EP1090700A2 - Formed strip and roll forming - Google Patents
Formed strip and roll forming Download PDFInfo
- Publication number
- EP1090700A2 EP1090700A2 EP99120154A EP99120154A EP1090700A2 EP 1090700 A2 EP1090700 A2 EP 1090700A2 EP 99120154 A EP99120154 A EP 99120154A EP 99120154 A EP99120154 A EP 99120154A EP 1090700 A2 EP1090700 A2 EP 1090700A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- metal strip
- shaped
- section
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/083—Supply, or operations combined with supply, of strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/155—Making tubes with non circular section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/22—Making finned or ribbed tubes by fixing strip or like material to tubes
- B21C37/225—Making finned or ribbed tubes by fixing strip or like material to tubes longitudinally-ribbed tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/10—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes
- B21D5/12—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes making use of forming-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
Definitions
- the present invention relates to a formed strip such as a roll formed strip, and a roll forming method or system.
- the present invention relates to a stage for forming tubes in a production system for producing heat exchangers for air conditioners, including stages for producing header pipes by press working to form a flat sheet or plate to a cylindrical shape, for producing U-shaped holders by roll forming from a metal strip, for inserting, in each holder, an inner fin formed by press forming or roll forming, for forming tubes, such as heat exchanger tubes, from each holder, for forming corrugated outer fins by a corrugate cutter, and for assembling heat exchanger tubes, outer fins, and header pipes.
- Tubes for conveying a fluid such as refrigerant is widely used in heat exchange devices such as a condenser of a refrigeration cycle for a motor vehicle, an evaporator and a radiator.
- a refrigerant tube is formed by bending a flat metal strip.
- a V-shaped metal strip having a V-shaped cross section for forming a metal tube having an closed elongated cross section comprises a U-shaped portion having a U-shaped curved inside surface and a U-shaped curved outside surface. Only the inside curved surface is formed with a plurality of fold lines extending in a longitudinal direction of the V-shaped metal strip.
- a bending method of bending a metal strip from a flat shape into a folded shape having an approximately U-shaped cross section comprises a preceding bending step and a following bending step.
- the preceding bending step is for compressing the metal strip between a wider concave roll having a circumferential rim formed with a wider V-shaped groove defined by left and right sloping surfaces forming a wider spread angle and a wider convex roll having a circumferential rim formed with a wider ridge projecting toward a middle of the V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a left preceding pressing point against the left sloping surface and a right edge for pressing the metal strip at a right preceding pressing point against the right sloping surface.
- the following bending step is for compressing the metal strip between a narrower concave roll having a circumferential rim formed with a narrower V-shaped groove defined by left and right sloping surfaces forming a narrower spread angle smaller than the wider spread angle of the preceding bending step and a narrower convex roll having a circumferential rim formed with a narrower ridge projecting toward a middle of the narrower V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a right following pressing point against the left sloping surface and a right edge for pressing the metal strip at a left following pressing point against the right sloping surface, the left and right following pressing points being located between the left and right preceding pressing points.
- a forming or bending method for forming a folded metal strip according to the second aspect of the invention may comprise a sequence of bending steps, each for applying two parallel pushing forces on a metal strip at two application points toward a V-shaped groove forming an angle.
- the distance between the two application points and the angle of the V-shaped groove are decreased step by step in the sequence of the bending steps.
- a roll forming system comprises first and second roll.
- the first roll includes a main roll section having a main roll surface for pressing a main strip section of a strip and a side roll section raised from main roll surface of the first roll and having a side roll surface for forming a flange in the strip.
- the second roll includes a main roll section having a main roll surface for compressing the main strip section of the strip between the main roll surfaces of the first and second rolls, a side roll section depressed below the main roll surface of the second roll and having a first side roll surface for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a first axial location confronting the first side roll surface of the side roll section of the second roll, and an annular groove formed axially between the main roll section of the second roll and the side roll section of the second roll, for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a second location for fitting in the annular groove of the second roll.
- Fig. 1 is an enlarged sectional view showing a part of a formed metal strip according to a first aspect of the present invention.
- Figs. 2A ⁇ 2D are views for illustrating a sequence of steps for producing a tube from the formed metal strip of Fig. 1.
- Figs. 3 ⁇ 9 are sectional views showing seven forming roll sets used in one production method for producing the formed metal strip shown in Fig. 1.
- Fig. 10 is a schematic view showing one half of a metal strip bent step by step by the roll pairs shown in Figs. 3 ⁇ 9.
- Fig. 11 is a sectional view showing a metal strip having fold lines produced by the roll pairs shown in Figs. 3 ⁇ 9.
- Fig. 12 is a front elevation of a roll set of a common roll 104 and a first selected roll 102 for forming flanges in a strip according to one method according to the present invention.
- Fig. 13 is an enlarged view showing a part of the roll set of Fig. 12.
- Fig. 14 is an enlarge view showing a roll set of the common roll 104 and a second selected roll 102'.
- Fig. 15 is an enlarge view showing a roll set of the common roll 104 and a third selected roll 102".
- Figs. 16A, 16B and 16C are views for showing flanged strips formed, respectively, by the roll sets of Figs. 13, 14 and 15.
- Fig. 1 shows a formed or folded metal strip 1 for serving as a material for forming a metal tube having an elongated cross section according to the present invention.
- the metal strip 1 is made of metallic material, such as aluminum or aluminum alloy, light in weight and superior in heat conductivity.
- the formed metal strip 1 shown in Fig. 1 has a V-shaped cross section extending in a widthwise direction from an open lateral end 2 to a closed lateral end 6 as shown in Fig. 2A.
- the formed metal strip 1 has first and second (or left and right) flanges 3 terminating, respectively, at first and second (or left and right) edges 31 of the formed metal strip 1.
- the first and second flanges 3 are separated from each other and define a gap of the open end 2 extending in a longitudinal direction from a first longitudinal end of the formed strip 1 to a second longitudinal end.
- the folded metal strip 1 has first and second (or left and right) side portions or side walls 34 and a U-shaped curved portion 4 connecting the first and second side portions 34 to form the V-shaped cross section.
- first and second side portions 34 are substantially flat, and diverge, respectively, from first and second ends of the U-shaped portion 4 so as to form a V shape in cross section.
- the U-shaped curved portion 4 has an outside U-shaped surface 4a and an inside U-shaped surface 4b. Only the inside U-shaped surface 4b is formed with a plurality of fold lines P which extend in the longitudinal direction of the metal strip 1 and which are arranged in a circumferential direction of the U-shaped inside surface 4b. The inside surface 4b is bent along each of the fold lines P. Along each fold line P, two surface regions meet and form an angle such as an obtuse angle.
- the fold lines P are located away from an imaginary median plane O bisecting the V-shaped cross section of the V-shaped metal strip 1.
- the imaginary median plane appears as a center line O.
- the first pair consists of left and right (or first and second) outer fold lines P1 which are arranged substantially in a manner of bilateral symmetry with respect to the median plane O.
- the second pair consists of left and right (first and second) intermediate fold lines P2 arranged symmetrically in the manner of bilateral symmetry with respect to the median plane O .
- the third pair consists of left and right (or first and second) inner fold lines P3 arranged symmetrically in the manner of bilateral symmetry with respect to the median plane O.
- the distance between the left and right outer fold lines P1 is greater than the distance between the left and right intermediate fold lines P2.
- the height (or distance) of the outer fold lines P1 from the bottom end 6 of the formed metal strip 1 is greater than the height (or distance) of the intermediate fold lines P2.
- the distance between the left and right inner fold lines P3 is smaller than the distance between the left and right intermediate fold lines P2.
- the height (or distance) of the inner fold lines P3 from the bottom end 6 of the formed metal strip 1 is smaller than the height (or distance) of the intermediate fold lines P2.
- the formed metal strip 1 can be formed into the V shape by roll forming or extrusion.
- roll forming a metal strip is bent progressively by a sequence of a first step for bending the strip along each of the outer fold lines P1, a second step of further bending the strip along each of the intermediate fold lines P2 and a third step of further bending the strip along the inner fold lines P3.
- extrusion the cross sectional shape of Fig. 1 is obtained by setting the shape of a die.
- the formed metal strip 1 can be used as a material for forming a metal tube T for conveying a fluid such as a refrigerant for a heat transfer device such as a condenser.
- the metal tube T can be formed as shown in Figs. 2A ⁇ 2D.
- the formed metal strip 1 and an inner fin 5 are prepared as shown in Fig. 2A.
- the inner fin 5 is inserted into the formed metal strip 1 from the gap at the open end 2 of the formed metal strip 1.
- the inner fin 5 of this example is a corrugated strip of the same material as the metal strip 1 and extending in a widthwise direction from a first lateral end to a second lateral end.
- the V-shaped metal strip 1 is deformed with a press forming machine (not shown) by applying a predetermined pressure F from both sides in the thickness direction of the formed strip into a closed cross sectional shape, as shown in Fig. 2.
- a press forming machine not shown
- the left and right edges 3 of the formed metal strip 1 are brought into contact with each other, and the left and right flanges 31 are superposed together.
- the superposed flanges 31 are compressed tightly and joined together by staking or caulking, for example.
- the inner fin 5 is fixedly confined in the closed metal tube T, as shown in Fig. 2D.
- each of the fold lines P serves as an axis of bending, and promotes bending deformation of the metal strip 1.
- internal stresses in the U-shaped portion 4 are distributed among the fold lines P, so that the fold lines P function to reduce springback.
- the reduction of springback facilitates the conversion of the metal strip from the V-shaped cross section to a desired closed elongate cross section, and further facilitates the operation of fixing the flanges 3 together by brazing or welding, for example, in the later finishing step.
- the fold lines P are formed only in the inside U-shaped surface 4b, and the outside U-shaped surface 4a remains in the form of a smooth curved surface. Therefore, the outside of the U-shaped portion 4 of the metal tube T has a good appearance free of irregularities and flaws.
- the fold lines P1, P2 and P3 are arranged symmetrically on both sides of the imaginary median plane O.
- the symmetrical arrangement helps prevent stress concentration at the median plane, and prevents bending deformation along the median plane which could cause a crack.
- the symmetrical arrangement of the fold lines P promotes symmetrical folding of the metal strip and secures the desirable shape free from crush, and shape errors.
- the formed metal strip 1 can be used as a material for forming a refrigerant tube having an inner fin for a condenser as mentioned before, and as a material for forming a refrigerant tube for an evaporator and a radiator with the same effects.
- Figs. 3 ⁇ 9 shows 7 roll forming machines (or mills) 11 each having a roll set or roll pair, used in a production process according to the present invention for producing a formed metal strip as shown in Fig. 1.
- the production process of this example includes a sequence of seven roll bending steps or passes.
- Fig. 3 shows a first forming roll set 11a for the first bending step or pass.
- Fig. 4 shows a second forming roll set 11b for the second bending step or pass.
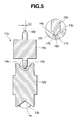
- Figs. 5, 6, 7, 8 and 9 show, respectively, third, fourth, fifth, sixth and seventh forming roll sets 11c, 11d, 11e, 11f and 11g for the third, fourth, fifth, sixth and seventh bending steps.
- Each roll set 11(11a ⁇ 11g) includes a concave roll 12(12a ⁇ 12g) with a circumferential rim formed with a V-shaped groove 13(13a ⁇ 13g), and a convex roll 15(15a ⁇ 15g) with a circumferential rim formed with a ridge 16(16a ⁇ 16g) projecting radially toward the deepest middle of the V-shaped groove of the mating concave roll.
- each roll has a shape of bilateral symmetry.
- An imaginary median plane divides the concave and convex rolls of each pair into left and right equal halves.
- Each of the V-shaped grooves 13a ⁇ 13g of the concave rolls 12a ⁇ 12g has first and second (left and right) sloping surfaces 14(14a ⁇ 14g) defining a spread angle ⁇ ( ⁇ a ⁇ ⁇ g) of the V-shaped groove as shown in Figs. 3 ⁇ 9.
- each sloping surface is a conical surface and appears as a straight line segment in the sectional views of Figs. 1 ⁇ 9.
- the spread angle is decreased gradually step by step in the order of the seven bending steps of the sequence.
- the spread angle ⁇ b of the second bending step shown in Fig. 4 is smaller than the spread angle ⁇ a of the first bending step of Fig. 3.
- the spread angle ⁇ c of the third bending step shown in Fig. 5 is smaller than the spread angle ⁇ b of the second bending step of Fig. 4.
- Each of the ridges 16a ⁇ 16g of the convex rolls 15a ⁇ 15g has first and second (left and right) edges 17(17a ⁇ 17g) confronting the first and second (left and right) sloping surfaces of the mating concave roll.
- the ridge 16 of each convex roll is in the form of a flange defined between first and second (left and right) flat surfaces extending radially. The first edge is formed between the first flat surface and a circumferential surface of the flange, and the second edge is formed between the second flat surface and the circumferential surface of the flange.
- the width of the ridge 16 measured along the axial direction defines an axial width of pressure application.
- the width of the ridge 16 is decreased gradually step by step in the order of the seven bending steps of the sequence.
- the width Lb of the second bending step shown in Fig. 4 is smaller than the width La of the first bending step of Fig. 3.
- the width Lc of the third bending step shown in Fig. 5 is smaller than the width Lb of the second bending step of Fig. 4.
- a strip 20 is passed through the seven roll set 11a ⁇ 11g successively, and thereby bent step by step from a flat form to a U-shaped form as shown in Fig. 10.
- the strip has flanges formed by the later-mentioned method shown in Figs. 12 ⁇ 16C.
- the inside U-shaped surface of the strip 20 bent by the sequence of the bending steps has a first pair of fold lines Pa formed by the left and right edges 17a of the first convex roll 15a shown in Fig. 3.
- the left or right edge 17a applies a pressing force on the strip 20 at an application point, and forms the fold line Pa extending, at that application point, in the longitudinal direction of the strip 20.
- the inside surface is folded along the fold line Pa.
- the left and right edges 17b of the second convex roll 15b form a second pair of fold lines Pb located between the first pair of the fold lines Pa.
- the left and right edges of the subsequent bending step form a subsequent fold lines Pc ⁇ Pg (Pn).
- the shape of the formed strip 20 is simplified.
- the fold lines formed by a subsequent bending step which is any of the second through last bending steps are located between the fold lines formed by a preceding bending step which is one of the first through sixth (penultimate) bending step and which is prior to the subsequent bending step in the sequence.
- Each fold line appears as the vertex of an obtuse angle in Fig. 10.
- the outside U-shaped surface of the strip are formed by the smooth sloping surfaces 14a ⁇ 14g of the concave rolls 12a ⁇ 12g. Therefore, the outside U-shaped surface is free of fold lines and other irregularities.
- the number of the bending steps is seven.
- the invention is not limited to this. It is possible to decrease or increase the number of the bending steps.
- Fig. 12 shows a roll forming machine or roll set for forming one or more flanges in a strip, such as the flanges 3 of the metal strip 1 shown in Fig. 2A.
- the flanging roll set shown in Fig. 12 includes a first roll (selective roll) 102 and a second roll (or common roll) 104.
- the first roll 102 includes a center main roll section 102a having a center main roll surface for forming a flat center main section 111a in a strip 111 as shown in Fig. 16A.
- the first roll 102 further includes left and right side roll sections 102b each having a side roll surface for forming a flat flange 111b as shown in Fig. 16A.
- the center main roll section 102a is bounded axially between the left and right side roll sections 102b.
- the diameter of each side roll section 102b is greater than the diameter of the center main section 102a.
- Each flange 111b is raised from the main strip section 111a, and there is formed a step between the main section 111a and the flange 111b.
- the first roll 2 further includes left and right roll flanges 103 each abutting and sliding on the adjacent end surface of the second roll 104.
- the second roll 4 is always held in a correct position relative to the first roll 2 along the axial direction by being confined between the left and right roll flanges 103 of the first roll 2.
- the second roll 104 includes a center main roll section 104a for compressing the center main section 111a of the strip 111 with the center main roll section 102a of the first roll 102, and left and right side roll sections 104b each having a side roll surface for forming one of the flanges 111b of the strip 111. Each side roll surface is depressed below the center main surface.
- the diameter of each side roll section 104b is smaller than the diameter of the center main roll section 104a.
- the center main roll section 104a is located axially between the left and right side roll sections 104b.
- the second roll 104 further includes a left and right pair of first annular grooves 104c and a left and right pair of second annular grooves 104d.
- the first and second annular grooves 104c and 104d are located axially between the center main section 104a and the side roll section 104b.
- the first annular groove 104c is located axially between the second annular groove 104d and the side roll section 104b, and the second annular groove 104d is located axially between the center main roll section 104a and the first annular groove 104c.
- a second annular projection (or land) 104n Between the first and second annular grooves 104c and 104d, there is formed a second annular projection (or land) 104n.
- the left and right first annular grooves 104c are designed to form left and right flat flanges 111b' in a strip 111' shown in Fig. 16B. Each of the left and right first annular grooves 104c has predetermined axial position, width and depth corresponding to the position, axial width and the height of the flanges 111'.
- the left and right second annular grooves 104d are designed to form left and right flat flanges 111b" in a strip 111" shown in Fig. 16B. Each of the left and right second annular grooves 104d has predetermined axial position, width and radial depth corresponding to the position, axial width and the height of the flanges 111" shown in Fig. 16C.
- a flanged strip 111 of a wide width is formed, as shown in Fig. 16A, from a flat strip 110 such as a flat metal strip.
- the center main strip section 111a is compressed between the center main roll surfaces 102a and 104a of the first and second rolls 102 and 104.
- the left or right flange 111b of the flanged strip 111 on each of the left and right sides is formed by compression between the side roll surfaces 102b and 104b of the first and second rolls 102 and 104.
- a flanged strip 111' of a medium width is formed, as shown in Fig. 16B, from a flat strip 110'.
- the center main strip section 111a' is compressed between the center main roll surfaces 102a' and 104a of the first and second rolls 102' and 104.
- the first roll 102' of Fig. 14 has left and right annular projections 102b' each having a side roll surface. The left and right annular projections 102b' are correctly fit in the left and right first annular grooves 104c of the second roll 104, respectively, with a predetermined clearance.
- the left or right flange 111b' of the flanged strip 111' on each of the left and right sides is formed between the left or right first annular groove 104c of the second roll 104 and the side roll surface of the annular projection 102b' of the first roll 102' fit in the first annular groove 104c.
- the width of the flanged strip 111' shown in Fig. 16B is smaller than that of the flanged strip 111 shown in Fig. 15A.
- the width of the center main section 111a of the flanged strip 111' shown in Fig. 16B is smaller than that of the flanged strip 111 shown in Fig. 16A.
- the width of the left or right flange 111b' of the flanged strip 111' shown in Fig. 16B is smaller than that of the flanged strip 111 shown in Fig. 16A.
- a flanged strip 111" of a small width is formed, as shown in Fig. 16C, from a narrow flat strip 110".
- the center main strip section 111a" is compressed between the center main roll surfaces 102a" and 104a of the first and second rolls 102" and 104.
- the first roll 102" has left and right annular projections 102b" each having a side roll surface. The left and right annular projections 102b" are correctly fit in the left and right second annular grooves 104d of the second roll 104, respectively, with a predetermined clearance.
- the left or right flange 111b" of the flanged strip 111" on each of the left and right sides is formed between the left or right second annular groove 104d of the second roll 104 and the side roll surface of the annular projection 102b" of the first roll 102" fit in the second annular groove 104d.
- the width of the flanged strip 111" shown in Fig. 16C is smaller than that of the flanged strip 111' shown in Fig. 16B.
- the width of the center main section 111a" of the flanged strip 111" shown in Fig. 16C is smaller than that of the flanged strip 111' shown in Fig. 16B.
- the width of the left or right flange 111b" of the flanged strip 111" shown in Fig. 16C is equal to that of the flanged strip 111' shown in Fig. 16B.
- the first roll 102' of Fig. 14 has left and right roll flanges 103' for positioning the second roll 4 correctly along the axial direction by limiting axial movement of the second roll 104 therebetween like the flanges 3 of the first roll 102 of Figs. 12 and 13.
- the first roll 102" of Fig. 15 has left and right roll flanges 103" for positioning the second roll 4 correctly along the axial direction by limiting axial movement of the second roll 104 therebetween.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Wire Processing (AREA)
Abstract
Description
- The present invention relates to a formed strip such as a roll formed strip, and a roll forming method or system.
- In particular, the present invention relates to a stage for forming tubes in a production system for producing heat exchangers for air conditioners, including stages for producing header pipes by press working to form a flat sheet or plate to a cylindrical shape, for producing U-shaped holders by roll forming from a metal strip, for inserting, in each holder, an inner fin formed by press forming or roll forming, for forming tubes, such as heat exchanger tubes, from each holder, for forming corrugated outer fins by a corrugate cutter, and for assembling heat exchanger tubes, outer fins, and header pipes.
- Tubes for conveying a fluid such as refrigerant is widely used in heat exchange devices such as a condenser of a refrigeration cycle for a motor vehicle, an evaporator and a radiator. In one production method, a refrigerant tube is formed by bending a flat metal strip.
- When a metal tube is formed by applying pressure from both sides on a V-shaped metal strip until a V-shaped cross section is converted into a closed elongate cross section, the closure and joining of both edges of the open V-shaped cross section into the closed cross section is not easy because of undesired springback due to compressive stresses on the inner side of the curved portion of the metal strip and tensile stresses on the outer side. Moreover, springback tends to degrade the accuracy of the U-shaped or V-shaped cross section formed by bending operation.
- It is therefore an object of the present invention to provide a formed strip which can be made securely into a tube with no or little influence of springback.
- It is another object of the present invention to provide a bending method or system which can bend a strip accurately with no or little influence of springback
- It is still another object of the present invention to provide a method or system for forming flanged strips of different sizes in a manner reducing the production cost.
- According to a first aspect of the present invention, a V-shaped metal strip having a V-shaped cross section for forming a metal tube having an closed elongated cross section comprises a U-shaped portion having a U-shaped curved inside surface and a U-shaped curved outside surface. Only the inside curved surface is formed with a plurality of fold lines extending in a longitudinal direction of the V-shaped metal strip.
- According to a second aspect of the present invention, a bending method of bending a metal strip from a flat shape into a folded shape having an approximately U-shaped cross section comprises a preceding bending step and a following bending step.
- The preceding bending step is for compressing the metal strip between a wider concave roll having a circumferential rim formed with a wider V-shaped groove defined by left and right sloping surfaces forming a wider spread angle and a wider convex roll having a circumferential rim formed with a wider ridge projecting toward a middle of the V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a left preceding pressing point against the left sloping surface and a right edge for pressing the metal strip at a right preceding pressing point against the right sloping surface.
- The following bending step is for compressing the metal strip between a narrower concave roll having a circumferential rim formed with a narrower V-shaped groove defined by left and right sloping surfaces forming a narrower spread angle smaller than the wider spread angle of the preceding bending step and a narrower convex roll having a circumferential rim formed with a narrower ridge projecting toward a middle of the narrower V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a right following pressing point against the left sloping surface and a right edge for pressing the metal strip at a left following pressing point against the right sloping surface, the left and right following pressing points being located between the left and right preceding pressing points.
- A forming or bending method for forming a folded metal strip according to the second aspect of the invention may comprise a sequence of bending steps, each for applying two parallel pushing forces on a metal strip at two application points toward a V-shaped groove forming an angle. The distance between the two application points and the angle of the V-shaped groove are decreased step by step in the sequence of the bending steps.
- According to a third aspect of the present invention, a roll forming system comprises first and second roll.
- The first roll includes a main roll section having a main roll surface for pressing a main strip section of a strip and a side roll section raised from main roll surface of the first roll and having a side roll surface for forming a flange in the strip.
- The second roll includes a main roll section having a main roll surface for compressing the main strip section of the strip between the main roll surfaces of the first and second rolls, a side roll section depressed below the main roll surface of the second roll and having a first side roll surface for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a first axial location confronting the first side roll surface of the side roll section of the second roll, and an annular groove formed axially between the main roll section of the second roll and the side roll section of the second roll, for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a second location for fitting in the annular groove of the second roll.
- Fig. 1 is an enlarged sectional view showing a part of a formed metal strip according to a first aspect of the present invention.
- Figs. 2A ∼ 2D are views for illustrating a sequence of steps for producing a tube from the formed metal strip of Fig. 1.
- Figs. 3 ∼ 9 are sectional views showing seven forming roll sets used in one production method for producing the formed metal strip shown in Fig. 1.
- Fig. 10 is a schematic view showing one half of a metal strip bent step by step by the roll pairs shown in Figs. 3 ∼ 9.
- Fig. 11 is a sectional view showing a metal strip having fold lines produced by the roll pairs shown in Figs. 3 ∼ 9.
- Fig. 12 is a front elevation of a roll set of a
common roll 104 and a first selectedroll 102 for forming flanges in a strip according to one method according to the present invention. - Fig. 13 is an enlarged view showing a part of the roll set of Fig. 12.
- Fig. 14 is an enlarge view showing a roll set of the
common roll 104 and a second selected roll 102'. - Fig. 15 is an enlarge view showing a roll set of the
common roll 104 and a third selectedroll 102". - Figs. 16A, 16B and 16C are views for showing flanged strips formed, respectively, by the roll sets of Figs. 13, 14 and 15.
- Fig. 1 shows a formed or folded
metal strip 1 for serving as a material for forming a metal tube having an elongated cross section according to the present invention. Themetal strip 1 is made of metallic material, such as aluminum or aluminum alloy, light in weight and superior in heat conductivity. - The formed
metal strip 1 shown in Fig. 1 has a V-shaped cross section extending in a widthwise direction from an openlateral end 2 to a closedlateral end 6 as shown in Fig. 2A. In this example, the formedmetal strip 1 has first and second (or left and right)flanges 3 terminating, respectively, at first and second (or left and right)edges 31 of the formedmetal strip 1. In the state of Fig. 2A, the first andsecond flanges 3 are separated from each other and define a gap of theopen end 2 extending in a longitudinal direction from a first longitudinal end of the formedstrip 1 to a second longitudinal end. - The folded
metal strip 1 has first and second (or left and right) side portions orside walls 34 and a U-shapedcurved portion 4 connecting the first andsecond side portions 34 to form the V-shaped cross section. In this example, the first andsecond side portions 34 are substantially flat, and diverge, respectively, from first and second ends of theU-shaped portion 4 so as to form a V shape in cross section. - The U-shaped
curved portion 4 has an outside U-shapedsurface 4a and an inside U-shapedsurface 4b. Only the inside U-shapedsurface 4b is formed with a plurality of fold lines P which extend in the longitudinal direction of themetal strip 1 and which are arranged in a circumferential direction of the U-shaped insidesurface 4b. Theinside surface 4b is bent along each of the fold lines P. Along each fold line P, two surface regions meet and form an angle such as an obtuse angle. - The fold lines P are located away from an imaginary median plane O bisecting the V-shaped cross section of the V-
shaped metal strip 1. In Fig. 1, the imaginary median plane appears as a center line O. Moreover, in the example of Fig. 1, there are formed three pairs of fold lines. The first pair consists of left and right (or first and second) outer fold lines P1 which are arranged substantially in a manner of bilateral symmetry with respect to the median plane O. The second pair consists of left and right (first and second) intermediate fold lines P2 arranged symmetrically in the manner of bilateral symmetry with respect to the median plane O . The third pair consists of left and right (or first and second) inner fold lines P3 arranged symmetrically in the manner of bilateral symmetry with respect to the median plane O. The distance between the left and right outer fold lines P1 is greater than the distance between the left and right intermediate fold lines P2. The height (or distance) of the outer fold lines P1 from thebottom end 6 of the formedmetal strip 1 is greater than the height (or distance) of the intermediate fold lines P2. The distance between the left and right inner fold lines P3 is smaller than the distance between the left and right intermediate fold lines P2. The height (or distance) of the inner fold lines P3 from thebottom end 6 of the formedmetal strip 1 is smaller than the height (or distance) of the intermediate fold lines P2. - The formed
metal strip 1 can be formed into the V shape by roll forming or extrusion. In the case of roll forming, a metal strip is bent progressively by a sequence of a first step for bending the strip along each of the outer fold lines P1, a second step of further bending the strip along each of the intermediate fold lines P2 and a third step of further bending the strip along the inner fold lines P3. In the case of extrusion, the cross sectional shape of Fig. 1 is obtained by setting the shape of a die. - The formed
metal strip 1 can be used as a material for forming a metal tube T for conveying a fluid such as a refrigerant for a heat transfer device such as a condenser. In this case, the metal tube T can be formed as shown in Figs. 2A ∼ 2D. First, the formedmetal strip 1 and aninner fin 5 are prepared as shown in Fig. 2A. Second, theinner fin 5 is inserted into the formedmetal strip 1 from the gap at theopen end 2 of the formedmetal strip 1. Theinner fin 5 of this example is a corrugated strip of the same material as themetal strip 1 and extending in a widthwise direction from a first lateral end to a second lateral end. In the inserted state, one lateral end reaches the bottom of the V-shaped inside cavity of the formedmetal strip 1. Third, the V-shapedmetal strip 1 is deformed with a press forming machine (not shown) by applying a predetermined pressure F from both sides in the thickness direction of the formed strip into a closed cross sectional shape, as shown in Fig. 2. In this closed state, the left andright edges 3 of the formedmetal strip 1 are brought into contact with each other, and the left andright flanges 31 are superposed together. Then, the superposedflanges 31 are compressed tightly and joined together by staking or caulking, for example. Theinner fin 5 is fixedly confined in the closed metal tube T, as shown in Fig. 2D. - In the operation with the press forming machine for further bending the formed
metal strip 1 having the V-shaped cross section into the shape having the closed elongate cross section by applying pressure from both sides as shown in Fig. 2C, each of the fold lines P serves as an axis of bending, and promotes bending deformation of themetal strip 1. Moreover, internal stresses in theU-shaped portion 4 are distributed among the fold lines P, so that the fold lines P function to reduce springback. The reduction of springback facilitates the conversion of the metal strip from the V-shaped cross section to a desired closed elongate cross section, and further facilitates the operation of fixing theflanges 3 together by brazing or welding, for example, in the later finishing step. - The fold lines P are formed only in the inside
U-shaped surface 4b, and the outsideU-shaped surface 4a remains in the form of a smooth curved surface. Therefore, the outside of theU-shaped portion 4 of the metal tube T has a good appearance free of irregularities and flaws. - In the example of Fig. 1, the fold lines P1, P2 and P3 are arranged symmetrically on both sides of the imaginary median plane O. The symmetrical arrangement helps prevent stress concentration at the median plane, and prevents bending deformation along the median plane which could cause a crack. Moreover, the symmetrical arrangement of the fold lines P promotes symmetrical folding of the metal strip and secures the desirable shape free from crush, and shape errors.
- The formed
metal strip 1 can be used as a material for forming a refrigerant tube having an inner fin for a condenser as mentioned before, and as a material for forming a refrigerant tube for an evaporator and a radiator with the same effects. - Figs. 3 ∼ 9 shows 7 roll forming machines (or mills) 11 each having a roll set or roll pair, used in a production process according to the present invention for producing a formed metal strip as shown in Fig. 1. The production process of this example includes a sequence of seven roll bending steps or passes. Fig. 3 shows a first forming roll set 11a for the first bending step or pass. Fig. 4 shows a second forming roll set 11b for the second bending step or pass. Similarly, Figs. 5, 6, 7, 8 and 9 show, respectively, third, fourth, fifth, sixth and seventh forming roll sets 11c, 11d, 11e, 11f and 11g for the third, fourth, fifth, sixth and seventh bending steps.
- Each roll set 11(
11a ∼ 11g) includes a concave roll 12(12a ∼ 12g) with a circumferential rim formed with a V-shaped groove 13(13a ∼ 13g), and a convex roll 15(15a ∼ 15g) with a circumferential rim formed with a ridge 16(16a ∼ 16g) projecting radially toward the deepest middle of the V-shaped groove of the mating concave roll. In the example shown in Figs. 3 ∼ 9, each roll has a shape of bilateral symmetry. An imaginary median plane divides the concave and convex rolls of each pair into left and right equal halves. - Each of the V-shaped
grooves 13a ∼concave 12g has first and second (left and right) sloping surfaces 14(rolls 12a ∼14a ∼ 14g) defining a spread angle (a ∼ g) of the V-shaped groove as shown in Figs. 3 ∼ 9. In this example, each sloping surface is a conical surface and appears as a straight line segment in the sectional views of Figs. 1 ∼ 9. The spread angle is decreased gradually step by step in the order of the seven bending steps of the sequence. The spread angle b of the second bending step shown in Fig. 4 is smaller than the spread angle a of the first bending step of Fig. 3. The spread angle c of the third bending step shown in Fig. 5 is smaller than the spread angle b of the second bending step of Fig. 4. Thus, a>b>c>d>e>f>g. - Each of the
ridges 16a ∼convex 15g has first and second (left and right) edges 17(rolls 15a ∼17a ∼ 17g) confronting the first and second (left and right) sloping surfaces of the mating concave roll. In this example, theridge 16 of each convex roll is in the form of a flange defined between first and second (left and right) flat surfaces extending radially. The first edge is formed between the first flat surface and a circumferential surface of the flange, and the second edge is formed between the second flat surface and the circumferential surface of the flange. The width of theridge 16 measured along the axial direction defines an axial width of pressure application. The width of theridge 16 is decreased gradually step by step in the order of the seven bending steps of the sequence. The width Lb of the second bending step shown in Fig. 4 is smaller than the width La of the first bending step of Fig. 3. The width Lc of the third bending step shown in Fig. 5 is smaller than the width Lb of the second bending step of Fig. 4. Thus, La>Lb>Lc>Ld>Le>Lf>Lg. - A
strip 20 is passed through the seven roll set11a ∼ 11g successively, and thereby bent step by step from a flat form to a U-shaped form as shown in Fig. 10. In this example, the strip has flanges formed by the later-mentioned method shown in Figs. 12 ∼ 16C. - As shown in Fig. 11, the inside U-shaped surface of the
strip 20 bent by the sequence of the bending steps has a first pair of fold lines Pa formed by the left andright edges 17a of the firstconvex roll 15a shown in Fig. 3. On each of the left and right side of the median plane, the left orright edge 17a applies a pressing force on thestrip 20 at an application point, and forms the fold line Pa extending, at that application point, in the longitudinal direction of thestrip 20. The inside surface is folded along the fold line Pa. The left andright edges 17b of the secondconvex roll 15b form a second pair of fold lines Pb located between the first pair of the fold lines Pa. Similarly, the left and right edges of the subsequent bending step form a subsequent fold lines Pc ∼ Pg (Pn). In Fig. 11, the shape of the formedstrip 20 is simplified. - The fold lines formed by a subsequent bending step which is any of the second through last bending steps are located between the fold lines formed by a preceding bending step which is one of the first through sixth (penultimate) bending step and which is prior to the subsequent bending step in the sequence. Each fold line appears as the vertex of an obtuse angle in Fig. 10.
- Bending deformation is produced along each fold line, and internal stresses are distributed widely among the fold lines. Therefore, this production process can reduce the possibility of springback and improve the accuracy of forming.
- The outside U-shaped surface of the strip are formed by the smooth
sloping surfaces 14a ∼ 14g of theconcave rolls 12a ∼ 12g. Therefore, the outside U-shaped surface is free of fold lines and other irregularities. - In the illustrated example, the number of the bending steps is seven. However, the invention is not limited to this. It is possible to decrease or increase the number of the bending steps.
- Fig. 12 shows a roll forming machine or roll set for forming one or more flanges in a strip, such as the
flanges 3 of themetal strip 1 shown in Fig. 2A. - The flanging roll set shown in Fig. 12 includes a first roll (selective roll) 102 and a second roll (or common roll) 104.
- The
first roll 102 includes a centermain roll section 102a having a center main roll surface for forming a flat centermain section 111a in astrip 111 as shown in Fig. 16A. Thefirst roll 102 further includes left and rightside roll sections 102b each having a side roll surface for forming aflat flange 111b as shown in Fig. 16A. The centermain roll section 102a is bounded axially between the left and rightside roll sections 102b. The diameter of eachside roll section 102b is greater than the diameter of the centermain section 102a. Eachflange 111b is raised from themain strip section 111a, and there is formed a step between themain section 111a and theflange 111b. Thefirst roll 2 further includes left andright roll flanges 103 each abutting and sliding on the adjacent end surface of thesecond roll 104. Thesecond roll 4 is always held in a correct position relative to thefirst roll 2 along the axial direction by being confined between the left andright roll flanges 103 of thefirst roll 2. - The
second roll 104 includes a centermain roll section 104a for compressing the centermain section 111a of thestrip 111 with the centermain roll section 102a of thefirst roll 102, and left and rightside roll sections 104b each having a side roll surface for forming one of theflanges 111b of thestrip 111. Each side roll surface is depressed below the center main surface. The diameter of eachside roll section 104b is smaller than the diameter of the centermain roll section 104a. The centermain roll section 104a is located axially between the left and rightside roll sections 104b. - The
second roll 104 further includes a left and right pair of firstannular grooves 104c and a left and right pair of secondannular grooves 104d. On each of the left and right sides, the first and secondannular grooves main section 104a and theside roll section 104b. The firstannular groove 104c is located axially between the secondannular groove 104d and theside roll section 104b, and the secondannular groove 104d is located axially between the centermain roll section 104a and the firstannular groove 104c. Between the firstannular groove 104c and theside roll section 104b, there is formed a first annular projection (or land) 104m. Between the first and secondannular grooves - The left and right first
annular grooves 104c are designed to form left and rightflat flanges 111b' in a strip 111' shown in Fig. 16B. Each of the left and right firstannular grooves 104c has predetermined axial position, width and depth corresponding to the position, axial width and the height of the flanges 111'. The left and right secondannular grooves 104d are designed to form left and rightflat flanges 111b" in astrip 111" shown in Fig. 16B. Each of the left and right secondannular grooves 104d has predetermined axial position, width and radial depth corresponding to the position, axial width and the height of theflanges 111" shown in Fig. 16C. - When the roll forming operation is performed with the
first roll 2 and thesecond roll 4 as shown in Fig. 13, aflanged strip 111 of a wide width is formed, as shown in Fig. 16A, from aflat strip 110 such as a flat metal strip. The centermain strip section 111a is compressed between the centermain roll surfaces second rolls right flange 111b of theflanged strip 111 on each of the left and right sides is formed by compression between the side roll surfaces 102b and 104b of the first andsecond rolls - When the roll forming operation is performed with the
second roll 4 and a first roll 102' as shown in Fig. 14, a flanged strip 111' of a medium width is formed, as shown in Fig. 16B, from a flat strip 110'. The centermain strip section 111a' is compressed between the centermain roll surfaces 102a' and 104a of the first andsecond rolls 102' and 104. Unlike thefirst roll 102 shown in Fig. 13, the first roll 102' of Fig. 14 has left and rightannular projections 102b' each having a side roll surface. The left and rightannular projections 102b' are correctly fit in the left and right firstannular grooves 104c of thesecond roll 104, respectively, with a predetermined clearance. The left orright flange 111b' of the flanged strip 111' on each of the left and right sides is formed between the left or right firstannular groove 104c of thesecond roll 104 and the side roll surface of theannular projection 102b' of the first roll 102' fit in the firstannular groove 104c. The width of the flanged strip 111' shown in Fig. 16B is smaller than that of theflanged strip 111 shown in Fig. 15A. Moreover, the width of the centermain section 111a of the flanged strip 111' shown in Fig. 16B is smaller than that of theflanged strip 111 shown in Fig. 16A. In this example, the width of the left orright flange 111b' of the flanged strip 111' shown in Fig. 16B is smaller than that of theflanged strip 111 shown in Fig. 16A. - When the roll forming operation is performed with the
second roll 4 and afirst roll 102" as shown in Fig. 15, aflanged strip 111" of a small width is formed, as shown in Fig. 16C, from a narrowflat strip 110". The centermain strip section 111a" is compressed between the centermain roll surfaces 102a" and 104a of the first andsecond rolls 102" and 104. Thefirst roll 102" has left and rightannular projections 102b" each having a side roll surface. The left and rightannular projections 102b" are correctly fit in the left and right secondannular grooves 104d of thesecond roll 104, respectively, with a predetermined clearance. The left orright flange 111b" of theflanged strip 111" on each of the left and right sides is formed between the left or right secondannular groove 104d of thesecond roll 104 and the side roll surface of theannular projection 102b" of thefirst roll 102" fit in the secondannular groove 104d. The width of theflanged strip 111" shown in Fig. 16C is smaller than that of the flanged strip 111' shown in Fig. 16B. Moreover, the width of the centermain section 111a" of theflanged strip 111" shown in Fig. 16C is smaller than that of the flanged strip 111' shown in Fig. 16B. In this example, the width of the left orright flange 111b" of theflanged strip 111" shown in Fig. 16C is equal to that of the flanged strip 111' shown in Fig. 16B. - The first roll 102' of Fig. 14 has left and
right roll flanges 103' for positioning thesecond roll 4 correctly along the axial direction by limiting axial movement of thesecond roll 104 therebetween like theflanges 3 of thefirst roll 102 of Figs. 12 and 13. Similarly, thefirst roll 102" of Fig. 15 has left andright roll flanges 103" for positioning thesecond roll 4 correctly along the axial direction by limiting axial movement of thesecond roll 104 therebetween. - In this way, it is possible to use the
second roll 104 in common for forming flanged strips of different sizes by pairing with a selected one of thefirst rolls - Although the invention has been described above by reference to certain embodiments of the invention, the invention is not limited to the embodiments described above. Modifications and variations of the embodiments described above will occur to those skilled in the art in light of the above teachings. The scope of the invention is defined with reference to the following claims.
Claims (18)
- A V-shaped metal strip having a V-shaped cross section for forming a metal tube having an closed elongated cross section, the V-shaped metal strip comprising:
a U-shaped portion having a U-shaped curved inside surface and a U-shaped curved outside surface, only the inside curved surface being formed with a plurality of fold lines extending in a longitudinal direction of the V-shaped metal strip. - A V-shaped metal strip according to Claim 1 wherein the fold lines are arranged away from an imaginary median plane bisecting the V-shaped cross section, in a manner of bilateral symmetry with respect to the imaginary median plane.
- A V-shaped metal strip according to Claim 1 wherein the V-shaped metal strip extends in the longitudinal direction from a first end to a second end, has first and second edges extending from the first end to the second end and being separated open, first and second side walls extending respectively, from the first and second edges to the U-shaped portion to form the V-shaped cross section with the U-shaped portion.
- A V-shaped metal strip according to Claim 3 wherein the V-shaped metal strip has first and second flanges adapted to be joined together to form the closed elongated cross section of the metal tube, the first flange including the first edge and being formed in the first side wall and the second flange including the second edge and being formed in the second side wall.
- A V-shaped metal strip according to Claim 1 wherein each of the fold lines is in the form of a vertex of an obtuse angle in the V-shaped cross section of the V-shaped metal strip.
- A formed metal strip member for forming a fluid passage, the formed metal strip member comprising:a folded metal strip folded in two, the metal strip comprising:first and second edges defining a first lateral end of the folded metal strip, and extending in a longitudinal direction of the metal strip from a first longitudinal end to a second longitudinal end of the metal strip;first and second side walls extending in a widthwise direction of the folded metal strip, respectively, from the first and second edges toward a second lateral end of the folded metal strip; anda U-shaped bottom defining the second lateral end of the folded metal strip and connecting the first and second side walls and extending from the first longitudinal end to the second longitudinal end, the U-shaped bottom having an outside U-shaped surface, and an inside U-shaped surface formed with a plurality of fold lines extending in the longitudinal direction.
- A formed metal strip member according to Claim 6 wherein the folded metal strip is substantially in the form of bilateral symmetry with respect to an imaginary median plane bisecting the U-shaped bottom, and the fold lines are arranged in pairs each of which consists of two of the fold lines, one being substantially an mirror image of the other with respect to the imaginary median plane.
- A formed metal strip member according to Claim 6 wherein the first and second edges are separate from each other and define a gap therebetween, and the first and second side walls are arranged in the form of a V shape to form a V-shaped cross section with the U-shaped bottom.
- A formed metal strip member according to Claim 6 wherein the first and second edges are joined together so that the folded metal strip has a closed cross section.
- A formed metal strip member according to Claim 9 wherein the formed metal strip member further comprises an inner fin confined in the folded metal strip.
- A bending method of bending a metal strip from a flat shape into a folded shape having an approximately U-shaped cross section, the method comprising:a preceding bending step of compressing the metal strip between a wider concave roll having a circumferential rim formed with a wider V-shaped groove defined by left and right sloping surfaces forming a wider spread angle and a wider convex roll having a circumferential rim formed with a wider ridge projecting toward a middle of the V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a left preceding pressing point against the left sloping surface and a right edge for pressing the metal strip at a right preceding pressing point against the right sloping surface, anda following bending step of compressing the metal strip between a narrower concave roll having a circumferential rim formed with a narrower V-shaped groove defined by left and right sloping surfaces forming a narrower spread angle smaller than the wider spread angle of the preceding bending step and a narrower convex roll having a circumferential rim formed with a narrower ridge projecting toward a middle of the narrower V-shaped groove between the left and right sloping surfaces and having a left edge for pressing the metal strip at a right following pressing point against the left sloping surface and a right edge for pressing the metal strip at a left following pressing point against the right sloping surface, the left and right following pressing points being located between the left and right preceding pressing points.
- A bending method according to Claim 11 wherein the metal strip bent by the preceding bending step includes left and right sloping walls extending on both sides of an imaginary median plane so as to form a V-shaped cross section bisected by the imaginary median plane, the left and right preceding and following pressure points are arranged substantially in a manner of bilateral symmetry on both sides of the imaginary median plane of the metal strip, the distance between the left and right following pressure points is smaller than the distance between the left and right preceding pressure points.
- A bending method according to Claim 11 wherein the bending method comprises a sequence of similar bending steps inclusive of the preceding bending step and the following bending step, for decreasing the bend angle of the metal strip step by step, an inserting step of inserting an inner member into a cavity of the metal strip bent by the sequence of the bending steps, and a closing step of closing edges of the metal strip to form a metal tube containing the inner member therein.
- A bending method according to Claim 13 wherein the bending method further comprises a flanging step of forming left and right flanges in the metal strip prior to the sequence of the bending steps.
- A roll forming system comprising:a first roll including a main roll section having a main roll surface for pressing a main strip section of a strip and a side roll section raised from main roll surface of the first roll and having a side roll surface for forming a flange in the strip;a second roll including a main roll section having a main roll surface for compressing the main strip section of the strip between the main roll surfaces of the first and second rolls, a side roll section depressed below the main roll surface of the second roll and having a first side roll surface for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a first axial location confronting the first side roll surface of the side roll section of the second roll, and an annular groove formed axially between the main roll section of the second roll and the side roll section of the second roll, for forming the flange in the strip with the side roll surface of the first roll when the first roll has the side roll section at a second location for fitting in the annular groove of the second roll.
- A roll forming system according to Claim 15 wherein the second roll comprises a plurality of the annular grooves arranged along an axial direction of the second roll.
- A roll forming system according to Claim 15 wherein the second roll comprises a first annular projection formed axially between the annular groove and the first side roll section of the second roll, for forming a step in the strip between the flange and the main strip section when the flange is formed by the first side roll surface of the second roll.
- A roll forming system according to Claim 17 wherein the annular groove of the second roll is a first annular groove having a bottom surface serving as a second roll surface for forming the flange in the strip, the second roll f urther comprises a second annular groove having a bottom surface serving as a third roll surface for forming the flange in the strip and the second roll further comprises a second annular projection formed axially between the first and second annular grooves, for forming a step in the strip between the flange and the main strip section when the flange is formed by the second side roll surface of the second roll.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19990120154 EP1090700B1 (en) | 1999-10-08 | 1999-10-08 | Formed strip and roll forming |
| DE69929194T DE69929194T2 (en) | 1999-10-08 | 1999-10-08 | Formed sheet metal strip and forming by means of profile rolling device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19990120154 EP1090700B1 (en) | 1999-10-08 | 1999-10-08 | Formed strip and roll forming |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1090700A2 true EP1090700A2 (en) | 2001-04-11 |
| EP1090700A3 EP1090700A3 (en) | 2002-05-15 |
| EP1090700B1 EP1090700B1 (en) | 2005-12-28 |
Family
ID=8239163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19990120154 Expired - Lifetime EP1090700B1 (en) | 1999-10-08 | 1999-10-08 | Formed strip and roll forming |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1090700B1 (en) |
| DE (1) | DE69929194T2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3040669A1 (en) * | 2014-12-30 | 2016-07-06 | Valeo Autosystemy SP. Z.O.O. | Turbulator fin for a tube-fin assembly adapted for a heat exchanger and a fin forming roll adapted to form said turbulator fin |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1547685A (en) * | 1977-10-20 | 1979-06-27 | Hadley & Evans Sections Ltd | Manufacture of capping strip |
| JPS60247426A (en) * | 1984-05-22 | 1985-12-07 | Showa Alum Corp | Production of flat pipe provided with inner fins |
| JPH08327266A (en) * | 1995-06-02 | 1996-12-13 | Calsonic Corp | Tube for heat exchanger |
| JPH0968394A (en) * | 1995-08-30 | 1997-03-11 | Calsonic Corp | Manufacture of dimple tube |
| JPH1015619A (en) * | 1996-07-05 | 1998-01-20 | Sekisui Chem Co Ltd | Bent steel sheet, method for bending steel sheet and roll forming device for bending steel sheet |
-
1999
- 1999-10-08 DE DE69929194T patent/DE69929194T2/en not_active Expired - Lifetime
- 1999-10-08 EP EP19990120154 patent/EP1090700B1/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1547685A (en) * | 1977-10-20 | 1979-06-27 | Hadley & Evans Sections Ltd | Manufacture of capping strip |
| JPS60247426A (en) * | 1984-05-22 | 1985-12-07 | Showa Alum Corp | Production of flat pipe provided with inner fins |
| JPH08327266A (en) * | 1995-06-02 | 1996-12-13 | Calsonic Corp | Tube for heat exchanger |
| JPH0968394A (en) * | 1995-08-30 | 1997-03-11 | Calsonic Corp | Manufacture of dimple tube |
| JPH1015619A (en) * | 1996-07-05 | 1998-01-20 | Sekisui Chem Co Ltd | Bent steel sheet, method for bending steel sheet and roll forming device for bending steel sheet |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3040669A1 (en) * | 2014-12-30 | 2016-07-06 | Valeo Autosystemy SP. Z.O.O. | Turbulator fin for a tube-fin assembly adapted for a heat exchanger and a fin forming roll adapted to form said turbulator fin |
| EP3040669B1 (en) | 2014-12-30 | 2017-08-16 | Valeo Autosystemy SP. Z.O.O. | Turbulator fin for a tube-fin assembly adapted for a heat exchanger and a fin forming roll adapted to form said turbulator fin |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69929194D1 (en) | 2006-02-02 |
| DE69929194T2 (en) | 2006-06-22 |
| EP1090700B1 (en) | 2005-12-28 |
| EP1090700A3 (en) | 2002-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6423423B2 (en) | Formed strip and roll forming | |
| US6899168B2 (en) | Heat exchanger and a method for producing a heat exchanger | |
| US7665512B2 (en) | Flat heat exchanger tube | |
| JP3449897B2 (en) | Heat exchanger and method of manufacturing the same | |
| US6325141B2 (en) | Tube | |
| JP2013530373A (en) | Heat exchanger tube, heat exchanger including the tube, and method of forming the tube | |
| JPH1085877A (en) | Rolling formation of flat tube and device therefor | |
| JP2004108571A (en) | Method of manufacturing pipe having joint part | |
| JP2007139416A (en) | Metal plate for producing flat tube, flat tube, and its manufacturing method | |
| US20040007040A1 (en) | Method and tool for folding a metal strip | |
| US5704423A (en) | Flat tube for heat exchanger | |
| US5890288A (en) | Method for making a heat exchanger tube | |
| US20020074109A1 (en) | Turbulator with offset louvers and method of making same | |
| US5709028A (en) | Process of manufacturing a heat exchanger | |
| US5934365A (en) | Heat exchanger | |
| US6928847B2 (en) | Roll forming system for forming flanges in strip material | |
| EP1090700B1 (en) | Formed strip and roll forming | |
| JP2804156B2 (en) | Method of manufacturing heat exchanger tube for heat exchanger | |
| JP3966072B2 (en) | Manufacturing method of heat exchanger tube | |
| US5604981A (en) | Method of making an automotive evaporator | |
| US5743122A (en) | Apparatus for making a manifold for an automotive heat exchanger | |
| JP2024504638A (en) | Indirect heat exchanger pressure vessel with controlled crease bends | |
| JP3973271B2 (en) | Liquid receiver integrated refrigerant condenser and method for manufacturing the same | |
| US5881457A (en) | Method of making refrigerant tubes for heat exchangers | |
| JP4467106B2 (en) | Tube for heat exchanger and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19991008 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20040921 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69929194 Country of ref document: DE Date of ref document: 20060202 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060929 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091001 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20091007 Year of fee payment: 11 Ref country code: FR Payment date: 20091029 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20101008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101102 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101008 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69929194 Country of ref document: DE Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |