JP2006261646A - Mounting condition determining method, mounting condition determining apparatus and part mounting machine - Google Patents
Mounting condition determining method, mounting condition determining apparatus and part mounting machine Download PDFInfo
- Publication number
- JP2006261646A JP2006261646A JP2006021403A JP2006021403A JP2006261646A JP 2006261646 A JP2006261646 A JP 2006261646A JP 2006021403 A JP2006021403 A JP 2006021403A JP 2006021403 A JP2006021403 A JP 2006021403A JP 2006261646 A JP2006261646 A JP 2006261646A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- production time
- determining
- mounting condition
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
本発明は、基板に部品を実装する設備の実装条件決定方法に関し、特に、装着ヘッドが取り付けられるビームを複数備えた部品実装機に適用される実装条件決定方法などに関する。 The present invention relates to a mounting condition determination method for equipment for mounting components on a board, and more particularly to a mounting condition determination method applied to a component mounting machine including a plurality of beams to which mounting heads are attached.
従来、デジタル商品の短ライフサイクル化に対応するような電子部品をプリント配線基板等の基板に実装する部品実装機においては、基板搬入から部品が実装された実装基板の搬出までのスループットの向上を実現するために一つの部品実装機に複数のビームが設けられる場合がある。 Conventionally, in a component mounter that mounts electronic components that correspond to the shortening of the life cycle of digital products on a printed circuit board or other substrate, the throughput is improved from board loading to mounting board mounting with components mounted. In order to achieve this, a plurality of beams may be provided on one component mounter.
このように、一つの部品実装機内に複数のビームを備えれば、部品実装機を多数配置することにより発生する無駄なスペースを省略できるため、設置コストなどにおいて有利であるばかりか、複数のビームが協働して一つの基板に電子部品を実装することができるため、無駄な時間を省略してより効率的に早く実装基板を生産することが可能となる。 In this way, if a plurality of beams are provided in one component mounter, the wasteful space generated by arranging a large number of component mounters can be omitted. Since the electronic components can be mounted on one substrate in cooperation with each other, it is possible to eliminate the wasted time and produce the mounting substrate more efficiently and quickly.
このようなビームを複数備える部品実装機はさらに、部品実装機に取り付けられる部品供給用の部品カセットや部品テープの配列順序を最適化し、部品の実装順序や各ビームへの部品の振り分けを最適化して、できる限り無駄な時間が発生しないようにすることでスループットの向上を実現している(例えば特許文献1参照)。
ところが、実際の製造現場においては、実装基板の生産量(受注量)は一定ではなく、生産量が少ない場合は部品実装機をフル稼働しなくても良い場合が発生する。しかしながらこのような場合は、部品実装機をフル稼働させて受注量の実装基板を全て生産した後、部品実装機を停止させ生産調整を行うことで対応しているのが通常である。 However, in an actual manufacturing site, the production amount (order received) of the mounting board is not constant, and when the production amount is small, there is a case where it is not necessary to fully operate the component mounting machine. However, such a case is usually dealt with by fully operating the component mounting machine to produce all of the ordered mounting boards, and then stopping the component mounting machine and performing production adjustment.
このように、部品実装機を稼働させていない時間が発生すれば、その時間分の電力は消費されず工場全体としての電力消費は低下するが、基板1枚に対して必要な消費電力は部品実装機をフル稼働させているため何ら変わらない。また、部品実装機が稼働していない時間も通常オペレータは常駐しなければならず、稼働状態にしておく必要のある工場設備もあり、単に部品実装機を停止させるだけでは基板1枚に対するコスト低減効果はあまり見込めない。 In this way, if a time during which the component mounting machine is not operated occurs, the power for that time is not consumed and the power consumption of the whole factory is reduced, but the power consumption required for one board is the component. Since the mounting machine is in full operation, nothing changes. In addition, the operator usually has to be resident during the time when the component mounter is not in operation, and there are some factory facilities that need to be kept in operation, so simply stopping the component mounter reduces the cost of a single board. The effect is not expected.
また、部品実装機をゆっくり稼働させて実装基板を生産することで基板1枚に対する消費電力を下げることは可能であると考えられるが、部品実装機の稼働速度を単に低下させるだけでは多数の実装基板を生産する関係上、必要以上に生産に時間がかかってしまい納期に間に合わないという事態を招く可能性もあり、稼働速度低下の調整は容易ではない。 In addition, it is thought that it is possible to reduce the power consumption of a single board by slowly operating the component mounting machine to produce the mounting board, but it is possible to reduce the mounting speed by simply reducing the operating speed of the component mounting machine. In relation to board production, it may take time to produce more than necessary and may not be in time for delivery, and it is not easy to adjust the reduction in operating speed.
本願発明者らは上記課題に鑑み、部品実装機に備えられるビームの使用数を減少させることが消費電力の低減に特に有効であることを見いだすに至り、さらに研究の結果本願発明を完成するに至った。すなわち上記課題を解決するために本願発明は、受注量の変化などによって発生する時間的余裕を利用し、基板1枚に対する消費電力を有効に低減しつつ納期までに必要な実装基板の生産数を確保し得る実装条件決定方法などの提供を目的とする。 In view of the above problems, the inventors of the present application have found that reducing the number of beams used in a component mounter is particularly effective in reducing power consumption. As a result of further research, the present invention has been completed. It came. That is, in order to solve the above-mentioned problems, the present invention uses the time margin generated due to the change in the order quantity, etc., and effectively reduces the power consumption for one board while reducing the number of mounting boards required before delivery. The purpose is to provide a method for determining mounting conditions that can be secured.
上記目的を達成するために本発明にかかる実装条件決定方法は、基板に部品を実装する設備の実装条件を決定する実装条件決定方法であって、部品の実装に必要な消費電力にかかわるパラメータの基準値を取得する基準値取得ステップと、現実装条件に基づき前記パラメータの値を取得する現実値取得ステップと、前記基準値と現実値とを比較した結果に基づき新たな実装条件を決定する実装条件決定ステップとを含み、前記消費電力にかかわるパラメータは、生産時間であり、前記基準値取得ステップは、実装基板の生産に対し許容される目標生産時間を取得し、現実値取得ステップは、実装条件を使用ビーム数とし、その使用ビーム数に基づき実装基板の実生産する際の実生産時間を取得し、前記実装条件決定ステップは、取得された実生産時間が前記目標生産時間を超えないように使用ビーム数を決定することを特徴とする。 In order to achieve the above object, a mounting condition determining method according to the present invention is a mounting condition determining method for determining a mounting condition of equipment for mounting a component on a board, and includes a parameter for power consumption required for mounting the component. A reference value acquisition step for acquiring a reference value, an actual value acquisition step for acquiring the value of the parameter based on a current mounting condition, and an implementation for determining a new mounting condition based on a result of comparing the reference value and the actual value Including a condition determining step, wherein the parameter related to the power consumption is a production time, the reference value obtaining step obtains a target production time allowed for the production of the mounting board, and the actual value obtaining step comprises the mounting The condition is the number of used beams, and the actual production time for actual production of the mounting board is acquired based on the number of used beams, and the mounting condition determining step Production time and determines the use number of beams so as not to exceed the target production time.
これにより、消費電力にかかわるパラメータの基準値に近づくようなビーム数を決定することができ、消費電力を有効に低下させ、コストダウンにつなげることが可能となる。 This makes it possible to determine the number of beams that approaches a reference value of a parameter related to power consumption, and to effectively reduce power consumption and reduce costs.
また、納期などの時間的制約を満たしつつ、使用するビーム数を減少させることによって部品実装機の消費電力を抑制させることが可能となる。 In addition, it is possible to suppress the power consumption of the component mounting machine by reducing the number of beams used while satisfying time constraints such as delivery time.
さらに、全てのビームを使用する条件に基づき実装条件を決定する最速実装条件決定ステップと、前記最速実装条件に基づき最速生産時間を算出する最速生産時間算出ステップと、前記目標生産時間と前記最速生産時間とに基づき使用するビーム数を取得する使用ビーム数取得ステップとを含むものとしてもよい。 Furthermore, a fastest mounting condition determining step for determining mounting conditions based on conditions for using all beams, a fastest production time calculating step for calculating the fastest production time based on the fastest mounting conditions, the target production time, and the fastest production And a used beam number acquisition step of acquiring the number of beams to be used based on time.
これにより、使用ビーム数を事前に概算できるため、最終的な実装条件を取得するまでに要する時間を短縮化することができる。 Thereby, since the number of used beams can be estimated in advance, the time required to obtain the final mounting conditions can be shortened.
さらに、いずれのビームを使用するかの選択を受け付ける使用ビーム受付ステップと、前記受け付けられた使用ビームから使用ビーム数を取得する使用ビーム数取得ステップとを含むものでもかまわない。 Further, it may include a used beam receiving step for receiving selection of which beam to use and a used beam number acquiring step for acquiring the number of used beams from the received used beam.
これにより、人為的に使用するビームを選択できるようになり、例えば、搬送方向に対して片方側に存在するビームのみを使用させることにより、使用するビームに対応する部品供給部にアクセスしやすくなるなどの、オペレータの作業のしやすさを実装条件の決定に反映させることが可能となる。 This makes it possible to select a beam to be used artificially. For example, by using only the beam existing on one side with respect to the transport direction, it becomes easy to access the component supply unit corresponding to the beam to be used. It is possible to reflect the ease of operator's work in determining the mounting conditions.
さらに、基板の搬送方向に対して一方側のビームを優先して使用する条件を付加して実装条件を決定してもよい。 Furthermore, a mounting condition may be determined by adding a condition that the beam on one side is used with priority in the substrate transport direction.
これにより、単にランダムに使用するビームを減少させるより、決定された実装条件から得られる実生産時間が短縮化される可能性が高まり、これに伴い使用するビーム数をさらに減少させることができる可能性がより高まる。ひいては消費電力抑制効果を高めることが可能となる。 This increases the possibility of shortening the actual production time obtained from the determined mounting conditions rather than simply reducing the number of beams used at random, which can further reduce the number of beams used. Sexuality increases. As a result, it becomes possible to increase the power consumption suppression effect.
さらに、使用しないと判断されたビームに供給される電力を遮断する電力遮断ステップを含むことが望ましい。 Furthermore, it is desirable to include a power cut-off step of cutting off power supplied to the beam determined not to be used.
これにより、使用するビームを決定するばかりでなく、使用しないビームに供給される電力を確実に遮断し得るため、消費電力を確実に抑制することができる。 As a result, not only the beam to be used is determined, but also the power supplied to the unused beam can be reliably cut off, so that the power consumption can be reliably suppressed.
さらに、使用しないと判断されたビームを備えるサブ設備に供給される電力を遮断する電力遮断ステップを含んでもかまわない。 Furthermore, a power cut-off step of cutting off the power supplied to the sub-equipment having a beam determined not to be used may be included.
これにより、使用するビームを決定するばかりでなく、使用しないビームに対応するサブ設備に供給される電力を確実に遮断し得るため、消費電力をより確実に抑制することができる。 As a result, not only the beam to be used is determined, but also the power supplied to the sub-equipment corresponding to the beam that is not used can be reliably cut off, so that the power consumption can be more reliably suppressed.
また、上記目的を達成するために、本発明にかかる実装条件決定方法は、基板に部品を実装する設備の実装条件を決定する実装条件決定方法であって、部品の実装に必要な消費電力にかかわるパラメータの基準値を取得する基準値取得ステップと、現実装条件に基づき前記パラメータの値を取得する現実値取得ステップと、前記基準値と現実値とを比較した結果に基づき新たな実装条件を決定する実装条件決定ステップとを含み、前記消費電力にかかわるパラメータは、実装ライン全体の生産時間であり、前記基準値取得ステップは、実装ラインにおける実装基板の生産に対し許容される目標生産時間を取得し、現実値取得ステップは、実装条件を実装ラインにおける設備数とし、その設備数に基づき実装基板の実生産する際の実生産時間を取得し、前記実装条件決定ステップは、取得された実生産時間が前記目標生産時間を超えないように設備数を決定する使用設備数決定ステップとを含むことを特徴とする。 In order to achieve the above object, a mounting condition determining method according to the present invention is a mounting condition determining method for determining a mounting condition for a facility for mounting a component on a board, and reduces power consumption required for mounting the component. A reference value acquisition step for acquiring a reference value of the parameter concerned, an actual value acquisition step for acquiring the value of the parameter based on the current mounting condition, and a new mounting condition based on a result of comparing the reference value and the actual value. A mounting condition determining step to determine, wherein the parameter relating to the power consumption is a production time of the entire mounting line, and the reference value acquiring step is a target production time allowed for the production of the mounting board in the mounting line. The actual value acquisition step uses the mounting conditions as the number of facilities on the mounting line, and the actual production time for actual production of the mounting board based on the number of facilities. Tokushi, the mounting condition determining step is characterized by actual production time that is acquired and a using facility number determining step of determining a number of facilities so as not to exceed the target production time.
これにより、納期などの時間的制約を満たしつつ、実装ラインに組み込まれている設備の使用数を減少させることによって実装ライン全体としての消費電力を抑制させることが可能となる。 As a result, it is possible to suppress power consumption of the entire mounting line by reducing the number of facilities used in the mounting line while satisfying time constraints such as delivery time.
また、上記目的を達成するために、本発明にかかる実装条件決定方法は、基板に部品を実装する設備の実装条件を決定する実装条件決定方法であって、部品の実装に必要な消費電力にかかわるパラメータの基準値を取得する基準値取得ステップと、現実装条件に基づき前記パラメータの値を取得する現実値取得ステップと、前記基準値と現実値とを比較した結果に基づき新たな実装条件を決定する実装条件決定ステップとを含み、前記消費電力にかかわるパラメータは、生産時間であり、さらに、実装すべき全部品を実装し終えたことを実装完了として検知する実装完了検知ステップと、実装完了後の生産待機時間が基準値を超えたときにビームに供給される電力を遮断する電力遮断ステップとを含むことを特徴とする。 In order to achieve the above object, a mounting condition determining method according to the present invention is a mounting condition determining method for determining a mounting condition for a facility for mounting a component on a board, and reduces power consumption required for mounting the component. A reference value acquisition step for acquiring a reference value of the parameter concerned, an actual value acquisition step for acquiring the value of the parameter based on the current mounting condition, and a new mounting condition based on a result of comparing the reference value and the actual value. A mounting condition determining step to determine, wherein the parameter related to the power consumption is a production time, and further, a mounting completion detecting step for detecting that mounting of all components to be mounted has been completed as mounting completion, and mounting completion And a power cut-off step of cutting off power supplied to the beam when the subsequent production standby time exceeds a reference value.
これにより、実装ラインに組み込まれているいずれかの装置の事故により突発的な生産遅延が発生した場合でも、ビームに供給される電力を遮断することで消費電力を抑制することが可能となる。 As a result, even when a sudden production delay occurs due to an accident of any of the devices incorporated in the mounting line, it is possible to suppress power consumption by cutting off the power supplied to the beam.
なお、上記目的は、このような実装条件決定方法として達成することができるだけでなく、その方法により実装条件を決定する実装条件決定装置や、当該装置を備える部品実装機としても達成できる。また、実装条件決定方法は、プログラム、そのプログラムを格納する記憶媒体として実現することができるとともに、その方法を用いて生産基板を生産する生産方法や、生産装置、プログラム、そのプログラムを格納する記憶媒体としても実現することができる。 The above object can be achieved not only as such a mounting condition determining method, but also as a mounting condition determining device that determines a mounting condition by the method and a component mounting machine including the device. Further, the mounting condition determination method can be realized as a program and a storage medium for storing the program, and a production method for producing a production board using the method, a production apparatus, a program, and a memory for storing the program It can also be realized as a medium.
本発明によれば、所定の期限までに所定の基板数を生産するという制限を満たしつつ、ビームの使用数を制限して部品実装機の消費電力を抑制することができる。 According to the present invention, the power consumption of the component mounter can be suppressed by limiting the number of beams used while satisfying the limitation of producing a predetermined number of boards by a predetermined time limit.
(実施の形態1)
以下、図面を参照しながら本発明の実施の形態を説明する。
(Embodiment 1)
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
図1は、本発明の実施の形態にかかる実装ライン2010全体の構成を示す外観図である。
FIG. 1 is an external view showing a configuration of the
この実装ライン2010は、上流から下流に向けて基板120を送りながら電子部品を実装していく生産ラインであり、基板に部品を実装する設備としての複数の部品実装機2100、2200と、生産の開始等にあたり、各種データベースに基づいて使用するビーム数や電子部品の実装順序などの実装条件を決定し、得られたNC(Numeric Control)データを部品実装機2100、2200にダウンロードして設定・制御する実装条件決定装置2300とを備えている。
The
部品実装機2100は、部品テープを収納する部品カセット2114の配列からなる2つの部品供給部2115と、それら部品カセット2114から電子部品を吸着し基板120に装着することができる複数の吸着ノズル(以下、単に「ノズル」ともいう。)を有するマルチ装着ヘッド2112と、マルチ装着ヘッド2112が取り付けられるビーム2113と、マルチ装着ヘッド2112に吸着された部品の吸着状態を2次元又は3次元的に検査するための部品認識カメラ2116と、トレイ部品を供給するトレイ供給部2117等を備える。なお、トレイ供給部2117などは任意に取り付け取り外しが可能である。
The
ここで、「部品テープ」とは、現実には、同一部品種の複数の部品がテープ(キャリアテープ)上に並べられたものであり、リール(供給リール)等に巻かれた状態で供給される。主に、チップ部品と呼ばれる比較的小さいサイズの部品を部品実装機に供給するのに使用される。 Here, the “component tape” is actually a plurality of components of the same component type arranged on a tape (carrier tape) and supplied in a state of being wound around a reel (supply reel) or the like. The It is mainly used to supply a relatively small size component called a chip component to a component mounter.
この部品実装機2100は、具体的には、高速装着機と呼ばれる部品実装機と多機能装着機と呼ばれる部品実装機それぞれの機能を併せもつ実装機である。高速装着機とは、主として□10mm以下の電子部品を1点あたり0.1秒程度のスピードで装着する高い生産性を特徴とする設備であり、多機能装着機とは、□10mm以上の大型電子部品やスイッチ・コネクタ等の異形部品、QFP(Quad Flat Package)・BGA(Ball Grid Array)等のIC部品を装着する設備である。
Specifically, the
つまり、この部品実装機2100は、ほぼ全ての種類の電子部品(装着対象となる部品として、0.4mm×0.2mmのチップ抵抗から200mmのコネクタまで)を装着できるように設計されており、この部品実装機2100を必要台数だけ並べることで、実装ラインを構成することができる。
In other words, the
なお、部品実装機2200の構成は、部品実装機2100と同様であるため、その詳細な説明は繰り返さない。
Since the configuration of
図2は、部品実装機2100の主要な構成を示す平面図である。
部品実装機2100は、その内部に基板の搬送方向(X軸方向)に並んで配置されるサブ設備を備え、さらに部品実装機2100の前後方向(Y軸方向)にもサブ設備を備えており、合計4つのサブ設備2110a、2110b、2120a、2120bを備えている。X軸方向に並んで配置されるサブ設備(2110aと2110b、2120aと2120b)は相互に独立しており、同時に異なる実装作業を行うことが可能である。一方前後方向(Y軸方向)に向かい合って配置されるサブ設備(2110aと2120a、2110bと2120b)は、お互いが協調し一つの基板に対して実装作業を行う。
FIG. 2 is a plan view showing the main configuration of the
The
各サブ設備2110a、2110b、2120a、2120bは、サブ設備2110a、2110b、2120a、2120bのそれぞれに対し、ビーム2113と、マルチ装着ヘッド2112と、部品供給部2115と、ビームを駆動させるビームモータ(図示せず)とを備えている。なお、マルチ装着ヘッド2112を駆動させるヘッドモータも備えているが、当該ヘッドモータの図示は省略する。また、図中には現れていないが、マルチ装着ヘッド2112に吸着された部品の吸着状態を2次元又は3次元的に検査するための部品認識カメラ2116や、交換用のノズルが保持されているノズルステーションなど、一通りの実装作業をこなせる程度の装備がサブ設備それぞれに設けられている。また、部品実装機2100は前後のサブ設備の間に基板120搬送用のレール2121が一対備えられている。
Each sub-equipment 2110a, 2110b, 2120a, 2120b has a
なお、部品認識カメラ2116と、トレイ供給部2117などは本願発明と直接関係しないため同図においてその記載を省略している。
Note that the
ビーム2113は、X軸方向に延びた剛体であって、Y軸方向(基板120の搬送方向と垂直方向)に設けられた軌道(図示せず)上をX軸方向と平行を保ったままで移動することができるものであり前述のビームモータにより駆動されるものである。また、当該ビーム2113に取り付けられたマルチ装着ヘッド2112をビーム2113に沿って、すなわちX軸方向に移動させることができるものであり、自己のY軸方向の移動と、これに伴ってY軸方向に移動するマルチ装着ヘッド2112のX軸方向の移動とでマルチ装着ヘッド2112をXY平面内で自在に移動させることができる。また、これらを駆動させるためのビームモータ(図示せず)など複数のモータをビーム2113に備えており、ビーム2113を介してこれらモータなどに電力が供給されている。
The
図3は、マルチ装着ヘッド2112と部品カセット2114の位置関係を示す模式図である。
FIG. 3 is a schematic diagram showing the positional relationship between the
このマルチ装着ヘッド2112は、複数個の吸着ノズル2112a〜2112bを装着することが可能であり、最大吸着ノズル2112の搭載数分の電子部品を部品カセット2114それぞれから同時に(1回の上下動作で)吸着することができる。
The
マルチ装着ヘッド2112は、ビーム2113に沿って移動することができ、この移動はモータ(図示せず)により駆動されている。また、電子部品を吸着保持する際や、保持している電子部品を基板120に装着する際の上下動もモータにより駆動されている。
The
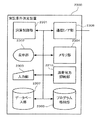
図4は、実装条件決定装置2300の機能的な構成を示すブロック図である。
同図に示す実装条件決定装置2300は、部品実装機2100の仕様等に基づく各種制約の下で、消費電力にかかわるパラメータについて基準値と現実値とを比較した結果に基づき新たな実装条件を決定する装置であって、消費電力抑制部2210、演算制御部2301、表示部2302、入力部2303、メモリ部2304、消費電力抑制プログラムが格納されたプログラム格納部2305、通信I/F2306、及びデータベース部2307とを含んでいる。
FIG. 4 is a block diagram illustrating a functional configuration of the mounting
The mounting
ここで「実装条件」とは、電子部品の実装順序や電子部品を吸着したマルチ装着ヘッド2112の移動速度(加速度)、各ビーム2113の使用の有無など、電子部品の実装に関するあらゆる条件を示している。
Here, the “mounting conditions” indicate all conditions related to the mounting of electronic components, such as the mounting order of electronic components, the moving speed (acceleration) of the
この消費電力抑制部2210は、本実施形態にかかる消費電力抑制プログラムを実行することによって実現されるものであり、部品実装機2100のシミュレータとして機能する。なお詳細は後述する。
The power
演算制御部2301は、CPU(Central Processing Unit)や数値プロセッサ等であり、ユーザからの指示等に従って各構成要素などを制御する。
The
また、演算制御部2301は、部品ライブラリなどを作成し、データベース部2307に格納する。
In addition, the
表示部2302は、CRTやLCD等であり、入力部2303はキーボードやマウス、タッチパネル等である。これらは、オペレータなどと対話しつつ目標とする生産時間やその生産時間に生産すべき回路基板の数、使用するビームの他、部品実装機2100の制御用データを入力する等のために用いられる。
The
メモリ部2304は、演算制御部2301による作業領域を提供するRAM等である。
プログラム格納部2305は、実装条件決定装置2300の機能を実現する各種決定プログラムを記憶しているハードディスク等である。
The
The
通信I/F部2306は、消費電力抑制部2210で作成されたデータを部品実装機2100に送信し、また、実装ライン2010から送信される種々のデータを受信する処理部である。
The communication I /
データベース部2307は、この実装条件決定装置2300による決定処理に用いられる部品ライブラリ等の事前に定められているデータや決定によって生成された実装順序等を記憶するハードディスク等である。
The
図5は、消費電力抑制部2210の機能的な構成を詳細に示すブロック図である。
同図に示す消費電力抑制部2210は、各種取得した情報に基づき、最適な使用ビーム数を決定する処理部であり、さらに、決定された使用ビームを制約条件としてその他の実装条件を決定する処理部である。この消費電力抑制部2210は、目標生産時間取得部2211と、使用ビーム数取得部2212と、実装条件決定部2213と、実生産時間算出部2214と、使用ビーム決定部2215とを備えている。
FIG. 5 is a block diagram illustrating in detail the functional configuration of the power
The power
目標生産時間取得部2211は、消費電力に関わるパラメータである生産時間の基準値であり、所定の回路基板の全てを生産しなければならない目標生産時間を取得する処理部である。この目標生産時間とは、部品実装機2100の最高性能状態で回路基板の総数を生産した場合に必要な時間よりも長い時間である。また、この目標生産時間は回路基板の受注数や、工場の操業日数などから総合的に導き出されるものである。
The target production
使用ビーム数取得部2212は、実装条件を決定するための初期値としての使用ビーム数を取得する処理部であり、例えば、図6に示すような画面に基づきオペレータが任意に使用するビームを選択することによって得られる使用ビーム数や、部品実装機2100の最高性能に基づいて算出される最速生産時間と目標生産時間とから算出されるビーム数を所得する。
The used beam
実装条件決定部2213は、使用ビーム数取得部2212などから得られるビーム数に基づき、公知の方法に従って電子部品の実装順序や部品供給部2115における部品カセット2114の並び順を決定する処理部である。
The mounting
実生産時間算出部2214は、実装条件決定部2213によって決定された実装条件に基づき、部品実装機2100における部品の実装作業をシミュレートし、回路基板の現実値としての実生産時間を算出する処理部である。
Based on the mounting conditions determined by the mounting
使用ビーム決定部2215は、目標生産時間取得部2211から得られる目標生産時間と、と実生産時間算出部2214から得られる実生産時間とを比較し、実生産時間が目標生産時間を超えない最小のビーム数を決定する処理部である。
The used beam determination unit 2215 compares the target production time obtained from the target production
次に、以上のように構成された消費電力抑制部2210の動作について説明する。
図7は、実装条件決定装置2300、特に消費電力抑制部2210の処理手順を示すフローチャートである。
Next, the operation of the power
FIG. 7 is a flowchart showing a processing procedure of the mounting
まず、入力部2303や表示部2302などを用いて、オペレータ(操作者)が納期指定モードを選択する(S701)。納期指定モードが選択されると、図6に示されるような画面が表示部2302に映し出される。そしてこの画面を用い、オペレータが納期(指定生産完了時期)や実装ラインの1日あたりの稼働時間や納期までに生産する基板数などを入力する(S702)。
First, the operator (operator) selects the delivery date designation mode using the
次に、オペレータは使用しないビームを画面(図6)に基づき入力する(S703)。
上記入力結果が反映された画面(図6)を表示部2302に表示する(S704)。
Next, the operator inputs an unused beam based on the screen (FIG. 6) (S703).
A screen (FIG. 6) reflecting the input result is displayed on the display unit 2302 (S704).
次に、実装条件決定部2213は、画面(図6)により選択されたビーム数およびそのビームの配置を制約条件として実装条件を決定する(S705)。
Next, the mounting
実生産時間算出部2214は、決定された実装条件に基づき実生産時間を算出する(S706)。
The actual production
使用ビーム決定部2215は、算出された実生産時間が目標生産時間を超えているかを判定し(S707)、超えていなければ(S707:N)現使用ビーム数を含む実装条件を保持すると共に、さらに使用するビーム数を1つ減少させ使用ビーム数取得部2212にこの値を返す(S708)。一方、超えていれば(S707:Y)先に保持していた使用ビーム数を含む実装条件を保持しているか否かを確認し(S709)、保持する実装条件がなければ(S709:N)ビーム数を1つ増加させて使用ビーム数取得部2212にこの値を返す(S710)。 The used beam determining unit 2215 determines whether or not the calculated actual production time exceeds the target production time (S707), and if not (S707: N), the mounting condition including the number of currently used beams is held. Further, the number of beams to be used is decreased by 1, and this value is returned to the used beam number acquisition unit 2212 (S708). On the other hand, if it exceeds (S707: Y), it is confirmed whether or not the mounting conditions including the number of used beams previously held are held (S709). If there is no mounting conditions to be held (S709: N). The number of beams is increased by 1, and this value is returned to the used beam number acquisition unit 2212 (S710).
上記の処理を繰り返し行い、実生産時間が目標生産時間を超え、かつ、保持する実装条件があれば(S709:Y)、当該条件を最終的な実装条件として決定する(S711)。 The above process is repeated, and if the actual production time exceeds the target production time and there is a mounting condition to be held (S709: Y), the condition is determined as the final mounting condition (S711).
次に、図8に示すような画面を表示し、ビーム数を減少させ決定した省電力モードで生産を行うか否かを受け付ける(S712)。 Next, a screen as shown in FIG. 8 is displayed, and it is accepted whether or not to perform production in the power saving mode determined by decreasing the number of beams (S712).
省電力モードを採用する場合は(S712:Y)、使用しないビームに供給される電力を遮断する(S713)。 When the power saving mode is adopted (S712: Y), the power supplied to the unused beam is cut off (S713).
最後に保持されている実装条件を部品実装機2100に通信I/F部306を介して送信すると共に、使用しない各ビームに対し電力の供給を停止させる信号を送信する(S714)。
The mounting condition held last is transmitted to the
なお、省電力モードを採用しない場合(S712:N)は、通常の方法に従い全ビームを用いた決定がなされ、当該実装条件が送信される。 When the power saving mode is not adopted (S712: N), the determination using all beams is made according to a normal method, and the mounting condition is transmitted.
なお、本実施形態では初期のビームを任意に選択できるものとしたが、初期ビームを最小値に設定し、目標時間以下になるまでビーム数を増加させるものでも構わない。 In the present embodiment, the initial beam can be arbitrarily selected. However, the initial beam may be set to a minimum value and the number of beams may be increased until the target time is reached.
以上のような装置構成とこれらの動作により得られた実装条件に基づき、部品実装機2100が実際に電子部品を基板に実装すれば、納期を守りつつ受注した全ての回路基板を使用するビーム2113を減少させた状態で生産することができ、消費電力を有効に抑制することができる。
If the
ビーム2113に供給される電力は、ビーム自体をY軸方向に移動させるモータの電力のみならず、ビーム2113に沿って走行するマルチ装着ヘッド2112を駆動させるモータや照明などにも供給されているため、当該電力を遮断することは消費電力を抑制させる効果が非常に大きい。
The electric power supplied to the
しかも、回路基板の生産量は同じでも、消費電力は低下しているため、回路基板1枚あたりに使用される電力を低減することが可能となる。 In addition, even if the circuit board production is the same, the power consumption is reduced, so that the power used per circuit board can be reduced.
さらに、部品実装機2100の寿命を延ばすことも可能となる。つまり、生産に時間的余裕が発生した場合、この時間を有効に活用し、いくつかのビームを休止状態とすることにより、このビームの総稼働時間の増加を抑制し、ビームの交換部品の交換頻度を下げることができる。従って、この余裕時間が発生するたびに、使用しないビームをローテーションすることにより、部品実装機2100の製品寿命を延ばすことができるのである。
Furthermore, the life of the
以上により、本発明にかかる実施形態により消費電力を抑止することができ、最終的には回路基板の原価を効果的に低下させることにもつなげることができると共に、省エネルギーによって環境にも配慮することができるものである。 As described above, it is possible to suppress power consumption by the embodiment according to the present invention, and finally it is possible to effectively reduce the cost of the circuit board, and also consider the environment through energy saving. Is something that can be done.
なお、上記実施形態は消費電力抑制部2210は、実装ライン2010を管理する実装条件決定装置2300に組み込まれた態様に基づき説明したが、本願発明は上記実施形態に限定されるわけではない。例えば、部品実装機2100の内部に組み込まれても良い。
In addition, although the said embodiment demonstrated based on the aspect in which the power
また、上記実施形態ではビーム2113に供給される電力を遮断する場合を例として説明したが、当該ビーム2113を備えるサブ設備2110a、2110b、2120a、2120bに供給される電力を遮断しても良い。この場合さらに消費電力を低下できる可能性が高まる。
In the above embodiment, the case where the power supplied to the
また、上記実施形態は、省電力化を図るため使用するビーム数を決定したが、本願発明はこれに限られない。例えば、部品実装ライン全体の省電力化を図るため、部品実装機を含む設備を備えた実装ラインにおいて、使用する設備数を決定するものでもかまわない。また、上記実施形態の記載のうち、部品実装機を実装ラインとし、ビームをこの実装ラインに備えられる部品実装機などの設備とすると、当該実施形態の説明に代えることができる。 Moreover, although the said embodiment determined the number of beams used in order to attain power saving, this invention is not limited to this. For example, in order to save power in the entire component mounting line, the number of facilities to be used may be determined in a mounting line including facilities including a component mounting machine. Further, in the description of the above embodiment, if the component mounter is a mounting line and the beam is an equipment such as a component mounter provided in the mounting line, the description of the embodiment can be substituted.
(実施の形態2)
次に、本願発明にかかる他の実施形態について説明する。なお、装置構成は上記実施形態と同じであるためその説明を省略し、適宜上記実施形態で用いた図面を符号を用いて参照する。
(Embodiment 2)
Next, another embodiment according to the present invention will be described. Since the apparatus configuration is the same as that of the above embodiment, the description thereof is omitted, and the drawings used in the above embodiment are referred to by reference numerals as appropriate.
図9は、実装条件決定装置2300、特に消費電力抑制部2210の処理手順を示すフローチャートである。
FIG. 9 is a flowchart showing a processing procedure of the mounting
まず、入力部2303や表示部2302に示される画面(図6)などを用い、オペレータ(操作者)が納期や実装ラインの1日あたりの稼働時間や納期までに生産する基板数などを入力する(S2901)。
First, using the screen (FIG. 6) shown on the
目標生産時間取得部2211は、前記データから必要な基板数を生産すべき時間である目標生産時間を算出する(S2902)。
The target production
次に、実装条件決定部2213は、部品実装機2100が保有する全ビームを使用し最速で回路基板を生産できるように実装条件を決定する(S2903)。
Next, the mounting
実生産時間算出部2214は、前記決定された実装条件に基づき回路基板の最速実生産時間を算出する(S2904)。
The actual production
使用ビーム数取得部2212は、目標生産時間と最速生産時間の割合から使用ビーム数を初期値として決定する(S2905)。例えば、最速生産時間を目標生産時間で除算した結果にビームの総数である4をかけ、得られた数値の小数点以下を切り捨てた整数をビーム数として決定する。
The used beam
次に、部品実装機2100の前側にあるサブ設備110から順に決定されたビーム数分だけビームを使用するものと設定し、当該状況を図10に示すように画面に表示する(S2906)。このように基板120の搬送方向に対し一方の側に配置されるビームを優先的に選択することにより、スループットの向上を見込むことができる。これは、X軸方向(搬送方向)に並んだビームは相互に影響されることなく異なる基板120に対し独立して実装作業を行えるため一方のビームの作業中に他のビームが作業を中止して待つ必要はない。一方、Y軸方向に並んだビーム同士では、一つの基板120に対し協働して実装作業を行うため、一方のビームの作業を他のビームが待つという無駄が発生するからである。
Next, it is set that beams are used by the number of beams determined in order from the sub-equipment 110 on the front side of the
次に、当該画面を確認したオペレータは、例えば前側のサブ設備2110よりも、後のサブ設備2120のほうが部品カセット2114を設定する段取りが容易などの理由に基づき使用するビームの位置をこの段階で変更することも可能である。
Next, the operator who confirms the screen determines the position of the beam to be used at this stage, for example, because the rear sub-equipment 2120 is easier to set up the
表示された内容に問題がないとオペレータが判断すれば、実装条件決定部2213は、今度は減少したビーム数およびそのビームの配置を制約条件として実装条件を決定する(S2907)。
If the operator determines that there is no problem with the displayed contents, the mounting
実生産時間算出部2214は、決定された実装条件に基づき実生産時間を算出する(S2908)。
The actual production
使用ビーム決定部2215は、算出された実生産時間が目標生産時間を超えているかを判定し(S2909)、超えていれば(S2909:Y)ビーム数を1つ増加させて使用ビーム数取得部2212にこの値を返す(S2910)。 The used beam determining unit 2215 determines whether the calculated actual production time exceeds the target production time (S2909), and if it exceeds (S2909: Y), the used beam number acquiring unit increases the number of beams by one. This value is returned to 2212 (S2910).
一方、超えていなければ(S2909:N)、現使用ビーム数を含む実装条件を決定する(S2911)。 On the other hand, if not exceeded (S2909: N), the mounting conditions including the current number of used beams are determined (S2911).
最後に当該実装条件を部品実装機2100に通信I/F部2306を介して送信すると共に、使用しない各ビームに対し電力の供給を停止させる信号を送信する(S2912)。
Finally, the mounting conditions are transmitted to the
以上の動作により得られた実装条件による効果は上記実施形態の効果と同様である。
さらに、本実施形態では、事前にビームの最低使用数を別途簡易な方法により算出しておくことで、ステップ数を減少させ、より快適に実装条件を得ることができるようになる。
The effect of the mounting conditions obtained by the above operation is the same as the effect of the above embodiment.
Furthermore, in this embodiment, the minimum number of beams used is calculated in advance by a simple method, so that the number of steps can be reduced and the mounting conditions can be obtained more comfortably.
(変形例)
さらに、省エネ効果を高めるために次に、前記ビーム数を含む実装条件を決定後、さらに、実装条件を変更して決定しても構わない。
(Modification)
Furthermore, in order to enhance the energy saving effect, after determining the mounting conditions including the number of beams, the mounting conditions may be further changed and determined.
例えば、図10に示すように複数の部品実装機2100にわたって使用するビームが選択されている場合、図14に示すように使用するビームを集約し、稼働させる部品実装機2100の数を減少させてもよい。
For example, when a beam to be used across a plurality of
このように対向するビームを使用するようにすれば、1枚の基板120に対し交互に部品を実装する必要があり実生産時間は延びることになる。しかし、実生産時間が延びても、目標生産時間に納まるならば、部品実装機2100一台の電源を落とすことができるため、さらに省エネ効果を高めることができるようになる。
If the beams facing each other are used in this way, it is necessary to alternately mount components on one
さらに、ビーム数を集約させた場合、ビーム間のタスク数のバランスを取ることが望ましい。 Furthermore, when the number of beams is aggregated, it is desirable to balance the number of tasks between the beams.
具体的には、図15に示すように、ビームを集約した結果、対向するビームの前側(Front)のタスク数が8回、後側(Rear)のタスク数が10回であった場合、それぞれのタスク数を9回とすることで、タスクバランスを取ることが望ましい。 Specifically, as shown in FIG. 15, when the number of tasks on the front side (Front) of the opposite beam is 8 times and the number of tasks on the rear side (Rear) is 10 times as a result of collecting the beams, It is desirable to balance the tasks by setting the number of tasks to nine.
このようにすることで、前側8回、後側10回の場合、8回までは前後で交互に実装することができるが、9回目からは前側のビームが休止し、後ろ側のみが2回実装する無駄を省くことができ、部品実装機2100全体としての実装時間を短縮することができる。従って、この遊休時間を利用して、加速度を低下させるなど消費電力をさらに低下させることが可能となる。
In this way, in the case of 8 times on the front side and 10 times on the back side, the front beam can be alternately mounted up to 8 times, but from the 9th time, the front beam is stopped and only the back side is 2 times. The waste of mounting can be eliminated, and the mounting time of the
さらに、図16に示すように、複数の部品実装機2100でのタスクバランスを考慮してもよい。すなわち、図16(a)に示すように、各ビームのタスクがばらばらであるとき、図16(b)に示すようにビームの前後でタスクがそろうよう複数の部品実装機2100間でタスクを交換しても構わない。さらには、図16(c)に示すように、複数の部品実装機2100の全てにおいてタスクバランスを考慮しても構わない。
Furthermore, as shown in FIG. 16, task balance in a plurality of
以上のようにすることで、部品実装ライン全体としてのスループットの向上を図り遊休時間を発生させることが可能となる。従って、遊休時間を利用して消費電力をさらに低下させることが可能となる。 By doing so, it becomes possible to improve the throughput of the entire component mounting line and generate idle time. Therefore, it is possible to further reduce power consumption by using idle time.
(実施の形態3)
次に、本願発明にかかる他の実施形態について説明する。なお、装置構成は上記実施形態と同じであるためその説明を省略し、適宜上記実施形態で用いた図面を符号を用いて参照する。
(Embodiment 3)
Next, another embodiment according to the present invention will be described. Since the apparatus configuration is the same as that of the above embodiment, the description thereof is omitted, and the drawings used in the above embodiment are referred to by reference numerals as appropriate.
図11は、実装ラインを模式的に示すブロック図である。
同図に示すように、実装ライン2010は4台の部品実装機2100を備えており、その前工程に必要なはんだ印刷機3101、接着剤塗布機3102を備え、後工程に必要なリフロー装置3103を備えている。
FIG. 11 is a block diagram schematically showing a mounting line.
As shown in the figure, the mounting
実装条件決定装置2300は、各部品実装機2100の実装条件を決定できるばかりでなく、4台の部品実装機2100の実装条件を総合的に判断して実装条件を決定することも可能となされている。また、実装条件決定装置2300は、実装ライン2010に備え得られる各機器の操業状態を監視する実装ライン監視部3200を備えている。
The mounting
図12は、前記実装ライン監視部3200の機能構成を詳細に示すブロック図である。
同図に示すように、実装ライン監視部3200は実装完了検知部3201と、生産待機検知部3202とを備えている。
FIG. 12 is a block diagram showing the functional configuration of the mounting
As shown in the figure, the mounting
前記実装完了検知部3201は、実装すべき全部品を実装し終えたこと、すなわち各部品実装機2100のそれぞれについて対応する基板120の実装工程が終了したことを検知する処理部である。
The mounting
前記生産待機検知部3202は、各部品実装機2100のいずれかが所定の時間(例えば10秒)の間新たな生産がなされていないという生産待機状態を検知する処理部である。具体的には、各部品実装機2100の搬入と搬出のタイミングを検知することにより、このタイミングに基づいて生産待機を検知している。
The production
次に、以上のように構成された実装ライン2010の消費電力抑制動作について説明する。
Next, the power consumption suppression operation of the mounting
図13は、実装ライン2010において生産待機が発生した場合の部品実装機2100と実装条件決定装置2300が備える実装ライン監視部3200との処理手順を示すシーケンス図である。
FIG. 13 is a sequence diagram illustrating a processing procedure between the
まず、実装ライン2010中のいずれかの機器(例えば、接着剤塗布機3102)に何らかの不具合が発生したが、未だ、各部品実装機2100はそれぞれ生産すべき基板120を保有しており、実装作業などを行っている状態であるとする。従って、不具合が発生していない部品実装機2100については、不具合発生とは無関係にすでに搬入されていた基板120に部品を実装している(S1301)。
First, some trouble has occurred in any of the devices in the mounting line 2010 (for example, the adhesive applicator 3102), but each
そして、部品実装機2100に搬入されていた基板120に予定されているすべての電子部品を実装し終えると、部品実装機2100は生産完了信号を実装条件決定装置2300に送信する(S1302)。
When all the electronic components scheduled on the
実装ライン監視部3200の実装完了検知部1201は、生産完了信号を受信するまで待機しており(S1303:N)、生産完了信号を受信すれば(S1303:Y)、当該信号を発した部品実装機2100に対して時間のカウントを開始する(S1304)。
The mounting completion detection unit 1201 of the mounting
時間のカウント開始後10秒たっても同じ部品実装機2100から搬入信号または搬出信号の少なくともいずれか一方が到着しなければ(S1305:N)、実装ライン監視部3200は、該当する部品実装機2100の全ビームに供給される電力を遮断すべく、全電力遮断信号を部品実装機2100に送信する(S1306)。ここで、着目している部品実装機よりも上流で不具合が発生し、生産待機となっている場合には搬入信号が到着せず、下流で不具合が発生している場合には搬出信号が到着しないこととなる。
If at least one of the carry-in signal or the carry-out signal does not arrive from the
なお、該当する部品実装機2100とは、搬入信号または搬出信号の少なくともいずれか一方を所定時間内に送信していない部品実装機2100を指す。
The
以上のように、実装ライン2010の生産待機を監視し、待機が発生すればビームに供給される電力を遮断すれば、突発的な事故が発生した場合でも、消費電力を有効に抑制することができる。
As described above, by monitoring the production standby of the mounting
なお、本実施形態では、実装ライン監視部3200を実装条件決定装置2300に設けた例で説明したが、これに限定される訳ではなく、実装ライン監視部3200をそれぞれの部品実装機2100に備え、自身の上流や下流で発生した不具合による生産待機を検出し、自らがビームに供給される電力を遮断するものでもかまわない。
In this embodiment, the mounting
本発明は、部品を基板に実装する部品実装機に適用でき、特にビームを複数持った部品実装機等に適用できる。 The present invention can be applied to a component mounter that mounts components on a substrate, and in particular, can be applied to a component mounter having a plurality of beams.
2010 実装ライン
120 基板
2100 部品実装機
2110 前サブ設備
2112 マルチ装着ヘッド
2113 ビーム
2114 部品カセット
2116 カメラ
2117 トレイ供給部
2120 後サブ設備
2115 供給部
2121 レール
2300 最適化装置
2210 消費電力抑制部
2211 目標生産時間取得部
2212 使用ビーム数取得部
2213 実装条件最適化部
2214 実生産時間算出部
2215 使用ビーム数決定部
2301 演算制御部
2302 表示部
2303 入力部
2304 メモリ部
2305 プログラム格納部
2306 通信I/F
2307 データベース部
3101 はんだ印刷機
3102 接着剤塗布機
3103 リフロー装置
3200 実装ライン監視部
3201 実装完了検知部
3202 生産遅延検知部
2010 mounting
2307
Claims (13)
部品が実装された実装基板の生産に対し許容される目標生産時間を取得する目標生産時間取得ステップと、
前記実装条件を使用ビーム数に基づき決定し、その実装条件で実装基板の実生産する際の実生産時間を取得する実生産時間取得ステップと、
取得された実生産時間が前記目標生産時間を超えないように使用ビーム数を決定する実装条件決定ステップと
を含むことを特徴とする実装条件決定方法。 A mounting condition determination method for determining a mounting condition for a component mounter including a plurality of beams to which a mounting head for mounting a component is mounted,
A target production time acquisition step for acquiring a target production time allowed for production of a mounting board on which components are mounted;
An actual production time acquisition step for determining the mounting conditions based on the number of beams used, and acquiring an actual production time when the mounting substrate is actually produced under the mounting conditions;
A mounting condition determining method, comprising: a mounting condition determining step for determining the number of beams used so that the acquired actual production time does not exceed the target production time.
全てのビームを使用する条件に基づき実装条件を決定する最速実装条件決定ステップと、
前記最速実装条件に基づき最速生産時間を算出する最速生産時間算出ステップと、
前記目標生産時間と前記最速生産時間とに基づき使用するビーム数を取得する使用ビーム数取得ステップと
を含むことを特徴とする請求項1に記載の実装条件決定方法。 The mounting condition determination method further includes:
The fastest mounting condition determination step for determining mounting conditions based on the conditions for using all beams,
A fastest production time calculating step for calculating a fastest production time based on the fastest mounting conditions;
The mounting condition determination method according to claim 1, further comprising: a used beam number acquisition step of acquiring a beam number to be used based on the target production time and the fastest production time.
いずれのビームを使用するかの選択を受け付ける使用ビーム受付ステップと、
前記受け付けられた使用ビームから使用ビーム数を取得する使用ビーム数取得ステップと
を含むことを特徴とする請求項1に記載の実装条件決定方法。 The mounting condition determination method further includes:
Use beam reception step for receiving selection of which beam to use,
The mounting condition determining method according to claim 1, further comprising: a used beam number acquiring step of acquiring a used beam number from the accepted used beam.
使用しないと判断されたビームに供給される電力を遮断する電力遮断ステップを含むことを特徴とする請求項1に記載の実装条件決定方法。 The mounting condition determination method further includes:
The mounting condition determining method according to claim 1, further comprising a power cutoff step of cutting off power supplied to the beam determined not to be used.
使用しないと判断されたビームを備えるサブ設備に供給される電力を遮断する電力遮断ステップを含むことを特徴とする請求項1に記載の実装条件決定方法。 The mounting condition determination method further includes:
The mounting condition determination method according to claim 1, further comprising a power cutoff step of cutting off power supplied to the sub-equipment including the beam that is determined not to be used.
実装ラインにおける実装基板の生産に対し許容される目標生産時間を取得する目標生産時間取得ステップと、
前記実装条件を使用設備数に基づき決定し、その実装条件で実装基板の実生産する際の実生産時間を取得する実生産時間取得ステップと、
取得された実生産時間が前記目標生産時間を超えないように使用設備数を決定する実装条件決定ステップと
を含むことを特徴とする実装条件決定方法。 A mounting condition determination method for a mounting line including a plurality of equipment including a component mounting machine for mounting components,
A target production time acquisition step for acquiring a target production time allowed for the production of the mounting board in the mounting line;
An actual production time acquisition step for determining the mounting conditions based on the number of facilities used, and acquiring an actual production time when the mounting substrate is actually manufactured under the mounting conditions;
And a mounting condition determining step for determining the number of equipment used so that the acquired actual production time does not exceed the target production time.
実装すべき全部品を実装し終えたことを実装完了として検知する実装完了検知ステップと、
実装完了後の生産待機時間が基準値を超えたときに前記ビームに供給される電力を遮断する電力遮断ステップと
を含むことを特徴とする実装条件決定方法。 A mounting condition determination method for determining a mounting condition for a mounting line including a plurality of component mounting machines including a beam to which a mounting head for mounting a component is mounted,
A mounting completion detection step for detecting that mounting of all components to be mounted is completed,
And a power cut-off step of cutting off power supplied to the beam when a production standby time after completion of mounting exceeds a reference value.
部品が実装された実装基板の生産に対し許容される目標生産時間を取得する目標生産時間取得手段と、
前記実装条件を使用ビーム数に基づき決定し、その実装条件で実装基板の実生産する際の実生産時間を取得する実生産時間取得手段と、
取得された実生産時間が前記目標生産時間を超えないように使用ビーム数を決定する実装条件決定手段と
を備えることを特徴とする実装条件決定装置。 A mounting condition determination device that determines mounting conditions for a component mounter including a plurality of beams to which mounting heads for mounting components are mounted,
Target production time acquisition means for acquiring a target production time allowed for production of a mounting board on which components are mounted;
An actual production time acquisition means for determining the mounting conditions based on the number of beams used and acquiring an actual production time when the mounting substrate is actually produced under the mounting conditions;
A mounting condition determining device comprising mounting condition determining means for determining the number of beams used so that the acquired actual production time does not exceed the target production time.
部品が実装された実装基板の生産に対し許容される目標生産時間を取得する目標生産時間取得手段と、
前記実装条件を使用ビーム数に基づき決定し、その実装条件で実装基板の実生産する際の実生産時間を取得する実生産時間取得手段と、
取得された実生産時間が前記目標生産時間を超えないように使用ビーム数を決定する実装条件決定手段と
を備えることを特徴とする部品実装機。 A component mounter for mounting components on a board,
Target production time acquisition means for acquiring a target production time allowed for production of a mounting board on which components are mounted;
An actual production time acquisition means for determining the mounting conditions based on the number of beams used and acquiring an actual production time when the mounting substrate is actually produced under the mounting conditions;
A component mounting machine comprising mounting condition determining means for determining the number of beams used so that the acquired actual production time does not exceed the target production time.
部品が実装された実装基板の生産に対し許容される目標生産時間を取得する目標生産時間取得ステップと、
前記実装条件を使用ビーム数に基づき決定し、その実装条件で実装基板の実生産する際の実生産時間を取得する実生産時間取得ステップと、
取得された実生産時間が前記目標生産時間を超えないように使用ビーム数を決定する実装条件決定ステップと
をコンピュータに実行させることを特徴とする実装条件決定プログラム。 A mounting condition determination program for determining a mounting condition for a component mounter equipped with a plurality of beams to which a mounting head for mounting a component is mounted,
A target production time acquisition step for acquiring a target production time allowed for production of a mounting board on which components are mounted;
An actual production time acquisition step for determining the mounting conditions based on the number of beams used, and acquiring an actual production time when the mounting substrate is actually produced under the mounting conditions;
A mounting condition determining program that causes a computer to execute a mounting condition determining step for determining the number of beams used so that the acquired actual production time does not exceed the target production time.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006021403A JP4373403B2 (en) | 2005-02-18 | 2006-01-30 | Mounting condition determination method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005043015 | 2005-02-18 | ||
| JP2006021403A JP4373403B2 (en) | 2005-02-18 | 2006-01-30 | Mounting condition determination method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006261646A true JP2006261646A (en) | 2006-09-28 |
| JP4373403B2 JP4373403B2 (en) | 2009-11-25 |
Family
ID=37100478
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006021403A Expired - Fee Related JP4373403B2 (en) | 2005-02-18 | 2006-01-30 | Mounting condition determination method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4373403B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011198906A (en) * | 2010-03-18 | 2011-10-06 | Fuji Mach Mfg Co Ltd | Production planning determining method in production line system |
| WO2011121941A1 (en) * | 2010-03-29 | 2011-10-06 | パナソニック株式会社 | Power-supply control method in manufacturing system and manufacturing system |
| DE112011101119T5 (en) | 2010-03-31 | 2013-01-10 | Panasonic Corporation | Stock line power control and stock line power control |
| JP2017174995A (en) * | 2016-03-24 | 2017-09-28 | 富士機械製造株式会社 | Substrate production management apparatus, substrate production device, and substrate production line |
-
2006
- 2006-01-30 JP JP2006021403A patent/JP4373403B2/en not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011198906A (en) * | 2010-03-18 | 2011-10-06 | Fuji Mach Mfg Co Ltd | Production planning determining method in production line system |
| WO2011121941A1 (en) * | 2010-03-29 | 2011-10-06 | パナソニック株式会社 | Power-supply control method in manufacturing system and manufacturing system |
| JP2011228649A (en) * | 2010-03-29 | 2011-11-10 | Panasonic Corp | Production system and method of controlling power supply for the same |
| US8344558B2 (en) | 2010-03-29 | 2013-01-01 | Panasonic Corporation | Production system power supply control method, and production system |
| DE112011101119T5 (en) | 2010-03-31 | 2013-01-10 | Panasonic Corporation | Stock line power control and stock line power control |
| US8918194B2 (en) | 2010-03-31 | 2014-12-23 | Panasonic Corporation | Mounting-line power control device and mounting-line power control method |
| JP2017174995A (en) * | 2016-03-24 | 2017-09-28 | 富士機械製造株式会社 | Substrate production management apparatus, substrate production device, and substrate production line |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4373403B2 (en) | 2009-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7801634B2 (en) | Manufacturing management method, manufacturing management apparatus, and mounter | |
| US20070293969A1 (en) | Mounting Condition Determining Method, Mounting Condition Determining Device, and Mounter | |
| JP5504088B2 (en) | Component supply optimization device and component supply optimization method for component mounting line | |
| WO2012172715A1 (en) | Set-up method, component mounting method, and component mounting system | |
| JP4996634B2 (en) | Mounting condition determining method and mounting condition determining apparatus | |
| JP4373403B2 (en) | Mounting condition determination method | |
| JP5963873B2 (en) | Production plan decision system | |
| JP4332586B2 (en) | Component mounting order determination method | |
| JP6194365B2 (en) | Mounting device and mounting management device | |
| CN109478054B (en) | Substrate production management device and substrate production management method | |
| JP2012134303A (en) | Electronic component attachment device, and electronic component attachment method | |
| JP2007018505A (en) | Production management method | |
| JP2005216945A (en) | Method and device for setting arrangement of feeder | |
| JP5038970B2 (en) | Mounting condition determining method, mounting condition determining apparatus, component mounting method, component mounter, and program | |
| US10891575B2 (en) | Facility configuration creation support system and facility configuration creation support method | |
| JP2006277131A (en) | Power monitoring method | |
| JP4887328B2 (en) | Mounting condition determination method | |
| JP4869383B2 (en) | Mounting condition determination method | |
| JP2006269754A (en) | Method and apparatus for device tact time optimization and mounting processing apparatus | |
| JP2013084646A (en) | Substrate processing system, substrate supply order determination method, program and storage medium | |
| JP4931654B2 (en) | Component mounting method | |
| JP4242355B2 (en) | Component mounting order determination method, apparatus, program, and component mounter | |
| JP2007158115A (en) | Component mounting method | |
| JP7088809B2 (en) | Work work device, work work system, and control method of work work device | |
| JP4387991B2 (en) | Part placement position determination method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090811 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090903 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |