JP2008028189A - 半導体装置の製造方法 - Google Patents
半導体装置の製造方法 Download PDFInfo
- Publication number
- JP2008028189A JP2008028189A JP2006199750A JP2006199750A JP2008028189A JP 2008028189 A JP2008028189 A JP 2008028189A JP 2006199750 A JP2006199750 A JP 2006199750A JP 2006199750 A JP2006199750 A JP 2006199750A JP 2008028189 A JP2008028189 A JP 2008028189A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- tablet
- mold press
- identification symbol
- semiconductor device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004065 semiconductor Substances 0.000 title claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims abstract description 78
- 238000000465 moulding Methods 0.000 claims abstract description 144
- 230000008569 process Effects 0.000 claims abstract description 69
- 229920005989 resin Polymers 0.000 claims description 169
- 239000011347 resin Substances 0.000 claims description 169
- 239000000463 material Substances 0.000 claims description 52
- 239000000758 substrate Substances 0.000 claims description 45
- 238000007789 sealing Methods 0.000 claims description 36
- 238000003860 storage Methods 0.000 claims description 26
- 238000003825 pressing Methods 0.000 claims description 9
- 101100402358 Caenorhabditis elegans mps-4 gene Proteins 0.000 abstract description 27
- 208000010978 mucopolysaccharidosis type 4 Diseases 0.000 abstract description 27
- 238000005516 engineering process Methods 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 51
- 238000005520 cutting process Methods 0.000 description 17
- 239000002184 metal Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 230000007246 mechanism Effects 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 238000012423 maintenance Methods 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- 230000007723 transport mechanism Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000012778 molding material Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000577 Silicon-germanium Inorganic materials 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910002056 binary alloy Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 229910002058 ternary alloy Inorganic materials 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images






























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
- H01L21/565—Moulds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Lead Frames For Integrated Circuits (AREA)
Abstract
【課題】少量多品種の半導体装置の製造工程に対応したモールド工程の自動化を実現できる技術を提供する。
【解決手段】モールド装置内においてモータ駆動で動作するフレーム供給ユニットFSU、リードフレーム搬送ユニット、およびモールドプレスセットMPS1〜MPS4等の部材は、リードフレーム1の寸法に合わせた動作量となるように、予め設定されたデータによってモータの駆動量を制御する。また、リードフレーム1の品種が変わった際には、そのデータを読み込んでモータの駆動量を自動的に切り替える。
【選択図】図17
【解決手段】モールド装置内においてモータ駆動で動作するフレーム供給ユニットFSU、リードフレーム搬送ユニット、およびモールドプレスセットMPS1〜MPS4等の部材は、リードフレーム1の寸法に合わせた動作量となるように、予め設定されたデータによってモータの駆動量を制御する。また、リードフレーム1の品種が変わった際には、そのデータを読み込んでモータの駆動量を自動的に切り替える。
【選択図】図17
Description
本発明は、半導体装置の製造技術に関し、特に、リードフレーム等の実装基板に搭載された半導体チップ等の電子部品を樹脂により封止するモールド工程に適用して有効な技術に関するものである。
日本特開2003−92305号公報(特許文献1)には、リードフレーム供給機構ユニット、樹脂材料供給機構ユニット、および成型品切断機構ユニット等を成型装置に着脱自在に装設することにより、樹脂封止成型装置の生産性を向上させる技術が開示されている。
日本特開2004−266153号公報(特許文献2)には、異種の基板に搭載した異種の半導体チップを各種形状の封止用樹脂材で同時に樹脂封止形成できるようにして、完全異種製品を同時に生産できるだけでなく、生産効率が高く、需要の変化に迅速に対応できる樹脂封止成型装置が開示されている。
日本特開平7−32415号公報(特許文献3)には、電子部品を樹脂封止成型する最小構成単位の組み合わせから構成された樹脂封止成型装置におけるモールディングユニットに対して、他のモールディングユニットを着脱自在の状態で追加して組み合わせることによって、金型自体を大型化することなく、異なる種類の製品を同時に成型する樹脂封止成型装置が開示されている。
日本特開平9−141685号公報(特許文献4)には、樹脂タブレットの保管場所の温度管理を厳格に行うことが可能な樹脂タブレットの温度管理機構を備えた樹脂モールド装置が開示されている。
日本特開平7−263473号公報(特許文献5)には、モールドする樹脂を保管するレジン保管手段を備えた半導体モールド装置において、レジン保管手段内の樹脂の温度を調整する手段を半導体モールド装置本体に備えることで、半導体モールド時にボイドやワイヤの流れの発生を防止する技術が開示されている。
日本特開平7−32414号公報(特許文献6)には、電子部品を樹脂封止成型する最小構成単位の組み合わせから構成された樹脂封止成型装置におけるモールディングユニットに対して、他のモールディングユニットを適宜追加して、金型自体を大型化することなく簡易に多量生産用に対応することを可能とした樹脂封止成型装置が開示されている。
日本特開平8−197571号公報(特許文献7)には、複数のモールディングユニットを配設した電子部品の樹脂封止成型装置におけるいずれかのモールディングユニットの稼動を停止させてその保守作業等を行う時に、それ以外のモールディングユニットによる成型品の生産を継続しながら、停止させた前記モールディングユニットの保守作業等を行えるようにした樹脂封止成型装置が開示されている。
特開2003−92305号公報
特開2004−266153号公報
特開平7−32415号公報
特開平9−141685号公報
特開平7−263473号公報
特開平7−32414号公報
特開平8−197571号公報
半導体装置の製造工程におけるモールド工程は、半導体チップ(以下、単にチップと記す)等の電子部品が搭載されたリードフレームや配線基板の基材を成型金型に収容した後、成型金型のキャビティ内に樹脂を流すことで、電子部品を覆い保護する樹脂封止体を成型する工程である。
本発明者らは、少量多品種のモールド製品(半導体装置)の生産に容易に対応できるモールド装置について検討している。少量多品種のモールド製品を生産するに当たっては、
(a)電子部品が搭載された基材のサイズ(幅および長さ等)、
(b)使用する樹脂の質量、
(c)使用する樹脂の仕様、
(d)1つの基材当たりの製品取得数、
(e)1つの基材当たりの製品取得数が異なることに起因する樹脂の流路、
(f)モールド時の条件、
が異なるために、原則的には既存の量産用モールド装置もしくは1つのフレーム用のモールド装置を用いてモールドを行っている。また、基本的に少量生産であることから、モールド時の生産数(モールドショット数)が約10ショット〜100ショットと変動する。
(a)電子部品が搭載された基材のサイズ(幅および長さ等)、
(b)使用する樹脂の質量、
(c)使用する樹脂の仕様、
(d)1つの基材当たりの製品取得数、
(e)1つの基材当たりの製品取得数が異なることに起因する樹脂の流路、
(f)モールド時の条件、
が異なるために、原則的には既存の量産用モールド装置もしくは1つのフレーム用のモールド装置を用いてモールドを行っている。また、基本的に少量生産であることから、モールド時の生産数(モールドショット数)が約10ショット〜100ショットと変動する。
本発明者らが検討したところ、既存のモールド装置では、少量多品種生産に際して、上記(a)〜(f)のモールド工程時の条件をすべて満たすことができないことから、モールド処理を自動では行わずに手動で行っている。仮に、自動で行う場合でも、モールド装置の搬送機構部をモールド処理が施される製品毎に切り替える必要があり、この切り替え作業や切り替え後の調整作業に時間を要することになってしまう。従って、その搬送機構部の切り替え作業時間の低減、切り替え作業後の調整作業時間の省略、および搬送機構部を切り替える切り替えユニットへの投資費用の低減を目的とすると、製品毎の成型金型のみに費用を投資し、手作業でモールド処理を行うことになってしまう。
しかしながら、少量多品種生産の場合には、製品を短期間で開発し、安価で生産することを求められることが多い。そのため、上記のような手作業でのモールド処理では、生産効率が低下してしまう課題が存在する。
また、既存のモールド装置においては、生産効率向上の観点から複数の基材に対して一度にモールドを行う構造となっている成型金型が多くなっている。このような成型金型は、最少でも2つの基材に対して一度にモールドを行う構造となることから、成型金型自体の製作費用が高くなってしまう課題が存在する。
また、モールド装置の保守担当者がモールド工程以外の工程の担当もしているような場合に、モールド工程を自動で行おうとすると、少量多品種生産に対応するための搬送機構部の切り替え作業および切り替え後の調整作業に時間を割けなくなってしまう課題が存在する。
また、少量多品種生産に対応したモールド工程の自動化を実現するために、搬送機構部を切り替える切り替えユニットを製作する場合には、膨大な費用が必要となってしまう課題が存在する。
本発明に開示された一つの目的は、少量多品種の半導体装置の製造工程に対応したモールド工程の自動化を実現できる技術を提供することにある。
本願において開示される発明のうち、代表的なものの概要を簡単に説明すれば、次のとおりである。
1.本発明による半導体装置の製造方法は、複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。
2.また、本発明による半導体装置の製造方法は、複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具と、前記タブレットを保持して前記モールドプレス治具へ供給する複数のタブレット搬送治具とを備え、
前記複数種のタブレットは、同じ第1の平面サイズを有し、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段、前記複数のモールドプレス治具および前記複数のタブレット搬送治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記タブレット搬送治具へ前記タブレットを供給し、前記タブレットを保持した前記タブレット搬送治具を対応する前記識別記号が付与されている前記モールドプレス治具へ搬送する。
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具と、前記タブレットを保持して前記モールドプレス治具へ供給する複数のタブレット搬送治具とを備え、
前記複数種のタブレットは、同じ第1の平面サイズを有し、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段、前記複数のモールドプレス治具および前記複数のタブレット搬送治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記タブレット搬送治具へ前記タブレットを供給し、前記タブレットを保持した前記タブレット搬送治具を対応する前記識別記号が付与されている前記モールドプレス治具へ搬送する。
3.また、本発明による半導体装置の製造方法は、複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、同一種の前記タブレットを複数保管するタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する個数の前記タブレットを前記タブレット保管手段から取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、同一種の前記タブレットを複数保管するタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する個数の前記タブレットを前記タブレット保管手段から取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば以下のとおりである。
(1)モールド装置内の各部材の動作量がリードフレーム(基材)の寸法に合わせた動作量となるように、予め設定されたデータによってそれら部材を動作させるモータの駆動量を制御し、リードフレームの品種が変わった際には、そのデータを読み込んでモータの駆動量を自動的に切り替える。それにより、リードフレームの品種が変わった場合でも、モールド装置内の各部材は、そのまま用いることが可能となる。すなわち、少量多品種の半導体装置の製造工程に対応したモールド工程の自動化を実現することができる。
(2)リードフレームの品種が変わった場合でも、モールド装置内の各部材はそのまま用いることができ、それら部材を動作させるモータの駆動量が自動的に切り替わるので、リードフレームの品種に合わせてそれら部材を交換する作業を省略することができる。また、そのモータの駆動量が自動的に切り替わることから、リードフレームの品種が変わった際のそれら部材の微調整も省略することができる。それにより、少量多品種の半導体装置の製造のTATを短縮することができる。
(3)モールド工程を保守担当者の手を介することなく自動で行うことから、モールド装置内におけるリードフレームの搬送を安定させることができるので、半導体装置の製造歩留まり向上を実現できる。
本願発明を詳細に説明する前に、本願における用語の意味を説明すると次の通りである。
ウエハとは、半導体素子または集積回路の製造に用いる単結晶シリコン基板(一般にほぼ平面円形状)、SOI(Silicon On Insulator)基板、エピタキシャル基板、サファイア基板、ガラス基板、その他の絶縁、反絶縁または半導体基板等並びにそれらの複合的基板をいう。また、本願において半導体装置というときは、シリコンウエハやサファイア基板等の半導体または絶縁体基板上に作られるものだけでなく、特に、そうでない旨明示された場合を除き、TFT(Thin Film Transistor)およびSTN(Super-Twisted-Nematic)液晶等のようなガラス等の他の絶縁基板上に作られるもの等も含むものとする。
デバイス面もしくは素子形成面とは、ウエハの主面であって、その面にリソグラフィにより、複数のチップ領域に対応するデバイスパターンが形成される面をいう。
多層配線基板とは、樹脂材料から形成されたベース基材の表面に銅等の金属箔からなる配線材料を接着したものを複数層積層し、各層間の配線材料をスルーホールを通じて電気的に接続し、主面にチップを実装できる構造を有した実装基板をいう。
モールド装置とは、熱硬化性樹脂でモールド成型を行う装置をいい、後述するモールドプレスおよび成型金型等から形成されている。
モールドプレスとは、熱硬化性樹脂を成型するプレスをいい、金型をクランプする型締め機構と樹脂を注入するトランスファ機構とを有する。
成型金型とは、モールド装置に取り付けて樹脂成型を行う金型をいい、後述するポット、プランジャ、ランナ、ゲート、キャビティおよびエジェクタ等から形成されている。
ポットとは、成型金型の成型材料(樹脂)の供給口をいい、ポットおよびプランジャで一対となり、ポットがシリンダの役割をし、プランジャがピストンの役割をする。
プランジャとは、モールド装置でポット内の成型材料をキャビティに注入し、加圧および保持する部品をいう。
ランナとは、モールド成型用金型でキャビティに溶融材料を流し込む経路のうち、カルからゲートまでの部分およびそこで固化した材料の部分をいう。
カルとは、プランジャで注入された樹脂をランナに等圧に分岐させるために金型に設けられた凹みおよび凹みに残留し固化した樹脂部分をいう。
ゲートとは、成型金型において溶融樹脂がキャビティに注入される注入口をいう。
キャビティとは、成型金型において成型品に該当する上型および下型の樹脂注入部分をいう。
エジェクタとは、成型品を成型金型より取り出すために金型に設けた突き出し機構または装置をいう。
以下の実施の形態においては便宜上その必要があるときは、複数のセクションまたは実施の形態に分割して説明するが、特に明示した場合を除き、それらはお互いに無関係なものではなく、一方は他方の一部または全部の変形例、詳細、補足説明等の関係にある。
また、以下の実施の形態において、要素の数等(個数、数値、量、範囲等を含む)に言及する場合、特に明示した場合および原理的に明らかに特定の数に限定される場合等を除き、その特定の数に限定されるものではなく、特定の数以上でも以下でも良い。
さらに、以下の実施の形態において、その構成要素(要素ステップ等も含む)は、特に明示した場合および原理的に明らかに必須であると考えられる場合等を除き、必ずしも必須のものではないことは言うまでもない。また、実施例等において構成要素等について、「Aからなる」、「Aよりなる」と言うときは、特にその要素のみである旨明示した場合等を除き、それ以外の要素を排除するものでないことは言うまでもない。
同様に、以下の実施の形態において、構成要素等の形状、位置関係等に言及するときは、特に明示した場合および原理的に明らかにそうでないと考えられる場合等を除き、実質的にその形状等に近似または類似するもの等を含むものとする。このことは、上記数値および範囲についても同様である。
また、材料等について言及するときは、特にそうでない旨明記したとき、または、原理的または状況的にそうでないときを除き、特定した材料は主要な材料であって、副次的要素、添加物、付加要素等を排除するものではない。たとえば、シリコン部材は特に明示した場合等を除き、純粋なシリコンの場合だけでなく、添加不純物、シリコンを主要な要素とする2元、3元等の合金(たとえばSiGe)等を含むものとする。
また、本実施の形態を説明するための全図において同一機能を有するものは原則として同一の符号を付し、その繰り返しの説明は省略する。
また、本実施の形態で用いる図面においては、平面図であっても図面を見易くするために部分的にハッチングを付す場合がある。
また、本願で使用するモールド工程の詳細については、本発明者および関連する発明者等による以下の特許出願に開示されている。前記特許出願、すなわち、日本特許出願第2004−173745号である。
以下、本発明の実施の形態を図面に基づいて詳細に説明する。
(実施の形態1)
図1は、本実施の形態1のリードフレーム(基材)1の外形の一例を示す平面図である。図1に示すリードフレーム1は、たとえば、QFP(Quad Flat Package)向けのマトリックス型のリードフレームである。リードフレーム1の長手方向(X軸方向)を列とし、この列の方向と直交する方向(Y軸方向)を行とすると、製品1つ分に該当する単位フレーム10が6行2列に配置された構造となっている。なお、本実施の形態1におけるマトリックス型のリードフレームとは、行と列のそれぞれの中に単位フレーム10を2つ以上有するものである。また、本実施の形態1においては、前述のX軸とY軸に直行するリードフレームの厚さ方向をZ軸方向とする。
図1は、本実施の形態1のリードフレーム(基材)1の外形の一例を示す平面図である。図1に示すリードフレーム1は、たとえば、QFP(Quad Flat Package)向けのマトリックス型のリードフレームである。リードフレーム1の長手方向(X軸方向)を列とし、この列の方向と直交する方向(Y軸方向)を行とすると、製品1つ分に該当する単位フレーム10が6行2列に配置された構造となっている。なお、本実施の形態1におけるマトリックス型のリードフレームとは、行と列のそれぞれの中に単位フレーム10を2つ以上有するものである。また、本実施の形態1においては、前述のX軸とY軸に直行するリードフレームの厚さ方向をZ軸方向とする。
各単位フレーム10は、タブ11、タブ11を囲むように設けられた多数のリード12、半導体チップ(以下、単にチップと記す)を含む樹脂封止領域となるパッケージ領域(キャビティ部)の角部に設けられたゲート部14A、およびパッケージ領域のゲート部14Aと対角する角部に設けられたゲート部14B等を含んでいる。タブ11は、ダイボンディング工程によってチップが搭載される部分である。リード12は、ワイヤボンディング工程によってチップ主面に設けられたパッドと電気的に接続される部分である。ゲート部14Aは、パッケージ領域内に樹脂を流入する際の入口となる部分である。ゲート部14Bは、樹脂を流入する際に空気等を排出する部分である。また、各単位フレーム10の間および各単位フレーム10の周辺には、複数の孔15やスリット16等が設けられているが、これらは、リードフレームの位置決めのためや、樹脂の流入に伴うリードフレームの歪みを緩和するためのものである。
列方向に隣接する単位フレーム10の間には、樹脂流入経路となるランナ部13が設けられている。このランナ部13は、複数の支持リード13Aからなる格子状のパターンを有するものとなっている。
また、図示は省略するが、リードフレーム1には、品種を表す識別記号が付与されている。
図2は、本実施の形態1の半導体装置の製造工程の要部を示すフローチャートである。本実施の形態1においては、図1で示したようなリードフレーム1を用いて、モールド装置によるモールド工程と、切断装置による切断工程と、めっき装置によるめっき工程とを順に行なっている。
モールド工程には、チップがワイヤボンディングされたリードフレーム1を装置内に搬入し、所定の位置にセットするロード処理(工程S1)、セットされたリードフレーム1に対して上金型および下金型を用いて樹脂流入を行う樹脂流入処理(工程S2)、樹脂流入処理によって残存したカル部およびサブランナ部の樹脂を除去するカル/サブランナブレイク処理(工程S3)、およびカル/サブランナブレイク処理後のリードフレーム1を所定の位置から取り外して次の装置へ搬出するアンロード処理(工程S4)が含まれている。
切断工程には、前述の樹脂流入処理(工程S2)によって残存したランナ部の樹脂を除去するランナ除去処理(工程S10)、残存したゲート部の樹脂を除去するゲートカット処理(工程S11)、およびリードフレーム1のリード間を繋いでいるダムバーやこのダムバー周りに溜められた残存樹脂などを除去するダムカット処理(工程S12)が含まれている。めっき工程には、パッケージ樹脂の外側のリードとなるアウターリードに対してはんだめっきなどを行うめっき処理(工程S20)が含まれている。
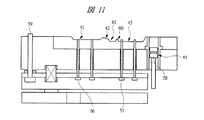
ここで、前述のモールド工程を図3〜図12を用いて詳細に説明する。図3〜図5は、図2のモールド工程を詳細に説明するためのリードフレーム1の要部平面図であり、図3は樹脂流入処理前のリードフレーム1、図4は樹脂流入処理後のリードフレーム1、図5はカル/サブランナブレイク処理後にアンロード処理されるリードフレーム1を示したものである。図6および図7は、図2のモールド工程にて用いる金型の構造を示す平面図であり、図6は上金型の平面図、および図7は下金型の平面図である。図8および図9は、図6および図7に示した金型とは異なる金型の構造を示す平面図であり、図8は上金型の平面図、および図9は下金型の平面図である。図10および図11は、図8および図9に示した金型の断面構造を示す要部断面図であり、図10は図8中のA−A線に沿った上金型の断面図、および図11は図9中のB−B線に沿った下金型の断面図である。図12は、モールド工程(図2参照)において、カル/サブランナブレイク処理方法の一例を示す要部斜視図である。
図3では、リードフレーム1のタブ上にチップ21がダイボンディングされ、このチップ21とリードフレーム1のリード12がワイヤボンディングされた状態が示されており、図1に示したリードフレーム1の1行分を示したものである。このようなリードフレーム1に対して、図6〜図11に示すような上金型および下金型を用いて樹脂流入処理を行う。
図6に示す上金型は、リードフレーム1を1つのみ搭載可能な金型となっている。ところで、金型を複数のリードフレーム1を搭載できる構造とした場合には、生産効率が向上できる一方で、金型が大型化し、構造がさらに複雑になることから、金型自体の製作費用が高くなってしまうことになる。そのため、少量多品種のパッケージ(半導体装置)生産を目的とした場合には、金型自体の種類も増えることから、複数のリードフレーム1を搭載できる金型は不向きである。それに対して、本実施の形態1の金型は、リードフレーム1を1つのみ搭載可能な構造となっていることから、複数のリードフレーム1を搭載できる構造とした場合に比べて構造を小型化かつ簡略化でき、金型自体の製作費用を低減することができる。すなわち、本実施の形態1のパッケージの製造コストを低減することができる。
図6に示すように、本実施の形態1の上金型おいては、リードフレーム1が搭載されるエリア31内に、凹形状の型となるキャビティ部32と、ゲート部33と、ランナ部34とが設けられている。また、リードフレーム1が搭載されるエリア31の外部には、樹脂の供給源に対応するカル部35と、カル部35間を連結する連結ランナ36が設けられている。また、その他の構造として、樹脂流入後に上金型を突き放す際に必要なリターンピン駆動用の孔37や、上金型と下金型を位置合せするための凸状のウエッジ38などが設けられている。
図7に示す下金型は、図6に示した上金型に対応した構成となっており、上金型と同様、リードフレーム1が搭載されるエリア31内に、凹形状の型となるキャビティ部41と、ゲート部42と、ランナ部43とを有している。また、下金型では、上金型のカル部35に対応するポット部44を有し、このポット部44とランナ部43とを繋ぐ流路としてサブランナ部45が設けられている。その他の構造として、樹脂流入後に下金型を突き放す際に必要なリターンピン駆動用の孔46や、上金型と下金型を位置合せするための凹状のウエッジ47などが設けられている。
樹脂を流入する処理は、このような上金型および下金型によってリードフレーム1を挟み込み、ポット部44に樹脂を供給することで行われる。ポット部44に供給された樹脂は、サブランナ部45を経由し、リードフレーム1の両面に位置するランナ部34、43およびゲート部33、42を経てキャビティ部32、41内に流し込まれる。
図8に示す上金型は、上記図6の上金型におけるランナ部34を省いた構造となっている。それ以外の構造は、図6と同様であり、キャビティ部32と、ゲート部33と、カル部35と、連結ランナ36とを有し、さらに、リターンピン駆動用の孔37と凸状のウエッジ38を有するものとなっている。図9に示す下金型は、上記図7の下金型と同様であり、キャビティ部41と、ゲート部42と、ランナ部43と、ポット部44と、サブランナ部45とを有し、さらに、リターンピン駆動用の孔46と凹状のウエッジ47を有するものとなっている。
ここで、図8に示したカル部35からキャビティ部32に至るまでの樹脂流入経路であるA−A間の断面構造、および図9に示したポット部44からキャビティ部41に至るまでの樹脂流入経路であるB−B間の断面構造は、それぞれ図10および図11のようになっている。
図10に示すように、図8に示した上金型は、さらにキャビティ部32に突出可能なように設けられたエジェクタピン51、ランナ部43(図11参照)およびサブランナ部45(図11参照)に突出可能なように設けられたエジェクタピン52、カル部35に突出可能なように設けられたエジェクタピン53、および図8に示した孔37に対応するリターンピン54などを有している。
図11に示すように、図9に示した下金型は、さらにキャビティ部41に突出可能なように設けられたエジェクタピン56、ランナ部43およびサブランナ部45に突出可能なように設けられたエジェクタピン57、ポット部44にセットした樹脂を送り出すためのピストンとなるプランジャ58、および図9に示した孔46に対応するリターンピン59などを有している。また、下金型には、ランナ部43とサブランナ部45の繋ぎ目における樹脂の厚さを薄くするために、凸部60などが設けられている。
樹脂を流入する際には、このような上金型および下金型によってリードフレーム1を挟み込み、ポット部44に樹脂を供給することで行われる。ポット部44に供給された樹脂は、プランジャ58によって送り出され、サブランナ部45とランナ部43を経由し、リードフレーム1の両面に位置するゲート部33、42を経てキャビティ部32、41内に流し込まれる。そして、流入した樹脂の硬化後、エジェクタピン51〜53、56、57およびリターンピン54、59によって上金型と下金型とリードフレームを乖離させることにより、リードフレーム1は、図4に示すような状態となる。
図4に示すように、樹脂封止されたリードフレーム1は、チップ21およびリード12の一部の領域となるインナーリードを含んだキャビティ部の樹脂61と、ゲート部の残存樹脂62と、ランナ部の残存樹脂63と、サブランナ部の残存樹脂64とを有しており、サブランナ部の残存樹脂64は、図示しないカル部の残存樹脂と繋がっている。そして、ランナ部の残存樹脂63とサブランナ部の残存樹脂64の繋ぎ目には、くびれ65が存在し、樹脂の厚さ(Z軸方向)が薄くなっており、これに加えて、金型の形状によって、樹脂の幅(X軸方向)も狭くしている。
また、ランナ部の残存樹脂63は、図6および図7に示した金型を用いた場合には、リードフレーム1の両面に付着した状態となり、図8および図9に示した金型を用いた場合には、リードフレーム1の片面に付着した状態となる。ランナ部の残存樹脂63は、この両面付着か片面付着のどちらでも構わないが、両面付着を用いた場合には、たとえば次のような効果がある。
まず、図3で示したランナ部13における支持リード13Aを、樹脂によって挟み込むことができ、樹脂の硬化後、支持リード13Aと樹脂を一体化させることができる。次に、リードフレーム1の両面を用いることによってランナ部13のZ軸方向を厚くでき、樹脂を流入する際の抵抗を小さくすることができる。さらに、樹脂流入の際に両面から均等に熱応力が加わるため、リードフレーム1の反りなどを低減することができる。そして、ランナ部の残存樹脂63の厚さをパッケージ樹脂の厚さに比べて両面共に厚くすることで、ランナ部の残存樹脂63が残った状態のリードフレームを複数積み重ねた際に、パッケージ表面への損傷を防止することができる。
図6〜図11を用いて説明した本実施の形態1の金型は、フィルムユニット機構を設けて、ラミネートモールドに対応できる構造としてもよい。
次に、図2で述べたモールド工程内のカル/サブランナブレイク処理(工程S3)について説明する。この処理では、図4に示したような状態のリードフレーム1に対して、たとえば図12に示すような方法で、サブランナ部の残存樹脂64と図示しないカル部の残存樹脂の除去を行う。
すなわち、図12では、図4に示したリードフレーム1およびブレイク板70が示されている。このブレイク板70は、モールド装置などに備えさせ、装置の制御によって上下左右(X軸、Y軸およびZ軸方向)に移動可能なものとなっている。そして、このブレイク板70を、リードフレーム1の境界になるべく近い位置でサブランナ部の残存樹脂64に接触させ、ブレイク板70を下方向(Z軸方向)に押し下げることで、サブランナ部の残存樹脂64とそれに連結するカル部の残存樹脂とを除去する。この際、ランナ部の残存樹脂63とサブランナ部の残存樹脂64の繋ぎ目にはくびれ65が形成されているため、このくびれ65の位置においてランナ部の残存樹脂63とサブランナ部の残存樹脂64とが分断される。このような処理は、ゲートブレイク処理時に高精度な位置調整が不要であるため、高いスループットを維持することができる。また、リードフレームの種類が変わっても、共通のブレイク板70を使用することができ、その使用する位置も共通とすることが可能である。それにより、ブレイク板70に要するコストを低減できる。
図12では、図1における1行分の単位フレームしか示していないが、実際には列方向(X軸方向)に複数行の単位フレームが存在する。この場合、その列方向の長さに応じたブレイク板70を用いることで、複数の行および列を備えたマトリックス型のリードフレームに対して、一度の処理でそのサブランナ部およびカル部の残存樹脂を除去することができる。
このようなカル/サブランナブレイク処理によって、リードフレームは、図5に示すような状態となる。図5に示すリードフレームは、サブランナ部の残存樹脂等は除去済みであるが、ランナ部の残存樹脂63が残った状態となっている。この状態でモールド工程を終え、アンロード処理を行う。アンロード処理では、リードフレーム1を、両サイドにガイドを備えた搬送レール71などに載せ、切断工程が行われる切断装置に向けて搬送する。
次に、図2に示した切断工程について、図13〜図15を用いて説明する。図13〜図15は、その切断工程を詳細に説明するための要部断面図であり、図13は、切断工程前のリードフレーム1、図14は、ランナ除去処理が行われているリードフレーム1、および図15は、ランナ除去処理後のリードフレーム1を示すものである。
図13においては、上記図5に示したリードフレーム1を、X軸とZ軸とからなる面における断面例が示されている。図13では、リードフレーム1の上部に位置する樹脂61、リードフレーム1の下部に位置する樹脂61、ゲート部の残存樹脂62、およびランナ部の残存樹脂63が示されている。ランナ部の残存樹脂63は、図6および図7に示したような両面流路の金型を用いた場合の形状となっている。
このようなリードフレーム1に対して、たとえば、図14に示すような突き出しパンチ72などを用いてランナ部の残存樹脂63を除去する。すなわち、リードフレーム1を、上面用の切断金型73と下面用の切断金型74とによって挟み込むことで固定し、突き出しパンチ72などを用いてランナ部の残存樹脂63を突き落とす。
ここで、ランナ部の残存樹脂63は、図1および図3を用いて述べたように、複数の支持リード13Aからなる格子状のパターンを備えたリードフレーム1のランナ部13を、樹脂によって上面と下面から挟み込んだ状態となっている。また、図8および図9に示したような片面流路の金型を用いた場合には、格子状のパターンの部分の上面に、樹脂が付着した状態となる。
このようなランナ部の残存樹脂63に対して、突き出しパンチ72を押し当てることで、樹脂によって覆われた支持リード13Aをリードフレーム1から破断し、支持リード13Aを含めてランナ部の残存樹脂63を除去することができる。従って、図1および図3に示した支持リード13Aは、破断が容易なように、その厚さ(Z軸方向)を薄く形成することが望ましい。ただし、過度に薄くすると、強度が弱まり、樹脂流入の際の熱歪みなどによって破損する可能性があるため、たとえば50μm程度にするとよい。
また、ランナ部の破断を容易にし、そして、モールド工程から切断工程に移行する際の搬送処理等の間にランナ部の樹脂が剥離して異物の発生源とならないようにするためには、図6および図7に示したような両面流路の金型を用いて格子状のパターンと樹脂を十分に一体化させた方がよい。なお、図1および図3では格子状のパターンを用いたが、リードフレームのランナ部は、この形状に限らず、適度な強度を保ち、突き出しパンチ72などの外力によってランナ部の破断が容易となるような形状を有していればよい。
以上のような処理によって、リードフレームは、図15に示すように、ランナ部の残存樹脂63が除去され、樹脂61とゲート部の残存樹脂62とを備えた状態となる。その後、一般的な切断工程で行われるように、ゲート部の残存樹脂62を除去し、次いで、図5に示すようなリード12およびリード12を繋ぐダムバー75の除去を行う。なお、ここでは、ゲート部の残存樹脂62を除去する処理と、ランナ部の残存樹脂63を除去する処理を分けて行ったが、これらの処理内容はほぼ同様であるため、同時に行ってもよい。
ここで、図2に示したモールド工程にて用いる本実施の形態1のモールド装置について詳しく説明する。図16は、そのモールド装置の外観図であり、図17は、そのモールド装置の内部構造を示す平面図である。
本実施の形態1のモールド装置は、タブレット供給ユニットTSU、フレーム供給ユニットFSU、プレスユニットPU1〜PU4、およびアンローダユニットULU等から形成されている。
タブレット供給ユニットTSUは、モールド(封止用)樹脂となるタブレットを保管するタブレットストッカ(タブレット保管手段)81を複数備えており、図16および図17では、平面で4個のタブレットストッカ81が二段重ねで配置された例を図示している。タブレットは、種類別にタブレットストッカ81に保管されており、1つのタブレットストッカには1種類のタブレットのみが保管されている。また、タブレットストッカ81には、個別に識別記号が付与されており、その識別記号から保管されているタブレットの種類を識別することができる。タブレットストッカ81から取り出されたタブレットは、タブレット搬送治具82によって保持されてフレーム供給ユニットFSUへ搬送される。
図18および図19は、それぞれ上記タブレット搬送治具82の平面図および側面図である。
図18および図19に示すように、タブレット搬送治具82には、タブレットが投入される複数の穴83、およびモールド装置内でのタブレット搬送治具82の位置決め用の複数の穴84が設けられている。また、タブレット搬送治具82の上下にタブレットストッパ85、86を配置し、スプリング87の弾性力でこれら2つのタブレットストッパ85、86をタブレット搬送治具82へ引き付け、タブレットストッパ85、86によって穴83の一部または全部を塞ぐことにより、搬送中のタブレットが穴83から脱落してしまうことを防ぐようにしている。
また、タブレット搬送治具82は、複数本のIDピンが取り付けられる構造となっており、たとえば図18および図19に示す例では、4本のIDピン88A〜88Dが取り付けられる構造となっている。本実施の形態1では、これらIDピン88A〜88Dにより製造するパッケージの品種(識別記号)を示すものであり、図20に示すように、4本のIDピン88A〜88Dを用い、IDピン88A〜88Dの各々を自動識別することによって、タブレット搬送治具82に0から15の16通りのIDを付与することができる。すなわち、4本のIDピン88A〜88Dが取り付けられる構造のタブレット搬送治具82は、16種類のパッケージの製造工程に対応させることができる。なお、図20中において、“0”で表示してある個所はIDピンが無いことを示し、“1”で表示してある個所はIDピンがあることを示している。また、IDピン88A〜88Dが取り付けられる構造とする代わりに、これらIDピン88A〜88Dに対応する穴を適宜開口できる構造とし、この穴の有無を自動識別することによって、タブレット搬送治具82にIDを付与するようにしてもよい。
また、タブレットについては、種類が異なっても、寸法、特にタブレット搬送治具82の穴83に対応する平面径(第1の平面サイズ)が同じとなるように形成しておくことで、異なる種類のタブレットでも共通のタブレット搬送治具82を用いて搬送することが可能となる。搬送中のタブレットの種類については、タブレット搬送治具82に取り付けられたIDピン88A〜88Dから判別することができる。
また、本実施の形態1では、タブレットストッカ81の各々は、タブレットの品質の低下を抑制できる一定の温度(第1の温度)で内部を保持することを可能な構造としている。ここで、図21は、タブレットの管理温度と、タブレットの品質が10%劣化するまでの時間との関係を示す説明図である。タブレットが実際に使用されるまでは長くても7日程度であり、図21から、7日以上品質を保持できるのは17℃以下ということがわかる。また、実用的な温度範囲ということを考慮すると、本実施の形態1では、タブレットストッカ81の内部は10℃〜17℃程度で保持することを例示できる。それにより、タブレットストッカ81の各々においては、タブレットの品質の低下を抑制しつつタブレットを保管することが可能となる。
図16および図17に示した本実施の形態1のモールド装置でモールド処理を行うには、まず、フレーム供給ユニットFSU内のリードフレーム供給ラック90内へモールド前のリードフレーム1をセットする。リードフレーム供給ラック90内において、リードフレーム1がセットされる部分は、プレスユニットPU1〜PU4内に配置されたモールドプレスセットMPS1〜MPS4の台数に合わせて、リードフレーム1を品種毎に分離してセットできる構造となっている。なお、プレスユニットPU1〜PU4のそれぞれには、モールドプレスセットMPS1〜MPS4のいずれかが1台ずつ配置されている。フレーム供給ユニットFSUには、リードフレーム供給ラック90からリードフレーム整列部LFLへリードフレーム1を送り出し、リードフレーム整列部LFLから後述するリードフレーム搬送ユニットによってリードフレーム1をピックアップする位置へリードフレーム1をシュートするモータ(図示は省略)が備えられている。このモータの駆動量は、リードフレーム1の寸法に合わせたシュート幅および送り量となるように自動的に設定される。
リードフレーム1が後述するリードフレーム搬送ユニットによってピックアップされる位置へシュートされると、上記IDピン88A〜88Dのうちの選択されたものが取り付けられ、シュートされたリードフレームに対応するIDが付与されたタブレット搬送治具82(図20に示したように、IDが“0”の場合にはIDピン88A〜88Dのいずれも取り付けられていない)は、まずタブレット供給ユニットTSUへ搬送される。次いで、タブレット搬送治具82に取り付けられたIDピンからIDを自動識別し、そのIDに対応するタブレットが保管されている(対応する識別記号が付与されている)タブレットストッカ81へタブレット搬送治具82を搬送し、タブレット搬送治具82へタブレット89を供給する。タブレット89の供給後、タブレット搬送治具82は、フレーム供給ユニットFSUへ戻される。
次に、タブレット89が供給されたタブレット搬送治具82は、リードフレーム1と共にリードフレーム搬送ユニットによってピックアップされる位置へ送り出される。ここで、リードフレーム1に付与された識別記号とタブレット搬送治具82に取り付けられたIDピンが示すIDとを自動識別し、共にリードフレーム搬送ユニットによってピックアップされるリードフレーム1に対応するIDであることを確認する。タブレット搬送治具82のIDがリードフレーム1に対応するIDであることが確認されると、リードフレーム1およびタブレット搬送治具82は、リードフレーム搬送ユニットによってピックアップされ、プレスユニットPU1〜PU4内に配置されたモールドプレスセット(モールドプレス治具)MPS1〜MPS4のうちの対応するいずれかへ搬送される。リードフレーム1およびタブレット搬送治具82がモールドプレスセットMPS1〜MPS4のうちの対応するいずれかへ導入される前には、リードフレーム1に付与された識別記号とタブレット搬送治具82に取り付けられたIDピンが示すIDとモールドプレスセットに付与された識別記号とを自動識別し、リードフレーム1、タブレット搬送治具82およびモールドプレスセットが対応するものであることを確認する。
上記リードフレーム搬送ユニットは、モータ駆動によって稼動する。このリードフレーム搬送ユニットを稼動させるモータは、前述のフレーム供給ユニットFSUに備えられたモータと同様に、リードフレーム1の寸法に合わせた移動量でリードフレーム搬送ユニットが動作するように駆動量が自動的に設定される。ここで、そのモータによって動作が制御されるリードフレーム搬送ユニットの動作は、リードフレーム1およびタブレット搬送治具82を保持するフレームチャック部の動作、およびリードフレーム1およびタブレット搬送治具82を保持したフレームチャック部を含むリードフレーム搬送治具(後に図示)の動作(たとえばフレーム供給ユニットFSUからモールドプレスセットMPS1〜MPS4のうちの対応するいずれかまでの移動やモールドプレスセットMPS1〜MPS4からアンローダユニットULUへの移動)等である。
モールドプレスセットMPS1〜MPS4の各々には、図6〜図11を用いて説明した金型(成型金型)が取り付けられ、その金型は、搬送されてくるリードフレームの寸法および形成されるパッケージの規格に合わせた構造となっている。本実施の形態1のモールドプレスセットMPS1〜MPS4は、プレスユニットPU1〜PU4内に複数台を固定もしくは連結して配置することができ、各々が個別に稼動できるようになっている。また、モールドプレスセットは、プレスユニットPU1〜PU4内に複数台を配置できるが、モールド装置が大型化すること等を考慮して、本実施の形態1では、図17に示すように、モールドプレスセットMPS1〜MPS4の4台を配置することを例示できる。また、モールドプレスセットMPS1〜MPS4の各々においては、取り付けられた金型が交換可能となっている。モールドプレスセットMPS1〜MPS4の各々は、上金型を備えた部分と下金型を備えた部分とがモータ駆動によって開閉する構造となっており、その開閉量(動作量)は、リードフレーム1の寸法に合わせたものとなるように、モータの駆動量は自動的に設定される。図6〜図11を用いて前述したように、本実施の形態1の金型は、1つのリードフレーム1に対応した構造となっていることから、複数台のモールドプレスセットMPS1〜MPS4がプレスユニットPU1〜PU4内に配置されたことによって本実施の形態1のモールド装置は、複数種のリードフレーム1に対して同時にモールド処理を行うことを可能としている。
また、モールドプレスセットMPS1〜MPS4には、個別に識別記号(図示は省略)が付与されており、リードフレーム1が搬送される際には、この識別記号を読み取ることで対応するモールドプレスセットであることを確認することができる。
ここで、リードフレーム1をモールドプレスセットMPS1〜MPS4のうちの対応するいずれかへ配置し、モールド処理が完了するまでのモールドプレスセットMPS1〜MPS4の動作を図22〜図25を用いて詳しく説明する。
まず、図22に示すように、リードフレーム1およびタブレット搬送治具82を保持したフレームチャック部91を含むリードフレーム搬送治具92をモールドプレスセットMPS1〜MPS4のうちの対応するいずれかの下金型93上へ移動させる。下金型93のポット部44内には、後にポット部44内に投入されるタブレット89をキャビティ部41(図7参照)に注入し、加圧および保持するプランジャ94が備えられている。
次に、図23に示すように、リードフレーム搬送治具92を下降させて下金型93のリードフレーム1が搭載されるエリア31(図7および図22参照)にリードフレーム1を配置する。この時、リードフレームに設けられた孔15(図1参照)をエリア31に設けられた位置決めピン95に通すようにリードフレーム1をエリア31に配置することにより、エリア31上の正確な位置にリードフレーム1を配置することができる。また、この時、タブレット89は、ポット部44(図22参照)内へ投入される。
次に、図24に示すように、フレームチャック逃げ溝96(図23参照)に沿ってフレームチャック部91をリードフレーム1から離れるように動作させることによってフレームチャック部91によるリードフレーム1の保持を解除する。続いて、リードフレーム搬送治具92を上昇させて退避させる。この時、リードフレーム搬送治具92は、タブレット搬送治具82をフレーム供給ユニットFSUへ搬送する。次いで、上金型97を閉じ、プランジャ94によってタブレット89を加圧することにより、金型のキャビティ部32、41(図6および図7参照)に樹脂を注入する。それにより、チップ21(図3参照)を樹脂61で封止する。この時、図4を用いて前述したゲート部の残存樹脂62、ランナ部の残存樹脂63、サブランナ部の残存樹脂64、およびカル部35の残存樹脂98も形成される。
次に、図25に示すように示すように、上金型97を開けた後、リードフレーム1をアンローダユニットULUへ搬送するためのリードフレーム搬送治具99をリードフレーム1上に移動させる。リードフレーム搬送治具99は、前述のリードフレーム搬送治具92(図22および図23参照)におけるフレームチャック部91を備えている。続いて、リードフレーム搬送治具99を下降させ、フレームチャック部91をフレームチャック逃げ溝96に沿って動作させることにより、フレームチャック部91によってリードフレーム1を保持する。この状態でリードフレーム搬送治具99を上昇させ、アンローダユニットULUへ搬送する。
プレスユニットPU1〜PU4の各々においては、モールドプレスセットMPS1〜MPS4に備えられた金型は定期的に手動操作でクリーニング等の作業等を実施するためにモールドプレスセット単体で停止させる。停止した以外のその他のモールドプレスセットMPS1〜MPS4が稼動できるように、モールド作業面とは反対側の背面側からリードフレーム1の搬入および搬出を行える構造とする。すなわち、金型のクリーニング等の作業は、モールド作業面側から行うものである。
アンローダユニットULUへ搬送されたリードフレーム1は、アンローダユニットULU内のゲートブレイク部100(図17参照)へ移送され、前述のゲート部の残存樹脂62、ランナ部の残存樹脂63、サブランナ部の残存樹脂64、およびカル部35の残存樹脂98の除去が行われる。ここでは、カル部35の残存樹脂98の除去を行った後にゲート部の残存樹脂62、ランナ部の残存樹脂63およびサブランナ部の残存樹脂64の除去を行う。これらの除去作業は、図12を用いて説明したような方法で行うことができる。ゲート部の残存樹脂62、ランナ部の残存樹脂63、サブランナ部の残存樹脂64、およびカル部35の残存樹脂98の除去が完了したリードフレーム1は、リードフレーム収納部101(図17参照)に品種ごとに分離して収納される。
上記の本実施の形態1によれば、前述したようにモールド装置(図16および図17参照)内においてモータ駆動で動作するフレーム供給ユニットFSU、リードフレーム搬送ユニット、およびモールドプレスセットMPS1〜MPS4等の部材は、リードフレーム1の寸法に合わせた動作量となるように、予め設定されたデータによってモータの駆動量が制御される。また、リードフレーム1の品種が変わった際には、そのデータを読み込んでモータの駆動量が自動的に切り替わる。それにより、フレーム供給ユニットFSU、リードフレーム搬送ユニット、およびモールドプレスセットMPS1〜MPS4等の部材については、リードフレーム1の品種が変わってもそのまま用いることが可能となる。すなわち、少量多品種のパッケージの製造工程に対応したモールド工程の自動化を実現することができる。また、それら部材をリードフレーム1の品種毎に製作する必要がなくなるので、それら部材に要するコストを低減することができ、少量多品種のパッケージの製造コストを低減することができる。
また、本実施の形態1によれば、上記のようにリードフレーム1の品種が変わっても、フレーム供給ユニットFSU、リードフレーム搬送ユニット、およびモールドプレスセットMPS1〜MPS4等の部材についてはそのまま用いることができ、それら部材を動作させるモータの駆動量が自動的に切り替わるので、リードフレーム1の品種に合わせてそれら部材を交換する作業を省略することができる。また、そのモータの駆動量が自動的に切り替わることから、リードフレーム1の品種が変わった際のそれら部材の微調整も省略することができる。それにより、少量多品種のパッケージの製造のTAT(Turn Around Time)を短縮することができる。
また、上記の本実施の形態1によれば、モールド工程を保守担当者の手を介することなく自動で行うことができる。それにより、本実施の形態1のパッケージの製造のTATを短縮することができる。また、モールド工程を保守担当者の手を介することなく自動で行うことから、モールド装置内におけるリードフレーム1の搬送を安定させることができるので、パッケージの製造歩留まり向上を実現できる。
(実施の形態2)
本実施の形態2は、リードフレーム1のY方向における幅(図1参照)が狭い場合のものであり、その際の前記実施の形態1で図22〜図25を用いて説明したリードフレーム1をモールドプレスセットMPS1〜MPS4のうちの対応するいずれかへ配置し、モールド処理が完了するまでのモールドプレスセットMPS1〜MPS4の動作について説明する。
本実施の形態2は、リードフレーム1のY方向における幅(図1参照)が狭い場合のものであり、その際の前記実施の形態1で図22〜図25を用いて説明したリードフレーム1をモールドプレスセットMPS1〜MPS4のうちの対応するいずれかへ配置し、モールド処理が完了するまでのモールドプレスセットMPS1〜MPS4の動作について説明する。
まず、図26に示すように、リードフレーム1およびタブレット搬送治具82を保持したフレームチャック部91を含むリードフレーム搬送治具92をモールドプレスセットMPS1〜MPS4のうちの対応するいずれかの下金型93上へ移動させる。下金型93のリードフレーム1が搭載されるエリア31(図7も参照)下には、リードフレーム1の搭載後にリードフレーム1を突き上げてリードフレーム1をエリア31から浮かせた状態で保持することができる突き上げピン102が備えられている。
次に、図27に示すように、上記突き上げピン102を所定量突き上げた後に、リードフレーム搬送治具92を下降させて、突き上げられた突き上げピン102上にリードフレーム1を配置する。続いて、図28に示すように、フレームチャック部91をリードフレーム1から離れるように動作させることによってフレームチャック部91によるリードフレーム1の保持を解除する。続いて、リードフレーム搬送治具92を上昇させて退避させる。この時、リードフレーム搬送治具92は、タブレット搬送治具82をフレーム供給ユニットFSUへ搬送する。次いで、突き上げピン102を下降させ、リードフレーム1をエリア31(図27参照)に配置する。この時、エリア31に設けられた位置決めピン95がリードフレームに設けられた孔15(図1参照)に通されることで、エリア31上の正確な位置にリードフレーム1が配置される。また、この時、タブレット89(図27参照)は、ポット部44(図27参照)内へ投入される。
次いで、上金型97を閉じ、プランジャ94によってタブレット89を加圧することにより、金型のキャビティ部32、41(図6および図7参照)に樹脂を注入する。それにより、チップ21(図3参照)を樹脂61で封止する。この時、図4を用いて前述したゲート部の残存樹脂62、ランナ部の残存樹脂63、サブランナ部の残存樹脂64、およびカル部35の残存樹脂98も形成される。
次に、図29に示すように示すように、上金型97を開けた後、リードフレーム1をアンローダユニットULUへ搬送するためのリードフレーム搬送治具99をリードフレーム1上に移動させる。リードフレーム搬送治具99は、前述のリードフレーム搬送治具92(図26および図27参照)におけるフレームチャック部91を備えている。続いて、突き上げピン102およびプランジャ94によってリードフレーム1、上記ゲート部の残存樹脂62、ランナ部の残存樹脂63、サブランナ部の残存樹脂64、およびカル部35の残存樹脂98を突き上げる。続いて、リードフレーム搬送治具99を下降させ、フレームチャック部91を動作させることにより、フレームチャック部91によってリードフレーム1を保持する。この状態でリードフレーム搬送治具99を上昇させ、アンローダユニットULUへ搬送する。以降の工程は、前記実施の形態1で説明したリードフレーム1をアンローダユニットULUへ搬送した後の工程と同様である。
上記のような本実施の形態2は、特に、リードフレーム1の寸法の制約上、エリア31に前記実施の形態1で説明したフレームチャック逃げ溝96(図23参照)が設けられない場合に特に有効である。
上記の本実施の形態2によっても、前記実施の形態1と同様の効果を得ることができる。
(実施の形態3)
図30および図31は、本実施の形態3の成型金型(下金型)における樹脂流入経路を説明するための下金型の要部平面図である。
図30および図31は、本実施の形態3の成型金型(下金型)における樹脂流入経路を説明するための下金型の要部平面図である。
本実施の形態3では、図30に示すように、製造するパッケージのサイズが小さく、キャビティ部41が小さくなる場合には、配置されたすべてのポット部44のうち選択されたもののみをゲート部42、ランナ部43およびサブランナ部45を介してキャビティ部41と接続し、タブレット89については、キャビティ部41と繋がったポット部44にのみ投入する。この場合、タブレット89が投入されていないポット部44では、プランジャ94(図22〜図29参照)が空動作することになる。また、図31に示すように、製造するパッケージのサイズが大きく、キャビティ部41が大きくなる場合には、複数のポット部44をゲート部42、ランナ部43およびサブランナ部45を介して1つのキャビティ部41と接続し、タブレット89については、すべてのポット部44に投入する。
上記のような本実施の形態3によれば、パッケージのサイズに関係なくタブレット89の寸法を共通化することができる。また、パッケージのサイズに関係なくプランジャ94の規格および配置数も共通化できるので、モールドプレスセットMPS1〜MPS4(図17参照)においては、成型金型(上金型および下金型)以外の部材を共通化することができる。それにより、成型金型の交換作業を簡略化することができるので、少量多品種のパッケージの製造のTAT(Turn Around Time)をさらに短縮することができる。
上記の本実施の形態3によっても、前記実施の形態1、2と同様の効果を得ることができる。
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。
たとえば、前記実施の形態では、チップが搭載される実装基板としてリードフレームを用いる場合について説明したが、リードフレーム以外に配線が多層に形成された多層配線基板を用いてもよい。
本発明の半導体装置の製造方法は、たとえばリードフレーム上にチップが搭載され、その主面が樹脂で封止された半導体装置の製造工程で適用することができる。
1 リードフレーム(基材)
10 単位フレーム
11 タブ
12 リード
13 ランナ部
13A 支持リード
14A、14B ゲート部
15 孔
16 スリット
21 チップ
31 エリア
32 キャビティ部
33 ゲート部
34 ランナ部
35 カル部
36 連結ランナ
37 孔
38 ウエッジ
41 キャビティ部
42 ゲート部
43 ランナ部
44 ポット部
45 サブランナ部
46 孔
47 ウエッジ
51〜53 エジェクタピン
54 リターンピン
56、57 エジェクタピン
58 プランジャ
59 リターンピン
60 凸部
61 樹脂
62〜64 残存樹脂
65 くびれ
70 ブレイク板
71 搬送レール
72 突き出しパンチ
73、74 切断金型
75 ダムバー
81 タブレットストッカ(タブレット保管手段)
82 タブレット搬送治具
83、84 穴
85、86 タブレットストッパ
87 スプリング
88A〜88B IDピン
89 タブレット
90 リードフレーム供給ラック
91 フレームチャック部
92 リードフレーム搬送治具
93 下金型
94 プランジャ
95 位置決めピン
96 フレームチャック逃げ溝
97 上金型
98 残存樹脂
99 リードフレーム搬送治具
100 ゲートブレイク部
101 リードフレーム収納部
102 突き上げピン
FSU フレーム供給ユニット
LFL リードフレーム整列部
MPS1〜MPS4 モールドプレスセット(モールドプレス治具)
PU1〜PU4 プレスユニット
S1〜S4、S10〜S12、S20 工程
TSU タブレット供給ユニット
ULU アンローダユニット
10 単位フレーム
11 タブ
12 リード
13 ランナ部
13A 支持リード
14A、14B ゲート部
15 孔
16 スリット
21 チップ
31 エリア
32 キャビティ部
33 ゲート部
34 ランナ部
35 カル部
36 連結ランナ
37 孔
38 ウエッジ
41 キャビティ部
42 ゲート部
43 ランナ部
44 ポット部
45 サブランナ部
46 孔
47 ウエッジ
51〜53 エジェクタピン
54 リターンピン
56、57 エジェクタピン
58 プランジャ
59 リターンピン
60 凸部
61 樹脂
62〜64 残存樹脂
65 くびれ
70 ブレイク板
71 搬送レール
72 突き出しパンチ
73、74 切断金型
75 ダムバー
81 タブレットストッカ(タブレット保管手段)
82 タブレット搬送治具
83、84 穴
85、86 タブレットストッパ
87 スプリング
88A〜88B IDピン
89 タブレット
90 リードフレーム供給ラック
91 フレームチャック部
92 リードフレーム搬送治具
93 下金型
94 プランジャ
95 位置決めピン
96 フレームチャック逃げ溝
97 上金型
98 残存樹脂
99 リードフレーム搬送治具
100 ゲートブレイク部
101 リードフレーム収納部
102 突き上げピン
FSU フレーム供給ユニット
LFL リードフレーム整列部
MPS1〜MPS4 モールドプレスセット(モールドプレス治具)
PU1〜PU4 プレスユニット
S1〜S4、S10〜S12、S20 工程
TSU タブレット供給ユニット
ULU アンローダユニット
Claims (24)
- 複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む半導体装置の製造方法:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。 - 請求項1記載の半導体装置の製造方法において、
前記複数のタブレット保管手段は、内部を前記タブレットの品質を保つことのできる第1の温度で保持する。 - 請求項2記載の半導体装置の製造方法において、
前記第1の温度は、10℃〜20℃である。 - 請求項1記載の半導体装置の製造方法において、
前記モールドプレス治具が備える前記成型金型は、他種の前記成型金型と交換できる。 - 請求項1記載の半導体装置の製造方法において、
前記モールド装置が備える複数の前記モールドプレス治具は、個別に稼動させることができる。 - 請求項1記載の半導体装置の製造方法において、
前記モールド装置には、前記基材の搬送時の前記モールド装置内での移動量が前記識別記号毎に予め登録され、
前記(b)工程では、読み取った前記基材の前記識別記号に対応する前記移動量で、前記基材を前記モールドプレス治具へ搬送する。 - 請求項1記載の半導体装置の製造方法において、
前記モールド装置には、前記識別記号に対応する前記モールドプレス治具の動作量が前記識別記号毎に予め登録され、
前記モールドプレス治具は、付与された前記識別記号に対応する前記動作量で動作する。 - 請求項1記載の半導体装置の製造方法において、
前記モールド装置は、4台の前記モールドプレス治具を備えている。 - 複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む半導体装置の製造方法:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、複数種の前記タブレットを種類別に保管する複数のタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具と、前記タブレットを保持して前記モールドプレス治具へ供給する複数のタブレット搬送治具とを備え、
前記複数種のタブレットは、同じ第1の平面サイズを有し、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材、前記複数のタブレット保管手段、前記複数のモールドプレス治具および前記複数のタブレット搬送治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する前記識別記号が付与されている前記タブレット保管手段から前記タブレットを取り出して、対応する前記識別記号が付与されている前記タブレット搬送治具へ前記タブレットを供給し、前記タブレットを保持した前記タブレット搬送治具を対応する前記識別記号が付与されている前記モールドプレス治具へ搬送する。 - 請求項9記載の半導体装置の製造方法において、
前記複数のタブレット保管手段は、内部を前記タブレットの品質を保つことのできる第1の温度で保持する。 - 請求項10記載の半導体装置の製造方法において、
前記第1の温度は、10℃〜20℃である。 - 請求項9記載の半導体装置の製造方法において、
前記モールドプレス治具が備える前記成型金型は、他種の前記成型金型と交換できる。 - 請求項9記載の半導体装置の製造方法において、
前記モールド装置が備える複数の前記モールドプレス治具は、個別に稼動させることができる。 - 請求項9記載の半導体装置の製造方法において、
前記モールド装置には、前記基材の搬送時の前記モールド装置内での移動量が前記識別記号毎に予め登録され、
前記(b)工程では、読み取った前記基材の前記識別記号に対応する前記移動量で、前記基材を前記モールドプレス治具へ搬送する。 - 請求項9記載の半導体装置の製造方法において、
前記モールド装置には、前記識別記号に対応する前記モールドプレス治具の動作量が前記識別記号毎に予め登録され、
前記モールドプレス治具は、付与された前記識別記号に対応する前記動作量で動作する。 - 請求項9記載の半導体装置の製造方法において、
前記モールド装置は、4台の前記モールドプレス治具を備えている。 - 複数種の基材に対して樹脂封止を施すモールド装置を用い、以下の工程を含む半導体装置の製造方法:
(a)前記基材に半導体チップを搭載する工程;
(b)前記半導体チップが搭載された前記基材を前記モールド装置内のモールドプレス治具へ搬送する工程;
(c)封止用樹脂となるタブレットを前記モールドプレス治具へ搬送する工程;
(d)前記モールドプレス治具において前記タブレットをプレスし、前記封止用樹脂で前記半導体チップを封止する工程;
(e)前記(d)工程後、前記モールドプレス治具から前記基材を搬出する工程、
ここで、前記モールド装置は、同一種の前記タブレットを複数保管するタブレット保管手段と、1つの成型金型を備えた複数の前記モールドプレス治具とを備え、
前記1つの成型金型は、1つの前記基材が投入できる構造を有し、
前記基材および前記複数のモールドプレス治具には、それぞれ製造する品種を示す識別記号が付与され、
前記(b)工程においては、前記基材の前記識別記号を読み取り、対応する前記識別記号が付与されている前記モールドプレス治具へ前記基材を搬送し、
前記(c)工程においては、前記(b)工程で前記基材から読み取った前記識別記号に対応する個数の前記タブレットを前記タブレット保管手段から取り出して、対応する前記識別記号が付与されている前記モールドプレス治具へ供給する。 - 請求項17記載の半導体装置の製造方法において、
前記複数のタブレット保管手段は、内部を前記タブレットの品質を保つことのできる第1の温度で保持する。 - 請求項18記載の半導体装置の製造方法において、
前記第1の温度は、10℃〜20℃である。 - 請求項17記載の半導体装置の製造方法において、
前記複数のモールドプレス治具は、前記タブレットが供給される複数のポットを備え、
前記(c)工程では、前記成型金型のキャビティとつながっていない前記ポットへは前記タブレットを供給しない。 - 請求項17記載の半導体装置の製造方法において、
前記モールド装置が備える複数の前記モールドプレス治具は、個別に稼動させることができる。 - 請求項17記載の半導体装置の製造方法において、
前記モールド装置には、前記基材の搬送時の前記モールド装置内での移動量が前記識別記号毎に予め登録され、
前記(b)工程では、読み取った前記基材の前記識別記号に対応する前記移動量で、前記基材を前記モールドプレス治具へ搬送する。 - 請求項17記載の半導体装置の製造方法において、
前記モールド装置には、前記識別記号に対応する前記モールドプレス治具の動作量が前記識別記号毎に予め登録され、
前記モールドプレス治具は、付与された前記識別記号に対応する前記動作量で動作する。 - 請求項17記載の半導体装置の製造方法において、
前記モールド装置は、4台の前記モールドプレス治具を備えている。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006199750A JP2008028189A (ja) | 2006-07-21 | 2006-07-21 | 半導体装置の製造方法 |
| US11/779,312 US20080020510A1 (en) | 2006-07-21 | 2007-07-18 | Fabrication method of semiconductor device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006199750A JP2008028189A (ja) | 2006-07-21 | 2006-07-21 | 半導体装置の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008028189A true JP2008028189A (ja) | 2008-02-07 |
Family
ID=38971940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006199750A Pending JP2008028189A (ja) | 2006-07-21 | 2006-07-21 | 半導体装置の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20080020510A1 (ja) |
| JP (1) | JP2008028189A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009116158A1 (ja) * | 2008-03-21 | 2009-09-24 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
| JP2009302284A (ja) * | 2008-06-13 | 2009-12-24 | Sumitomo Heavy Ind Ltd | 樹脂封止方法および樹脂封止装置 |
| JP2010263212A (ja) * | 2009-04-29 | 2010-11-18 | Woori Micron Inc | 半導体モールド装置およびその制御方法 |
| US8851875B2 (en) | 2010-11-02 | 2014-10-07 | Samsung Electronics Co., Ltd. | Semiconductor package molding system and molding method thereof |
| JP2021114539A (ja) * | 2020-01-20 | 2021-08-05 | Towa株式会社 | 樹脂成形品の製造方法及び樹脂成形装置 |
| JP7121835B1 (ja) | 2021-06-25 | 2022-08-18 | Towa株式会社 | 樹脂成形装置、及び樹脂成形品の製造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012023281A (ja) * | 2010-07-16 | 2012-02-02 | Nitto Denko Corp | 発光装置の製法 |
| JP6321482B2 (ja) | 2013-09-26 | 2018-05-09 | エイブリック株式会社 | 半導体製造装置 |
| KR101979519B1 (ko) * | 2014-10-03 | 2019-05-16 | 미쓰비시덴키 가부시키가이샤 | 리드 프레임, 반도체 장치의 제조 방법 |
| CN115632028B (zh) * | 2022-12-08 | 2023-03-10 | 常州铭赛机器人科技股份有限公司 | 引线框架输送装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW257745B (ja) * | 1993-07-22 | 1995-09-21 | Towa Kk | |
| KR100593943B1 (ko) * | 2005-04-30 | 2006-06-30 | 삼성전기주식회사 | 발광 다이오드 패키지의 제조 방법 |
-
2006
- 2006-07-21 JP JP2006199750A patent/JP2008028189A/ja active Pending
-
2007
- 2007-07-18 US US11/779,312 patent/US20080020510A1/en not_active Abandoned
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009116158A1 (ja) * | 2008-03-21 | 2009-09-24 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
| JP2009302284A (ja) * | 2008-06-13 | 2009-12-24 | Sumitomo Heavy Ind Ltd | 樹脂封止方法および樹脂封止装置 |
| JP2010263212A (ja) * | 2009-04-29 | 2010-11-18 | Woori Micron Inc | 半導体モールド装置およびその制御方法 |
| US8851875B2 (en) | 2010-11-02 | 2014-10-07 | Samsung Electronics Co., Ltd. | Semiconductor package molding system and molding method thereof |
| JP2021114539A (ja) * | 2020-01-20 | 2021-08-05 | Towa株式会社 | 樹脂成形品の製造方法及び樹脂成形装置 |
| JP7240339B2 (ja) | 2020-01-20 | 2023-03-15 | Towa株式会社 | 樹脂成形品の製造方法及び樹脂成形装置 |
| JP7121835B1 (ja) | 2021-06-25 | 2022-08-18 | Towa株式会社 | 樹脂成形装置、及び樹脂成形品の製造方法 |
| WO2022270057A1 (ja) * | 2021-06-25 | 2022-12-29 | Towa株式会社 | 樹脂成形装置、及び樹脂成形品の製造方法 |
| JP2023004153A (ja) * | 2021-06-25 | 2023-01-17 | Towa株式会社 | 樹脂成形装置、及び樹脂成形品の製造方法 |
| TWI817532B (zh) * | 2021-06-25 | 2023-10-01 | 日商Towa股份有限公司 | 樹脂成形裝置、及樹脂成形品的製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080020510A1 (en) | 2008-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008028189A (ja) | 半導体装置の製造方法 | |
| US7681308B2 (en) | Fabrication method of semiconductor integrated circuit device | |
| JP2023022859A (ja) | 圧縮成形装置及び圧縮成形方法 | |
| TWI750369B (zh) | 樹脂模製模具及樹脂模製裝置 | |
| JP6180206B2 (ja) | 樹脂封止方法および圧縮成形装置 | |
| TWI753157B (zh) | 模製模具及樹脂模製方法 | |
| JP2007036273A (ja) | 半導体集積回路装置の製造方法 | |
| JP2012248780A (ja) | 樹脂封止方法 | |
| JP7465829B2 (ja) | 樹脂成形品の製造方法、成形型及び樹脂成形装置 | |
| JP5947331B2 (ja) | 樹脂成形装置およびそれを用いたチップオンテープ型半導体装置の製造装置 | |
| WO2022270057A1 (ja) | 樹脂成形装置、及び樹脂成形品の製造方法 | |
| JP7121763B2 (ja) | 樹脂モールド装置及び樹脂モールド方法 | |
| JP2006156796A (ja) | 半導体チップの樹脂封止成形方法、及び、装置 | |
| US20110171338A1 (en) | Apparatus and method for molding compound | |
| JP2004179357A (ja) | 半導体製造装置及び樹脂モールド装置 | |
| JP4994148B2 (ja) | 半導体装置の製造方法 | |
| WO2024047916A1 (ja) | 樹脂封止装置及び樹脂封止方法 | |
| JP7240339B2 (ja) | 樹脂成形品の製造方法及び樹脂成形装置 | |
| US11833722B2 (en) | Resin molding apparatus and method of manufacturing resin molded product | |
| TW202210266A (zh) | 樹脂密封裝置 | |
| JP2024107567A (ja) | 圧縮成形に用いられる封止樹脂及びその形成方法 | |
| JP2005277434A (ja) | 半導体装置 | |
| JP2005238652A (ja) | 樹脂成形装置 | |
| JP2024107566A (ja) | 圧縮成形装置及び圧縮成形方法 | |
| JPH09187831A (ja) | 樹脂封止圧縮成形装置およびその方法 |