JP2006027695A - 蓋材 - Google Patents
蓋材 Download PDFInfo
- Publication number
- JP2006027695A JP2006027695A JP2004211197A JP2004211197A JP2006027695A JP 2006027695 A JP2006027695 A JP 2006027695A JP 2004211197 A JP2004211197 A JP 2004211197A JP 2004211197 A JP2004211197 A JP 2004211197A JP 2006027695 A JP2006027695 A JP 2006027695A
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- film
- lid
- polyester film
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Packages (AREA)
- Closures For Containers (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
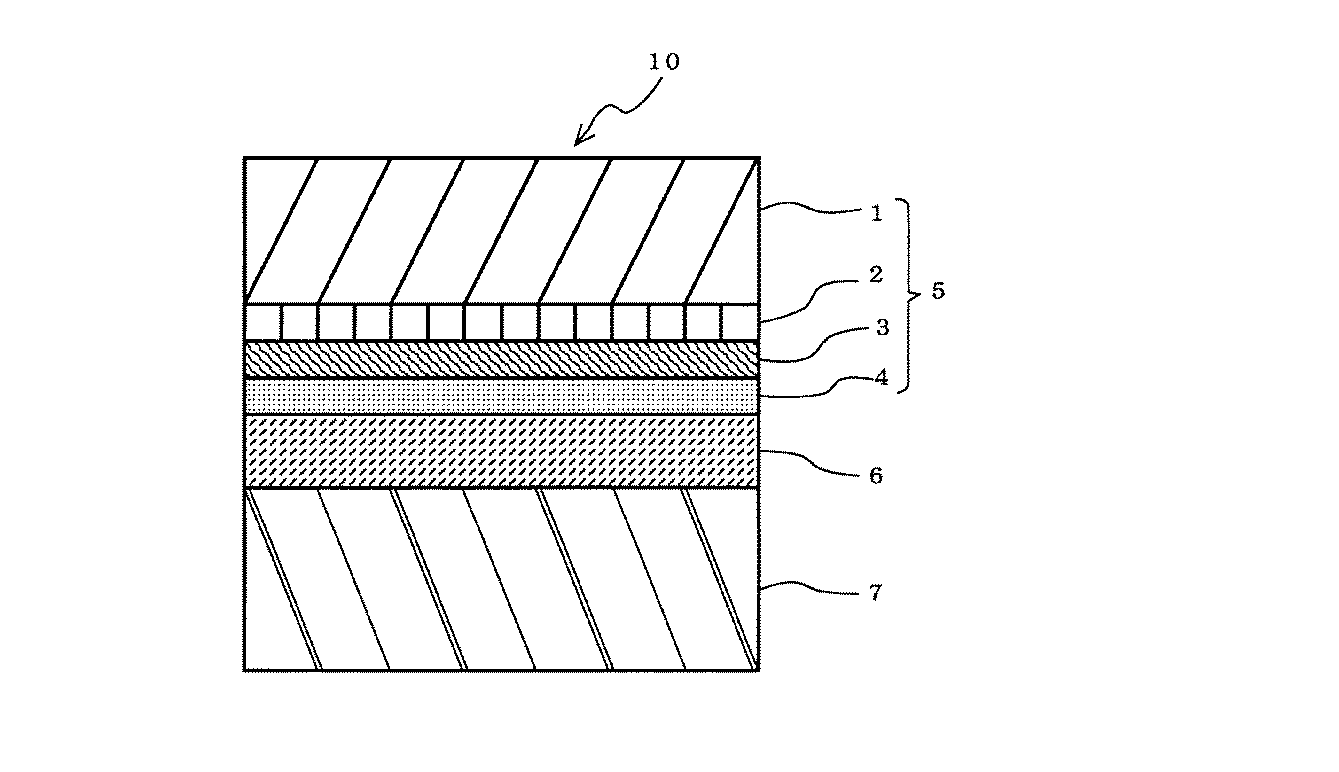
【解決手段】特定のポリエステルフィルム基材上に、少なくとも、アンカーコート層、無機酸化物からなる透明ガスバリア性蒸着層、ガスバリア性被覆層、ヒートシール性樹脂フィルムを順次積層してなる透明ガスバリア積層体からなる容器の開口部を密封する蓋材であって、前記特定のポリエステルフィルムは、弾性率が0.5〜5.0GPaで、突刺強度が195N/mm以上であり、かつ、120℃30分の条件における熱水加熱収縮率が縦方向および横方向ともに2%より大きくかつ4%以下である2軸延伸ポリエステルフィルムであることを特徴とする蓋材である。
【選択図】図1
Description
請求項1に係る発明は、
容器の開口部を密封する蓋材において、
特定のポリエステルフィルム基材上に、少なくとも、アンカーコート層、無機酸化物からなる透明ガスバリア性蒸着層、ガスバリア性被覆層、ヒートシール性樹脂フィルムを順次積層してなる透明ガスバリア積層体からなる蓋材であって、
前記特定のポリエステルフィルムは、弾性率が0.5〜5.0GPaで、突刺強度が195N/mm以上であり、かつ、120℃30分の条件下における熱水加熱収縮率がフィルム縦方向および横方向ともに2%より大きく、4%以下である2軸延伸ポリエステルフィルムであることを特徴とする蓋材である。
前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物であることを特徴とする請求項1記載の蓋材である。
前記ガスバリア性被覆層が、水溶性高分子と、(a)1種以上の金属アルコキシドおよびその加水分解物または、(b)塩化錫の少なくとも一方を含む水溶液あるいは水/アルコール混合溶液を主剤とするコーティング剤を塗布し、加熱乾燥してなることを特徴とする請求項1または2記載の蓋材である。
前記アンカーコート層が、アクリルポリオールとイソシアネート化合物およびシランカップリング剤との複合物からなることを特徴とする請求項1〜3のいずれか1項に記載の蓋材である。
ポリエステルを構成するジカルボン酸成分としては、芳香族ジカルボン酸、脂環族ジカルボン酸、脂肪族ジカルボン酸、多官能酸などが挙げられる。芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸、ジフェン酸、およびそれらの誘導体などがあり、脂環族ジカルボン酸としては、1,4−シクロヘキサンジカルボン酸およびその誘導体などがあり、脂肪族ジカルボン酸としては、アジピン酸、セバシン酸、ドデカンジオン酸、エイコ酸、ダイマー酸およびそれらの誘導体などがあり、多官能酸としてはトリメリット酸、ピロメリット酸およびその誘導体などが代表的なものである。アルコール成分としては、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグルコール、ジエチレングリコール、トリエチレングリコール、1,4−シクロヘキサンジメタノール、ビスフェノールおよびそれらの誘導体などが代表的なものである。さらに、ポリエチレングリコール、ポリテトラメチレングリコールのようなポリエーテルを共重合したポリエステルエーテルや、ポリアミドを共重合したポリエステルアミド、ポリカプロラクトンのような脂肪族ポリエステルとのブロック共重合体なども含むものである。
のアルコキシ基等の加水分解によって生成したシラノール基が無機酸化物中の金属や、無機酸化物の表面の活性の高い水酸基等と強い相互作用により無機酸化物との高い密着性を発現し、目的の物性を得ることができるものである。よって上記シランカップリング剤を金属アルコキシドとともに加水分解反応させたものを用いても構わない。また上記シランカップリング剤のアルコキシ基がクロロ基、アセトキシ基等になっていても、何ら問題はなく、これらのアルコキシ基、クロロ基、アセトキシ基等が加水分解し、シラノール基を形成するものであれば、この複合物に用いることができる。
に使用される条件が採用される。
トキシシラン〔Si(OC2H5)4〕、トリイソプロポキシアルミニウム〔Al(O−2’−C3H7)3〕などが挙げられ、中でもテトラエトキシシラン、トリイソプロポキシアルミニウムが加水分解後、水系の溶媒中において比較的安定であるので好ましい。
ルムの弾性率は、フィルム縦方向が3.9GPa、フィルム横方向が4.0GPa、突刺強度が392N/mmで、かつ、120℃30分の条件における熱水加熱収縮率は、フィルム縦方向が3.2%、フィルム横方向が2.5%であった。この厚さ12μmの2軸延伸ポリエステルフィルムの片面にコロナ処理を施し、そのコロナ処理処理面に対してグラビアコート法によって下記に示すアンカーコート液を塗布、乾燥し、乾燥後の厚みが0.1μmのアンカーコート層を積層した。その後、アンカーコート層の密着性促進のため、50℃2日間養生を行った。
アクリルポリオール6g(固形分50重量%)にイソシアネートプロピルトリメチルシラン0.6g混合攪拌して希釈溶媒により調整された溶液(固形分20重量%)7gに対して、イソシアネート樹脂(固形分50重量%)1.5gと希釈溶媒を加えて30分攪拌し、固形分2重量%に調整し、アンカーコート液を調整した。
テトラエトキシシラン10.4gに塩酸(0.1N)89.6gを加え、30分間撹拌し加水分解させた固形分3重量%(SiO2換算)の加水分解溶液とポリビニルアルコールの3wt%溶液を混合してガスバリア性被覆液を調整した。
縮率は、フィルム縦方向が5.5%、フィルム横方向が3.2%の物性を有する厚さ15μmの2軸延伸ナイロンフィルムを用いた以外は実施例1と同様にして比較例としての蓋材を作成した。
実施例1〜4で得られた蓋材を円形状にカットして、下記に示すゲル調整法に基づいて調整したゲルを満量充填した内容量90mlのバリア性カップ状容器の開口部に密封シールした。透明ガスバリア性積層体を用いて、100mm×150mmの4方シールパウチを作成して、内容物として蒸留水150gを充填後、ボイル槽にて95℃60分の殺菌処理を行った。
しょ糖脂肪酸エステル1.5gを加熱水1500mlに溶解させ、その中に寒天粉末22.5g、水酸化ナトリウム0.72g、D―グルコース90g、メチレンブルー0.225gを添加、溶解させた後、酸素を除去するために10間煮沸した。
上記の評価用サンプルを95℃60分間煮沸殺菌した直後および室温1ケ月保存後の内容物のゲルの色変化を観察してガスバリア性を評価した。このゲルが酸素と反応して黄色→青色に変色する。すなわち、容器に酸素が透過しなければ黄色を保持し、一方酸素の透過が大きければ徐々にゲルが青色に変色する。ゲルの色が黄色を呈すればガスバリア性が保持されていることを示し、ゲルの色が青色に変化すればガスバリア性が劣化したこと示す。
熱殺菌処理を施す必要がある内容物を収納する食品、医療・医薬品、電子部品等の分野の容器の蓋材として好適に使用できるものである。また、本発明の蓋材は、高度のガスバリア性、高透明性を有する。
2・・・アンカーコート層
3・・・無機酸化物からなる透明ガスバリア性蒸着層
4・・・ガスバリア性被覆層
5・・・透明ガスバリア性積層体
6・・・接着剤層
7・・・ヒートシール性樹脂フィルム
10・・・蓋材
Claims (4)
- 特定のポリエステルフィルム基材上に、少なくとも、アンカーコート層、無機酸化物からなる透明ガスバリア性蒸着層、ガスバリア性被覆層、ヒートシール性樹脂フィルムを順次積層してなる透明ガスバリア積層体からなる容器の開口部を密封する蓋材であって、
前記特定のポリエステルフィルムは、弾性率が0.5〜5.0GPaで、突刺強度が195N/mm以上であり、かつ、120℃30分の条件における熱水加熱収縮率が縦方向および横方向ともに2%より大きくかつ4%以下である2軸延伸ポリエステルフィルムであることを特徴とする蓋材。 - 前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物であることを特徴とする請求項1記載の蓋材。
- 前記ガスバリア性被覆層が、水溶性高分子と、(a)1種以上の金属アルコキシドおよびその加水分解物または、(b)塩化錫の少なくとも一方を含む水溶液あるいは水/アルコール混合溶液を主剤とするコーティング剤を塗布し、加熱乾燥してなることを特徴とする請求項1または2記載の蓋材。
- 前記アンカーコート層が、アクリルポリオールとイソシアネート化合物およびシランカップリング剤との複合物からなることを特徴とする請求項1〜3のいずれか1項に記載の蓋材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004211197A JP4483448B2 (ja) | 2004-07-20 | 2004-07-20 | 蓋材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004211197A JP4483448B2 (ja) | 2004-07-20 | 2004-07-20 | 蓋材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006027695A true JP2006027695A (ja) | 2006-02-02 |
| JP4483448B2 JP4483448B2 (ja) | 2010-06-16 |
Family
ID=35894511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004211197A Expired - Fee Related JP4483448B2 (ja) | 2004-07-20 | 2004-07-20 | 蓋材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4483448B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008008400A (ja) * | 2006-06-29 | 2008-01-17 | Toppan Printing Co Ltd | 真空断熱材 |
| JP2008044617A (ja) * | 2006-08-10 | 2008-02-28 | Dainippon Printing Co Ltd | ボイル・レトルト容器用蓋材 |
| JP2008066631A (ja) * | 2006-09-11 | 2008-03-21 | Toppan Printing Co Ltd | 太陽電池用裏面保護シートおよび太陽電池モジュール |
| WO2009154263A1 (ja) * | 2008-06-18 | 2009-12-23 | 宇部興産株式会社 | 突起部分を有する物品用包装フィルム |
| WO2010053097A1 (ja) | 2008-11-05 | 2010-05-14 | 株式会社クラレ | 成形品 |
| WO2019187970A1 (ja) | 2018-03-27 | 2019-10-03 | 東洋紡株式会社 | 積層体及びそれを用いた包装体 |
| WO2021162051A1 (ja) * | 2020-02-14 | 2021-08-19 | 凸版印刷株式会社 | 冷凍用包装フィルム、冷凍用包装袋、冷凍食品包装体及び冷凍用包装フィルムの保存性を評価する方法 |
-
2004
- 2004-07-20 JP JP2004211197A patent/JP4483448B2/ja not_active Expired - Fee Related
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008008400A (ja) * | 2006-06-29 | 2008-01-17 | Toppan Printing Co Ltd | 真空断熱材 |
| JP2008044617A (ja) * | 2006-08-10 | 2008-02-28 | Dainippon Printing Co Ltd | ボイル・レトルト容器用蓋材 |
| JP2008066631A (ja) * | 2006-09-11 | 2008-03-21 | Toppan Printing Co Ltd | 太陽電池用裏面保護シートおよび太陽電池モジュール |
| WO2009154263A1 (ja) * | 2008-06-18 | 2009-12-23 | 宇部興産株式会社 | 突起部分を有する物品用包装フィルム |
| WO2010053097A1 (ja) | 2008-11-05 | 2010-05-14 | 株式会社クラレ | 成形品 |
| KR20110084438A (ko) | 2008-11-05 | 2011-07-22 | 가부시키가이샤 구라레 | 성형품 |
| US8206798B2 (en) | 2008-11-05 | 2012-06-26 | Kuraray Co., Ltd. | Formed product |
| WO2019187970A1 (ja) | 2018-03-27 | 2019-10-03 | 東洋紡株式会社 | 積層体及びそれを用いた包装体 |
| KR20200138255A (ko) | 2018-03-27 | 2020-12-09 | 도요보 가부시키가이샤 | 적층체 및 이를 사용한 포장체 |
| US11518595B2 (en) | 2018-03-27 | 2022-12-06 | Toyobo Co., Ltd. | Laminate body and packaging bag using the same |
| WO2021162051A1 (ja) * | 2020-02-14 | 2021-08-19 | 凸版印刷株式会社 | 冷凍用包装フィルム、冷凍用包装袋、冷凍食品包装体及び冷凍用包装フィルムの保存性を評価する方法 |
| CN115087604A (zh) * | 2020-02-14 | 2022-09-20 | 凸版印刷株式会社 | 冷冻用包装膜、冷冻用包装袋、冷冻食品包装体以及评价冷冻用包装膜的保存性的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4483448B2 (ja) | 2010-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008001111A (ja) | 積層体 | |
| JP2008073993A (ja) | ガスバリア性積層フィルム | |
| JP2009132061A (ja) | ガスバリア性蒸着フィルム、並びにそれを用いた輸液バッグ及び輸液バッグ用外装袋 | |
| JP2009220530A (ja) | ガスバリアフィルムおよび包装材料 | |
| JP4629363B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2007261020A (ja) | ポリアミド系フィルム積層体 | |
| JP2008073986A (ja) | ガスバリア性積層フィルム | |
| JP4483448B2 (ja) | 蓋材 | |
| JPWO2017209107A1 (ja) | 積層シート、包装材料、および成形品 | |
| JP2008143098A (ja) | ガスバリア性積層フィルム | |
| JP2005074731A (ja) | 高ガスバリア性を有する透明積層体 | |
| JP4626348B2 (ja) | 加熱処理耐性を有するガスバリアフィルム積層体 | |
| JP3570250B2 (ja) | 強密着ガスバリア透明積層体 | |
| JP4654662B2 (ja) | 加熱処理耐性を有するガスバリア性フィルム積層体を用いた包装体 | |
| JP2008265096A (ja) | ガスバリア性透明フィルム、およびそれを用いたガスバリア性透明包装体 | |
| JP4957322B2 (ja) | 蓋材 | |
| JP5104207B2 (ja) | 強密着ガスバリア透明フィルムおよびそれを用いた積層包装材 | |
| JP2009062060A (ja) | ガスバリア性包材 | |
| JP4858014B2 (ja) | 種子用包材および種子用袋 | |
| JP2007237712A (ja) | ポリアミド系フィルム積層体 | |
| JP2007111974A (ja) | バリア性フィルム | |
| JP5157379B2 (ja) | 強密着ガスバリア透明フィルムおよびそれを用いた積層包装材 | |
| JP2008105285A (ja) | ガスバリア性積層フィルム | |
| JP4998063B2 (ja) | ガスバリア性積層フィルム、その製造方法、それを使用した包装用積層材、および包装袋 | |
| JP2003320608A (ja) | ガスバリアフィルム積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070622 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100302 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100315 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4483448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140402 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |