EP1074369B1 - Method for manufacturing highly stressed composite pieces - Google Patents
Method for manufacturing highly stressed composite pieces Download PDFInfo
- Publication number
- EP1074369B1 EP1074369B1 EP00115999A EP00115999A EP1074369B1 EP 1074369 B1 EP1074369 B1 EP 1074369B1 EP 00115999 A EP00115999 A EP 00115999A EP 00115999 A EP00115999 A EP 00115999A EP 1074369 B1 EP1074369 B1 EP 1074369B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibres
- precomposite
- composition
- process according
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 46
- 238000000034 method Methods 0.000 title claims description 58
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 229920005989 resin Polymers 0.000 claims abstract description 65
- 239000011347 resin Substances 0.000 claims abstract description 65
- 230000005855 radiation Effects 0.000 claims abstract description 26
- 238000000465 moulding Methods 0.000 claims abstract description 22
- 230000009477 glass transition Effects 0.000 claims abstract description 13
- 239000011159 matrix material Substances 0.000 claims abstract description 11
- 230000001681 protective effect Effects 0.000 claims abstract description 4
- 239000000203 mixture Substances 0.000 claims description 59
- 229920001971 elastomer Polymers 0.000 claims description 22
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 11
- 230000002787 reinforcement Effects 0.000 claims description 11
- 238000005470 impregnation Methods 0.000 claims description 10
- 239000003365 glass fiber Substances 0.000 claims description 9
- 239000000806 elastomer Substances 0.000 claims description 8
- 239000000178 monomer Substances 0.000 claims description 8
- -1 polyethylene Polymers 0.000 claims description 8
- 239000003292 glue Substances 0.000 claims description 6
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- 239000003822 epoxy resin Substances 0.000 claims description 5
- 229920000647 polyepoxide Polymers 0.000 claims description 5
- 239000004698 Polyethylene Substances 0.000 claims description 4
- 229920000297 Rayon Polymers 0.000 claims description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- 229920000728 polyester Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- 229920001567 vinyl ester resin Polymers 0.000 claims description 4
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 claims description 3
- 238000005452 bending Methods 0.000 claims description 3
- KVBYPTUGEKVEIJ-UHFFFAOYSA-N benzene-1,3-diol;formaldehyde Chemical compound O=C.OC1=CC=CC(O)=C1 KVBYPTUGEKVEIJ-UHFFFAOYSA-N 0.000 claims description 3
- 239000004816 latex Substances 0.000 claims description 3
- 229920000126 latex Polymers 0.000 claims description 3
- 229920003043 Cellulose fiber Polymers 0.000 claims description 2
- 239000004962 Polyamide-imide Substances 0.000 claims description 2
- 239000004642 Polyimide Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 2
- 239000004760 aramid Substances 0.000 claims description 2
- 229920003235 aromatic polyamide Polymers 0.000 claims description 2
- 125000003118 aryl group Chemical group 0.000 claims description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 2
- 239000000919 ceramic Substances 0.000 claims description 2
- 125000005609 naphthenate group Chemical group 0.000 claims description 2
- 229910052760 oxygen Inorganic materials 0.000 claims description 2
- 239000001301 oxygen Substances 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 229920002312 polyamide-imide Polymers 0.000 claims description 2
- 229920002577 polybenzoxazole Polymers 0.000 claims description 2
- 229920001721 polyimide Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 2
- 239000002964 rayon Substances 0.000 claims description 2
- 239000000377 silicon dioxide Substances 0.000 claims description 2
- 239000007790 solid phase Substances 0.000 claims description 2
- 238000002211 ultraviolet spectrum Methods 0.000 claims 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 2
- 229920001225 polyester resin Polymers 0.000 claims 2
- 239000004645 polyester resin Substances 0.000 claims 2
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 claims 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 239000000835 fiber Substances 0.000 abstract description 56
- 238000006116 polymerization reaction Methods 0.000 abstract description 20
- 230000005865 ionizing radiation Effects 0.000 abstract description 14
- 239000012783 reinforcing fiber Substances 0.000 abstract description 12
- 239000000463 material Substances 0.000 abstract description 9
- 239000010410 layer Substances 0.000 abstract 1
- 239000011185 multilayer composite material Substances 0.000 abstract 1
- 230000000379 polymerizing effect Effects 0.000 abstract 1
- 239000002356 single layer Substances 0.000 abstract 1
- 239000012071 phase Substances 0.000 description 14
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 8
- 230000003014 reinforcing effect Effects 0.000 description 6
- 230000015556 catabolic process Effects 0.000 description 5
- 238000006731 degradation reaction Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 238000000748 compression moulding Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 235000011837 pasties Nutrition 0.000 description 3
- 238000013517 stratification Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- UDHXJZHVNHGCEC-UHFFFAOYSA-N Chlorophacinone Chemical compound C1=CC(Cl)=CC=C1C(C=1C=CC=CC=1)C(=O)C1C(=O)C2=CC=CC=C2C1=O UDHXJZHVNHGCEC-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229920006284 nylon film Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 208000032544 Cicatrix Diseases 0.000 description 1
- 206010073306 Exposure to radiation Diseases 0.000 description 1
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 1
- 241000287502 Phoenicopteriformes Species 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 229920006241 epoxy vinyl ester resin Polymers 0.000 description 1
- 238000009730 filament winding Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 1
- 210000005036 nerve Anatomy 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 231100000241 scar Toxicity 0.000 description 1
- 230000037387 scars Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 238000002371 ultraviolet--visible spectrum Methods 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/10—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation for articles of indefinite length
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0366—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement reinforced, e.g. by fibres, fabrics
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0014—Shaping of the substrate, e.g. by moulding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1043—Subsequent to assembly
Definitions
- the present invention relates to processes for manufacturing composite parts, in particular in the case of pieces of complex shapes. It relates more particularly to coins composites very strongly mechanically stressed.
- a process for manufacturing composite parts consists in molding a dough by compression under high pressures and complete polymerization before demolding.
- the dough has been prepared previously, and comprises a mixture of resin and short fibers. This process is very widely used because of its ability to manufacture complex shaped parts and its high productivity.
- the compression molding process is incompatible with the use of long reinforcing fibers. For this reason, we can not consider achieve by this process the most mechanically stressed parts
- the object of the invention is to provide a method for manufacturing parts composites without degradation of the maximum possible reinforcing effect depending on the fibers selected, and which is applicable to a wide variety of shapes, including radii of curvature very small.
- another objective is to be able to introduce the constituents of the composite part into an open mold, as a mold for tires, which in practice excludes injection techniques.
- the invention aims to propose a manufacturing technique that meets the objectives mentioned above and which lends itself to the mechanization and rapid rates sought for industrial manufactures.
- the process is more particularly directed to the use of fibers of infinite length.
- spun comprising in general a large number (of the order of one hundred) of filaments elementals with a diameter of a few microns, these filaments being all side by side, so substantially parallel to each other, with some overlaps.
- the preferred reinforcement direction is, for example, the direction of tensile stresses in the part to be manufactured.
- warp yarns that is oriented in said preferred direction, and further containing other fibers, constituting for example weft son, regardless of the density.
- the step of impregnating the fibers is not in itself specific to the present invention, the man the profession can easily select any suitable method, the impregnation being precede or follow the phase of arrangement of the fibers parallel to a plane.
- Arrange the fibers parallel to a plane is intended that, at the latest, while one starts the polymerization of the resin, the reinforcing fibers are appropriately ordered to they are, in the final composite room, judiciously arranged to provide fully the reinforcing effect.
- precomposite is meant a material whose resin is prepolymerized to form a solid medium (so-called gelation step or beyond), so that the precomposite has a sufficient cohesion to be able to be installed in an open mold, with the solicitations this assumes, without risking a "spinning" of the fibers during which the rate of resin of the preform would decrease in a non-controlled way.
- the purpose of prepolymerization is therefore to achieve a minimum level of polymerization to avoid any flow of resin during further processing thereof (in fact, a treatment of the composite or article in which it will be incorporated) under the action of the temperature, even under the action of the pressure.
- the purpose of prepolymerization is also to achieve a minimum level of polymerization to give the precomposite resistance to buckling of its fibers during a bending as imposed by the application step on a non-planar support.
- the polymerization triggered by ionizing radiation not only achieves this stage, but also allows to stop the polymerization process by ceasing to issue said radiation. Indeed, the goal of prepolymerization is still not to exceed a level maximum of polymerization, allowing the bonding of the precomposite either on itself or on rubber as will be explained in detail later.
- Prepolymerization as proposed associated with an implementation of the material by stratification in sufficiently thin layers, allows to reconstitute a block of form and any thickness, with respect to a monolithic material prepared with the same resin and the same fibers in identical density, prepared for example by pultrusion.
- ionizing radiation it is proposed to use radiation in the spectrum ranging from 300 nm to 450 nm, or an accelerated electron beam.
- a precomposite is prepared in a ribbon approximately 0.1 mm thick (width whatever, chosen rather according to the part to be manufactured), and the piece made from stretches of this ribbon has the same properties as a monolith, ie a piece of simple form which is not constituted by stratification and superposition of thin layers.
- stresses are exerted on said sections of precomposite in order to force them to to intimately marry the said form of support.
- the deformation stresses are maintained on said sections of precomposite at least until the beginning of the heat treatment step.
- the beginning of the polymerization is advantageously carried out in thick layer “e” such that "e” is smaller than "r” divided by 20.
- the beginning of the polymerization is carried out in layer of thickness "e” such that "e” is smaller than "r” divided by 150.
- FIG. 1 shows a bobbin 10 containing a yarn 11 which, in the illustrated example, consists of by fiberglass.
- An impregnation device 20 having a tank 21 containing a composition based on a curable resin and a photoinitiator suitable for the radiation by which said composition will be treated.
- the device of impregnation 20 comprises an impregnating chamber 22.
- a prepreg 12 which is introduced into a prepolymerization device 30, in which the prepreg 12 is prepolymerized by ionizing radiation, the treatment being carried out protected from oxygen.
- the radiation 31 to which the composition is exposed its wavelength is typically less than 450 nanometers, preferably between 300 nm and 450 nm.
- rollers 40 result in the obtained precomposite 13 in the direction of the arrow F.
- a shear 50 can take sections 14 in the precomposite manufactured continuously, to implement them as explained below.
- the level of prepolymerization must be high enough to allow stacking of sections 14 on the desired support without causing buckling of the fibers 11 located inside of the curvature of the section 14 deformed, and to prevent the resin-based composition from becoming spread outside of the precomposite during the deformation, and also during a treatment subsequent thermal under pressure.
- This level of prepolymerization must however be low enough that the continuation of the polymerization of a stack of several sections of this precomposite under the combined effect of temperature and pressure creates through the interface between two adjacent sections of precomposite, in order to obtain a composite material having excellent mechanical properties, in particular flexural and in shear.
- the step of exposure to radiation ionizing is stopped after the index D constituted by the Shore D hardness of the divided precomposite by the Shore D hardness of the final composite has reached a value of the order of 0.5 and before said index D has reached a value of the order of 0.7.
- the exposure to ionizing radiation is stopped after the glass transition temperature T g of the composition of the precomposite has reached a value of the order of 40 ° C and before the glass transition temperature T g of the composition of the precomposite has reached a value of the order of 130 ° C.
- the prepolymerization level of the precomposite is such that that one is beyond the point of gelling of the resin.
- the level of prepolymerization is achieved by adapting, for example, the treatment time to ionizing radiation (speed of travel imposed by the rollers 40, length of the prepolymerization device 30).
- the nerve of the sections 14 is rather weak, it is necessary to make sure that that the stack of sections of precomposite keeps a shape in C, at least enough for allow the implementation of the following steps.
- the each other the different sections 14 of the stack by interposing at least partially a layer 15 of said composition, for example at the ends of the C and at the surface of one least sections to maintain on top of each other, as shown in Figure 2.
- ionizing radiation for example radiation ultraviolet - visible
- sections 14 as shown schematically in Figure 2
- we did not make sure that the sections are spontaneously maintained at the imposed deformation they must be maintained by externally applying the appropriate forces.
- Figure 3 shows the final step.
- a counter-mold 62 is brought over the support 61 coated with a stack 16 of sections 14 of precomposite.
- Final molding under pressure for example of the order of 10 bars.
- the temperature during the molding under pressure is preferably greater than the glass transition temperature T g of the composition of the precomposite.
- a suitable treatment temperature is of the order of at least 150 ° C.
- the final properties of the material are not solely and not even primarily due to said prepolymerization. They also result largely from the heat treatment during this final molding step, which ensures excellent bonding of previously stacked sections on each other.
- the control of the degree of prepolymerization is not carried out by thermal, it is possible to adjust the viscosity of the composition during the impregnation step fibers by a moderate rise in the temperature of said composition. For example, we can heat up to about 80 ° C, without any significant effect on the stability of the resin. This allows a much better impregnation of the fibers. We can thus have a adjustment parameter of the impregnation phase independent of the parameters of the steps subsequent processes.
- the resin can be chosen in the group consisting of vinylester resins and unsaturated polyester resins, or can be an epoxy resin.
- the reinforcing fibers let's mention that they can be chosen from organic fibers such as high polyacrylic fibers tenacity or oxidized polyacrylonitrile fibers, high tenacity polyvinyl alcohol fibers, aromatic polyamide fibers or polyamide-imide fibers or polyimide fibers, chlorofibers, high tenacity polyester fibers or aromatic polyester fibers, fibers high tenacity polyethylene, high tenacity polypropylene fibers, cellulose fibers or rayon or high tenacity viscose, polyphenylene benzobisoxazole fibers, fibers polyethylene naphthenate, or they can be chosen from inorganic fibers such as glass fibers, carbon fibers, silica fibers, ceramic fibers (alumina, aluminosilicate, boro
- the following table gives comparative results on different samples 1 to 5, prepared in medium of different resins.
- the prepared samples are parallelepipedic blocks 2 mm thick.
- the reinforcing fibers are fibers of glass, of the type indicated.
- Preparation "direct molding” means that one has prepared an equivalent monolith without any stratification; parallel fibers between them are regularly distributed in the resin matrix. All samples were final molded with heat treatment under pressure.
- Control 1 was prepared with a prepreg of unidirectional fibers, available commercially under the name Prepreg Vicotex (reference BE M10 / 29.5% / 25x2400 - P122 EPOXY 60 mm glass strip), consisting of unidirectional glass fibers embedded in an epoxy resin, manufactured by Hexcel Composites S.A ..
- the control 2 comprises yarns commercially available under the name PPG 2001 300Tex, embedded in a resin available commercially under the name Atlac 590.
- the control 3 is obtained by stacking 10 sections of precomposite, the precomposite having has been prepolymerized thermally. It has the same glass fibers embedded in the same resin as witness 2.
- the composition comprises a photograph polymerization initiator and the radiation is included in the ultraviolet - visible spectrum.
- a glass fiber is used.
- All the samples of the invention are obtained by stacking 10 precomposite sections 0.2 mm thick, protected by two 50 micron nylon films.
- the precomposite was prepolymerized by exposure for the number of seconds indicated under ultraviolet-visible radiation (Philips UV Tube TLK 40W / 03) placed at a distance of 180 mm from the section.
- the precomposite proves to be sufficiently transparent to the radiations so that the prepolymerization is well homogeneous and for the temporary maintenance as set out above, in which the radiation treatment is carried out through an already prepolymerized section, to be effective.
- the resins of Controls 2 and 3 and all samples are all vinyl ester resins. (Epoxy Vinyl Ester Resins).
- the supplier of ATLAC 590 resin is DSM - BASF Structural Resins. Note in passing that, as a variant of what was said in the preceding paragraph, it is possible to adjust the viscosity of said composition by adding a monomer copolymerizable with the resin and by varying the proportion. For example, the monomer whose proportion is styrene.
- the photoinitiator is bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide (Irgacure photoinitiator 819).
- the supplier of the resin "Heltron 970" is Ashland Chemical.
- the supplier of the "RD903" and “RD904" resins is UCB Chemicals.
- the Resin supplier "Derakane 470-36S” is Dow.
- witnesses 1 and 2 illustrate the best performance that can be expected from a monolith properly prepared.
- the mechanical performances of the samples are illustrated by the value of the Young's modulus, by the maximum stress at break of the sample in flexion test (Afnor Standard T57-302), and the maximum shear stress at break (Standard Afnor T57-303), this last property making it possible in particular to highlight the quality of the bonding between the layers of the control 3 and the sample according to the invention.
- the invention makes it possible to find substantially the properties of the witness 2, which is a monolith directly comparable.
- the mechanical properties of the material are the same, as the sections of precomposite have been deformed or not.
- the following table illustrates the partial polymerization treatment. It gives a qualitative description of the precomposite obtained for different values of the ultraviolet radiation treatment time.
- the samples concerned contain 70% by weight PPG 300 Tex glass fibers embedded in an Atlac 590 resin with 2% of Irgacure 819 photoinitiator.
- the precomposite is prepared in a 0.25 mm thick and 30 mm wide layer. glass fibers being unidirectional. The layer is surface protected by a 50 micron thick nylon film for irradiation. The irradiation is ensured by 2 Philips TLK 40W / 03 UV tubes placed at a distance of 180 mm from the layer to be treated. A stack of 15 sections of 30 mm of precomposite is then formed.
- the buckling strength is evaluated by manually winding a fiber-oriented sample onto a cylinder 30 mm in radius. The resistance is evaluated at a pressure of 30 bar at a temperature of 110 ° C.
- the Shore D hardness is measured according to the standard already indicated. UV exposure time (sec) Surface appearance Shore D hardness Resistance to buckling Resistance to pressure 10 poissant 20 many flamingos crushed composite, exuded resin 20 non-sticky 35 buckling crushed composite 25 non-sticky 45 little buckling composite not crushed 27 non-sticky 50 no buckling composite not crushed 30 non-sticky 65 no buckling composite not crushed 40 non-sticky 75 no buckling composite not crushed 60 non-sticky 80 no buckling composite not crushed
- the irradiation step is preferably limited in time as soon as the hardness Appropriate Shore D has been reached, the reader being referred to explanations already provided.
- the invention makes it possible to obtain an intermediate product constituted essentially by a precomposite prepared in great length and in a thickness of less than 0.3 millimeters, comprising reinforcing fibers parallel to at least one preferred reinforcing direction, said fibers being embedded in a matrix with base of a composition comprising an ionizing radiation curable resin, wherein the glass transition temperature T g of the matrix is between 40 ° C and 130 ° C, and wherein the Shore D hardness of said precomposite is between 50 and 65, coated with a protective film opaque to ultraviolet - visible radiation. Thanks to the protective film, this intermediate product can be stored without the prepolymerization rate noticeably changing. It can be used on another site and implemented according to the indications of the method of the invention.
- the invention relates to a method of joining a composite material to rubber.
- the described method makes it possible to produce a laminate in which said composite parts are intimately secured to rubber.
- a layer of resorcinol formaldehyde latex (RFL) glue on the surface of each section intended to receive a layer of rubber, one deposits a layer of resorcinol formaldehyde latex (RFL) glue, said layer of RFL glue being dried without reaching a temperature above 100 ° C, ie without treatment heat at high temperature, before receiving said rubber layer.
- RFL resorcinol formaldehyde latex
- the invention therefore also extends to a material in which, between some of said strata at less, is interposed a layer 17 of sulfur-vulcanizable elastomer composition.
- a layer 17 of sulfur-vulcanizable elastomer composition is interposed between at least some of said strata and said composition based on elastomer vulcanizable with sulfur.
- RTL glue resorcinol formaldehyde latex
- FIG. 4 shows the support 61 first covered by two sections 14 of precomposite stacked, deformed and temporarily maintained by a layer 15 of the composition prepolymerized with ultraviolet radiation.
- the two strata thus deposited and pre-stabilized spontaneously preserve their C-shape.
- a layer 17 of a composition based on raw rubber is then deposited over the second section 14.
- the Rubber-based composition can marry without much difficulty the shape imposed on first layers of precomposite.
- the final molding step illustrated in FIG. 5, allows both the good bonding of the sections 14 between them, the vulcanization of the rubber, the complete polymerization of the resin and the bonding the rubber and the resin.
- a counter-mold 63 is brought over the support 61 coated with a stack 18 of sections 14 of precomposite with the interposition of a layer 17 of rubber. Final molding is carried out with heat treatment under pressure.
Landscapes
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
- Polymerisation Methods In General (AREA)
- Graft Or Block Polymers (AREA)
- Macromonomer-Based Addition Polymer (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Glass Compositions (AREA)
Abstract
Description
La présente invention concerne les procédés de fabrication de pièces composites, notamment dans le cas de pièces de formes complexes. Elle se rapporte plus particulièrement aux pièces composites très fortement sollicitées mécaniquement.The present invention relates to processes for manufacturing composite parts, in particular in the case of pieces of complex shapes. It relates more particularly to coins composites very strongly mechanically stressed.
Un procédé de fabrication de pièces composites consiste à mouler une pâte par compression sous de hautes pressions puis à effectuer la polymérisation complète avant de démouler. La pâte a été préparée auparavant, et comporte un mélange de résine et de fibres courtes. Ce procédé est très largement utilisé en raison de son aptitude à la fabrication de pièces de formes complexes et de sa grande productivité. Cependant, le procédé de moulage par compression est incompatible avec l'utilisation de fibres de renforcement longues. Pour cette raison, on ne peut pas envisager de réaliser par ce procédé les pièces les plus sollicitées mécaniquementA process for manufacturing composite parts consists in molding a dough by compression under high pressures and complete polymerization before demolding. The dough has been prepared previously, and comprises a mixture of resin and short fibers. This process is very widely used because of its ability to manufacture complex shaped parts and its high productivity. However, the compression molding process is incompatible with the use of long reinforcing fibers. For this reason, we can not consider achieve by this process the most mechanically stressed parts
On connaít d'autres techniques permettant de mettre en oeuvre des fibres de renforcement longues. L'une de ces techniques est appelée "pultrusion". Il s'agit de dérouler les fibres de longueur illimitée, et de les plonger dans un bain de résine pour en assurer l'imprégnation. Ensuite, on les tire au travers d'une filière chauffée, puis au travers d'une enceinte chauffée où s'effectue la polymérisation. On peut de cette façon tirer en continu des produits de section quelconque, dictée par la forme de la filière. Mais il s'agit toujours de produits droits. Une autre technique connue est l'enroulement filamentaire. Sur un mandrin mobile en rotation et en translation, on enroule des ensembles de fibres de renforcement préimprégnées. L'objet fabriqué est polymérisé en étuve. On obtient des tubes, ou des pièces de grandes dimensions comme des réservoirs. Mais outre le fait que la variété de formes est très restreinte, il est difficile de positionner rigoureusement les fibres dans l'épaisseur de la paroi fabriquée. Celles-ci ont tendance à se rapprocher de la surface du mandrin. Il est également difficile de maintenir une proportion de fibres constante dans toute l'épaisseur de la paroi.Other techniques are known that make it possible to use reinforcing fibers long. One of these techniques is called "pultrusion". It involves unwinding the fibers of unlimited length, and immerse them in a bath of resin to ensure impregnation. Then they are pulled through a heated die, then through a heated chamber where the polymerization is carried out. This way you can continuously pull section products whatever, dictated by the shape of the die. But it's always about straight products. Another known technique is the filament winding. On a mandrel that is mobile in rotation and translation, winding sets of prepreg reinforced fibers. The manufactured object is polymerized in an oven. We get tubes, or large parts like tanks. But besides the fact that the variety of forms is very restricted, it is difficult to rigorously position the fibers in the thickness of the fabricated wall. These have tendency to get closer to the surface of the mandrel. It is also difficult to maintain a proportion of fibers constant throughout the thickness of the wall.
On connaít aussi des techniques de moulage de pièces réalisées en composite, faisant notamment appel à une préforme, elle même moulée, pour faciliter la mise en place des fibres de renforcement. Il a été proposé dans le brevet EP 0 655 319 et dans GB-A-1 522 441 de stabiliser une préforme en résine comportant des fibres de renforcement en chauffant la préforme pour obtenir une consistance pâteuse, dont la viscosité permet encore un moulage par compression. Puis on démoule la préforme pâteuse et on la met en place dans un second moule porté à une température plus élevée, afin d'effectuer un moulage par compression de la préforme pâteuse tout en effectuant la polymérisation.It is also known molding techniques of parts made of composite, including use of a preform, itself molded, to facilitate the placement of the fibers of enhancement. It has been proposed in patent EP 0 655 319 and in GB-A-1,522,441 to stabilize a resin preform having reinforcing fibers by heating the preform to obtain a consistency pasty, whose viscosity still allows a compression molding. Then we unmold pasty preform and is put in place in a second mold heated to a higher temperature high, in order to perform a compression molding of the pasty preform while performing the polymerization.
Cependant, le problème d'un tel traitement est qu'il est difficile de maítriser le stade auquel on amène ce que l'on conviendra d'appeler une « prépolymérisation » (polymérisation initiale partielle). Or il faut atteindre une consistance suffisante pour que les manipulations ultérieures ne provoquent pas trop de désorganisations dans le positionnement des fibres. Bien sûr plus la prépolymérisation est avancée et mieux on maintient les fibres, mais plus il devient difficile de changer la forme lors du moulage ultérieur de la préforme. Par ailleurs, il est en outre très difficile, même quasi impossible, d'interrompre ce processus de polymérisation, qui peut parfois être très rapide en raison de l'exothermie de la réaction. Dans ce cas, la rigidité de la résine renforcée devient rapidement trop importante, ce qui est incompatible avec un moulage ultérieur.However, the problem of such treatment is that it is difficult to control the stage at which bring what we will call a "prepolymerization" (initial polymerization partial). However, it is necessary to reach a sufficient consistency for the subsequent manipulations do not cause too much disorganization in the positioning of the fibers. Of course no longer prepolymerization is advanced and the fibers are better maintained, but the more difficult it becomes to change the shape during the subsequent molding of the preform. Moreover, it is also very difficult, even almost impossible, to interrupt this process of polymerization, which can sometimes be very fast because of the exothermic reaction. In this case, the stiffness of the resin reinforced becomes quickly too important, which is incompatible with a subsequent molding.
Ainsi, sauf pour des pièces en composite de forme plane ou en barreau ou en tube rectiligne, ou pour d'autres formes simples, on n'a pas réussi jusqu'à ce jour à positionner individuellement des fibres longues exactement selon l'orientation voulue et en densité correctement maítrisée dans toute l'épaisseur de la pièce. On peut noter que, dans le brevet précité, on coupe les fibres pour faciliter leur mise en oeuvre. Il en résulte une inévitable dégradation de l'effet de renforcement. On entend par "fibres en grande longueur" ou "fibres longues" ou "fibres de longueur infinie" des fibres dont la longueur n'est limitée que par les dimensions de la pièce, ou du moins par les dimensions des parties de la pièce qui doivent être renforcées, sans que cette longueur soit limitée par des contraintes venant du procédé de mise en oeuvre. On entend par "positionner individuellement" le fait de partir de filés ou de tissus plans simples, et non pas de tissus à trois dimensions qui sont chaque fois spécifiques d'une seule pièce fabriquée et qui posent eux aussi d'importants problèmes de manipulation.Thus, except for composite parts of flat shape or bar or rectilinear tube, or for other simple forms, we have not managed to position long fibers exactly in the correct orientation and in a properly controlled density throughout the thickness of the room. It may be noted that, in the aforementioned patent, the fibers are cut to facilitate their implementation. This results in an inevitable degradation of the effect of enhancement. "Long fiber" or "long fiber" or "fiber of infinite length "of fibers whose length is limited only by the dimensions of the part, or at least by the dimensions of the parts of the room that need to be reinforced, without this length is limited by constraints from the method of implementation. We hear by "position individually" the fact of starting yarns or simple flat fabrics, and not of three-dimensional fabrics that are each time specific to a single fabricated piece and that also pose significant handling problems.
L'objectif de l'invention est de proposer un procédé permettant de fabriquer des pièces composites sans dégradation de l'effet de renforcement maximal possible en fonction des fibres sélectionnées, et qui soit applicable à des formes très variées, notamment des rayons de courbure très petits. Pour pouvoir atteindre les formes les plus complexes et aussi dans certains cas pour pouvoir marier la structure composite avec d'autres matériaux comme du caoutchouc, un autre objectif est de pouvoir introduire les constituants de la pièce composite dans un moule ouvert, comme un moule pour pneumatiques, ce qui exclut en pratique les techniques d'injection. L'invention vise à proposer une technique de fabrication qui réponde aux objectifs mentionnés ci-dessus et qui se prête à la mécanisation et aux cadences rapides recherchées pour les fabrications industrielles.The object of the invention is to provide a method for manufacturing parts composites without degradation of the maximum possible reinforcing effect depending on the fibers selected, and which is applicable to a wide variety of shapes, including radii of curvature very small. In order to reach the most complex forms and also in some cases to can marry the composite structure with other materials like rubber, another objective is to be able to introduce the constituents of the composite part into an open mold, as a mold for tires, which in practice excludes injection techniques. The invention aims to propose a manufacturing technique that meets the objectives mentioned above and which lends itself to the mechanization and rapid rates sought for industrial manufactures.
L'invention a pour objet un procédé de fabrication de pièces composites d'épaisseur donnée, comprenant des fibres de renforcement parallèles à au moins une direction de renforcement privilégiée, lesdites fibres étant noyées dans une matrice à base d'une composition comprenant une résine durcissable par un rayonnement ionisant, le procédé comportant les étapes suivantes:
- disposer lesdites fibres de renforcement sensiblement parallèlement à un plan et les imprégner de ladite composition;
- exposer la composition contenant lesdites fibres, en couche d'épaisseur inférieure à ladite épaisseur donnée, à un rayonnement ionisant, pour polymériser partiellement la résine, l'exposition à un rayonnement ionisant étant arrêtée après que l'indice D constitué par la dureté Shore D du précomposite divisée par la dureté Shore D du composite final ait atteint une valeur de l'ordre de 0.5 et avant que ledit indice D ait atteint une valeur de l'ordre de 0.7 et obtenir un précomposite dans lequel ladite composition est en phase solide ;
- prélever des tronçons dans le précomposite et les appliquer sur un support, dont la surface est de forme non plane, en les empilant les uns sur les autres en nombre dicté par ladite épaisseur donnée, et en leur faisant épouser intimement ladite forme du support et ainsi créer un empilage de tronçons contraints ;
- soumettre l'empilage à un moulage final sous une pression et à une température appropriées afin de poursuivre la polymérisation de la résine et de solidariser les différents tronçons de précomposite.
- arranging said reinforcing fibers substantially parallel to a plane and impregnating them with said composition;
- exposing the composition containing said fibers, in a layer of thickness less than said given thickness, to ionizing radiation, to partially polymerize the resin, the exposure to ionizing radiation being stopped after the index D consisting of the Shore D hardness precomposite divided by the Shore D hardness of the final composite has reached a value of the order of 0.5 and before said index D has reached a value of about 0.7 and obtain a precomposite wherein said composition is in the solid phase;
- collecting sections in the precomposite and applying them on a support, the surface of which is of non-planar shape, stacking them on top of one another in a number dictated by said given thickness, and intimately marrying said shape of the support and thus create a stack of constrained sections;
- subjecting the stack to a final molding under a pressure and at an appropriate temperature in order to continue the polymerization of the resin and to secure the different sections of precomposite.
Le procédé s'adresse plus spécialement à l'utilisation de fibres de longueur infinie. On part d'un filé comportant en général un grand nombre (de l'ordre d'une centaine) de filaments élémentaires d'un diamètre de quelques microns, ces filaments étant tous côte à côte, donc sensiblement parallèles entre eux, à quelques chevauchements près. S'il est en effet impossible de garantir un rangement des filaments absolument parfaitement en parallèle, on veut indiquer par l'expression " sensiblement parallèlement à un plan " qu'il ne s'agit pas d'un cablé ou d'une tresse et que les filaments sont disposés parallèlement, à la précision géométrique de l'arrangement près. La direction de renforcement privilégiée est par exemple la direction des contraintes de traction dans la pièce à fabriquer. Mais on peut aussi partir d'un ruban ou d'un tissu ayant non seulement des fibres orientées parallèlement entre elles, appelées fils de chaíne, que l'on orientera selon ladite direction privilégiée, et contenant en outre d'autres fibres, constituant par exemple des fils de trame, quelle qu'en soit la densité. The process is more particularly directed to the use of fibers of infinite length. We start from spun comprising in general a large number (of the order of one hundred) of filaments elementals with a diameter of a few microns, these filaments being all side by side, so substantially parallel to each other, with some overlaps. If it is indeed impossible to guarantee filament storage absolutely perfectly in parallel, we want to indicate the expression "substantially parallel to a plan" that it is not a cable or a braid and that the filaments are arranged parallel to the geometric precision of the arrangement close. The preferred reinforcement direction is, for example, the direction of tensile stresses in the part to be manufactured. But we can also start from a ribbon or a fabric having not only fibers oriented parallel to each other, called warp yarns, that is oriented in said preferred direction, and further containing other fibers, constituting for example weft son, regardless of the density.
L'étape d'imprégnation des fibres n'est pas en soi spécifique de la présente invention, l'homme du métier pouvant aisément sélectionner toute méthode convenable, l'imprégnation pouvant précéder ou suivre la phase d'arrangement des fibres parallèlement à un plan. Le fait d'arranger les fibres parallèlement à un plan a pour but que, au plus tard pendant que l'on commence la polymérisation de la résine, les fibres de renforcement soient ordonnées convenablement pour qu'elles soient, dans la pièce composite finale, judicieusement disposées pour procurer pleinement l'effet de renforcement.The step of impregnating the fibers is not in itself specific to the present invention, the man the profession can easily select any suitable method, the impregnation being precede or follow the phase of arrangement of the fibers parallel to a plane. Arrange the fibers parallel to a plane is intended that, at the latest, while one starts the polymerization of the resin, the reinforcing fibers are appropriately ordered to they are, in the final composite room, judiciously arranged to provide fully the reinforcing effect.
On entend par " précomposite " un matériau dont la résine est prépolymérisée jusqu'à former un milieu solide (stade dit de gélification ou au delà), afin que le précomposite possède une cohésion suffisante pour pouvoir être installé dans un moule ouvert, avec les sollicitations mécaniques que cela suppose, sans risquer un " essorage " des fibres au cours duquel le taux de résine de la préforme diminuerait de façon non maítrisée. L'objectif de la prépolymérisation est donc d'atteindre un niveau minimal de polymérisation permettant d'éviter tout écoulement de résine lors d'un traitement ultérieur de celle-ci (en fait, un traitement du composite ou de l'article dans lequel il sera incorporé) sous l'action de la température, voire sous l'action de la pression. L'objectif de la prépolymérisation est aussi d'atteindre un niveau minimal de polymérisation permettant de conférer au précomposite une résistance au flambage de ses fibres lors d'une flexion telle qu'imposée par l'étape d'application sur un support de forme non plane.By "precomposite" is meant a material whose resin is prepolymerized to form a solid medium (so-called gelation step or beyond), so that the precomposite has a sufficient cohesion to be able to be installed in an open mold, with the solicitations this assumes, without risking a "spinning" of the fibers during which the rate of resin of the preform would decrease in a non-controlled way. The purpose of prepolymerization is therefore to achieve a minimum level of polymerization to avoid any flow of resin during further processing thereof (in fact, a treatment of the composite or article in which it will be incorporated) under the action of the temperature, even under the action of the pressure. The purpose of prepolymerization is also to achieve a minimum level of polymerization to give the precomposite resistance to buckling of its fibers during a bending as imposed by the application step on a non-planar support.
La polymérisation enclenchée par rayonnement ionisant non seulement permet d'atteindre ce stade, mais permet aussi d'arrêter le processus de polymérisation en cessant d'émettre ledit rayonnement. En effet, l'objectif de la prépolymérisation est encore de ne pas dépasser un niveau maximal de polymérisation, permettant le collage du précomposite soit sur lui-même soit sur du caoutchouc comme cela sera expliqué en détails dans la suite.The polymerization triggered by ionizing radiation not only achieves this stage, but also allows to stop the polymerization process by ceasing to issue said radiation. Indeed, the goal of prepolymerization is still not to exceed a level maximum of polymerization, allowing the bonding of the precomposite either on itself or on rubber as will be explained in detail later.
La prépolymérisation telle que proposée, associée à une mise en oeuvre du matériau par stratification en couches suffisamment minces, permet de reconstituer un bloc de forme et d'épaisseur quelconques, par rapport à un matériau monolithique préparé avec la même résine et les mêmes fibres en densité identique, préparé par exemple par pultrusion.Prepolymerization as proposed, associated with an implementation of the material by stratification in sufficiently thin layers, allows to reconstitute a block of form and any thickness, with respect to a monolithic material prepared with the same resin and the same fibers in identical density, prepared for example by pultrusion.
Comme rayonnement ionisant convenable, il est proposé d'utiliser un rayonnement dans le spectre allant de 300 nm à 450 nm, ou un faisceau d'électrons accélérés. As suitable ionizing radiation, it is proposed to use radiation in the spectrum ranging from 300 nm to 450 nm, or an accelerated electron beam.
Par exemple, on prépare un précomposite en ruban d'épaisseur de 0.1 mm environ (largeur quelconque, choisie plutôt en fonction de la pièce à fabriquer), et la pièce constituée à partir de tronçons de ce ruban jouit des mêmes propriétés qu'un monolithe, c'est à dire une pièce de forme simple qui n'est pas constituée par stratification et superposition de couches minces. En d'autres termes, on n'observe pas de dégradation des propriétés qui sont celles dues à la résine choisie et surtout dues à la fibre de renforcement choisie. Soulignons que, lors de l'empilage, rien n'interdit de croiser les fibres d'un tronçon à l'autre, en fonction de l'effet de renforcement visé pour la pièce en composite à fabriquer. Il s'agit là d'un paramètre de conception de la pièce en composite sur lequel on ne reviendra pas dans la suite, mais qui entre dans le champ de l'invention.For example, a precomposite is prepared in a ribbon approximately 0.1 mm thick (width whatever, chosen rather according to the part to be manufactured), and the piece made from stretches of this ribbon has the same properties as a monolith, ie a piece of simple form which is not constituted by stratification and superposition of thin layers. In in other words, we do not observe degradation of the properties which are those due to the resin chosen and especially due to the chosen reinforcement fiber. Note that when stacking, nothing precludes crossing the fibers from one section to another, depending on the reinforcing effect referred to for the composite part to be manufactured. This is a design parameter of the part Composite on which we will not return in the sequel, but which enters the field of the invention.
Selon une mise en oeuvre avantageuse de l'invention, lors de l'application des tronçons sur ledit support, on exerce des contraintes sur lesdits tronçons de précomposite afin de les forcer à épouser intimement ladite forme du support. De préférence, la surface du support contre laquelle on empile les tronçons est développable; il est plus facile de leur faire épouser intimement ladite surface. De préférence, on maintient les contraintes de déformation sur lesdits tronçons de précomposite au moins jusqu'au début de l'étape de traitement thermique.According to an advantageous embodiment of the invention, during the application of the sections on said support, stresses are exerted on said sections of precomposite in order to force them to to intimately marry the said form of support. Preferably, the surface of the support against which the stacks are stackable; it is easier to intimately marry them area. Preferably, the deformation stresses are maintained on said sections of precomposite at least until the beginning of the heat treatment step.
C'est d'une part l'état de prépolymérisation atteint, parfaitement maítrisé grâce à une prépolymérisation par un rayonnement ionisant, et d'autre part la subdivision en plusieurs couches de faible épaisseur, qui permettent à la fois d'imposer des rayons de courbure assez petits sans qu'il n'en résulte de contraintes résiduelles importantes au sein de chaque tronçon, sans qu'il n'apparaisse de flambage des fibres lors de l'empilage, et sans qu'il n'en résulte de dispersions des fibres dans la section transversale de l'empilage, notamment des dispersions dans l'épaisseur. Le rappel élastique des empilages ainsi réalisés vers une configuration dans laquelle les contraintes internes seraient nulles est relativement faible, ce qui permet assez aisément de maintenir mécaniquement ou de figer la déformation imposée sans gêner les étapes ultérieures de réalisation de la pièce composite finale.It is on the one hand the state of prepolymerization reached, perfectly controlled thanks to a prepolymerization by ionizing radiation, and on the other hand the subdivision into several layers of thin, which allow at the same time to impose enough bending radii small without significant residual stresses within each section, without any buckling of the fibers during stacking, and without the result of dispersions of fibers in the cross section of the stack, including dispersions in thickness. The elastic return of the stacks thus made to a configuration in which the internal stresses would be zero is relatively small, which allows quite easily mechanically maintain or freeze the deformation imposed without hindering the subsequent stages of completion of the final composite part.
Le fait d'effectuer le commencement de la polymérisation de la résine en couche d'épaisseur très inférieure à l'épaisseur de la pièce composite finale facilite les déformations dont on a parlé ci-dessus. En considérant le rayon de courbure minimal " r " de ladite pièce composite, le commencement de la polymérisation est avantageusement effectué en couche d'épaisseur " e " telle que « e » est plus petit que « r » divisé par 20. De préférence, et notamment pour faciliter le maintien provisoire de l'état déformé avant que la suite du procédé ne fige définitivement la structure du produit final, le commencement de la polymérisation est effectué en couche d'épaisseur " e " telle que « e » est plus petit que « r » divisé par 150.Initiating the polymerization of the resin in a very thick layer less than the thickness of the final composite part facilitates the deformations mentioned above. Considering the minimum radius of curvature "r" of said composite part, the beginning of the polymerization is advantageously carried out in thick layer "e" such that "e" is smaller than "r" divided by 20. Preferably, and in particular to facilitate the temporary maintenance of the deformed state before the rest of the process freezes definitively the structure of the final product, the beginning of the polymerization is carried out in layer of thickness "e" such that "e" is smaller than "r" divided by 150.
Deux exemples de mise en oeuvre du procédé selon l'invention vont maintenant être décrits à l'aide des figures annexées suivantes :
- la figure 1 est un schéma partiel d'une installation mettant oeuvre une première phase du procédé selon l'invention ;
- la figure 2 est un schéma illustrant une phase ultérieure du procédé selon l'invention appliqué à la réalisation d'une pièce composite ;
- la figure 3 est un schéma illustrant la phase suivant celle illustrée à la figure 2;
- la figure 4 est un schéma illustrant une phase ultérieure du procédé selon l'invention appliqué à la réalisation d'une pièce lamifiée comportant à la fois une pièce composite et du caoutchouc ;
- la figure 5 est un schéma illustrant la phase suivant celle illustrée à la figure 4.
- Figure 1 is a partial diagram of an installation implementing a first phase of the method according to the invention;
- Figure 2 is a diagram illustrating a subsequent phase of the method according to the invention applied to the production of a composite part;
- Figure 3 is a diagram illustrating the phase following that illustrated in Figure 2;
- Figure 4 is a diagram illustrating a subsequent phase of the method according to the invention applied to the production of a laminated part comprising both a composite part and rubber;
- FIG. 5 is a diagram illustrating the phase following that illustrated in FIG. 4.
On voit à la figure 1 une bobine 10 contenant un filé 11 qui, dans l'exemple illustré, est constitué
par des fibres de verre. On a schématisé ensuite un dispositif d'imprégnation 20 comportant un
réservoir 21 contenant une composition à base d'une résine durcissable et un photoinitiateur
approprié pour le rayonnement par lequel ladite composition va être traitée. Le dispositif
d'imprégnation 20 comporte une chambre d'imprégnation 22. Il en ressort un préimprégné 12 qui
est introduit dans un dispositif de prépolymérisation 30, dans lequel le préimprégné 12 est
prépolymérisé par un rayonnement ionisant, le traitement étant effectué à l'abri de l'oxygène.
Quant au rayonnement 31 auquel on expose la composition, sa longueur d'onde est typiquement
inférieure à 450 nanomètres, de préférence comprise entre 300 nm et 450 nm. On peut par
exemple utiliser une lampe à ultraviolets. Des galets 40 entraínent le précomposite 13 obtenu
dans le sens de la flèche F. Enfin, une cisaille 50 permet de prélever des tronçons 14 dans le
précomposite fabriqué en continu, pour les mettre en oeuvre comme expliqué dans la suite.FIG. 1 shows a
Ensuite vient la phase de mise en oeuvre des tronçons 14 de précomposite. A la figure 2, on voit
un support 61 dont la forme permet de fabriquer un objet en " C " (par exemple un ressort en C).
Les tronçons 14 de précomposite sont déformés (voir flèches D à la figure 2) pour leur faire
épouser la forme du support 61. Les tronçons sont disposés sur le support 61 de façon à ce que
les fibres soient parallèles au plan de la figure 2, en cheminant d'un bout à l'autre de l'objet
en C.Then comes the implementation phase of the
Le niveau de prépolymérisation doit être suffisamment élevé pour permettre l'empilage des
tronçons 14 sur le support voulu sans provoquer de flambage des fibres 11 situées à l'intérieur de
la courbure du tronçon 14 déformé, et pour éviter que la composition à base de résine ne se
répande en dehors du précomposite lors de la déformation, et aussi lors d'un traitement
thermique ultérieur sous pression. Ce niveau de prépolymérisation doit cependant être
suffisamment faible pour que la poursuite de la polymérisation d'un empilage de plusieurs
tronçons de ce précomposite sous l'effet conjugué de la température et de la pression crée des
liaisons au travers de l'interface entre deux tronçons de précomposite adjacents, afin d'obtenir un
objet en matériau composite doté d'excellentes propriétés mécaniques, notamment en flexion et
en cisaillement.The level of prepolymerization must be high enough to allow stacking of
Il est proposé de contrôler expérimentalement le niveau de prépolymérisation au moyen d'une analyse de la dureté Shore D du précomposite. Les valeurs de dureté Shore données ci-dessous sont mesurées avec un duromètre Shore D tel que décrit dans la norme NF T 46-052. L'exposition à un rayonnement ionisant est de préférence arrêté par exemple après que la dureté Shore D du précomposite soit devenue supérieure à 45 et avant que la dureté Shore D du précomposite soit supérieure à 65 si l'on vise des dureté Shore D de l'ordre de 90 à 95 pour le composite final. Plus généralement, on propose que l'étape d'exposition à un rayonnement ionisant soit arrêté après que l'indice D constitué par la dureté Shore D du précomposite divisée par la dureté Shore D du composite final ait atteint une valeur de l'ordre de 0.5 et avant que ledit indice D ait atteint une valeur de l'ordre de 0.7.It is proposed to experimentally control the level of prepolymerization by means of a analysis of the Shore D hardness of the precomposite. Shore hardness values given below are measured with a Shore D durometer as described in standard NF T 46-052. Exposure to ionizing radiation is preferably stopped for example after the hardness Shore D of the precomposite became greater than 45 and before the Shore D hardness of the precomposite is greater than 65 if the Shore D hardness of the order of 90 to 95 is final composite. More generally, it is proposed that the step of exposure to radiation ionizing is stopped after the index D constituted by the Shore D hardness of the divided precomposite by the Shore D hardness of the final composite has reached a value of the order of 0.5 and before said index D has reached a value of the order of 0.7.
On peut aussi contrôler expérimentalement le niveau de prépolymérisation au moyen d'une analyse de la température de transition vitreuse Tg de la composition du précomposite. On propose une règle de bonne pratique selon laquelle, en considérant l'indice T = Tgf - Tgpr, Tgpr étant la température de transition vitreuse de la composition du précomposite et Tgf étant la température de transition vitreuse de la composition du composite final, l'exposition à un rayonnement ionisant est arrêtée après que l'indice T soit devenu inférieur à 120°C et avant que ledit indice T soit devenu inférieur à 30°C. Par exemple, dans le cas où la température de transition vitreuse Tg de la composition du composite final serait de l'ordre de 160°C, l'exposition à un rayonnement ionisant est arrêtée après que la température de transition vitreuse Tg de la composition du précomposite ait atteint une valeur de l'ordre de 40°C et avant que la température de transition vitreuse Tg de la composition du précomposite ait atteint une valeur de l'ordre de 130°C.The level of prepolymerization can also be experimentally controlled by means of an analysis of the glass transition temperature T g of the composition of the precomposite. It is proposed a rule of good practice that, considering the index T = T gf -T gpr , T gpr being the glass transition temperature of the composition of the precomposite and T gf being the glass transition temperature of the composition of the composite Finally, the exposure to ionizing radiation is stopped after the index T has become less than 120 ° C and before said index T has become less than 30 ° C. For example, in the case where the glass transition temperature T g of the composition of the final composite is of the order of 160 ° C, the exposure to ionizing radiation is stopped after the glass transition temperature T g of the composition of the precomposite has reached a value of the order of 40 ° C and before the glass transition temperature T g of the composition of the precomposite has reached a value of the order of 130 ° C.
Au passage, on peut faire remarquer que le niveau de prépolymérisation du précomposite est tel
que l'on se trouve au-delà du point de gélification de la résine. Le niveau de prépolymérisation
voulu est atteint en adaptant par exemple le temps de traitement aux rayonnements ionisants
(vitesse de défilement imposée par les galets 40, longueur du dispositif de prépolymérisation 30).In passing, it can be noted that the prepolymerization level of the precomposite is such that
that one is beyond the point of gelling of the resin. The level of prepolymerization
is achieved by adapting, for example, the treatment time to ionizing radiation
(speed of travel imposed by the
Pour faire épouser au précomposite la forme de la surface du support 61, on peut envisager les
possibilités suivantes. Soit lesdits tronçons 14 de précomposite sont empilés et déformés
individuellement (voir flèches D à la figure 2) pour leur faire épouser chacun successivement la
forme du support 61. Soit lesdits tronçons 14 de précomposite sont empilés et déformés par
groupes de plusieurs, ou tous ensemble, pour leur faire épouser collectivement la forme du
support 61.To marry the shape of the surface of the
Dans tous les cas, bien que le nerf des tronçons 14 soit assez faible, il convient de faire en sorte
que l'empilage de tronçons de précomposite garde une forme en C, au moins suffisamment pour
permettre la mise en oeuvre des étapes suivantes. On peut rendre provisoirement solidaires les
uns des autres les différents tronçons 14 de l'empilage en interposant au moins partiellement une
couche 15 de ladite composition, par exemple aux extrémités du C et à la surface de l'un au
moins des tronçons à maintenir l'un sur l'autre, comme montré à la figure 2. Il suffit d'exposer
au moins partiellement ladite couche 15 à un rayonnement ionisant, par exemple un rayonnement
ultraviolet - visible, même au travers des tronçons 14 comme schématisé à la figure 2, pour
polymériser partiellement la résine de ladite couche 15. Bien entendu, tant que la liaison entre
tronçons adjacents décrite ci-dessus n'est pas réalisée, ou plus généralement tant que, quelle que
soit la manière, on n'a pas fait en sorte que les tronçons se maintiennent spontanément à la
déformation imposée, il faut les maintenir en appliquant extérieurement les forces appropriées.In all cases, although the nerve of the
En variante de la solidarisation provisoire des différents tronçons 14 par photoinitiation, on peut
envisager de soumettre l'empilage à un moulage sous une pression et à une température
appropriées (par exemple de l'ordre de 130°C) afin de poursuivre au moins partiellement la
polymérisation de la résine, avant d'autres étapes intermédiaires éventuelles et avant le moulage
final. Dans une autre variante, on peut envisager de rendre provisoirement solidaires les uns des
autres les différents tronçons 14 de l'empilage en interposant une couche de maintien provisoire
comportant essentiellement une composition de haute viscosité. Signalons encore que ces
différentes méthodes peuvent aussi être utilisées concomitamment.As a variant of the provisional joining of the
La figure 3 schématise l'étape finale. Un contre-moule 62 est amené par dessus le support 61
revêtu d'un empilage 16 de tronçons 14 de précomposite. On effectue un moulage final sous
pression, par exemple de l'ordre de 10 bars. La température lors du moulage sous pression est de
préférence supérieure à la température de transition vitreuse Tg de la composition du
précomposite. A titre indicatif, une température de traitement convenable est de l'ordre de 150°C
au moins. Les propriétés finales du matériau ne sont pas uniquement et même pas principalement
dues à ladite prépolymérisation. Elles résultent aussi en grande partie du traitement thermique
pendant cette étape de moulage final, qui assure un excellent collage des tronçons préalablement
empilés les uns sur les autres.Figure 3 shows the final step. A counter-mold 62 is brought over the
Grâce au fait que le contrôle du degré de prépolymérisation n'est pas effectué par voie thermique, il est possible d'ajuster la viscosité de la composition pendant l'étape d'imprégnation des fibres par une élévation modérée de la température de ladite composition. Par exemple, on peut chauffer jusqu'à 80°C environ, sans qu'il n'en résulte d'effet sensible sur la stabilité de la résine. Cela permet une bien meilleure imprégnation des fibres. On peut ainsi disposer d'un paramètre de réglage de la phase d'imprégnation indépendant des paramètres des étapes ultérieures du procédé.Thanks to the fact that the control of the degree of prepolymerization is not carried out by thermal, it is possible to adjust the viscosity of the composition during the impregnation step fibers by a moderate rise in the temperature of said composition. For example, we can heat up to about 80 ° C, without any significant effect on the stability of the resin. This allows a much better impregnation of the fibers. We can thus have a adjustment parameter of the impregnation phase independent of the parameters of the steps subsequent processes.
Quant aux résines convenables, à titre d'illustration, mentionnons que la résine peut être choisie dans le groupe constitué par les résines vinylesters et les résines polyesters insaturées, ou encore peut être une résine époxyde. Et en ce qui concerne les fibres de renforcement, mentionnons qu'elles peuvent être choisies parmi les fibres organiques comme les fibres polyacrylique haute ténacité ou les fibres polyacrylonitrile oxydé, les fibres d'alcool polyvinylique haute ténacité, les fibres polyamide aromatique ou les fibres polyamide-imide ou les fibres polyimide, les chlorofibres, les fibres polyester haute ténacité ou les fibres polyester aromatique, les fibres polyéthylène haute ténacité, les fibres polypropylène haute ténacité, les fibres de cellulose ou de rayonne ou de viscose haute ténacité, les fibres polyphénylène benzobisoxazole, les fibres polyéthylène naphténate, ou elles peuvent être choisies parmi les fibres inorganiques comme les fibres de verre, les fibres de carbone, les fibres de silice, les fibres céramiques (alumine, aluminosilicate, borosilicoaluminate). De préférence, le procédé utilise des fibres unidirectionnelles parallèles à ladite au moins une direction de renforcement privilégiée, disposées sensiblement parallèlement pendant l'imprégnation par ladite composition.As for the suitable resins, by way of illustration, let us mention that the resin can be chosen in the group consisting of vinylester resins and unsaturated polyester resins, or can be an epoxy resin. And as for the reinforcing fibers, let's mention that they can be chosen from organic fibers such as high polyacrylic fibers tenacity or oxidized polyacrylonitrile fibers, high tenacity polyvinyl alcohol fibers, aromatic polyamide fibers or polyamide-imide fibers or polyimide fibers, chlorofibers, high tenacity polyester fibers or aromatic polyester fibers, fibers high tenacity polyethylene, high tenacity polypropylene fibers, cellulose fibers or rayon or high tenacity viscose, polyphenylene benzobisoxazole fibers, fibers polyethylene naphthenate, or they can be chosen from inorganic fibers such as glass fibers, carbon fibers, silica fibers, ceramic fibers (alumina, aluminosilicate, borosilicoaluminate). Preferably, the process uses fibers unidirectional parallel to said at least one preferred reinforcing direction, arranged substantially parallel during the impregnation with said composition.
Le tableau suivant donne des résultats comparatifs sur différents échantillons 1 à 5, préparés au moyen de différentes résines. Les échantillons préparés sont des blocs parallélépipèdiques d'épaisseur de 2 mm.The following table gives comparative results on different samples 1 to 5, prepared in medium of different resins. The prepared samples are parallelepipedic blocks 2 mm thick.
Dans tous les exemples (témoins et échantillons), les fibres de renforcement sont des fibres de verre, du type indiqué. Sous la colonne " préparation ", " moulage direct " signifie que l'on a préparé un monolithe équivalent sans stratification aucune ; des fibres parallèles entre elles sont régulièrement réparties dans la matrice en résine. Tous les échantillons ont subi un moulage final avec traitement thermique sous pression. Le témoin 1 a été préparé avec un préimprégné de fibres unidirectionnelles, disponible dans le commerce sous la dénomination Prepreg Vicotex (référence BE M10 / 29.5% / 25x2400 - Bande de verre P122 EPOXY 60 mm), et constitué de fibres de verre unidirectionnelles noyées dans une résine epoxy, fabriqué par Hexcel Composites S.A.. Le témoin 2 comporte des filés disponibles dans le commerce sous la dénomination PPG 2001 300Tex, noyés dans une résine disponible dans le commerce sous la dénomination Atlac 590. Le témoin 3 est obtenu par empilage de 10 tronçons de précomposite, le précomposite ayant été prépolymérisé par voie thermique. Il comporte les mêmes fibres de verre noyées dans la même résine que le témoin 2.In all the examples (controls and samples), the reinforcing fibers are fibers of glass, of the type indicated. Under the column "preparation", "direct molding" means that one has prepared an equivalent monolith without any stratification; parallel fibers between them are regularly distributed in the resin matrix. All samples were final molded with heat treatment under pressure. Control 1 was prepared with a prepreg of unidirectional fibers, available commercially under the name Prepreg Vicotex (reference BE M10 / 29.5% / 25x2400 - P122 EPOXY 60 mm glass strip), consisting of unidirectional glass fibers embedded in an epoxy resin, manufactured by Hexcel Composites S.A .. The control 2 comprises yarns commercially available under the name PPG 2001 300Tex, embedded in a resin available commercially under the name Atlac 590. The control 3 is obtained by stacking 10 sections of precomposite, the precomposite having has been prepolymerized thermally. It has the same glass fibers embedded in the same resin as witness 2.
Dans tous les exemples de mise en oeuvre de l'invention, la composition comprend un photo initiateur de polymérisation et le rayonnement est compris dans le spectre ultraviolet - visible. Dans ce cas, de préférence, on utilise une fibre de verre.In all examples of implementation of the invention, the composition comprises a photograph polymerization initiator and the radiation is included in the ultraviolet - visible spectrum. In this case, preferably, a glass fiber is used.
Tous les échantillons de l'invention sont obtenus par empilage de 10 tronçons de précomposite
de 0.2mm d'épaisseur, protégées par deux films nylon de 50 microns. Le précomposite a été
prépolymérisé par exposition pendant le nombre de secondes indiqué sous rayonnement
ultraviolet-visible (Tube UV Philips TLK 40W/03) placé à une distance de 180 mm du tronçon.
Le précomposite s'avère suffisamment transparent aux rayonnements pour que la
prépolymérisation soit bien homogène et pour que le maintien provisoire tel qu'exposé ci-dessus,
dans lequel le traitement aux rayonnements est effectué au travers d'un tronçon déjà
prépolymérisé, soit efficace.
Les résines des témoins 2 et 3 et de tous les échantillons sont toutes des résines Vinylesters. (Epoxy Vinyl Ester Resins). Le fournisseur de la résine ATLAC 590 est DSM - BASF Structural Resins. Notons au passage que, en variante de ce qui a été dit au paragraphe précédent, on peut ajuster la viscosité de ladite composition en lui ajoutant un monomère copolymérisable avec la résine et en en faisant varier la proportion. Par exemple le monomère dont on fait varier la proportion est le styrène. Le photoinitiateur est l'oxyde de bis(2, 4, 6-triméthylbenzoyl)-phénylphosphine (photoinitiateur Irgacure 819). Le fournisseur de la résine « Heltron 970 » est Ashland Chemical. Le fournisseur des résines « RD903 » et « RD904 » est UCB Chemicals. Le fournisseur de la résine « Derakane 470-36S » est Dow.The resins of Controls 2 and 3 and all samples are all vinyl ester resins. (Epoxy Vinyl Ester Resins). The supplier of ATLAC 590 resin is DSM - BASF Structural Resins. Note in passing that, as a variant of what was said in the preceding paragraph, it is possible to adjust the viscosity of said composition by adding a monomer copolymerizable with the resin and by varying the proportion. For example, the monomer whose proportion is styrene. The photoinitiator is bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide (Irgacure photoinitiator 819). The supplier of the resin "Heltron 970" is Ashland Chemical. The supplier of the "RD903" and "RD904" resins is UCB Chemicals. The Resin supplier "Derakane 470-36S" is Dow.
La résine ATLAC 590 est une résine époxydique insaturée par un acide monocarboxylique insaturé (voir formule ci-dessous). Cette résine comprend :
- une résine à base de bisphenol A, le bisphenol A apparaissant entre les crochets :

- une résine novolaque apparaissant entre les crochets :

- un monomère dont la proportion influence la viscosité, le styrène:

- a resin based on bisphenol A, bisphenol A occurring between the hooks:
- a novolac resin appearing between the hooks:
- a monomer whose proportion influences the viscosity, styrene:
Le tableau suivant illustre les propriétés mécaniques.
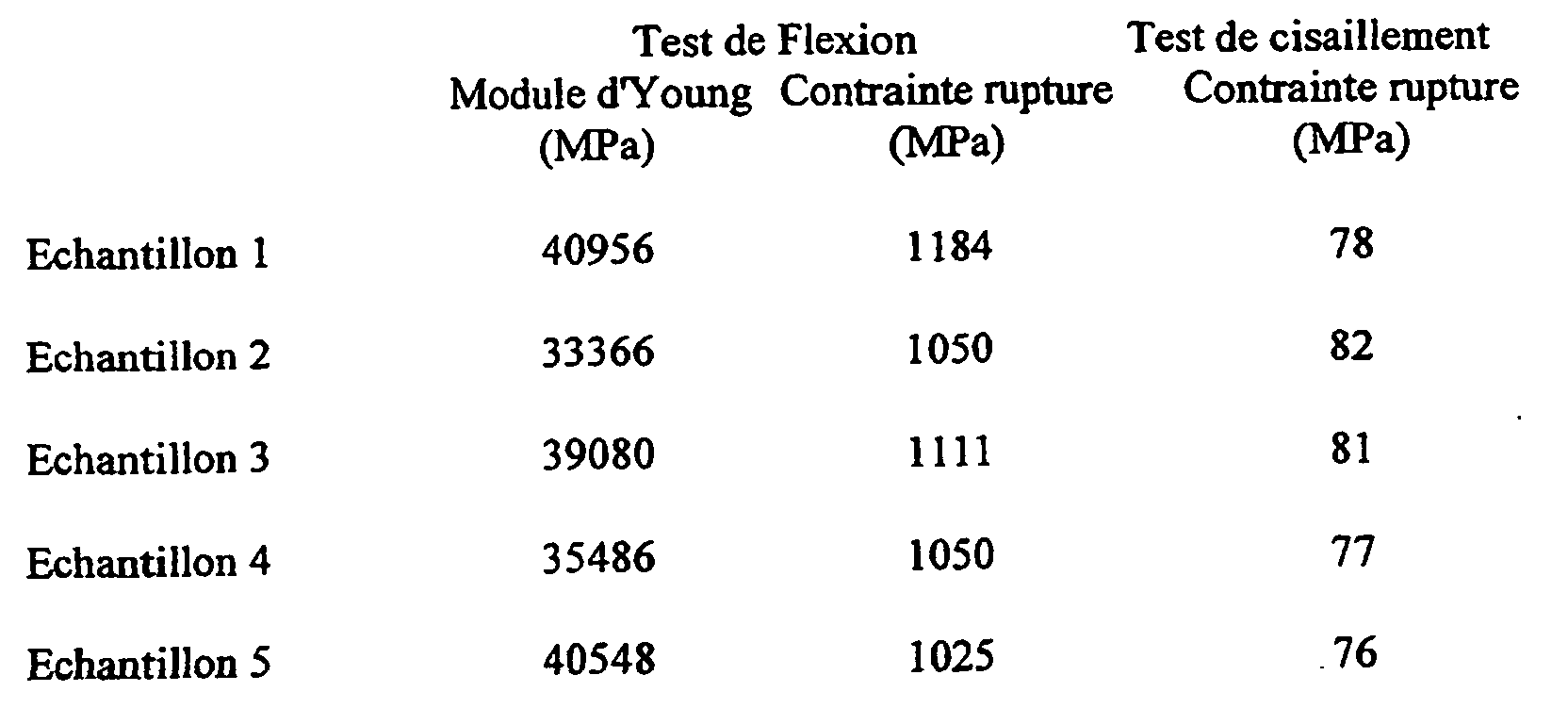
Les témoins 1 et 2 illustrent les meilleures performances que l'on peut attendre d'un monolithe correctement préparé. Les performances mécaniques des échantillons sont illustrées par la valeur du Module de Young, par la contrainte maximale à la rupture de l'échantillon en test de flexion (Norme Afnor T57-302), et par la contrainte de cisaillement maximale à la rupture (Norme Afnor T57-303), cette dernière propriété permettant notamment de bien mettre en évidence la qualité de la solidarisation entre les strates du témoin 3 et de l'échantillon selon l'invention. On observe une dégradation notable des propriétés du témoin 3, surtout une dégradation considérable de la contrainte de cisaillement maximale à la rupture. En revanche, l'invention permet de retrouver sensiblement les propriétés du témoin 2, qui est un monolithe directement comparable. Les propriétés mécaniques du matériau sont les mêmes, que les tronçons de précomposite aient été déformés ou non.Witnesses 1 and 2 illustrate the best performance that can be expected from a monolith properly prepared. The mechanical performances of the samples are illustrated by the value of the Young's modulus, by the maximum stress at break of the sample in flexion test (Afnor Standard T57-302), and the maximum shear stress at break (Standard Afnor T57-303), this last property making it possible in particular to highlight the quality of the bonding between the layers of the control 3 and the sample according to the invention. We observed a significant degradation of the properties of the control 3, especially a degradation considerable amount of maximum shear stress at break. On the other hand, the invention makes it possible to find substantially the properties of the witness 2, which is a monolith directly comparable. The mechanical properties of the material are the same, as the sections of precomposite have been deformed or not.
Le tableau suivant illustre le traitement de polymérisation partielle. Il donne une description
qualitative du précomposite obtenu pour différentes valeurs du temps de traitement au
rayonnement ultra violet. Les échantillons concernés contiennent des fibres de verre PPG 300
Tex à 70% en poids, noyées dans une résine Atlac 590 avec 2% de Photoinitiateur Irgacure 819.
Le précomposite est préparé en couche d'épaisseur 0.25mm et de 30 mm de largeur, les fibres
de verre étant unidirectionnelles. La couche est protégée en surface par un film nylon de 50
microns d'épaisseur pour l'irradiation. L'irradiation est assurée par 2 tubes UV Philips TLK
40W/03 placés à une distance de 180 mm de la couche à traiter. On forme ensuite un empilage
de 15 tronçons de 30 mm de précomposite. On évalue la résistance au flambage par enroulement
manuel d'un échantillon orienté dans le sens des fibres sur un cylindre de 30 mm de rayon. On
évalue la résistance à une pression de 30 bars, sous une température de 110°C. La dureté Shore
D est mesurée selon la norme déjà indiquée.
On voit que l'on obtient des résultats satisfaisants à partir d'un temps de traitement supérieur à 25 secondes. L'étape d'irradiation est de préférence limitée dans le temps dès que la dureté Shore D convenable a été atteinte, le lecteur étant renvoyé aux explications déjà fournies.It can be seen that satisfactory results are obtained from a treatment time greater than 25 seconds. The irradiation step is preferably limited in time as soon as the hardness Appropriate Shore D has been reached, the reader being referred to explanations already provided.
L'invention permet d'obtenir un produit intermédiaire constitué essentiellement par un précomposite préparé en grande longueur et en épaisseur inférieure à 0.3 millimètre, comportant des fibres de renforcement parallèles à au moins une direction de renforcement privilégiée, lesdites fibres étant noyées dans une matrice à base d'une composition comprenant une résine durcissable par un rayonnement ionisant, dans lequel la température de transition vitreuse Tg de la matrice est comprise entre 40°C et 130°C, et dans lequel la dureté Shore D de ce précomposite est comprise entre 50 et 65, revêtu d'un film de protection opaque au rayonnement ultraviolet - visible. Grâce au film de protection, ce produit intermédiaire peut être stocké sans que le taux de prépolymérisation n'évolue sensiblement. Il peut être utilisé sur un autre site et mis en oeuvre selon les indications du procédé de l'invention.The invention makes it possible to obtain an intermediate product constituted essentially by a precomposite prepared in great length and in a thickness of less than 0.3 millimeters, comprising reinforcing fibers parallel to at least one preferred reinforcing direction, said fibers being embedded in a matrix with base of a composition comprising an ionizing radiation curable resin, wherein the glass transition temperature T g of the matrix is between 40 ° C and 130 ° C, and wherein the Shore D hardness of said precomposite is between 50 and 65, coated with a protective film opaque to ultraviolet - visible radiation. Thanks to the protective film, this intermediate product can be stored without the prepolymerization rate noticeably changing. It can be used on another site and implemented according to the indications of the method of the invention.
Selon un autre aspect particulier, l'invention concerne un procédé de solidarisation d'un matériau composite à du caoutchouc. Le procédé décrit permet de réaliser un lamifié dans lequel lesdites pièces composites sont intimement solidarisées à du caoutchouc. A cette fin et de préférence, sur la surface de chaque tronçon destinée à recevoir une couche de caoutchouc, on dépose une couche de colle résorcinol formaldéhyde latex (RFL), ladite couche de colle RFL étant séchée sans atteindre une température supérieure à 100°C, c'est à dire sans traitement thermique à haute température, avant de recevoir ladite couche de caoutchouc. Lors du moulage final, on obtient une bonne solidarisation des tronçons de précomposite entre eux et entre les éléments en composite et le caoutchouc.According to another particular aspect, the invention relates to a method of joining a composite material to rubber. The described method makes it possible to produce a laminate in which said composite parts are intimately secured to rubber. For this purpose and preferably, on the surface of each section intended to receive a layer of rubber, one deposits a layer of resorcinol formaldehyde latex (RFL) glue, said layer of RFL glue being dried without reaching a temperature above 100 ° C, ie without treatment heat at high temperature, before receiving said rubber layer. During molding final, we obtain a good solidarity of the sections of precomposite between them and between the composite elements and rubber.
L' invention s'étend donc aussi à un matériau dans lequel, entre certaines desdites strates au
moins, est interposée une couche 17 de composition à base d'élastomère vulcanisable au soufre.
De manière avantageuse, entre certaines desdites strates au moins et ladite couche de
composition à base d'élastomère vulcanisable au soufre, est interposée une couche de colle
résorcinol formaldéhyde latex (RFL).The invention therefore also extends to a material in which, between some of said strata at
less, is interposed a
La figure 4 montre le support 61 d'abord recouvert par deux tronçons 14 de précomposite
empilés, déformés et maintenus provisoirement par une couche 15 de la composition
prépolymérisée par rayonnement ultraviolet. Les deux strates ainsi déposées et préstabilisées
conservent spontanément leur forme en C. Une couche 17 d'une composition à base de
caoutchouc crue est ensuite déposée par dessus le deuxième tronçon 14. Bien entendu, la
composition à base de caoutchouc peut épouser sans grande difficulté la forme imposée aux
premières couches de précomposite. Puis l'on peut poursuivre l'empilage de tronçons 14 de
précomposite, avec maintien provisoire de l'état déformé. On peut bien entendu utiliser tous les
moyens décrits pour la figure 2.FIG. 4 shows the
L'étape de moulage final, illustrée à la figure 5, permet à la fois le bon collage des tronçons 14
entre eux, la vulcanisation du caoutchouc, la polymérisation complète de la résine et la
solidarisation du caoutchouc et de la résine. Un contre-moule 63 est amené par dessus le support
61 revêtu d'un empilage 18 de tronçons 14 de précomposite avec interposition d'une couche 17
de caoutchouc. On effectue un moulage final avec traitement thermique sous pression. The final molding step, illustrated in FIG. 5, allows both the good bonding of the
L'utilisation d'une colle RFL non polymérisée, déposée sur ces tronçons de précomposite, permet de ne pas recourir à des élastomères spéciaux pour coller le caoutchouc sur le matériau composite.The use of an unpolymerized RFL glue, deposited on these sections of precomposite, does not use special elastomers to bond the rubber to the material composite.
Claims (36)
- A process for manufacturing composite parts of given thickness, comprising reinforcement fibres (11) which are parallel to at least one preferred direction of reinforcement, said fibres being embedded in a matrix based on a composition comprising a resin which can be hardened by ionising radiation, the process comprising the following stages:arranging said reinforcement fibres substantially parallel to one plane and impregnating them with said composition;exposing the composition containing said fibres, in a layer of thickness less than said given thickness, to ionising radiation (31), in order partially to polymerise the resin, the exposure to ionising radiation being stopped once the index D constituted by the Shore D hardness of the precomposite divided by the Shore D hardness of the final composite has reached a value of the order of 0.5 and before the index D has reached a value of the order of 0.7, and to obtain a precomposite in which said composition is in the solid phase;taking lengths (14) from the precomposite and applying them to a support (61), the surface of which is non-planar in shape, by stacking them on one another in a number dictated by said given thickness, and by causing them to fit snugly against said shape of the support, and thus to create a stack of stressed lengths;subjecting the stack to final moulding at a suitable pressure and temperature to continue the polymerisation of the resin and to join the different lengths of precomposite.
- A process according to Claim 1, in which the surface of the support is developable.
- A process according to one of Claims 1 or 2, in which, considering a minimum radius of curvature "r" of said composite part, the start of prepolymerisation is effected in a layer of thickness "e" is such that "e" is smaller than r/20.
- A process according to one of Claims 1 to 3, in which, considering the minimum radius of curvature "r" of said composite part, the start of polymerisation is effected in a layer of thickness "e" is such that "e" is smaller than r/150.
- A process according to one of Claims 1 to 4, in which said lengths (14) of precomposite are stacked and deformed individually to make them each fit snugly in succession against said shape of the support.
- A process according to one of Claims 1 to 5, in which said lengths (14) of precomposite are stacked and deformed in groups of several lengths to make them fit snugly collectively against said shape of the support.
- A process according to one of Claims 1 to 6, in which the temperature during the moulding under pressure in the final moulding stage is higher than the glass transition temperature Tg of the composition of the precomposite.
- A process according to one of Claims 1 to 7, in which the exposure to ionising radiation is stopped once the index T = Tgf - Tgpr, Tgpr being the glass transition temperature of the composition of the precomposite and Tgf being the glass transition temperature of the composition of the final composite, has become less than 120°C and before said index T has become less than 30°C.
- A process according to one of Claims 1 to 8, in which the stage during which said composition is exposed to ionising radiation is carried out with oxygen excluded.
- A process according to one of Claims 1 to 9, in which, during the application of the lengths (14) to said support (61), stresses are exerted externally on said lengths of precomposite in order to force them to fit snugly against said shape of the support, and said stresses are kept exerted externally at least until the start of the heat treatment stage.
- A process according to one of Claims 1 to 9, in which the different lengths of the stack are made temporarily integral with each other by inserting at least in part a layer (15) of said composition, and by exposing said inserted layer, at least in part, to ionising radiation, in order to prepolymerise the resin of said inserted layer.
- A process according to one of Claims 1 to 9, in which the different lengths of the stack are made temporarily integral with each other by subjecting the stack to premoulding at a suitable pressure and temperature in order to continue the polymerisation of the resin, at least in part, before any other intermediate stages and before the final moulding.
- A process according to one of Claims 1 to 9, in which the different lengths of the stack are made temporarily integral with each other by inserting a temporary holding layer comprising essentially a high-viscosity composition.
- A process according to one of Claims 1 to 13, in which the viscosity of said composition is adjusted, during the stage of impregnation of the fibres, by increasing the temperature of said composition.
- A process according to one of Claims 1 to 14, in which the resin is selected from the group consisting of unsaturated vinylester resins and polyester resins.
- A process according to one of Claims 1 to 14, in which the resin is an epoxy resin.
- A process according to Claim 15, in which said composition comprises a monomer which can be copolymerised with the resin and the viscosity of said composition is adjusted by varying the proportion of monomer.
- A process according to Claim 17, in which said monomer is styrene.
- A process according to one of Claims 1 to 18, in which said composition comprises a polymerisation photoinitiator and the radiation (31) lies within the visible ultraviolet spectrum.
- A process according to Claim 15, in which said composition comprises a polymerisation photoinitiator which is bis(2,4,6-trimethylbenzoyl)-phenylphosphine oxide and the radiation (31) lies within the visible ultraviolet spectrum.
- A process according to one of Claims 1 to 18, in which the reinforcement fibres (11) are selected from the group comprising high-tenacity polyacrylic fibres, oxidised polyacrylonitrile fibres, high-tenacity polyvinyl alcohol fibres, aromatic polyamide fibres, polyamide-imide fibres, polyimide fibres, chlorofibres, high-tenacity polyester fibres, aromatic polyester fibres, high-tenacity polyethylene fibres, high-tenacity polypropylene fibres, cellulose fibres, rayon fibres, high-tenacity viscose fibres, polyphenylene benzobisoxazole fibres, polyethylene naphthenate fibres, glass fibres, carbon fibres, silica fibres or ceramic fibres.
- A process according to one of Claims 19 or 20, in which a glass fibre is used.
- A process according to one of Claims 1 to 22, in which a layer (17) of composition based on sulphur-vulcanisable elastomer is interposed between some of the lengths of precomposite.
- A process according to Claim 23 in which, on the surface of each length intended to receive a layer of composition based on sulphur-vulcanisable elastomer, there is deposited a layer of resorcinol formaldehyde latex glue (RFL), said layer of RFL glue being dried without reaching a temperature of greater than 100°C before receiving said layer of composition based on sulphur-vulcanisable elastomer.
- A process according to one of Claims 23 or 24, in which the final moulding stage makes it possible to do all of: join the layers of the stack, to vulcanise the composition based on sulphur-vulcanisable elastomer, to polymerise the resin completely and to join the composition based on sulphur-vulcanisable elastomer and the resin.
- A process according to one of Claims 1 to 25, using unidirectional fibres parallel to the said at least one preferred direction of reinforcement, arranged substantially parallel during impregnation by said composition.
- A process according to one of Claims 1 to 26, in which the step consisting of exposing the composition obtaining a precomposite and [sic] carried out until a minimum level of polymerisation is obtained which makes it possible to impart to the precomposite a resistance to buckling of its fibres upon bending such as imposed by the stage of application on a support of non-planar shape and stopped so as not to exceed a maximum level of polymerisation permitting the gluing of the precomposite on to itself.
- A precomposite prepared in a great length and in a width of less than 0.3 millimetres, comprising reinforcement fibres which are parallel to at least one preferred direction of reinforcement, said fibres being embedded in a matrix based on a composition comprising a resin which can be hardened by ionising radiation, in which the glass transition temperature Tg of the matrix is between 40°C and 130°C, and in which the Shore D hardness of this precomposite is between 50 and 65, coated with a protective film opaque to visible ultraviolet radiation.
- A precomposite according to Claim 28, in which the resin is selected from the group consisting of unsaturated vinylester resins and polyester resins.
- A precomposite according to Claim 28, in which the resin is an epoxy resin.
- A precomposite according to Claim 29, in which said composition comprises a monomer which can be copolymerised with the resin.
- A precomposite according to Claim 31, in which said monomer is styrene.
- A precomposite according to one of Claims 28 to 32, in which said composition comprises a polymerisation photoinitiator and the radiation (31) lies within the visible ultraviolet spectrum, and in which the coating is opaque to visible ultraviolet radiation.
- A precomposite according to Claim 29, in which said composition comprises a polymerisation photoinitiator which is bis(2,4,6-trimethylbenzoyl)-phenylphosphine oxide and the radiation (31) lies within the visible ultraviolet spectrum.
- A precomposite according to one of Claims 28 to 34, in which the reinforcement fibres (11) are selected from the group consisting of glass fibres and carbon fibres.
- A precomposite according to one of Claims 28 to 35, in which the reinforcement fibres (11) are unidirectional fibres.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9910172 | 1999-08-04 | ||
| FR9910172 | 1999-08-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1074369A1 EP1074369A1 (en) | 2001-02-07 |
| EP1074369B1 true EP1074369B1 (en) | 2005-10-05 |
Family
ID=9548914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00115999A Expired - Lifetime EP1074369B1 (en) | 1999-08-04 | 2000-07-26 | Method for manufacturing highly stressed composite pieces |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6875297B1 (en) |
| EP (1) | EP1074369B1 (en) |
| JP (1) | JP4969717B2 (en) |
| AT (1) | ATE305847T1 (en) |
| BR (1) | BR0003354A (en) |
| DE (1) | DE60022957T2 (en) |
Families Citing this family (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0205498D0 (en) | 2002-03-08 | 2002-04-24 | Structural Polymer Systems Ltd | Moulding material |
| DE10233300B4 (en) * | 2002-07-22 | 2014-09-11 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Process and plant for the production of fiber-reinforced molded parts |
| WO2004035300A1 (en) * | 2002-10-12 | 2004-04-29 | Menzolit Fibron Gmbh | Maturation and rapid thickening of smc/bmc semi-finished products by irradiation with electromagnetic radiation |
| BR0317734A (en) | 2002-12-27 | 2005-11-22 | Conception & Dev Michelin Sa | Sulfur crosslinkable adhesive composition, processes for preparing a sulfur crosslinkable adhesive composition and for manufacturing laminated parts, use of an adhesive composition and laminated part |
| NZ544769A (en) * | 2003-06-25 | 2007-11-30 | Joseph Steven Egan | Method of construction of moulded leg prosthesis |
| GB0425266D0 (en) * | 2004-11-16 | 2004-12-15 | Norton Healthcare Ltd | Pharmaceutical manufacturing process |
| EP1981700B1 (en) | 2006-01-27 | 2012-04-11 | Michelin Recherche et Technique S.A. | Process for manufacturing a composite ring |
| FR2910838B1 (en) * | 2006-12-27 | 2009-03-06 | Conception & Dev Michelin Sa | METHOD AND DEVICE FOR MANUFACTURING A COMPOSITE RING |
| DE202009006966U1 (en) * | 2009-04-14 | 2010-09-02 | Gummiwerk Kraiburg Gmbh & Co. Kg | Composite components made of thermosetting resins and elastomers |
| US8075274B2 (en) * | 2009-05-13 | 2011-12-13 | Hamilton Sundstrand Corporation | Reinforced composite fan blade |
| FR2964597B1 (en) | 2010-09-09 | 2012-08-31 | Michelin Soc Tech | NON-PNEUMATIC ELASTIC WHEEL |
| FR2991631B1 (en) | 2012-06-07 | 2015-04-24 | Michelin & Cie | FOLDING ROD FOR PNEUMATIC. |
| FR2991632B1 (en) | 2012-06-07 | 2014-06-27 | Michelin & Cie | HYBRID ROD LIFT FOR PNEUMATIC. |
| FR2991630B1 (en) | 2012-06-07 | 2014-06-27 | Michelin & Cie | ELASTIC HYBRID TRACK FOR PNEUMATIC. |
| KR101574833B1 (en) * | 2012-10-04 | 2015-12-07 | (주)엘지하우시스 | Functional film for well-impregnated composites and method of manufacturing composites using the same |
| FR3009226B1 (en) * | 2013-08-01 | 2016-01-01 | Michelin & Cie | PROCESS FOR MANUFACTURING A GLASS-RESIN COMPOSITE MONOBRIN |
| FR3009225B1 (en) | 2013-08-01 | 2015-07-31 | Michelin & Cie | MONOBRIN IN CVR (COMPOSITE GLASS-RESIN) IMPROVED |
| FR3015363B1 (en) * | 2013-12-19 | 2016-02-05 | Michelin & Cie | MULTI-COMPOSITE REINFORCEMENT |
| FR3020369B1 (en) | 2014-04-29 | 2016-05-06 | Michelin & Cie | MULTI-COMPOSITE FLAT REINFORCEMENT |
| US20160160925A1 (en) * | 2014-12-04 | 2016-06-09 | Schaeffler Technologies AG & Co. KG | Rolling bearing assembly with carbon fiber seal |
| FR3031757B1 (en) | 2015-01-21 | 2017-09-01 | Michelin & Cie | MULTI-COMPOSITE GLASS-RESIN REINFORCEMENT WITH IMPROVED PROPERTIES |
| FR3036651B1 (en) | 2015-05-28 | 2017-05-19 | Michelin & Cie | MULTI-COMPOSITE FLAT REINFORCEMENT |
| CN107709417A (en) | 2015-05-28 | 2018-02-16 | 米其林集团总公司 | More the composite reinforcements made of improved glass resin |
| EP3697631B1 (en) * | 2017-10-20 | 2021-10-20 | Compagnie Générale des Etablissements Michelin | Tyre comprising reinforcing elements in the form of laminated strips |
| WO2020109721A1 (en) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Glass-resin composite-based multi-composite material |
| WO2020109723A1 (en) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Bonding a glass-resin composite monofilament to a thermoplastic matrix |
| FR3089218A3 (en) | 2018-11-30 | 2020-06-05 | Michelin & Cie | MULTI-COMPOSITE MATERIAL BASED ON GLASS-RESIN COMPOSITE |
| WO2020109722A1 (en) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Glass-resin composite-based multi-composite material |
| FR3089228A3 (en) | 2018-11-30 | 2020-06-05 | Michelin & Cie | BONDING OF A GLASS-RESIN COMPOSITE SINGLE-STRAND WITH A THERMOPLASTIC MATRIX |
| FR3089217A3 (en) | 2018-11-30 | 2020-06-05 | Michelin & Cie | MULTI-COMPOSITE MATERIAL BASED ON GLASS-RESIN COMPOSITE |
| FR3089993A3 (en) | 2018-12-18 | 2020-06-19 | Michelin & Cie | Resin composition comprising a specific crosslinking agent |
| FR3089995A3 (en) | 2018-12-18 | 2020-06-19 | Michelin & Cie | Resin composition comprising a specific crosslinking agent |
| FR3117481A1 (en) | 2020-12-16 | 2022-06-17 | Compagnie Generale Des Etablissements Michelin | USE OF GLASS-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3117482A1 (en) | 2020-12-16 | 2022-06-17 | Compagnie Generale Des Etablissements Michelin | USE OF GLASS-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136763A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF MINERAL-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136760A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF CARBON-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136764A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF POLYESTER-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136765A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF MINERAL-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136761A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF GLASS-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136759A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF POLYESTER-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
| FR3136762A1 (en) | 2022-06-15 | 2023-12-22 | Compagnie Generale Des Etablissements Michelin | USE OF CARBON-RESIN COMPOSITE FIBERS FOR CONCRETE REINFORCEMENT |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3790753A (en) * | 1971-12-01 | 1974-02-05 | Safeway Products Inc | Water bed heater |
| GB1422778A (en) * | 1972-04-10 | 1976-01-28 | Ici Ltd | Shaped polymeric articles |
| GB1522441A (en) * | 1976-02-19 | 1978-08-23 | Ciba Geigy Ag | Phenolaldehyde resin-impregnated prepregs |
| US4092443A (en) * | 1976-02-19 | 1978-05-30 | Ciba-Geigy Corporation | Method for making reinforced composites |
| US4065340A (en) * | 1977-04-28 | 1977-12-27 | The United States Of America As Represented By The National Aeronautics And Space Administration | Composite lamination method |
| EP0142463B1 (en) * | 1983-08-24 | 1989-09-20 | Ciba-Geigy Ag | Method of producing prepregs and composite materials reinforced therewith |
| JPS61202823A (en) * | 1985-03-06 | 1986-09-08 | Suriibondo:Kk | Manufacture of composite material |
| US4734144A (en) * | 1985-04-25 | 1988-03-29 | Grumman Aerospace Corporation | Banded-tire building method |
| JPS641526A (en) * | 1987-04-27 | 1989-01-05 | Toyo Cloth Kk | Molding of composite material by means of ultra-violet ray curing |
| US5098496A (en) * | 1988-06-30 | 1992-03-24 | Shell Oil Company | Method of making postformable fiber reinforced composite articles |
| JP2685553B2 (en) * | 1988-12-16 | 1997-12-03 | 富士重工業株式会社 | Composite material molding method |
| US5145621A (en) * | 1990-04-20 | 1992-09-08 | General Electric Company | Crossover mold tool for consolidating composite material |
| JP3058897B2 (en) * | 1990-08-29 | 2000-07-04 | 宇部日東化成株式会社 | Method for producing fiber-reinforced curable resin fine filaments |
| JPH05138759A (en) * | 1991-11-22 | 1993-06-08 | Tonen Corp | Production of bent pipe |
| US5392514A (en) * | 1992-02-06 | 1995-02-28 | United Technologies Corporation | Method of manufacturing a composite blade with a reinforced leading edge |
| JPH05255996A (en) * | 1992-03-12 | 1993-10-05 | Okumura Corp | Method of processing fiber-reinforced structure rod |
| JPH05302400A (en) * | 1992-03-12 | 1993-11-16 | Okumura Corp | Fiber reinforced structural member |
| JPH07148294A (en) * | 1993-11-30 | 1995-06-13 | Tonen Corp | Golf club shaft |
| US5609806A (en) * | 1994-06-28 | 1997-03-11 | Reichhold Chemicals, Inc. | Method of making prepreg |
| JPH08150618A (en) * | 1994-11-30 | 1996-06-11 | Sekisui Chem Co Ltd | Manufacture of sheet for compression molding and compression molding using same sheet |
| JP3336911B2 (en) * | 1996-06-20 | 2002-10-21 | 松下電工株式会社 | Prepreg manufacturing method and apparatus |
| JP3678258B2 (en) * | 1996-07-08 | 2005-08-03 | 三菱瓦斯化学株式会社 | Prepreg and laminate |
| JP3806209B2 (en) * | 1996-12-26 | 2006-08-09 | 昭和高分子株式会社 | Filament winding molding method |
| US6054527A (en) * | 1996-12-27 | 2000-04-25 | Voss; Gary D. | High adhesion of a variety of rubber compounds to fabric using a single resorcinol-formaldehyde latex composition |
| TW467940B (en) * | 1997-10-14 | 2001-12-11 | Toray Industries | Thermosetting resin composition for carbon-fiber reinforced composite material |
| US6117258A (en) * | 1998-04-27 | 2000-09-12 | Bridgestone/Firestone Research, Inc. | Band element and method for building same for a run flat banded tire |
-
2000
- 2000-07-26 EP EP00115999A patent/EP1074369B1/en not_active Expired - Lifetime
- 2000-07-26 DE DE60022957T patent/DE60022957T2/en not_active Expired - Lifetime
- 2000-07-26 AT AT00115999T patent/ATE305847T1/en not_active IP Right Cessation
- 2000-07-31 JP JP2000231044A patent/JP4969717B2/en not_active Expired - Fee Related
- 2000-08-03 BR BR0003354-5A patent/BR0003354A/en not_active Application Discontinuation
- 2000-08-04 US US09/633,032 patent/US6875297B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BR0003354A (en) | 2001-04-10 |
| DE60022957D1 (en) | 2006-02-16 |
| DE60022957T2 (en) | 2006-07-20 |
| US6875297B1 (en) | 2005-04-05 |
| ATE305847T1 (en) | 2005-10-15 |
| JP2001088222A (en) | 2001-04-03 |
| JP4969717B2 (en) | 2012-07-04 |
| EP1074369A1 (en) | 2001-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1074369B1 (en) | Method for manufacturing highly stressed composite pieces | |
| EP1981700B1 (en) | Process for manufacturing a composite ring | |
| EP0406353B1 (en) | Textile reinforcement for composite materials and method for obtaining them | |
| WO2009007616A2 (en) | Method for impregnating continuous fibres with a composite polymer matrix containing a grafted fluorinated polymer | |
| EP2112970A1 (en) | Method for a complex part of a composite material with long fibers and heat-curable matrix | |
| WO2015018799A1 (en) | Compacting roller for a head for laying yarns preimpregnated with resin and process for producing such a roller | |
| EP3887472B1 (en) | Glass-resin composite-based multi-composite material | |
| EP3887471B1 (en) | Bonding a glass-resin composite monofilament to a thermoplastic matrix | |
| EP3898754B1 (en) | Resin composition comprising a specific crosslinking agent | |
| EP3019550B1 (en) | Method for producing a composite part | |
| FR3053913A1 (en) | IMPROVED PROCESS FOR OBTAINING A THERMOPLASTIC COMPOSITE COMPOSITE CURVED PIECE AND INSTALLATION FOR IMPLEMENTING SAID METHOD | |
| WO2020109721A1 (en) | Glass-resin composite-based multi-composite material | |
| WO2020109723A1 (en) | Bonding a glass-resin composite monofilament to a thermoplastic matrix | |
| EP0394081B1 (en) | Method for producing a composite comprising a thermoplastic matrix reinforced with long fibres, and composite obtained by this method | |
| FR3140573A1 (en) | Spar FOOTBED AND CORRESPONDING PRODUCTION METHOD | |
| EP3887470B1 (en) | Glass-resin composite-based multi-composite material | |
| EP2911864B1 (en) | Method for producing parts made of thermosetting composite by laying of fibres of preimpregnated material | |
| EP2911863B1 (en) | Method for producing thermosetting composite parts by drape-forming of preimpregnated material | |
| WO2020109722A1 (en) | Glass-resin composite-based multi-composite material | |
| FR3089996A1 (en) | Resin composition comprising a specific crosslinking agent | |
| EP0936056A1 (en) | Process and apparatus for moulding without a press | |
| WO2022200727A1 (en) | Anchorage-type reinforcing device and related manufacturing method | |
| JP2000141483A (en) | Method for curing outer surface of frp tube | |
| FR3136190A1 (en) | Method for producing a shaped thermoplastic composite, shaped thermoplastic composite and system for producing a shaped thermoplastic composite. | |
| BE596734A (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CONCEPTION ET DEVELOPPEMENT MICHELIN S.A. |
|
| 17P | Request for examination filed |
Effective date: 20010807 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030205 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: TORNARE, MARCEL Inventor name: MOUSTY, HERVE Inventor name: MEUWLY, ROBER Inventor name: HINC, HENRI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20051005 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051005 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051005 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051005 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051005 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060105 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060105 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060116 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060107 |
|
| REF | Corresponds to: |
Ref document number: 60022957 Country of ref document: DE Date of ref document: 20060216 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060306 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060706 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070330 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: D3 |
|
| BERE | Be: lapsed |
Owner name: CONCEPTION ET DEVELOPPEMENT MICHELIN S.A. Effective date: 20060731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051005 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080722 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090726 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150626 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180723 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60022957 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 |