EP0924313A1 - Non-ridging ferritic chromium alloyed steel - Google Patents
Non-ridging ferritic chromium alloyed steel Download PDFInfo
- Publication number
- EP0924313A1 EP0924313A1 EP98124277A EP98124277A EP0924313A1 EP 0924313 A1 EP0924313 A1 EP 0924313A1 EP 98124277 A EP98124277 A EP 98124277A EP 98124277 A EP98124277 A EP 98124277A EP 0924313 A1 EP0924313 A1 EP 0924313A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- sheet
- cast
- melt
- titanium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
- C21D8/0215—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
Definitions
- This invention relates to ferritic chromium alloyed steels formed from a melt having an as-cast fine equiaxed grain structure. More particularly, this invention relates to ferritic chromium alloyed steels formed from a melt containing sufficient titanium and nitrogen but a controlled amount of aluminum for forming small titanium oxide inclusions to provide the necessary nuclei for forming the as-cast equiaxed grains.
- a hot processed sheet produced from the steel having this equiaxed cast grain structure is especially suitable for producing a cold reduced, recrystallization annealed sheet having excellent non-ridging characteristics and stretch formability, even without a hot band anneal or intermediate anneal.
- Ferritic chromium alloyed steels especially sub-equilibrium ferritic chromium alloyed steels such as stainless Type 409 and 439, regardless of whether continuously cast into slab thicknesses of 50-200 mm or strip cast into thicknesses of 2-10 mm, typically have as-cast large columnar grains. These large columnar grains have a near cube-on-face crystallographic texture which leads to a very undesirable ridging characteristic in a final cold rolled, annealed sheet used in various fabricating applications. The surface appearance resulting from this ridging is highly objectionable in exposed formed parts such as caskets, automotive trim, exhaust tubes and end cones, stamped mufflers, oil filters, and the like.
- Ridging causes the sheet to have a rough, uneven surface appearance after forming and is attributed to a large non-uniform or "banded" grain structure present after cold rolling and annealing, resulting from the initial occurrence of the columnar grain structure in the as-cast steel.
- Hot rolled sheet prior to cold reduction.
- This additional annealing step of hot rolled ferritic stainless steel also results in reduced formability caused by lower average strain ratios, i.e., R m , which degrades deep drawability.
- R m average strain ratios
- a hot rolled sheet that is annealed before cold reduction must be cold reduced at least 70 % to offset the loss of R m caused by the hot band anneal before final annealing.
- ridging in a ferritic stainless steel originates primarily during hot rolling.
- attempts to minimize ridging by forming a fine equiaxed grain structure in a cast ingot by controlling the chemistry of the melt, e.g., one or more of the impurities of C, N, O, S, P, and by refining grain structure by using lower hot rolling temperatures, e.g., 950-1100°C.
- US-A-4,465,525 relates to a ferritic stainless steel having excellent formability and improved surface quality.
- This patent discloses that boron in amounts of 2-30 ppm and at least 0.005 % aluminum can increase the elongation and the R m as well as decrease the ridging characteristic.
- the US-A-4,515,644 relates to a deep drawing ferritic stainless steel having improved ridging quality.
- This patent discloses that an addition of aluminum, boron, titanium, niobium, zirconium and vanadium all can increase ferritic stainless steel elongation, increase the R m and enhance the anti-ridging property.
- this patent discloses a ferritic stainless steel having at least 0.01 % Al that has improved anti-ridging characteristics.
- the US-A-5,662,864 relates to producing a ferritic stainless steel having good ridging characteristics when Ti, C + N and N/C are carefully controlled. This patent teaches ridging can be improved due to formation of carbonitrides by adding Ti in response to the C + N content in a melt.
- the steel melt contains ⁇ 0.01 % C, ⁇ 1.0 % Mn, ⁇ 1.0 % Si, 9-50 % Cr, ⁇ 0.07 % Al, 0.006 ⁇ C + N ⁇ 0.025 %, N/C ⁇ 2, (Ti - 2S - 30)/(C + N) ⁇ 4 and TixN ⁇ 30x10 -4 .
- the US-A-5,505,797 relates to producing a ferritic stainless steel having reduced intra-face anisotropy and an excellent grain structure.
- the steel melt preferably contains 0.0010-0.080 % C, 0.10-1.50 % Mn, 0.10-0.80 % Si, 14-19 % Cr and two or more of 0.010-0.20 % Al, 0.050-0.30 % Nb, 0.050-0.30 % Ti and 0.050-0.30 % Zr.
- the steel is cast into a slab and hot rolled to a sheet having thickness of 4 mm, hot strip annealed, pickled, cold rolled and finish annealed.
- the slab was heated to 1200 °C and subjected to at least one rough hot rolling pass at a temperature between 970-1150 °C.
- the friction between the hot mill rolls and the hot rolled steel was 0.3 or less, the rolling reduction ratio was between 40-75 % and the hot rolling finishing temperature was 600-950 °C.
- the hot rolled steel was annealed at a temperature of 850 °C for 4 hours, was cold reduced 82.5 % and finish annealed at a temperature of 860 °C for 60 seconds.
- the US-A-4,964,926 relates to weldable dual stabilised ferritic stainless steel having improved surface quality by eliminating the formation and precipitation of non-metallic titanium oxides and titanium nitrides during casting by forming a sub-equilibrium titanium stabilized ferritic stainless steel.
- This document discloses it was known that roping characteristics could be improved by adding niobium alone or niobium and copper to a ferritic stainless steel. However, the addition of niobium alone caused weld cracking.
- This US-A-4,964,926 discloses replacing a portion of a titanium stabilizer with a niobium stabilizer to form a dual stabilized ferritic stainless steel. An addition of at least 0.05 % titanium to a niobium stabilized steel eliminates weld cracking.
- a principal object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics without requiring a hot processed sheet be annealed prior to cold reduction.
- Another object of this invention is to provide a ferritic chromium alloyed steel sheet with good ridging characteristics and improved grain structure and high tensile elongation characteristics without requiring a hot processed sheet be annealed prior to cold reduction.
- Another object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics without requiring multiple cold reductions with annealing between the cold reduction stages.
- Another object of this invention is to form a ferritic chromium alloyed steel sheet from a continuously cast slab that does not require surface conditioning prior to hot processing the steel slab.
- Another object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics formed from a continuously cast slab that does not require surface conditioning prior to hot processing the steel slab.
- the ferritic chromium alloyed steels according to the invention have an as-cast structure with greater than 50 % equiaxed grains.
- the as-cast steel is deoxidized with titanium and contains up to 0.08 % C, at least about 8 % Cr, up to 1.50 % Mn, ⁇ 0.05 % N, ⁇ 1.5 % Si, ⁇ 2.00 % Ni, Ti ⁇ 0.10 %, wherein the ratio of (Ti x N)/Al is at least 0.14, all percentages by weight, the balance Fe and residual elements.
- the as-cast steel is hot processed into a continuous sheet.
- the sheet may be descaled, cold reduced to a final thickness and then recrystallization annealed. Annealing the hot processed sheet prior to cold reduction or annealing the sheet between multiple cold reduction stages to eliminate ridging in the final annealed sheet is not necessary.
- Another feature of this invention is for the aforesaid Ti being ⁇ 0.15 % and the aluminum being ⁇ 0.02 % wherein the aforesaid ratio of (Ti x N)/Al can be at least 0.20.
- the aforesaid content of Ti satisfying the relationship (Ti/48)/[(C/12)+(N/14)]>1.5 and the aforesaid Ti and N being present in sub-equilibrium amounts.
- It is an advantageously feature of the cold reduced, annealed sheet to have an R m of ⁇ 1.4 by being produced from a hot processed sheet that was not annealed prior to cold reduction.
- the aforesaid as-cast equiaxed grains having a size ⁇ 3 mm and the annealed sheet has an uniformly grain structure.
- Another ferritic chromium alloyed steel of the invention contains ⁇ 0.010 % Al, up to 0.08 % C, up to 1.50 % Mn, ⁇ 0.05 % N, ⁇ 1.5 % Si, 8-25 % Cr, ⁇ 2.0 % Ni and means for deoxidizing the steel, all percentages by weight, the balance Fe and residual elements.
- the deoxidizing means consists of titanium.
- the as-cast steel is hot processed into a continuous sheet. The sheet may be descaled, cold reduced to a final thickness and then recrystallization annealed. Annealing the hot processed sheet prior to cold reduction to eliminate ridging in the final annealed sheet is not necessary.
- the annealed sheet advantageously has an r m value of ⁇ 1.4.
- the aforesaid as-cast equiaxed grains has a size less than 3 mm and the aforesaid as-cast microstructure has a high fraction of fine equiaxed grains.
- Advantages of this invention include a highly formable ferritic chromium alloyed steel with excellent ridging characteristics that is less costly to manufacture, does not require a hot processed sheet to be annealed prior to cold reduction, has improved surface quality, has improved weldability, good wet corrosion resistance and has good high temperature cyclical oxidation resistance.
- Another advantage is being able to cast a slab that does not require surface conditioning, e.g., grinding, prior to hot processing to prevent formation of open surface defects extending parallel to the rolling direction in a hot processed sheet such hot rolling scale and streaks rolled from non-metallic titanium oxide or titanium nitride cluster type precipitates formed near a slab surface during casting.
- Another advantage of this invention includes a highly formable ferritic chromium has improved weldability, good wet corrosion resistance and has good high temperature cyclical oxidation resistance. Another advantage is being able to cast a slab that does not require surface conditioning, e.g., grinding, prior to hot processing to prevent formation of open surface defects extending parallel to the rolling direction in a hot processed sheet such hot rolling scale and streaks rolled from non-metallic titanium oxide or titanium nitride cluster type precipitates formed near a slab surface during casting. Another advantage of this invention includes a highly formable ferritic chromium alloyed steel sheet with excellent ridging characteristics having very uniform grain structure in the sheet after annealing.
- ferritic chromium alloyed steel is meant to include a steel alloyed with at least about 8% chromium.
- the ferritic chromium alloyed steels of this invention are especially suited for hot processed sheets, cold reduced sheets, metallic coated sheets and painted sheets. These ferritic chromium alloyed steels are well suited for stainless steels of the AISI Type 400 series containing about 10-25% Cr, especially 409 Type stainless steel containing about 11-13% Cr.
- sheet is meant to include continuous strip or cut lengths formed from continuous strip.
- a ferrous melt is provided in a melting furnace such as an electric arc furnace (EAF).
- EAF electric arc furnace
- This ferrous melt may be formed in the melting furnace from solid iron bearing scrap, carbon steel scrap, stainless steel scrap, solid iron containing materials including iron oxides, iron carbide, direct reduced iron, hot briquetted iron, or the melt may be produced upstream of the melting furnace in a blast furnace or any other iron smelting unit capable of providing a ferrous melt.
- the ferrous melt then will be refined in the melting furnace or transferred to a refining vessel such an argon-oxygen-decarburization vessel (AOD) or a vacuum-oxygen-decarburization vessel (VOD), followed by a trim station such as a ladle metallurgy furnace (LMF) or a wire feed station.
- a refining vessel such as argon-oxygen-decarburization vessel (AOD) or a vacuum-oxygen-decarburization vessel (VOD)
- AOD argon-oxygen-decarburization vessel
- VOD vacuum-oxygen-decarburization vessel
- trim station such as a ladle metallurgy furnace (LMF) or a wire feed station.
- An important feature of this invention is after refining the melt to a final carbon analysis and during or after trim alloys to meet a final specification are added to the melt, titanium is added to the melt for deoxidation prior to casting. Deoxidation of the melt with titanium is necessary for forming small titanium oxide inclusions for forming the nuclei necessary for forming an as-cast equiaxed fine grain structure. To provide sufficient numbers of these nuclei necessary for forming the as-cast equiaxed fine grain structure, at least about 0.10% Ti is necessary in the melt. Aluminum preferably is not added to this refined melt as a deoxidant to minimize formation of alumina inclusions, i.e., aluminum oxide, Al 2 O 3 .
- An equally important feature of this invention is that sufficient titanium and nitrogen be present in the melt prior to casting so that the ratio of the product of titanium and nitrogen divided by residual aluminum (TNA) be at least about 0.14. By controlling this ratio to least 0.14, it is believed nitrogen in the melt forms small titanium oxide inclusions coated with titanium nitride insuring the small nucleation sites necessary for forming the as-cast fine equiaxed grains. If the steel is to be stabilized, sufficient amount of the titanium beyond that required for deoxidation, i.e., 0.10%, can be added for combining with carbon and nitrogen in the melt but preferably less than that required for saturation with nitrogen, i.e., sub-equilibrium, thereby avoiding precipitation of large titanium nitride inclusions before solidification.
- the steel of this invention has at least 0.10% Ti, preferably at least 0.005% N and preferably less than 0.02% Al in the melt so that the steel is essentially deoxidized by the titanium with small titanium oxide inclusions being the dominant inclusions in the melt, i.e., titanium oxide inclusions >> Al 2 O 3 inclusions, to provide the nuclei necessary for forming an as-cast equiaxed grain structure.
- Ferritic chromium alloyed steels deoxidized with aluminum rather than titanium can have small inclusions in a melt.
- a major difference between prior art aluminum deoxidized ferritic chromium steels compared to the titanium deoxidized ferritic chromium steels of this invention is that most of the inclusions of the inventive steel melts are titanium oxide based rather than alumina based.
- the chromium alloyed ferrous steel melt After being refined and alloyed with chromium in a melting or refining vessel, the chromium alloyed ferrous steel melt will be deoxidized with titanium and contain up to 0.08% C, at least about 8% Cr, up to 1.50% Mn, ⁇ 0.03% Al, ⁇ 0.05% N, ⁇ 1.5% Si, ⁇ 2.0% Ni, Ti ⁇ 0.10%, all percentages by weight, the balance Fe and residual elements.
- the ratio of the product of the weight percentages of titanium and nitrogen divided by residual aluminum must be at least about 0.14.
- the chromium alloyed steel melt may be continuously cast into a sheet, a thin slab ⁇ 140 mm, a thick slab ⁇ 200 mm or cast into an ingot having an as-cast grain structure formed of greater than 50% fine equiaxed grains.
- the steel melt has a ratio of the product of the weight percentages of titanium and nitrogen divided by residual aluminum of at least 0.16, more preferably at least 0.23 and cast forming an as-cast structure at least 80% fine equiaxed grains and essentially all fine equiaxed grains respectively.
- the ratio of the product of titanium and nitrogen divided by residual aluminum necessary to obtain an as-cast equiaxed grain also is related to the chromium content of the steel.
- the ratio of the product of titanium and nitrogen divided by residual aluminum to achieve greater than 50% as-cast equiaxed grains is at least about .14 and to achieve nearly 100% as-cast equiaxed grains is greater than .23.
- Tables 3 and 4 demonstrate the ratio of the product of titanium and nitrogen divided by residual aluminum to achieve greater than 50% as-cast equiaxed grains was greater than about .20 and to achieve nearly 100% as-cast equiaxed grains was greater than about .30.
- the cast steel is hot processed into a sheet.
- hot processed will be understood the as-cast steel will be reheated, if necessary, and then reduced to a predetermined thickness such as by hot rolling. If hot rolled, a steel slab is reheated to 1050-1300°C, hot rolled using a finishing temperature of at least 800°C and coiled at a temperature ⁇ 580°C.
- the hot rolled sheet e.g., "hot band” may be descaled and cold reduced at least 40%, preferably at least 50%, to a desired final sheet thickness. Thereafter, the cold reduced sheet will be recrystallization annealed for at least 1 second at a peak metal temperature of 800-1000°C.
- a significant advantage of this invention is the hot processed sheet is not required to be annealed prior to this cold reduction.
- Another advantage of this invention is the hot processed sheet can be cold reduced in one stage thereby not requiring an intermediate anneal between multiple cold reductions.
- the recrystallization annealing following cold reduction may be a continuous anneal or a box anneal.
- Another advantage of this invention is that a chromium alloyed annealed steel sheet with excellent ridging characteristics has a very uniform fine grain structure with as little as 40% cold reduction.
- the ferritic chromium alloyed steel of the present invention can be produced from a hot processed sheet made by a number of methods.
- the sheet can be produced from slabs formed from ingots or continuous cast slabs of 50-200 mm thickness which are reheated to 1050-1300°C followed by hot rolling to provide a starting hot processed sheet of 1-6 mm thickness or the sheet can be hot processed from strip continuously cast into thicknesses of 2-10 mm.
- the present invention also is applicable to sheet produced by methods wherein continuous cast slabs or slabs produced from ingots are fed directly to a hot rolling mill with or without significant reheating, or ingots hot reduced into slabs of sufficient temperature to be hot rolled in to sheet with or without further reheating.
- titanium is used for deoxidation of the melt prior to casting. Titanium is used for deoxidation to insure the dominant inclusions in the melt are small titanium oxide inclusions for nucleating the as-cast equiaxed ferrite grains.
- the amount of titanium in the melt will be at least 0.10% and preferably is a sub-equilibrium amount. More preferably, the amount of titanium in this steel melt will be ⁇ 0.15% and satisfy the relationship (Ti/48)/[(C/12) + (N/14)] > 1.5.
- sub-equilibrium is meant the amount of titanium is controlled so that the solubility product of the titanium compounds formed are below the saturation level at the steel liquidus temperature thereby avoiding excessive TiN precipitation in the melt.
- TiN precipitates grow into low density, large clusters which float to solidifying slab surfaces during continuous casting. These non-metallic TiN clusters form open surface defects during hot processing of the slab.
- the amount of titanium permitted in the melt to avoid excessive precipitation is inversely related to the amount of nitrogen.
- the maximum amount of titanium for "sub-equilibrium" is generally illustrated in FIG. 4 of US patent 4,964,926, incorporated herein by reference. Depending upon the chromium and nitrogen content of a molten steel alloy, the amount of titanium must be controlled to less than that indicated by the curves in FIG. 4 of US patent 4,964,926.
- T409 stainless steel containing about 12% Cr and 0.010% N can contain up to about 0.26% Ti.
- Stainless steel containing about 15% Cr and 0.010% N can contain up to about 0.30% Ti.
- T439 stainless steel containing about 18% Cr and 0.010% N can contain up to about 0.35% Ti.
- Excessive nitrogen is not a problem for those manufacturers that refine ferritic stainless steel melts in an AOD. Nitrogen substantially below 0.010% can be obtained when refining the stainless steel in an AOD thereby allowing increased amount of titanium to be tolerated and still be at sub-equilibrium.
- An important feature of this invention is that sufficient nitrogen be present in the steel prior to casting so that the ratio of the product of titanium and nitrogen divided by aluminum be at least about 0.14. By controlling this ratio, it is believed sufficient titanium oxide inclusions are formed insuring the necessary nucleation sites for forming the as-cast equiaxed grains.
- the amount of nitrogen present in the melt should be ⁇ 0.05%, preferably 0.005-0.03% and more preferably 0.007-0.015%. It is believed small titanium oxide inclusions coated with titanium nitride are responsible for providing the nucleation sites necessary for the formation of an as-cast fine equiaxed grain structure. By carefully controlling the amounts of titanium and nitrogen in the melt, it is believed sufficient small titanium oxide inclusions having a size less than 1 ⁇ m form providing the necessary nucleation sites responsible for the fine as-cast equiaxed grain structure.
- a steel alloy composition can be controlled with respect to N and the sub-equilibrium amount of Ti to obviate excessive TiN precipitation and Ti-streak formation in the hot processed sheet.
- N concentrations after melting in an EAF may be as high as 0.05%
- the amount of dissolved N can be reduced during argon gas refining in an AOD to less than 0.02% and, if necessary, to less than 0.01%.
- Precipitation of excessive TiN can be avoided by reducing the sub-equilibrium amount of Ti to be added to the melt for any given nitrogen content.
- the amount of nitrogen in the melt can be reduced in an AOD for an anticipated amount of Ti contained in the melt.
- the steel melt would contain less than about 0.25% Ti, to avoid excessive TiN precipitation before solidification of the melt.
- the steel melt would contain less than about 0.35% Ti to avoid excessive TiN precipitation before solidification of the melt.
- An equally important feature of this invention is for total residual aluminum being controlled or minimized relative to the amounts of titanium and nitrogen.
- Minimum amounts of titanium and nitrogen must be present in the melt relative to the aluminum.
- We have determined the ratio of the product of titanium and nitrogen divided by residual aluminum must be at least about 0.14, preferably at least 0.23 to insure nearly 100% equiaxed as-cast grains.
- the amount of aluminum preferably is ⁇ 0.020%, more preferably ⁇ 0.013% and most preferably reduced to ⁇ 0.010%. If aluminum is not purposefully alloyed with the melt during refining or casting such as for deoxidation immediately prior to casting, total aluminum can be controlled or reduced to less than 0.010%, especially for stainless steels containing less than 14% Cr. For a stainless steel containing high chromium, i.e., Cr ⁇ 15%, requiring the ratio of (Ti x N)/Al > 0.40 to achieve nearly 100% as-cast fine equiaxed grains, it may be necessary to add nitrogen to the melt to greater than 0.01%.
- Aluminum preferably is not to be inadvertently added to the melt as an impurity present in an alloy addition of another element, e.g., titanium.
- the use of titanium alloy additions containing an impurity of aluminum preferably should be avoided. Titanium alloys may contain as much as 20% Al which may contribute as much as 0.07% total Al to the melt. By carefully controlling the refining and casting practices, a melt containing ⁇ 0.020% aluminum can be obtained.
- total aluminum especially for stainless steels containing less than 14% Cr, must be controlled to less than 0.03%, preferably to less than 0.02%, more preferably to no more than 0.013%, most preferably to less than 0.01%, to minimize the formation of Al 2 O 3 inclusions in the melt so that titanium is the primary deoxidant.
- Steel continuously cast into a thin slab or a continuous sheet does not inherently have an as-cast fine equiaxed grain structure. It is believed by carefully controlling the aluminum in this invention, the formation of Al 2 O 3 inclusions can be minimized. Al 2 O 3 inclusions contained in a melt tend to coalesce into large clusters.
- small inclusions having a size less than 5 ⁇ m, preferably no greater than 1.5 ⁇ m and more preferably no greater than 1 ⁇ m of titanium oxide become the dominant non-metallic inclusions in the melt.
- These small titanium oxide inclusions are believed to provide nucleation sites permitting the formation of an as-cast fine equiaxed grain structure during solidification. Accordingly, titanium is used for deoxidation to insure the dominant inclusions in the melt and solidified cast steel are small titanium oxides rather than alumina inclusions, i.e., number of titanium oxide inclusions >> alumina inclusions.
- Aluminum deoxidized steels of the prior art tended to clog nozzles during continuous casting.
- Calcium generally was required to be added to the high aluminum steel to increase the fluidity of Al 2 O 3 inclusions in the cast melt to minimize this tendency to plug the casting nozzle.
- calcium generally adversely affects the formation of an as-cast fine equiaxed grain. Accordingly, calcium should be limited to ⁇ 0.0020%.
- An important advantage of this invention is to obviate the need for the addition of calcium to the low aluminum melt since very few Al 2 O 3 inclusions are present in the melt when aluminum is maintained at ⁇ 0.016%. Large numbers of Al 2 O 3 inclusions contained in a melt can quickly coalesce into clusters of alumina which can cause nozzle clogging during continuous casting.
- Carbon is present in the steels of the present invention in an amount of up to 0.08%, preferably ⁇ 0.02% and more preferably 0.0010-0.01%. If carbon exceeds about 0.08%, the formability, corrosion and weldability are deteriorated. Accordingly, carbon should be reduced to an amount as low as possible.
- An element for stabilizing carbon and nitrogen may be present in the steels of the present invention in an amount up to 1.0%, preferably up to 0.6% and more preferably up to 0.3%. If a stabilized steel is desired, sufficient stabilizing element should be present to form a stable carbo-nitride compound effective for making a crystalline grain size for increasing the elongation and toughness of the stainless steel thereby enhancing formability such as deep drawability after annealing. If the stabilizing element is greater than about 1.0%, the cost of producing the steel is increased without any corresponding benefit in properties.
- other suitable stabilizing elements may also include niobium, zirconium, tantalum, vanadium or mixtures thereof with titanium alone being preferred. If a second stabilizing element along with titanium is used, e.g., niobium, the second stabilizing element should be limited to no more than about 0.3% when deep formability is required. Nb above 0.3% adversely affects formability.
- Chromium is present in the steels of the present invention in an amount of ⁇ 8%, preferably ⁇ 10%. If chromium is less than about 8%, the wet corrosion resistance, e.g., automotive exhaust components, of the steel is adversely affected. If chromium is greater than about 25%, the formability of the steel is deteriorated.
- boron may be desirable to add boron to the steels of the present invention in an amount of ⁇ 5 ppm, more preferably ⁇ 20 ppm, most preferably 40-60 ppm.
- boron By having boron of at least 5 ppm, the resistance to secondary work embrittlement of steel is improved so that the steel sheet will not split during deep drawing applications and multi-step forming applications. If boron is greater than about 200 ppm, the formability of the steel is deteriorated.
- Oxygen is present in the steels of the present invention preferably in an amount ⁇ 100 ppm.
- oxygen in the melt will be within the range of 10-60 ppm thereby providing a very clean steel having small titanium oxide inclusions that are necessary for forming the nucleation sites responsible for the fine as-cast equiaxed grain structure.
- Silicon is generally present in the chromium alloyed steels of the present invention in an amount ⁇ 1.5%, preferably ⁇ 0.5%.
- a small amount of silicon generally is present in a ferritic stainless steel to promote formation of the ferrite phase. Silicon also enhances high temperature corrosion resistance and provides high temperature strength, e.g., automotive exhaust components. Accordingly, silicon should be present in the melt in an amount of at least 0.10%. Silicon should not exceed about 1.5% because the steel is too hard and the elongation is adversely affected.
- Manganese is present in the steels of the present invention in an amount up to 1.5%, preferably less than 0.5%. Manganese improves hot workability by combining with sulfur as manganese sulfide to prevent tearing of the sheet during hot processing. Accordingly, manganese in amounts of at least 0.1% is desirable. However, manganese is an austenite former and affects the stabilization of the ferrite phase. If the amount of manganese exceeds about 1.5%, the stabilization and formability of the steel is adversely affected.
- Sulfur is present in the steels of the present invention preferably in an amount of ⁇ 0.015%, more preferably ⁇ 0.010% and most preferably ⁇ 0.005%.
- sulfur adversely affects wet corrosion resistance, especially those steels containing a lower amount of chromium. Accordingly, the sulfur preferably should not exceed about 0.015%.
- nickel is an austenite former and affects the stabilization of the ferrite phase. Accordingly, nickel is limited to ⁇ 2.0%, preferably ⁇ 1.0%.
- the ferritic chromium alloyed steel of this invention may also include other elements such as copper, molybdenum, phosphorus and the like made either as deliberate additions or present as residual elements, i.e., impurities from steelmaking process.
- a comparative chromium alloyed ferrous melt of about 25 kg was provided in a laboratory vacuum vessel. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium.
- the composition of the chromium alloyed steel melt was 0.006% Al, 0.15% Ti, 0.007% C, 0.26% Mn, 0.36% Si, 11.2% Cr, 0.18% Ni and 0.005% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was .125.
- the melt was cast into an ingot having a thickness and width of about 75 mm and about 150 mm respectively.
- a chromium alloyed ferrous melt of the invention of about 25 kg was provided in the same laboratory vacuum vessel as described in Example 1. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium. The composition of the chromium alloyed steel melt was 0.007% Al, 0.28% Ti, 0.008% C, 0.25% Mn, 0.36% Si, 11.1% Cr, 0.18% Ni and 0.004% N. The ratio of the product of titanium and nitrogen divided by aluminum was increased to 0.16. About 17 minutes after making the titanium addition, the melt was cast into an ingot having a thickness and width of about 75 mm and about 150 mm respectively.
- An as-cast grain structure of a cross-section piece cut from the stainless steel ingot had a fine grain structure of about 78% equiaxed grains and an average diameter size of about 2 mm as shown in FIG. 2.
- This steel having a ratio (Ti x N)/Al ⁇ 0.14 illustrates that an as-cast steel grain structure will contain ⁇ 50% fine equiaxed grains.
- Example 2 Another comparative chromium alloyed ferrous melt of the invention was produced in a manner similar to that in Example 1 had a composition of 0.013% Al, 0.19% Ti, 0.007% C, 0.26% Mn, 0.36% Si, 11.0% Cr, 0.24% Ni and 0.009% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was .13.
- This steel melt was cast into an ingot.
- An as-cast grain structure of cross-section piece cut from the stainless steel ingot had a grain structure that was completely columnar and had an average column size of about 2 mm as shown in FIG. 3.
- This steel having a ratio of (Ti x N)/Al ⁇ 0.14 illustrates that an as-cast steel grain structure will contain ⁇ 50% equiaxed grains.
- Example 2 Another chromium alloyed ferrous melt of the invention was produced in a manner similar to that in Example 2 had a composition of 0.013% Al, 0.24% Ti, 0.007% C, 0.26% Mn, 0.37% Si, 11.1% Cr, 0.25% Ni and 0.008% N. The ratio of the product of titanium and nitrogen divided by aluminum was increased to .15. This steel melt was cast into an ingot within about 14 minutes after making the titanium addition.
- An as-cast structure of the cross-section piece cut from the stainless steel ingot had a fine grain structure of about 84% equiaxed grains and an average diameter size of about 3 mm as shown in FIG. 4. This steel illustrates that an as-cast steel grain structure will contain ⁇ 50% fine equiaxed grains even though the steel has high aluminum, i.e., ⁇ 001%, if the ratio (Ti x N)/Al ⁇ 0.14.
- compositions, TNA and %EQ of the as-cast ingots for the comparative and inventive Type 409 stainless melts of Examples 1-4 above as well as many additional comparative and inventive Type 409 stainless laboratory melts produced and cast into ingots in a manner similar to that described for Examples 1-4 are summarized in Table 1.
- the %EQ as a function of TNA for these ingots is shown in FIG. 13.
- FIG. 13 generally demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of about 0.14 or more are necessary to obtain an as-cast steel grain structure containing at least 50% fine equiaxed grains.
- compositions, TNA and %EQ for still other as-cast laboratory ingots for comparative and inventive Type 430, Type 439 and Type 439Mo high chromium stainless melts produced and cast similar to the ingots of Examples 1-4 are summarized in Table 3.
- Table 3 demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of at least about .20 are necessary to obtain an as-cast steel grain structure containing at least 50% fine equiaxed grains.
- a comparative chromium alloyed ferrous melt of about 125 metric tons was provided in an AOD refining vessel. After carbon was reduced to the final specification, the melt was transferred to a LMF wherein final trim alloying elements were added. Thereafter, the melt was deoxidized with titanium. The final composition of the melt was 0.009% Al, 0.21% Ti, 0.007% C, 0.26% Mn, 0.32% Si, 11.2% Cr, 0.14% Ni and 0.005% N. The ratio of the product of titanium and nitrogen divided by aluminum was .12. The steel melt then was transferred to a caster within about 40 minutes and continuously cast into thin slabs having a thickness of 130 mm and a width of 1200 mm.
- FIG. 5 illustrates a ferritic stainless steel having a ratio of (Ti x N)/Al ⁇ 0.14 results in as-cast steel grain structure containing no equiaxed grains.
- a chromium alloyed ferrous melt of the invention of about 125 metric tons was produced in a manner similar to that described above for Example 5 except for the following composition changes.
- the composition of the melt was 0.23% Ti, 0.008% Al, 0.010% C, 0.27% Mn, 0.31% Si, 11.1% Cr, 0.13% Ni and 0.007% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was increased to .19.
- the steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5.
- An as-cast grain structure of a slab of this stainless steel had a fine grain structure of about 84% equiaxed grains and an average size of about 2 mm as illustrated in FIG. 6.
- FIG. 6 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al ⁇ 0.14 results in an as-cast steel grain structure containing > 50% equiaxed grains.
- the slabs of this steel contained inclusions primarily of titanium oxides.
- Example 5 Another comparative chromium alloyed ferrous melt was produced similar to that of Example 5.
- the composition of the melt was 0.20% Ti, 0.014% Al, 0.011% C, 0.28% Mn, 0.31% Si, 10.9% Cr, 0.12% Ni and 0.0087% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was only .11.
- the steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5.
- An as-cast grain structure of a slab of this stainless steel had about 94% large columnar grains having an average column size of about 5 mm as illustrated in FIG. 7.
- FIG. 7 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al ⁇ .14 results in an as-cast steel grain structure containing very few equiaxed grains.
- Another chromium alloyed ferrous melt of the invention was produced similar to that of Example 6.
- the composition of the melt was 0.21% Ti, 0.016% Al, 0.006% C, 0.23% Mn, 0.27% Si, 11.3% Cr, 0.11% Ni and 0.011% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was .15.
- the steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5.
- An as-cast grain structure of a piece cut from a slab of this stainless steel had a predominantly fine equiaxed grain structure as illustrated in FIG. 8.
- FIG. 8 illustrates a ferritic stainless steel having a ratio of (Ti x N)/Al ⁇ 0.14 resulted in an as-cast steel grain structure containing 63% fine equiaxed grains having a size of about 3 mm.
- This steel illustrates that an as-cast steel grain structure can contain > 50% fine equiaxed grains even though the steel has high aluminum, i.e., ⁇ 0.01%, if the ratio (Ti x N)/Al ⁇ 0.14.
- the slabs of this steel contained inclusions primarily of titanium oxides.
- FIG. 9 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al ⁇ .14 results in an as-cast steel grain structure containing no equiaxed grains.
- a high ridging characteristic of 3 or more and a low grain structure of less than 1.3 are unacceptable for many deep formability, exposed, ferritic stainless steel applications.
- the mechanical properties for this steel are summarized in Table 5.
- a cold rolled, annealed grain structure of this steel is shown in FIG. 11 exhibiting a non-uniform "banded" grain structure characteristic of steels prone to ridging. This non-uniform banded grain structure is not acceptable for exposed ferritic stainless steel applications requiring high formability.
- Annealed cold reduced sheet produced from a slab having a columnar grain structure will experience severe ridging characteristics unless a sheet hot rolled from the slab is annealed prior to cold reduction.
- FIG. 10 illustrates this ferritic stainless steel having a ratio of (Ti x N)/Al ⁇ 0.23 resulted in an as-cast steel grain structure containing 100% fine equiaxed grains having a size of about 1 mm.
- the slabs of this steel contained inclusions primarily of titanium oxides.
- a ridging characteristic of 2 or less and an R m of at least 1.4 are acceptable for most deep forming, exposed ferritic stainless steel applications.
- Mechanical properties of the sheets of the invention are summarized in Table 6.
- the cold rolled and annealed grain structure is shown in FIG. 12 exhibiting a very uniform fine grain structure.
- This annealed cold reduced sheet of the invention produced from a slab having a fine equiaxed grain structure had excellent ridging characteristics even though a hot rolled sheet was not annealed prior to cold reduction.
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 10.
- the composition of the melt was 0.19% Ti, 0.006% Al, 0.007% C, 0.13% Mn, 0.31% Si, 11.0% Cr, 0.16% Ni and 0.008% N.
- the ratio of the product of titanium and nitrogen divided by aluminum was .24.
- the steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5.
- This ferritic stainless steel having a ratio of (Ti x N)/Al ⁇ 0.23 resulted in an as-cast steel structure containing 100% fine equiaxed grains of a size of about 1 mm.
- the slabs of this steel contained inclusions primarily of titanium oxides.
- Another 130 mm thickness thin slab of the composition described in Example 11 was reheated to 1250°C, hot processed into sheets having a thickness of 4.1 mm with a finishing temperature of 830°C and coiled at a temperature of 720°C.
- the hot processed sheets were descaled, pickled in nitric and hydrofluoric acid and then cold reduced 66%, 76% and 85% corresponding to thicknesses of 1.4, 1.0 and 0.6 mm respectively.
- These hot processed sheets of the invention were not annealed prior to cold reduction.
- the cold reduced sheets were annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheets generally was 2 or better and had an R m of 1.76-1.96.
- An R m of ⁇ 1.7 is considered outstanding for ferritic stainless steel and previously was not believed to be possible for a ferritic stainless steel that was not given an anneal prior to cold reduction.
- Mechanical properties of the sheets of the invention are summarize
- compositions, TNA and %EQ of the as-cast slabs for the comparative and inventive Type 409 stainless melts of Examples 5-11 above as well as additional comparative and inventive Type 409 stainless melts produced and cast into slabs in a manner similar to that described for Examples 5-11 are summarized in Table 2.
- the %EQ as a function of TNA for these slabs is shown in FIG. 14.
- FIG. 14 generally demonstrates the steels of the invention require Ti ⁇ 0.10% and a TNA, i.e., (Ti x N)/Al, of about 0.14 or more to obtain an as-cast steel structure containing greater than 50% fine equiaxed grains.
- the melts of the invention preferably are continuously cast having a super heat of at least 40°C, more preferably at least 55°C, to prevent the clustering of large alumina inclusions.
- Heat 880459 was reblown for excessive carbon after being deoxidized with titanium, i.e., titanium oxide inclusions probably removed to the slag. None unusual for Heat 880463 was observed.
- compositions, TNA and %EQ for still other as-cast slabs for comparative and inventive Type 430, Type 439 and Type 439Mo high chromium stainless melts produced and cast similar to the slabs of Examples 5-11 are summarized in Table 4.
- Table 4 demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of at least about .30 resulted in an as-cast steel grain structure generally containing well in excess of 50% fine equiaxed grains for high chromium alloyed steels.
- the highly formable ferritic chromium alloyed steel sheet of the invention produced from a steel having an as-cast structure of fine equiaxed grains is cast from a melt containing sufficient titanium and nitrogen but a controlled amount of aluminum for-forming small titanium oxide inclusions to provide the necessary nuclei for forming the as-cast equiaxed grain structure so that an annealed chromium alloyed sheet produced from this steel has enhanced ridging characteristics.
- %EQ 50% equiaxed fine grains
- a ferrous melt is provided in a melting furnace such as an electric arc furnace (EAF).
- EAF electric arc furnace
- This ferrous melt may be formed in the melting furnace from solid iron bearing scrap, carbon steel scrap, stainless steel scrap, solid iron containing materials including iron oxides, iron carbide, direct reduced iron, hot briquetted iron, or the melt may be produced upstream of the melting furnace in a blast furnace or any other iron smelting unit capable of providing a ferrous melt.
- the ferrous melt then will be refined in the melting furnace or transferred to a refining vessel such an argon-oxygen-decarburization vessel (AOD) or a vacuum-oxygen-decarburization vessel (VOD), followed by a trim station such as a ladle metallurgy furnace (LMF) or a wire feed station.
- AOD argon-oxygen-decarburization vessel
- VLD vacuum-oxygen-decarburization vessel
- trim station such as a ladle metallurgy furnace (LMF) or a wire feed station.
- An important feature of this invention is after refining the melt to a final carbon analysis and during or after trim alloys to meet a final specification are added to the melt, means for deoxidation is added to the melt prior to casting. This deoxidation means consists of titanium.
- Another important feature of this invention is aluminum specifically is not to be added to this refined melt as a deoxidant.
- the low aluminum steel of this invention preferably has at least 0.01% titanium added to the melt so that the steel is essentially deoxidized by the titanium to insure formation of an as-cast microstructure formed of a fine equiaxed grain structure.
- low aluminum is meant the steel contains up to 0.010% total Al. Steels containing more than 0.010% Al were observed to have banded structures indicating the as-cast slab microstructure was columnar.
- the low aluminum, chromium alloyed, ferrous steel melt After being refined and alloyed with chromium in a melting or refining vessel, the low aluminum, chromium alloyed, ferrous steel melt will be deoxidized with titanium and contain up to 0.08% C, ⁇ 0.05% N, up to 1.50% Mn, ⁇ 1.5% Si, 8-25% Cr, ⁇ 2.0% Ni, all percentages by weight, the balance Fe and residual elements.
- the chromium alloyed steel melt may be continuously cast into a sheet, a thin slab ⁇ 140 mm, a thick slab ⁇ 200 mm or cast into an ingot having an as-cast microstructure formed of a fine equiaxed grain structure greater than 50%, preferably at least 60%, more preferably at least 80% and most preferably the microstructure having essentially all fine equiaxed grains and be substantially free of large columnar grains.
- the cast steel then is hot processed into a continuous length of sheet.
- hot processed will be understood the as-cast steel will be reheated, if necessary, and then reduced to a predetermined thickness such as by hot rolling.
- a steel slab is reheated to 1050-1300°C, hot rolled using a finishing temperature of at least 800°C and coiled at a temperature ⁇ 580°C. Additionally, the hot rolled sheet then may be descaled and cold reduced at least 40%, preferably at least 50%, to the desired final sheet thickness. Thereafter, the cold reduced sheet will be recrystallization annealed for at least 1 second at a peak metal temperature of 800-1000°C.
- a significant advantage of this invention is that the hot processed sheet is not required to be annealed prior to cold reduction, i.e., a hot band anneal, to suppress the formation of ridging.
- the recrystallization annealing following cold reduction may be a continuous anneal or a box anneal.
- Another advantage of this invention is that an alloyed annealed steel sheet with excellent ridging characteristics has a very uniform grain structure with as little as 40% cold reduction.
- the ferritic chromium alloyed steel of the present invention can be produced from a hot processed sheet made by a number of methods.
- the sheet can be produced from slabs formed from ingots or continuous cast slabs which are reheated to 1050-1300°C followed by hot rolling to provide a starting hot processed sheet of 2-6 mm thickness or the sheet can be hot processed from strip continuously cast into thicknesses of 2-10 mm.
- the present invention also is applicable to sheet produced by methods wherein continuous cast slabs or slabs produced from ingots are fed directly to a hot mill with or without significant heating, or ingots hot reduced into slabs of sufficient temperature to hot roll to sheet with or without further heating, or the molten metal is cast directly into a sheet suitable for further processing.
- total aluminum is maintained to no more than 0.010%, preferably ⁇ 0.010%, more preferably ⁇ 0.007% and most preferably ⁇ 0.005%. If aluminum is not purposefully alloyed with the melt during refining or casting such as for deoxidation immediately prior to casting, total aluminum can be controlled to less than 0.010%.
- Aluminum preferably is not to be inadvertently added to the melt as an impurity present in an alloy addition of another element, e.g., titanium. That is, the use of titanium alloy additions containing an impurity of aluminum should be avoided. Titanium alloys may contain as much as 20% Al which may contribute as much as 0.07% total Al to the melt. By carefully controlling the refining and casting practices, a melt containing no more than 0.010% aluminum can be obtained.
- total Al should not exceed 0.010% to suppress the formation of Al 2 O 3 particles in the melt.
- Steel continuously cast into a thin slab or a continuous sheet does not inherently have an as-cast fine equiaxed grain microstructure. It is believed by carefully controlling the aluminum to no more than 0.010 wt.% in this invention, the formation of Al 2 O 3 particles can be minimized.
- small particles having a size less than 10 ⁇ m, preferably less than 5 ⁇ m and more preferably less than 1 ⁇ m of the complex oxides of titanium become the dominant non-metallic particles in the melt. These small complex titanium oxide particles are believed to provide nucleation sites permitting the formation of an as-cast fine equiaxed grain structure during solidification.
- Aluminum deoxidized steels of the prior art tended to clog nozzles during continuous casting.
- Calcium generally was required to be added to the high aluminum steel to increase the fluidity of Al 2 O 3 particles in the cast melt to minimize this tendency to plug the casting nozzle.
- calcium generally adversely affects the formation of an as-cast fine equiaxed grain. Accordingly, calcium should be limited to 2 0.0020%.
- An important advantage of this invention is to obviate the need for the addition of calcium to the low aluminum melt since very few Al 2 O 3 particles are present in the melt when aluminum is maintained less than 0.010%. Large numbers of Al 2 O 3 particles contained in a melt can quickly coalesce into large clusters of Al 2 O 3 which can cause nozzle clogging during continuous casting.
- Another feature of this invention is that only titanium is used for deoxidation of the melt prior to casting with this melt preferably containing a "sub-equilibrium" amount of titanium of at least 0.01%. More preferably, the amount of Ti in this steel melt satisfies the relationship (Ti/48)/[(C/12) + (N/14)] > 1.5.
- sub-equilibrium is meant the amount of titanium is controlled so that the solubility products of titanium compounds are below the saturation level at the liquidus temperature thereby avoiding TiN precipitation in the melt. If TiN particles are allowed to form, the TiN precipitates coalesce into low density large clusters which will float to solidifying slab surfaces during continuous casting.
- the amount of titanium permitted in the melt to avoid TiN precipitation is inversely related to the amount of nitrogen.
- the maximum amount of titanium for "sub-equilibrium" is illustrated in FIG. 4 in the US-A 4,964,926, incorporated herein by reference. That is, depending upon the chromium and nitrogen content of a molten steel alloy, the amount of titanium must be controlled to less than that indicated by the curves in FIG. 4. Having a sub-equilibrium amount of titanium to prevent TiN precipitation inclusions in the melt is important to prevent the formation of a surface defect known as a Ti-streak.
- non-metallic TiN inclusions are allowed to precipitate in the melt, i.e., hyper-equilibrium, open surface defects form during hot rolling if these TiN inclusions precipitate near slab surfaces during solidification of the slab.
- These non-metallic TiN inclusions must be removed from the slab by surface conditioning such as grinding prior to hot processing of the slab.
- Nitrogen is present in the steels of the present invention in an amount of ⁇ 0.05%, preferably ⁇ 0.03% and more preferably ⁇ 0.012%.
- small particles of the complex oxides of titanium are responsible for providing the nucleation sites necessary for the formation of an as-cast fine equiaxed grain structure.
- small TiO 2 particles having a size less than 1 ⁇ m will form instead providing the necessary nucleation sites responsible for the fine as-cast equiaxed grain microstructure.
- a steel alloy composition can be controlled with respect to N and the sub-equilibrium amount of Ti to obviate TiN precipitation.
- N concentrations after melting in an EAF may be as high as 0.05%
- the amount of dissolved N can be reduced during inert gas refining in an AOD to less than 0.02% and, if necessary, to less than 0.01%.
- Precipitation of TiN can be avoided by reducing the sub-equilibrium amount of Ti to be added to the melt for any given nitrogen content.
- the sub-equilibrium amount of nitrogen in the melt can be reduced in an AOD for an anticipated amount of Ti contained in the melt.
- the steel melt would contain less than about 0.25% Ti to avoid TiN precipitation before solidification of the melt.
- the steel melt would contain less than about 0.35% Ti to avoid TiN precipitation before solidification of the melt.
- Carbon is present in the steels of the present invention in an amount of up to 0.08%, preferably ⁇ 0.02% and more preferably 0.0010-0.01%. If carbon exceeds about 0.08%, the formability, corrosion and weldability are deteriorated. Accordingly, carbon should be reduced to an amount as low as possible.
- An element for stabilizing carbon and nitrogen may be present in the steels of the present invention in an amount of 0.05-1.0%, preferably 0.10-0.45%, more preferably 0.15-0.25% and most preferably 0.18-0.25%. If a stabilized steel is desired, the stabilizing element should be at least 0.05% to form a stable carbo-nitride compound effective for making a crystalline grain size for increasing the elongation and toughness of the stainless steel thereby enhancing formability such as deep drawability after annealing. If the stabilizing element is greater than about 1.0%, formability of the steel is no longer enhanced and the cost of producing the steel increased.
- a suitable stabilizing element may also include niobium, zirconium, tantalum, vanadium or mixtures thereof with titanium alone being preferred. If a second stabilizing element other than titanium is used, e.g., niobium, the second stabilizing element should be limited to no more than about 0.25%. Nb above 0.25% adversely affects formability.
- Chromium is present in the steels of the present invention in an amount of ⁇ 8%, preferably 3 10%. If chromium is less than about 8%, the wet corrosion resistance of the steel is adversely affected. If chromium is greater than about 25%, the formability of the steel is deteriorated.
- Silicon is generally present in the chromium alloyed steels of the present invention in an amount of ⁇ 1.5%, preferably of ⁇ 0.5%.
- a small amount of silicon generally is present in a ferritic stainless steel to promote formation of the ferrite phase. Silicon also enhances high temperature corrosion resistance and provides high temperature strength. Accordingly, silicon should be present in the melt in an amount of at least 0.10%. Silicon should not exceed about 1.5% because the steel is too hard and the elongation is adversely affected.
- Manganese is present in the steels of the present invention in an amount up to 1.5%, preferably less than 0.5%. Manganese improves hot workability by combining with sulfur as manganese sulfide to prevent tearing of the sheet during hot processing. Accordingly, manganese in amounts of at least 0.1% is desirable. However, manganese is an austenite former and affects the stabilization of the ferrite phase. If the amount of manganese exceeds about 1.5%, the stabilization and formability of the steel is adversely affected.
- Sulfur is present in the steels of the present invention preferably in an amount of 2 0.015%, more preferably ⁇ 0.010% and most preferably ⁇ 0.005%.
- sulfur adversely affects wet corrosion resistance, especially those steels containing a lower amount of chromium. Accordingly, the sulfur preferably should not exceed about 0.015%.
- nickel is an austenite former and affects the stabilization of the ferrite phase. Accordingly, nickel is limited to ⁇ 2.0%, preferably ⁇ 1.0%.
- the ferritic chromium alloyed steel of this invention may also include other elements such as copper, molybdenum, phosphorus and the like made either as deliberate additions or present as residual elements, i.e., impurities from steelmaking process.
- a chromium alloyed ferrous melt for this invention of about 25 kg was provided in a laboratory vacuum vessel. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium.
- the composition of the chromium alloyed steel melt was 0.009% Al, 0.18% Ti, 0.0068% C, 0.26% Mn, 0.51% Si, 11.1% Cr, 0.20% Ni and 0.0081% N.
- the steel melt was cast into ingots having a thickness and width of about 75 mm and about 150 mm respectively.
- the as-cast microstructure of cross-section pieces cut from the stainless steel ingots had a fine grain structure of about 80% equiaxed grains and an average size of about 1 mm as shown in FIG. 15. These slab pieces contained inclusions primarily of TiO 2 .
- a comparative steel of the prior art containing > 0.010% Al is illustrated in FIG. 16. These high aluminum prior art as-cast steel microstructures generally contain ⁇ 10% equiaxed grains.
- a chromium alloyed ferrous melt of about 125 metric tons was provided in an AOD refining vessel. After carbon was reduced to the final specification, the melt was transferred to a LMF wherein final trim alloying elements were added. After it was determined that the melt was within the final chemical specification, the melt was deoxidized with titanium. The composition of the melt was 0.18% Ti, 0.022% Al, 0.007% C, 0.22% Mn, 0.17% Si, 10.6% Cr, 0.14% Ni, 0.01% N, 0.0010% Ca, 0.10% Cu, 0.03% Mo and 0.029% V. The steel melt then was transferred to a caster within about 40 minutes and then continuously cast into thin slabs having a thickness of 130 mm and a width of 1200 mm.
- FIG. 17 illustrates a ferritic stainless steel having 0.022% Al had a microstructure of nearly 100% large columnar grains.
- the large columnar grains of FIG. 17 have an average diameter of about 3 mm.
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 14 except the melt was low aluminum and the final trim alloys were added at the LMF after the melt was deoxidized with titanium.
- the composition of the melt was 0.19% Ti, 0.005% Al, 0.008% C, 0.12% Mn, 0.16% Si, 10.7% Cr, 0.13% Ni, 0.009% N, 0.001% S, 0.09% Cu, 0.03% Mo, 0.025% V and 0.0009% Ca.
- the steel melt was continuously cast into slabs having a thickness of 130 mm as described for Example 14.
- FIG.19 The as-cast microstructures of cross-section pieces cut from these thin slabs are shown in FIG.19 which demonstrates that a ferritic stainless steel of this invention having 0.005% Al had a microstructure of nearly 100% fine equiaxed grains having a size of about 1 mm.
- a ridging characteristic of 2 or less and an r m value of at least 1.4 are acceptable for most deep forming, exposed ferritic stainless steel applications.
- Mechanical properties of the sheets of the invention are summarized in Table 6. The cold rolled and annealed grain structure is shown in FIG. 20 exhibiting a very uniform grain structure.
- FIG. 18 illustrates a typical non-uniform grain structure of a comparative prior art ferritic stainless steel after annealing containing 0.022% aluminum.
- FIG. 20 illustrates a uniform grain structure of a ferritic stainless steel after annealing of this invention. As demonstrated in FIG 20, the grain structure of a ferritic stainless steel after annealing of this invention containing less than 0.01% total aluminum is much smaller and considerably more uniform after recrystallization annealing than a ferritic stainless steel of the prior art.
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 15. After final trim alloying elements were added to the vessel, the low aluminum melt was deoxidized with titanium. The composition of the melt was 0.19% Ti, 0.006% Al, 0.007% C, 0.13% Mn, 0.31% Si, 11.0% Cr, 0.16% Ni, 0.008% N, 0.001% S, 0.10% Cu, 0.03% Mo, 0.026% V and 0.0012% Ca. The steel melt was continuously cast into thin slabs having a thickness of 130 mm. An as-cast microstructure of a cross-section piece cut from these thin slabs is shown in FIG. 21 which illustrates that a ferritic stainless steel of this invention having 0.006% Al had a microstructure of nearly 100% equiaxed grains having a size of about 1 mm.
- the slab was reheated to 1250°C, hot processed to a thickness of 3.0 mm with a finishing temperature of 800°C and coiled at a temperature of 700°C.
- the hot processed sheet was descaled and pickled in nitric and hydrofluoric acid.
- the hot processed sheet was cold reduced 53% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction.
- the cold reduced sheet was annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheet was 1-2 and had an r m value of 1.39-1.48. A ridging characteristic of 2 means good ridging characteristics.
- Mechanical properties of the sheets of the invention are summarized in Table 7.
- Another 130 mm thickness thin slab of the composition described in Example 16 was reheated to 1250°C, hot processed into sheets having a thickness of 4.1 mm with a finishing temperature of 830°C and coiled at a temperature of 720°C.
- the hot processed sheets were descaled, pickled in nitric and hydrofluoric acid and then cold reduced 66%, 76% and 85% corresponding to thicknesses of 1.4, 1.0 and 0.6 mm respectively.
- These hot processed sheets of the invention were not annealed prior to cold reduction.
- the cold reduced sheets were annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheets generally was 2 or better and had an r m value of 1.76-1.96.
- Fig. 22 illustrates the percentage of equiaxed grains in an as-cast microstructure as a function of the aluminum content for ferritic chromium alloyed steels deoxidized with titanium.
- the as-cast microstructures for ferritic chromium alloyed steels for this embodiment are those that contain 2 0.010% Al.
- the microstructures all contain at least 60% fine equiaxed grains and up to as much as 80% or more fine equiaxed grains.
- the as-cast microstructure generally contains no. more than about 20% equiaxed grains, i.e., essentially columnar.
- FIG. 11 illustrates a typical non-uniform grain structure after annealing of a comparative prior art ferritic stainless steel having a ratio of the product of titanium and nitrogen divided by aluminum less than .14 and having an as-cast structure containing ⁇ 50% equiaxed grains.
- This invention allows a fine equiaxed grain to be formed in the as-cast steel so that a fine uniform recrystallized grain structure can be consistently be formed after cold reduction.
- a ferritic chromium alloyed steel sheet having a fine, uniform recrystallized grain structure can be formed without annealing the steel prior to cold reduction and with only one cold reduction.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
- This invention relates to ferritic chromium alloyed steels formed from a melt having an as-cast fine equiaxed grain structure. More particularly, this invention relates to ferritic chromium alloyed steels formed from a melt containing sufficient titanium and nitrogen but a controlled amount of aluminum for forming small titanium oxide inclusions to provide the necessary nuclei for forming the as-cast equiaxed grains. A hot processed sheet produced from the steel having this equiaxed cast grain structure is especially suitable for producing a cold reduced, recrystallization annealed sheet having excellent non-ridging characteristics and stretch formability, even without a hot band anneal or intermediate anneal.
- It is desirable for a highly formable ferritic stainless steel, in addition to having a high plastic strain ratio, to minimize a phenomenon known as "ridging", "roping" or "ribbing". Unlike austenitic stainless steel, unsightly ridging may appear on the surfaces of a cold reduced, recrystallization annealed ferritic stainless steel sheet after being cold formed into a part. Ridging is characterized by the formation of ridges, grooves or corrugations which extend parallel to the rolling direction of the sheet. This defect not only is detrimental to the surface appearance of the sheet but also results in inferior and stretch formability.
- Ferritic chromium alloyed steels, especially sub-equilibrium ferritic chromium alloyed steels such as stainless Type 409 and 439, regardless of whether continuously cast into slab thicknesses of 50-200 mm or strip cast into thicknesses of 2-10 mm, typically have as-cast large columnar grains. These large columnar grains have a near cube-on-face crystallographic texture which leads to a very undesirable ridging characteristic in a final cold rolled, annealed sheet used in various fabricating applications. The surface appearance resulting from this ridging is highly objectionable in exposed formed parts such as caskets, automotive trim, exhaust tubes and end cones, stamped mufflers, oil filters, and the like. Ridging causes the sheet to have a rough, uneven surface appearance after forming and is attributed to a large non-uniform or "banded" grain structure present after cold rolling and annealing, resulting from the initial occurrence of the columnar grain structure in the as-cast steel.
- To minimize the occurrence of ridging, additional expense is incurred by annealing a hot rolled sheet prior to cold reduction. This additional annealing step of hot rolled ferritic stainless steel also results in reduced formability caused by lower average strain ratios, i.e., Rm, which degrades deep drawability. A hot rolled sheet that is annealed before cold reduction must be cold reduced at least 70 % to offset the loss of Rm caused by the hot band anneal before final annealing.
- Over the years, there have been numerous attempts to obviate the above mentioned processing requirements and expense to eliminate ridging by modifying the alloy composition of ferritic stainless steel. It is known ridging in a ferritic stainless steel originates primarily during hot rolling. There have been attempts to minimize ridging by forming a fine equiaxed grain structure in a cast ingot by controlling the chemistry of the melt, e.g., one or more of the impurities of C, N, O, S, P, and by refining grain structure by using lower hot rolling temperatures, e.g., 950-1100°C. Chemistry control during refining has produced some improved ridging characteristics for ferritic stainless steels because of the formation of a second phase, i.e., austenite at elevated temperatures which becomes martensite at room temperature. However, formation of this second phase has been at the expense of tensile elongation and welding performance of the final products. Temperature control during hot rolling has resulted in operational difficulties as well since higher hot rolling power is required. Accordingly, hot roll sheet thicknesses must be greater. Hot rolling then must be followed by cold rolling in at least two stages with a second intermediate anneal between the two cold rollings.
- The US-A-5,769,152 recognizes columnar grains are not desirable in continuously cast stainless steel. This patent suggests columnar grains can be prevented and equiaxed grains formed instead by casting molten steel using a low super heat temperature of 0-15°C above the liquidus and magnetically stirring the molten steel in a casting mold.
- Others have attempted to eliminate ridging by modifying an alloy composition of ferritic stainless steel by the addition of one or more stabilising elements. US-A-4,465,525 relates to a ferritic stainless steel having excellent formability and improved surface quality. This patent discloses that boron in amounts of 2-30 ppm and at least 0.005 % aluminum can increase the elongation and the Rm as well as decrease the ridging characteristic. The US-A-4,515,644 relates to a deep drawing ferritic stainless steel having improved ridging quality. This patent discloses that an addition of aluminum, boron, titanium, niobium, zirconium and vanadium all can increase ferritic stainless steel elongation, increase the Rm and enhance the anti-ridging property. More specifically, this patent discloses a ferritic stainless steel having at least 0.01 % Al that has improved anti-ridging characteristics. The US-A-5,662,864 relates to producing a ferritic stainless steel having good ridging characteristics when Ti, C + N and N/C are carefully controlled. This patent teaches ridging can be improved due to formation of carbonitrides by adding Ti in response to the C + N content in a melt. The steel melt contains ≤ 0.01 % C, ≤ 1.0 % Mn, ≤ 1.0 % Si, 9-50 % Cr, ≤ 0.07 % Al, 0.006 ≤ C + N ≤ 0.025 %, N/C ≥ 2, (Ti - 2S - 30)/(C + N) ≤ 4 and TixN ≤ 30x10-4. The US-A-5,505,797 relates to producing a ferritic stainless steel having reduced intra-face anisotropy and an excellent grain structure. This patent teaches good ridging characteristics are obtained when the steel melt preferably contains 0.0010-0.080 % C, 0.10-1.50 % Mn, 0.10-0.80 % Si, 14-19 % Cr and two or more of 0.010-0.20 % Al, 0.050-0.30 % Nb, 0.050-0.30 % Ti and 0.050-0.30 % Zr. The steel is cast into a slab and hot rolled to a sheet having thickness of 4 mm, hot strip annealed, pickled, cold rolled and finish annealed. The slab was heated to 1200 °C and subjected to at least one rough hot rolling pass at a temperature between 970-1150 °C. The friction between the hot mill rolls and the hot rolled steel was 0.3 or less, the rolling reduction ratio was between 40-75 % and the hot rolling finishing temperature was 600-950 °C. The hot rolled steel was annealed at a temperature of 850 °C for 4 hours, was cold reduced 82.5 % and finish annealed at a temperature of 860 °C for 60 seconds.
- It is known when the solubility product of titanium compounds exceeds the saturation level at the liquidus temperature, i.e., hyper-equilibrium, for titanium stabilized stainless steels, the titanium compounds are stable and TiN will precipitate before freezing of the metal. Steel sheet produced from these hyperequilibrium slabs exhibit improved ridging characteristics and formability. Upon freezing, however, the TiN coalesced into large clusters and floated to the surface of the cast slab. These non-metallic TiN clusters formed unacceptable open surface defects known as a Ti-streaks during hot rolling. These large non-metallic clusters must be removed from the slab by costly surface conditioning such as grinding prior to hot processing of the slab. The US-A-4,964,926 relates to weldable dual stabilised ferritic stainless steel having improved surface quality by eliminating the formation and precipitation of non-metallic titanium oxides and titanium nitrides during casting by forming a sub-equilibrium titanium stabilized ferritic stainless steel. This document discloses it was known that roping characteristics could be improved by adding niobium alone or niobium and copper to a ferritic stainless steel. However, the addition of niobium alone caused weld cracking. This US-A-4,964,926 discloses replacing a portion of a titanium stabilizer with a niobium stabilizer to form a dual stabilized ferritic stainless steel. An addition of at least 0.05 % titanium to a niobium stabilized steel eliminates weld cracking.
- The minimization of ridging by prior artisans has sacrificed cost and formability by annealing hot rolled ferritic stainless steel prior to cold reduction. This additional annealing step reduces formability by lowering the average Rm. Also, this pre-annealed hot rolled steel must be cold reduced at least 70% to obtain an Rm after final annealing similar to the Rm for a hot rolled steel that otherwise is not annealed before cold reduction. This greater percentage cold reduction generally requires an intermediate annealing step as well. As evidenced by the seemingly endless struggle of others, there remains a long felt need for an annealed ferritic chromium alloyed steel essentially free of ridging and having excellent deep formability characteristics such has a high Rm, a high tensile elongation and a uniformly annealed grain structure. There remains a further need for an excellent deep formability ferritic stainless steel having good ridging characteristics that does not require a hot processed sheet to be annealed prior to cold reduction. There remains a further need for an excellent deep formability sub-equilibrium, ferritic stainless steel having good ridging characteristics formed from a hot processed sheet that does not have surface defects, i.e., titanium nitride scale and titanium oxide streaks, without requiring surface conditioning of the surfaces of a continuously cast slab prior to hot processing of the slab.
- A principal object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics without requiring a hot processed sheet be annealed prior to cold reduction.
- Another object of this invention is to provide a ferritic chromium alloyed steel sheet with good ridging characteristics and improved grain structure and high tensile elongation characteristics without requiring a hot processed sheet be annealed prior to cold reduction.
- Another object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics without requiring multiple cold reductions with annealing between the cold reduction stages.
- Another object of this invention is to form a ferritic chromium alloyed steel sheet from a continuously cast slab that does not require surface conditioning prior to hot processing the steel slab.
- Another object of this invention is to provide an excellent deep formability and stretchable ferritic chromium alloyed steel sheet with good ridging characteristics formed from a continuously cast slab that does not require surface conditioning prior to hot processing the steel slab.
- Additional objects include providing an excellent deep formability ferritic chromium alloyed steel sheet with good ridging characteristics having improved weldability, corrosion resistance and high temperature cyclical oxidation resistance. The ferritic chromium alloyed steels according to the invention have an as-cast structure with greater than 50 % equiaxed grains. The as-cast steel is deoxidized with titanium and contains up to 0.08 % C, at least about 8 % Cr, up to 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, < 2.00 % Ni, Ti ≥ 0.10 %, wherein the ratio of (Ti x N)/Al is at least 0.14, all percentages by weight, the balance Fe and residual elements. The as-cast steel is hot processed into a continuous sheet. The sheet may be descaled, cold reduced to a final thickness and then recrystallization annealed. Annealing the hot processed sheet prior to cold reduction or annealing the sheet between multiple cold reduction stages to eliminate ridging in the final annealed sheet is not necessary.
- Another feature of this invention is for the aforesaid Ti being ≥ 0.15 % and the aluminum being < 0.02 % wherein the aforesaid ratio of (Ti x N)/Al can be at least 0.20. Preferably the aforesaid content of Ti satisfying the relationship (Ti/48)/[(C/12)+(N/14)]>1.5 and the aforesaid Ti and N being present in sub-equilibrium amounts. It is an advantageously feature of the cold reduced, annealed sheet to have an Rm of ≥ 1.4 by being produced from a hot processed sheet that was not annealed prior to cold reduction. Advantageously the aforesaid as-cast equiaxed grains having a size ≤ 3 mm and the annealed sheet has an uniformly grain structure.
- Another ferritic chromium alloyed steel of the invention contains ≤ 0.010 % Al, up to 0.08 % C, up to 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni and means for deoxidizing the steel, all percentages by weight, the balance Fe and residual elements. The deoxidizing means consists of titanium. The as-cast steel is hot processed into a continuous sheet. The sheet may be descaled, cold reduced to a final thickness and then recrystallization annealed. Annealing the hot processed sheet prior to cold reduction to eliminate ridging in the final annealed sheet is not necessary.
- Other features of said steel are Ti being ≥ 0.01 %, Al being ≥ 0.007 % and Ti and N being present in sub-equilibrium amounts. Another feature is for the aforesaid Ti satisfying the relationship (Ti/48)/[(C/12)+(N/14)]>1.5. The annealed sheet advantageously has an rm value of ≥ 1.4. Advantageously the aforesaid as-cast equiaxed grains has a size less than 3 mm and the aforesaid as-cast microstructure has a high fraction of fine equiaxed grains.
- Advantages of this invention include a highly formable ferritic chromium alloyed steel with excellent ridging characteristics that is less costly to manufacture, does not require a hot processed sheet to be annealed prior to cold reduction, has improved surface quality, has improved weldability, good wet corrosion resistance and has good high temperature cyclical oxidation resistance. Another advantage is being able to cast a slab that does not require surface conditioning, e.g., grinding, prior to hot processing to prevent formation of open surface defects extending parallel to the rolling direction in a hot processed sheet such hot rolling scale and streaks rolled from non-metallic titanium oxide or titanium nitride cluster type precipitates formed near a slab surface during casting. Another advantage of this invention includes a highly formable ferritic chromium has improved weldability, good wet corrosion resistance and has good high temperature cyclical oxidation resistance. Another advantage is being able to cast a slab that does not require surface conditioning, e.g., grinding, prior to hot processing to prevent formation of open surface defects extending parallel to the rolling direction in a hot processed sheet such hot rolling scale and streaks rolled from non-metallic titanium oxide or titanium nitride cluster type precipitates formed near a slab surface during casting. Another advantage of this invention includes a highly formable ferritic chromium alloyed steel sheet with excellent ridging characteristics having very uniform grain structure in the sheet after annealing.
- The above and other objects, features and advantages of this invention will become apparent upon consideration of the detailed description and appended drawings.
-
- FIG. 1 is a photograph of an as-cast grain structure containing 100% large columnar grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.13,
- FIG. 2 is a photograph of an as-cast structure containing about 78% fine equiaxed grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.16,
- FIG. 3 is a photograph of an as-cast structure containing 100% large columnar grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.13,
- FIG. 4 is a photograph of an as-cast structure containing about 84% fine equiaxed grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.15,
- FIG. 5 is a photograph of an as-cast structure containing 100% large columnar grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.12,
- FIG. 6 is a photograph of an as-cast structure containing about 92% fine equiaxed grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.19,
- FIG. 7 is a photograph of an as-cast structure containing about 94% large columnar grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.11,
- FIG. 8 is a photograph of an as-cast structure containing about 63% fine equiaxed grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.15,
- FIG. 9 is a photograph of an as-cast structure containing 100% large columnar grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.06,
- FIG. 10 is a photograph of an as-cast structure containing about 100% fine equiaxed grains for a ferritic chromium alloyed steel having a ratio of the product of titanium and nitrogen divided by aluminum of 0.34,
- FIG. 11 is a photograph of a non-uniform banded grain structure of the comparative ferritic chromium alloyed steel of FIG. 9 after cold reduction and recrystallization annealing,
- FIG. 12 is a photograph of a uniform fine grain structure of the ferritic chromium alloyed steel of FIG. 10 after cold reduction and recrystallization annealing,
- Fig. 13 is a graph illustrating the % equiaxed grains (%EQ) in the as-cast grain structure as a function of the ratio of the product of the weight percentages of titanium and nitrogen divided by aluminum (TNA) for laboratory ingots cast from ferritic chromium alloyed steel, and
- Fig. 14 is a graph illustrating the % equiaxed grains (%EQ) in the as-cast grain structure as a function of the ratio of the product of the weight percentages of titanium and nitrogen divided by aluminum (TNA) for continuous slabs cast from ferritic chromium alloyed steel.
- FIG. 15 is a photograph of the as-cast grain microstructure of a ferritic chromium alloyed steel of this invention containing low aluminum,
- FIG. 16 is a photograph of the as-cast grain microstructure of a ferritic chromium alloyed steel of the prior art containing high aluminum,
- FIG. 17 is a photograph of the as-cast grain microstructure of another ferritic chromium alloyed steel of the prior art containing high aluminum,
- FIG. 18 demonstrates a non-uniform large grain structure typical of the high aluminum ferritic stainless steel of FIG. 17 after annealing,
- FIG. 19 is a photograph of the as-cast grain microstructure of another ferritic chromium alloyed steel of this invention containing low aluminum,
- FIG. 20 illustrates a uniform grain structure of the ferritic stainless steel containing low aluminum of FIG. 19 after annealing,
- FIG. 21 is a photograph of the as-cast grain microstructure of another ferritic chromium alloyed steel of this invention containing low aluminum, and
- FIG. 22 is a graph illustrating the percentage of equiaxed grains in the as-cast microstructures for ferritic chromium alloyed steels as a function of the aluminum content.
-
- By ferritic chromium alloyed steel is meant to include a steel alloyed with at least about 8% chromium. The ferritic chromium alloyed steels of this invention are especially suited for hot processed sheets, cold reduced sheets, metallic coated sheets and painted sheets. These ferritic chromium alloyed steels are well suited for stainless steels of the AISI Type 400 series containing about 10-25% Cr, especially 409 Type stainless steel containing about 11-13% Cr. For this invention, it also will be understood that by "sheet" is meant to include continuous strip or cut lengths formed from continuous strip.
- A ferrous melt is provided in a melting furnace such as an electric arc furnace (EAF). This ferrous melt may be formed in the melting furnace from solid iron bearing scrap, carbon steel scrap, stainless steel scrap, solid iron containing materials including iron oxides, iron carbide, direct reduced iron, hot briquetted iron, or the melt may be produced upstream of the melting furnace in a blast furnace or any other iron smelting unit capable of providing a ferrous melt. The ferrous melt then will be refined in the melting furnace or transferred to a refining vessel such an argon-oxygen-decarburization vessel (AOD) or a vacuum-oxygen-decarburization vessel (VOD), followed by a trim station such as a ladle metallurgy furnace (LMF) or a wire feed station.
- An important feature of this invention is after refining the melt to a final carbon analysis and during or after trim alloys to meet a final specification are added to the melt, titanium is added to the melt for deoxidation prior to casting. Deoxidation of the melt with titanium is necessary for forming small titanium oxide inclusions for forming the nuclei necessary for forming an as-cast equiaxed fine grain structure. To provide sufficient numbers of these nuclei necessary for forming the as-cast equiaxed fine grain structure, at least about 0.10% Ti is necessary in the melt. Aluminum preferably is not added to this refined melt as a deoxidant to minimize formation of alumina inclusions, i.e., aluminum oxide, Al2O3. An equally important feature of this invention is that sufficient titanium and nitrogen be present in the melt prior to casting so that the ratio of the product of titanium and nitrogen divided by residual aluminum (TNA) be at least about 0.14. By controlling this ratio to least 0.14, it is believed nitrogen in the melt forms small titanium oxide inclusions coated with titanium nitride insuring the small nucleation sites necessary for forming the as-cast fine equiaxed grains. If the steel is to be stabilized, sufficient amount of the titanium beyond that required for deoxidation, i.e., 0.10%, can be added for combining with carbon and nitrogen in the melt but preferably less than that required for saturation with nitrogen, i.e., sub-equilibrium, thereby avoiding precipitation of large titanium nitride inclusions before solidification. Alternatively, one or more stabilizing elements such as niobium, zirconium, tantalum and vanadium can be added to the melt as well. Accordingly, the steel of this invention has at least 0.10% Ti, preferably at least 0.005% N and preferably less than 0.02% Al in the melt so that the steel is essentially deoxidized by the titanium with small titanium oxide inclusions being the dominant inclusions in the melt, i.e., titanium oxide inclusions >> Al2O3 inclusions, to provide the nuclei necessary for forming an as-cast equiaxed grain structure.
- Ferritic chromium alloyed steels deoxidized with aluminum rather than titanium can have small inclusions in a melt. However, a major difference between prior art aluminum deoxidized ferritic chromium steels compared to the titanium deoxidized ferritic chromium steels of this invention is that most of the inclusions of the inventive steel melts are titanium oxide based rather than alumina based. We have determined at least 50% of the inclusions of the steels of this invention have a particle size no greater than about 1 µm and at least 90% of these inclusions have a size no greater than about 1.5 µm. It is unclear as to which form(s) of titanium oxide, i.e., TiO, TiO2, Ti2O3, Ti3O5, are present but it believed the primary inclusions present are TiO.
- After being refined and alloyed with chromium in a melting or refining vessel, the chromium alloyed ferrous steel melt will be deoxidized with titanium and contain up to 0.08% C, at least about 8% Cr, up to 1.50% Mn, < 0.03% Al, ≤ 0.05% N, ≤ 1.5% Si, < 2.0% Ni, Ti ≥ 0.10%, all percentages by weight, the balance Fe and residual elements. The ratio of the product of the weight percentages of titanium and nitrogen divided by residual aluminum must be at least about 0.14. The chromium alloyed steel melt may be continuously cast into a sheet, a thin slab ≤ 140 mm, a thick slab ≤ 200 mm or cast into an ingot having an as-cast grain structure formed of greater than 50% fine equiaxed grains. Preferably, the steel melt has a ratio of the product of the weight percentages of titanium and nitrogen divided by residual aluminum of at least 0.16, more preferably at least 0.23 and cast forming an as-cast structure at least 80% fine equiaxed grains and essentially all fine equiaxed grains respectively.
- We have determined the ratio of the product of titanium and nitrogen divided by residual aluminum necessary to obtain an as-cast equiaxed grain also is related to the chromium content of the steel. For a T409 stainless steel containing about 11% chromium, the ratio of the product of titanium and nitrogen divided by residual aluminum to achieve greater than 50% as-cast equiaxed grains is at least about .14 and to achieve nearly 100% as-cast equiaxed grains is greater than .23. For a T430 stainless steel containing high chromium of at least about 16% and T439 stainless steel containing high chromium of at least about 17%, Tables 3 and 4 demonstrate the ratio of the product of titanium and nitrogen divided by residual aluminum to achieve greater than 50% as-cast equiaxed grains was greater than about .20 and to achieve nearly 100% as-cast equiaxed grains was greater than about .30.
- The cast steel is hot processed into a sheet. By "hot processed" will be understood the as-cast steel will be reheated, if necessary, and then reduced to a predetermined thickness such as by hot rolling. If hot rolled, a steel slab is reheated to 1050-1300°C, hot rolled using a finishing temperature of at least 800°C and coiled at a temperature ≤ 580°C. The hot rolled sheet, e.g., "hot band", may be descaled and cold reduced at least 40%, preferably at least 50%, to a desired final sheet thickness. Thereafter, the cold reduced sheet will be recrystallization annealed for at least 1 second at a peak metal temperature of 800-1000°C. A significant advantage of this invention is the hot processed sheet is not required to be annealed prior to this cold reduction. Another advantage of this invention is the hot processed sheet can be cold reduced in one stage thereby not requiring an intermediate anneal between multiple cold reductions. The recrystallization annealing following cold reduction may be a continuous anneal or a box anneal. Another advantage of this invention is that a chromium alloyed annealed steel sheet with excellent ridging characteristics has a very uniform fine grain structure with as little as 40% cold reduction.
- The ferritic chromium alloyed steel of the present invention can be produced from a hot processed sheet made by a number of methods. The sheet can be produced from slabs formed from ingots or continuous cast slabs of 50-200 mm thickness which are reheated to 1050-1300°C followed by hot rolling to provide a starting hot processed sheet of 1-6 mm thickness or the sheet can be hot processed from strip continuously cast into thicknesses of 2-10 mm. The present invention also is applicable to sheet produced by methods wherein continuous cast slabs or slabs produced from ingots are fed directly to a hot rolling mill with or without significant reheating, or ingots hot reduced into slabs of sufficient temperature to be hot rolled in to sheet with or without further reheating.
- An important feature of this invention is that titanium is used for deoxidation of the melt prior to casting. Titanium is used for deoxidation to insure the dominant inclusions in the melt are small titanium oxide inclusions for nucleating the as-cast equiaxed ferrite grains. The amount of titanium in the melt will be at least 0.10% and preferably is a sub-equilibrium amount. More preferably, the amount of titanium in this steel melt will be ≥ 0.15% and satisfy the relationship (Ti/48)/[(C/12) + (N/14)] > 1.5. By "sub-equilibrium" is meant the amount of titanium is controlled so that the solubility product of the titanium compounds formed are below the saturation level at the steel liquidus temperature thereby avoiding excessive TiN precipitation in the melt. If excessive TiN inclusions are allowed to form, the TiN precipitates grow into low density, large clusters which float to solidifying slab surfaces during continuous casting. These non-metallic TiN clusters form open surface defects during hot processing of the slab. The amount of titanium permitted in the melt to avoid excessive precipitation is inversely related to the amount of nitrogen. The maximum amount of titanium for "sub-equilibrium" is generally illustrated in FIG. 4 of US patent 4,964,926, incorporated herein by reference. Depending upon the chromium and nitrogen content of a molten steel alloy, the amount of titanium must be controlled to less than that indicated by the curves in FIG. 4 of US patent 4,964,926. T409 stainless steel containing about 12% Cr and 0.010% N can contain up to about 0.26% Ti. Stainless steel containing about 15% Cr and 0.010% N can contain up to about 0.30% Ti. T439 stainless steel containing about 18% Cr and 0.010% N can contain up to about 0.35% Ti. Excessive nitrogen is not a problem for those manufacturers that refine ferritic stainless steel melts in an AOD. Nitrogen substantially below 0.010% can be obtained when refining the stainless steel in an AOD thereby allowing increased amount of titanium to be tolerated and still be at sub-equilibrium.
- To provide the nucleation sites necessary for forming as-cast equiaxed ferrite grains, sufficient time after making the titanium addition to the melt must have elapsed to allow the titanium oxide inclusions to form before casting the melt. If the melt is cast immediately after adding titanium, the as-cast structure of the casting will be large columnar grains. Ingots cast in the laboratory less than 5 minutes after adding the titanium to the melt had large as-cast columnar grains even when the product of titanium and nitrogen divided by residual aluminum was at least 0.14
- An important feature of this invention is that sufficient nitrogen be present in the steel prior to casting so that the ratio of the product of titanium and nitrogen divided by aluminum be at least about 0.14. By controlling this ratio, it is believed sufficient titanium oxide inclusions are formed insuring the necessary nucleation sites for forming the as-cast equiaxed grains. The amount of nitrogen present in the melt should be ≤ 0.05%, preferably 0.005-0.03% and more preferably 0.007-0.015%. It is believed small titanium oxide inclusions coated with titanium nitride are responsible for providing the nucleation sites necessary for the formation of an as-cast fine equiaxed grain structure. By carefully controlling the amounts of titanium and nitrogen in the melt, it is believed sufficient small titanium oxide inclusions having a size less than 1 µm form providing the necessary nucleation sites responsible for the fine as-cast equiaxed grain structure.
- A steel alloy composition can be controlled with respect to N and the sub-equilibrium amount of Ti to obviate excessive TiN precipitation and Ti-streak formation in the hot processed sheet. Although N concentrations after melting in an EAF may be as high as 0.05%, the amount of dissolved N can be reduced during argon gas refining in an AOD to less than 0.02% and, if necessary, to less than 0.01%. Precipitation of excessive TiN can be avoided by reducing the sub-equilibrium amount of Ti to be added to the melt for any given nitrogen content. Alternatively, the amount of nitrogen in the melt can be reduced in an AOD for an anticipated amount of Ti contained in the melt. For a sub-equilibrium T409 stainless steel containing about 11-13% Cr and no more than about than 0.012% N, the steel melt would contain less than about 0.25% Ti, to avoid excessive TiN precipitation before solidification of the melt. For a sub-equilibrium T430 or T439 stainless steel containing about 16-18% Cr and no more than about 0.012% N, the steel melt would contain less than about 0.35% Ti to avoid excessive TiN precipitation before solidification of the melt.
- An equally important feature of this invention is for total residual aluminum being controlled or minimized relative to the amounts of titanium and nitrogen. Minimum amounts of titanium and nitrogen must be present in the melt relative to the aluminum. We have determined even low amounts of aluminum, i.e., no greater than 0.01%, will not produce the prerequisite equiaxed as-cast grains if the amounts of titanium and especially nitrogen are too low. A threshold amount of small precipitates of titania inclusions, even in the absence of alumina inclusions, apparently are required in the melt to form the necessary nucleation sites for forming the as-cast equiaxed grain structure. We have determined the ratio of the product of titanium and nitrogen divided by residual aluminum must be at least about 0.14, preferably at least 0.23 to insure nearly 100% equiaxed as-cast grains. To minimize the amounts of titanium and nitrogen required in the melt, the amount of aluminum preferably is < 0.020%, more preferably ≤ 0.013% and most preferably reduced to ≤ 0.010%. If aluminum is not purposefully alloyed with the melt during refining or casting such as for deoxidation immediately prior to casting, total aluminum can be controlled or reduced to less than 0.010%, especially for stainless steels containing less than 14% Cr. For a stainless steel containing high chromium, i.e., Cr ≥ 15%, requiring the ratio of (Ti x N)/Al > 0.40 to achieve nearly 100% as-cast fine equiaxed grains, it may be necessary to add nitrogen to the melt to greater than 0.01%. Aluminum preferably is not to be inadvertently added to the melt as an impurity present in an alloy addition of another element, e.g., titanium. The use of titanium alloy additions containing an impurity of aluminum preferably should be avoided. Titanium alloys may contain as much as 20% Al which may contribute as much as 0.07% total Al to the melt. By carefully controlling the refining and casting practices, a melt containing < 0.020% aluminum can be obtained.
- Not being bound by theory, it is believed total aluminum, especially for stainless steels containing less than 14% Cr, must be controlled to less than 0.03%, preferably to less than 0.02%, more preferably to no more than 0.013%, most preferably to less than 0.01%, to minimize the formation of Al2O3 inclusions in the melt so that titanium is the primary deoxidant. Steel continuously cast into a thin slab or a continuous sheet does not inherently have an as-cast fine equiaxed grain structure. It is believed by carefully controlling the aluminum in this invention, the formation of Al2O3 inclusions can be minimized. Al2O3 inclusions contained in a melt tend to coalesce into large clusters. By minimizing the formation of alumina inclusions, it is further believed small inclusions having a size less than 5 µm, preferably no greater than 1.5 µm and more preferably no greater than 1 µm of titanium oxide become the dominant non-metallic inclusions in the melt. These small titanium oxide inclusions are believed to provide nucleation sites permitting the formation of an as-cast fine equiaxed grain structure during solidification. Accordingly, titanium is used for deoxidation to insure the dominant inclusions in the melt and solidified cast steel are small titanium oxides rather than alumina inclusions, i.e., number of titanium oxide inclusions >> alumina inclusions.
- Aluminum deoxidized steels of the prior art tended to clog nozzles during continuous casting. Calcium generally was required to be added to the high aluminum steel to increase the fluidity of Al2O3 inclusions in the cast melt to minimize this tendency to plug the casting nozzle. However, calcium generally adversely affects the formation of an as-cast fine equiaxed grain. Accordingly, calcium should be limited to ≤ 0.0020%. An important advantage of this invention is to obviate the need for the addition of calcium to the low aluminum melt since very few Al2O3 inclusions are present in the melt when aluminum is maintained at ≤ 0.016%. Large numbers of Al2O3 inclusions contained in a melt can quickly coalesce into clusters of alumina which can cause nozzle clogging during continuous casting.
- Carbon is present in the steels of the present invention in an amount of up to 0.08%, preferably ≤ 0.02% and more preferably 0.0010-0.01%. If carbon exceeds about 0.08%, the formability, corrosion and weldability are deteriorated. Accordingly, carbon should be reduced to an amount as low as possible.
- An element for stabilizing carbon and nitrogen may be present in the steels of the present invention in an amount up to 1.0%, preferably up to 0.6% and more preferably up to 0.3%. If a stabilized steel is desired, sufficient stabilizing element should be present to form a stable carbo-nitride compound effective for making a crystalline grain size for increasing the elongation and toughness of the stainless steel thereby enhancing formability such as deep drawability after annealing. If the stabilizing element is greater than about 1.0%, the cost of producing the steel is increased without any corresponding benefit in properties. In addition to using titanium for stabilization, other suitable stabilizing elements may also include niobium, zirconium, tantalum, vanadium or mixtures thereof with titanium alone being preferred. If a second stabilizing element along with titanium is used, e.g., niobium, the second stabilizing element should be limited to no more than about 0.3% when deep formability is required. Nb above 0.3% adversely affects formability.
- Chromium is present in the steels of the present invention in an amount of ≥ 8%, preferably ≥ 10%. If chromium is less than about 8%, the wet corrosion resistance, e.g., automotive exhaust components, of the steel is adversely affected. If chromium is greater than about 25%, the formability of the steel is deteriorated.
- For some applications, it may be desirable to add boron to the steels of the present invention in an amount of ≥ 5 ppm, more preferably ≥ 20 ppm, most preferably 40-60 ppm. By having boron of at least 5 ppm, the resistance to secondary work embrittlement of steel is improved so that the steel sheet will not split during deep drawing applications and multi-step forming applications. If boron is greater than about 200 ppm, the formability of the steel is deteriorated.
- Oxygen is present in the steels of the present invention preferably in an amount < 100 ppm. When a steel melt is prepared sequentially in an AOD refining vessel and a LMF alloying vessel, oxygen in the melt will be within the range of 10-60 ppm thereby providing a very clean steel having small titanium oxide inclusions that are necessary for forming the nucleation sites responsible for the fine as-cast equiaxed grain structure.
- Silicon is generally present in the chromium alloyed steels of the present invention in an amount ≤ 1.5%, preferably ≤ 0.5%. A small amount of silicon generally is present in a ferritic stainless steel to promote formation of the ferrite phase. Silicon also enhances high temperature corrosion resistance and provides high temperature strength, e.g., automotive exhaust components. Accordingly, silicon should be present in the melt in an amount of at least 0.10%. Silicon should not exceed about 1.5% because the steel is too hard and the elongation is adversely affected.
- Manganese is present in the steels of the present invention in an amount up to 1.5%, preferably less than 0.5%. Manganese improves hot workability by combining with sulfur as manganese sulfide to prevent tearing of the sheet during hot processing. Accordingly, manganese in amounts of at least 0.1% is desirable. However, manganese is an austenite former and affects the stabilization of the ferrite phase. If the amount of manganese exceeds about 1.5%, the stabilization and formability of the steel is adversely affected.
- Sulfur is present in the steels of the present invention preferably in an amount of ≤ 0.015%, more preferably < 0.010% and most preferably < 0.005%. In addition to causing a problem during hot rolling, sulfur adversely affects wet corrosion resistance, especially those steels containing a lower amount of chromium. Accordingly, the sulfur preferably should not exceed about 0.015%.
- Like manganese, nickel is an austenite former and affects the stabilization of the ferrite phase. Accordingly, nickel is limited to ≤ 2.0%, preferably < 1.0%.
- The ferritic chromium alloyed steel of this invention may also include other elements such as copper, molybdenum, phosphorus and the like made either as deliberate additions or present as residual elements, i.e., impurities from steelmaking process.
- A comparative chromium alloyed ferrous melt of about 25 kg was provided in a laboratory vacuum vessel. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium. The composition of the chromium alloyed steel melt was 0.006% Al, 0.15% Ti, 0.007% C, 0.26% Mn, 0.36% Si, 11.2% Cr, 0.18% Ni and 0.005% N. The ratio of the product of titanium and nitrogen divided by aluminum was .125. About 23 minutes after making the titanium addition, the melt was cast into an ingot having a thickness and width of about 75 mm and about 150 mm respectively. An as-cast grain structure of a cross-section piece shown in FIG. 1 cut from the stainless steel ingot had a grain structure that was completely columnar and having an average column size of about 3 mm. This steel demonstrates that having low aluminum alone, i.e., ≤ 0.01%, is not sufficient to form an as-cast structure of predominantly equiaxed grains. This steel having a ratio of (Ti x N)/Al < 0.14 illustrates an as-cast steel grain structure containing no equiaxed grains.
- A chromium alloyed ferrous melt of the invention of about 25 kg was provided in the same laboratory vacuum vessel as described in Example 1. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium. The composition of the chromium alloyed steel melt was 0.007% Al, 0.28% Ti, 0.008% C, 0.25% Mn, 0.36% Si, 11.1% Cr, 0.18% Ni and 0.004% N. The ratio of the product of titanium and nitrogen divided by aluminum was increased to 0.16. About 17 minutes after making the titanium addition, the melt was cast into an ingot having a thickness and width of about 75 mm and about 150 mm respectively. An as-cast grain structure of a cross-section piece cut from the stainless steel ingot had a fine grain structure of about 78% equiaxed grains and an average diameter size of about 2 mm as shown in FIG. 2. This steel having a ratio (Ti x N)/Al ≥ 0.14 illustrates that an as-cast steel grain structure will contain ≥ 50% fine equiaxed grains.
- Another comparative chromium alloyed ferrous melt of the invention was produced in a manner similar to that in Example 1 had a composition of 0.013% Al, 0.19% Ti, 0.007% C, 0.26% Mn, 0.36% Si, 11.0% Cr, 0.24% Ni and 0.009% N. The ratio of the product of titanium and nitrogen divided by aluminum was .13. About 19 minutes after making the titanium addition, this steel melt was cast into an ingot. An as-cast grain structure of cross-section piece cut from the stainless steel ingot had a grain structure that was completely columnar and had an average column size of about 2 mm as shown in FIG. 3. This steel having a ratio of (Ti x N)/Al < 0.14 illustrates that an as-cast steel grain structure will contain < 50% equiaxed grains.
- Another chromium alloyed ferrous melt of the invention was produced in a manner similar to that in Example 2 had a composition of 0.013% Al, 0.24% Ti, 0.007% C, 0.26% Mn, 0.37% Si, 11.1% Cr, 0.25% Ni and 0.008% N. The ratio of the product of titanium and nitrogen divided by aluminum was increased to .15. This steel melt was cast into an ingot within about 14 minutes after making the titanium addition. An as-cast structure of the cross-section piece cut from the stainless steel ingot had a fine grain structure of about 84% equiaxed grains and an average diameter size of about 3 mm as shown in FIG. 4. This steel illustrates that an as-cast steel grain structure will contain ≥ 50% fine equiaxed grains even though the steel has high aluminum, i.e., ≥ 001%, if the ratio (Ti x N)/Al ≥ 0.14.
- The compositions, TNA and %EQ of the as-cast ingots for the comparative and inventive Type 409 stainless melts of Examples 1-4 above as well as many additional comparative and inventive Type 409 stainless laboratory melts produced and cast into ingots in a manner similar to that described for Examples 1-4 are summarized in Table 1. The %EQ as a function of TNA for these ingots is shown in FIG. 13. FIG. 13 generally demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of about 0.14 or more are necessary to obtain an as-cast steel grain structure containing at least 50% fine equiaxed grains.





- The compositions, TNA and %EQ for still other as-cast laboratory ingots for comparative and inventive Type 430, Type 439 and Type 439Mo high chromium stainless melts produced and cast similar to the ingots of Examples 1-4 are summarized in Table 3. Table 3 demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of at least about .20 are necessary to obtain an as-cast steel grain structure containing at least 50% fine equiaxed grains. The increase in TNA apparently was necessitated because of the chromium increase from about 11% for the Type 409 stainless in Table 1 to a high chromium composition of about 17% or more for the Type 430, Type 439 and Type 439Mo high chromium stainless steels in Table 3.
- A comparative chromium alloyed ferrous melt of about 125 metric tons was provided in an AOD refining vessel. After carbon was reduced to the final specification, the melt was transferred to a LMF wherein final trim alloying elements were added. Thereafter, the melt was deoxidized with titanium. The final composition of the melt was 0.009% Al, 0.21% Ti, 0.007% C, 0.26% Mn, 0.32% Si, 11.2% Cr, 0.14% Ni and 0.005% N. The ratio of the product of titanium and nitrogen divided by aluminum was .12. The steel melt then was transferred to a caster within about 40 minutes and continuously cast into thin slabs having a thickness of 130 mm and a width of 1200 mm. Cross-section pieces were cut from a mid-width position and at several other locations along the length of the thin slab. A typical as-cast grain structure of one of these pieces cut from a slab of this steel is illustrated in FIG. 5 and had a columnar grain structure having an average column size of about 4 mm. This steel, like that of Example 1, demonstrates having low aluminum alone, i.e., ≤ 0.01%, is not sufficient to form an as-cast structure of predominantly equiaxed grains. FIG. 5 illustrates a ferritic stainless steel having a ratio of (Ti x N)/Al < 0.14 results in as-cast steel grain structure containing no equiaxed grains.
- A chromium alloyed ferrous melt of the invention of about 125 metric tons was produced in a manner similar to that described above for Example 5 except for the following composition changes. The composition of the melt was 0.23% Ti, 0.008% Al, 0.010% C, 0.27% Mn, 0.31% Si, 11.1% Cr, 0.13% Ni and 0.007% N. Unlike Example 5, the ratio of the product of titanium and nitrogen divided by aluminum was increased to .19. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. An as-cast grain structure of a slab of this stainless steel had a fine grain structure of about 84% equiaxed grains and an average size of about 2 mm as illustrated in FIG. 6. FIG. 6 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al ≥ 0.14 results in an as-cast steel grain structure containing > 50% equiaxed grains. The slabs of this steel contained inclusions primarily of titanium oxides.
- Another comparative chromium alloyed ferrous melt was produced similar to that of Example 5. The composition of the melt was 0.20% Ti, 0.014% Al, 0.011% C, 0.28% Mn, 0.31% Si, 10.9% Cr, 0.12% Ni and 0.0087% N. Similar to Example 5, the ratio of the product of titanium and nitrogen divided by aluminum was only .11. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. An as-cast grain structure of a slab of this stainless steel had about 94% large columnar grains having an average column size of about 5 mm as illustrated in FIG. 7. FIG. 7 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al < .14 results in an as-cast steel grain structure containing very few equiaxed grains.
- Another chromium alloyed ferrous melt of the invention was produced similar to that of Example 6. The composition of the melt was 0.21% Ti, 0.016% Al, 0.006% C, 0.23% Mn, 0.27% Si, 11.3% Cr, 0.11% Ni and 0.011% N. The ratio of the product of titanium and nitrogen divided by aluminum was .15. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. An as-cast grain structure of a piece cut from a slab of this stainless steel had a predominantly fine equiaxed grain structure as illustrated in FIG. 8. FIG. 8 illustrates a ferritic stainless steel having a ratio of (Ti x N)/Al ≥ 0.14 resulted in an as-cast steel grain structure containing 63% fine equiaxed grains having a size of about 3 mm. This steel illustrates that an as-cast steel grain structure can contain > 50% fine equiaxed grains even though the steel has high aluminum, i.e., ≥ 0.01%, if the ratio (Ti x N)/Al ≥ 0.14. The slabs of this steel contained inclusions primarily of titanium oxides.
- Another comparative chromium alloyed ferrous melt was produced similar to that of Example 5. The composition of the melt was 0.18% Ti, 0.022% Al, 0.007% C, 0.22% Mn, 0.17% Si, 10.6% Cr, 0.14% Ni and 0.010% N. The ratio of the product of titanium and nitrogen divided by aluminum was only .08. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. An as-cast grain structure of a slab of this stainless steel had a large grain structure that was 100% columnar grain structure having an average column size of about 4 mm as illustrated in FIG. 9. FIG. 9 illustrates a ferritic stainless steel having a ratio (Ti x N)/Al < .14 results in an as-cast steel grain structure containing no equiaxed grains.
- Slabs cast from this melt were reheated to 1250°C, hot processed to a thickness of 3.3 mm with a finishing temperature of about 800°C and coiled at a temperature of about 700°C. The hot processed sheet was descaled, pickled in nitric and hydrofluoric acid and cold reduced 58% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction. The cold reduced sheet was annealed at peak metal temperature of 870°C for about 60 seconds. After stretching, the ridging characteristic on the sheet was 3-4 and had an grain structure of 1.22-1.27. A ridging characteristic of 3 or more means moderate to severe ridging on a scale of 0-6. A high ridging characteristic of 3 or more and a low grain structure of less than 1.3 are unacceptable for many deep formability, exposed, ferritic stainless steel applications. The mechanical properties for this steel are summarized in Table 5. A cold rolled, annealed grain structure of this steel is shown in FIG. 11 exhibiting a non-uniform "banded" grain structure characteristic of steels prone to ridging. This non-uniform banded grain structure is not acceptable for exposed ferritic stainless steel applications requiring high formability. Annealed cold reduced sheet produced from a slab having a columnar grain structure will experience severe ridging characteristics unless a sheet hot rolled from the slab is annealed prior to cold reduction.
- Another chromium alloyed ferrous melt of the invention was produced similar to that of Example 8. The composition of the melt was 0.19% Ti, 0.005% Al, 0.008% C, 0.12% Mn, 0.16% Si, 10.7% Cr, 0.13% Ni and 0.011% N. The ratio of the product of titanium and nitrogen divided by aluminum was .34. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. FIG. 10 illustrates this ferritic stainless steel having a ratio of (Ti x N)/Al ≥ 0.23 resulted in an as-cast steel grain structure containing 100% fine equiaxed grains having a size of about 1 mm. The slabs of this steel contained inclusions primarily of titanium oxides.
- These thin slabs were reheated to 1250°C, hot processed to a thickness of 3.3 mm with a finishing temperature of 800°C and coiled at a temperature of 700°C. The hot processed sheet was descaled, pickled in nitric and hydrofluoric acid and cold reduced 58% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction. The cold reduced sheet was annealed at a peak metal temperature of 870°C for 60 seconds. After stretching, the ridging characteristic on the annealed sheet decreased to
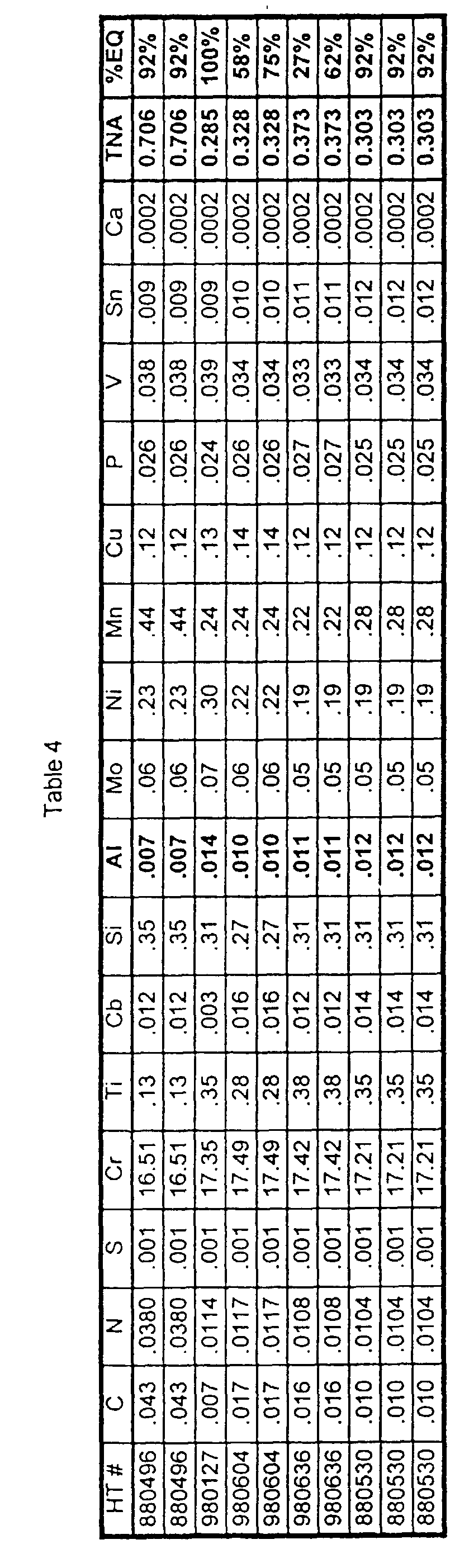 1 and had an increase of the Rm to 1.45. A ridging characteristic of 1 means excellent ridging and the steel is essentially free of ridging. A ridging characteristic of 2 or less and an Rm of at least 1.4 are acceptable for most deep forming, exposed ferritic stainless steel applications. Mechanical properties of the sheets of the invention are summarized in Table 6. The cold rolled and annealed grain structure is shown in FIG. 12 exhibiting a very uniform fine grain structure. This annealed cold reduced sheet of the invention produced from a slab having a fine equiaxed grain structure had excellent ridging characteristics even though a hot rolled sheet was not annealed prior to cold reduction.
1 and had an increase of the Rm to 1.45. A ridging characteristic of 1 means excellent ridging and the steel is essentially free of ridging. A ridging characteristic of 2 or less and an Rm of at least 1.4 are acceptable for most deep forming, exposed ferritic stainless steel applications. Mechanical properties of the sheets of the invention are summarized in Table 6. The cold rolled and annealed grain structure is shown in FIG. 12 exhibiting a very uniform fine grain structure. This annealed cold reduced sheet of the invention produced from a slab having a fine equiaxed grain structure had excellent ridging characteristics even though a hot rolled sheet was not annealed prior to cold reduction.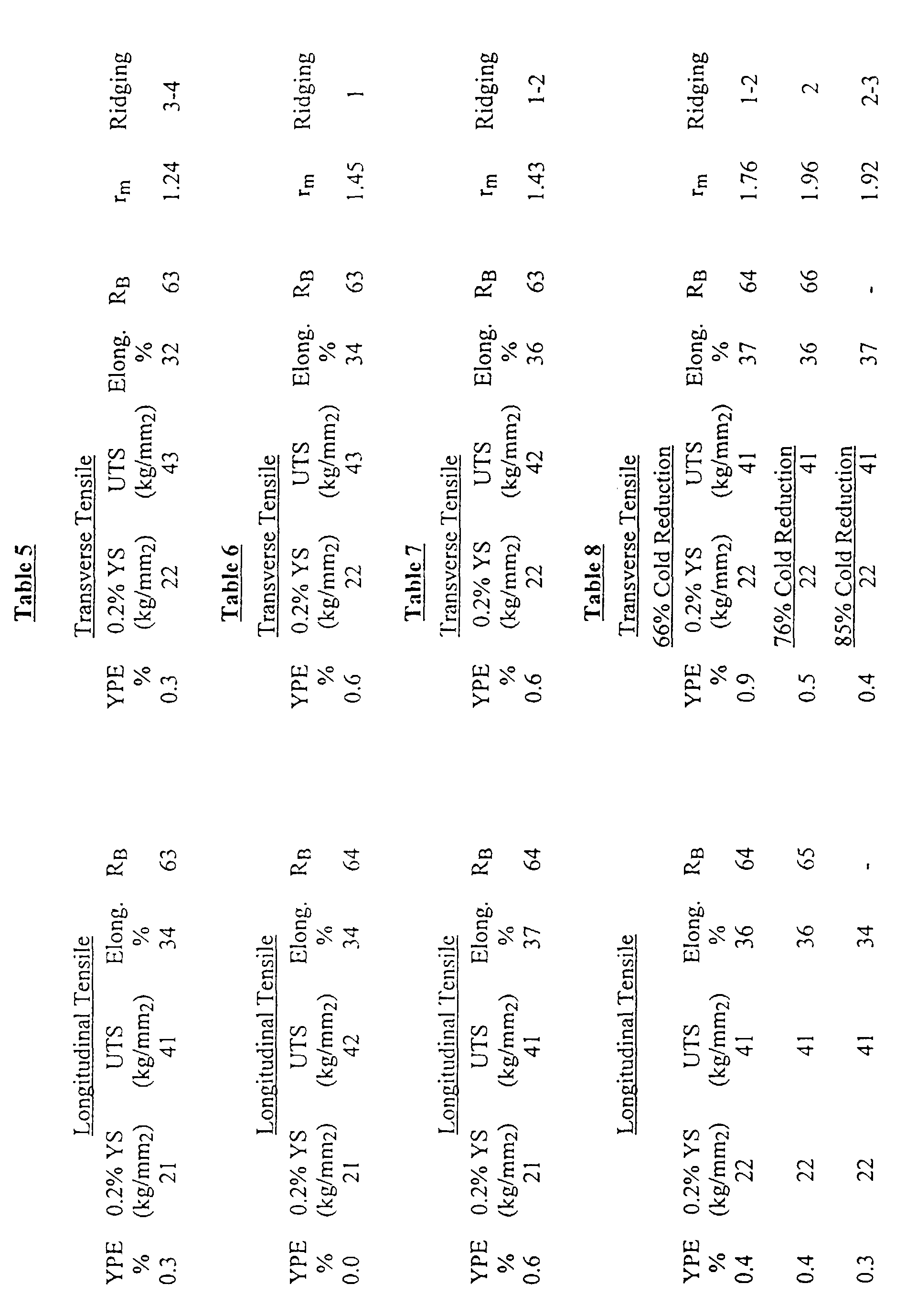
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 10. The composition of the melt was 0.19% Ti, 0.006% Al, 0.007% C, 0.13% Mn, 0.31% Si, 11.0% Cr, 0.16% Ni and 0.008% N. The ratio of the product of titanium and nitrogen divided by aluminum was .24. The steel melt then was transferred to a caster and cast into thin slabs in a manner similar to that described above for Example 5. This ferritic stainless steel having a ratio of (Ti x N)/Al ≥ 0.23 resulted in an as-cast steel structure containing 100% fine equiaxed grains of a size of about 1 mm. The slabs of this steel contained inclusions primarily of titanium oxides.
- These slabs were reheated to 1250°C, hot processed to a thickness of 3.0 mm with a finishing temperature of 800°C and coiled at a temperature of 700°C. The hot processed sheets were descaled and pickled in nitric and hydrofluoric acid. The hot processed sheets were cold reduced 53% to a thickness of 1.4 mm. These hot processed sheets were not annealed prior to cold reduction. The cold reduced sheets were annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheets were 1-2 and had an Rm of 1.39-1.48. A ridging characteristic of 2 means good ridging characteristics. Mechanical properties of the sheets of the invention are summarized in Table 7.
- Another 130 mm thickness thin slab of the composition described in Example 11 was reheated to 1250°C, hot processed into sheets having a thickness of 4.1 mm with a finishing temperature of 830°C and coiled at a temperature of 720°C. The hot processed sheets were descaled, pickled in nitric and hydrofluoric acid and then cold reduced 66%, 76% and 85% corresponding to thicknesses of 1.4, 1.0 and 0.6 mm respectively. These hot processed sheets of the invention were not annealed prior to cold reduction. The cold reduced sheets were annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheets generally was 2 or better and had an Rm of 1.76-1.96. An Rm of ≥ 1.7 is considered outstanding for ferritic stainless steel and previously was not believed to be possible for a ferritic stainless steel that was not given an anneal prior to cold reduction. Mechanical properties of the sheets of the invention are summarized in Table 8.
- The compositions, TNA and %EQ of the as-cast slabs for the comparative and inventive Type 409 stainless melts of Examples 5-11 above as well as additional comparative and inventive Type 409 stainless melts produced and cast into slabs in a manner similar to that described for Examples 5-11 are summarized in Table 2. The %EQ as a function of TNA for these slabs is shown in FIG. 14. FIG. 14 generally demonstrates the steels of the invention require Ti ≥ 0.10% and a TNA, i.e., (Ti x N)/Al, of about 0.14 or more to obtain an as-cast steel structure containing greater than 50% fine equiaxed grains. The exceptions to this were one slab on Heat 980460, Heat 880459, Heat 880463, Heat 980655 and Heat 980687. Heats 980655 and 980687 experienced nozzle clogging problems, i.e., excessive alumina inclusions, and resulted in low tundish molten steel temperatures below 1545°C. Accordingly, the melts of the invention preferably are continuously cast having a super heat of at least 40°C, more preferably at least 55°C, to prevent the clustering of large alumina inclusions. Heat 880459 was reblown for excessive carbon after being deoxidized with titanium, i.e., titanium oxide inclusions probably removed to the slag. Nothing unusual for Heat 880463 was observed.
- The compositions, TNA and %EQ for still other as-cast slabs for comparative and inventive Type 430, Type 439 and Type 439Mo high chromium stainless melts produced and cast similar to the slabs of Examples 5-11 are summarized in Table 4. Table 4 demonstrates that Ti of at least about 0.10% and a TNA, i.e., (Ti x N)/Al, of at least about .30 resulted in an as-cast steel grain structure generally containing well in excess of 50% fine equiaxed grains for high chromium alloyed steels.
- The highly formable ferritic chromium alloyed steel sheet of the invention produced from a steel having an as-cast structure of fine equiaxed grains is cast from a melt containing sufficient titanium and nitrogen but a controlled amount of aluminum for-forming small titanium oxide inclusions to provide the necessary nuclei for forming the as-cast equiaxed grain structure so that an annealed chromium alloyed sheet produced from this steel has enhanced ridging characteristics. By forming a chromium alloyed ferrous melt rich in small titanium oxide inclusions rather than large alumina inclusion clusters, an as-cast grain structure having greater than 50% equiaxed fine grains (%EQ) can be formed. By avoiding the formation of large columnar grains in the as-cast steel, ridging is minimized in a cold rolled, recrystallization annealed sheet produced from the steel, even when a hot processed sheet formed from the steel is not annealed prior to cold reduction.
- In other preferred embodiments of the invention containing lower Al a ferrous melt is provided in a melting furnace such as an electric arc furnace (EAF). This ferrous melt may be formed in the melting furnace from solid iron bearing scrap, carbon steel scrap, stainless steel scrap, solid iron containing materials including iron oxides, iron carbide, direct reduced iron, hot briquetted iron, or the melt may be produced upstream of the melting furnace in a blast furnace or any other iron smelting unit capable of providing a ferrous melt. The ferrous melt then will be refined in the melting furnace or transferred to a refining vessel such an argon-oxygen-decarburization vessel (AOD) or a vacuum-oxygen-decarburization vessel (VOD), followed by a trim station such as a ladle metallurgy furnace (LMF) or a wire feed station. An important feature of this invention is after refining the melt to a final carbon analysis and during or after trim alloys to meet a final specification are added to the melt, means for deoxidation is added to the melt prior to casting. This deoxidation means consists of titanium. Another important feature of this invention is aluminum specifically is not to be added to this refined melt as a deoxidant. If the steel is to be stabilized, sufficient amount of the titanium beyond that required for deoxidation can be added for combining with carbon and nitrogen in the melt. Preferably, the amount of added Ti is less than that required for equilibrium with nitrogen thereby avoiding precipitation of titanium nitride before solidification of the melt. Alternatively, one or more stabilizing elements such as niobium, zirconium, tantalum and vanadium can be added to the melt as well. Accordingly, the low aluminum steel of this invention preferably has at least 0.01% titanium added to the melt so that the steel is essentially deoxidized by the titanium to insure formation of an as-cast microstructure formed of a fine equiaxed grain structure. By low aluminum is meant the steel contains up to 0.010% total Al. Steels containing more than 0.010% Al were observed to have banded structures indicating the as-cast slab microstructure was columnar.
- After being refined and alloyed with chromium in a melting or refining vessel, the low aluminum, chromium alloyed, ferrous steel melt will be deoxidized with titanium and contain up to 0.08% C, ≤ 0.05% N, up to 1.50% Mn, ≤ 1.5% Si, 8-25% Cr, < 2.0% Ni, all percentages by weight, the balance Fe and residual elements. The chromium alloyed steel melt may be continuously cast into a sheet, a thin slab ≤ 140 mm, a thick slab ≤ 200 mm or cast into an ingot having an as-cast microstructure formed of a fine equiaxed grain structure greater than 50%, preferably at least 60%, more preferably at least 80% and most preferably the microstructure having essentially all fine equiaxed grains and be substantially free of large columnar grains. The cast steel then is hot processed into a continuous length of sheet. By "hot processed" will be understood the as-cast steel will be reheated, if necessary, and then reduced to a predetermined thickness such as by hot rolling. If hot rolled, a steel slab is reheated to 1050-1300°C, hot rolled using a finishing temperature of at least 800°C and coiled at a temperature ≤ 580°C. Additionally, the hot rolled sheet then may be descaled and cold reduced at least 40%, preferably at least 50%, to the desired final sheet thickness. Thereafter, the cold reduced sheet will be recrystallization annealed for at least 1 second at a peak metal temperature of 800-1000°C. A significant advantage of this invention is that the hot processed sheet is not required to be annealed prior to cold reduction, i.e., a hot band anneal, to suppress the formation of ridging. The recrystallization annealing following cold reduction may be a continuous anneal or a box anneal. Another advantage of this invention is that an alloyed annealed steel sheet with excellent ridging characteristics has a very uniform grain structure with as little as 40% cold reduction.
- The ferritic chromium alloyed steel of the present invention can be produced from a hot processed sheet made by a number of methods. The sheet can be produced from slabs formed from ingots or continuous cast slabs which are reheated to 1050-1300°C followed by hot rolling to provide a starting hot processed sheet of 2-6 mm thickness or the sheet can be hot processed from strip continuously cast into thicknesses of 2-10 mm. The present invention also is applicable to sheet produced by methods wherein continuous cast slabs or slabs produced from ingots are fed directly to a hot mill with or without significant heating, or ingots hot reduced into slabs of sufficient temperature to hot roll to sheet with or without further heating, or the molten metal is cast directly into a sheet suitable for further processing.
- An important feature of this invention is that the total aluminum is maintained to no more than 0.010%, preferably < 0.010%, more preferably ≤ 0.007% and most preferably ≤ 0.005%. If aluminum is not purposefully alloyed with the melt during refining or casting such as for deoxidation immediately prior to casting, total aluminum can be controlled to less than 0.010%. Aluminum preferably is not to be inadvertently added to the melt as an impurity present in an alloy addition of another element, e.g., titanium. That is, the use of titanium alloy additions containing an impurity of aluminum should be avoided. Titanium alloys may contain as much as 20% Al which may contribute as much as 0.07% total Al to the melt. By carefully controlling the refining and casting practices, a melt containing no more than 0.010% aluminum can be obtained.
- Not being bound by theory, it is believed total Al should not exceed 0.010% to suppress the formation of Al2O3 particles in the melt. Steel continuously cast into a thin slab or a continuous sheet does not inherently have an as-cast fine equiaxed grain microstructure. It is believed by carefully controlling the aluminum to no more than 0.010 wt.% in this invention, the formation of Al2O3 particles can be minimized. By suppressing the formation of Al2O3, it is further believed that small particles having a size less than 10 µm, preferably less than 5 µm and more preferably less than 1 µm of the complex oxides of titanium become the dominant non-metallic particles in the melt. These small complex titanium oxide particles are believed to provide nucleation sites permitting the formation of an as-cast fine equiaxed grain structure during solidification.
- Aluminum deoxidized steels of the prior art tended to clog nozzles during continuous casting. Calcium generally was required to be added to the high aluminum steel to increase the fluidity of Al2O3 particles in the cast melt to minimize this tendency to plug the casting nozzle. However, calcium generally adversely affects the formation of an as-cast fine equiaxed grain. Accordingly, calcium should be limited to 2 0.0020%. An important advantage of this invention is to obviate the need for the addition of calcium to the low aluminum melt since very few Al2O3 particles are present in the melt when aluminum is maintained less than 0.010%. Large numbers of Al2O3 particles contained in a melt can quickly coalesce into large clusters of Al2O3 which can cause nozzle clogging during continuous casting.
- Another feature of this invention is that only titanium is used for deoxidation of the melt prior to casting with this melt preferably containing a "sub-equilibrium" amount of titanium of at least 0.01%. More preferably, the amount of Ti in this steel melt satisfies the relationship (Ti/48)/[(C/12) + (N/14)] > 1.5. By "sub-equilibrium" is meant the amount of titanium is controlled so that the solubility products of titanium compounds are below the saturation level at the liquidus temperature thereby avoiding TiN precipitation in the melt. If TiN particles are allowed to form, the TiN precipitates coalesce into low density large clusters which will float to solidifying slab surfaces during continuous casting. The amount of titanium permitted in the melt to avoid TiN precipitation is inversely related to the amount of nitrogen. The maximum amount of titanium for "sub-equilibrium" is illustrated in FIG. 4 in the US-A 4,964,926, incorporated herein by reference. That is, depending upon the chromium and nitrogen content of a molten steel alloy, the amount of titanium must be controlled to less than that indicated by the curves in FIG. 4. Having a sub-equilibrium amount of titanium to prevent TiN precipitation inclusions in the melt is important to prevent the formation of a surface defect known as a Ti-streak. If these non-metallic TiN inclusions are allowed to precipitate in the melt, i.e., hyper-equilibrium, open surface defects form during hot rolling if these TiN inclusions precipitate near slab surfaces during solidification of the slab. These non-metallic TiN inclusions must be removed from the slab by surface conditioning such as grinding prior to hot processing of the slab.
- Nitrogen is present in the steels of the present invention in an amount of ≤ 0.05%, preferably ≤ 0.03% and more preferably ≤ 0.012%. In this invention, it is desirable to control the amount of nitrogen to avoid TiN precipitation in the melt, i.e., sub-equilibrium, thereby encouraging formation of titanium oxides instead. It is believed that small particles of the complex oxides of titanium are responsible for providing the nucleation sites necessary for the formation of an as-cast fine equiaxed grain structure. By carefully controlling the amounts of titanium and nitrogen in the melt below the solubility limit of TiN, small TiO2 particles having a size less than 1 µm will form instead providing the necessary nucleation sites responsible for the fine as-cast equiaxed grain microstructure.
- For any casting temperature, a steel alloy composition can be controlled with respect to N and the sub-equilibrium amount of Ti to obviate TiN precipitation. Although N concentrations after melting in an EAF may be as high as 0.05%, the amount of dissolved N can be reduced during inert gas refining in an AOD to less than 0.02% and, if necessary, to less than 0.01%. Precipitation of TiN can be avoided by reducing the sub-equilibrium amount of Ti to be added to the melt for any given nitrogen content. Alternatively, the sub-equilibrium amount of nitrogen in the melt can be reduced in an AOD for an anticipated amount of Ti contained in the melt. For a sub-equilibrium T409 stainless steel containing about 11-13% Cr and no more than about 0.012% N, the steel melt would contain less than about 0.25% Ti to avoid TiN precipitation before solidification of the melt. For a sub-equilibrium T439 stainless steel containing about 16-18% Cr and no more than about 0.014% N, the steel melt would contain less than about 0.35% Ti to avoid TiN precipitation before solidification of the melt.
- Carbon is present in the steels of the present invention in an amount of up to 0.08%, preferably ≤ 0.02% and more preferably 0.0010-0.01%. If carbon exceeds about 0.08%, the formability, corrosion and weldability are deteriorated. Accordingly, carbon should be reduced to an amount as low as possible.
- An element for stabilizing carbon and nitrogen may be present in the steels of the present invention in an amount of 0.05-1.0%, preferably 0.10-0.45%, more preferably 0.15-0.25% and most preferably 0.18-0.25%. If a stabilized steel is desired, the stabilizing element should be at least 0.05% to form a stable carbo-nitride compound effective for making a crystalline grain size for increasing the elongation and toughness of the stainless steel thereby enhancing formability such as deep drawability after annealing. If the stabilizing element is greater than about 1.0%, formability of the steel is no longer enhanced and the cost of producing the steel increased. In addition to titanium, a suitable stabilizing element may also include niobium, zirconium, tantalum, vanadium or mixtures thereof with titanium alone being preferred. If a second stabilizing element other than titanium is used, e.g., niobium, the second stabilizing element should be limited to no more than about 0.25%. Nb above 0.25% adversely affects formability.
- Chromium is present in the steels of the present invention in an amount of ≥ 8%, preferably 3 10%. If chromium is less than about 8%, the wet corrosion resistance of the steel is adversely affected. If chromium is greater than about 25%, the formability of the steel is deteriorated.
- Silicon is generally present in the chromium alloyed steels of the present invention in an amount of ≤ 1.5%, preferably of ≤ 0.5%. A small amount of silicon generally is present in a ferritic stainless steel to promote formation of the ferrite phase. Silicon also enhances high temperature corrosion resistance and provides high temperature strength. Accordingly, silicon should be present in the melt in an amount of at least 0.10%. Silicon should not exceed about 1.5% because the steel is too hard and the elongation is adversely affected.
- Manganese is present in the steels of the present invention in an amount up to 1.5%, preferably less than 0.5%. Manganese improves hot workability by combining with sulfur as manganese sulfide to prevent tearing of the sheet during hot processing. Accordingly, manganese in amounts of at least 0.1% is desirable. However, manganese is an austenite former and affects the stabilization of the ferrite phase. If the amount of manganese exceeds about 1.5%, the stabilization and formability of the steel is adversely affected.
- Sulfur is present in the steels of the present invention preferably in an amount of 2 0.015%, more preferably < 0.010% and most preferably < 0.005%. In addition to causing a problem during hot rolling, sulfur adversely affects wet corrosion resistance, especially those steels containing a lower amount of chromium. Accordingly, the sulfur preferably should not exceed about 0.015%.
- Like manganese, nickel is an austenite former and affects the stabilization of the ferrite phase. Accordingly, nickel is limited to ≤ 2.0%, preferably < 1.0%.
- The ferritic chromium alloyed steel of this invention may also include other elements such as copper, molybdenum, phosphorus and the like made either as deliberate additions or present as residual elements, i.e., impurities from steelmaking process.
- A chromium alloyed ferrous melt for this invention of about 25 kg was provided in a laboratory vacuum vessel. After final trim alloying elements were added to the vessel, the melt was deoxidized with titanium. The composition of the chromium alloyed steel melt was 0.009% Al, 0.18% Ti, 0.0068% C, 0.26% Mn, 0.51% Si, 11.1% Cr, 0.20% Ni and 0.0081% N. The steel melt was cast into ingots having a thickness and width of about 75 mm and about 150 mm respectively. The as-cast microstructure of cross-section pieces cut from the stainless steel ingots had a fine grain structure of about 80% equiaxed grains and an average size of about 1 mm as shown in FIG. 15. These slab pieces contained inclusions primarily of TiO2. A comparative steel of the prior art containing > 0.010% Al is illustrated in FIG. 16. These high aluminum prior art as-cast steel microstructures generally contain < 10% equiaxed grains.
- A chromium alloyed ferrous melt of about 125 metric tons was provided in an AOD refining vessel. After carbon was reduced to the final specification, the melt was transferred to a LMF wherein final trim alloying elements were added. After it was determined that the melt was within the final chemical specification, the melt was deoxidized with titanium. The composition of the melt was 0.18% Ti, 0.022% Al, 0.007% C, 0.22% Mn, 0.17% Si, 10.6% Cr, 0.14% Ni, 0.01% N, 0.0010% Ca, 0.10% Cu, 0.03% Mo and 0.029% V. The steel melt then was transferred to a caster within about 40 minutes and then continuously cast into thin slabs having a thickness of 130 mm and a width of 1200 mm. Cross-section pieces were cut from a mid-width position at several locations along the length of the thin slab. As-cast microstructure of these pieces cut from a slab of this high aluminum stainless steel had a large columnar grain microstructure as illustrated in Fig. 17. This FIG. 17 illustrates a ferritic stainless steel having 0.022% Al had a microstructure of nearly 100% large columnar grains. The large columnar grains of FIG. 17 have an average diameter of about 3 mm.
- Slabs cast from this melt were reheated to 1250°C, hot processed to a thickness of 3.3 mm with a finishing temperature of about 800°C and coiled at a temperature of about 700°C. The hot processed sheet was descaled, pickled in nitric and hydrofluoric acid and cold reduced 58% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction. The cold reduced sheet was annealed at peak metal temperature of 870°C for about 60 seconds. After stretching, the ridging characteristic on the sheet was 3-4 and had an rm of 1.22-1.27. A ridging characteristic of 3 or more means moderate to severe ridging on a scale of 0-6. A high ridging characteristic of 3 or more and a low rm of less than 1.3 are unacceptable for many deep formability, exposed, ferritic stainless steel applications. The mechanical properties for this steel are summarized in Table 5 The cold rolled and annealed grain structure is shown in FIG.18 exhibiting a non-uniform grain structure.
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 14 except the melt was low aluminum and the final trim alloys were added at the LMF after the melt was deoxidized with titanium. The composition of the melt was 0.19% Ti, 0.005% Al, 0.008% C, 0.12% Mn, 0.16% Si, 10.7% Cr, 0.13% Ni, 0.009% N, 0.001% S, 0.09% Cu, 0.03% Mo, 0.025% V and 0.0009% Ca. The steel melt was continuously cast into slabs having a thickness of 130 mm as described for Example 14. The as-cast microstructures of cross-section pieces cut from these thin slabs are shown in FIG.19 which demonstrates that a ferritic stainless steel of this invention having 0.005% Al had a microstructure of nearly 100% fine equiaxed grains having a size of about 1 mm.
- These thin slabs were reheated to 1250°C, hot processed to a thickness of 3.3 mm with a finishing temperature of 800°C and coiled at a temperature of 700°C. The hot processed sheet was descaled, pickled in nitric and hydrofluoric acid and cold reduced 58% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction. The cold reduced sheet was annealed at a peak metal temperature of 870°C for 60 seconds. After stretching, the ridging characteristic on the annealed sheet was 1 and had an rm value of 1.44-1.45. A ridging characteristic of 1 means excellent ridging and the steel is essentially free of ridging. A ridging characteristic of 2 or less and an rm value of at least 1.4 are acceptable for most deep forming, exposed ferritic stainless steel applications. Mechanical properties of the sheets of the invention are summarized in Table 6. The cold rolled and annealed grain structure is shown in FIG. 20 exhibiting a very uniform grain structure.
- One very important advantage of the present invention relates to a recrystallized annealed final product. Prior art ferritic stainless steels not only were adversely affected by ridging but also had poor formability, i.e., low rm values. One reason that ferritic stainless steels have limited formability is because the grain structure after annealing is non-uniform. FIG. 18 illustrates a typical non-uniform grain structure of a comparative prior art ferritic stainless steel after annealing containing 0.022% aluminum. FIG. 20 illustrates a uniform grain structure of a ferritic stainless steel after annealing of this invention. As demonstrated in FIG 20, the grain structure of a ferritic stainless steel after annealing of this invention containing less than 0.01% total aluminum is much smaller and considerably more uniform after recrystallization annealing than a ferritic stainless steel of the prior art.
- Another chromium alloyed ferrous melt of this invention was produced similar to that of Example 15. After final trim alloying elements were added to the vessel, the low aluminum melt was deoxidized with titanium. The composition of the melt was 0.19% Ti, 0.006% Al, 0.007% C, 0.13% Mn, 0.31% Si, 11.0% Cr, 0.16% Ni, 0.008% N, 0.001% S, 0.10% Cu, 0.03% Mo, 0.026% V and 0.0012% Ca. The steel melt was continuously cast into thin slabs having a thickness of 130 mm. An as-cast microstructure of a cross-section piece cut from these thin slabs is shown in FIG. 21 which illustrates that a ferritic stainless steel of this invention having 0.006% Al had a microstructure of nearly 100% equiaxed grains having a size of about 1 mm.
- The slab was reheated to 1250°C, hot processed to a thickness of 3.0 mm with a finishing temperature of 800°C and coiled at a temperature of 700°C. The hot processed sheet was descaled and pickled in nitric and hydrofluoric acid. The hot processed sheet was cold reduced 53% to a thickness of 1.4 mm. This hot processed sheet was not annealed prior to cold reduction. The cold reduced sheet was annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheet was 1-2 and had an rm value of 1.39-1.48. A ridging characteristic of 2 means good ridging characteristics. Mechanical properties of the sheets of the invention are summarized in Table 7.
- Another 130 mm thickness thin slab of the composition described in Example 16 was reheated to 1250°C, hot processed into sheets having a thickness of 4.1 mm with a finishing temperature of 830°C and coiled at a temperature of 720°C. The hot processed sheets were descaled, pickled in nitric and hydrofluoric acid and then cold reduced 66%, 76% and 85% corresponding to thicknesses of 1.4, 1.0 and 0.6 mm respectively. These hot processed sheets of the invention were not annealed prior to cold reduction. The cold reduced sheets were annealed at peak metal temperature of 940°C for 10 seconds. After stretching, the ridging characteristic on the annealed sheets generally was 2 or better and had an rm value of 1.76-1.96. An rm value of 3 1.7 is considered outstanding for ferritic stainless steel and previously was not believed to be possible. Mechanical properties of the sheets of the invention are summarized in Table 8. Fig. 22 illustrates the percentage of equiaxed grains in an as-cast microstructure as a function of the aluminum content for ferritic chromium alloyed steels deoxidized with titanium. The as-cast microstructures for ferritic chromium alloyed steels for this embodiment are those that contain 2 0.010% Al. For steels containing less than 0.01% Al, the microstructures all contain at least 60% fine equiaxed grains and up to as much as 80% or more fine equiaxed grains. For steels containing about 0.02% or more Al, the as-cast microstructure generally contains no. more than about 20% equiaxed grains, i.e., essentially columnar.
- One very important advantage of the present invention relates to a cold reduced; recrystallized annealed final product. Prior art ferritic stainless steels not only were adversely affected in appearance by ridging but also had poor formability, i.e., low Rm. One reason ferritic stainless steels have limited formability is because the structure after annealing consisted of non-uniform or "banded" large grains. FIG. 11 illustrates a typical non-uniform grain structure after annealing of a comparative prior art ferritic stainless steel having a ratio of the product of titanium and nitrogen divided by aluminum less than .14 and having an as-cast structure containing < 50% equiaxed grains. This invention allows a fine equiaxed grain to be formed in the as-cast steel so that a fine uniform recrystallized grain structure can be consistently be formed after cold reduction. A ferritic chromium alloyed steel sheet having a fine, uniform recrystallized grain structure can be formed without annealing the steel prior to cold reduction and with only one cold reduction.
- It will be understood various modifications may be made to this invention without departing from the spirit and scope of it. Therefore, the limits of this invention should be determined from the appended claims.
Claims (30)
- A chromium alloyed ferritic steel comprising:≤ 0.08 % C, ≥ 8 % Cr, ≤ 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, < 2.0 % Ni, Ti ≥ 0.10 %, the ratio of (Ti x N)/Al ≥ 0.14, all percentages by weight, the balance Fe and residual elements, andthe steel deoxidized with titanium and having an as-cast structure > 50 % equiaxed grains.
- A chromium alloyed ferritic steel sheet comprising:≤ 0.08 % C, ≥ 8 % Cr, ≤ 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, < 2.0 % Ni, Ti ≥ 0.10 %, the ratio of (Ti x N)/Al ≥ 0.14, all percentages by weight, the balance Fe and residual elements,the sheet being recrystallization annealed and essentially free of ridging when formed into a part,the annealed sheet being cold reduced from a hot processed sheet, andthe hot processed sheet formed from a steel deoxidized with titanium and having an as-cast structure > 50 % equiaxed grains.
- Steel sheet according to claim 2, characterized by Ti ≥ 0.15 % and Al < 0.03 %, advantageously < 0.020 % and further advantageously ≤ 0.013 %.
- Steel sheet according to claim 2 or 3, characterized in that Ti and N are in sub-equilibrium amounts and Ti satisfies the relationship (Ti/48)/[(C/12)+(N/14)] > 1.5, and wherein advantageously N ≤ 0.012 % and Ti ≤ 0.25 %.
- Steel sheet according to one of the claims 2 to 4 containing 10 to 60 ppm O and/or ≥ 20 ppm B.
- Steel sheet according to one of the claims 2 to 5, characterized in that the equiaxed grains have a size of ≤ 3 mm.
- Steel sheet according to one of the claims 2 to 6, characterized by a second stabilizing element from the group consisting of niobium, zirconium, tantalum and vanadium.
- Steel sheet according to anyone of the claims 2 to 7, characterized in that the as-cast structure of the steel is ≥ 60 % equiaxed grains, advantageously ≥ 80 % equiaxed grains, and is substantially free of columnar grains.
- Steel sheet according to anyone of the claims 2 to 8, characterized in that the as-cast steel has titanium oxide inclusions with a majority of the inclusions having a size < 1.5 µm.
- Steel sheet according to anyone of the claims 2 to 9, characterized in that the Al ≤ 0,10, the ratio of (Ti x N)/Al ≥ 0,23 and the as-cast structure is substantially free of columnar grais.
- Steel sheet according to anyone of claims 2 to 10, characterized by an Rm value of ≥ 1.4, advantageously an Rm value of ≥ 1.7.
- A chromium alloyed ferritic steel sheet comprising:containing ≤ 0.013 % Al, 0.15-0.25 % Ti, ≤ 0.02 % C, ≤ 1.50 % Mn, 0.005-0.012 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni, a sub-equilibrium amount of Ti, the ratio of (Ti x N)/Al ≥ 0.16, all percentages by weight, the balance Fe and residual elements, the sheet being recrystallization annealed having an Rm value of ≥ 1.4, an uniformly grain structure and is essentially free of ridging when formed into a part,the annealed sheet cold reduced from a hot processed sheet not previously annealed prior to the cold reduction, andthe hot processed sheet formed from a steel deoxidized with titanium and having an as-cast structure of ≥ 80 % equiaxed grains.
- Method for producing chromium alloyed steel, comprising the steps of:providing a steel melt containing ≤ 0.08 % C, ≥ 8 % Cr, ≤ 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, < 2.0 % Ni, all percentages by weight, the balance Fe and residual elements, deoxidizing the melt with an amount of Ti satisfying the relationship (Ti x N)/Al ≥ 0.14 and Ti ≥ 0.10 %,casting the melt into a steel having an as-cast structure ≥ 50 % equiaxed grains,hot processing the steel into a sheet,descaling the sheet,cold reducing the sheet to a final thickness, andrecrystallization annealing the cold reduced sheet wherein the annealed sheet is essentially free of ridging when formed into a part.
- Method according to claim 13, characterized by continuously casting the melt into a thin slab having a thickness ≤ 140 mm,
the additional step of reheating the slab to a temperature of 1050-1300 °C prior to hot rolling the slab into the continuous sheet. - Method according to claim 13 or 14, characterized in that the hot processed sheet is cold reduced without prior annealing, advantageously in a single stage.
- Method according to anyone of claims 13 to 15, characterized in that the cold reduced sheet is annealed at a temperature of 800-1000 °C for at least 1 second.
- A method for making chromium alloyed steel, comprising the steps of:providing a steel melt containing ≤ 0.013 % Al, 0.15-0.25 % Ti, ≤ 0.02 % C, ≤ 1.50 % Mn, 0.005-0.012 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni, the ratio of (Ti x N)/Al ≥ 0.16 and (Ti/48)/[(C/12)+(N/14)] > 1.5, a sub-equilibrium amount of Ti, all percentages by weight, the balance Fe and residual elements,casting the melt into a steel having an as-cast structure ≥ 80 % equiaxed grains, hot processing the steel into a sheet,descaling the sheet,cold reducing the sheet to a final thickness without prior annealing, andrecrystallization annealing the cold reduced sheet wherein the annealed sheet is essentially free of ridging and has an uniformly grain structure when formed into a part.
- A chromium alloyed ferritic steel comprising:the steel having an as-cast microstructure > 50 % equiaxed grains,the as-cast steel containing ≤ 0.010 % Al, up to 0.08 % C, up to 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni and means for deoxidizing the steel, all percentages by weight, the balance Fe and residual elements, the deoxidizing means consisting of titanium.
- A chromium alloyed ferritic steel sheet comprising:the sheet formed from a steel having an as-cast microstructure > 50 % equiaxed grains,the as-cast steel containing ≤ 0.010 % Al, up to 0.08 % C, up to 1.50 Mn, ≤ 0.03 % N, ≤ 1.5 Si, 8-25 % Cr, < 2.0 % Ni and means for deoxidizing the steel, all percentages by weight, the balance Fe and residual elements,the deoxidizing means consisting of titanium wherein Ti and N are present in sub-equilibrium amounts.
- A chromium alloyed ferritic steel sheet comprising:the sheet being recrystallization annealed and essentially free of ridging,the annealed sheet cold reduced from a hot processed sheet,the hot processed sheet formed from a steel having an as-cast microstructure > 50 % equiaxed grains cotaining ≤ 0.010 % Al, up to 0.08 % C, up to 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni and means for deoxidizing the steel, all percentages by weight, the balance Fe and residual elements,the deoxidizing means consisting of titanium.
- Steel according to one of the claims 18 to 20, characterized in that Ti and N are present in sub-equilibrium amounts, wherein advantageously the sub-equilibrium amount of Ti is ≥ 0.01 %, especially 0.05 to 1.0 %, and satisfies the relationship (Ti/48)/[(C/12)+(N/14)] > 1.5.
- Steel according to anyone of claims 18 to 21, characterized in that the microstructure of the steel is at least 60 % fine equiaxed grains, especially at least 80 % fine equiaxed grains in a uniform distribution, and the microstructure is substantially free of columnar grains.
- Steel according to anyone of the claims 18 to 22, characterized by an rm value of ≤ 1.4, especially an rm value of ≤ 1.7.
- A method for making chromium alloyed steel sheet according to one of the claims 18 to 23, comprising the steps of:refining a chromium alloyed ferrous melt,adding means to the melt to deoxidize the melt,the deoxidizing means consisting of titanium, casting the melt into a steel having an as-cast microstructure > 50 % equiaxed grains, the steel containing ≤ 0.010 % Al, up to 0.08 % C, up to 1.50 % Mn, ≤ 0.05 % N, ≤ 1.5 % Si, 8-25 Cr, < 2.0 % Ni, all percentages by weight, the balance Fe and residual elements, andhot processing the steel into a continuous sheet.
- Method according to claim 24, characterized by melting a steel containing ≤ 0.03 % N, Ti and N being present in sub-equilibrium amounts,descaling the hot formed sheet,cold reducing the sheet to a final thickness, andrecrystallization annealing the cold reduced sheet wherein the annealed sheet is essentially free of ridging and has an uniformly microstructure of fine equiaxed grains.
- Method according to claim 25, characterized in that the sub-equilibrium amount of Ti is ≥ 0.01 % and satisfies the relationship (Ti/48)/[(C/12)+(N/14)] > 1.5.
- Method according to anyone of the claims 24 to 26, characterized in that the deoxidizing means forms titanium oxide particles for forming nucleation sites for the equiaxed grains, the particles having a size less than 10 µm.
- Method according to anyone of the claims 24 to 27, characterized in that the melt is continuously cast into a thin slab having a thickness ≤ 140 mm, and the slab is reheated to a temperature of 1050-1300 °C prior to hot rolling the slab into the continuous sheet.
- Method according to one of the claims 24 to 28, characterized in that the cold reduced sheet is annealed at a temperature of 800-1000 °C for at least 1 second.
- A method for making chromium alloyed steel, comprising the steps of:refining a chromium alloyed ferrous melt,adding means to deoxidize the melt,the deoxidizing means consisting of 0.050-0.25 % of Ti, casting the melt into a chromium alloyed steel having an as-cast microstructure having ≥ 80 % equiaxed grains,the steel containing ≤ 0.007 % Al, up to 0.02 % C,1,50 % Mn, ≤ 0.012 % N, ≤ 1.5 % Si, 8-25 % Cr, < 2.0 % Ni, all percentages by weight, the balance Fe and residual elements, wherein (Ti/48)/[(C/12)+(N/14)] > 1.5 and Ti and N are present in sub-equilibrium amounts;hot processing the steel into a continuous sheet,descaling the sheet,cold reducing the sheet to a final thickness, andrecrystallization annealing the cold reduced sheet wherein the sheet is essentially free of ridging.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/994,382 US5868875A (en) | 1997-12-19 | 1997-12-19 | Non-ridging ferritic chromium alloyed steel and method of making |
| US994382 | 1997-12-19 | ||
| US153822 | 1998-09-15 | ||
| US09/153,822 US6855213B2 (en) | 1998-09-15 | 1998-09-15 | Non-ridging ferritic chromium alloyed steel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0924313A1 true EP0924313A1 (en) | 1999-06-23 |
| EP0924313B1 EP0924313B1 (en) | 2004-05-26 |
Family
ID=26850893
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98124277A Expired - Lifetime EP0924313B1 (en) | 1997-12-19 | 1998-12-18 | Ferritic Chromium alloyed steel |
Country Status (12)
| Country | Link |
|---|---|
| EP (1) | EP0924313B1 (en) |
| JP (1) | JP4388613B2 (en) |
| CN (1) | CN1088122C (en) |
| AR (1) | AR017437A1 (en) |
| AT (1) | ATE267886T1 (en) |
| BR (1) | BR9805348A (en) |
| CA (1) | CA2254564C (en) |
| DE (1) | DE69824131T2 (en) |
| DK (1) | DK0924313T3 (en) |
| ES (1) | ES2222549T3 (en) |
| RU (1) | RU2227172C2 (en) |
| TW (1) | TW496903B (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002004689A1 (en) * | 2000-07-12 | 2002-01-17 | Ugine-Savoie Imphy | Ferritic stainless steel for ferromagnetic parts |
| FR2818290A1 (en) * | 2000-12-15 | 2002-06-21 | Ugine Savoie Imphy | Stainless steel for shaping by severe working and notably by cold striking or drawing into small diameter wires, with a controlled composition for selection of the type and dimensions of its inclusions |
| FR2818289A1 (en) * | 2000-12-15 | 2002-06-21 | Usinor | Stainless steel for severe working and notably for deep drawing of rolled and heat treated steel sheet with controlled selection of inclusions |
| EP1452616A1 (en) * | 2001-12-06 | 2004-09-01 | Nippon Steel Corporation | Ferritic stainless steel sheet excellent in press formability and workability and method for production thereof |
| EP1974063A1 (en) * | 2005-12-28 | 2008-10-01 | Posco | Method for manufacturing ferritic stainless steel slabs with equiaxed grain structures and the ferritic stainless steel manufactured by it |
| WO2011036352A1 (en) | 2009-09-24 | 2011-03-31 | Arcelormittal Investigación Y Desarrolllo Sl | Ferritic stainless steel having high drawability properties |
| EP3283608A4 (en) * | 2015-04-17 | 2018-12-26 | The Curators of the University of Missouri | Grain refinement in iron-based materials |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101008043B (en) * | 2006-01-27 | 2010-05-12 | 宝山钢铁股份有限公司 | Process for producing ferritic stainless steel |
| CN100430161C (en) * | 2006-12-27 | 2008-11-05 | 东北大学 | Cast rolling method and equipment of isometric crystal ferrite stainless steel slab band |
| RU2493266C2 (en) * | 2009-03-11 | 2013-09-20 | Зальцгиттер Флахшталь Гмбх | Method of hot-rolled strip production and hot-rolled strip made from ferritic steel |
| CN102191366A (en) * | 2010-03-18 | 2011-09-21 | 宝山钢铁股份有限公司 | Manufacture method capable of improving patterns of common-type ferrite stainless steel plate |
| CN102140574B (en) * | 2011-05-11 | 2012-09-05 | 北京冶金正源科技有限公司 | Annealing process for improving deep drawability of 430 ferrite stainless steel |
| RU2615426C1 (en) * | 2015-12-03 | 2017-04-04 | Федеральное Государственное Унитарное Предприятие "Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина" (ФГУП "ЦНИИчермет им. И.П. Бардина") | Method of producing hot-rolled high-strength corrosion-resistant steel |
| CN106834607B (en) * | 2017-01-19 | 2019-01-15 | 北京科技大学 | A kind of fining process improving ferrite stainless steel continuous casting billet proportion of equiaxed grain |
| CN112941399B (en) * | 2021-01-27 | 2022-06-21 | 浦项(张家港)不锈钢股份有限公司 | 409L stainless steel and preparation method thereof |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2071148A (en) * | 1980-03-01 | 1981-09-16 | Nippon Steel Corp | Ferritic stainless steel having excellent formability |
| JPS5776127A (en) * | 1980-10-30 | 1982-05-13 | Nippon Steel Corp | Manufacture of ti containing ferrite system stainless steel sheet |
| EP0247264A2 (en) * | 1986-05-24 | 1987-12-02 | Nippon Steel Corporation | Method for producing a thin casting of Cr-series stainless steel |
| US4964926A (en) * | 1987-09-08 | 1990-10-23 | Allegheny Ludlum Corporation | Ferritic stainless steel |
| EP0638653A1 (en) * | 1993-01-28 | 1995-02-15 | Nippon Steel Corporation | Process for producing chromium-containing stainless steel strip with excellent toughness |
| JPH08253818A (en) * | 1995-03-14 | 1996-10-01 | Kawasaki Steel Corp | Production of ferritic stainless steel strip reduced in inplane anisotropy and excellent in balance between strength and elongation |
| JPH08296000A (en) * | 1995-04-24 | 1996-11-12 | Nippon Steel Corp | Ferritic stainless steel excellent in workability and corrosion resistance and its production |
| JPH08311543A (en) * | 1995-05-12 | 1996-11-26 | Nippon Steel Corp | Production of ferritic stainless steel having good glossiness and excellent in ridging resistance and formability |
| EP0765941A1 (en) * | 1995-09-26 | 1997-04-02 | Kawasaki Steel Corporation | Ferritic stainless steel sheet having less planar anisotropy and excellent anti-ridging characteristics and process for producing same |
| JPH09227999A (en) * | 1996-02-20 | 1997-09-02 | Kawasaki Steel Corp | Ferritic stainless steel sheet excellent in ridging resistance |
| JPH09235621A (en) * | 1996-02-29 | 1997-09-09 | Kawasaki Steel Corp | Productionof titanium-containing ferritic stainless steel excellent in formability |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3357226B2 (en) * | 1995-08-14 | 2002-12-16 | 川崎製鉄株式会社 | Fe-Cr alloy with excellent ridging resistance and surface properties |
-
1998
- 1998-10-27 TW TW087117755A patent/TW496903B/en not_active IP Right Cessation
- 1998-11-27 CA CA2254564A patent/CA2254564C/en not_active Expired - Lifetime
- 1998-12-16 BR BR9805348-5A patent/BR9805348A/en not_active IP Right Cessation
- 1998-12-18 EP EP98124277A patent/EP0924313B1/en not_active Expired - Lifetime
- 1998-12-18 AR ARP980106516A patent/AR017437A1/en not_active Application Discontinuation
- 1998-12-18 JP JP36090698A patent/JP4388613B2/en not_active Expired - Lifetime
- 1998-12-18 ES ES98124277T patent/ES2222549T3/en not_active Expired - Lifetime
- 1998-12-18 DK DK98124277T patent/DK0924313T3/en active
- 1998-12-18 CN CN98125446A patent/CN1088122C/en not_active Expired - Lifetime
- 1998-12-18 DE DE69824131T patent/DE69824131T2/en not_active Expired - Lifetime
- 1998-12-18 AT AT98124277T patent/ATE267886T1/en not_active IP Right Cessation
- 1998-12-21 RU RU98123163/02A patent/RU2227172C2/en active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2071148A (en) * | 1980-03-01 | 1981-09-16 | Nippon Steel Corp | Ferritic stainless steel having excellent formability |
| US4465525A (en) * | 1980-03-01 | 1984-08-14 | Nippon Steel Corporation | Ferritic stainless steel having excellent formability |
| JPS5776127A (en) * | 1980-10-30 | 1982-05-13 | Nippon Steel Corp | Manufacture of ti containing ferrite system stainless steel sheet |
| EP0247264A2 (en) * | 1986-05-24 | 1987-12-02 | Nippon Steel Corporation | Method for producing a thin casting of Cr-series stainless steel |
| US4964926A (en) * | 1987-09-08 | 1990-10-23 | Allegheny Ludlum Corporation | Ferritic stainless steel |
| EP0638653A1 (en) * | 1993-01-28 | 1995-02-15 | Nippon Steel Corporation | Process for producing chromium-containing stainless steel strip with excellent toughness |
| JPH08253818A (en) * | 1995-03-14 | 1996-10-01 | Kawasaki Steel Corp | Production of ferritic stainless steel strip reduced in inplane anisotropy and excellent in balance between strength and elongation |
| JPH08296000A (en) * | 1995-04-24 | 1996-11-12 | Nippon Steel Corp | Ferritic stainless steel excellent in workability and corrosion resistance and its production |
| JPH08311543A (en) * | 1995-05-12 | 1996-11-26 | Nippon Steel Corp | Production of ferritic stainless steel having good glossiness and excellent in ridging resistance and formability |
| EP0765941A1 (en) * | 1995-09-26 | 1997-04-02 | Kawasaki Steel Corporation | Ferritic stainless steel sheet having less planar anisotropy and excellent anti-ridging characteristics and process for producing same |
| JPH09227999A (en) * | 1996-02-20 | 1997-09-02 | Kawasaki Steel Corp | Ferritic stainless steel sheet excellent in ridging resistance |
| JPH09235621A (en) * | 1996-02-29 | 1997-09-09 | Kawasaki Steel Corp | Productionof titanium-containing ferritic stainless steel excellent in formability |
Non-Patent Citations (9)
| Title |
|---|
| A. OSTROWSKI AND E.W. LANGER: "Precipitation of titanium carbonitrides in as-cast 17% chromium stainless steels", SCANDINAVIAN JOURNAL OF METALLURGY, vol. 8, no. 4, 1979, pages 153 - 160, XP002096879 * |
| CHEMICAL ABSTRACTS, vol. 112, no. 20, 14 May 1990, Columbus, Ohio, US; abstract no. 183567, VILLAFUERTE, J. C. ET AL: "Electromagnetic stirring and grain refinement in stainless steel GTA [gas tungsten arc] welds" XP002096588 * |
| CHEMICAL ABSTRACTS, vol. 85, no. 10, 6 September 1976, Columbus, Ohio, US; abstract no. 66554, SAWHILL, J. M., JR. ET AL: "Ductility and toughness of stainless steel welds" XP002096589 * |
| PATENT ABSTRACTS OF JAPAN vol. 006, no. 158 (C - 120) 19 August 1982 (1982-08-19) * |
| PATENT ABSTRACTS OF JAPAN vol. 097, no. 002 28 February 1997 (1997-02-28) * |
| PATENT ABSTRACTS OF JAPAN vol. 097, no. 003 31 March 1997 (1997-03-31) * |
| PATENT ABSTRACTS OF JAPAN vol. 098, no. 001 30 January 1998 (1998-01-30) * |
| WELD. RES. (MIAMI) (1976), (FEB.), 33-41 PUBLISHED IN: WELD. J. (MIAMI, FLA.), 55(2) CODEN: WERSA3, 1976 * |
| WELD. RES. (MIAMI) (1990), (JAN.), 1-13 PUBLISHED IN: WELD. J. (MIAMI), 69(1) CODEN: WERSA3;ISSN: 0096-7629, 1990 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6821358B2 (en) | 2000-07-12 | 2004-11-23 | Ugine-Savoie Imphy | Ferritic stainless steel which can be used for ferromagnetic parts |
| FR2811683A1 (en) * | 2000-07-12 | 2002-01-18 | Ugine Savoie Imphy | FERRITIC STAINLESS STEEL USED FOR FERROMAGNETIC PARTS |
| WO2002004689A1 (en) * | 2000-07-12 | 2002-01-17 | Ugine-Savoie Imphy | Ferritic stainless steel for ferromagnetic parts |
| FR2818290A1 (en) * | 2000-12-15 | 2002-06-21 | Ugine Savoie Imphy | Stainless steel for shaping by severe working and notably by cold striking or drawing into small diameter wires, with a controlled composition for selection of the type and dimensions of its inclusions |
| FR2818289A1 (en) * | 2000-12-15 | 2002-06-21 | Usinor | Stainless steel for severe working and notably for deep drawing of rolled and heat treated steel sheet with controlled selection of inclusions |
| EP1452616A4 (en) * | 2001-12-06 | 2006-08-02 | Nippon Steel & Sumikin Sst | Ferritic stainless steel sheet excellent in press formability and workability and method for production thereof |
| EP1452616A1 (en) * | 2001-12-06 | 2004-09-01 | Nippon Steel Corporation | Ferritic stainless steel sheet excellent in press formability and workability and method for production thereof |
| US7341637B2 (en) | 2001-12-06 | 2008-03-11 | Nippon Steel & Sumikin Stainless Steel Corporation | Ferritic stainless steel sheet excellent in press formability and workability and method for production thereof |
| EP1974063A1 (en) * | 2005-12-28 | 2008-10-01 | Posco | Method for manufacturing ferritic stainless steel slabs with equiaxed grain structures and the ferritic stainless steel manufactured by it |
| EP1974063A4 (en) * | 2005-12-28 | 2010-07-21 | Posco | Method for manufacturing ferritic stainless steel slabs with equiaxed grain structures and the ferritic stainless steel manufactured by it |
| WO2011036352A1 (en) | 2009-09-24 | 2011-03-31 | Arcelormittal Investigación Y Desarrolllo Sl | Ferritic stainless steel having high drawability properties |
| WO2011036351A1 (en) * | 2009-09-24 | 2011-03-31 | Arcelormittal Investigación Y Desarrollo Sl | Ferritic stainless steel having high drawability properties |
| EP3283608A4 (en) * | 2015-04-17 | 2018-12-26 | The Curators of the University of Missouri | Grain refinement in iron-based materials |
| US10465258B2 (en) | 2015-04-17 | 2019-11-05 | The Curators Of The University Of Missouri | Grain refinement in iron-based materials |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2254564A1 (en) | 1999-06-19 |
| TW496903B (en) | 2002-08-01 |
| AR017437A1 (en) | 2001-09-05 |
| BR9805348A (en) | 1999-11-30 |
| JPH11246944A (en) | 1999-09-14 |
| CA2254564C (en) | 2012-07-10 |
| ES2222549T3 (en) | 2005-02-01 |
| CN1224070A (en) | 1999-07-28 |
| DK0924313T3 (en) | 2004-08-09 |
| DE69824131T2 (en) | 2005-06-02 |
| DE69824131D1 (en) | 2004-07-01 |
| CN1088122C (en) | 2002-07-24 |
| RU2227172C2 (en) | 2004-04-20 |
| JP4388613B2 (en) | 2009-12-24 |
| EP0924313B1 (en) | 2004-05-26 |
| ATE267886T1 (en) | 2004-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3963531A (en) | Cold rolled, ductile, high strength steel strip and sheet and method therefor | |
| EP0924313B1 (en) | Ferritic Chromium alloyed steel | |
| US5868875A (en) | Non-ridging ferritic chromium alloyed steel and method of making | |
| KR950007472B1 (en) | High strength cold rolled steel sheet having excellent non-aging property at room temperature and suitable for drawing and method of producing the same | |
| EP0646656A1 (en) | Sheet steel excellent in flanging capability and process for producing the same | |
| US4445946A (en) | High strength cold rolled steel strip having an excellent deep drawability | |
| CA2882361A1 (en) | Ferritic stainless steel with excellent oxidation resistance, good high temperature strength, and good formability | |
| JP2002317249A (en) | Low yield ratio type high strength steel sheet having excellent ductility and production method therefor | |
| US6855213B2 (en) | Non-ridging ferritic chromium alloyed steel | |
| JPH0570836A (en) | Manufacture of high strength cold rolled steel sheet for deep drawing | |
| AU2003200957B2 (en) | Non-ridging Ferritic Chromium Alloyed Steel | |
| EP0119088B1 (en) | Steel for use as material of cold-rolled steel sheet | |
| JP3757633B2 (en) | Steel plate for cans with excellent workability | |
| JP3661421B2 (en) | Hot-rolled steel sheet for rerolling and manufacturing method thereof | |
| JP3177146B2 (en) | Manufacturing method of steel for processing | |
| JPH021217B2 (en) | ||
| USRE31306E (en) | Cold rolled, ductile, high strength steel strip and sheet and method therefor | |
| JP3653990B2 (en) | Hot rolled steel sheet with extremely good secondary work brittleness resistance after ultra deep drawing | |
| MXPA98010838A (en) | Alloy steel with ferritic chrome, without str | |
| JPH09157791A (en) | Free cutting steel excellent in hot workability | |
| JPH0250978B2 (en) | ||
| JP2000119803A (en) | Steel sheet for drum can good in surface property and drum can made of steel | |
| MXPA98010837A (en) | Alloy steel with ferritic chrome, without str | |
| CN116194606A (en) | Steel sheet excellent in formability and work hardening rate | |
| KR0136157B1 (en) | Method of manufacturing hot rolled steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB IT LI NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991213 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FI FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 20010924 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RTI1 | Title (correction) |
Free format text: FERRITIC CHROMIUM ALLOYED STEEL |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AK STEEL CORPORATION |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69824131 Country of ref document: DE Date of ref document: 20040701 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE INGENIEURS-CONSEILS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041218 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050103 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2222549 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050701 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20050701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151218 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20170710 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20171227 Year of fee payment: 20 Ref country code: FR Payment date: 20171227 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20171227 Year of fee payment: 20 Ref country code: SE Payment date: 20171229 Year of fee payment: 20 Ref country code: BE Payment date: 20171227 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180102 Year of fee payment: 20 Ref country code: DE Payment date: 20171229 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20171221 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69824131 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20181217 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20181218 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20181217 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20181219 |