-
TECHNISCHES GEBIET
-
Die Offenbarung gehört zum technischen Gebiet der saugfähigen Hygieneprodukte. Konkret betrifft diese Offenbarung einen saugfähigen Kern, der in einem Artikel zum Aufsaugen von Körperflüssigkeiten und Exudaten, wie Urin und Fäkalienmaterial oder Blut, Menstruation und Vaginalflüssigkeiten verwendet werden kann. Diese Offenbarung betrifft besonders vorzugsweise saugfähige Kleidungsstücke, wie wegwerfbare Windeln oder -windelhosen, wegwerfbare Inkontinenzwindeln oder -hosen, und die ausgelegt sind, um Fäkalmaterial zu sammeln und zu beinhalten und Auslaufen zu verhindern, oder Damenbinden oder Slipeinlagen, die ausgelegt sind, um Blut, Menstruation, Urin, Vaginalflüssigkeiten zu sammeln und zu beinhalten und Auslaufen zu verhindern.
-
HINTERGRUND
-
Die Offenbarung betrifft einen saugfähigen Kern für einen saugfähigen Artikel, konkret für Hygieneartikel, saugfähige Artikel, umfassend den saugfähigen Kern und Verfahren zum Bereitstellen des saugfähigen Kerns, konkret Kerne, die einen oder mehrere Kanäle dadurch aufweisen.
-
Saugfähige Kerne haben im Laufe der Zeit eine deutliche Verbesserung und Innovation erlebt, um Bedürfnissen wie verbesserte Fluidabsorption und -verteilung sowie Komfort zu entsprechen, es besteht aber immer noch Bedarf an fortgesetzter Verbesserung. Solche Bedürfnisse sind in der heutigen Verbraucherumgebung immer präsent. In den nachstehenden Absätzen werden einige der zu diesem Thema gehörenden relevanten Offenbarungen erläutert.
-
EP 1077052 A1 und
EP 1078617 A2 offenbaren eine Damenbinde, die eine kontrollierte Verformung in Reaktion auf seitliche Kompression bei Verwendung zulässt. Die Damenbinde weist Zonen zum präferentiellen Verbiegen entlang einer Längsachse auf, die durch ein Verfahren des Perforierens, Längsschneidens, Schneidens oder Prägens gebildet wird.
-
EP 1959903 B1 offenbart ein Inkontinenzkissen, das ein Faltlinienpaar umfasst, das das saugfähige Kernmaterial in einen zentralen Abschnitt teilt, und ein Paar längsseitige Abschnitte, um sich besser an den Körper des Benutzers anzupassen. Die Faltlinien werden durch Kompression des saugfähigen Materials gebildet.
-
EP 2211808 B1 offenbart einen saugfähigen Kern, der einen oberen saugfähigen Kern und einen unteren saugfähigen Kern umfasst. Der obere saugfähige Kern umfasst Faltindikationen, die es dem saugfähigen Kern erlauben, eine vorbestimmte dreidimensionale Form anzunehmen, wenn er Druck in Richtung der Breite ausgesetzt wird. Die Faltindikationen sind Schnitte oder Kompressionslinien, die sich vollständig durch den oberen Kern erstrecken oder nicht.
-
EP 1349524 B1 offenbart eine Slipeinlage, die mindestens eine Faltlinie umfasst, die einen zentralen Bereich und zwei Seitenbereiche definiert, die Anpassen der Größe der Slipeinlage entlang der Faltlinie erlauben. Die Faltlinien sind Prägelinien.
-
EP 1267775 B1 offenbart eine Damenbinde, die sich an die Körperbegrenzungen anfügt. Die Damenbinde umfasst einen vorderen breiten Abschnitt und einen rückseitigen schmalen Abschnitt und mindestens zwei Faltlinien, die auf der oberen oder unteren Fläche des schmalen Abschnitts vorgeformt sind. Die Faltlinien können unter mechanisch gepressten Linien, chemisch zusammengefügten Bestandteilen, die die Linien bilden, mit Hitze erzeugten Linien, mit Laser erzeugten Linien, mit Klebstoff erzeugten Linien und/oder mechanisch durch Vibration erzeugten Linien ausgewählt werden.
-
EP1088536 A2 offenbart eine Hygienebinde, die mit Riefen bereitgestellt ist, die es möglich machen, die Hygienebinde an das Höschen des Benutzers anzupassen.
-
US 5,756,039 A offenbart einen saugfähigen Kern, der unterschiedliche Segmente umfasst, die unabhängig durch ein anhebendes Element verschoben werden können. Das anhebende Element stellt sicher, dass sich die obere Lage am Körper des Trägers anfügt.
-
US 2006/0184150 A1 offenbart einen saugfähigen Kern mit variierender Flexibilität, die als formgebendes Element für verbesserte Körperanpassung wirkt. Der saugfähige Kern kann Linien mit verringertem Verbiegungswiderstand aufweisen, die durch Entfernen von Material, z. B. in der Form von Öffnungen oder Schlitzen gebildet sind.
US 6,503,233 B1 offenbart einen saugfähigen Artikel, der eine Kombination von nach unten ablenkenden Knicklinien und eine nach oben ablenkende, formgebende Linie umfasst, um eine Breitenachse für verbesserte Körperanpassung zu erreichen. Die Knicklinien sind durch Prägen des saugfähigen Materials gebildet. Die formgebende Linie ist durch Perforieren und Einkerben gebildet.
-
US 2015/0088084 A1 offenbart ein Verfahren zur Herstellung einer saugfähigen Struktur, die eine dreidimensionale Topographie aufweist, die das Platzieren von mindestens einem Abschnitt der saugfähigen Struktur zwischen gegenüberliegenden Abdruckflächen enthält. Mindestens eine der Abdruckflächen weist eine dreidimensionale Topographie auf. Die dreidimensionale Topographie der Abdruckfläche wird auf die saugfähige Struktur so weitergegeben, dass die saugfähige Struktur eine dreidimensionale Topographie aufweist, die der dreidimensionalen Topographie der Abdruckfläche entspricht.
-
Im Stand der Technik besteht aber trotzdem Bedarf an verbesserten Kernen und Verfahren zur Herstellung, die nicht nur die Merkmale der Fluidabsorption des Produkts erhöhen können, sondern auch länger anhaltende Trockenheit und Komfort bereitstellen und dem Benutzer ein Empfinden von verbesserten Merkmalen bereitstellen.
-
Die vorliegende Offenbarung hat die Aufgabe, mindestens einige der oben genannten Probleme zu lösen.
-
Die vorliegende Offenbarung hat die Aufgabe, einen neuartigen saugfähigen Kern bereitzustellen, der Kanäle aufweist, die konkret konstruiert sind, um einheitliche Flüssigkeitsverteilung und Komfort zu verbessern, sowie einen saugfähigen Artikel, der diesen Kern enthält.
-
KURZDARSTELLUNG
-
In einem Aspekt betrifft die Offenbarung einen saugfähigen Kern, der im Wesentlichen kontinuierlichen Zonen von einer oder mehrere Strukturen zur hohen Verteilung von Fluiden und nicht kontinuierlichen Zonen von Fluidabsorptionsstrukturen, die die eine oder die mehreren Strukturen zur hohen Verteilung von Fluiden umgeben, umfasst, wobei die eine oder die mehreren Strukturen zur hohen Verteilung von Fluiden angeordnet sind, um Fluid über den saugfähigen Kern mit einer Geschwindigkeit zu verteilen, die höher ist als die Geschwindigkeit von Fluidverteilung über den saugfähigen Kern durch die nicht kontinuierlichen Fluidabsorptionsstrukturen, und wobei sich die kontinuierlichen Zonen entlang eines Wegs erstrecken, der im Wesentlichen parallel zu mindestens einem Abschnitt des Umfangs des Kerns ist, wobei der Abschnitt des Umfangs des Kerns mindestens einen Abschnitt der Seiten des Kerns und eines der Enden des Kerns umfasst.
-
In einem weiteren Aspekt betrifft die Offenbarung einen saugfähigen Kern, umfassend: einen vorderen Abschnitt; einen rückseitigen Abschnitt; einen Abschnitt in Schrittposition zwischen dem vorderen Abschnitt und dem rückseitigen Abschnitt; und eine Längsachse die sich entlang einer Länge des Kerns erstreckt und den vorderen, Schrittbereich- und rückseitigen Abschnitte quert, wobei der saugfähige Kern eine Breite aufweist, die sich senkrecht zur Länge erstreckt, und einen Umfang, der mindestens zwei gegenüberliegende Enden und mindestens zwei gegenüberliegende Seiten umfasst, die zwischen den Enden positioniert sind, wobei der saugfähige Kern einen oder mehrere im Wesentlichen untereinander verbundene Kanäle umfasst, die sich durch mindestens einen Abschnitt des Schrittbereichabschnitts entlang der Länge des Kerns und entlang mindestens eines Abschnitts der Breite des Kerns von einer Seite des Kerns zur anderen erstrecken, wobei der eine oder die mehreren im Wesentlichen untereinander verbundenen Kanäle vorzugsweise symmetrisch oder asymmetrisch über die Längsachse sind.
-
In einem weiteren Aspekt betrifft die Offenbarung einen saugfähigen Artikel, der den Kern umfasst, wobei der Artikel vorzugsweise ausgewählt ist aus wegwerfbaren Windeln oder -windelhosen; wegwerfbaren Inkontinenzwindeln oder -windelhosen; Damenbinden oder Slipeinlagen; und wobei die Kanäle im Kern typischerweise vor und nach der Verwendung des Artikels sichtbar bleiben, wobei die Kanäle vorzugsweise nach der Verwendung stärker sichtbar sind als vor der Verwendung des Artikels.
-
In noch einem weiteren Aspekt betrifft die Offenbarung die Verwendung von einem saugfähigen Kern nach der Offenbarung in einem saugfähigen Artikel für verbesserte Flüssigkeitsverteilung im Vergleich zu dem gleichen saugfähigen Artikel, der einen Kern umfasst, der frei von im Wesentlichen untereinander verbundenen Kanälen ist.
-
In noch einem weiteren Aspekt betrifft die Offenbarung die Verwendung eines saugfähigen Kerns nach der Offenbarung in einem saugfähigen Artikel zum Bereitstellen einer Fluidverteilung auf drei Stufen, umfassend eine erste Fluidverteilung bei einer ersten Geschwindigkeit, eine zweite Fluidverteilung bei einer zweiten Geschwindigkeit und eine dritte Fluidverteilung bei einer dritten Geschwindigkeit, wobei die erste Geschwindigkeit größer als oder gleich groß wie die zweite Geschwindigkeit ist und die dritte Geschwindigkeit geringer als die erste Geschwindigkeit und geringer als oder gleich groß wie die zweite Geschwindigkeit ist, wobei vorzugsweise die erste Fluidverteilung von den im Wesentlichen untereinander verbundenen Kanälen angetrieben wird, die zweite Fluidverteilung von einem dreidimensionalen saugfähigen Material, das innerhalb des Kerns umfasst ist, angetrieben wird, und die dritte Fluidverteilung von eine Menge von supersaugfähigem Polymer, das innerhalb des dreidimensionalen saugfähigen Materials dispergiert ist, angetrieben wird.
-
In noch einem weiteren Aspekt betrifft die Offenbarung ein Verfahren zur Herstellung eines saugfähigen Kerns, umfassend die Schritte: Bereitstellen eines Abdrucks, der einen 3D-Einsatz darin umfasst, wobei der 3D-Einsatz die umgekehrte Form der gewünschten Kanäle ist, wobei im Wesentlichen die gesamte Fläche des Abdrucks, außer der 3D-Einsatz, in Fluidkommunikation mit einer Unterdruckquelle steht; Aufbringen eines ersten Vliesnetzes auf den Abdruck; Aufbringen eines dreidimensionalen saugfähigen Materials über mindestens einem Abschnitt des Vliesnetzes; Aufbringen eines zweiten Vliesnetzes direkt oder indirekt über dem dreidimensionalen saugfähigen Material; optional Aufbringen eines Bindungsschritts, um ein Laminat zu bilden, das das erste Vliesnetz, das zweite Vliesnetz und das dreidimensionale saugfähige Material dazwischen umfasst; optional Entfernen des Laminats aus dem Abdruck, um einen saugfähigen Kern zu bilden, der Kanäle umfasst, die die umgekehrte Form des 3D-Einsatzes aufweisen; und wobei mindestens während der Dauer des Schritts des Anwendens eines dreidimensionalen saugfähigen Materials die Unterdruckquelle angeordnet ist, um eine Vakuumkraft bereitzustellen, die das dreidimensionale saugfähige Material so um den 3D-Einsatz andrückt, um im Wesentlichen die Fläche davon von dreidimensionalem saugfähigen Material zu entleeren und Kanäle zu bilden, die im Wesentlichen frei von dreidimensionalem saugfähigem Material sind.
-
Figurenliste
-
- 1 zeigt eine schematische Draufsicht eines saugfähigen Kerns nach einer Ausführungsform hierin.
- 2 zeigt eine schematische Draufsicht eines saugfähigen Kerns nach einer Ausführungsform hierin.
- 3 zeigt eine schematische Draufsicht eines saugfähigen Kerns nach einer Ausführungsform hierin.
- 4 zeigt eine schematische Draufsicht von saugfähigen Kernen nach einer Ausführungsform hier, und die verschiedene geometrische Formen aufweisen, die durch untereinander verbundene Kanäle gebildet sind.
- 5 zeigt eine perspektivische Übersicht eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 6 zeigt eine perspektivische Übersicht eines Produkts nach einer Ausführungsform hierin.
- 7 zeigt einen Grundriss eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 8 zeigt einen Grundriss eines saugfähigen Artikels nach einer Ausführungsform hierin.
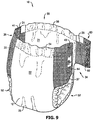
- 9 zeigt eine perspektivische Übersicht eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 10 zeigt eine perspektivische Übersicht eines Produkts nach einer Ausführungsform hierin.
- 11 zeigt einen Grundriss eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 12 zeigt einen Grundriss eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 13 zeigt schematische Ansicht eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 14 zeigt schematische Ansicht eines saugfähigen Artikels nach einer Ausführungsform hierin.
- 15A und 15B zeigen Bilder von Abdrucken, umfassend einen 3D-Einsatz nach einem Aspekt der vorliegenden Offenbarung.
-
DETAILLIERTE BESCHREIBUNG
-
Insofern nicht anderweitig definiert, weisen alle zum Offenbaren von Merkmalen der Offenbarung verwendeten Ausdrücke, inklusive technische und wissenschaftliche Ausdrücke, die Bedeutung auf, wie sie allgemein von einem gewöhnlichen Fachmann des Fachbereichs, dem diese Offenbarung angehört, verstanden wird. Im Sinne einer weiteren Führung werden Ausdrucksdefinitionen aufgenommen, um die Lehre der vorliegenden Offenbarung besser zu beurteilen.
-
Wie hier verwendet weisen folgende Ausdrücke die folgenden Bedeutungen auf:
- „Ein/e“ und „der/die/das“, so wie hier verwendet, beziehen sich sowohl auf einzelne als auch auf mehrfache Referenten, außer der Kontext gibt eindeutig etwas Anderes vor. So bezieht sich beispielsweise „ein Fach“ auf ein oder mehr als ein Fach.
- „Ungefähr“, wie hier in Bezug auf einen messbaren Wert, wie einen Parameter, eine Menge, eine Zeitdauer und Ähnliches verwendet, soll Variationen von +/- 20 % oder weniger, vorzugsweise +/- 10 % oder weniger, besonders vorzugsweise +/- 5 % oder weniger, sogar besonders vorzugsweise +/- 1 % oder weniger und noch besonders vorzugsweise +/- 0.1 % oder weniger von und ab dem spezifizierten Wert umfassen, insofern solche Variationen angemessen sind, um die offenbarte Offenbarung vorzunehmen. Es ist aber zu verstehen, dass der Wert, auf den sich der Modifikator „ungefähr“ bezieht, selber auch spezifisch offenbart ist.
- „Umfassen“, „umfassend“ und „umfasst“, wie hier verwendet, sind Synonyme zu „enthalten“, „enthaltend“, „enthält“ oder „beinhalten“, „beinhaltend“, „beinhaltet“ und sind inklusive oder offen endende Ausdrücke, die das Vorhandensein von dem was folgt spezifizieren, z. B. Komponente, und hindern oder schließen nicht das Vorhandensein von zusätzlichen nicht aufgeführten Komponenten, Merkmalen, Elementen, Gliedern, Schritten aus, die in der Technik bekannt sind oder hier offenbart werden.
-
Der Ausdruck „Gewichts-%“ (Gewichtsprozent) bezieht sich hier und in der gesamten Beschreibung, außer er ist anderweitig definiert, auf das relative Gewicht der jeweiligen Komponente auf der Grundlage des Gesamtgewichts der Formulierung.
-
Die Aufführung von numerischen Bereichen durch Endpunkte enthält alle Nummern und untergeordneten Fraktionen innerhalb des Bereichs sowie die aufgeführten Endpunkte.
-
„Saugfähiger Artikel“ bezieht sich auf Vorrichtungen, die Flüssigkeit absorbieren und beinhalten, und bezieht sich konkreter auf Vorrichtungen, die am oder in der Nähe des Körpers des Trägers platziert werden, um die verschiedenen Exudate zu absorbieren und zu beinhalten, die vom Körper entladen werden. Saugfähige Artikel enthalten, ohne darauf beschränkt zu sein, Windeln, Inkontinenzeinlagen für Erwachsene, Erziehungshöschen, Windelhalter und Einlagen, Damenbinden und Ähnliches sowie chirurgische Bandagen und Schwämme. Saugfähige Artikel umfassen vorzugsweise eine Längsachse und eine Querachse, die senkrecht zur Längsachse ist. Die Längsachse wird dabei konventionell in der Richtung von vorne nach hinten des Artikels gewählt, wenn sie sich auf den getragenen Artikel bezieht, und die Querachse wird konventionell in der Richtung von links nach rechts des Artikels gewählt, wenn sie sich auf den getragenen Artikel bezieht. Saugfähige wegwerfbare Artikel können eine für Flüssigkeit durchlässige obere Lage, eine hintere Lage, die mit der oberen Lage verbunden ist, und einen saugfähigen Kern, der zwischen der oberen Lage und der rückseitigen Lage positioniert und gehalten ist, enthalten. Die obere Lage ist wirksam permeabel für die Flüssigkeiten, die vom saugfähigen Artikel gehalten und gespeichert werden sollen, und die rückseitige Lage kann im Wesentlichen undurchlässig oder anderweitig wirksam impermeabel für die beabsichtigten Flüssigkeiten sein oder nicht. Der saugfähige Artikel kann auch andere Komponenten enthalten, wie Flüssigkeiten aufsaugende Schichten, Flüssigkeitsaufnahmeschichten, Flüssigkeitsverteilungsschichten, Transferschichten, Sperrschichten, Einschlagschichten und Ähnliches sowie Kombinationen davon. Saugfähige wegwerfbare Artikel und die Komponenten davon können wirksam sein, um eine zum Körper zeigende Fläche und eine zum Kleidungsstück zeigende Fläche bereitzustellen.
-
Ein saugfähiger Artikel, wie eine Windel, umfasst eine vordere Bundregion, eine rückseitige Bundregion, eine dazwischenliegende Schrittregion, die die vordere und hintere Bundregion untereinander verbindet. Wenn hier verwendet, bezieht sich ein Verweis auf einen „vorderen“ Abschnitt auf den Teil des saugfähigen Artikels, der, wenn in Verwendung, allgemein an der Vorderseite eines Subjekts, wie ein Kleinkind oder Erwachsener gelegen ist. Ein Verweis auf den „hinteren“ Abschnitt bezieht sich auf den Abschnitt des saugfähigen Artikels, der, wenn in Verwendung, allgemein an der Hinterseite des Subjekts, wie ein Kleinkind oder Erwachsener, gelegen ist, und ein Verweis auf den „Schrittbereichabschnitt“ bezieht sich auf den Abschnitt, der, wenn in Verwendung, allgemein zwischen den Beinen des Subjekts, wie ein Kleinkind oder Erwachsener, gelegen ist. Die Schrittregion ist ein Bereich innerhalb der Anordnung des saugfähigen Artikels, in dem wiederholter Fluidausstoß typischerweise auftritt.
-
„Vorderer“, „hinterer oder rückseitiger“ und „Schrittbereichabschnitt“ des saugfähigen Kerns, wie hier verwendet, bezieht sich typischerweise auf Abschnitte des saugfähigen Kerns, die proximal zu den jeweiligen Abschnitten des saugfähigen Artikels sind. Der „vordere“ Abschnitt des Kerns ist beispielsweise der, der beim Tragen am meisten proximal zur Vorderseite des Subjekts ist, der „hintere oder rückseitige“ Abschnitt des Kerns ist der, der beim Tragen am meisten proximal zur Hinter- oder Rückseite des Subjekts ist, und der „Schritt“ abschnitt des Kerns ist der mittlere Abschnitt des saugfähigen Kerns zwischen dem „vorderen“ und dem „hinteren oder rückseitigen“ Abschnitt.
-
Eine Windel umfasst vorzugsweise eine für Flüssigkeit permeable „obere Lage“, eine für Flüssigkeit impermeable „rückseitige Lage“ und ein „saugfähiges Mittel“, das zwischen der oberen Lage und der rückseitigen Lage angeordnet ist. Die obere Lage, die rückseitige Lage und das saugfähige Mittel können aus einem beliebigen geeigneten Material hergestellt sein, das dem Fachmann bekannt ist. Die obere Lage ist allgemein an oder in der Nähe der körperseitigen Fläche des Artikels gelegen, während die rückseitige Lage allgemein an oder in der Nähe der kleidungsstückseitigen Fläche des Artikels gelegen ist. Optional kann der Artikel eine oder mehrere separate Schichten umfassen, die eine Ergänzung zur rückseitigen Lage sind und zwischen der rückseitigen Lage und dem saugfähigen Mittel zwischengelegt sind. Die obere Lage und die rückseitige Lage sind verbunden oder anderweitig auf wirksame Weise miteinander verknüpft.
-
Das „saugfähige Mittel“ oder der „saugfähige Kern“ oder der „saugfähige Körper“ ist die saugfähige Struktur, die zwischen der oberen Lage und der rückseitigen Lage des saugfähigen Artikels mindestens in der Schrittregion des saugfähigen Artikels angeordnet ist und zum Aufsaugen und Zurückhalten von flüssigen Körperexudaten fähig ist. Die Größe und die Saugkapazität des saugfähigen Mittels müssen mit der Größe des beabsichtigten Trägers und der Flüssigkeitsentladung, die von der beabsichtigten Verwendung des saugfähigen Artikels weitergegeben wird, verträglich sein. Weiter können die Größe und die Saugkapazität des saugfähigen Mittels variiert werden, um sich an Träger anzugleichen, die von Kleinkindern bis hin zu Erwachsenen reichen. Es kann in einer großen Vielfalt von Formen hergestellt werden (zum Beispiel rechteckig, trapezförmig, T-förmig, I- förmig, in Sanduhrform usw.) und aus einer großen Vielfalt von Materialien. Beispiele für häufig auftretende saugfähige Materialien sind zellulosischer Flockenzellstoff, Gewebeschichten, hoch saugfähige Polymere (sogenannte supersaugfähige Polymerpartikel (SAP)), saugfähige Schaumstoffe, saugfähige Vliesmaterialien oder Ähnliches. Häufig wird zellulosischer Flockenzellstoff mit supersaugfähigen Polymeren in einem saugfähigen Material kombiniert.
-
„Erfassungs- und Verteilungsschicht“, „ADL“ oder „Ausstoßmanagement-Abschnitt“ bezieht sich auf eine Unterschicht, die vorzugsweise eine aufsaugende Vliesschicht unter der oberen Lage eines saugfähigen Produkts ist, die die Beförderung beschleunigt und die Verteilung von Fluiden über den saugfähigen Kern verbessert. Der Ausstoßmanagement-Abschnitt ist typischerweise weniger hydrophil als der Zurückhalteabschnitt und weist die Fähigkeit auf, Flüssigkeitsausstöße schnell zu sammeln und vorübergehend zu halten und die Flüssigkeit von ihrem anfänglichen Eintrittspunkt zu anderen Teilen der saugfähigen Struktur, konkret zum Zurückhalteabschnitt zu befördern. Diese Konfiguration kann dabei helfen, zu verhindern, dass sich Flüssigkeit im Abschnitt des gegen die Haut des Trägers positionierten saugfähigen Kleidungsstücks vereint und ansammelt und dadurch das Gefühl von Nässe des Trägers verringern. Der Ausstoßmanagement-Abschnitt ist vorzugsweise zwischen der oberen Lage und dem Zurückhalteabschnitt positioniert.
-
Der Ausdruck „Klebstoff“, wie hier verwendet, soll sich auf jeden beliebigen geeigneten Heizschmelz-, wasser- oder lösungsmittelhaltigen Klebstoff beziehen, der auf eine Fläche einer Folienschicht in dem erforderlichen Muster oder Netz von Klebstoffbereichen aufgetragen werden kann, um das Vliesfolienlaminat der vorliegenden Offenbarung zu bilden. Entsprechend enthalten geeignete Klebstoffe herkömmliche Heizschmelzklebstoffe, Haftklebstoffe und Reaktionsklebstoffe (d. h. Polyurethane).
-
Wie hier verwendet bedeutet der Ausdruck „Klebstoffbindung“ ein Bindungsverfahren, das eine Bindung durch Anwendung eines Klebstoffs bildet. Eine solche Anwendung von Klebstoff kann anhand von verschiedenen Verfahren erfolgen, wie Schlitzbeschichtung, Sprühbeschichtung und andere lokale Anwendungen. Ein solcher Klebstoff kann weiter innerhalb einer Produktkomponente angewendet und dann Druck ausgesetzt werden, so dass der Kontakt einer zweiten Produktkomponente mit dem Klebstoff, den die Produktkomponente beinhaltet, eine Klebverbindung zwischen den zwei Komponenten bildet.
-
Wie hier verwendet bezieht sich ein „luftgeformtes Netz“ auf ein Material, das zellulosische Fasern umfasst, wie die von Flockenzellstoff, die, wie durch einen Hammermühlenprozess, getrennt wurden und dann auf einer porösen Fläche ohne wesentliche Menge von vorhandenen Bindefasern abgelegt wurde. Luftfilzmaterialien, die als saugfähiger Kern in vielen Windeln verwendet werden, sind zum Beispiel ein typisches Beispiel für ein luftgeformtes Material.
-
Wie hier verwendet ist ein „luftgelegtes Netz“ eine fasrige Struktur, die hauptsächlich durch ein Verfahren gebildet wird, das die Ablagerung von in Luft mitgerissenen Fasern auf einer Matte involviert, typischerweise in Anwesenheit von Bindefasern, und typischerweise gefolgt von Verdichtung und Thermobindung. Zusätzlich zu traditionellen thermisch gebundenen luftgelegten Strukturen (die in Anwesenheit von nicht klebrigem Bindematerial gebildet werden und im Wesentlichen thermisch gebunden sind) kann der Anwendungsbereich des Ausdrucks „luftgelegt“ nach der vorliegenden Offenbarung auch Coform enthalten, das durch Kombinieren von in Luft mitgerissenen, trockenen, dispergierten zellulosischen Fasern mit schmelzgeblasenen synthetischen Polymerfasern, während die Polymerfasern noch klebrig sind, erzeugt wird. Weiter kann ein luftgeformtes Netz, zu dem anschließend Bindematerial beigegeben wird, innerhalb des Anwendungsbereichs des Ausdrucks „luftgelegt“ nach der vorliegenden Offenbarung berücksichtigt werden. Binder kann auch zu einem luftgeformten Netz in flüssiger Form (z. B. in einer wässrigen Lösung oder einer Schmelze) über Sprühdüsen, Richtungseinspritzung oder Imprägnation, Vakuumziehen, Schaumimprägnation und so weiter beigegeben werden. Feste Bindepartikel können auch mit mechanischen oder pneumatischen Mitteln beigegeben werden.
-
Wie hier verwendet, schließt der Ausdruck „dazugehörig“ Konfigurationen ein, in denen die obere Lage direkt mit der rückseitigen Lage durch Befestigen der oberen Lage direkt auf der rückseitigen Lage zusammengefügt wird, und Konfigurationen, in denen die obere Lage mit der rückseitigen Lage durch Befestigen der oberen Lage an dazwischenliegenden Elementen, die wiederum an der rückseitigen Lage befestigt sind, zusammengefügt wird. Die obere Lage und die rückseitige Lage können durch andere Befestigungsmittels, wie einen Klebstoff, Ultraschallbindungen, Thermobindungen oder jedes andere in der Technik bekannte Befestigungsmittel direkt aneinander befestigt sein. Es kann zum Beispiel eine einheitliche kontinuierliche Schicht von Klebstoff, eine gemusterte Schicht von Klebstoff, ein aufgesprühtes Muster von Klebstoff oder ein Feld von separaten Linien, Wirbeln oder Punkten von Bauklebstoff zum Befestigen der oberen Lage an der rückseitigen Lage verwendet werden. Es sollte sogleich verstanden werden, dass die oben beschriebenen Befestigungsmittel auch verwendet werden können, um die verschiedenen anderen Komponententeile des hier beschriebenen Artikels untereinander zu verbinden und zusammenzubauen.
-
Die Ausdrücke „rückseitiges Teilstück“ und „hinteres rückseitiges Teilstück“ werden hier als Synonyme verwendet und beziehen sich auf den Bereich des saugfähigen Artikels, der mit der Rückseite des Trägers in Kontakt ist, wenn der saugfähige Artikel getragen wird.
-
Der Ausdruck „rückseitige Lage“ bezieht sich auf ein Material, das die äußere Hülle des saugfähigen Artikels bildet. Die rückseitige Lage verhindert, dass die in der saugfähigen Struktur beinhalteten Exudate Artikel wie Bettlaken und Oberkleidungsstücke, die mit dem saugfähigen wegwerfbaren Artikel in Kontakt sind, benetzt werden. Die rückseitige Lage kann eine einheitliche Schicht von Material sein oder kann eine mehrteilige Schicht sein, die aus mehrfachen, Seite an Seite zusammengesetzten oder laminierten Komponenten zusammengesetzt ist. Die rückseitige Lage kann die gleichen oder unterschiedlichen Teile des saugfähigen Artikels sein. Mindestens im Bereich des saugfähigen Mittels umfasst die rückseitige Lage ein für Flüssigkeit undurchlässiges Material in der Form einer dünnen Kunststofffolie, z. B. einer Polyethylen- oder Polypropylenfolie, eines mit einem für Flüssigkeit undurchlässigen Material beschichteten Vliesmaterials, eines hydrophoben Vliesmaterials, das gegen Flüssigkeitspenetration beständig ist, oder eines Laminats aus einer Kunststofffolie und einem Vliesmaterial. Das Material der rückseitigen Lage kann atmungsaktiv sein, um es zu erlauben, dass Dämpfe vom saugfähigen Material abziehen, während es immer noch verhindert, dass Flüssigkeiten dadurch durchgehen. Beispiele für atmungsaktive Materialien der rückseitigen Lage sind poröse Polymerfolien, Vlieslaminate aus Spinnvlies- und schmelzgeblasenen Schichten und Laminate aus porösen Polymerfolien und Vliesmaterialien.
-
Die Ausdrücke „Bauchteilstück“ und „vorderes Bauchteilstück“ werden hier als Synonyme verwendet und beziehen sich auf den Bereich des saugfähigen Artikels, der mit dem Bauch des Trägers in Kontakt ist, wenn der saugfähige Artikel getragen wird.
-
Der Ausdruck „Vermischung“ bedeutet eine Mischung aus zwei oder mehreren Polymeren, während der Ausdruck „Legierung“ eine Unterklasse von Vermischungen bedeutet, bei der die Komponenten unvermischbar sind, aber verträglich gemacht wurden.
-
Wie hier verwendet bedeutet die „zum Körper zeigende“ oder „körperseitige“ Fläche die Fläche des Artikels oder der Komponente, die während der gewöhnlichen Verwendung angrenzend oder zum Körper des Trägers hingewandt angeordnet oder platziert werden soll, während die „äußere“, „nach außen zeigende“ oder „kleidungsstückseitige“ Fläche auf der gegenüber liegenden Seite ist und angeordnet werden soll, um während der gewöhnlichen Verwendung vom Körper des Trägers weg zu zeigen. Eine solche äußere Fläche kann angeordnet sein, um zu den Unterkleidungsstücken des Trägers zu zeigen oder angrenzend dazu platziert zu sein, wenn der saugfähige Artikel getragen wird.
-
„Gebunden“ bezieht sich auf das Zusammenfügen, Ankleben, Verbinden, Befestigen oder Ähnliches von mindestens zwei Elementen. Zwei Elemente gelten als aneinander gebunden, wenn sie direkt aneinander gebunden sind oder indirekt aneinander gebunden sind, sowie wenn jedes direkt mit dazwischenliegenden Elementen gebunden ist.
-
Der Ausdruck „atmungsaktiv“ bezieht sich auf Folien, die eine Wasserdampfdurchlässigkeit (WVTR) von mindestens 300 Gramm/m2 - 24 Stunden aufweisen.
-
„Kardennetz“ bezieht sich auf Netze, die aus Stapelfasern hergestellt sind, die durch eine Kämm- oder Karde-Einheit gesendet werden, die die Stapelfasern in der Maschinenrichtung öffnet und ausrichtet, um ein allgemein in Maschinenrichtung orientiertes fasriges Vliesnetz zu bilden. Das Netz wird dann mit einer oder mehreren der verschiedenen bekannten Bindungsverfahren gebunden. Die Bindung von Vliesnetzen kann mit einer Reihe von Verfahren erreicht werden; Pulverbindung, bei der pulverisierter Klebstoff oder ein Bindemittel über das Netz verteilt und dann, üblicherweise durch Erhitzen des Netzes und Klebstoffs mit heißer Luft, aktiviert wird; Musterbindung, bei der erhitzte Kalanderwalzen oder Ultraschallbindungsgeräte verwendet werden, um die Fasern, üblicherweise in einem lokalisierten Bindungsmuster zusammen zu binden, obwohl das Netz, falls gewünscht, auch über seine gesamte Fläche gebunden werden kann; Durchluft-Bindung, bei der Luft, die ausreichend heiß ist, um mindestens eine Komponente des Netzes weich zumachen, durch das Netz geleitet wird; chemische Bindung unter Verwendung, zum Beispiel von Latexklebstoffen, die zum Beispiel durch Aufsprühen auf dem Netz abgelagert werden; und Konsolidierung anhand von mechanischen Verfahren, wie Nadeln und Hydroverwicklung.
-
Wie hier verwendet soll der Ausdruck „zellulosisch“ jedes beliebige Material enthalten, das Zellulose als Hauptbestandteil aufweist und spezifisch mindestens 50 Gewichtsprozent Zellulose oder eines Zellulosederivats umfasst. Folglich enthält der Ausdruck Baumwolle, typische Holzzellstoffe, nicht hölzerne zellulosische Fasern, Zelluloseacetat, Zellulosetriacetat, Rayon, thermomechanischen Holzzellstoff, chemischen Holzzellstoff, entbundenen chemischen Holzzellstoff, Wolfsmilch oder Bakterienzellulose.
-
„Unterbau“ bezieht sich auf einen grundlegenden Bestandteil eines saugfähigen Artikels, auf dem der Rest der Struktur des Artikels aufgebaut oder überlagert ist, z. B. in einer Windel das strukturelle Element, das der Windel die Form von Einlage oder Höschen verleiht, wenn sie zum Tragen ausgelegt ist, wie eine rückseitige Lage, eine obere Lage oder eine Kombination aus einer oberen Lage und einer rückseitigen Lage.
-
„Coform“, wie hier verwendet, soll eine Vermischung von schmelzgeblasenen Fasern und Zellulosefasern beschreiben, die durch Luftformen eines schmelzgeblasenen Polymermaterials während gleichzeitigem Einblasen von in Luft suspendierten Zellulosefasern in den Strom von schmelzgeblasenen Fasern gebildet ist. Das Coform-Material kann auch andere Materialien enthalten, wie supersaugfähige Partikel. Die Holzfasern beinhaltenden schmelzgeblasenen Fasern werden auf einer formgebenden Fläche, wie sie von einem gelochten Band bereitgestellt ist, gesammelt. Die formgebende Fläche kann ein für Gas durchlässiges Material, wie Spinnvliesstoffmaterial enthalten, dass auf der formgebenden Fläche platziert wurde.
-
„Kompression“ bezieht sich auf das Verfahren oder das Ergebnis des Pressens durch Aufbringen von Kraft auf ein Objekt und dadurch Erhöhen der Dichte des Objekts.
-
Der Ausdruck „hauptsächlich bestehend aus“ schließt nicht das Vorhandensein von zusätzlichen Materialien aus, die sich nicht im Wesentlichen auf die gewünschten Merkmale einer gegebenen Zusammensetzung oder Produkts auswirken. Exemplarische Materialien dieser Art würden, ohne Einschränkung, Pigmente, Antioxidationsmittel, Stabilisatoren, Tenside, Wachse, Fließhilfsmittel, Lösungsmittel, Dispersionsteilchen und hinzugefügte Materialien enthalten, um die Verarbeitbarkeit der Zusammensetzung zu verbessern.
-
Die Windel kann „Beinhalteklappen“ oder „Sperrbündchen“ umfassen. Die Beinhalteklappen sind allgemein dazu gedacht, besonders gut für das Beinhalten von Fäkalmaterie geeignet zu sein, und um den seitlichen Fluss von flüssigem Abfall bis zu dem Zeitpunkt, zu dem der flüssige Abfall vom saugfähigen Artikel aufgesaugt werden kann, zu verhindern. Viele Konstruktionen von Beinhalteklappen sind bekannt. Solche Beinhalteklappen umfassen allgemein einen proximalen Rand, der am saugfähigen Artikel befestigt werden soll, und einen gegenüber liegenden distalen Rand, der allgemein nicht am saugfähigen Artikel entlang mindestens eines Abschnitts seiner Länge befestigt ist. Ein elastisches Element ist allgemein angrenzend zum distalen Rand gelegen, um dabei zu unterstützen, die Beinhalteklappe in einem aufrechten Zustand zu halten und ein Dichtungsverhältnis zwischen dem distalen Rand der Beinhalteklappe und dem Körper eines Trägers während der Verwendung aufrecht zu erhalten. Das elastische Element ist allgemein zwischen zwei Schichten von Material gelegen, so dass der Gummizug nicht mit dem Körper eines Trägers in Kontakt kommt. Die Beinhalteklappen können aus einer breiten Vielfalt von Materialien hergestellt sein, wie Polypropylen, Polyester, Rayon, Nylon, Schaumstoffen, Kunststofffolien, geformten Folien und elastischen Schaumstoffen. Eine Reihe von Herstellungstechniken können verwendet werden, um die Beinhalteklappen herzustellen. Die Beinhalteklappen können zum Beispiel gewoben, Vlies, Spinnvlies, kardiert, gegossen, geblasen oder Ähnliches sein.
-
Die Windel kann Beinbeinhaltedichtungen umfassen. „Beinbeinhaltedichtungen“ helfen dabei, das Auslaufen von Körperexudaten zu verhindern, wenn der Träger Kompressionskräfte auf den saugfähigen Artikel ausübt. Konkret verhindert die Steifheit der Beinbeinhaltedichtungen das Verdrehen und Zusammenfalten der Beinöffnungen des saugfähigen Artikels, was zu Undichtheiten führen kann. Außerdem stellen die Elastizität und das Formanpassungsvermögen der Beinbeinhaltedichtungen sicher, dass die zum Körper zeigende Fläche der Beinbeinhaltedichtungen eine angemessene Abdichtung gegen den Körper des Trägers bereitstellt. Die physischen Eigenschaften der Beinbeinhaltedichtungen, wie die Dicke und Steifheit, dienen auch dazu, bei der Verwendung die körperseitige Einlage, äußere Hülle und den saugfähigen Kern vom Körper des Trägers zu beabstanden. Als solches wird Hohlraumvolumen zwischen dem Körper des Trägers und der körperseitigen Einlage und dem saugfähigen Kern des saugfähigen Artikels geschaffen, um dabei zu helfen, Körperexudate zu enthalten.
-
Ein „kontinuierlicher Bund“ kann eine elastomerisches, stoffähnliches, fasriges Vliesmaterial, wie ein elastomerischer streckgebundener Laminatstoff oder ein elastomerisches schmelzgeblasenes Netz sein. Durch die zweckmäßige Auswahl der Materialien sowie durch Kompression kann der kontinuierliche Bund vorübergehend elastisch gehemmt gemacht werden. Ist das elastische Material, aus dem der Bund besteht, vorübergehend elastisch gehemmt, kann es durch Behandeln mit Wärme aktiviert werden, um einen Zustand der Elastizität wiederzuerlangen.
-
„Konventioneller Heißschmelzklebstoff“ bedeutete eine Formulierung, die allgemein mehrere Komponenten umfasst. Diese Komponenten enthalten typischerweise ein oder mehrere Polymere, um Kohäsionsfestigkeit bereitzustellen (z. B. aliphatische Polyolefine, wie Poly-(Ethylen-Copropylene)-Copolymer; Ethylenvinylacetat-Copolymere; Styren-Butadien- oder Styren-Isopren-Block-Copolymere usw.); ein Harz oder analoges Material (manchmal als Tackifier bezeichnet), um Haftfestigkeit bereitzustellen (z. B. aus Erdöldestillaten destillierte Kohlenwasserstoffe; Terpentinharze und/oder Terpentinharzester; abgeleitete Terpene, zum Beispiel aus Holz oder Zitrusgewächsen usw.); vielleicht Wachse, Weichmacher oder andere Materialien, um die Viskosität (d. h. das Fließvermögen) zu verändern (Beispiele für solche Materialien enthalten, ohne darauf beschränkt zu sein, Mineralöl, Polybuten, Paraffinöle, Esteröle und Ähnliches); und/oder andere Zusatzstoffe, enthaltend, ohne darauf beschränkt zu sein, Antioxidationsmittel oder andere Stabilisatoren. Eine typische Heizschmelzklebstoffformulierung kann von ungefähr 15 bis ungefähr 35 Gewichtsprozent Kohäsionsfestigkeits-Polymer oder -Polymere; von ungefähr 50 bis ungefähr 65 Gewichtsprozent Harz oder einen oder mehrere andere Tackifier; von mehr als null bis ungefähr 30 Gewichtsprozent Weichmacher oder andere die Viskosität verändernde Mittel; und optional weniger als ungefähr 1 Gewichtsprozent Stabilisator oder eines anderen Zusatzstoffs beinhalten. Es versteht sich, dass andere Klebstoffformulierungen, die verschiedene Gewichtsprozentsätze dieser Komponenten umfassen, möglich sind.
-
Der Ausdruck „Dichte“ oder „Konzentration“, wenn er sich auf das saugfähige Material, konkret auf die SAP einer Schicht bezieht, sich auf die Mange des saugfähigen Materials, geteilt durch die Flächenausdehnung der Schicht, über die das saugfähige Material verbreitet ist, bezieht.
-
Wie hier verwendet, bezieht sich der Ausdruck „Windel“ auf einen saugfähigen Artikel, der allgemein von Kleinkindern um den unteren Torso getragen wird.
-
Der Ausdruck „Wegwerf“ wird hier verwendet, um saugfähige Artikel zu beschreiben, die nicht vorgesehen sind, um als Wäsche gewaschen oder anderweitig wiederhergestellt oder als ein saugfähiger Artikel wiederverwendet zu werden (d. h. es ist vorgesehen, dass sie nach einer einzigen Verwendung weggeworfen und vorzugsweise recycelt, kompostiert oder anderweitig auf umweltverträgliche Art entsorgt werden).
-
Wie hier verwendet, beschreibt der Ausdruck „elastischer Widerstand“ eine elastische Kraft, die dazu tendiert, einer angewendeten Zugkraft zu widerstehen und dadurch verursacht, dass ein damit bereitgestelltes Material dazu tendiert, sich in eine ungespannte Konfiguration in Reaktion auf eine Dehnkraft zusammenzuziehen.
-
Wie hier verwendet, werden die Ausdrücke „elastisch“, „elastomerisch“, „Elastizität“ oder Ableitungen davon verwendet, um die Fähigkeit von verschiedenen Materialien und Objekten daraus zu beschreiben, unter Belastung reversibel eine Verformung zu erleben, z. B. in mindestens eine Richtung gedehnt oder ausgedehnt zu werden, wenn auf das Material eine Kraft angewendet wird, und nach Entspannung, d. h. wenn die Kraft gelöst wird, ohne Bruch oder Zerbrechen im Wesentlichen in die ursprünglichen Dimensionen zurückzukehren. Er bezieht sich vorzugsweise auf ein Material oder eine Zusammensetzung, die in mindestens eine Richtung um mindestens 50 % der entspannten Länge, d. h. auf mindestens 150 % der entspannten Länge verlängert werden kann, und das bei Lösen der angewendeten Spannung mindestens 40 % der Verlängerung wiedererlangen wird. Entsprechend kann sich das Material oder die Zusammensetzung nach Lösen der angewendeten Spannung bei 50 % Verlängerung in eine entspannte Länge von nicht mehr als 130 % der ursprünglichen Länge zusammenziehen. Beispiele für geeignete Elastomermaterialien enthalten Polyether-Polyamid-Block-Copolymere, Polyurethane, synthetische linearer A-B-A-,und A-B-Block-Copolymere, Chlorkautschuk / EVA-(Ethylenevinylacetat)-Vermischungen, EPDM-(Ethylen-Propylen-Diene-Monomer)-Kautschuks, EPM (Ethylen-Propylen-Monomer)- Kautschuks, Vermischungen aus EPDM/EPM/EVA und Ähnliches.
-
Der Ausdruck „etastifiziert“ bezieht sich auf ein Material, eine Schicht oder ein Substrat, das von Natur aus nicht elastisch ist, das aber, zum Beispiel durch geeignetes Zusammenfügen eines elastischen Materials, Schicht oder Substrats darauf, elastisch gemacht wurde.
-
„Dehnung“ bedeutet das Verhältnis der Ausdehnung eines Materials auf die Länge des Materials vor der Ausdehnung (ausgedrückt in Prozent), wie nachstehend dargestellt: „Ausdehnungsmittel“ bedeutet die Änderung der Länge eines Materials auf Grund von Auseinanderziehen (ausgedrückt in Einheiten der Länge).
-
Wie hier verwendet, bedeutet der Ausdruck „dehnbar“ in mindestens eine Richtung dehnbar, aber nicht notwendigerweise wiederherstellbar.
-
Der Ausdruck „Textilien“ wird verwendet, um auf alle gewobenen, gestrickten und fasrigen Vliesnetze zu beziehen.
-
„Befestigungsmittel“, wie Klebestreifenbefestigungsmittel, werden typischerweise auf die rückseitige Bundregion der Windel angewendet, um einen Mechanismus zum Halten der Windel am Träger bereitzustellen. Befestigungsmittel, wie Klebestreifenbefestigungsmittel, Druckknöpfe, Stifte, Riemen, Haken, Schnallen, „Haken-/Pilz-“und Schlaufenbefestigungsmittel (z. B. Befestigungsmittel vom Typ VELCRO®) und Ähnliches können verwendet werden und werden typischerweise an den lateralen, Seitendenden der rückseitigen Bundregion der Windel angewendet, um einen Mechanismus zum Halten der Windel ungefähr an der Taille des Trägers auf konventionelle Weise bereitzustellen. Klebestreifenbefestigungsmittel können alle Beliebigen der in der Technik bekannten sein und werden typischerweise an den Ecken der Windel angewendet. Klebebefestigungsmittel, mechanische Befestigungsmittel, Haken- und Schlaufen-Befestigungsmittel, Druckknöpfe, Stifte oder Schnallen können zum Beispiel alleine oder in Kombination verwendet werden. Die Befestigungsmittel können zum Beispiel Klebebefestigungsmittel sein, die konstruiert sind, um lösbar an einem Landezonenflicken anzukleben, der am vorderen Bundteilstück der Windel befestigt ist, um ein wiederverschließbares Klebebefestigungssystem bereitzustellen.
-
Der Ausdruck „fertiggestellt“ oder „final“, wenn er mit Verweis auf ein Produkt verwendet wird, bedeutet, dass das Produkt für den beabsichtigten Zweck passend hergestellt worden ist.
-
Der Ausdruck „flexibel“ bezieht sich auf Materialien, die nachgiebig sind und die sich prompt an die allgemeine Form und Konturen des Körpers des Trägers anfügen.
-
Wie hier verwendet, bedeutet der Ausdruck „Kleidungsstück“ jede Art von Kleidung, die getragen werden kann. Das enthält Windeln, Erziehungshöschen, Inkontinenzprodukte, Operationskittel, industrielle Arbeitskleidung und Overalls, Unterkleidungsstücke, Höschen, Hemden, Jacken und Ähnliches.
-
Viele der bekannten supersaugfähigen Polymerpartikel weisen Gelblockade auf. „Gelblockade“ tritt ein, wenn supersaugfähige Polymerpartikel benetzt werden und die Partikel so aufquellen, dass sie Fluidübertragung in andere Regionen der saugfähigen Struktur unterbinden. Die Benetzung dieser anderen Regionen des saugfähigen Elements erfolgt deshalb über einen sehr langsamen Diffusionsprozess. In der Praxis bedeutet das, dass die Erfassung von Fluiden durch die saugfähige Struktur viel langsamer erfolgt als die Rate, mit der Fluide entladen werden, insbesondere in Schwallsituationen. Auslaufen aus dem saugfähigen Artikel kann allerdings auftreten, bevor die SAP-Partikel im saugfähigen Element selbst kurz davor sind, vollständig gesättigt zu sein, oder bevor das Fluid diffundieren kann oder durch die „blockierenden“ Partikel in den Rest des saugfähigen Elements aufgenommen wird. Gelblockade kann ein besonders akutes Problem sein, wenn die supersaugfähigen Polymerpartikel nicht eine angemessene Gelfestigkeit aufweisen und sich unter Stress verformen oder verteilen, sobald die Partikel mit dem aufgesaugtem Fluid aufquellen.
-
Der Ausdruck „Grafik“ enthält, ohne darauf beschränkt zu sein, jeden beliebigen Typ von Design, Bild, Marke, Figur, Code, Wörtern, Mustern oder Ähnlichem. Für ein Produkt wie ein Erziehungshöschen enthalten Grafiken allgemein Objekte, die mit kleinen Jungen und kleinen Mädchen in Verbindung gebracht werden, wie vielfarbige Lastkraftwagen, Flugzeuge, Bälle, Puppen, Schießbügen oder Ähnliches.
-
„Hydroverwickungsverfahren“ bezieht sich auf die Herstellung von Vliesnetzen. Das Verfahren involviert das Richten von einer Reihe von Wasserstrahlen auf ein fasriges Netz, das von einem sich bewegenden porösen Band gestützt wird. Die Wasserstrahlen gehen nach unten durch die Fasermasse durch, und indem sie mit der Fläche des Bands in Kontakt kommen, prallen die Strahlen zurück und brechen auf: Die freigegebene Energie verursacht Verwickung der Fasermasse.
-
Der Ausdruck „hochabsorbierendes Material“ bezieht sich auf Materialien, die fähig sind zum Aufsaugen von mindestens 10 Mal ihr eigenes Gewicht in Flüssigkeit. Das hochabsorbierende Material kann saugfähige gelbildende Materialien umfassen, wie supersaugfähige Polymere. Supersaugfähige Polymere sind mit Wasser quellbare, wasserunlösliche organische oder anorganische Materialien, die fähig sind zum Aufsaugen von mindestens ungefähr 20 Mal ihr eigenes Gewicht einer wässrigen Lösung, die 0.9 Gewichtsprozent Natriumchlorid beinhaltet. Saugfähige gelbildende Materialien können natürliche, synthetische und modifizierte natürliche Polymere und Materialien sein. Außerdem können die saugfähigen gelbildenden Materialien anorganische Materialien sein, wie Kieselgels, oder organische Verbindungen, wie vernetzte Polymere. Der Ausdruck „vernetzt“ bezieht sich auf jedes beliebige Mittel, um normalerweise wasserlösliche Materialien effektiv im Wesentlichen wasserunlöslich, aber quellbar zu machen. Solche Mittel können zum Beispiel physische Verwickung, kristalline Domäne, kovalente Bindungen, Ionenkomplexe und Assoziationen, hydrophile Assoziationen, wie hydrogene Bindung, und hydrophobe Assoziationen oder Van-der-Waals'sche Kräfte enthalten. Beispiele für synthetische Polymere von saugfähigem gelbildendem Material enthalten alle Alkalimetalle und Ammoniumsalze von Poly(Akrylsäure) und Poly(Methacrylsäure), Poly(Acrylamide), Poly(Vinylether), Maleinsäureanhydrid-Copolymere mit Vinylethern und Alpha--Olefine, Po-ly(Vinylpyrrolidon), Poly(Vinylmorpholinon), Poly(Vinylalkohol) und Mischungen und Copolymere daraus. Weitere für die Verwendung in der saugfähigen Struktur geeignete Polymere enthalten natürliche und modifizierte natürliche Polymere, wie hydrolysierte mit Acrylnitril gepfropfte Stärke, mit Acrylsäure gepfropfte Stärke, Methylzellulose, Carboxy-Methylzellulose, Hydroxypropylzellulose und die natürlichen Gummis, wie Alginate, Xanthan-Gummi, Johannisbrotgummi und Ähnliches. Mischungen von natürlichen und vollständig oder teilweise synthetischen saugfähigen Polymeren können auch verwendet werden. Synthetische saugfähige gelbildende Materialien sind typischerweise Xerogels, die Hydrogels bilden, wenn sie benetzt werden. Der Ausdruck „Hydrogel“ wurde aber gemeinhin verwendet, um auch auf sowohl die benetzten als auch die nicht benetzten Formen des Materials zu beziehen. Das hochabsorbierende Material kann in jeder beliebigen Form einer breiten Vielfalt von geometrischen Formen sein. Als allgemeine Regel ist es bevorzugt, dass das hochabsorbierende Material in der Form von diskreten Partikeln ist. Das hochabsorbierende Material kann aber auch in der Form von Fasern, Flocken, Stangen, Kugeln, Nadeln, spiral- oder halbspiralförmig, würfelförmig, stangenähnlich, polyedrisch oder Ähnliches sein. Konglomerate von Partikeln von hochabsorbierendem Material können auch verwendet werden. Das hochabsorbierende Material kann im saufähigen Kern einer Menge von ungefähr 5 bis ungefähr 100 Gewichtsprozent und wünschenswerterweise von ungefähr 30 bis ungefähr 100 Gewichtsprozent auf der Grundlage des Gesamtgewichts des saugfähigen Kerns vorhanden sein. Die Verteilung des hochabsorbierenden Materials innerhalb der verschiedenen Abschnitte des saugfähigen Kerns kann abhängig von der beabsichtigten Endverwendung des saugfähigen Kerns variieren. Das hochabsorbierende Material kann in einer allgemein diskreten Schicht innerhalb der Matrix von hydrophilen Fasern angeordnet sein. Alternativ kann der saugfähige Kern ein Laminat von fasrigen Netzen und hochabsorbierendem Material oder andere geeignete Mittel zum Zurückhalten eines hochabsorbierenden Materials in einem lokalisierten Bereich umfassen.
-
Eine „Haken- und Schlaufenbefestigung“ bezieht sich auf ergänzende Befestigungsmittel, die einen „Hakenabschnitt“ und einen „Schlaufenabschnitt“ aufweisen und die wiederverschließbar sind. Der Ausdruck „Haken“, wie hier verwendet, bezieht sich auf ein beliebiges Element, das fähig ist, in ein anderes Element, den sogenannten „Schlaufenabschnitt“, einzugreifen. Der Ausdruck „Haken“ ist nicht nur auf „Haken“ im normalen Sinn beschränkt, sondern schließt jede beliebige Form von eingreifenden Elementen, gleich ob unidirektional oder bidirektional, ein. Der Ausdruck „Schlaufe“ ist ähnlich nicht auf „Schlaufen“ in ihrem normalen Sinn beschränkt, sondern schließt auch jede beliebige Struktur ein, die fähig ist, in eine „Hakenbefestigung“ einzugreifen. Beispiele von „Schlaufenmaterialien“ sind fasrige Strukturen, wie Vliesmaterialien.
-
Der Ausdruck „hydrophil“ beschreibt Fasern oder die Flächen von Fasern, die von den wässrigen Flüssigkeiten in Kontakt mit den Fasern benetzt werden. Der Grad der Benetzung der Materialien kann wiederum als die Kontaktwinkel und die Flächenspannungen der beteiligten Flüssigkeiten und Materialien beschrieben werden. Der Ausdruck „benetzbar“ soll sich auf eine Faser beziehen, die eine Flüssigkeit, wie Wasser, synthetisches Urin oder eine zu 0.9-Gewichtsprozent wässrige Salzlösung in einem Luftkontaktwinkel von weniger als 90° aufweist, während „hydrophob“ oder „nicht benetzbar“ Fasern beschreibt, die Kontaktwinkel von gleich groß oder größer als 90° aufweisen.
-
Wie hier verwendet, bezieht sich der Ausdruck „impermeabel“ allgemein auf Artikel und/oder Elemente, die im Wesentlichen nicht von wässrigem Fluid durch die gesamte Dicke davon unter einem Druck von 1,0 kPa oder weniger durchdrungen werden. Der impermeable Artikel oder Element wird vorzugsweise von wässrigem Fluid unter Drücken von 3,4 kPa oder weniger nicht durchdrungen. Insbesondere wird der impermeable Artikel oder Element nicht von Fluid unter Drücken von 6,8 kPa oder weniger durchdrungen. Ein Artikel oder Element, das nicht impermeabel ist, ist permeabel.
-
„Integral“ wird verwendet, um auf verschiedene Abschnitte eines einzigen einheitlichen Elements zu beziehen, anstelle von separaten Strukturen, die aneinander gebunden oder zusammen mit einer anderen platziert oder in der Nähe davon platziert sind.
-
„Zusammenfügen“, „Zusammenfügen“, „zusammengefügt“ oder Variationen davon, wenn zum Beschreiben der Beziehung zwischen zwei oder mehreren Elementen verwendet, bedeutet, dass die Elemente auf geeignete Weise untereinander verbunden werden können, wie durch Heißsiegelung, Ultraschallbindung, Thermobindung, durch Klebstoffe, Nähen oder Ähnliches. Weiter können die Elemente direkt zusammengefügt werden oder ein oder mehrere zwischen sie zwischengelegte Elemente aufweisen, die alle untereinander verbunden sind.
-
Der Ausdruck „flachgelegter Zustand“ soll sich auf den Artikel beziehen, wenn er in eine Ebene abgeflacht ist oder im Wesentlichen in eine Ebene abgeflacht ist und in Gegensatz verwendet wird, wenn der Artikel anderweitig positioniert ist, wie wenn der Artikel gefaltet ist oder für die Verwendung durch einen Träger gebildet ist.
-
„Laminat“ bezieht sich auf Elemente, die in einer schichtweisen Anordnung zusammen befestigt sind.
-
Die Verwendung des Ausdrucks „Schicht“ kann sich, ohne darauf beschränkt zu sein, auf jede Art von Substrat, wie ein gewobenes Netz, Vliesnetz, Folien, Laminate, Komposite, elastomerische Materialien oder Ähnliches beziehen. Eine Schicht kann für Flüssigkeit und Luft permeabel, für Luft permeabel, aber für Flüssigkeiten impermeabel, impermeabel sowohl für Luft als auch für Flüssigkeit sein oder Ähnliches. Im Singular verwendet kann er die doppelte Bedeutung eines einzigen Elements oder einer Vielzahl von Elementen aufweisen.
-
Der Schrittbereichabschnitt des saugfähigen Artikels umfasst vorzugsweise gegenüber liegende Längsseitenabschnitte, die ein Paar elastifizierte, sich längs erstreckende „Beinbündchen“ umfassen. Die Beinbündchen sind allgemein angepasst, um, wenn in Verwendung, ungefähr für die Beine eines Trägers passend zu sein, und dienen als mechanische Barriere für den seitlichen Fluss von Körperexudaten. Beinbündchen sind durch Beingummizüge elastifiziert. Die Windel kann weiter eine vordere elastische Taille und eine hintere elastische Taille umfassen. Materialien, die zur Verwendung zum Formen von Beingummizügen geeignet sind, sind die in der Technik bekannten. Exemplarisch für solche Materialien sind Stränge oder Bänder aus einem Polymer-, Elastomermaterial, die an die Windel am Beinbündchen angeklebt werden, während es sich in einer gedehnten Position befindet, oder die an der Windel befestigt werden, während die Windel gefaltet wird, so dass elastische verengende Kräfte auf das Beinbündchen weitergegeben werden. Beispiele von geeigneten Elastomermaterialien, die verwendet werden können, enthalten Polyether-Polyamid-Block-Copolymere, Polyurethane, synthetische lineare A-B-A- und A-B-Block-Copolymere, Chlorkautschuk / EVA-(Ethylenevinylacetat)-Vermischungen, EPDM-(Ethylen-Propylen-Diene-Monomer)-Kautschuks, EPM (Ethylen-Propylen-Monomer)-Kautschuks, Vermischungen aus EPDM/EPM/EVA und Ähnliches.
-
„Flüssigkeit“ bedeutet eine nicht gasförmige Substanz und/oder Material, das fließt und eine Innenform eines Behälters annehmen kann, in den es geschüttet oder platziert wird.
-
„Längsrichtung“ ist eine Richtung, die parallel zur maximalen linearen Dimension des Artikels verläuft.
-
Der Ausdruck „schmelzgeblasene Fasern“ bedeutet Fasern, die gebildet werden durch Extrudieren eines geschmolzenen thermoplastischen Materials durch eine Vielzahl von feinen, üblicherweise kreisförmigen Pressformkapillaren als geschmolzene Fäden oder Filamente in einen Gasstrom mit hoher Geschwindigkeit (z. B. Luft), der die Filamente des geschmolzenen thermoplastischen Materials verfeinert, um ihren Durchmesser zu reduzieren, der bis zu einem Mikrofaserdurchmesser sein kann. Im Allgemeinen weisen schmelzgeblasene Fasern einen durchschnittlichen Faserdurchmesser von ungefähr 10 Mikron auf. Nachdem die Fasern gebildet sind, werden die schmelzgeblasenen Fasern von dem Gasstrom mit hoher Geschwindigkeit getragen und auf einer Sammelfläche abgelegt, um ein Netz aus willkürlich ausgegebenen schmelzgeblasenen Fasern zu bilden.
-
Der Ausdruck „unelastisch“ bezieht sich auf jedes beliebige Material, das nicht unter die obige Definition von „elastisch“ fällt
-
Der Ausdruck „Vliesgewebe oder -netz“ bedeutet eine Materiallage, die eine Struktur von individuellen Fasern oder Fäden aufweist, die eingelegt sind, aber nicht auf regelmäßig Weise, wie es bei dem Strick- oder Webeverfahren geschieht. Vliesgewebe oder -netze werden in zahlreichen Verfahren gebildet, wie zum Beispiel Schmelzblasverfahren, Spinnvliesverfahren und gebundene Kardennetzverfahren.
-
„Höschenkörper“ bezieht sich auf ein Kleidungsstück, das eine Taillenöffnung und ein Beinöffnungspaar aufweist, ähnlich wie Shorts, Badebekleidung oder Ähnliches. Das beschriebene Kleidungsstück kann einen manuell zerreißbaren Seitensaum aufweisen oder nicht.
-
Die Ausdrücke „Partikel“, „Partikeln“, „Dispersionsteilchen“ und Ähnliches bedeuten, dass das Material allgemein in der Form von diskreten Einheiten ist. Die Einheiten können Granalien, Pulver, Kugeln, pulverisierte Materialien oder Ähnliches sowie Kombinationen daraus umfassen. Die Partikel können jede beliebige gewünschte Form aufweisen, wie zum Beispiel würfelförmig, stangenähnlich, polyedrisch, kugelförmig oder halbkugelförmig, abgerundet oder halb abgerundet, winkelig, unregelmäßig usw. Formen die eine großes Verhältnis größte Dimension / kleinste Dimension aufweisen, wie Nadeln, Flocken und Fasern, sind auch zur Aufnahme hierin betrachtet. Die Ausdrücke „Partikel“ oder „Dispersionsteilchen“ können auch eine Agglomeration enthalten, die mehr als eine einzelne Partikel, Dispersionsteilchen oder Ähnliches umfasst. Zusätzlich kann eine Partikel, Dispersionsteilchen oder eine jegliche gewünschte Agglomeration daraus aus mehr als einem Materialtyp zusammengesetzt sein.
-
Der Ausdruck „Polymer“ enthält allgemein, ohne darauf beschränkt zu sein, Homopolymere, Copolymere, wie zum Beispiel Block-, gepfropfte, willkürliche und sich abwechselnde Copolymere, Terpolymere usw. und Vermischungen und Modifikationen davon. Außerdem, insofern nicht anderweitig spezifisch eingeschränkt, soll der Ausdruck „Polymer“ alle möglichen geometrischen Konfigurationen des Materials enthalten. Diese Konfigurationen enthalten, ohne darauf beschränkt zu sein, isotaktische, syndiotaktische und willkürliche Symmetrien.
-
Der Ausdruck „vorverpackt“, wie hier verwendet, bedeutet, dass einer oder mehrere saugfähige Artikel in einer einzigen Einheit verpackt werden, bevor sie gestapelt werden.
-
„Zellstoffflocken“ oder „Fiockenzeiistoff“ bezieht sich auf ein Material, das aus Zellulosefasern hergestellt ist. Die Fasern können entweder natürlich oder synthetisch oder eine Kombination daraus sein. Das Material ist typischerweise leichtgewichtig und weist saugfähige Eigenschaften auf.
-
„Wiederverschließbar“ bezieht sich auf die Eigenschaft von zwei Elementen, die zur lösbaren Befestigung, Trennung und darauffolgender lösbaren erneuten Befestigung ohne wesentliche permanente Verformung oder Bruch fähig sind.
-
Der „Zurückhalteabschnitt“ oder „Flüssigkeitsabsorptionsschicht“ ist Teil des saugfähigen Mittels. Der Abschnitt kann eine Matrix von hydrophilen Fasern, wie ein Netz aus Zelluloseflocken gemischt mit Partikeln von hochabsorbierendem Material umfassen. In konkreten Anordnungen kann der Zurückhalteabschnitt eine Mischung umfassen aus supersaugfähigen Hydrogel bildenden Partikeln und synthetischen schmelzgeblasenen Polymerfasern oder eine Mischung aus supersaugfähigen Partikeln mit einem fasrigen Coform-Material, das eine Vermischung von natürlichen Fasern und/oder synthetischen Polymerfasern umfasst. Die supersaugfähigen Partikel können im Wesentlichen homogen mit den hydrophilen Fasern gemischt sein oder sie können ungleichmäßig gemischt sein. Die Konzentrationen von supersaugfähigen Partikeln können zum Beispiel in einem nicht schrittweisen Gradienten durch einen substantiellen Abschnitt von der Dicke der saugfähigen Struktur angeordnet sein, mit niedrigeren Konzentrationen zur Körperseite der saugfähigen Struktur hin und relativ höheren Konzentrationen zur Außenseite der saugfähigen Struktur hin. Die supersaugfähigen Partikel können auch in einer allgemein diskreten Schicht innerhalb der Matrix von hydrophilen Fasern angeordnet sein. Zusätzlich können zwei oder mehrere verschiedene Typen von supersaugfähigen Mitteln selektiv an verschiedenen Stellen innerhalb oder entlang der Fasermatrix positioniert sein.
-
Wie hier verwendet, bezieht sich der Ausdruck „Lage“ oder „Lagenmaterial“ auf gewobene Materialien, Vliesnetze, Polymerfolien, polymerische baumwollstoffähnliche Materialien und polymerische Schaumfolie.
-
Der saugfähige Artikel kann auch Seitenteile beinhalten. Die „Seitenteile“ können jede beliebige Form aufweisen, wie, ohne darauf beschränkt zu sein, quadratische, rechteckige, dreieckige, kreisförmige und trapezförmige Form. Sie können mit den jeweiligen gegenüber liegenden Seitenabschnitten des rückseitigen Teilstücks durch ein bekanntes Verfahren, wie Heißversiegelung oder Klebstoffbindung zusammengefügt sein. Die Seitenteile können auch integral mit dem rückseitigen Teilstück gebildet sein, durch Projizieren und Zusammenfügen der jeweiligen oberen Lage und/oder rückseitigen Lage und/oder Außenseite des saugfähigen Mittels in Ösen, die die Form der Seitenteile aufweisen. Die Seitenteile werden vorzugsweise durch Laminieren einer Schicht aus Vliesgewebe, einer Schicht aus thermoplastischer Folie und einer Schicht aus elastischem Material gebildet. Die Schicht aus elastischem Material kann in Verbundbauweise zwischen der Vliesgewebeschicht und der thermoplastischen Folie durch Klebstoffschichten eingelegt sein. Die Schicht aus Vliesgewebe kann aus natürlichen Fasern, synthetischen Fasern oder einer Vermischung aus natürlichen Fasern und synthetischen Fasern hergestellt sein. Die Schicht aus thermoplastischer Folie kann aus Polyethylen oder Polypropylen hergestellt sein.
-
Der Ausdruck „Spinnvliesfasern“ bezieht sich auf Fasern, die gebildet werden durch Extrudieren von thermoplastischen Polymeren als Filamente oder Fasern aus einer Vielzahl von relativ feinen, üblicherweise kreisförmigen Kapillaren einer Spinndüse und dann schnelles Ziehen der extrudierten Filamente durch einen Auszieher oder einen anderen gut bekannten Ziehmechanismus, um den Filamenten molekulare Ausrichtung und mechanische Festigkeit zu verleihen. Der durchschnittliche Durchmesser von Spinnvliesfasern liegt typischerweise im Bereich von 15-60 µm oder höher. Die Spinndüse kann entweder eine große Spinndüse sein, die mehrere Tausend Löcher pro Meter Breite aufweist, oder es können Bänke mit kleineren Spinndüsen sein, die zum Beispiel gerade einmal 40 Löcher beinhalten.
-
Der Ausdruck „schmelzgeblasenes Spinnvlies“, (SMS)-Vliesgewebe, wie hier verwendet, bezieht sich auf eine mehrschichtige Lagenzusammensetzung, die ein Netz aus schmelzgeblasenen Fasern in Verbundbauweise und gebunden an zwei Spinnvliesschichten umfasst. Ein SMS-Vliesgewebe kann inline durch sequentielles Ablagern einer ersten Schicht von Spinnvliesfasern, einer Schicht von schmelzgeblasenen Fasern und einer zweiten Schicht von Spinnvliesfasern auf einer sich bewegenden porösen Sammelfläche gebildet werden. Die zusammengebauten Schichten können gebunden werden, indem sich durch einen Spalt durchgeführt werden, der zwischen zwei Walzen gebildet ist, die beheizt oder unbeheizt und glatt oder gemustert sein können. Alternativ können die einzelnen Spinnvlies- und schmelzgeblasenen Schichten vorgeformt und optional gebunden und einzeln gesammelt werden, wie durch Aufwickeln der Textilien auf Wickelrollen. Die einzelnen Schichten können zusammengebaut werden durch Schichtung zu einem späteren Zeitpunkt und Zusammenbinden, um ein SMS-Vliesgewebe zu bilden. Zusätzliche Spinnvlies- und/oder schmelzgeblasene Schichten können in das SMS-Gewebe aufgenommen werden, zum Beispiel Spinnvlies-schmelzgeblasen-schmelzgeblasen-Spinnvlies (SMMS) usw.
-
„Stapelfasern“ bezieht sich auf handelsübliche Fasern, die Durchmesser im Bereich von weniger als ungefähr 0,001 mm bis mehr als ungefähr 0,2 mm aufweisen; sie sind in mehreren verschiedenen Formen erhältlich, wie Kurzfasern im Bereich von ungefähr 10 bis 50 mm in der Länge und Langfasern mit einer Länge von mehr als 50 mm, vorzugsweise bis zu 100 mm.
-
„Dehnen“ bedeutet, dass das Material die Fähigkeit besitzt, sich über seine ursprüngliche Größe in mindestens eine Dimension hinaus zu erstrecken, wenn es einer Spannkraft (d. h. Spannung) ausgesetzt wird, die in die Richtung dieser Dimension angewendet wird, ohne dass das Material reißt. Eine Ausdehnung um zum Beispiel 50 % bedeutet, dass das Material mit einer anfänglichen Länge von 100 mm eine Länge von 150 mm erreicht hat. Dehnen kann unidirektional, bidirektional oder multidirektional sein. Die spezifischen Dehnungseigenschaften eines Materials können entlang einen beliebigen der Dehnvektoren variieren. Der Ausdruck kann elastische Materialien sowie Vliesnetze enthalten, die von Natur aus dehnbar sein können, aber nicht unbedingt auf elastische Weise. Solche Vliesnetze können hergestellt sein, um sich durch deren Bindung mit elastischen Folien auf elastische Weise zu verhalten.
-
„Kanäle“ bedeuten, dass die hier bezeichnete Struktur (z. B. der saugfähige Kern), eingelassene Regionen umfasst, die sichtbare Leitungen oder Durchgänge bilden, die sich typischerweise entlang der Längsachse des Kerns erstrecken und eine Tiefe in eine Richtung senkrecht zur Längsachse aufweisen. „Sichtbar“ soll hier eindeutig mit bloßem Auge sichtbar sein und typischerweise, dass die Kanäle eine Breite aufweisen, die allgemein größer als 1 mm, vorzugsweise von 5 mm bis 50 mm, besonders vorzugsweise von 8 mm bis 40 mm, ganz besonders vorzugsweise von 10 mm bis 30 mm, noch bevorzugterweise von größer als 10 mm bis weniger als 25 mm ist.
-
„Untereinander verbunden“ bedeutet, dass die hier bezeichnete Struktur (z. B. die Kanäle) einen im Wesentlichen kontinuierlichen Weg bilden, wie von einem ersten Ende eines Kanals zu einem zweiten Ende des gleichen Kanals.
-
„Im Wesentlichen“ bedeutet mindestens der Großteil der hier bezeichneten Struktur, zum Beispiel bei Verweis auf untereinander verbundene Kanäle bedeutet „im Wesentlichen untereinander verbunden“, dass der Großteil der Kanäle untereinander verbunden ist und wobei allgemein, beginnend an einem Ende des Kanals, zu einem anderen Ende des Kanals ein direkter und kontinuierlicher Weg gezogen werden kann, wobei die Enden (die hier auch als Endpositionen bezeichnet werden) zueinander in eine Breitenrichtung des Kerns distal sind und zu einem Abschnitt des Umfangs des Kerns, vorzugsweise den Seiten davon, proximal sind.
-
„Direkt über“ bedeutet, dass das hier bezeichnete Merkmal über der hier bezeichneten Struktur platziert ist, so dass beide mindestens über einen wesentlichen Abschnitt der Struktur in direktem Kontakt miteinander stehen.
-
„Indirekt über“ bedeutet, dass das hier bezeichnete Merkmal über der hier bezeichneten Struktur platziert ist, aber auf eine solche Weise, so dass beide nicht mindestens über einen wesentlichen Abschnitt der Struktur in direktem Kontakt miteinander stehen. Zum Beispiel ein indirekt über ein dreidimensionales saugfähiges Material angewendetes Vliesnetz umfasst eine weitere Schicht aus Material zwischen dem Vliesnetz und dem dreidimensionalen saugfähigen Material.
-
Die Verwendung des Ausdrucks „Substrat“ enthält, ohne darauf beschränkt zu sein, gewobene oder Vliesnetze, poröse Folien, für Tinte permeable Folien, Papier, zusammengesetzte Strukturen oder Ähnliches.
-
Supersaugfähige Materialien, die für die Verwendung in der vorliegenden Offenbarung geeignet sind, sind dem Fachmann bekannt und können in jeder wirksamen Form sein, wie in Form von Dispersionsteilchen, Fasern und Mischungen daraus. Allgemein gesagt kann das „supersaugfähige Material“ ein in Wasser quellbares, allgemein wasserunlösliches, Hydrogel bildendes polymerisches saugfähiges Material sein, das fähig ist zum Aufsaugen von mindestens ungefähr 15, zweckmäßigerweise von ungefähr 30 und möglicherweise von ungefähr 60 Mal oder mehr seines Gewichts in physiologischer Kochsalzlösung (z. B. Salzlösung mit 0,9 Gew.-% NaCI). Das supersaugfähige Material kann biologisch abbaubar oder bipolar sein. Das Hydrogel bildende polymerische saugfähige Material kann aus organischem Hydrogel bildendem polymerischem Material gebildet werden, das natürliches Material, wie Agar, Pektin und Guargummi; modifizierte natürliche Materialien, wie Carboxy-Methylzellulose, Carboxyethylzellulose und Hydroxypropylzellulose; und synthetische Hydrogel bildende Polymere enthalten kann. Synthetische Hydrogel bildende Polymere enthalten zum Beispiel Alkalimetallsalze der Polyacrylsäure, Polyacrylamide, Polyvinylalkohol, Ethylen- Maleinsäureanhydrid-Copolymere, Polyvinylethers, Polyvinylmorpholinon, Polymere und Copolymere der Vinylsulfonsäure, Polyacrylate, Polyacrylamide, Polyvinylpyridin und Ähnliches. Andere geeignete Hydrogel bildende Polymere enthalten hydrolysierte mit Acrylnitril gepfropfte Stärke, mit Acrylsäure gepfropfte Stärke und Isobutylen-Maleinsäureanhydrid-Copolymere und Mischungen daraus. Die Hydrogel bildenden Polymere können leicht vernetzt sein, um das Material im Wesentlichen wasserunlöslich zu machen. Vernetzung kann zum Beispiel durch Bestrahlung oder kovalente, ionische, Van der Waals'sche oder Hydrogenbindung erfolgen. Das supersaugfähige Material kann zweckmäßigerweise in einem vereinbarten Speicher- oder Zurückhalteabschnitt des saugfähigen Systems enthalten sein und kann optional in anderen Komponenten oder Abschnitten des saugfähigen Artikels eingesetzt werden. Das supersaugfähige Material kann in der saugfähigen Schicht oder einer anderen Fluidspeicherschicht des saugfähigen Artikels der vorliegenden Offenbarung in einer Menge von bis zu ungefähr 60 Gewichts-% enthalten sein. Typischerweise ist das supersaugfähige Material, wenn vorhanden, in einer Menge von ungefähr 5 % bis ungefähr 40 Gewichts-% auf der Grundlage des Gesamtgewichts der saugfähigen Schicht enthalten.
-
„Supersaugfähige Polymerpartikel“ oder „SAP“ beziehen sich auf in Wasser quellbare, wasserunlöslich organische oder anorganische Materialien, die unter den günstigsten Bedingungen fähig sind zum Aufsaugen von mindestens ungefähr 10 Mal ihr Gewicht oder mindestens ungefähr 15 Mal ihr Gewicht oder mindestens ungefähr 25 Mal ihr Gewicht in einer wässrigen Lösung, die 0,9 Gewichtsprozent Natriumchlorid beinhaltet. In saugfähigen Artikeln, wie Windeln, Inkontinenzwindeln usw. liegt die Partikelgröße typischerweise im Bereich zwischen 100 bis 800 µm, vorzugsweise zwischen 300 bis 600 µm, besonders vorzugsweise zwischen 400 bis 500 µm.
-
Der Ausdruck „Zielzone“ bezieht sich auf einen Bereich eines saugfähigen Kerns, in der es für den Großteil eines Fluidanfalls, wie Urin, Menstruation oder Stuhlgang, besonders wünschenswert ist, dass er anfänglichen Kontakt hat. Konkret für einen saugfähigen Kern mit einem oder mehreren Fluidanfallpunkten in Verwendung bezieht sich die Anfallszielzone auf den Bereich des saugfähigen Kerns, der sich um einen Abstand von gleich 15 % der Gesamtlänge der Zusammensetzung von jedem Anfallspunkt in beide Richtungen erstreckt.
-
„Spannung“ enthält eine einachsige Kraft, die dazu tendiert, die Ausdehnung eines Körpers zu verursachen, oder die entgegenwirkende Kraft innerhalb des Körpers, die der Ausdehnung widersteht.
-
Wie hier verwendet, bedeutet der Ausdruck „thermoplastisch“ das Beschreiben eines Materials, das weich wird, wenn es Wärme ausgesetzt wird, und das im Wesentlichen in seinen ursprünglichen Zustand zurückkehrt, wenn es auf Zimmertemperatur abgekühlt wird.
-
Der Ausdruck „obere Lage“ bezieht sich auf eine für eine Flüssigkeit permeable Materiallage, die die innere Hülle des saugfähigen Artikels bildet und die in Verwendung in direktem Kontakt mit der Haut des Trägers platziert ist. Die obere Lage wird typischerweise eingesetzt, um dabei zu helfen, die Haut des Trägers von in der saugfähigen Struktur gehaltenen Flüssigkeiten zu isolieren. Die obere Lage kann ein Vliesmaterial, z. B. Spinnvlies, schmelzgeblasene, kardierte, hydroverfilzte, Nassvliesnetze usw. umfassen. Geeignete Vliesmaterialien können aus künstlichen Fasern, wie Polyester, Polyethylen, Polypropylen, Viskose, Rayon usw. oder natürlichen Fasern, wie Holzzellstoff oder Baumwollfasern oder aus einer Mischung von natürlichen und künstlichen Fasern zusammengesetzt sein. Das Material der oberen Lage kann weiter aus zwei Fasern zusammengesetzt sein, die in einem Bindungsmuster aneinander gebunden sein können. Weitere Beispiele für Materialien der oberen Lage sind poröse Schaumstoffe, mit Öffnungen versehene Kunststofffolien, Laminate aus Vliesmaterialien und mit Öffnungen versehene Kunststofffolien usw. Die als Materialen der oberen Lage geeigneten Materialien müssen weich und für die Haut nicht reizend sein und müssen prompt von Körperflüssigkeit, z. B. Urin oder Menstrualfluid durchdrungen werden. Die innere Decklage kann weiter in verschiedenen Teilen des saugfähigen Artikels unterschiedlich sein. Die Textilien der oberen Lage können aus im Wesentlichen hydrophobem Material zusammengesetzt sein, und das hydrophobe Material kann optional mit einem Tensid behandelt oder anderweitig verarbeitet sein, um ein gewünschtes Niveau von Benetzungsfähigkeit und Hydrophilie zu verleihen.
-
„Erziehungshöschen“ stehen zur Verwendung durch Kinder in der Töpfchen-Lernphase zur Verfügung und sind unter Müttern und Pflegern beliebt. Ein Erziehungshöschen umfasst typischerweise eine obere Lage, eine rückseitige Lage, ein saugfähiges Mittel zwischen der oberen Lage und der rückseitigen Lage und Seitensäume, die Abschnitte der Seitenränder des Höschens zusammenbinden, um Taille und Beinöffnungen zu formen.
-
Wie hier verwendet, bezieht sich der Ausdruck „quer“ oder „seitlich“ auf eine Linie, Achse oder Richtung, die innerhalb der Ebene des saugfähigen Artikels liegt und allgemein senkrecht zur Längsrichtung ist.
-
„Ultraschallschweißen“ bezieht sich auf eine Technologie, die zwei Materialien durch deren Schmelzen mit Wärme, die von Ultraschalloszillation erzeugt wird und danach Zusammenlaminieren so zusammenfügt, dass die geschmolzenen Materialien fließen und die Lücke zwischen den zwei unberührten Abschnitten der zwei Materialien jeweils füllen. Unter Kühlung und Formgebung werden die zwei Materialien zusammengefügt.
-
Wie hier verwendet, bedeutet der Ausdruck „in Wasser quellbar, wasserunlöslich“, dass er sich auf ein Material bezieht, das, wenn es einem Übermaß an Wasser ausgesetzt wird, bis zu seinem Gleichgewichtsvolumen aufquillt, aber sich nicht in die Lösung auflöst. Ein solches in Wasser quellbares, wasserunlösliches Material behält allgemein seine ursprüngliche Identität oder physische Struktur, aber in einem hoch expandierten Zustand während der Absorption des Wassers und muss deshalb ausreichende physische Integrität aufweisen, um Fluss und Fusion mit benachbarten Partikeln zu widerstehen.
-
Der Ausdruck „Einschlagsmaterial“, wie hier verwendet, bedeutet ein biegbares Material, vorzugsweise ein Lagenmaterial, dessen Dicke geringer ist, insbesondere viel geringer ist als seine Breite oder Länge, wie eine Lage, eine Folie oder ein Belag. In einer besonders bevorzugten Ausführungsform ist diese Einschlagsmaterial fähig aufgerollt zu werden.
-
Auf Grund der hohen Konzentrationen von supersaugfähigen Partikeln oder anderem hochabsorbierendem Material im Zurückhalteabschnitt kann dort eine erhöhte Schwierigkeit bezüglich des Beinhaltens der hochabsorbierenden Partikel innerhalb des Zurückhalteabschnitts und des Einschränkens der Bewegung oder der Migration der supersaugfähigen Partikel auf die Körperseitige der Windel auftreten. Um das Beinhalten des hochabsorbierenden Materials zu verbessern, kann die saugfähige Struktur einen verbesserten Ganzeinschlag, wie eine „Einschlaglage“ enthalten, die unmittelbar angrenzend zu und um den Zurückhalteabschnitt platziert ist. Die Einschlaglage ist vorzugsweise eine Schicht aus saugfähigem Material, die die größeren körperseitigen und außenseitigen Flächen des Zurückhalteabschnitts abdeckt und vorzugsweise im Wesentlichen alle der Umfangsränder des Zurückhalteabschnitts umschließt, um eine im Wesentlichen vollständige Umhüllung darum zu bilden. Alternativ kann die Einschlaglage einen saugfähigen Einschlag bereitstellen, der die größeren körperseitigen und außenseitigen Flächen des Zurückhalteabschnitts abdeckt und im Wesentlichen nur die lateralen Seitenränder des Zurückhalteabschnitts umschließt. Entsprechend werden sowohl der lineare als auch der nach innen gekrümmte Abschnitt der lateralen Seitenränder der Einschlaglage um den Zurückhalteabschnitt geschlossen. In einer solchen Anordnung können allerdings die Endränder der Einschlaglage nicht vollständig um die Endränder des Zurückhalteabschnitts an den Bundregionen des Artikels geschlossen sein. Die Einschlaglage kann eine Einschlaglage mit mehrfachen Elementen umfassen, die eine separate körperseitige Einschlagschicht und eine separate außenseitige Einschlagschicht enthalten, von denen sich jede bis hinter alle oder einige der Umfangränder des Zurückhalteabschnitts erstreckt. Eine solche Konfiguration der Einschlaglage kann zum Beispiel die Bildung einer im Wesentlichen vollständigen Abdichtung und eines Verschlusses um die Umfangränder des Zurückhalteabschnitts erleichtern. Die körperseitigen und außenseitigen Schichten der Einschlaglage können im Wesentlichen aus dem gleichen Material zusammengesetzt sein oder können aus verschiedenen Materialien zusammengesetzt sein. Die außenseitige Schicht der Einschlaglage kann zum Beispiel aus einem Material mit relativ geringem Flächengewicht zusammengesetzt sein, das eine relativ hohe Porosität aufweist, wie ein nassfestes zellulosisches Gewebe, das aus Weichholzzellstoff zusammengesetzt ist. Die körperseitige Schicht der Einschlaglage kann eines der zuvor beschriebenen Einschlaglagenmaterialien umfassen, die eine relative geringe Porosität aufweisen (kann zum Beispiel ein schmelzgeblasenes Netz umfassen, das aus schmelzgeblasenen Polypropylenfasern oder zellulosischem Gewebe mit geringer Porosität zusammengesetzt ist, das aus einer Vermischung aus Hartholz-/ Weichholzfasern zusammengesetzt ist). Die körperseitige Schicht mit geringer Porosität kann die Migration von supersaugfähigen Partikeln auf die Haut des Trägers besser verhindern, und die außenseitige Schicht mit hoher Porosität und geringem Flächengewicht kann dabei helfen, die Kosten zu senken.
-
Ausführungsformen der Artikel und Verfahren nach der Offenbarung werden nachstehend beschrieben. Es versteht sich, dass die beschriebenen technischen Merkmale in einer oder mehreren Ausführungsformen mit einer oder mehreren anderen Ausführungsformen kombiniert werden können, ohne von der Absicht der Offenbarung abzuweichen und ohne Verallgemeinerung davon.
-
SAUGFÄHIGER KERN
-
Saugfähige Kerne 101 nach der vorliegenden Offenbarung umfassen: einen vorderen Abschnitt 122; einen rückseitigen Abschnitt 124; einen Schrittbereichabschnitt 126 zwischen dem vorderen Abschnitt 122 und dem rückseitigen Abschnitt 124; und eine Längsachse, die sich entlang einer Länge des Kerns 101 erstreckt und den vorderen, Schrittbereich- und rückseitigen Abschnitt 122, 126, 124 quert, wobei der saugfähige Kern 101 eine Breite aufweist, die sich senkrecht zur Länge erstreckt, und einen Umfang, der mindestens zwei gegenüberliegende Enden 102, 103 und mindestens zwei gegenüberliegende Seiten 104, 105, die zwischen den Enden 102, 103 positioniert sind, umfasst, wobei der saugfähige Kern 101 einen oder mehrere im Wesentlichen untereinander verbundene Kanäle 106 umfasst, die sich durch mindestens einen Abschnitt des Schrittbereichabschnitts 126 (der vorzugsweise mindestens 60 %, besonders vorzugsweise mindestens 70 %, nach bevorzugterweise mindestens 80 % einer Schrittbereichabschnittslänge ist, die im Wesentlichen parallel zur Längsachse verläuft) entlang der Länge des Kerns und entlang mindestens eines Abschnitts der Breite des Kerns, typischerweise entlang und im Wesentlichen parallel zur Längsachse und von einer Seite des Kerns [z. B. einer ersten Seite 104] zur anderen [z. B. einer zweiten Seite 105] erstrecken, wobei der eine oder die mehrere im Wesentlichen untereinander verbundenen Kanäle 106 vorzugsweise symmetrisch oder asymmetrisch um die Längsachse sind. Ein Vorteil einer solchen Anordnung von untereinander verbundenen Kanälen ist, dass im Vergleich zu einem Kern, der frei von solchen untereinander verbundenen Kanälen ist, oder mit Kernen, die nur nicht kontinuierliche Kanäle umfassen, eine schneller unmittelbare Verteilung von Fluid über den Kern erreicht wird. Diese leisten einen Beitrag dazu, Übersättigung des Kerns im Abschnitt von Fluidentladung einzuschränken. Ohne den Wunsch, durch die Theorie gebunden zu sein, wird angenommen, dass die Tatsache, dass das Fluid über den Kern und unmittelbar von der Fluidentladungsposition verteilt wird, dem Subjekt ein Empfinden von Trockenheit und Hautkomfort sowie ein Eindruck des Benutzers von länger andauernder Trockenheit bereitstellt wird.
-
Die Längsachse des hier genannten Kerns kann im Wesentlichen parallel zur Längsrichtung 48 sein (wie zum Beispiel in 11 und 12 veranschaulicht), und die Breite des Kerns oder Breitenachse des hier bezeichneten Kerns kann im Wesentlichen parallel zur lateralen Richtung 49 sein (wie zum Beispiel in 11 und 12 veranschaulicht).
-
In einer Ausführungsform sind der eine oder die mehreren untereinander verbundenen Kanäle so gebildet, dass sie effektiv Fluid von einer Region der Entladung weg leiten, typischerweise durch Formen einer Form, die einen Abstandsgradienten zwischen gegenüberliegenden Flächen der untereinander verbundenen Kanäle aufweist, vorzugsweise durch Formen eines trichterförmigen Profils.
-
In einer Ausführungsform bilden die Kanäle eine geometrische Form über den saugfähigen Kern und entlang einer Ebene, die sich parallel zur Längsachse des Kerns erstreckt, wobei die geometrische Form ausgewählt aus der Gruppe bestehend aus halb-sanduhrförmig, v-förmig, u-förmig, kuchenförmig und Kombinationen davon. Wobei unter „halb-sanduhrförmig“ eine Sanduhrform mit nur einem einzigen Ende zu verstehen ist, wie exemplarisch in 4 dargestellt.
-
In einer Ausführungsform umfassen die Kanäle, bestehen vorzugsweise aus einem ersten Vliesnetz, der an ein zweites Vliesnetz durch einen oder mehrere Klebstoffe gebunden ist. Vorzugsweise wird der Klebstoff in Zonen über die Breite der Kanäle so aufgetragen, um Zonen, vorzugsweise abwechselnde Zonen, mit verschiedenen Bindungsstärken zwischen dem Vliesnetzlaminat zu bilden. Das erste Vliesnetz kann zum Beispiel an das zweite Vliesnetz in mindestens drei Zonen entlang der Breite des Kanals gebunden sein. Eine solche Anordnung kann eine erste Klebezone, eine zweite Klebezone und eine dritte Klebezone umfassen, wobei die zweite Klebezone zwischen der ersten und der dritten Klebezone entlang der Breite des Kanals (z. B. an einer Achse parallel zur Kernbreite und senkrecht zur Längsachse des Kerns) zwischengelegt ist, wobei die Bindungsstärke der zweiten Klebezone größer ist als die Bindungsstärke der ersten und der dritten Klebezone. Beispiele von Möglichkeiten, um eine solche stärkere Bindungsstärke in der zweiten Zone zu erreichen, enthalten das Verwenden einer größeren Menge von Klebstoff in dieser Zone, Aufbringen von höherem mechanischem Druck auf diese Zone oder Einsetzen eines unterschiedlichen Klebstofftyps; andere Möglichkeiten werden auch berücksichtigt, vorausgesetzt es resultiert eine stärkere Haftung zwischen Vliesnetzen in einer solchen Region.
-
In einer Ausführungsform ist die Bindungsstärke in der ersten und der dritten Zone geringer als die vom saugfähigen Material, das proximal zum Kanal gelegen ist, bei Benetzen erzeugte Zugkraft, so dass sich das erste und das zweite Vliesnetze in den Zonen trennen können; und wobei die Bindungsstärke in der zweiten Zone höher ist als die vom saugfähigen Material, das proximal zum Kanal gelegen ist, bei Benetzung erzeugte Zugkraft, so dass sich das erste und das zweite Vliesnetze in der Zone bei Benetzung und typischerweise Quellen des saugfähigen Materials nicht trennen können, sondern vielmehr fest zusammengefügt bleiben. Ein Vorteil dieser Anordnung ist, dass in trockenem Zustand ein erkennbarer Kanal von der Seite der oberen Lage des Artikels und/oder Kerns sichtbar ist, und breite Kanäle bereitgestellt sind, die weiter nützlich sind zum Kanalisieren von mehr Fluid, insbesondere bei der anfänglichen/frühzeitigen Entladung. Diese Anordnung erlaubt es dann weiter, dass die Bindung in der ersten und dritten Region zum Beispiel bei Quellen der SAP versagt, um so mehr für dessen Ausdehnung zur Verfügung stehendes Volumen zuzulassen (und frühzeitige Sättigung oder nicht optimale Absorption zu verhindern), wobei typischerweise die zweite Zone einer solchen Ausdehnung widersteht und somit Integrität der Kanäle sogar in nassem Zustand bereitstellt.
-
In einer bevorzugten Ausführungsform sind das erste Vliesnetz und/oder das zweite Vliesnetz, vorzugsweise das zweite Vliesnetz, elastische Vliesmaterialien (das z. B. ein elastisches Material wie Vistamaxx-Harz von ExxonMobil oder andere geeignete Polymere, die fähig sind, einem Vliesnetz Elastizität zu verleihen, beinhaltet). Ein Vorteil dieser Ausführungsform ist, dass das Vliesnetz bei Anwendung eines Vakuums besser und einfacher um den 3D-Einsatz einschlägt und das darauffolgende Zusammenfügen des ersten Vliesnetzes, an einer Stelle erlaubt, die einer Position der Basis des 3D-Einsatzes entspricht (gegenüberliegend zu einem vorstehenden Scheitelpunkt davon). Dies hat einen Vorteil des Beschränkens der Bildung von Fluidsammelbecken oder -senken innerhalb der Kanäle.
-
Die Kerne hierin können einen im Wesentlichen geradlinigen Umfang aufweisen, wie in 1 und 2 veranschaulicht ist, oder können symmetrische konkave Abschnitte im mittleren Abschnitt davon umfassen, wie in 3 veranschaulicht ist. In letzterer Ausführungsform können die konkaven Abschnitte an einem Schrittbereichabschnitt des saugfähigen Artikels so ausgerichtet und/oder darin positioniert sein, um eine bessere Ergonomie bereitzustellen und entlang des Beins eines Trägers passend zu sein. In jeder beliebigen dieser Ausführungsformen der Kernform ist es bevorzugt, dass die Kerne mindestens um die Längsachse davon symmetrisch sind. Ungeachtet der Kerngeometrie versteht es sich hier, dass die gleichen oder ähnliche Kanäle, wie hier beschrieben, austauschbar verwendet werden können.
-
In einer Ausführungsform, auf die sich 1 bis 3 beziehen, umfasst jeder im Wesentlichen untereinander verbundene Kanal 106: einen ersten Kanalabschnitt 107, der sich im Wesentlichen entlang der Längsachse proximal zu einer ersten Seite 104 des Kerns 101 erstreckt; einen zweiten Kanalabschnitt 108, der sich im Wesentlichen entlang der Längsachse proximal zu einer zweiten Seite 105 des Kerns 101 erstreckt; und mindestens einen, vorzugsweise nur einen, verbindenden Kanalabschnitt 109 in Fluidkommunikation mit dem ersten und dem zweiten Kanalabschnitt 107, 108. Ein Vorteil dieser Anordnung ist schnelle Flüssigkeitsverteilung entlang von mehr als einer Achse des saugfähigen Kerns, typischerweise sowohl der Längsachse als auch der Breitenachse davon, um die Absorptionsfähigkeit des saugfähigen Kerns über seinen gesamten Flächenbereich zu maximieren. Zudem verbessert eine solche Geometrie das Falten des Kerns und erlaubt somit eine bessere und eng anliegende Passform auf der Haut des Subjekts (mit oder ohne Zugabe von weiteren Gummizügen proximal zu den Kanalabschnitten).
-
Der erste und der zweite Kanalabschnitt können im Wesentlichen linear sein; oder ein im Wesentlichen gekrümmtes Profil aufweisen, vorzugsweise ausgewählt aus konkav oder konvex; oder können eine Kombination des linearen und des gekrümmten Profils umfassen. In einer bevorzugten Ausführungsform sind der erste und der zweite Kanalabschnitt in der Form konkav und allgemein symmetrisch um mindestens die Längsachse.
-
Der erste und der zweite Kanalabschnitt können sich über mindestens einen Großteil, vorzugsweise die Gesamtheit der Länge des Schrittbereichabschnitts entlang der Längsachse erstrecken und typischerweise im Wesentlichen parallel zu den Seiten des Kerns, die dessen Umfang bilden, verlaufen.
-
In einem sehr bevorzugten Ausführungsform umfasst jeder untereinander verbundene Kanal hier nur einen einzigen verbindenden Kanalabschnitt 109, der typischerweise einen Scheitelpunkt des untereinander verbundenen Kanals bildet. Ein Vorteil dieser Ausführungsform ist schnelle Fluidverteilung durch den Kern, während die Gefahr von Blockierungen eingeschränkt wird, die anderweitig resultieren können, wenn ansonsten Taschen von benetzten Bereichen gebildet werden.
-
Vorzugsweise erstreckt sich der verbindende Kanalabschnitt 109 im Wesentlichen entlang der Breite des Kerns 101 und bildet dabei vorzugsweise ein geschlossenes Ende innerhalb einer Fläche des Kerns 101 entlang einer Ebene parallel zur Längsachse und ist vorzugsweise gegenüberliegend zu einem offenen Ende positioniert, das aus nicht verbundenen ersten und zweiten Endpositionen 110, 111 des untereinander verbundenen Kanals 106, vorzugsweise des jeweiligen ersten und zweiten Kanalabschnitts 107, 108 gebildet ist, wobei die verbundenen ersten und zweiten Endpositionen 110, 111 typischerweise distal zueinander und proximal zu der jeweiligen ersten und zweiten Seite 104, 105 des Kerns 101 sind, wobei noch bevorzugter die Endpositionen 110, 111 voneinander weg zeigen, um eine trichterförmige geometrische Öffnung dazwischen zu bilden. Ohne den Wunsch, durch die Theorie gebunden zu sein, wird angenommen, dass eine solche Geometrie auch dabei hilft, wenn es notwendig ist, mehr Fluid zu „trichtern“ und zu sammeln und schnell und effektiv von der Sammelregion weg zu verteilen.
-
In einer Ausführungsform ist das geschlossene Ende im Wesentlichen krummlinig in der Form und bildet vorzugsweise eine konvexe Form zwischen dem ersten und dem zweiten Kanalabschnitt 107, 108, oder ist im Wesentlichen linear in der Form und bildet vorzugsweise eine gerade oder dreieckige Form zwischen dem ersten und dem zweiten Kanalabschnitt 107, 108. Das geschlossene Ende kann vom verbindenden Kanalabschnitt 109 gebildet sein.
-
Ein Vorteil einer solchen Form ist die Erhöhung der Fläche des Kontaktbereichs mit benachbarten Regionen von dreidimensionalem saugfähigem Material, um so besser die Absorption der verteilten Flüssigkeit zu fördern, sobald sie aus Bereichen mit typischerweise hoher Sättigung abgeleitet worden ist. Eine Ausführungsform umfasst einen ersten Abstand (d1 ) zwischen dem ersten Kanalabschnitt 107 und dem zweiten Kanalabschnitt 108, einen zweiten Abstand (d2 ) zwischen dem ersten Kanalabschnitt 107 und dem zweiten Kanalabschnitt 108, wobei der erste Abstand (d1 ) proximal zum vorderen Abschnitt 122 des Kerns 101 ist, und der zweite Abstand (d2 ) proximal zum rückseitigen Abschnitt 124 des saugfähigen Kerns 101 ist, und wobei der erste Abstand (d1 ) größer ist als der zweite Abstand (d2 ), wobei vorzugsweise der erste Abstand (d1 ) mindestens 1.5d2 ist, besonders vorzugsweise von 1.8d2 bis 3d2 .
-
Ein Vorteil dabei ist die schnelle und effektive Fluidverteilung aus Regionen mit typischerweise hoher Sättigung in Regionen mit typischerweise niedrigerer Sättigung.
-
In einer Ausführungsform umfasst der Kern ein erstes Vliesnetz, typischerweise in der Form einer hinteren Lage; ein zweites Vliesnetz, typischerweise in der Form einer oberen Lage; und ein dreidimensionales saugfähiges Material, das zwischen dem ersten und dem zweiten Vliesnetzen positioniert ist, um ein saugfähiges Kernlaminat zu bilden, wobei das dreidimensionale saugfähige Material typischerweise ein fasriges Netz umfasst, das typischerweise luftgelegte Fasern umfasst, und vorzugsweise eine vorbestimmte Menge von darin dispergiertem supersaugfähigem Polymer umfasst.
-
In einer sehr bevorzugten Ausführungsform ist der untereinander verbundene Kanal 106 im Wesentlichen frei von dreidimensionalem saugfähigem Material und vorzugsweise auch frei von supersaugfähigem Polymer. Ohne den Wunsch, durch die Theorie gebunden zu sein, wird angenommen, dass die saugfähigen Materialien die Fluidverteilung im Vergleich zur Effektivität von solchen Kanälen verzögern, tatsächlich quellen sie auf wenn Fluid von den saugfähigen Materialien absorbiert wird und/oder werden gesättigt, was effektiv die Menge an Fluid, der es erlaubt wäre, durch sie durchzulaufen, verringert. Das Ausschließen von solchen Materialien aus den Kanälen erlaubt es, ein hoch effizientes Fluidverteilungssystem aufrecht zu erhalten, das im Wesentlichen unabhängig von dem Fluiderfassungs-/-absorptionsmechanismus der benachbarten Regionen arbeitet.
-
In einer bevorzugten Ausführungsform umfasst der Kern eine Vielzahl von im Wesentlichen untereinander verbundenen Kanälen, die vorzugsweise in einer im Wesentlichen konzentrischen Weise angeordnet sind, wobei ein Beispiel in 4E dargestellt ist. Ein Vorteil dabei ist die exponentielle Effektivität bei der Flüssigkeitsverteilung und Kanalbildung, insbesondere wenn benachbarte Regionen mehr gesättigt werden oder quellen.
-
In einer Ausführungsform, wie sie in 4C und 4D dargestellt ist, umfasst der Kern weiter einen oder mehrere nicht verbundene Kanäle, wobei vorzugsweise mindestens ein Abschnitt davon konzentrisch zu dem im Wesentlichen untereinander verbundenen Kanal angeordnet ist. Ein Vorteil dabei ist effektiv hinzugefügte lokal einheitliche Fluidverteilung. Außerdem wird angenommen, dass bei Quellen der zu den Kanälen benachbarten Regionen nach Sättigung sichtbare Muster gebildet werden können, die offensichtlicher das Empfinden von Wirksamkeit der gesamten Kernfläche für die Absorption von Fluid vermitteln. Vorzugsweise weisen die im Wesentlichen untereinander verbundenen Kanäle 106 eine regelmäßige oder unregelmäßige Tiefe auf, wobei die Tiefe auf einer Achse gemessen wird, die sowohl zur Längsachse als auch zur Achse entlang der Breite des Kerns 101 senkrecht ist, wobei vorzugsweise das Querteilstück der Kanäle 106 ausgewählt ist aus der Gruppe, bestehend aus gekrümmt, polygonal oder Kombinationen davon.
-
Es versteht sich, dass eine Reihe von alternativen Formen der hier beschriebenen Kanäle verwendet werden kann, wobei Beispiele davon in 4 dargestellt sind, ohne von den hier beschriebenen Ausführungsformen der Offenbarung abzuweichen.
-
Die vorliegende Offenbarung betrifft weiter einen saugfähigen Kern 101, umfassend im Wesentlichen kontinuierliche Zonen von einer oder mehreren Strukturen zur hohen Verteilung von Fluiden 112 und kontinuierliche oder nicht kontinuierliche Zonen von Fluidabsorptionsstrukturen 113, 114, die die eine oder die mehreren Strukturen zur hohen Verteilung von Fluiden 112 umgeben, wobei die eine oder die mehreren Strukturen zur hohen Verteilung von Fluiden 112 angeordnet sind, um Fluid über den saugfähigen Kern 101 mit einer Geschwindigkeit zu verteilen, die höher ist als die Geschwindigkeit der Fluidverteilung über den saugfähigen Kern durch die nicht kontinuierlichen Fluidabsorptionsstrukturen 113, 114, und wobei sich die kontinuierlichen Zonen entlang eines Wegs erstrecken, der im Wesentlichen parallel zu mindestens einem Abschnitt des Umfangs des Kerns 101 ist, wobei der Abschnitt des Umfangs des Kerns mindestens einen Abschnitt der Seiten 104, 105, vorzugsweise mindestens einen Abschnitt von beiden der Seiten 104, 105 des Kerns 101, und eines der Enden 102, 103 des Kerns 101 (vorzugsweise nur ein Ende 103), vorzugsweise das Ende 103, das proximal zum rückseitigen Abschnitt 124 ist, umfasst. Die Vorteile dieser Ausführungsform enthalten das Trennen von saugfähigen Regionen des Kerns von Fluidverteilungsregionen, die effektiv einheitlich Fluid über die Kernfläche mit einem Mechanismus verteilen, wie er oben beschrieben ist, und ein visuelles Empfinden von Wirksamkeit bereitstellen.
-
In einer Ausführungsform sind die Fluidverteilungsstrukturen so geformt, dass sie effizient Fluid von einer Region der Entladung weg leiten, typischerweise durch Bilden einer Form, die einen Abstandsgradienten wischen gegenüberliegende Flächen der Strukturen aufweist, vorzugsweise durch Bilden eines trichterförmigen Profils, das im Wesentlichen durch eine oder mehrere Fluidabsorptionsstrukturen begrenzt ist.
-
In einer Ausführungsform bilden die Strukturen zur hohen Verteilung von Fluiden eine geometrische Form über den saugfähigen Kern und entlang einer Ebene, die sich parallel zur Längsachse des Kerns erstreckt, wobei die geometrische Form ausgewählt ist aus einer Gruppe, umfassend halb-sanduhrförmig, v-förmig, u-förmig, kuchenförmig, und Kombinationen daraus. Wobei unter „halb-sanduhrförmig“ eine Sanduhrform mit nur einem einzigen Ende zu verstehen ist, wie zum Beispiel in 4B dargestellt ist.
-
In einer bevorzugten Ausführungsform umfassen die eine oder die mehreren Strukturen zur hohen Verteilung von Fluiden, bestehen vorzugsweise aus mindestens zwei untereinander (zum Beispiel mit einem Klebstoff) gebundenen Vliesnetzen; und die Zonen der Fluidabsorptionsstrukturen umfassen ein dreidimensionales saugfähiges Material (wie zellulosicher Flockenzellstoff und/oder fasriges Gewebe, typischerweise umfassend Airlaid-Fasern, typischerweise von der zellulosischen Art) und/oder ein supersaugfähiges Polymer (typischerweise in der Form von einer Vielzahl von diskreten Partikeln, die innerhalb des dreidimensionalen saugfähigen Materials verteilt oder direkt in einer oder mehreren Taschen zwischen mindestens zwei Vliesnetzen agglomeriert worden sein können).
-
Vorzugsweise umfassen die Fluidverteilungsstrukturen im Wesentlichen untereinander verbundene Kanäle, wie in den vorausgehenden Ausführungsformen beschrieben, und die Fluidabsorptionsstrukturen umfassen ein dreidimensionales saugfähiges Material und/oder supersaugfähiges Polymer, wie in den vorausgehenden Ausführungsformen beschrieben.
-
SAUGFÄHIGE ARTIKEL
-
In einem Aspekt der Offenbarung umfasst ein saugfähiger Artikel einen Kern, wie oben beschrieben. Vorzugsweise ist der Artikel ausgewählt unter wegwerfbaren Windeln oder -windelhosen; wegwerfbaren Inkontinenzwindeln oder -windelhosen; Damenbinden oder Slipeinlagen; und wobei typischerweise die Kanäle im Kern sowohl vor als auch nach der Verwendung des Artikels sichtbar blieben, wobei die Kanäle vorzugsweise nach der Verwendung stärker sichtbar sind als vor der Verwendung des Artikels.
-
In einer Ausführungsform umfasst der saugfähige Artikel eine obere Lage und eine hintere Lage, die den Kern umschließen, wobei mindestens eine von der hinteren Lage oder der oberen Lage eine Farbe umfasst, die unterschiedlich ist von einer Farbe des Kerns, wobei vorzugsweise die hintere Lage eine Farbe aufweist, die unterschiedlich von der Farbe der oberen Lage und des Kerns ist, so dass die Kanäle von der Seite der oberen Lage Seite des Artikels aus visuell erkennbar sein können.
-
Die Beispiele hier stellen weitere Ausführungsformen und strukturelle technische Merkmale bereit, die (isoliert oder in Kombination) in saugfähigen Artikeln nach der vorliegenden Offenbarung enthalten sein können. Es versteht sich aber, dass alternative strukturelle Merkmale des saugfähigen Artikels angewendet werden können, ohne von dem erfinderischen Anwendungsbereich der vorliegenden Offenbarung abzuweichen.
-
VERFAHREN ZUR HERSTELLUNG UND VERWENDUNGEN
-
Die Offenbarung betrifft ein Verfahren zur Herstellung eines saugfähigen Kerns 101, umfassend die Schritte:
- i. Bereitstellen eines Abdrucks, umfassend einen 3D-Einsatz, wobei der 3D-Einsatz die umgekehrte Form des gewünschten Kanals aufweist, wobei im Wesentlichen die gesamte Fläche des Abdrucks, mit Ausnahme des 3D-Einsatzes, in Fluidkommunikation mit einer Unterdruckquelle ist;
- ii. Aufbringen eines ersten Vliesnetzes auf dem Abdruck;
- iii. Aufbringen eines dreidimensionalen saugfähigen Materials über mindestens einem Abschnitt des Vlieses;
- iv. Aufbringen eines zweiten Vliesnetzes direkt oder indirekt über das dreidimensionale saugfähige Material;
- v. optional Anwenden einen Bindeschritts, um ein Laminat zu bilden, umfassend das erste Vlies, das zweite Vlies und das dreidimensionale saugfähige Material dazwischen;
- vi. optional Entfernen des Laminats aus dem Abdruck, um einen saugfähigen Kern zu bilden, umfassend Kanäle, die die umgekehrte Form des 3D-Einsatzes aufweisen; und
wobei mindestens für die Dauer von Schritt iii die Unterdruckquelle angeordnet ist, um eine Vakuumkraft bereitzustellen, die sich derart auf das dreidimensionale saugfähige Material um den 3D-Einsatz auswirkt, dass es im Wesentlichen die Fläche davon von dreidimensionalem saugfähigem Material leert und Kanäle bildet, die im Wesentlichen frei von dreidimensionalem saugfähigem Material sind. Ein solches Verfahren hat sich als effektiv gezeigt beim Erstellen von Kanälen, die im Wesentlichen frei von dreidimensionalem saugfähigem Material sind, im Vergleich zu Verfahren unter Verwendung von Prägen (d. h. Erstellen von Kanälen aus hochdichtem/-gepacktem dreidimensionalem saugfähigem Material) oder Verfahren zum Entfernen von Material, die das Entfernen von dreidimensionalem saugfähigem Material aus einer vorgeformten Kernstruktur umfassen, was unvermeidlich dazu führt, dass ein wenig von dreidimensionalem saugfähigem Material vorhanden ist, das die effektive/einheitliche Fluidverteilung nach dessen Sättigung beeinträchtigen kann.
-
15A und 15B veranschaulichen ein Beispiel eines Abdrucks, der einen 3D-Einsatz wie oben beschrieben umfasst.
-
In einer Ausführungsform umfasst der Abdruck eine Vielzahl von Perforationen oder Öffnungen über seine Fläche, die typischerweise Kanäle bilden, die angeordnet sind, um in Fluidkommunikation (vorzugsweise Luftkommunikation) mit der Unterdruckquelle zu stehen. Der 3D-Einsatz ist vorzugsweise über und/oder oberhalb der Abdruckfläche positioniert, die eine Vielzahl der Perforationen oder Öffnungen umfasst, und wobei der 3D-Einsatz frei von den Perforationen oder Öffnungen ist und aus einer festen Komponente besteht, die nicht in Fluidkommunikation mit der Unterdruckquelle steht.
-
Der 3D-Einsatz weist vorzugsweise eine Querschnittsform auf, ausgewählt aus einer Gruppe, bestehend aus quadratisch, rechteckig, oval, halbkreisförmig und Kombinationen davon.
-
Der 3D-Einsatz weist besonders vorzugsweise die gleiche oder über den Umfang davon variierende Tiefe auf.
-
In einer Ausführungsform ist der 3D-Einsatz 3D-bedruckt, vorzugsweise aus einem Material hergestellt, ausgewählt aus Alumid, oder ist aus Metall hergestellt und durch Mahlen oder Gießen gebildet.
-
In einer bevorzugten Ausführungsform umfasst der Schritt der Bindung das Aufbringen eines Klebstoffs auf eine Fläche des zweiten Vliesnetzes und das Zusammenfügen des ersten Vliesnetzes und/oder des dreidimensionalen saugfähigen Materials, wobei der Klebstoff vorzugsweise in kontinuierlichen oder nicht kontinuierlichen voneinander beabstandeten Streifen aufgetragen wird, die an den Kanälen so ausgerichtet sind, dass das resultierende Kernlaminat klebstoffreiche und klebstoffarme Regionen umfasst, wobei die klebstoffreichen Regionen im Wesentlichen entlang der Kanäle gelegen sind, und die klebstoffarmen Regionen in anderen Bereichen des Kerns als die Kanäle gelegen sind. Ein Vorteil dieser Ausführungsform ist, die Gefahr von Verkleben von saugfähigem Material innerhalb der Kanäle zu begrenzen und vielmehr die obere Lage und die hintere Lage von Vliesnetz zusammen an diesen Kanalstellen direkt zu binden.
-
In einer Ausführungsform wird der Klebstoff in Zonen über die Breite der Kanäle so aufgetragen, um Zonen, vorzugsweise abwechselnde Zonen mit unterschiedlicher Bindungsstärke zwischen dem Laminat zu bilden. Das erste Vliesnetz kann zum Beispiel an das zweite Vliesnetz an mindestens drei Zonen entlang der Breite des Kanals gebunden sein. Eine solche Anordnung kann eine erste Klebezone, eine zweite Klebezone und eine dritte Klebezone umfassen, wobei die zweite Klebezone zwischen der ersten und der dritten Klebezone entlang der Breite des Kanals (z. B. an einer Achse parallel zur Kernbreite und senkrecht zur Längsachse des Kerns) zwischengelegt ist, wobei die Bindungsstärke der zweiten Klebezone größer ist als die Bindungsstärke der ersten und der dritten Klebezone. Beispiele von Möglichkeiten, um eine solche stärkere Bindungsstärke in der zweiten Zone zu erreichen enthalten das Verwenden einer größeren Menge von Klebstoff in dieser Zone, Aufbringen von höherem mechanischem Druck auf diese Zone oder Einsetzen eines unterschiedlichen Klebstofftyps; andere Möglichkeiten werden auch berücksichtigt, vorausgesetzt es resultiert eine stärkere Haftung zwischen Vliesnetzen in einer solchen Region.
-
In einer Ausführungsform ist die Bindungsstärke in der ersten und der dritten Zone geringer als die vom saugfähigen Material, das proximal zum Kanal gelegen ist, bei Benetzen erzeugte Zugkraft, so dass sich das erste und das zweite Vliesnetze in den Zonen trennen können; und wobei die Bindungsstärke in der zweiten Zone höher ist als die vom saugfähigen Material, das proximal zum Kanal gelegen ist, bei Benetzung erzeugte Zugkraft, so dass sich das erste und das zweite Vliesnetze in der Zone bei Benetzung des saugfähigen Material nicht trennen können, sondern vielmehr fest zusammengefügt bleiben. Ein Vorteil dieser Anordnung ist, dass in trockenem Zustand ein erkennbarer Kanal von der Seite der oberen Lage des Artikels und/oder Kerns sichtbar ist und breite Kanäle bereitgestellt sind, die weiter nützlich sind zum Kanalisieren von mehr Fluid, insbesondere bei der anfänglichen/frühzeitigen Entladung. Diese Anordnung erlaubt es dann weiter, dass die Bindung in der ersten und dritten Region, zum Beispiel bei Quellen der SAP versagt, um so mehr für dessen Ausdehnung zur Verfügung stehendes Volumen zu zulassen (und frühzeitige Sättigung oder nicht optimale Absorption zu verhindern), wobei typischerweise die zweite Zone einer solchen Ausdehnung widersteht und somit Integrität der Kanäle sogar in nassem Zustand bereitstellt.
-
In einer bevorzugten Ausführungsform sind das erste Vliesnetz und/oder das zweite Vliesnetz, vorzugsweise das zweite Vliesnetz, elastisches Vliesmaterial (das z. B. ein elastisches Material wie Vistamaxx-Harz von ExxonMobil beinhaltet). Ein Vorteil dieser Ausführungsform ist, dass das Vliesnetz bei Anwendung eines Vakuums besser und einfacher um den 3D-Einsatz einschlägt und das darauffolgende Zusammenfügen des ersten Vliesnetzes, an einer Stelle erlaubt, die einer Position der Basis des 3D-Einsatzes entspricht (gegenüberliegend zu einem vorstehenden Scheitelpunkt davon). Dies hat einen Vorteil des Beschränkens der Bildung von Fluidsammelbecken oder -senken innerhalb der Kanäle.
-
Besonders bevorzugterweise sind die Kanäle im Wesentlichen nur dich die Vakuumkraft und keine zusätzliche mechanische Aktion wie Prägen gebildet.
-
In einer Ausführungsform wird der Klebstoff so aufgetragen, dass, wenn laminiert wird, das aufgeklebte erste und zweite Vliesnetz an den Kanalstellen im Wesentlichen fluchteben mit den nicht angeklebten Abschnitten des zweiten Vliesnetzes sind, um so die Bildung von Fluidretentionstaschen im resultierenden laminierten Kern zu beschränken. Ein Vorteil dieser Ausführungsform ist, die Bildung von Taschen mit Fluid zu verhindern, die den Komfort für das Subjekt verringern können.
-
Der hierin oben beschriebene Abdruck kann innerhalb des Umkreises einer drehenden Trommeleinrichtung beinhaltet sein, wobei die Trommeleinrichtung typischerweise eine Vielzahl von Abdrücken entlang seines Umkreises umfasst. Die Trommeleinrichtung kann innerhalb von bestehenden Einrichtungen zum Bilden von saugfähige Kernlaminaten integriert sein. Ein Vorteil einer solchen einfachen Anordnung ist, dass sie die Bildung von solchen neuartigen saugfähigen Kerne auf eine einfache und effektive Weise erlaubt, ohne beachtliche Kapitalinvestitionen, um im Wesentlichen größere Teile von bestehenden Kernbildungsgeräten zu verändern.
-
Die Offenbarung betrifft auch die Verwendung eines in den vorausgehenden Abschnitten hier beschriebenen saugfähigen Kerns in einem oben beschriebenen saugfähigen Artikel für verbesserte Flüssigkeitsverteilung im Vergleich zu dem gleichen saugfähigen Artikel, der einen Kern umfasst, der im Wesentlichen frei von untereinander verbundenen Kanälen ist.
-
Die Offenbarung betrifft weiter die Verwendung eines in den vorausgehenden Abschnitten hier beschriebenen saugfähigen Kerns in einem oben beschriebenen saugfähigen Artikel zum Bereitstellen einer Fluiderfassung in drei Stufen, die typischerweise eine erste Fluidverteilung bei einer ersten Geschwindigkeit, eine zweite Fluidverteilung bei einer zweiten Geschwindigkeit und eine dritte Fluidverteilung bei einer dritten Geschwindigkeit umfasst, wobei die erste Geschwindigkeit größer als oder gleich groß wie die zweite Geschwindigkeit ist und die dritte Geschwindigkeit geringer als die erste Geschwindigkeit und geringer als oder gleich groß wie die zweite Geschwindigkeit ist, wobei vorzugsweise die erste Fluidverteilung von den im Wesentlichen untereinander verbundenen Kanälen angetrieben wird, die zweite Fluidverteilung von einem dreidimensionalen saugfähigen Material, das innerhalb des Kerns enthalten ist, angetrieben wird, und die dritte Fluidverteilung von eine Menge von supersaugfähigem Polymer, das innerhalb des dreidimensionalen saugfähigen Materialien dispergiert ist, angetrieben wird. Ohne den Wunsch, durch die Theorie gebunden zu sein, wird angenommen, dass die hier beschriebenen neuartigen Kerne, die die beschriebene neuartige Anordnung von untereinander verbundenen Kanälen umfassen, er erlaubt, eine in ihrer Art einmalige und erste unterschiedliche Fluidverteilung und Absorptionssystem zu erreichen, wobei an erster Stelle die Kanäle schnelle Flüssigkeitsverteilung/-ableitung aus der Region der Entladung bereitstellen, gefolgt von weiterer Verteilung aus benachbarten Flächen von Kanälen zu anderen Abschnitten des Kerns über das dreidimensionale saugfähige Material, und zuletzt das innerhalb des dreidimensionalen saugfähigen Materials dispergierte supersaugfähige Polymer, wenn es mit Fluid konfrontiert wird, eine Absorption des Fluids beginnt, während es so quellt, dass es erlaubt, dass das dreidimensionale saugfähige Material mehr von dem Fluid verteilt und auf das supersaugfähige Polymer transferiert.
-
Die Offenbarung wird weiter durch die nachstehenden nicht einschränkenden Beispiele beschrieben, die weiter die Offenbarung veranschaulichen, und nicht die Absicht verfolgen oder ausgelegt werden dürfen, als würden die den Anwendungsbereich der Offenbarung einschränken.
-
BEISPIELE
-
Beispiel 1:
-
5-8 veranschaulichen repräsentativ ein Beispiel einer wegwerfbaren Windel, wie allgemein gezeigt, nach der vorliegenden Offenbarung.
-
Wie repräsentativ in 5-7 veranschaulicht ist, definiert die Windel 20 eine vordere Taillenregion 22, eine rückseitigen Taillenregion 24, eine Schrittregion 26, die sich zwischen der vorderen und rückseitigen Taillenregion 22 und 24 erstreckt und diese verbindet, ein Paar seitlich gegenüberliegende Seitenränder 28, eine innere Fläche 30 und eine äußere Fläche 32. Die vordere Taillenregion 22 umfasst den Abschnitt der Windel 20, der, wenn sie getragen wird, an der Vorderseite des Trägers positioniert ist, während die rückseitige Taillenregion 24 den Abschnitt der Windel 20 umfasst, der, wenn sie getragen wird, an der Rückseite des Trägers positioniert ist. Die Schrittregion 26 der Windel 20 umfasst den Abschnitt der Windel 20, der, wenn sie getragen wird, zwischen den Beinen des Trägers positioniert ist und den unteren Torso des Trägers abdeckt.
-
Die Windel 20 enthält eine äußere Hülle 34, einen saugfähigen Unterbau 36 und ein Befestigungssystem 50. Der saugfähige Unterbau 36 ist ausgelegt, um beliebige Körperexudate, die vom Träger entladen werden, zu beinhalten und/oder zu absorbieren, während die äußere Hülle 34 und das Befestigungssystem 50 ausgelegt sind, um die Windel 20 ungefähr an der Taille des Trägers zu halten, den saugfähigen Unterbau 36 vor Blicken zu verbergen, und ein kleidungsstückähnliches Aussehen bereitzustellen. Die Windel 20 kann weiter Beingummizügen 96 und 98 und Beinhalteklappen 100 und 102 enthalten. Es ist festzustellen, dass einzelne Komponenten der Windel 20 optional von der beabsichtigen Verwendung der Windel 20 abhängen.
-
Wie in 5-8 repräsentativ veranschaulicht ist, sind die seitlich gegenüberliegenden Seitenränder 28 der Windel 20 allgemein von den Seitenrändern der äußeren Hülle 34 definiert, die weiter Beinöffnungen definieren, die krummlinig sein können. Die Taillenränder der äußeren Hülle 34 definieren auch eine Taillenöffnung, die ausgelegt ist, um, wenn sie getragen wird, die Taille des Trägers zu umgeben.
-
Wie in 5-8 repräsentativ veranschaulicht ist, ist der saugfähige Unterbau 36 der Windel 20 zweckmäßigerweise mit der äußeren Hülle 34 verbunden, um die wegwerfbare Windel 20 bereitzustellen. Der saugfähige Unterbau 36 kann mit der äußerem Hülle 34 auf dem Fachmann gut bekannte Arten verbunden sein. Der saugfähige Unterbau 36 kann zum Beispiel an die äußere Hülle 34 unter Verwendung von dem Fachmann bekannten Kleb-, Thermo- oder Ultraschallbindungstechniken gebunden sein. Alternativ kann der saugfähige Unterbau 36 mit der äußeren Hülle 34 unter Verwendung von konventionellen Befestigungsmitteln, wie Befestigungsmittel mit Knöpfen, Haken und Schlaufen, Klebbandbefestigungsmittel und Ähnlichem verbunden sein. Die anderen Komponenten der Windel 20 können zweckmäßigerweise unter Verwendung von ähnlichen Mitteln untereinander verbunden sein.
-
Wünschenswerterweise ist der saugfähige Unterbau 36 mit der äußeren Hülle 34 nur an oder angrenzend zu den Taillenrändern der äußeren Hülle 34 verbunden und erstellt dadurch einen vorne befestigten Abschnitt, einen rückseitig befestigten Abschnitt und einen nicht befestigten Abschnitt, der sich zwischen den befestigten Abschnitten erstreckt und diese verbindet. Der nicht befestigte Abschnitt des saugfähigen Unterbaus 36 bleibt im Wesentlichen nicht an der äußeren Hülle 34 befestigt und ist allgemein ausgelegt, um, wenn in Verwendung, zwischen den Beinen des Trägers passend zu sein und mindestens teilweise den unteren Torso des Trägers zu umhüllen. Daraus resultierend ist der nicht befestigte Abschnitt allgemein der Abschnitt des saugfähigen Unterbaus 36, der ausgelegt ist, um, wenn in Verwendung, anfänglich die Körperexudate vom Träger zu empfangen.
-
Auf diese Weise ist der saugfähige Unterbau 36 mit der äußeren Hülle 34 auf eine Art verbunden, um den Unterbau 36 an seinem Platz zu sichern, während die Bewegung der äußeren Hülle 34 in der Verwendung nicht negativ eingeschränkt wird. Alternativ kann der saugfähige Unterbau 36 an der äußeren Hülle 34 entlang der gesamten Längslänge des saugfähigen Unterbaus 36 oder einem Abschnitt davon oder nur entlang des äußeren Umfangs des saugfähigen Unterbaus 36 befestigt sein.
-
Wie in 5-8 repräsentativ veranschaulicht ist, kann der saugfähige Unterbau 36 nach der vorliegenden Offenbarung eine rückseitige Lage 38, eine obere Lage 40, die mit der hinteren Lage 38 in einem überlagerten Verhältnis verbunden ist, und einen saugfähigen Kern 42, der zwischen der oberen Lage 40 und der rückseitigen Lage 38 gelegen ist, enthalten.
-
Der saugfähige Unterbau 36 ist allgemein fügsam und fähig zum Aufsaugen und Zurückhalten von Körperexudaten. Der saugfähige Unterbau 36 kann eine beliebige von einer Reihe von Formen und Größen aufweisen. Wie in 5-8 repräsentativ veranschaulicht ist, kann der saugfähige Unterbau 36 zum Beispiel rechteckig, I-förmig oder T-förmig sein. Die Größe und Saugkapazität des saugfähigen Unterbaus 36 müssen mit der Größe des beabsichtigten Trägers und der Flüssigkeitsentladung, die bei der beabsichtigten Verwendung der Windel 20 weitergeben wird, verträglich sein.
-
Die obere Lage 40 des saugfähigen Unterbaus 36 zeigt, wie in 5-8 repräsentativ veranschaulicht ist, zweckmäßigerweise eine-zum Körper weisende Fläche auf, die angrenzend zum Körper des Trägers getragen werden soll und nachgiebig, mit weichem Gefühl und für die Haut des Trägers nicht reizend ist.
-
Weiter kann die obere Lage 40 weniger hydrophil sein als der saugfähige Kern 42, um eine relativ trockene Fläche zum Träger aufzuzeigen, und kann ausreichend porös sein, um für Flüssigkeit permeabel zu sein und es zu erlauben, dass Flüssigkeit prompt durch ihre Dicke durchdringt. Eine geeignete obere Lage 40 kann aus einer breiten Auswahl an Netzmaterialien hergestellt werden, wie porösen Schaumstoffen, retikuliertem Schaum, mit Öffnungen versehenen Kunststofffolien, natürlichen Fasern (zum Beispiel Holz- oder Baumwollfasern), synthetischen Fasern (zum Beispiel Polyester- oder Polypropylenfasern) oder einer Kombination aus natürlichen und synthetischen Fasern. Die obere Lage 40 wird zweckmäßigerweise eingesetzt, um dabei zu helfen, die Haut des Trägers von Fluiden zu isolieren, die im saugfähigen Kern 42 des saugfähigen Unterbaus 36 gehalten sind.
-
Die obere Lage 40 und die rückseitige Lage 38 sind allgemein untereinander verklebt, um eine Tasche zu bilden, in der der saugfähige Kern 42 gelegen ist, um den saugfähigen Unterbau 36 bereitzustellen. Die obere Lage 40 und die rückseitige Lage 38 können untereinander direkt um den äußeren Umfang des saugfähigen Unterbaus 36 durch jedes beliebige dem Fachmann bekannte Mittel verklebt sein, wie Klebbindungen, Ultraschallbindungen oder Thermobindungen. Es kann zum Beispiel eine einheitliche kontinuierliche Schicht von Klebstoff, eine gemusterte Schicht von Klebstoff, ein aufgesprühtes oder schmelzgeblasenes Muster von Klebstoff oder ein Feld von Linien, Wirbeln oder Punkten von Klebstoff verwendet werden, um die obere Lage 40 an der rückseitigen Lage 38 zu befestigen. Es ist zu beachten, dass sich weder die obere Lage 40 noch die rückseitige Lage 38 vollständig bis zum äußeren Umfang des saugfähigen Unterbaus 36 erstrecken müssen. Die rückseitige Lage 38 kann sich zum Beispiel bis zum äußeren Umgang des saugfähigen Unterbaus 36 erstrecken, während die obere Lage 40 an der rückseitigen Lage 38 innenliegend zum äußeren Umfang des saugfähigen Unterbaus 36 oder zur Längsmittellinie der Windel 20 hin befestigt sein kann.
-
Der saugfähige Kern 42 ist, wie in 5-8 repräsentativ veranschaulicht, zwischen der oberen Lage 40 und der rückseitigen Lage 38 positioniert, um den saugfähigen Unterbau 36 zu bilden. Der saugfähige Kern 42 ist wünschenswerterweise fügsam und fähig zum Aufsaugen und Zurückhalten von Körperexudaten. Der saugfähige Kern 42 kann eine Reihe von Formen und allgemein eine diskrete Schicht innerhalb der Matrix von hydrophilen Fasern aufweisen. Alternativ kann der saugfähige Kern 42 ein Laminat aus fasrigen Netzen und hochabsorbierendem Material oder anderen geeigneten Mitteln zum Zurückhalten eines hochabsorbierenden Materials in einem lokalisierten Bereich umfassen.
-
Wie in 5-8 repräsentativ veranschaulicht ist, kann der saugfähige Unterbau 36 der wegwerfbaren Windel 20 ein Paar Beinhalteklappen 100 und 102 enthalten, die ausgelegt sind, um eine Barriere für den seitlichen Fluss von Körperexudaten bereitzustellen. Die Beinhalteklappen 100 und 102 können entlang der seitlich gegenüberliegenden Seitenränder des saugfähigen Unterbaus 36 gelegen sein. Jede Beinhalteklappe definiert einen befestigten Rand 104 und einen nicht befestigten Rand 106. Jede der Beinhalteklappen 100 und 102 kann auch mindestens ein längliches elastisches Element 108 enthalten, das mit dem nicht befestigten Rand 106 der Beinhalteklappe 100 verklebt ist und 102 und ausgelegt ist, um den nicht befestigten Rand 106 zu erfassen, um in der Verwendung eine Abdichtung gegen den Körper des Trägers zu bilden. Die Beinhalteklappen 100 und 102 können sich längs entlang der gesamten Länge des saugfähigen Unterbaus 36 erstrecken oder sich nur teilweise entlang der Länge des saugfähigen Unterbaus 36 erstrecken. Wenn die Beinhalteklappen 100 und 102 in der Länge kürzer sind als der saugfähige Unterbau 36, können die Beinhalteklappen 100 und 102 selektiv an einer beliebigen Stelle entlang der Seitenränder 38 des saugfähigen Unterbaus 36 positioniert sein. In einem konkreten Aspekt der Offenbarung erstrecken sich die Beinhalteklappen 100 und 102 entlang der gesamten Länge des saugfähigen Unterbaus 36, um die Körperexudate besser zu beinhalten.
-
Jede Beinhalteklappe 100 und 102 ist an den Seitenrändern 38 des saugfähigen Unterbaus 36 so befestigt, dass die Beinhalteklappen 100 und 102 eine Barriere für den seitlichen Fluss von Körperexudaten bereitstellen. Der befestigte Rand 104 einer jeden der Beinhalteklappen 100 und 102 ist an den Seitenrändern 38 des saugfähigen Unterbaus 36 befestigt, während der nicht befestigte Rand 106 mindestens in der Schrittregion 26 der Windel 20 nicht am saugfähigen Unterbau 36 befestigte bleibt. Der befestigte Rand 104 der Beinhalteklappen 100 und 102 kann am saugfähigem Unterbau 36 auf jedem dem Fachmann gut bekannte der verschiedenen Weise befestigt sein. Der befestigte Rand 104 der Klappen 100 und 102 kann am saugfähigen Unterbau 36 zum Beispiel ultraschallgebunden, thermogebunden oder klebegebunden sein. In einem konkreten Aspekt bleibt der nicht befestigte Rand 106 einer jeden der Beinhalteklappen 100 und 102 nicht an den Seitenrändern 38 des saugfähigen Unterbaus 36 entlang von im Wesentlichen der gesamten Länge des nicht befestigten Rands 106 befestigt, um verbesserte Leistung bereitzustellen.
-
Alternativ können die Beinhalteklappen 100 und 102, wie in 4-7 repräsentativ veranschaulicht ist, integral mit der rückseitigen Lage 38 oder der oberen Lage 40 des saugfähigen Unterbaus 36 sein.
-
Jede Beinhalteklappe 100 und 102 ist auch so ausgelegt, dass der nicht befestigte Rand 106 der Beinhalteklappen 100 und 102 dazu tendiert, sich selber in einem beabstandeten Verhältnis weg von dem saugfähigen Unterbau 36 zu einer allgemein aufrechten und senkrechten Konfiguration hin zu positionieren, insbesondere, wenn in Verwendung, in der Schrittregion 26. Wie in 5-8 repräsentativ veranschaulicht ist, ist, wenn in Verwendung, der nicht befestigte Rand 106 einer jeden Beinhalteklappe 100 und 102 wünschenswerterweise vom saugfähigen Unterbau 36 weg beabstandet, um dadurch eine Barriere für den seitlichen Fluss von Körperexudaten bereitzustellen. Wünschenswerterweise hält der nicht befestigte Rand 106 einer jeden Beinhalteklappe 100 und 102 ein Kontaktverhältnis mit dem Körper des Trägers aufrecht, während der saugfähige Unterbau 36, wenn in Versendung, vom Körper des Trägers weg beabstandet sein kann. Typischerweise ist ein elastisches Element 108 am nicht befestigten Rand 106 einer jeden Beinhalteklappe 100 und 102 befestigt, um das beabstandete Verhältnis zwischen dem nicht befestigten Rand 106 und dem saugfähigen Unterbau 36 aufrecht zu erhalten. Das elastische Element 108 kann zum Beispiel am nicht befestigten Rand 106 in einem elastisch zusammenziehbaren Zustand so befestigt sein, dass die Kontraktion des elastischen Elements 108 den nicht befestigten Rand 106 der Beinhalteklappe 100 und 102 erfasst oder berührt und verkürzt.
-
Die wegwerfbare Windel 20 der verschiedenen Aspekte der vorliegenden Offenbarung kann weiter an den Taillenrändern und Seitenrändern 28 der Windel 20 Gummizüge enthalten, um das Auslaufen von Körperexudaten zu verhindern und den saugfähigen Unterbau 36 zu stützen. Wie in 5-8 repräsentativ veranschaulicht ist, kann die Windel 20 der vorliegenden Offenbarung zum Beispiel ein Paar von elastischen Beinelementen 96 und 98 enthalten, die mit den seitlich gegenüberliegenden Seitenrändern 28 in der Schrittregion 26 der Windel 20 verbunden sind. Die Beingummizüge 96 und 98 sind allgemein angepasst, um in Verwendung um die Beine eines Trägers passend zu sein, um ein positives, berührendes Verhältnis mit dem Träger aufrecht zu erhalten, um effektiv das Auslaufen von Körperexudaten aus der Windel 20 zu verringern oder auszuschließen.
-
Der in 9 bis 12 veranschaulichte saugfähige Artikel stellt allgemein ein Erziehungshöschen dar. Der saugfähige Artikel 10. Die Längsrichtung 48 erstreckt sich allgemein von der Vorderseite des saugfähigen Artikels zur Rückseite des saugfähigen Artikels. Gegenüberliegend zur Längsrichtung 48 ist eine laterale Richtung 49. Der saugfähige Artikel 10 enthält einen Unterbau 12, der aus einem vorderen Abschnitt 22, einem rückseitigen Abschnitt 24 und einem Schrittbereichabschnitt 26 besteht. Innerhalb des Schrittbereichabschnitts 26 positioniert und sich vom vorderen Abschnitt 22 zum rückseitigen Abschnitt 24 erstreckend befindet sich ein saugfähiger Kern 28.
-
Der saugfähige Artikel 10 definiert eine innere Fläche, die ausgelegt ist, um, wenn getragen, angrenzend zum Körper platziert zu sein. Der saugfähige Artikel 10 enthält auch eine äußere Fläche, die gegenüberliegend zur inneren Fläche ist. Der vordere und der rückseitige Abschnitt 22 und 24 sind die Abschnitte des Artikels, die, wenn getragen, teilweise die Taille oder den mittleren unteren Torso des Trägers umhüllen oder umfassen. Der Schrittbereichabschnitt 26, auf der anderen Seite, ist allgemein zwischen den Beinen des Trägers positioniert, wenn der saugfähige Artikel angezogen ist.
-
Wie in 9 gezeigt, enthält der saugfähige Artikel weiter einen ersten Seitenbereich 30 und einen zweiten Seitenbereich 34. Die Seitenbereiche 30 und 34 verbinden den vorderen Abschnitt 22 mit dem rückseitigen Abschnitt 24. Die Seitenbereiche 30 und 34 können dabei helfen, die Beinöffnungen und die Taillenöffnung zu definieren.
-
Die Seitenbereiche 30 und 34 können in einer Ausführungsform aus einem streckbaren oder dehnbaren Material hergestellt sein. In einer Ausführungsform, zum Beispiel sind die Seitenbereiche 30 und 34 aus einem elastischen Material hergestellt. Die Seitenbereiche dienen dazu, eine eng anliegende aber komfortable Passform um den Torso eines Trägers herum zu bilden. Die Seitenbereiche 30 und 34 können auch das Aufnehmen von verschiedenen Torsoumkreisen erlauben.
-
Wie gezeigt, kann jeder der Seitenbereiche 30 und 34 aus mehrfachen dehnbaren Teilen hergestellt sein. In der in 9 gezeigten Ausführungsform zum Beispiel sind die Seitenbereiche 30 und 34 jeweils aus zwei Teilen hergestellt. Wie gezeigt, enthält zum Beispiel der Seitenbereich 30 einen ersten Teil 31 und einen zweiten Teil 33. Ähnlich enthält der zweite Seitenbereich 34 einen ersten Teil 35, der am zweiten Teil 37 befestigt ist. Die Teile 31 und 33 des ersten Seitenbereichs 30 sind aneinander befestigt, um einen ersten vertikalen Befestigungsbereich 41 zu bilden, während die Teile 35 und 37 des zweiten Seitenbereichs 34 entlang eines zweiten vertikalen Befestigungsbereichs 43 aneinander befestigt sind. Die Befestigung zwischen den Teilen kann permanent sein oder kann öffenbar und wiederverschließbar sein. Wenn die Teile lösbar aneinander befestigt sind, kann zum Beispiel jedes geeignete mechanische Befestigungsmittel verwendet werden. Zum Beispiel können in einer Ausführungsform die Teile unter Verwendung eines geeigneten Klebebefestigungsmittels, Kohäsionsbefestigungsmittels, mechanischen Befestigungsmittels oder Ähnlichem lösbar aneinander befestigt sein. Geeignete mechanische Befestigungselemente können durch Verzahnung von geometrisch geformten Materialien, wie Haken, Schlaufen, Stege, Pilze, Pfeilspitzen, Kugeln auf Stängeln, männlichen und weiblichen Paarungskomponenten, Schnallen, Druckknöpfe und Ähnliches bereitgestellt werden.
-
In der in 9-12 veranschaulichten Ausführungsform sind die Teile 31 und 33, die den ersten Seitenbereich 30 umfassen, und die Teile 35 und 37, die den zweitem Seitenbereich 34 umfassen, unter Verwendung eines Befestigungssystems 80 zusammengefügt, das seitliche gegenüberliegende erste Befestigungskomponenten 82, die zum wiederverschließbaren Eingreifen in entsprechende zweite Befestigungskomponenten 84 angepasst sind, enthält. In einer Ausführungsform enthält zum Beispiel eine vordere oder äußere Fläche einer jeden der Befestigungskomponenten 82, 84 eine Vielzahl von eingreifenden Elementen. Die eingreifenden Elemente der ersten Befestigungskomponenten 82 sind angepasst, um wiederholt in entsprechende eingreifende Elemente der zweiten Befestigungskomponenten 84 einzugreifen und sich davon zu entbinden, um lösbar den saugfähigen Artikel in seiner 3-dimensionalen Konfiguration zu sichern.
-
In einer Ausführungsform zum Beispiel enthalten die ersten Befestigungskomponenten 82 Schlaufenbefestigungsmittel, und die zweiten Befestigungskomponenten 84 enthalten ergänzende Hakenbefestigungsmittel. Alternativ können die ersten Befestigungskomponenten 82 Hakenbefestigungsmittel enthalten, und die zweiten Befestigungskomponenten 84 können ergänzende Schlaufenbefestigungsmittel enthalten. In einem anderen Aspekt können die Befestigungskomponenten 82 und 84 ähnliche verzahnende Flächenbefestigungsmittel oder Klebstoff- oder Co-Klebstoff-Befestigungselemente sein, wie ein Klebebefestigungsmittel und eine für Klebstoff aufnahmefähige Landezone oder Material.
-
Wie oben beschrieben, können in einer alternativen Ausführungsform die Teile, die die Seitenbereiche umfassen, permanent aneinander befestigt sein. Zum Beispiel wird in Bezug auf 10 eine alternative Ausführungsform eines saugfähigen Artikels 10 gezeigt. Es wurden gleiche Referenzzahlen verwendet, um die gleichen oder ähnlichen Elemente zu bezeichnen. Wie gezeigt, enthält der saugfähige Artikel 10 in 10 einen ersten Seitenbereich 30, der aus den Teilen 31 und 33 besteht, und einen zweite Seitenbereich 34, der aus den Teilen 35 und 37 besteht. Der erste Seitenteil 30 definiert einen ersten vertikalen Befestigungsbereich 41, in dem die Teile 31 und 33 permanent aneinander gebunden sind. Ähnlich definiert der zweite Seitenbereich 34 einen zweiten vertikalen Befestigungsbereich 43, in dem die Teile 35 und 37 permanent aneinander befestigt wurden. In dieser Ausführungsform umfasst der vertikale Befestigungsbereiche Säume. Die Säume können zum Beispiel auf jede geeignete Weise konstruiert sein. Der vertikale Saum kann zum Beispiel einen Umschlagsaum, einen Stoßsaum oder jede beliebige andere geeignete Konfiguration umfassen. Die Säume können durch Befestigen der Teile untereinander unter Verwendung jedes beliebigen geeigneten Verfahrens oder Technik gebildet werden. Die Teile können zum Beispiel unter Verwendung von Ultraschallbindung, Thermobindung, Klebstoffbindung und/oder Druckbindung permanent aneinander befestigt sein. In noch einer anderen alternativen Ausführungsform können die separaten Teile aneinander angenäht sein.
-
Wie in 9 und 10 gezeigt ist, sind, wenn die Seitenbereiche 30 und 34 sich in einer befestigten Position befinden, der vordere und rückseitige Abschnitt 22 und 24 aneinander verbunden, um eine 3-dimensionale Höschenkonfiguration zu definieren, die eine Taillenöffnung 50 und ein Beinöffnungspaar 52 aufweist. Die Seitenbereiche 30 und 34 enthalten folglich beim Tragen des saugfähigen Artikels 10 die Abschnitte des Artikels, die auf den Hüften des Trägers positioniert sind, und definieren in einer Ausführungsform den oberen Rand der Beinöffnungen 52.
-
Wie oben beschrieben ist, kann der Unterbau 12 in einer Ausführungsform eine äußere Hülle 40 und eine obere Lage 42 enthalten, wie konkret in 11 und 12 gezeigt ist. Abhängig von der Ausführungsform können die äußere Hülle 40 und die obere Lage 42 ein einheitliches Einzelstück von Material umfassen oder können mehrfache aneinander gebundene Stücke von Material umfassen. Die obere Lage 42 kann mit der äußeren Hülle 40 unter Verwendung von zum Beispiel Klebstoffen, Ultraschallbindungen, Thermobindungen, Druckbindungen oder anderer konventioneller Techniken in einem überlagerten Verhältnis zusammengefügt sein. Die obere Lage 42 kann zweckmäßigerweise mit der äußeren Hülle 40 entlang des Umfangs des Unterbaus 12 zusammengefügt sein, um einen vorderen Taillensaum 62 und einen rückseitigen Taillensaum 64 zu bilden. Die obere Lage 42 kann auch mit der äußeren Hülle 40 zusammengefügt sein, um ein Paar von Seitensäumen 61 zu bilden. Die obere Lage 42 kann allgemein angepasst, d. h. relativ zu den anderen Komponenten des saugfähigen Artikels 10 positioniert sein, um, wenn angezogen, zur Haut des Trägers hin angeordnet zu sein. Wie oben beschrieben, enthält der Unterbau 12 auch den saugfähigen Kern 28, der zwischen der äußeren Hülle 40 und der oberen Lage 42 angeordnet ist, zum Aufsaugen von flüssigen Körperexudaten, die vom Träger abgesondert werden.
-
Gemäß der vorliegenden Offenbarung enthält der saugfähige Artikel 10 weiter einen oder mehrere ausgedehnte Bünde, die das Aussehen des Produkts verbessern sollen, um die Passform zu verbessern, und/oder um zu erreichen, dass sich das Produkt mehr wie echte Unterwäsche anfühlt. Wie in den Figuren gezeigt, kann der saugfähige Artikel 10 zum Beispiel einen rückseitigen Bund 56, einen vorderen Bund 54 oder beides, einen vorderen Bund und einen rückseitigen Bund enthalten. Wie gezeigt, erstreckt sich zum Beispiel der rückseitige Bund 56 über den gesamten rückseitigen Abschnitt 24 des Unterbaus 12 und endet an jedem Ende an den Seitenbereichen 30 und 34.
-
Es wird angenommen, dass die vorliegende Offenbarung nicht auf eine vorgehende beschriebene Form der Realisierung beschränkt ist, und dass einige Veränderungen ohne Neubeurteilung der angehängten Ansprüche zum vorliegenden Fabrikationsbeispiel hinzugefügt werden können. Zum Beispiel können, auch wenn das obige Beispiel auf die Ausführungsformen der 5 bis 8 verweist, ähnliche Strukturen in anderen Ausführungsformen, wie in 9 bis 12 veranschaulicht, und weiter weiblichen Pflegeartikeln, wie die in den 13 und 14, vorgefunden werden.
-
Außerdem bleibt, auch wenn das Beispiel und die Figuren Babywindeln und -höschen betreffen, das Gleiche auf Inkontinenzwindeln und -höschen für Erwachsene anwendbar, obwohl auch mit einigen strukturellen Änderungen, die für den Fachmann offensichtlich sind.
-
Beispiel 2
-
Unter Bezug auf die 13 und 14 können die saugfähigen Artikel vom Typ Damenbinde oder Slipeinlage sein.
-
Die Struktur der Damenbinde oder der Slipeinlage kann in der Konstruktion variieren, solange der Kern, wie er hier beschrieben ist, verwendet wird. Allgemein enthält eine solche Damenbinde oder Slipeinlage ein Laminat, das eine hintere Lage, einen saugfähigen Kern (mit oder ohne dreidimensionales saugfähiges Material) und optional eine Flüssigkeitsverteilungsschicht (ADL), die zwischen der oberen Lage und dem saugfähigen Kern positioniert ist.
-
Wie in 14 gezeigt ist, kann der untereinander verbundene Kanal 106 in einer Vielzahl sein und im Wesentlichen konzentrisch in Bezug auf jeden anderen sein und kann in umgekehrter Form um eine Achse sein, die parallel zur Breite des Kerns ist. Auch wenn ein solches Muster als ein Beispiel für die Verwendung in einem Kern für eine Damenbinde oder eine Slipeinlage 300 veranschaulicht ist, kann eine solche Form in gleichem Maße angewendet werden und ist in der Lehre der Kerne für Windeln und Höschen (gleich ob für Babys oder Inkontinenz für Erwachsene) hier eingeschlossen.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- EP 1077052 A1 [0004]
- EP 1078617 A2 [0004]
- EP 1959903 B1 [0005]
- EP 2211808 B1 [0006]
- EP 1349524 B1 [0007]
- EP 1267775 B1 [0008]
- EP 1088536 A2 [0009]
- US 5756039 A [0010]
- US 2006/0184150 A1 [0011]
- US 6503233 B1 [0011]
- US 2015/0088084 A1 [0012]