおいて、前記方形における1つのコーナ点を挟んで設けられた2つの切り欠き部に1対の位置基準ピンを下方から挿通させて、この1対の位置基準ピンを当該ワーク載置部において載置された前記ワークを水平方向に位置決めする際の当該ワークの2辺の位置の基準となる位置決め点に位置させる位置決めピン移動工程と、前記ワーク載置部において前記1つのコーナ点に対向するコーナ点を挟んで設けられた2つの切り欠き部に1対の押圧ピンを下方から挿通させて、前記1対の押圧ピンによって前記ワークを対角線方向に押圧して前記1対の位置基準ピンとの間で前記ワークを挟み込むことにより、前記ワークを水平方向に位置決めするとともに上下方向に保持する位置決め・保持工程とを含み、前記位置決めピン移動工程において、位置基準ピン移動手段によって、前記1対の位置基準ピンを前記複数のワーク載置部について一括して前記対角線方向に移動させてこれらの位置決め基準ピンを前記位置決め点に位置させ、前記位置決め・保持工程において、ピン押圧力付与手段によって、前記1対の押圧ピンに対し前記複数のワーク載置部について一括して前記対角線方向の押圧力を付与する。 The screen printing method of the present invention is provided in a positioning portion for positioning a carrier holding a square workpiece at a printing position by a screen printing mechanism, receiving the workpiece held by the carrier and positioning the workpiece in the horizontal direction. Furthermore, a plurality of rectangular workpieces held by a carrier on a mask plate provided with a pattern hole by a screen printing apparatus having a workpiece receiving portion that holds the workpiece against the adhesive force with the mask plate when the plate is released. And printing a paste on the workpiece through the pattern hole by sliding a squeegee on a mask plate to which the paste is supplied, the workpiece receiving portion being used to print the paste. When receiving the base, the carrier is formed with an open bottom. In each of a plurality of rectangular workpiece placement portions on which workpieces are individually placed, a pair of position reference pins are inserted from below into two notches provided with one corner point in the rectangle interposed therebetween. Then, the positioning pin moving step of positioning the pair of position reference pins at a positioning point that serves as a reference for the positions of the two sides of the work when the work placed on the work placing portion is positioned in the horizontal direction. And a pair of pressing pins are inserted from below into two cutout portions provided across the corner point facing the one corner point in the workpiece mounting portion, and the pair of pressing pins Positioning the workpiece in the horizontal direction and holding it in the vertical direction by pressing the workpiece diagonally and sandwiching the workpiece between the pair of position reference pins In the positioning pin moving step, the position reference pin moving means collectively moves the pair of position reference pins with respect to the plurality of workpiece placement portions in the diagonal direction. The positioning reference pin is positioned at the positioning point, and in the positioning / holding step, the pressing force in the diagonal direction is collectively applied to the plurality of workpiece placement portions with respect to the pair of pressing pins by the pin pressing force applying means. Is granted.
本発明によれば、キャリアのワーク載置部に載置されたワークを下受けするとともにこのワークを水平方向に位置決めし保持するワーク下受部を、ワーク載置部において載置されたワークを水平方向に位置決めする際の位置の基準となる1対の位置基準ピンと、このワークに当接してこのワークを対角線方向に押圧する1対の押圧ピンとを備え、複数のワ
ーク載置部のそれぞれにおいて、1対の位置基準ピンを位置決め点に位置させた状態で、1対の押圧ピンによってワークを対角線方向に押圧して1対の位置基準ピンとの間でワークを挟み込んで、ワークを水平方向に位置決めするとともに上下方向に保持する構成とすることにより、真空吸着を用いることなく複数のワークをキャリアに高い位置決め精度で位置決めし安定して保持することができる。
According to the present invention, the workpiece placed on the workpiece placing portion is placed on the workpiece placing portion for receiving the workpiece placed on the workpiece placing portion of the carrier and positioning and holding the workpiece in the horizontal direction. A pair of position reference pins that serve as a reference for positions when positioning in the horizontal direction, and a pair of pressing pins that abut against the workpiece and press the workpiece in a diagonal direction, each of the plurality of workpiece mounting portions With the pair of position reference pins positioned at the positioning point, the workpiece is pressed diagonally by the pair of pressing pins, and the workpiece is sandwiched between the pair of position reference pins, and the workpiece is horizontally oriented. Positioning and holding in the vertical direction allows multiple workpieces to be positioned and stably held on the carrier with high positioning accuracy without using vacuum suction. Can.
次に本発明の実施の形態を図面を参照して説明する。図1は本発明の一実施の形態のスクリーン印刷装置の側面図、図2は本発明の一実施の形態のスクリーン印刷装置の正面図、図3は本発明の一実施の形態のスクリーン印刷装置に使用されるキャリアの構造説明図、図4(a)は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部の斜視図、図4(b)は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部の平面図、図5(a)は本発明の一実施の形態のスクリーン印刷装置におけるキャリアの下受け状態を示す斜視図、図5(b)は本発明の一実施の形態のスクリーン印刷装置におけるキャリアの下受け状態を示す平面図、図6は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部の分解斜視図、図7は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部に設けられた位置基準ピン移動手段を示す図、図8は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部に設けられたピン押圧力付与手段を示す図、図9は本発明の一実施の形態のスクリーン印刷装置におけるワーク下受部に設けられた押圧ピンの付勢機構の説明図、図10、図11、図12は本発明の一実施の形態のスクリーン印刷方法の工程説明図である。 Next, embodiments of the present invention will be described with reference to the drawings. 1 is a side view of a screen printing apparatus according to an embodiment of the present invention, FIG. 2 is a front view of the screen printing apparatus according to an embodiment of the present invention, and FIG. 3 is a screen printing apparatus according to an embodiment of the present invention. FIG. 4 (a) is a perspective view of a workpiece lowering portion in a screen printing apparatus according to an embodiment of the present invention, and FIG. 4 (b) is an embodiment of the present invention. FIG. 5A is a perspective view showing a carrier receiving state in the screen printing apparatus according to the embodiment of the present invention, and FIG. 5B is one view of the present invention. FIG. 6 is an exploded perspective view of a workpiece receiving portion in the screen printing apparatus according to the embodiment of the present invention, and FIG. 7 is an embodiment of the present invention. Form of screen printing FIG. 8 is a view showing a pin pressing force applying means provided in the workpiece receiving portion in the screen printing apparatus according to the embodiment of the present invention. FIG. 9 is an explanatory diagram of a pressing pin urging mechanism provided in a workpiece lowering portion in a screen printing apparatus according to an embodiment of the present invention, and FIGS. 10, 11, and 12 illustrate an embodiment of the present invention. It is process explanatory drawing of this screen printing method.
まず図1、図2を参照してスクリーン印刷装置の構造を説明する。図1において、スクリーン印刷装置は、印刷対象のワークを位置決めする位置決め部1の上方にスクリーン印刷機構を配設して構成されている。位置決め部1は、Y軸テーブル2、X軸テーブル3およびθ軸テーブル4を段積みし、更にその上に第1のZ軸テーブル5、第2のZ軸テーブル6を組み合わせて構成されている。 First, the structure of the screen printing apparatus will be described with reference to FIGS. In FIG. 1, the screen printing apparatus is configured by arranging a screen printing mechanism above a positioning unit 1 for positioning a workpiece to be printed. The positioning unit 1 is configured by stacking a Y-axis table 2, an X-axis table 3, and a θ-axis table 4, and further combining a first Z-axis table 5 and a second Z-axis table 6 thereon. .
第1のZ軸テーブル5の構成を説明する。θ軸テーブル4の上面に設けられた水平なベースプレート4aの上面側には、同様に水平なベースプレート5aが昇降ガイド機構(図示省略)によって昇降自在に保持されている。ベースプレート5aは、複数の送りねじ5cをモータ5bによってベルト5dを介して回転駆動する構成のZ軸昇降機構によって昇降する。
The configuration of the first Z-axis table 5 will be described. Similarly, on the upper surface side of the
ベースプレート5aには垂直フレーム5eが立設されており、垂直フレーム5eの上端部には搬送機構8を構成する2条の印刷搬送レール8aが保持されている。印刷搬送レール8aは搬送方向(X方向−−図1において紙面垂直方向)に配設されており、これらの印刷搬送レール8aによって印刷対象のワークである個片の基板10が複数載置されたキャリア9の両端部を支持して搬送する。第1のZ軸テーブル5を駆動することにより、印刷搬送レール8aによって保持された状態のキャリア9を、印刷搬送レール8aとともに後述するスクリーン印刷機構に対して昇降させることができる。
A
図2に示すように、印刷搬送レール8aの上流側(図2において左側)および下流側には、印刷搬送レール8aとともに搬送機構8を構成する搬入レール8bおよび搬出レール8cがそれぞれ連結されている。上流側から搬入レール8bを介して搬入されたキャリア9は、印刷搬送レール8aに乗り移って位置決め部1によって後述するスクリーン印刷機構による印刷位置に位置決めされ、基板10に印刷が行われた後のキャリア9は、搬出レール8cによって下流側に搬出される。搬送機構8は、印刷位置に基板10をキャリア9とともに搬入しまた印刷位置から基板10をキャリア9とともに搬出するキャリア搬送手段となっている。
As shown in FIG. 2, a carry-in
第2のZ軸テーブル6の構成を説明する。印刷搬送レール8aとベースプレート5aの中間には、水平なベースプレート6aが昇降ガイド機構(図示省略)に沿って昇降自在に配設されている。ベースプレート6aは、複数の送りねじ6cをモータ6bによってベルト6dを介して回転駆動する構成のZ軸昇降機構によって昇降する。ベースプレート6aの上面には、複数の下受けピン7a(図6参照)を備えたワーク下受部である基板下受部7が設けられている。第2のZ軸テーブル6を駆動することにより、基板下受部7は印刷搬送レール8aに保持された状態のキャリア9に対して昇降する。第2のZ軸テーブル6は、基板下受部7を印刷搬送レール8aに対して相対的に昇降させる昇降手段となっている。
The configuration of the second Z-axis table 6 will be described. A
基板下受部7は、後述するようにキャリア9に保持された基板10を下受けするとともに基板10を水平方向に位置決めし、さらに印刷後の版離れ時において、スクリーン印刷機構を構成するマスクプレート12との密着力に抗して基板10を上下方向に保持する機能を有している。本実施の形態においては、基板10を上下方向に保持する機構として保持力が不安定な真空吸着を用いることなく、サイズが小さい個片の基板10を対象とする場合においても確実に保持することが可能となっている。
The
次に位置決め部1の上方に配設されたスクリーン印刷機構について説明する。図1,図2において、マスク枠11にはマスクプレート12が展張されており、マスクプレート12には印刷対象に応じたパターン孔12aが設けられている。マスクプレート12上にはスキージヘッド13が配設されている。スキージヘッド13は、水平なプレート14にスキージ16を昇降させるスキージ昇降機構15を配設した構成となっており、図2に示すように、プレート14の両端は縦フレーム20上に配列されたガイド機構によって、Y方向にスライド自在に支持されている。プレート14は、ナット19、送りねじ18および回転駆動モータ17より成るスキージ移動手段によりY方向に水平移動する。またスキージ昇降機構15を駆動することによりスキージ16は昇降して、マスクプレート12の上面に当接する。
Next, the screen printing mechanism disposed above the positioning unit 1 will be described. 1 and 2, a
スクリーン印刷動作について説明する。まず印刷搬送レール8aに基板10が載置されたキャリア9が搬入されると、第2のZ軸テーブル6を駆動して基板下受部7を上昇させ、キャリア9に載置された基板10の下面を下受けする。そしてこの状態で位置決め部1を駆動して基板10をマスクプレート12に対して位置合わせする。この後、第1のZ軸テーブル5を駆動してキャリア9を印刷搬送レール8aとともに上昇させ、マスクプレート12の下面にキャリア9に保持された複数の基板10を当接させる。これにより、スキージユニット16によるスキージングにおいて、基板10の水平位置が固定される。そしてこの状態で、ペーストであるクリーム半田が供給されたマスクプレート12上でスキージ16を摺動させることにより、パターン孔12aを介して基板10にはクリーム半田が印刷される。
A screen printing operation will be described. First, when the
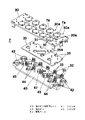
次に印刷対象となる基板10および基板10を取扱うために用いられるキャリア9について、図3を参照して説明する。図3(a)に示すように、キャリア9は、長方形状の金属板の両端を下方に折曲げて、搬送機構8による搬送が可能な形状となっている。キャリア9には、基板10を個別に載置するワーク載置部9aが複数所定の配列(ここでは、2×5の格子配列)で設けられている。基板10は、BGAなどの半導体パッケージを製造するために用いられる小サイズの方形(ここでは正方形)の個片基板であり、複数の基板10を一括して印刷対象とするため、キャリア9に形成された複数のワーク載置部9aに個々に載置された状態で取り扱われる。
Next, the
図3(b)に示すように、ワーク載置部9aは基板10の平面形状に応じた方形に設け
られており、基板下受部7によって基板10の下面を下受けするために、底面が開口された開口部9bを有する形状で形成されている。開口部9bの縁部には、基板10の下面を支持するためのワーク支持面9cが設けられており、さらにワーク載置部9aにおいて相対向した2つのコーナ点(第1のコーナ点P1、第2のコーナ点P2)を挟んで、それぞれ1対の切り欠き部9dがキャリア9を貫通して設けられている。
As shown in FIG. 3B, the
切り欠き部9dは、後述するように、ワーク載置部9aにおいて基板10を水平方向に位置決めするとともに、上下方向に保持するための位置基準ピン31、押圧ピン33(図4参照)が、下方から挿通するために設けられている。本実施の形態においては、キャリア9の各ワーク載置部9aに載置された基板10は、位置基準ピン31、押圧ピン33によって挟み込まれることにより、位置決めおよび保持される。
As will be described later, the
次に図4〜図9を参照して、基板10が載置されたキャリア9を下受けする基板下受部7の構造を説明する。図4に示すように、基板下受部7は、基板10を位置決めするための基準となる位置基準ピン31がキャリア9におけるワーク載置部9aの配置に対応して立設された位置基準ピン保持プレート30を備えており、さらに位置基準ピン保持プレート30には、キャリア9に載置された基板10の下面に当接して下受けする下受け面7aがキャリア9におけるワーク載置部9aの配列に対応して設けられている。
Next, with reference to FIGS. 4 to 9, the structure of the
位置基準ピン31は、下受け面7aの一方のコーナ点(ワーク載置部9aにおいて第1のコーナ点P1に対応する位置)を挟んで一対で設けられている。ワーク載置部9aのそれぞれにおいて、位置基準ピン31は第1のコーナ点P1を挟んで設けられた2つの切り欠き部9dを下方から挿通する。そして位置基準ピン保持プレート30を位置決めすることにより、位置基準ピン31は当該ワーク載置部9aにおいて載置された基板10を水平方向に位置決めする際の当該基板10の2辺の位置の基準となる。
The position reference pins 31 are provided in a pair with one corner point of the
下受け面7aにおいて位置基準ピン31が設けられたコーナ点と対向するコーナ点(ワーク載置部9aにおいて第2のコーナ点P2に対応する)には、押圧ピン保持部32が配設されている。押圧ピン保持部32は、基板10を対角線方向に押圧して位置基準ピン31との間にこの基板10を挟み込むための一対の押圧ピン33が設けられている。押圧ピン33は、ワーク載置部9aにおいて第2のコーナ点P2を挟んで設けられた2つの切り欠き部9dを下方から挿通する。そして後述する駆動機構によって駆動されることにより、当該ワーク載置部9aに載置された基板10の前記2辺に対向する2辺に当接して、この基板10を対角線方向に押圧する。
A pressing
図5は、それぞれのワーク載置部9aに基板10が載置されたキャリア9を、基板下受部7によって下受けした状態を示している。この状態では、各ワーク載置部9aにおいて、位置基準ピン31、押圧ピン33はそれぞれの位置に対応した切り欠き部9dを下方から挿通し(図4(b)参照)、基板10を対向する対角方向から挟み込むことが可能な状態となる。
FIG. 5 shows a state in which the
次に、複数の基板10を位置決めし保持する基板下受部7の全体構成を、図6を参照して説明する。図6に示すように、基板下受部7は下受け面7aおよび位置基準ピン31が設けられた位置基準ピン保持プレート30、押圧ピン保持部32の押圧ピン33を係止ピン36によって一括して駆動するための係止ピン保持プレート35および位置基準ピン保持プレート30、係止ピン保持プレート35を駆動するための機構要素が一体に配設された駆動ベース40を上下に積層した構成となっている。
Next, the overall configuration of the
また駆動ベース40には、1対の押圧ピン33を備えた押圧ピン保持部32が、キャリア9におけるワーク載置部9aの配置に対応して立設されており、駆動ベース40上に係
止ピン保持プレート35、位置基準ピン保持プレート30を積層することにより、押圧ピン保持部32は下受け面7aの一方のコーナ部に位置する。係止ピン保持プレート35に設けられた開口部35a、位置基準ピン保持プレート30に設けられた開口部30aは、この積層状態において押圧ピン保持部32との位置的な干渉を防止するために設けられたものである。
In addition, the
図7を参照して、位置基準ピン保持プレート30を移動させる位置基準ピン保持プレート移動手段について説明する。なお、図7(a)においては、図6において示す駆動プレート40上の機構要素のうち、位置基準ピン保持プレート30の移動に関するもののみ図示している。駆動ベース40の中央には、シリンダ41がワーク載置部9aの対角線方向(矢印a1)に動作方向を合わせて配置されており、ロッド41aは結合部材(図示省略)を介して位置基準ピン保持プレート30の下面に結合されている。シリンダ41の配置においては、係止ピン保持プレート35の中央部に開口部35b(図8参照)を設けることにより、係止ピン保持プレート35との位置的な干渉が防止されている。
The position reference pin holding plate moving means for moving the position reference
また駆動ベース40の長手方向の両端部には、それぞれ2つのガイド機構42がスライド方向をシリンダ41の動作方向と同様にワーク載置部9aにおける対角線方向に合わせて配置されており、ガイド機構42のスライド部は位置基準ピン保持プレート30の下面に結合されている。したがってシリンダ41を駆動することにより、位置基準ピン保持プレート30は前述の対角線方向(矢印a2)に往復移動し、これにより位置基準ピン保持プレート30に立設された位置基準ピン31は、図7(b)に示すように一括してワーク載置部9aの対角線方向(矢印a3)に移動する。すなわち、シリンダ41およびガイド機構42は、位置基準ピン保持プレート30を対角線方向に往復移動させる第1のプレート移動機構となっている。
In addition, two
図7(a)に示すように、位置基準ピン保持プレート30には下方に延出したストッパ部材34X、34YがそれぞれX方向、Y方向に対応して設けられており、駆動ベース40にはストッパ部材34X、34Yの位置に対応して、ストッパ当接面43X、当接面43Yが設定されている。シリンダ41をロッド41aが吐出する方向に作動させた状態において、ストッパ部材34X、34Yがストッパ当接面43X、43Yにそれぞれ当接することにより、位置基準ピン保持プレート30の駆動ベース40に対する相対位置が決められる。ストッパ部材34X、34Yまたはストッパ当接面43X、43Yには、当接位置を調整するためのストッパボルトが設けられており、停止位置を微調整することができるようになっている。
As shown in FIG. 7A, the position reference
この停止位置を所定位置に設定することにより、ワーク載置部9aにおいて基板10を正規位置に位置決めするための位置決め点に、位置基準ピン31を位置させることができる。そしてシリンダ41をロッド41aが没入する方向に作動させることにより、位置基準ピン保持プレート30は上述の位置決め動作と逆方向に移動し、これにより、位置基準ピン31は位置決めを解除するための位置決め解除点に移動する。すなわち、ストッパ部材34X、34Y、ストッパ当接面43X、43Yは、前述の第1のプレート移動機構による移動端位置を上述の位置決め点に対応させるストッパ機構となっている。
By setting this stop position to a predetermined position, the
すなわち基板下受部7は、それぞれのワーク載置部9aに対応する1対の位置基準ピン31を複数のワーク載置部9aについて一括してワーク載置部9aの対角線方向に移動させて、基板10を水平方向に位置決めする際の位置決め点および位置決めを解除するための位置決め解除点に位置させる位置基準ピン移動手段を備えている。そしてこの位置基準ピン移動手段は、位置基準ピン保持プレート30、前述の第1のプレート移動機構およびストッパ機構を備えた構成となっている。
That is, the
次に、図8、図9を参照して押圧ピン33に押圧力を付与するピン押圧力付与手段について説明する。なお、図8(a)においては、図6において示す駆動プレート40上の機構要素のうち、係止ピン保持プレート35の移動に関するもののみ図示している。図8(a)、(b)に示すように、駆動ベース40には、2つのシリンダ45がワーク載置部9aの対角線方向(矢印b1)に動作方向を合わせて配置されており、ロッド45aは結合部材(図示省略)を介して係止ピン保持プレート35の下面に結合されている。シリンダ41の配置においては、駆動ベース40の上面を削り込むことにより、係止ピン保持プレート35との上下方向の位置的な干渉を防止するようにしている。
Next, pin pressing force applying means for applying a pressing force to the
また駆動ベース40の上面には、シリンダ45に並列して、それぞれ2つのガイド機構44がスライド方向をシリンダ45の動作方向と同様にワーク載置部9aにおける対角線方向に合わせて配置されており、ガイド機構44のスライド部は係止ピン保持プレート35の下面に結合されている。したがってシリンダ45を駆動することにより、係止ピン保持プレート35は前述の対角線方向(矢印b2)に往復移動する。すなわち、シリンダ45およびガイド機構44は、係止ピン保持プレート35を対角線方向に往復移動させる第2のプレート移動機構となっている。
In addition, on the upper surface of the
また駆動ベース40には、キャリア9における複数のワーク載置部9aの配列に対応して、それぞれ1対の押圧ピン33を保持する押圧ピン保持部32が複数配設されている。そして前述の係止ピン保持プレート35の往復移動により、押圧ピン33にはワーク載置部9aの対角線方向の押圧力の付与・押圧力の解除が行われる。ここで押圧ピン保持部32の詳細構造を図9を参照して説明する。
The
図9(a)に示すように、押圧ピン保持部32は、コ字形状のピン保持部材32aに設けられた2つのピン移動溝32bに、押圧ピン33を上下に挿通させた構造となっており、押圧ピン33はピン移動溝32bの長手方向に沿って水平往復動自在となっている。押圧ピン保持部32は、ピン移動溝32bの長手方向、すなわち押圧ピン33の移動方向をワーク載置部9aの対角線方向に合わせた状態で、保持ポスト32cを介して駆動ベース40に保持されている。
As shown in FIG. 9A, the pressing
押圧ピン33の下部に結合された基部33aは、バネ部材37によって水平方向(矢印c1方向)に付勢されている。基部33aの下面には係止孔33bが設けられており、 係止ピン保持プレート35には係止孔33bに嵌入する係止ピン36がキャリア9における複数のワーク載置部9aの配列に対応して立設されている。係止ピン保持プレート35を駆動ベース40の上面に重ねて、押圧ピン保持部32が開口部35aの上方に位置した状態では、図9(b)に示すように、係止ピン保持プレート35に設けられた係止ピン36が係止孔33bに嵌合する。係止ピン保持プレート35をワーク載置部9aにおける対角線方向に往復移動させることにより、係止孔33bに嵌合した係止ピン36を介して駆動力が基部33aに伝達され、これにより押圧ピン33は、押圧ピン保持部32においてピン移動溝32bに沿って往復移動する。
The
なお、係止ピン36の外形寸法と係止孔33bの内径寸法は、いわゆる「遊び」を有する寸法設定となっている。これにより、複数のワーク載置部9aを対象とする場合において、各ワーク載置部9aの係止孔33bや係止ピン36の位置にばらつきがある場合においても、ばらつきの誤差をこの「遊び」によって吸収して、係止孔33bに係止ピン36が不具合なく嵌合するようになっている。
The outer dimension of the locking
係止ピン保持プレート35による押圧ピン33の移動において、シリンダ45のロッド45aを突出させて、図9(b)に示すように係止ピン保持プレート35を矢印b3方向に移動させることにより、押圧ピン33は基部33aとともにバネ部材37の付勢力に抗
して矢印c2方向に移動する。そしてシリンダ45にロッド45aを没入させる戻り動作を行わせることにより、係止ピン保持プレート35は矢印b4方向に移動し、押圧ピン33は矢印c1方向へ移動する。このシリンダ45の戻り動作においてはシリンダ45は駆動力を有さず、押圧ピン33はバネ部材37の付勢力によって、矢印c1方向に押し付けられながら移動する。
In the movement of the
すなわち係止ピン保持プレート35を図9(b)に示す矢印b4方向へ移動させることにより、ワーク載置部9aに載置された基板10への押圧力の付与がバネ部材37の付勢力によって行われ、係止ピン保持プレート35を矢印b3方向へ移動させることにより、基板10への押圧力の解除が行われる。そしてこの押圧力の付与・解除は、係止ピン保持プレート35を往復移動させることにより、複数のワーク載置部9aについて一括して行われる。
That is, by moving the locking
したがって基板下受部7は、押圧ピン保持部32に保持された1対の押圧ピン33に対し複数のワーク載置部9aについて一括して対角線方向の押圧力の付与およびこの押圧力の解除を行うピン押圧力付与手段を有する構成となっている。そしてバネ部材37は、それぞれの押圧ピン保持部32において各押圧ピン33を対角線方向に付勢することにより、基板10への押圧力を付与するピン付勢手段となっている。バネ部材37のバネ力は、対象となる基板10に必要とされる上下方向の保持力、すなわち印刷後の版離れにおいて基板10とマスクプレート12との密着力に抗して基板10を保持することができるような強さに選定される。
Accordingly, the
そして係止ピン保持プレート35および駆動ベース40に配設されたガイド機構44、シリンダ45は、押圧ピン保持部33に保持された各押圧ピン33を一括して対角線方向に往復移動させる押圧ピン移動手段を構成し、この押圧ピン移動手段によって各押圧ピン33をバネ部材37の付勢力に抗して移動させることにより基板10への押圧力の解除を行う形態となっている。したがって、シリンダ45としては、複数のバネ部材37の付勢力よりも大きな駆動力を発生することができるようなサイズのものが用いられる。
Then, the
そして上記構成により、キャリア9の複数のワーク載置部9aのそれぞれにおいて、1対の位置基準ピン31を前述の位置決め点に位置させた状態で、1対の押圧ピン33によって基板10を対角線方向に押圧して1対の位置基準ピン33との間でこの基板10を挟み込み、基板10を水平方向に位置決めするとともに上下方向に保持することが可能となっている。
With the above configuration, in each of the plurality of
次に上述構成の基板下受部7を備えたスクリーン印刷装置によって、パターン孔12aが設けられたマスクプレート12にキャリア9に保持された方形の複数の基板10を当接させ、ペーストが供給されたマスクプレート12上でスキージ16を摺動させることにより、パターン孔12aを介して基板10にペーストを印刷するスクリーン印刷方法について、図10〜図12を参照して説明する。
Next, a plurality of
図10(a)は、複数の基板10が各ワーク載置部9aに載置されたキャリア9が印刷搬送レール8aまで搬送され、マスクプレート12の下方の印刷位置に位置決めされた状態を示している。これにより、図12(a)に示すように、位置基準ピン31、押圧ピン33がワーク載置部9aに対して位置合わせされる。この後、図10(b)に示すように、第2のZ軸テーブル6を駆動して基板下受部7をキャリア9に対して上昇させる。これにより、図12(b)に示すように、下受け面7aによって基板10の下面を下受けするとともに、位置基準ピン31、押圧ピン33が上昇して、ワーク載置部9aの切り欠き部9dを下方から挿通して、ワーク載置部9aに載置された基板10の対角位置を挟む状態となる。
FIG. 10A shows a state in which the
次いで、シリンダ41を駆動して位置基準ピン保持プレート30を対角線方向に移動させ、図12(c)に示すように、一対の位置基準ピン31を基板10の位置決めのための位置決め点に位置させる(矢印d1,d2参照)。すなわち、複数の基板10が個々に載置される複数の方形のワーク載置部9aのそれぞれにおいて、方形における1つのコーナ点(第1のコーナ点P1)を挟んで設けられた2つの切り欠き部9dに1対の位置基準ピン33を下方から挿通させて、この1対の位置基準ピン33を当該ワーク載置部9aにおいて、載置された基板10を水平方向に位置決めする際の当該基板10の2辺の位置の基準となる位置決め点に位置させる(位置決めピン移動工程)。そしてこの位置決めピン移動工程においては、前述の位置基準ピン移動手段によって、1対の位置基準ピン31を複数のワーク載置部9aについて一括して対角線方向に移動させて、これらの位置決め基準ピン31を位置決め点に位置させるようにしている。
Next, the
次いでシリンダ45を駆動して係止ピン保持プレート35を押圧力付与方向(矢印d2)へ移動させる。これにより、図12(d)に示すように、押圧ピン33を対角線方向(矢印d3)に移動させて基板10の2辺に当接させ、基板10を位置基準ピン31との間で挟み込む。すなわちワーク載置部9aにおいて1つのコーナ点(第1のコーナ点P1)に対向するコーナ点(第2のコーナ点P2)を挟んで設けられた2つの切り欠き部9dに、1対の押圧ピン33を下方から挿通させて、1対の押圧ピン33によって基板10を対角線方向に押圧して、1対の位置基準ピン31との間で基板10を挟み込むことにより、各ワーク載置部9aにおいて、基板10を水平方向の正規位置に位置決めするとともに上下方向に保持する(位置決め・保持工程)。そしてこの位置決め・保持工程においては、前述のピン押圧力付与手段によって、1対の押圧ピン33に対し複数のワーク載置部9aについて、一括して対角線方向の押圧力を付与するようにしている。
Next, the
この後、図12(e)に示すように、さらに基板下受部7を上昇させて(矢印d4)、下受け面7aによって基板10をキャリア9から持ち上げる。なお基板10をキャリア9から持ち上げる動作は、上述の位置決め・保持工程の前に行ってもよい。図11(a)は、このようにしてキャリア9に載置されていた基板10を基板下受部7によって保持した状態を示している。この後、第1のZ軸テーブル5を駆動してベースプレート5aを上昇させる(矢印d5)ことにより、図11(b)に示すように、基板下受部7がキャリア9とともに上昇し、基板10がマスクプレート12の下面に当接する。そしてこの状態で、マスクプレート12上でスキージ16を摺動させるスキージングを行うことにより、複数の基板10にはパターン孔12aを介してクリーム半田が一括して印刷される。
Thereafter, as shown in FIG. 12E, the
このスクリーン印刷における基板下受部7による基板10の下受けにおいては、位置基準ピン31と押圧ピン33によって基板10を対角線方向から挟み込むことによって、基板10の水平方向の位置決めと上下方向の保持を同時に行うようにしている。これにより、キャリアとしてワーク載置部の寸法精度が低くて、載置された基板10との間にいわゆる「ガタ」が生じている場合においても、基板10は正しく正規位置に位置決めされる。したがってスキージング動作時において、基板10はマスクプレート12に対して精度よく位置合わせされ、位置ずれのない良好な印刷を行うことができる。
In the receiving of the
そして印刷後の版離れ動作においては、基板10は位置基準ピン31と押圧ピン33とによって挟み込まれて上下方向の力に対して十分な保持力で保持されていることから、基板10がマスクプレート12の下面に付着する力に抗して、良好な版離れを行うことができる。すなわち、基板10はバネなど機械的な付勢手段によって十分な保持力によって確実に挟み込まれていることから、真空吸着方式による保持を用いる場合に生じやすい真空リークなどに起因する保持力の変動が無く、安定した保持状態が確保される。
In the plate separation operation after printing, the
本発明のスクリーン印刷装置およびスクリーン印刷方法は、複数のワークをキャリアに高い位置決め精度で位置決めし安定して保持することができるという効果を有し、キャリアに保持された個片のワークにクリーム半田や導電性ペーストなどのペーストを印刷するスクリーン印刷分野等に有用である。 INDUSTRIAL APPLICABILITY The screen printing apparatus and the screen printing method of the present invention have an effect that a plurality of workpieces can be positioned and stably held on a carrier with high positioning accuracy, and cream solder is applied to individual workpieces held on the carrier. It is useful in the field of screen printing for printing paste such as conductive paste.
1 位置決め部
7 基板下受部
8 搬送機構
9 キャリア
9a ワーク載置部
9d 切り欠き部
10 基板
12 マスクプレート
12a パターン孔
16 スキージ
30 位置基準ピン保持プレート
31 位置基準ピン
32 押圧ピン保持部
33 押圧ピン
35 係止ピン保持プレート
36 係止ピン
40 駆動ベース
41 シリンダ
45 シリンダ
DESCRIPTION OF SYMBOLS 1
Claims (5)
前記マスクプレートの下方に配設され前記キャリアをスクリーン印刷機構による印刷位置に位置決めする位置決め部と、この位置決め部に設けられ前記キャリアに保持されたワークを下受けするとともにこのワークを水平方向に位置決めしさらに版離れ時においてマスクプレートとの密着力に抗してワークを保持するワーク下受部と、前記印刷位置に前記ワークを前記キャリアとともに搬入しまた前記印刷位置から前記ワークを前記キャリアとともに搬出するキャリア搬送手段とを備え、
前記ワーク下受部は、
前記キャリアに底面が開口されて形成され前記複数のワークが個々に載置される複数の方形のワーク載置部のそれぞれにおいて、前記方形における1つのコーナ点を挟んで設けられた2つの切り欠き部を下方から挿通し、当該ワーク載置部において載置された前記ワークを水平方向に位置決めする際の当該ワークの2辺の位置の基準となる1対の位置基準ピンと、前記ワーク載置部において前記1つのコーナ点に対向するコーナ点を挟んで設けられた2つの切り欠き部を下方から挿通し、当該ワーク載置部に載置されたワークの前記2辺に対向する2辺に当接してこのワークを対角線方向に押圧する1対の押圧ピンと、
前記1対の位置基準ピンを前記複数のワーク載置部について一括して前記対角線方向に移動させて、前記ワークを水平方向に位置決めする際の位置決め点および位置決めを解除するための位置決め解除点とに位置させる位置基準ピン移動手段と、前記1対の押圧ピンに対し前記複数のワーク載置部について一括して前記対角線方向の押圧力の付与およびこの押圧力の解除を行うピン押圧力付与手段とを有し、
前記複数のワーク載置部のそれぞれにおいて、前記1対の位置基準ピンを前記位置決め点に位置させた状態で、前記1対の押圧ピンによって前記ワークを対角線方向に押圧して前記1対の位置基準ピンとの間で前記ワークを挟み込むことにより、前記ワークを水平方向に位置決めするとともに上下方向に保持することを特徴とするスクリーン印刷装置。 A plurality of rectangular workpieces held by a carrier are brought into contact with a mask plate provided with a pattern hole, and a squeegee is slid on the mask plate supplied with paste, thereby allowing the workpiece to pass through the pattern hole. A screen printing device for printing a paste,
A positioning portion disposed below the mask plate for positioning the carrier at a printing position by a screen printing mechanism, and receiving a workpiece provided on the positioning portion and held by the carrier and positioning the workpiece in the horizontal direction. Furthermore, when the plate is released, a workpiece receiving portion that holds the workpiece against the adhesion with the mask plate, and the workpiece is carried into the printing position together with the carrier, and the workpiece is carried out from the printing position together with the carrier. Carrier conveying means for
The workpiece support part is
In each of a plurality of rectangular workpiece mounting portions formed by opening the bottom surface of the carrier and mounting the plurality of workpieces individually, two notches provided with one corner point in the rectangle interposed therebetween A pair of position reference pins that serve as a reference for the positions of the two sides of the workpiece when the workpiece placed on the workpiece placement portion is positioned in the horizontal direction, and the workpiece placement portion Then, the two notches provided between the corner points opposite to the one corner point are inserted from below, and the two sides of the workpiece placed on the workpiece placement portion are opposed to the two sides. A pair of pressing pins that contact and press this workpiece in the diagonal direction;
A positioning point for positioning the workpiece in the horizontal direction and a positioning release point for releasing the positioning by collectively moving the pair of position reference pins in the diagonal direction with respect to the plurality of workpiece placement portions; Position reference pin moving means to be positioned at the same time, and pin pressing force applying means for collectively applying and releasing the pressing force in the diagonal direction with respect to the pair of pressing pins with respect to the plurality of work placement portions And
In each of the plurality of workpiece mounting portions, the pair of position reference pins are pressed diagonally with the pair of pressing pins while the pair of position reference pins are positioned at the positioning points. A screen printing apparatus, wherein the workpiece is positioned in a horizontal direction and held in a vertical direction by sandwiching the workpiece with a reference pin.
を水平方向に位置決めしさらに版離れ時においてマスクプレートとの密着力に抗してワークを保持するワーク下受部を備えたスクリーン印刷装置によって、パターン孔が設けられたマスクプレートにキャリアに保持された方形の複数のワークを当接させ、ペーストが供給されたマスクプレート上でスキージを摺動させることにより、前記パターン孔を介して前記ワークにペーストを印刷するスクリーン印刷方法であって、
前記ワーク下受部によって前記ワークを下受けするに際し、
前記キャリアに底面が開口されて形成され前記複数のワークが個々に載置される複数の方形のワーク載置部のそれぞれにおいて、前記方形における1つのコーナ点を挟んで設けられた2つの切り欠き部に1対の位置基準ピンを下方から挿通させて、この1対の位置基準ピンを当該ワーク載置部において載置された前記ワークを水平方向に位置決めする際の当該ワークの2辺の位置の基準となる位置決め点に位置させる位置決めピン移動工程と、
前記ワーク載置部において前記1つのコーナ点に対向するコーナ点を挟んで設けられた2つの切り欠き部に1対の押圧ピンを下方から挿通させて、前記1対の押圧ピンによって前記ワークを対角線方向に押圧して前記1対の位置基準ピンとの間で前記ワークを挟み込むことにより、前記ワークを水平方向に位置決めするとともに上下方向に保持する位置決め・保持工程とを含み、
前記位置決めピン移動工程において、位置基準ピン移動手段によって、前記1対の位置基準ピンを前記複数のワーク載置部について一括して前記対角線方向に移動させてこれらの位置決め基準ピンを前記位置決め点に位置させ、
前記位置決め・保持工程において、ピン押圧力付与手段によって、前記1対の押圧ピンに対し前記複数のワーク載置部について一括して前記対角線方向の押圧力を付与することを特徴とするスクリーン印刷方法。 A carrier for holding a square workpiece is provided in a positioning portion for positioning the carrier at a printing position by a screen printing mechanism, and receives the workpiece held by the carrier, and positions the workpiece in the horizontal direction, and further when the plate is separated from the mask plate Paste is supplied by bringing a plurality of square workpieces held by a carrier into contact with a mask plate provided with pattern holes by a screen printing device equipped with a workpiece receiving part that holds the workpiece against the adhesion force of A screen printing method for printing a paste on the workpiece through the pattern hole by sliding a squeegee on the mask plate,
When receiving the workpiece by the workpiece receiving portion,
In each of a plurality of rectangular workpiece mounting portions formed by opening the bottom surface of the carrier and mounting the plurality of workpieces individually, two notches provided with one corner point in the rectangle interposed therebetween A pair of position reference pins are inserted into the part from below, and the positions of the two sides of the work when the pair of position reference pins are positioned in the horizontal direction on the work placed on the work placing part. A positioning pin moving step to be positioned at a positioning point serving as a reference for
A pair of pressing pins are inserted from below into two cutout portions provided across the corner point facing the one corner point in the workpiece mounting portion, and the workpiece is moved by the pair of pressing pins. A positioning / holding step of positioning the work in a horizontal direction and holding it in a vertical direction by pressing the work in a diagonal direction and sandwiching the work between the pair of position reference pins.
In the positioning pin moving step, the pair of position reference pins are collectively moved in the diagonal direction with respect to the plurality of workpiece placement portions by the position reference pin moving means, and these positioning reference pins are set to the positioning points. Position
In the positioning / holding step, a screen pressing method is characterized in that the pressing force in the diagonal direction is collectively applied to the pair of pressing pins by the pin pressing force applying means with respect to the pair of pressing pins. .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006330210A JP4811257B2 (en) | 2006-12-07 | 2006-12-07 | Screen printing apparatus and screen printing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006330210A JP4811257B2 (en) | 2006-12-07 | 2006-12-07 | Screen printing apparatus and screen printing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008142949A true JP2008142949A (en) | 2008-06-26 |
| JP4811257B2 JP4811257B2 (en) | 2011-11-09 |
Family
ID=39603656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006330210A Expired - Fee Related JP4811257B2 (en) | 2006-12-07 | 2006-12-07 | Screen printing apparatus and screen printing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4811257B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101022704B1 (en) | 2009-10-07 | 2011-03-22 | 이재인 | Dual screen printer |
| CN102355996A (en) * | 2009-08-06 | 2012-02-15 | 松下电器产业株式会社 | Screen printing device and screen printing method |
| CN103342041A (en) * | 2013-07-18 | 2013-10-09 | 南昌欧菲光学技术有限公司 | Device and method for silkscreen |
| WO2014083605A1 (en) * | 2012-11-27 | 2014-06-05 | 富士機械製造株式会社 | Substrate printing device |
| CN114126871A (en) * | 2019-04-18 | 2022-03-01 | 埃克森蒂斯知识股份有限公司 | Apparatus and method for producing a three-dimensional screen-printed workpiece |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5998699U (en) * | 1982-12-22 | 1984-07-04 | 日本電気ホームエレクトロニクス株式会社 | Positioning device for electronic component assembly boards |
| JPH02131833A (en) * | 1988-11-10 | 1990-05-21 | Murata Mfg Co Ltd | Positioning device for tabular work |
| JP2005047124A (en) * | 2003-07-28 | 2005-02-24 | Matsushita Electric Ind Co Ltd | Screen printing equipment and screen printing method |
-
2006
- 2006-12-07 JP JP2006330210A patent/JP4811257B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5998699U (en) * | 1982-12-22 | 1984-07-04 | 日本電気ホームエレクトロニクス株式会社 | Positioning device for electronic component assembly boards |
| JPH02131833A (en) * | 1988-11-10 | 1990-05-21 | Murata Mfg Co Ltd | Positioning device for tabular work |
| JP2005047124A (en) * | 2003-07-28 | 2005-02-24 | Matsushita Electric Ind Co Ltd | Screen printing equipment and screen printing method |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102355996A (en) * | 2009-08-06 | 2012-02-15 | 松下电器产业株式会社 | Screen printing device and screen printing method |
| DE112010003188T5 (en) | 2009-08-06 | 2012-05-31 | Panasonic Corporation | Screen printer and screen printing process |
| KR101022704B1 (en) | 2009-10-07 | 2011-03-22 | 이재인 | Dual screen printer |
| WO2014083605A1 (en) * | 2012-11-27 | 2014-06-05 | 富士機械製造株式会社 | Substrate printing device |
| CN103342041A (en) * | 2013-07-18 | 2013-10-09 | 南昌欧菲光学技术有限公司 | Device and method for silkscreen |
| CN114126871A (en) * | 2019-04-18 | 2022-03-01 | 埃克森蒂斯知识股份有限公司 | Apparatus and method for producing a three-dimensional screen-printed workpiece |
| CN114126871B (en) * | 2019-04-18 | 2024-03-08 | 埃克森蒂斯知识股份有限公司 | Apparatus and method for producing three-dimensional screen printed workpieces |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4811257B2 (en) | 2011-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011016185A1 (en) | Screen printing device and screen printing method | |
| CN109803829B (en) | Screen printing machine | |
| JP4811257B2 (en) | Screen printing apparatus and screen printing method | |
| JP5305507B2 (en) | Substrate positioning device and substrate positioning method for screen printing machine | |
| WO2014170993A1 (en) | Substrate-clamp device | |
| JP4946364B2 (en) | SCREEN PRINTING APPARATUS AND SUBJECT EXCHANGE METHOD FOR SCREEN PRINTING APPARATUS | |
| WO2019138569A1 (en) | Backup block and screen-printing machine | |
| JP4942624B2 (en) | Substrate positioning device and substrate positioning method for screen printing apparatus | |
| JP6086435B2 (en) | PCB clamp device | |
| JP6823429B2 (en) | Screen printing machine | |
| JP6718693B2 (en) | Equipment with backup jig | |
| CN108698399B (en) | Screen printing machine | |
| JP7108807B2 (en) | Screen printing system and screen printing method | |
| JP7002181B2 (en) | Screen printing machine | |
| JP4718225B2 (en) | Printing device | |
| GB2484373A (en) | Screen printing device and screen printing method | |
| JP4168973B2 (en) | Screen printing apparatus and screen printing method | |
| CN117241945A (en) | Conveying clamp and operation device | |
| JP3402172B2 (en) | Apparatus and method for mounting conductive ball | |
| JP4361832B2 (en) | Surface mount machine | |
| US12138905B1 (en) | Automatic adjustable H-tower support block system for stencil printer | |
| JP7133041B2 (en) | Conveyor | |
| TW202402550A (en) | Alignment of singulated substrates | |
| JP4957685B2 (en) | Screen printing machine and screen printing method | |
| JP2010247545A (en) | Screen printing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090202 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110713 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110726 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110808 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |