JP2007527003A - デバイスハンドリングシステム及び方法 - Google Patents
デバイスハンドリングシステム及び方法 Download PDFInfo
- Publication number
- JP2007527003A JP2007527003A JP2006554107A JP2006554107A JP2007527003A JP 2007527003 A JP2007527003 A JP 2007527003A JP 2006554107 A JP2006554107 A JP 2006554107A JP 2006554107 A JP2006554107 A JP 2006554107A JP 2007527003 A JP2007527003 A JP 2007527003A
- Authority
- JP
- Japan
- Prior art keywords
- tray
- platform
- group
- sorted
- sorting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 230000007246 mechanism Effects 0.000 claims abstract description 44
- 238000000926 separation method Methods 0.000 claims description 26
- 238000012545 processing Methods 0.000 claims description 8
- 230000008878 coupling Effects 0.000 claims 4
- 238000010168 coupling process Methods 0.000 claims 4
- 238000005859 coupling reaction Methods 0.000 claims 4
- 238000012360 testing method Methods 0.000 description 24
- 230000006870 function Effects 0.000 description 14
- 230000008569 process Effects 0.000 description 11
- 230000032258 transport Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images

























Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/01—Subjecting similar articles in turn to test, e.g. "go/no-go" tests in mass production; Testing objects at points as they pass through a testing station
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G60/00—Simultaneously or alternatively stacking and de-stacking of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0258—Trays, totes or bins
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/28—Testing of electronic circuits, e.g. by signal tracer
- G01R31/2851—Testing of integrated circuits [IC]
- G01R31/2886—Features relating to contacting the IC under test, e.g. probe heads; chucks
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
- Warehouses Or Storage Devices (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
Abstract
【課題】複数カテゴリのいずれか一つに割り当てられるようにしたデバイスをハンドリングする装置および方法を開示する。
【解決手段】上記装置は、垂直経路に沿ってトレイ群を移動させるようにした昇降機、当該トレイ群のトレイを選択的に固定し、当該固定されたトレイの上方に配置された追加トレイと当該固定トレイを支持するようにしたロッキング機構、および、一定の垂直位置に配置され、単数または複数のトレイを支持するための支持機構を有し、垂直経路の内外を水平移動するようにしたトレイロードアームを有する。
【選択図】図1
【解決手段】上記装置は、垂直経路に沿ってトレイ群を移動させるようにした昇降機、当該トレイ群のトレイを選択的に固定し、当該固定されたトレイの上方に配置された追加トレイと当該固定トレイを支持するようにしたロッキング機構、および、一定の垂直位置に配置され、単数または複数のトレイを支持するための支持機構を有し、垂直経路の内外を水平移動するようにしたトレイロードアームを有する。
【選択図】図1
Description
本発明は、デバイスハンドリングに係り、特に、複数のカテゴリに選別されるデバイスをハンドリングするための方法及びシステムに関する。
デバイスハンドラは、通常、電子デバイスをテスタに供給するのに使われ、当該テスタでは電子デバイスに対して各種のテストを行うことができる。例えば、テスタでは、チップの実際のプロセッサ速度を決めることができる。一旦電子デバイスがテストにかけられると、電子デバイスはテスト特性に基づいて複数のカテゴリのいずれか一つに分類される。その後、デバイスハンドラが、このようなカテゴリにしたがって電子デバイスを選別する。
従来のハンドラは、非常に高価であり且つ製造工場において大きい床面積を占めていた。テスト環境におけるハンドリングデバイスのための従来のシステムでは、選別用容器(sort bin)が互いに水平に配設されている。この種のシステムでは、性能特性に対応する複数の容器のいずれか一つにテスト済の電子デバイスを配置するために、ピックアンドプレースヘッドが水平に長い距離を移動しなければならない。選別用カテゴリ容器の個数が増加すれば、電子デバイスを選別用カテゴリ容器に配置するための第2ピックアンドプレースヘッドの移動にかかる時間が、許容できないレベルにまで増加するようになる。また、追加される各選別カテゴリが設置面積(フットプリント)を増大させるため、フットプリントとして知られているハンドリング機械のサイズも大きく増大する。
また、従来のハンドリングシステムでは、通常、オペレータが選別される電子デバイスを含む入力トレイ群を積載する。それらの入力トレイの選別が完了すれば、オペレータは手動で選別された入力トレイを取り除き、新たに入力トレイ群を挿入しなければならない。オペレータがこのような作業を行う間、テスタを稼動させることができず、これは相当な不稼動時間をもたらす。
本発明の一実施形態は、複数カテゴリのいずれか一つに割り当てられるようにしたデバイスをハンドリングするための装置に関する。当該装置は、垂直経路に沿ってトレイ群を移動させるようにした昇降機、トレイ群のトレイと選択的に固定するとともに、当該固定されたトレイと当該固定されたトレイの上方に配置された、追加トレイを支持するようにしたロッキング機構、および、一定の垂直位置に配置され、単数または複数のトレイを支持するための支持機構を有し、垂直経路の内外を水平移動するようにしたトレイロードアームを有する。
本発明の他の実施形態は、複数カテゴリのいずれか一つに割り当てられるようにしたデバイスのトレイを選別する方法に関する。当該方法は、当該カテゴリのいずれか一つに割り当てられたデバイスの選別されたトレイを受け取ること、プラットホーム上のトレイ群の選別されたトレイに対する選別位置を決定すること、ロッキング機構を当該選別位置の直上に位置する当該トレイ群の上部トレイと揃えるために、当該プラットホームを垂直に移動させること、当該上部トレイを当該ロッキング機構にロックすること、当該選別されたトレイを有するロードアームの下方に当該選別位置の直下に位置する下部トレイを配置するために、当該プラットホームを垂直に移動させること、および、当該プラットホーム上の当該下部トレイ上に上記選別されたトレイを配置すること、を有する。
当然のことながら、前述した一般的な説明、及び、後述する詳細な説明の両者は、それぞれ例示的なものに過ぎず、また、本発明が特許請求の範囲のとおりに制限されるものではない。
図1を参照すると、デバイステストシステム10のブロック図が図示されている。デバイステストシステム10は、本発明に係るデバイスハンドリングシステム11を含む。デバイステストシステム10およびデバイスハンドリングシステム11は、例えば、集積回路、半導体チップ、トランジスタ、マイクロプロセッサ、ダイオード、ハイブリッド回路、メモリチップを含む電子デバイス等のデバイスをテストし、ハンドリングするようになっている。デバイスハンドリングシステム11は、未テストのデバイスをテスタ20に提供し、テスタ20にてテストされたデバイスを複数のカテゴリによって選別するための入力及び選別システム12を含む。
特定の実施形態では、入力及び選別システム12が、垂直ビニングロードポート13と併用する複数の水平に配置されたカテゴリトレイローディングステーションを有する。このような方法で、テストされたデバイスを各種カテゴリに対応するトレイに先ず配置することができる。それらのトレイが満たされると、当該トレイは垂直ビニングロードポート13における適切な位置に搬送される。かかる実施形態を図2を参照して後述する。
他の実施形態では、入力及び選別システム12は、前述したビニングロードポートと類似の垂直ハンドリングシステムである。ただし、水平に配置されたカテゴリトレイローディングステーションは不要である。その代りに、当該デバイスは垂直に選別されたトレイ群の適切な位置に直接配置される。かかる実施形態を、図3を参照して後述する。
図1を再度参照すれば、入力トレイから未テストデバイスをピックアップしてロードステーション16に配置する搬送システム14が備えられている。ロードステーション16内の未テストデバイスは、周知のように、テスタ20でのテストに備えて、熱調節機18に搬送される。また、搬送システム14は、テスト結果に基づき、ロードステーション16でテスト済デバイスをピックアップし、当該テスト済デバイスを複数の選別カテゴリのいずれか一つに配置することができる。
テスタ20は、各デバイスをテストすることができ、その後、テスト基準に基づいて各デバイスに選別カテゴリコードを割り当ててから、待機コンベヤ22を介してロードステーション16へ搬送するためのデバイスを復帰させることができる。電子デバイスの場合、各種機能的特性に関してテストされ、例えば、任意の特別なタイプの電子デバイスの速度または機能性に基づいて、特別なカテゴリに選別することもできる。本発明は、任意の特別なタイプのテストシステムまたは任意の特別なタイプのデバイスに制限されるものではない。
テストシステム10は、テストシステム10内の各システムに接続可能なプロセッサ24によって制御されることが好ましい。プロセッサ24は、デバイスハンドリングシステム11または入力及び選別システム12内に収容されればよい。
図2を参照すれば、デバイスハンドリングシステム11の一実施形態の上面図がデバイステスタ20に関連して示されている。他の実施形態では、デバイスハンドリングシステム11が、デバイステスタ20を使用することなく、多種の他の装備のいずれかで動作してもよい。デバイスハンドリングシステム11に関する図示された実施形態は、複数のトレイ配置ステーション28を有する入力及び選別システムを含む。各トレイ配置ステーション28は、入力、バッファ、または、選別カテゴリのいずれかに対応する。テストされるデバイスをトレイ配置ステーション28のいずれか一つの入力トレイからテスタ20に搬送するために、入力ピックアンドプレース機構30が備えられている。テスト済デバイスを選別カテゴリに対応するトレイ配置ステーション28のトレイに復帰させるために、出力ピックアンドプレース機構32が備えられている。デバイスを持ち上げて配置するために、制限された垂直移動に加えて、各ピックアンドプレース機構30、32は略水平移動が可能である。各種トレイ配置ステーション32の選別カテゴリは予め決められていてもよく、必要に応じて動的に割り当てられてもよい。
トレイ配置ステーションと単数または複数の垂直選別ビニングロードポート(BLP)との間でトレイを搬送するために、トレイハンドリングシャトル26が備えられている。他の実施形態は、各種ステーションにおいてさらにトレイハンドリングシャトルを有してもよい。トレイハンドリングシャトル26は、トレイ配置ステーション28の下方または上方に配置されるが、明瞭化のために図2においてはデバイスハンドリングシステム11の外側に図示されている。トレイハンドリングシャトル26によって搬送されるトレイ27などのトレイは、空いているか、未テストデバイスが収容されているか、または、選別されたデバイスが収容されていてもよい。
図2に図示された実施形態は、4つのBLPユニット13を有する。当業者には、BLPユニット13の実際の個数は特別な用途に応じて決められればよいことが自明である。デバイスハンドラ11は、標準的なドッキングインターフェース、及び、デバイスハンドラ11及びBLP13間の通信プロトコルを介して、単数または複数のBLPユニット13と結合可能であればよい。
図2に図示されたシステムの動作においては、オペレータが未テストデバイスのトレイ群と空のトレイに単数または複数のBLPユニット13を積載することができる。図1に図示されたプロセッサ24等の制御プロセッサにより、テスタ20及びデバイスハンドラ11の動作を制御することができる。このような点から、(例えば、空または未テストの)特定トレイが、BLPユニット13のいずれか一つから要求されればよい。すると、BLPユニット13は、図4Aを参照して後述するように、トレイロードアームの使用により、トレイの山から一つのトレイを供給する。トレイシャトル26は、トレイをBLPユニット13から搬送しトレイ配置ステーション28のいずれか一つに配置させることができ、そこで当該トレイを正確に位置づけ、保持することができる。入力ピックアンドプレース機構30は、個々のデバイスをトレイから取り出し、デバイステスタ20に搬送する。各デバイスがテストされた後は、出力ピックアンドプレース機構32がデバイスをデバイステスタ20から搬送し、テスタ20によって割り当てられたカテゴリに対応するトレイ内に当該デバイスを配置する。トレイは、自動的にデバイスハンドラ11及びデバイステスタ20に引き渡され、上述のように選別される。
トレイ配置ステーション28内の一つのトレイがテスト済デバイスで満たされると、当該トレイはトレイシャトル26によって取り除かれ、BLPユニット13のいずれか一つに挿入され得る。
一実施形態では、当該トレイは、取り出されたBLPユニット13と同一のBLPユニット13に復帰する。BLPユニット13は、トレイ内のデバイスのテストカテゴリに対応する垂直に選別された位置に当該トレイを配置する。単一のBLPユニット13から全てのデバイスがテスト、選別され、同一のBLPユニット13に復帰するまでデバイス処理過程は続く。このとき、デバイステストシステム10は、次の利用可能なBLPユニットからデバイスの処理を開始すればよい。
単一のBLPを使用する代りに、到着するトレイを複数のBLPユニット間に分配することができ、トレイハンドリングシステムにより、必要に応じて全ての関連するBLPユニットにトレイを回収し、選別することになる。
特定のBLPユニット13内の全てのデバイスが完全にテストされ、選別されると、当該BLPユニットは、この段階でオペレータによってアンロード及びリロード可能な状態になり得る。BLPユニットがオペレータの対話に対してオープンな状態にある場合は、常にトレイシャトル26が特定のBLPユニット13の筐体に進入することができないように固定されていてもよい。
図3にはデバイステストシステムに関する第2の実施形態の上面図が示されている。この実施形態において、デバイスハンドリングシステム11には、図2の実施形態のBLPユニットと類似の垂直入力及び選別システム12が備えられており、デバイスハンドリングシステム11については下記において詳述する。入力トレイは、未テストデバイスを収容するトレイ群に積載された垂直入力及び選別システム12から直接引き渡される。個々のデバイスがテストされると、当該デバイスは、垂直入力及び選別システム12における垂直に選別されたトレイ群内の適切なトレイに直接配置される。ただし、図2に示す水平に配置されたカテゴリトレイ配置ステーションは不要である。
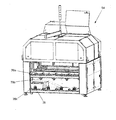
図4Aには、典型的なBLPユニット13が示されている。BLPユニット13は、BLPユニット13内外を摺動自在のトレイロードアーム34を有する。特に、トレイロードアーム34は、BLPユニット13の内側の昇降機の垂直経路とBLPユニット13の実質的に外側のローディング/アンローディング位置との間を移動することができる。このような点から、トレイロードアーム34は人体工学的に配置され、オペレータがトレイ群36をロードまたはアンロード可能にする。トレイのローディング及びアンローディングがBLPユニット13の外側で行われるため、BLPユニット13が取り付けられる(図4Aには図示せず)デバイステストシステムが、中断することなく他のBLPユニットからデバイスを継続して処理することができる。これは、単位時間当りに処理可能なデバイスの個数を増大させる。前述したように、トレイ群36は空であるか、未テストデバイスが積載されているか、テスト済の選別されたデバイスが積載されている特定のトレイを含み得る。BLPユニット13の後部においては、単一のトレイ27を、例えば、デバイステストシステム(図示せず)とBLPユニット13との間で交換してもよい。このような点から、図2を参照して説明したトレイハンドリングシャトル26は、BLPユニット13からトレイを取り除き、テスト済の選別されたトレイをテストシステム(図示せず)からBLPユニット13に搬送するのに使用してもよい。
図4Bには、BLPの他の実施形態が示されている。図4Bに示すBLP13aは、トレイの自動化された積載及び積み降ろしを可能にする自動コンベヤ35を有する。このような点から、BLP13aは、BLPとインターフェースをとるようになっている外部装置と連動して機能してもよい。当該外部装置(図示せず)は、例えば、テスト用にBLP13aに未テストトレイを供給するようになっていてもよい。テスト済の選別されたトレイは、自動コンベヤ35を介して自動化してBLP13aから取り除かれればよい。
自動コンベヤ35は、装置間で大量のトレイを搬送するようになっているコンベヤベルトを有してもよい。コンベヤベルトは、当該コンベヤベルト下に配置されている駆動ローラを回転させるようにするためのモータによって駆動可能である。この種のコンベヤシステムは、当業者には公知である。
図5A及び図5Bには、所定のパネルが取り除かれた図4Aに示すBLPユニット13がより詳細に示されている。BLPユニット13は、当該システムにおいて垂直にトレイスタックと分離板を配置するために適用された昇降機38を有する。分離板は、いずれのデバイスも含まない特別なタイプのトレイであって、図8Aないし図8Lを参照して詳細に後述する。プレートロック機構40は、特定の位置でトレイ一式またはカテゴリ分離板をロックし保持するために供えられている。BLPユニット13は、オペレータによるBLPユニット13からのトレイの挿入または取り出しを可能にするだけでなく、デバイスのトレイを分離及び保持するためのトレイロードアーム34を有する。トレイロードアーム34は、所望の高さで水平に延在するベアリングレール44によって支持される。一般に、上記高さはオペレータによるアクセス時にトレイロードアーム34の人体工学的配置を可能にするように設定される。
下部垂直トレイガイド42一式は、各種作業中にトレイの側方変位を制限するために備えられている。このような点から、図8Aないし8Lを参照して後述するように、ガイド42は、各種部品による固定のためにトレイの適切な配置を確保する。一対の上部トレイガイド46により、トレイおよび分離板がプレートロック機構40の上方に位置する時、それらを各種作業中に側方向へ移動することを制限するために備えられている。
昇降機38は、駆動モータ48によって垂直方向に移動する。駆動モータ48は電気モータであってもよい。図示した実施形態では、ボールスクリューアセンブリが駆動モータ48から昇降機38へエネルギーを伝達するために備えられている。昇降機38は、垂直方向への昇降機38の移動を可能にする昇降機ベアリングレール50によって支持される。
図2を参照して前述したように、BLPユニット13の一実施形態は、モジュールプラットホームを提供する。このような点から、図6Aに示すように、複数のBLPユニット13を、処理部品54をエンドユーザが所望する通りに変更可能なシステム52において使用してもよい。このように、各BLPユニット13には、実質的に同一の機械及び電気インターフェースが備えられており、処理部品に外部からドッキングされる。この結果、BLPユニット13を、あらゆる個数の処理部品と交換可能に使用してもよい。図6Aに示す実施形態では、システム52は、オフラインビニングプロセスツール54にドッキングされた4つのBLPユニット13を有する。
図6B及び図6Cには、図6Aに示すモジュールシステムの機械及び電気インターフェースポイントが示されている。前述の通り、BLPユニット13は、図6A及び図6Bに示すオフラインビニングプロセスツール54等の各種外部装置とモジュール式にインターフェースをとるようにしてもよい。図6Bに示すように、オフラインビニングプロセスツール54は、インターフェースがとられる各BLPに対して機械接続ポイント76aないし76c一式を有する。図6Bに示す実施形態では、オフラインビニングプロセスツール54が、プロセスツール54とのBLPの適切な配置を確保するために備えられている。他の機能のために、さらなる接続が提供されてもよい。例えば、電気及び空気圧接続78が、BLPの電気及び空気圧サブシステムとプロセスツール54の電気及び空気圧サブシステムとのインターフェースをとるために備えられていてもよい。
図6Cに示すように、各BLP13には、当該BLPがモジュール式にインターフェースをとることが可能な外部装置のインターフェースポイントに対応するインターフェースポイントが備えられている。図6Cに示す実施形態において、BLPは、図6Bに示すオフラインビニングプロセスツール54上に備えられたものと類似のインターフェースポイントを有する外部装置とインターフェースをとるようになっている。このような点から、BLP13には、図6Bのプロセスツール54上の機械接続76aないし76cに対応する機械接続80aないし80cが備えられている。さらに、BLP13には電気及び空気圧接続82が図6Bのプロセスツール54の電気及び空気圧接続78とインターフェースをとるたまえに備えられている。このように、あらゆる個数のデバイスとのBLPのインターフェースも、各種サブシステム用の共通の接続一式を介してモジュール方式で容易に達成することができる。
図7A及び図7Bには、垂直スタックにトレイ及びカテゴリ分離板を配置するために使用される昇降機機構56の正面図及び側面図がそれぞれ示されている。従来のシステムは、各選別カテゴリのための支持棚の移動の制限、及び、移動のために機械部品を使用する。カテゴリ支持ラッチを移動及び支持する機構だけでなく、当該棚を垂直に移動及び支持する機構も備えられている。このような点から、複数のモータ及び支持レールが必要となることがある。図7A及び図7Bに示すように、図示した実施形態では、全てのプレート及びトレイを昇降させるために、単に一つのベアリングレール50及び単一のボールスクリュー58だけが必要である。
図8Aないし図8L、ローディング、選別、および、アンローディング等の所定の作業における各種機構の配置及び移動を説明するために図示された正面図である。カテゴリ1ないし3及び未テストのものを含む4つのカテゴリが示されている。当業者にとっては当然のことであるが、あらゆる個数のカテゴリを収容するために当該システムを構成してもよい。
図8Aには、当該システムにトレイがない状態で初期始動時に現れ得るシステムが示されている。図示した実施形態において、昇降機38は垂直方向に移動し、複数のトレイ(図8Aには一つも図示せず)と分離板64aないし64dを支持するために備えられている。トレイロードアーム34は、一定の高さで水平移動するために備えられている。トレイロードアーム34には、単数または複数のトレイを支持するための退避可能支持フィンガ60等のトレイ支持機構が備えられている。プレートロック機構40は、トレイロードアーム34の高さより高い一定の高さに配置される。プレートロック機構40は、カテゴリ分離板64aないし64d、または、カテゴリ分離板64aないし64dに形成されたラッチレシーバ66、または、トレイまたは分離板に形成された機構を固定するようになっている退避可能ラッチ62を有するトレイを固定するようになっている。
ここで図8Bを参照すると、オペレータが未テストデバイスを含む大量のトレイをロードする時に、昇降機38は、プレートロック機構40のラッチ62と「未テスト」と表示されている分離板64aとの固定を可能にする位置に移動する。ラッチ62は、追加の分離板64bないし64dを支持する分離板64aと固定するために移動し、その後、図8Bに示すように、昇降機38は、トレイロードアーム34の下方の位置まで下方向に移動する。支持フィンガ60は、トレイ群68が支持されるプラットホームが備えられるように延在している。
ここで図8Cを参照すると、昇降機38は、トレイ群68が昇降機38によって上昇するまで上方向に移動する。その後、支持フィンガ60が退避し、スタック68が昇降機38によって完全に支持される。
特定の実施形態では、多くのトレイが、トレイロードアーム34によって運ばれる一群に含まれてもよい。このような点から、特定の実施形態では、入力トレイを完全に補充するのに複数の入力サイクルを要する場合がある。このような場合において、図8Dに示すように、トレイ群68が、トレイ群68の内、最上部のトレイがロードアーム34の下方に配置されるような位置に位置づけられるように、昇降機が下降してもよい。追加のトレイ群69が次いで入力され、昇降機によって既に支持されているトレイ群68に追加される。
ここで図8Eを参照すると、トレイ群68の中からトレイ68aが、例えばデバイステスタに提供される。デバイステスタがBLPから未テストデバイスのトレイを要求する場合、昇降機38は、支持フィンガ60がトレイ群68の最上部トレイ68aと固定可能な位置に当該トレイ群を配置させる。最上部トレイ68aが支持フィンガ60によって支持される時に、昇降機は下方向に移動する。その後、最上部トレイ68aは、例えば、トレイハンドリングシャトルを介して、図2を参照して前述したトレイ配置ステーションの一つのデバイスハンドラに搬送される。トレイ群68内の全てのトレイが搬送されるまで、または、選別されたトレイがBLPに挿入されることが要求されるまで、追加トレイをデバイスハンドラまたはテスタに同様の方式で提供してもよい。
ここで図8Fを参照すると、デバイスハンドラは、特定のカテゴリ位置にテスト済の選別されたデバイスのトレイをBLPへ戻すことを要求してもよい。昇降機38は、トレイ群68がプレートロック機構40の上方に分離板64aないし64dを載置するまで、トレイ群68を上昇させる。この時点で、ロック機構40のラッチ62が退避し、分離板64aとの固定を解除する。
ここで図8Gを参照すると、システムは、カテゴリ2に属するテスト済の選別されたトレイ70を受け取る準備を行う。昇降機38は、「カテゴリ2」と表示された分離板64cがプレートロック機構40によって支持されるように配置されるまで、下方向に移動する。この時点で、ラッチ62は分離板64cと固定し、昇降機38は未テストトレイ群68の最上部の他のカテゴリ分離板64aおよび64bと共に下方向に移動する。昇降機は、当該昇降機によって支持される最上部トレイまたは分離板が図8Gに示すようにトレイロードアーム34の高さよりも下方に位置するように、充分に遠くまで下方向に移動する。その後、テスト済トレイ70は、支持フィンガ60によって支持される位置まで移動する。そこで、昇降機38はテスト済トレイ70を支持するために上方向に移動し、支持フィンガ60が退避可能になる。
なお、図8Gには、テスト済トレイ70が「カテゴリ2」に属すると示されているが、開示されたシステムは、カテゴリの事前割り当てを要求しない。特に、カテゴリと分離板64aないし64dの配置(allocation)および割り当て(assignment)を動的に行うことができる。その結果、例えば、第1のテスト済トレイに関するデバイスの実際の特性に関係なく、第1の分離板64aを第1のテスト済トレイに割り当てることができる。第2トレイのデバイスの特性が第1のテスト済トレイの特性に対応する場合、第2のテスト済トレイが第1のカテゴリトレイ64aに配置されてもよい。そうでない場合には、第2の分離板64bを第2のテスト済トレイのカテゴリに動的に割り当てることができる。このような処理がテスト対象となる全てのトレイを分類するために繰り返される。特定の実施形態では、テスト済トレイの選別を分離板64aないし64dを使用することなく実現することもできる。かかる実施形態では、カテゴリに属するテスト済トレイが互いに隣接して位置する。カテゴリの分離は、BLPの内部または外側のプロセッサによって追跡される。
ここで図8Hを参照すると、この段階でトレイ群68から次の未テストトレイ68bがテスト用のデバイスハンドラに引き渡されるように配置される。昇降機38は、「未テスト」と表示されている分離板64aがラッチ62によって固定することができるまで上方向に移動する。その後、昇降機38は、支持フィンガ60が図8Hに示すようにトレイ群68から未テストトレイ68bを取り除き可能になるまで下方向に移動する。
ここで図8Iを参照すると、トレイ群68内の未テストデバイスの全てのトレイのテストが完了した時に、選別されたデバイスのトレイは適切に配置される。図8Iに示すように、トレイの各カテゴリは、トレイ群を規定するカテゴリ分離板の下方のトレイ群に配置される。そのため、カテゴリ1に属するトレイ群70aは、「カテゴリ1」と表示されている分離板64bの上方または下方(図8Iに示す例において下方)に配置される。他のトレイ群70b、70cは、それぞれ対応する分離板64c、64dの下方に同様に配置される。
ここで図8Jを参照すると、この段階で、選別されたトレイは、オペレータによってアンロードされてもよい。例えば、図8Jには、カテゴリ2に属するトレイのアンローディングが示されている。昇降機38は、「カテゴリ2」と表示されている分離板64cがラッチ62によって固定できるまで上方向に移動する。分離板64cがラッチ62によって支持されると、昇降機38は、カテゴリ2のトレイ群70bの最下部のトレイが支持フィンガ60によって支持可能になるまで下方向に移動する。その後、支持フィンガ60が伸張し、選別されたトレイ群70bの最下部トレイをとらえ、昇降機38が下方向に移動する。その後、トレイロードアーム34が、オペレータによるアクセスのためにトレイ群70bを水平に移動させることができる。
図8Kおよび図8Lは、アンロードされるトレイ群のトレイの個数がトレイロードアーム34またはシステムの他の部品の内のいずれかの容量よりも大きい場合のアンローディング動作を示している。このような場合、昇降機38は、トレイ群70aのトレイの最大容量が支持フィンガ60の上方に位置するような位置に移動する。その後、支持フィンガ60が最大容量のトレイを支持するために伸張し、昇降機38が残りのトレイと共に下方向に移動する。この結果、選別されたカテゴリ1トレイのトレイ群70aが2つのトレイ群70a-1、70a-2に分けられ、図8Kに示すように、一方のトレイ群70a-1は支持フィンガ60によって支持され、他方のトレイ群70a-2は昇降機によって支持される。このようなトレイ群70a-1のうち一番目のものがオペレータによってアンロードされると、昇降機38はフィンガ60が残りのトレイ群70a-2を支持可能なように、上方向に移動する。その後、昇降機38が下方向に移動し、残りのトレイ群70a-2をオペレータがアンロードすることができる。
なお、分離板64aないし64dが各種トレイのカテゴリの視覚的なガイドを提供するという点が重要である。分離板64aないし64dは、本発明の実施の形態の動作に必要なものではない。特定の実施形態では、分離板64aないし64dを取り除いてもよく、プロセッサが各種カテゴリ間の境界を追跡してもよい。かかる構造では、プレートロック機構40が分離板でなくトレイを支持することができる。
図8Aないし図8Lの説明は、図2に示すような用途のBLPユニットに対応する。なお、類似の処理が図3に示す実施形態等の実施形態で行われてもよい。このような点から、ピックアンドプレース機構は、例えば、支持フィンガ上に配置されたトレイと直接相互作用してもよい。
図9には、本発明による実施形態で使用されるデバイストレイ27の一実施形態が示されている。トレイ27には、電子デバイス72等のデバイスを配置可能な多数のスロットが設けられている。デバイストレイ27は、剛性プラスチック等の多数の材料のいずれかで形成されてもよい。
図10には、本発明による実施形態で使用されるカテゴリ分離板が示されている。分離板64には、プレートロック機構40のラッチ60と固定するためのラッチレシーバ66が設けられている(図8A)。分離板64には、デバイストレイを支持するための実質的に平坦な表面74が設けられている。分離板は、所望の個数のトレイを支持可能なアルミニウム等の軽量材で形成さえてもよい。
前述した説明は、BLPの特定の実施形態に関する説明を含む。当業者であれば、BLPの実施形態が種々の方法で構成されてもよいことが認識できるであろう。例えば、前述したように、BLPの実施形態は、例えばあらゆる個数のデバイス、ロット分離板、または、空のトレイを有する如何なるタイプのトレイで構成されてもよい。かかる変更は、本発明の範囲内から想到し得る。
本発明の実施形態に関する上述の説明は、図示および説明を行うために提示された。本発明は限定的なものではなく、また、開示された正確な形式に制限されるものではない。修正および変更を上述の内容を踏まえて行うことは可能であり、また、本発明を実施する観点から獲得してもよい。本実施形態は、種々の実施形態において、相到された特定使用に適するように変更し、当業者が本発明を利用可能なように、本発明の原則およびその実用化を説明するために選択され、記載されたものである。また、本発明の範囲は、ここに添付された特許請求の範囲とそれらの均等物によって定められるべきである。
10 デバイステストシステム
11 デバイスハンドリングシステム
12 入力及び選別システム
13 BLP
14 搬送システム
16 ロードステーション
18 熱調節機
20 テスタ
22 待機コンベヤ
24 プロセッサ
11 デバイスハンドリングシステム
12 入力及び選別システム
13 BLP
14 搬送システム
16 ロードステーション
18 熱調節機
20 テスタ
22 待機コンベヤ
24 プロセッサ
Claims (30)
- 複数カテゴリのいずれか一つに割り当てられるようにしたデバイスをハンドリングする装置であって、
垂直経路に沿ってトレイ群を移動させるようにした昇降機、および、
前記トレイ群のトレイを選択的且つ直接的に固定し、前記固定されたトレイおよび前記固定されたトレイの上方に配置されている追加トレイを支持するようにしたロッキング機構、を含んでなる前記装置。 - 前記トレイ群のトレイがデバイストレイおよび分離板を含む、請求項1に記載の装置。
- 一定の垂直位置に配置され、単数または複数のトレイを支持するための支持機構を具備し、前記垂直経路の内外を水平に移動するようにしたトレイロードアームをさらに有する、請求項1に記載の装置。
- 前記トレイロードアームは、前記装置をアンロードし且つロードするためのオペレータにトレイを提供し、且つ、前記トレイを前記オペレータから受け取る、請求項3に記載の装置。
- 前記トレイロードアームは、自動化方式で前記装置をアンロードし且つロードするための外部装置にトレイを提供し、且つ、前記トレイを前記外部装置から受け取る、請求項3に記載の装置。
- 前記トレイロードアームは、トレイを処理するための外部装置に前記トレイを提供し、且つ、前記トレイを外部装置から受け取る、請求項3に記載の装置。
- 前記外部装置は、トレイハンドリングシャトルを有するデバイスハンドラである、請求項6に記載の装置。
- 前記トレイロードアームは、所望のトレイ上の個々のデバイスへのアクセスを外部装置に提供するために前記所望のトレイを配置する、請求項3に記載の装置。
- 前記外部装置は、ピックアンドプレース機構である、請求項8に記載の装置。
- 複数カテゴリに応じて前記トレイにおけるデバイスを選別するために、前記昇降機、前記ロッキング機構、および、前記トレイロードアームを制御するようにしたプロセッサをさらに有する、請求項3に記載の装置。
- 前記装置が外部装置とのモジュール式にインターフェースをとることを可能にするようにしたモジュールインターフェースをさらに有する、請求項1に記載の装置。
- 前記モジュールインターフェースは、
前記装置を前記外部装置に対して機械的に配列するようにした単数または複数の機械的カップリング、および、
単数および複数のサブシステムカップリングであって、前記サブシステムカップリングのそれぞれは、前記外部装置の対応するサブシステムと前記装置のサブシステムとを接続するようにした単数および複数のサブシステムカップリングを有する、請求項11に記載の前記装置。 - 複数カテゴリのいずれか一つに割り当てられるようにしたデバイスをハンドリングするための装置であって、
垂直経路に沿ってトレイ群を移動させる手段、および、
前記トレイ群のトレイを選択的且つ直接的に固定し、前記固定されたトレイと前記固定されたトレイの上方に配置される追加トレイを支持するための手段、を有する装置。 - 前記トレイ群のトレイがデバイストレイ及び分離板を有する、請求項13に記載の装置。
- トレイ群を前記垂直経路の内外に水平移動させる手段であって、一定の垂直位置に配置され、単数または複数のトレイを支持するための支持機構を具備する手段をさらに有する、請求項13に記載の装置。
- 前記トレイ群を水平移動させる手段は、前記装置をアンロードし且つロードするためのオペレータにトレイを提供し、且つ、前記トレイを前記オペレータから受け取る、請求項15に記載の装置。
- 前記トレイ群を水平移動させる手段は、自動化方式で前記装置をアンロードし且つロードするための外部装置にトレイを提供し、且つ、前記トレイを外部装置から受け取る、請求項16に記載の装置。
- 前記トレイ群を水平移動させる手段は、前記トレイを処理するための外部装置にトレイを提供し、且つ、前記トレイを前記外部装置から受け取る、請求項15に記載の装置。
- 前記外部装置は、トレイハンドリングシャトルを具備するデバイスハンドラである、請求項18に記載の装置。
- 前記トレイ群を水平移動させる手段は、所望のトレイ上の個々のデバイスへのアクセスを外部装置に提供するために、前記所望のトレイを配置するようにした、請求項15に記載の装置。
- 前記外部装置は、ピックアンドプレース機構を有する、請求項20に記載の装置。
- 前記装置と外部装置とのインターフェースをモジュール式にとるための手段をさらに有する、請求項13に記載の装置。
- 前記モジュール式にインターフェースをとる手段は、
前記装置を前記外部装置と機械的に配列させる手段、および、
前記装置のサブシステムと前記外部装置の対応するサブシステムとを結合する手段、を含む請求項22に記載の装置。 - 複数カテゴリのいずれか一つに割り当てられるようにしたデバイスのトレイを選別する方法であって、
前記カテゴリのいずれか一つに割り当てられたデバイスの選別されたトレイの受け取ること、
プラットホーム上のトレイ群における前記選別されたトレイの選別位置を決定すること、
ロッキング機構と前記トレイ群における前記選別位置の直上に位置する上部トレイとを揃えるために、前記プラットホームを垂直に移動させること、
前記上部トレイを前記ロッキング機構にロックすること、
前記選別されたトレイを有するロードアームの下方に前記選別位置の直下に位置する下部トレイを配置するために、前記プラットホームを移動させること、および、
前記プラットホーム上の前記下部トレイ上に前記選別されたトレイを配置すること、を有する方法。 - 前記上部トレイおよび前記下部トレイの少なくとも一方が分離板である、請求項24に記載の方法。
- 前記カテゴリのいずれか一つに割り当てられたデバイスの選別されたトレイを受け取るステップ、
プラットホーム上のトレイ群における前記選別されたトレイの選別位置を決定するステップ、
ロッキング機構と前記トレイ群における前記選別位置の直上に位置する上部トレイとを揃えるために、前記プラットホームを垂直に移動させるステップ、
前記上部トレイを前記ロッキング機構にロックするステップ、
前記選別されたトレイを有するロードアームの下方に前記選別位置の直下に位置する下部トレイを配置するために、前記プラットホームを移動させるステップ、および、
前記プラットホーム上の前記下部トレイ上に前記選別されたトレイを配置するステップを、機械に実行させるための機械読取可能なプログラムコードを有するプログラム。 - 前記上部トレイおよび下部トレイの少なくとも一方は分離板である、請求項26に記載の前記プログラム。
- 複数カテゴリのいずれか一つに割り当てられるようにしたデバイスのトレイを選別するためのシステムであって、
前記カテゴリのいずれか一つに割り当てられたデバイスの選別されたトレイを受け取る手段、
プラットホーム上のトレイ群における前記選別されたトレイの選別位置を決定する手段、
ロッキング機構と前記トレイ群における前記選別位置の直上に位置する上部トレイとを揃えるために、前記プラットホームを垂直に移動させる手段、
前記上部トレイを前記ロッキング機構にロックする手段、
前記選別されたトレイを有するロードアームの下方に前記選別位置の直下に位置する下部トレイを配置するために、前記プラットホームを移動させる手段、および、
前記プラットホーム上の前記下部トレイ上に前記選別されたトレイを配置する手段、を有するシステム。 - 複数のカテゴリのいずれか一つに割り当てられるようにしたデバイスを選別する方法であって、
前記カテゴリのいずれか一つに割り当てられた選別されたデバイスを受け取ること、
プラットホーム上のトレイ群における前記選別されたデバイスのための選別トレイを決定すること、
ロッキング機構を前記選別トレイの直上に位置する前記トレイ群における上部トレイと揃えるために、前記プラットホームを垂直に移動させること、
前記上部トレイと前記ロッキング機構をロックすること、
前記選別トレイをローディング位置に配置するために、前記プラットホームを垂直に移動させること、および、
前記プラットホーム上の前記下部トレイ上に前記選別されたトレイを配置すること、を有する方法。 - 複数カテゴリのいずれか一つに割り当てられるようにしたデバイスを選別するシステムであって、
前記カテゴリのいずれか一つに割り当てられる選別されたデバイスを受け取る手段、
プラットホーム上のトレイ群における前記選別されたデバイスの選別トレイを決定する手段、
ロッキング機構と前記選別トレイの直上に位置する前記トレイ群における上部トレイとを揃えるために、前記プラットホームを垂直に移動させる手段、
前記上部トレイを前記ロッキング機構にロックする手段、
前記選別トレイをローディング位置に配置するために、前記プラットホームを垂直に移動させる手段、および、
前記プラットホーム上の前記下部トレイ上に前記選別されたトレイを配置する手段、を有するシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US54610304P | 2004-02-18 | 2004-02-18 | |
| US10/916,626 US20050180844A1 (en) | 2004-02-18 | 2004-08-12 | Device handling system and method |
| PCT/US2005/002646 WO2005082752A2 (en) | 2004-02-18 | 2005-02-02 | Device handling system and method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007527003A true JP2007527003A (ja) | 2007-09-20 |
Family
ID=34841234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006554107A Pending JP2007527003A (ja) | 2004-02-18 | 2005-02-02 | デバイスハンドリングシステム及び方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20050180844A1 (ja) |
| JP (1) | JP2007527003A (ja) |
| KR (1) | KR20060127195A (ja) |
| DE (1) | DE112005000395T5 (ja) |
| WO (1) | WO2005082752A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017168675A1 (ja) * | 2016-03-31 | 2017-10-05 | 株式会社日立国際電気 | 半導体装置の製造方法、基板装填方法および記録媒体 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4829246B2 (ja) * | 2005-11-21 | 2011-12-07 | 平田機工株式会社 | トレイ保持装置 |
| WO2019126375A1 (en) * | 2017-12-19 | 2019-06-27 | Boston Semi Equipment, Llc | Kit-less pick and place handler |
| WO2021046264A2 (en) * | 2019-09-03 | 2021-03-11 | DWFritz Automation, Inc. | Tray exchange and dispositioning systems, methods, and apparatuses |
| KR20210156053A (ko) * | 2020-06-17 | 2021-12-24 | (주)테크윙 | 전자부품 테스트용 핸들링시스템 |
| US11980288B2 (en) * | 2022-04-19 | 2024-05-14 | Ford Global Technologies, Llc | Locking system for retractable and removable delivery bin |
| TWI804322B (zh) * | 2022-05-20 | 2023-06-01 | 鴻勁精密股份有限公司 | 置盤裝置及作業機 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3236374A (en) * | 1964-02-10 | 1966-02-22 | Universal Instruments Corp | Line testing and handling apparatus |
| US3664499A (en) * | 1970-11-06 | 1972-05-23 | Fairchild Camera Instr Co | High speed automatic sequential tester-handler |
| US3844423A (en) * | 1972-12-08 | 1974-10-29 | Hartman Metal Fab Inc | Pallet accumulator |
| US4845843A (en) * | 1985-10-28 | 1989-07-11 | Cimm, Inc. | System for configuring, automating and controlling the test and repair of printed circuit boards |
| US5313156A (en) * | 1991-12-04 | 1994-05-17 | Advantest Corporation | Apparatus for automatic handling |
| EP0686127B1 (de) * | 1993-02-27 | 1997-04-09 | Heidelberger Druckmaschinen Aktiengesellschaft | Einrichtung zur bildung einzelner bogenstapel |
| DE69807717T2 (de) * | 1997-06-16 | 2003-04-30 | Matsushita Electric Industrial Co., Ltd. | Vorrichtung zur speicherung und zuführung von behältern |
| US6227373B1 (en) * | 1997-07-14 | 2001-05-08 | Delta Design, Inc. | Electronic device handling system and method |
| JPH11297791A (ja) * | 1998-04-14 | 1999-10-29 | Advantest Corp | トレイ移送アーム及びこれを用いたトレイの移載装置、ic試験装置並びにトレイの取り廻し方法 |
| KR100285658B1 (ko) * | 1998-11-06 | 2001-04-02 | 정문술 | 핸들러의멀티스택커 |
| JP4202498B2 (ja) * | 1998-12-15 | 2008-12-24 | 株式会社アドバンテスト | 部品ハンドリング装置 |
| JP4028263B2 (ja) * | 2002-03-15 | 2007-12-26 | ヤマハ発動機株式会社 | 部品収納装置 |
-
2004
- 2004-08-12 US US10/916,626 patent/US20050180844A1/en not_active Abandoned
-
2005
- 2005-02-02 DE DE112005000395T patent/DE112005000395T5/de not_active Withdrawn
- 2005-02-02 KR KR1020067018955A patent/KR20060127195A/ko not_active Application Discontinuation
- 2005-02-02 JP JP2006554107A patent/JP2007527003A/ja active Pending
- 2005-02-02 WO PCT/US2005/002646 patent/WO2005082752A2/en active Application Filing
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017168675A1 (ja) * | 2016-03-31 | 2017-10-05 | 株式会社日立国際電気 | 半導体装置の製造方法、基板装填方法および記録媒体 |
| KR20180100630A (ko) * | 2016-03-31 | 2018-09-11 | 가부시키가이샤 코쿠사이 엘렉트릭 | 반도체 장치의 제조 방법, 기판 장전 방법 및 기록 매체 |
| KR102052435B1 (ko) | 2016-03-31 | 2019-12-05 | 가부시키가이샤 코쿠사이 엘렉트릭 | 반도체 장치의 제조 방법, 기판 장전 방법 및 기록 매체 |
| US10559485B2 (en) | 2016-03-31 | 2020-02-11 | Kokusai Electric Corporation | Method of manufacturing semiconductor device, method of loading substrate and non-transitory computer-readable recording medium |
| US11854850B2 (en) | 2016-03-31 | 2023-12-26 | Kokusai Electric Corporation | Substrate processing apparatus, method of manufacturing semiconductor device, method of loading substrate and non-transitory computer-readable recording medium |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20060127195A (ko) | 2006-12-11 |
| DE112005000395T5 (de) | 2007-03-01 |
| US20050180844A1 (en) | 2005-08-18 |
| WO2005082752A2 (en) | 2005-09-09 |
| WO2005082752A3 (en) | 2007-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100200378B1 (ko) | 아이씨 핸들러용 디바이스 반송 장치 및 디바이스 재검사 방법 | |
| US5313156A (en) | Apparatus for automatic handling | |
| JP3016982B2 (ja) | 自動テスト用ハンドラーのトレイを取り扱う装置およびその方法 | |
| CN101234382A (zh) | 用于对封装芯片分类的系统和用于对封装芯片分类的方法 | |
| KR102401058B1 (ko) | 소자핸들러 | |
| KR20200129812A (ko) | 심카드 트레이 분류시스템 | |
| KR20160048628A (ko) | 소자소팅장치 | |
| CN115121494A (zh) | 电子部件测试用分选机 | |
| JP2007527003A (ja) | デバイスハンドリングシステム及び方法 | |
| KR100401014B1 (ko) | 테스트 핸들러 | |
| US6227373B1 (en) | Electronic device handling system and method | |
| US6283695B1 (en) | Tray conveying apparatus and method | |
| KR101748853B1 (ko) | 반도체 검사 및 분류시스템 | |
| KR100815131B1 (ko) | 트레이 로딩/언로딩장치 및 이를 포함하는 테스트 핸들러 | |
| US6300584B1 (en) | Loading/unloading control apparatus of semiconductor device and control method thereof | |
| KR101017698B1 (ko) | 소자소팅장치 | |
| KR101267840B1 (ko) | 테스트 핸들러용 트레이 이송장치 및 이를 이용한 트레이이송방법 | |
| KR101177319B1 (ko) | 소자소팅장치 | |
| CN1152754A (zh) | 集成电路处理装置的器件传送装置和器件再检查方法 | |
| JP4307410B2 (ja) | 集積回路チップのピックアップ及び分類装置 | |
| CN115043129B (zh) | 用于血站的分拣存放库 | |
| CN115108208B (zh) | 用于血站的分拣存放库 | |
| KR100969492B1 (ko) | 번인 보드를 포함한 번인 소터 및 그 동작 방법 | |
| KR101103289B1 (ko) | 번인 소터 및 그 동작 방법 | |
| CN115108232A (zh) | 用于血站的挑袋机构、血盘和用于控制挑袋机构的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100831 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110208 |