CN215433021U - Polishing mechanism - Google Patents
Polishing mechanism Download PDFInfo
- Publication number
- CN215433021U CN215433021U CN202121381052.XU CN202121381052U CN215433021U CN 215433021 U CN215433021 U CN 215433021U CN 202121381052 U CN202121381052 U CN 202121381052U CN 215433021 U CN215433021 U CN 215433021U
- Authority
- CN
- China
- Prior art keywords
- eccentric
- polishing
- abrasive belt
- workpiece
- bracket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
The utility model relates to the field of workpiece surface processing, in particular to a polishing mechanism which comprises a driving wheel, at least one group of abrasive belts and a polishing motor, wherein the abrasive belts are positioned and installed on a rack by driven wheels; the polishing mechanism also comprises an eccentric driving assembly, wherein a group of driven wheels is arranged on the eccentric bracket, and the output end of the eccentric driving assembly is connected with the eccentric bracket; the eccentric bracket and the driven wheel on the eccentric bracket are eccentrically swung along the diameter of the abrasive belt in the length direction. The polishing mechanism further comprises an eccentric driving assembly, and the eccentric driving assembly can drive the eccentric support and a driven wheel connected with the eccentric support to eccentrically swing along the diameter of the abrasive belt in the length direction. So in the abrasive band circulation operation in-process, can drive the abrasive band at the width direction swing from the eccentric swing of driving wheel to make the abrasive band through the polishing station adjust in the width direction, the effective usable floor area of abrasive band is wider.
Description
Technical Field
The utility model relates to the field of workpiece surface processing, in particular to a polishing mechanism.
Background
The workpiece surface treatment refers to grinding treatment of the surface of a workpiece blank to achieve the purpose of polishing. In the traditional scheme, the polishing of workpieces such as lock bodies is mainly mechanical polishing, namely, a polishing wheel which runs at a high speed is in contact with the surface of a lock workpiece to generate friction under the action of certain pressure on a certain mechanical device in a corresponding contact mode, and the allowance of the machined surface of the lock is gradually ground or polished to be smooth. However, the equipment for polishing by using the polishing wheel needs to be provided with a plurality of polishing mechanisms, and a turnover mechanism needs to be arranged between two adjacent polishing mechanisms to turn over the lock, such polishing equipment is mostly a polishing production line, and a single lock needs to be sequentially processed face by face, so that the equipment is large in whole, long in production line and not suitable for polishing small batches of locks; specifically, reference may be made to an automatic polishing machine described in the chinese patent publication with publication number "CN 104816230B".
On the basis, the prior art such as the chinese patent publication with publication number "CN 105397599B" describes a workpiece polishing machine, which includes a frame, a feeding mechanism and a polishing mechanism fixed on the frame, a sliding pair movably disposed on the frame, and a workpiece clamping mechanism fixed on the sliding pair; the feeding mechanism is characterized in that a feeding station corresponds to a discharge port of the feeding mechanism, a polishing station is arranged on the polishing mechanism, a moving pair drives the workpiece clamping mechanism to move between the feeding station and the polishing station, a tool clamp in the workpiece clamping mechanism rotates on the polishing station, and a workpiece in the tool clamp is matched with the polishing mechanism for polishing. The workpiece polishing machine is simple in structure, and can polish multiple surfaces of a single lock in one polishing station by rotating the workpiece.
The description of the proposal states that the deflection angle of the tension wheel is limited by the tension spring so as to adjust the abrasive belt to prevent the abrasive belt from deviating; and because the tension wheel can longitudinally slide and tension, the tension wheel can be longitudinally adjusted along with the tension of the abrasive belt close to the calibration shaft during working, so that the circumferential deflection force of the tension wheel is reduced, and the abrasive belt is not easy to deviate.
However, the above scheme has the following technical problems: the abrasive belt rotates circularly under the positioning of the belt wheel, the width of the abrasive belt corresponding to the workpiece is only a small part of the width of the abrasive belt, after the abrasive belt is used for a long time, the part of the abrasive belt corresponding to the workpiece is seriously abraded, and the rest part of the abrasive belt is not used basically, so that the whole use efficiency of the abrasive belt is not high.
Disclosure of Invention
In order to solve the above problems, an object of the present invention is to provide a polishing mechanism, which further includes an eccentric driving assembly, wherein the eccentric driving assembly can drive the eccentric bracket and the driven wheel connected thereto to eccentrically swing along the diameter of the abrasive belt in the length direction. So in the abrasive band circulation operation in-process, can drive the abrasive band at the width direction swing from the eccentric swing of driving wheel to make the abrasive band through the polishing station adjust in the width direction, the effective usable floor area of abrasive band is wider.
In order to achieve the purpose, the utility model adopts the following technical scheme:
a polishing mechanism comprises a driving wheel, at least one group of abrasive belts and a polishing motor, wherein the abrasive belts are positioned and installed on a rack by driven wheels; the method is characterized in that: the polishing mechanism further comprises an eccentric driving assembly, wherein a group of driven wheels is mounted on the eccentric support, and the output end of the eccentric driving assembly is connected with the eccentric support, so that the eccentric support and the driven wheels on the eccentric support can eccentrically swing along the diameter of the abrasive belt in the length direction.
The utility model adopts the technical scheme, and relates to a polishing mechanism, wherein an abrasive belt in the polishing mechanism is positioned and installed on a rack through a driving wheel and at least one group of driven wheels, and a polishing motor drives the driving wheel to rotate so as to drive the abrasive belt to circularly operate and polish workpieces. On the basis, the polishing mechanism further comprises an eccentric driving assembly, and the eccentric driving assembly can drive the eccentric support and a driven wheel connected with the eccentric support to eccentrically swing along the diameter of the abrasive belt in the length direction. So in the abrasive band circulation operation in-process, can drive the abrasive band at the width direction swing from the eccentric swing of driving wheel to make the abrasive band through the polishing station adjust in the width direction, the effective usable floor area of abrasive band is wider.
Preferably, the driving wheel and the driven wheel are arranged longitudinally, and the eccentric support and the driven wheel on the eccentric support eccentrically swing along the longitudinal direction.
Preferably, the eccentric bracket comprises a U-shaped frame at the upper part and a rotating shaft below the U-shaped frame; the frame is provided with a shaft sleeve, a rotating shaft of the eccentric support is positioned in the shaft sleeve, and two shaft ends of the driven wheel are positioned on the U-shaped frame. In the technical scheme, two shaft ends of a driven wheel are positioned on a U-shaped frame of an eccentric support, a rotating shaft at the lower end of the eccentric support is rotatably arranged in a shaft sleeve, and when the eccentric driving assembly drives, the eccentric support deflects by a small angle by taking the rotating shaft at the lower end of the eccentric support as a center.
Preferably, a rotating shaft of the eccentric support penetrates through the shaft sleeve and penetrates out of the bottom of the shaft sleeve, and a supporting spring is sleeved on the rotating shaft between the shaft sleeve and the U-shaped frame; the lower end part of the rotating shaft is provided with a baffle, and the outer side of the shaft sleeve is provided with a pressing component which can act on the baffle and drive the eccentric support to move downwards. The abrasive belt is installed on the rack through the driving wheel and at least one group of driven wheels in a positioning mode, the eccentric support in the scheme is supported through the supporting spring, and the eccentric support can be pressed downwards when the pressing part is operated, so that the distance between the driving wheel and the driven wheels is reduced, and the abrasive belt is used for being disassembled, assembled and replaced.
Preferably, the pressing part is an eccentric pressing wheel hinged on the outer wall of the shaft sleeve, and a pressing rod connected to the eccentric pressing wheel.
Preferably, the eccentric driving assembly comprises an eccentric driving motor, a rotary disc connected to an output shaft of the eccentric driving motor, and a link rod with two ends respectively connected with the rotary disc and the eccentric bracket.
Drawings
Fig. 1 is a schematic view of a padlock body to be polished used in the present embodiment.
Fig. 2 is an enlarged view of a portion a of fig. 1.
Figure 3 is a schematic view of the padlock body of figure 1 after finishing.
Fig. 4 is a schematic side view of the surface treatment apparatus according to the present disclosure.
Fig. 5 is a schematic top view of the surface treatment apparatus according to the present disclosure.
Fig. 6 is a schematic view of the structure of the clip shaft.
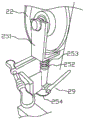
Fig. 7 is a schematic structural view of the polishing mechanism.
Fig. 8 is a structural sectional view of the spacer mechanism.
Fig. 9 is a perspective view of the spacer mechanism.
Fig. 10 is a schematic view of the feeding mechanism.
Fig. 11 is a schematic view of a blanking mechanism.
Detailed Description
Reference will now be made in detail to embodiments of the present invention, examples of which are illustrated in the accompanying drawings, wherein like or similar reference numerals refer to the same or similar elements or elements having the same or similar function throughout. The embodiments described below with reference to the drawings are illustrative and intended to be illustrative of the utility model and are not to be construed as limiting the utility model.
In the description of the present invention, it is to be understood that the terms "center", "longitudinal", "lateral", "length", "width", "thickness", "upper", "lower", "front", "rear", "left", "right", "vertical", "horizontal", "top", "bottom", "inner", "clockwise", "counterclockwise", and the like, indicate orientations and positional relationships based on those shown in the drawings, and are used only for convenience of description and simplicity of description, and do not indicate or imply that the device or element being referred to must have a particular orientation, be constructed and operated in a particular orientation, and thus, are not to be considered as limiting the present invention.
Furthermore, the terms "first", "second" and "first" are used for descriptive purposes only and are not to be construed as indicating or implying relative importance or implicitly indicating the number of technical features indicated. Thus, a feature defined as "first" or "second" may explicitly or implicitly include one or more of that feature. In the description of the present invention, unless otherwise specified, "a plurality" means two or more unless explicitly defined otherwise.
In the present invention, unless otherwise expressly specified or limited, the terms "mounted," "connected," "secured," and the like are to be construed broadly and can, for example, be fixedly connected, detachably connected, or integrally connected; can be mechanically or electrically connected; they may be connected directly or indirectly through intervening media, or they may be interconnected between two elements. The specific meanings of the above terms in the present invention can be understood by those skilled in the art according to specific situations.
In the present invention, unless otherwise expressly stated or limited, "above" or "below" a first feature means that the first and second features are in direct contact, or that the first and second features are not in direct contact but are in contact with each other via another feature therebetween. Also, the first feature being "on," "above" and "over" the second feature includes the first feature being directly on and obliquely above the second feature, or merely indicating that the first feature is at a higher level than the second feature. A first feature being "under," "below," and "beneath" a second feature includes the first feature being directly under and obliquely below the second feature, or simply meaning that the first feature is at a lesser elevation than the second feature.
As shown in fig. 4 to 11, the present embodiment relates to a workpiece surface treatment apparatus, and more particularly, to a workpiece polishing apparatus; the workpiece processed in the scheme mainly refers to a padlock body, and can be processed like a rectangular body and a round-corner rectangular workpiece of the padlock body; the padlock body as shown in fig. 1 and 2 is mainly adopted in the embodiment; figure 3 is a view of the padlock body of figure 1 after treatment with the workpiece polishing device.
Specifically, the workpiece polishing device comprises a frame 1, a polishing mechanism 2, a feeding mechanism 3, a discharging mechanism and a clamping and rotating mechanism 5, wherein the polishing mechanism 2, the feeding mechanism 3 and the discharging mechanism are mounted on the frame 1, and the clamping and rotating mechanism is used for clamping and positioning a workpiece and driving the workpiece to rotate. As shown in fig. 10, the feeding mechanism 3 includes a feeding rail 31, a receiving plate 33 received at an end of the feeding rail, and a feeding cylinder 32 having an output end connected to the receiving plate 33. The tail end of the feeding rail 31 is provided with a blocking plate 34 which is longitudinally arranged, and the material receiving plate 33 transversely moves below the blocking plate 34, and the distance between the material receiving plate and the blocking plate is larger than the thickness of one workpiece and smaller than the thickness of two workpieces. The feeding track 31 is obliquely arranged, and the upstream of the feeding track can receive the material selecting track, so that the lock bodies in the feeding track 31 keep the lock beam holes facing to the same side; the material loading cylinder 32 drives the material receiving plate 33 to move and transfer the received workpiece to the clamping station of the clamping and rotating mechanism 5. The structure adopts the material receiving plate 33 to pre-feed, shortens the distance of the transverse movement required by the clamping and rotating mechanism 5, and improves the processing efficiency. In addition, the length of the receiving plate 33 is greater than the distance between the end of the feeding rail 31 and the clamping position of the clamping and rotating mechanism 5, so that when the receiving plate 33 moves to the clamping position of the clamping and rotating mechanism 5, the end of the feeding rail 31 is still supported by the tail of the receiving plate 33, and the workpiece cannot fall off.
The polishing mechanism 2 comprises a sanding belt 23 which is positioned and installed on the frame 1 through a driving wheel 21 and at least one group of driven wheels 22, a polishing motor 24 which drives the driving wheel 21 to rotate, and an eccentric driving component which drives the driven wheels 22 to eccentrically swing along the longitudinal direction. The driving wheel 21 and the driven wheel 22 are longitudinally arranged, the driving wheel 21 is positioned and installed at the bottom of the rack 1, the output end of the polishing motor 24 is connected with the driving wheel 21 through a reduction gearbox, and the polishing motor 24 drives the driving wheel 21 to rotate and drives the abrasive belt 23 to circularly move; one set of driven wheels 22 is mounted on an eccentric support 25, the output of the eccentric drive assembly being connected to the eccentric support 25. The eccentric driving assembly can drive the eccentric bracket 25 and the driven wheel 22 connected with the eccentric bracket to eccentrically swing along the diameter of the abrasive belt 23 in the length direction. Therefore, in the circulating operation process of the abrasive belt 23, the eccentric swing of the driven wheel 22 can drive the abrasive belt 23 to swing in the width direction, so that the abrasive belt 23 passing through the polishing station is adjusted in the width direction, and the effective use area of the abrasive belt 23 is wider.
In the embodiment shown in fig. 4 and 7, the eccentric driving assembly includes an eccentric driving motor 26, a rotating plate 27 connected to an output shaft of the eccentric driving motor 26, and a link 28 having both ends connected to the rotating plate 27 and the eccentric bracket 25, respectively. When the output shaft of the eccentric driving motor 26 rotates, the rotating disc 27 is driven to rotate, one end of the link rod 28 rotates along with the disc surface of the rotating disc 27, and the eccentric bracket 25 connected with the other end of the link rod 28 is synchronously driven to eccentrically swing.
In a further preferred embodiment, the eccentric bracket 25 includes a U-shaped frame 251 at an upper portion, and a rotating shaft 252 under the U-shaped frame 251. The machine frame 1 is provided with a shaft sleeve 11, a rotating shaft 252 of the eccentric bracket 25 is positioned in the shaft sleeve 11, and two shaft ends of the driven wheel 22 are positioned on a U-shaped frame 251. In this embodiment, two axial ends of the driven wheel 22 are positioned on the U-shaped frame 251 of the eccentric bracket 25, the rotating shaft 252 at the lower end of the eccentric bracket 25 is rotatably disposed inside the shaft sleeve 11, and when the eccentric driving assembly is driven, the eccentric bracket 25 is deflected by a small angle with the rotating shaft 252 at the lower end as a center.
In addition, the rotating shaft 252 of the eccentric bracket 25 passes through the shaft sleeve 11 and penetrates out of the bottom of the shaft sleeve, a supporting spring 253 is sleeved on the rotating shaft 252 between the shaft sleeve 11 and the U-shaped frame 251, the abrasive belt 23 is tensioned based on the elastic force of the supporting spring 253, and the abrasive belt can be rotated based on the pressing component 29. Specifically, a stopper 254 is provided at a lower end portion of the rotating shaft 252, and a pressing member 29 which can drive the eccentric bracket 25 downward by acting on the stopper 254 is provided outside the sleeve 11. In the above-mentioned solution, the abrasive belt 23 is positioned and mounted on the frame 1 through the driving wheel 21 and at least one set of driven wheels 22, the eccentric bracket 25 in this solution is supported by the supporting spring 253, and the eccentric bracket 25 can be pressed down when the pressing part 29 is operated, so that the distance between the driving wheel 21 and the driven wheels 22 is reduced, and the abrasive belt 23 is used for dismounting and replacing. In the scheme shown in the figure, the pressing part 29 is an eccentric pressing wheel 291 hinged on the outer wall of the shaft sleeve 11, and a pressing rod 292 connected to the eccentric pressing wheel 291; when the abrasive belt 23 needs to be removed and replaced, only the pressing rod 292 needs to be pressed.
As shown in fig. 4 and 5, a transverse moving pair 12 is provided on the frame 1, and the clamping and rotating mechanism 5 is mounted on the transverse moving pair 12, wherein the transverse moving pair 12 is used for driving the clamping and rotating mechanism 5 and the workpiece thereon to move transversely along the frame 1, so that the workpiece is close to or far from the abrasive belt 23. In the scheme, a numerical control drive transverse moving pair 12 is adopted, and the transverse moving pair 12 sets a running path based on the outer contour of the workpiece to be processed set by the equipment, so that the workpiece can be tightly pressed and attached to an abrasive belt 23 and is in rolling fit with the abrasive belt 23 for polishing. Therefore, the transverse moving pair 12 in the present scheme adopts a structure that a numerical control motor drives a transverse moving plate through a lead screw, and since the structure is a conventional structure in the mechanical field, a description thereof will not be repeated. When the equipment is processed, the clamping and rotating mechanism 5 is used for receiving a workpiece at the tail end of the feeding mechanism 3 and then transversely moving along the frame 1 to enable the workpiece to be close to the abrasive belt 23 in the polishing mechanism 2. The polishing motor 24 drives the abrasive belt 23 to move circularly, and meanwhile, the clamping and rotating mechanism 5 drives the workpiece to rotate, so that the whole side wall of the workpiece can be polished by matching with the abrasive belt 23, the tool does not need to be turned over, the equipment structure is simplified, and the production cost is reduced.
The scheme considers that the scheme in the background technology leads the surface of the workpiece to have obvious ending sections when the scheme is away from the polishing position at the moment of finishing the polishing process. Therefore, in the end polishing process in the scheme, the transverse moving pair 12 drives the workpiece to gradually move away from the abrasive belt 23; the gradual-change-type far-away means that in a section of initial path where the transverse moving pair 12 drives the workpiece to be far away, the clamping rotating mechanism 5 drives the workpiece to rotate, so that the workpiece in the path is still in contact with the abrasive belt 23. Therefore, the abrasive belt 23 gradually finishes polishing the surface of the workpiece, the surface of the workpiece has no obvious finishing section, and the surface is smoother.
As shown in fig. 5, the clamping and rotating mechanism 5 includes a tool clamp, a driving motor 52 for driving the tool clamp to rotate, and a clamping cylinder 53 for driving the tool clamp to clamp or unclamp the workpiece. The tooling clamp comprises two clamping shafts 51 which are oppositely arranged, a clamping cylinder 53 at least drives one of the clamping shafts 51 to move along the axial direction of the clamping shaft, so that the end parts of the two clamping shafts 51 are close to or far away from each other, and a driving motor 52 drives the two groups of clamping shafts 51 to synchronously rotate. In a specific embodiment, there is and only one clamping shaft 51 capable of axial movement, the cylinder end of the clamping cylinder 53 is connected to the clamping shaft 51, and the clamping cylinder 53 drives the clamping shaft 51 to move axially to approach or separate from the end of the other clamping shaft 51. The clamping shaft 51 is sleeved with a clamping shaft sleeve 54, the clamping shaft sleeve 54 and the clamping shaft 51 are in circumferential linkage and are axially and movably arranged, and the output end of the driving motor 52 is in transmission connection with the clamping shaft sleeve 54. The cylinder shaft of the clamping cylinder 53 is axially fixed with the clamping shaft, and the circumferential direction is not fixed. Two groups of driving belt pulleys 55 are arranged on the transverse moving pair 12, and the two groups of driving belt pulleys 55 are connected and synchronized with clamping shaft sleeves 54 on the two clamping shafts 51 through a belt 56; the two sets of driving pulleys 55 are connected by a coupling and are connected to the output shaft of the driving motor 52. The specific structure of the driving motor 52 and the clamping cylinder 53 for driving the tool holder can be referred to as the scheme described in the chinese patent publication with publication number "CN 105397599B".
The difference from the prior art is that an elastic part 57 and two positioning columns 58 are arranged on the end face of one clamping shaft 51, and the two positioning columns 58 can extend into two lock beam holes of the lock body; the outer end of the positioning column 58 is conical; the tapered outer end portion can guide the clamping position so that the locating post 58 can extend into the shackle hole of the lock body. The output end of the elastic member 57 can protrude from the end surface of the clamping shaft 51 or be retracted into the clamping shaft 51. The elastic component 57 includes a shaft rod movably inserted into the end of the clamping shaft 51, and a spring disposed inside the clamping shaft 51; the shaft is between two locating posts 58.
In the clamping and rotating mechanism 5, the clamping cylinder 53 drives the clamping shafts 51 to move along the axial direction thereof, so that the ends of the two clamping shafts 51 are close to or far away from each other, thereby controlling the clamping or loosening of the tool clamp. After the work is clamped by the work fixture, the driving motor 52 drives the work fixture and the work thereon to rotate, so that the surface treatment can be performed on the work. Specifically, frock clamp includes that subtend sets up and can be close to each other or two clamp dress axles 51 of keeping away from, can be used for the centre gripping lock body when two clamp dress axles 51 are close to, then can loosen the lock body when two clamp dress axles 51 are kept away from. On the basis, an elastic part 57 and two positioning columns 58 are arranged on the end face of one clamping shaft 51, when the two clamping shafts 51 are close to each other, the two positioning columns 58 extend into two lock beam holes of the lock body so as to accurately clamp and position the lock body, and the output end of the elastic part 57 is pressed into the clamping shaft 51 by the lock body in the state. When the two clamping shafts 51 are far away, the output end of the elastic component 57 ejects the lock body from the end part of the clamping shaft 51 based on the elasticity of the elastic component 57, and the blanking is completed.
The workpiece clamped by the clamping and rotating mechanism 5 of the polishing equipment moves between the tail end of the feeding rail 31 and the polishing station under the driving of the transverse moving pair 12; in one embodiment, a blanking track 4 is arranged on the frame 1 below the clamping and rotating mechanism 5, and when finishing polishing, the output end of the elastic component 57 ejects the lock body from the end part of the clamping shaft 51 and then falls into the blanking track 4. Considering that the lock body may be damaged by falling and collision, in another embodiment, a set of blanking manipulators may be further provided to clamp the workpiece before the clamping and rotating mechanism 5 releases the workpiece, and to remove the workpiece after the clamping and rotating mechanism 5 completely releases the workpiece, so as to complete blanking. In a more preferable scheme shown in fig. 11, a tapered channel 40 with a large inlet and a small outlet is arranged in the blanking track 4, on one hand, the inlet end of the tapered channel is in close contact with the workpiece, and the problem that the workpiece is dropped, lifted and damaged is avoided; on the other hand, the conical channel is used for standardizing the orientation of the workpieces in the blanking track, so that subsequent workpiece arrangement is facilitated. Furthermore, the side wall of the blanking rail 4 is divided into two side wall parts 41 which can move relatively, and the workpieces with different sizes can be adapted through the distance between the side wall parts.
As shown in fig. 4, 8 and 9, a longitudinal moving pair 13 is provided on the frame 1, and a cushion mechanism 6 is provided on the longitudinal moving pair 13. The longitudinal moving pair 13 is the same as the transverse moving pair 12, and adopts a structure that a numerical control motor drives a transverse moving plate through a screw rod, and the gasket mechanism 6 is driven to longitudinally move relative to the rack 1 based on the longitudinal moving pair 13. The lining means 6 acts on the sanding belt 23 and presses the sanding belt 23 against the workpiece in line contact. According to the scheme, the gasket mechanism 6 is arranged on the rack 1 in the moving direction of the clamping and rotating mechanism 5, the gasket mechanism 6 is arranged on the longitudinal moving pair 13, the longitudinal moving pair 13 can drive the gasket mechanism 6 to move longitudinally, and meanwhile, the gasket mechanism 6 acts on the abrasive belt 23 and enables the abrasive belt 23 to press the workpiece in a line contact mode. When the polishing machine works, the abrasive belt 23 polishes a slender area of the surface of a workpiece in real time, and meanwhile, the linear contact position can move longitudinally by matching with the longitudinal moving pair 13, so that the whole outer surface of the workpiece can be polished locally and finely.
In a specific embodiment, the lining mechanism 6 comprises a fixed seat 61, a lower moving seat 62 and an upper moving seat 64 connected with the fixed seat 61, a positioning roller 63 positioned on the upper moving seat 64, a swinging seat 65 hinged above the lower moving seat 62, and a swinging roller 66 rotatably positioned on the swinging seat 65 at two axial ends, wherein the swinging roller (66) can swing along a central shaft 650 of the swinging seat 65.
The positioning roller 63 is elastically pressed against the inner side surface of the abrasive belt 23 and is in rolling contact with the abrasive belt 23. Swing roller 66 is elastically pressed against the inner side surface of sanding belt 23 and is in rolling contact with sanding belt 23, and swing roller 66 can swing along the axial middle part thereof. In this embodiment, the lining mechanism 6 includes a positioning roller 63 and a swinging roller 66 disposed one above the other, and the lining mechanism 6 is provided on the longitudinal moving pair 13 so as to be longitudinally movable with respect to the frame 1. In use, the pressing against the workpiece may be switched between the positioning roller 63 and the oscillating roller 66 for polishing, as the case may be. Thus, in the case of a lock body as shown in fig. 3 of the background art, the positioning roller 63 may be first pressed against the workpiece for polishing, and the pressing force provided by the positioning roller 63 is enough to enable the abrasive belt 23 to polish off part of the edge of the blank cap 201. And then the polishing is carried out by adjusting the swinging roller 66 to press the workpiece, and the swinging roller 66 can ensure that the abrasive belt 23 is completely attached to the end face of the lock body for polishing.
In a specific embodiment, a first spring 67 is disposed between the lower moving seat 62 and the fixed seat 61. Based on the elastic force of first spring 67, oscillating roller 66 is elastically pressed against the inner side of abrasive belt 23. The space between the lower moving seat 62 and the fixed seat 61 is expanded based on the elastic force of the first spring 67, and the swing roller 66 is elastically pressed against the inner side surface of the abrasive belt 23, so that the abrasive belt 23 can be attached to a workpiece. When the swing roller 66 is pressed when the workpiece is polished, the lower movable base 62 is driven to move toward the fixed base 61, and the first spring 67 is compressed. As shown in the figure, the lower moving seat 62 is provided with a cylindrical optical axis 601, and the fixed seat 61 is provided with a square through hole 602. The cylindrical optical axis 601 penetrates through the square through hole 602, and the outer wall of the cylindrical optical axis 601 is tangent to the square through hole 602. The lower moving seat 62 in this solution is inserted into the square through hole 602 based on the cylindrical optical axis 601 and can move relative to the fixed seat 61. Meanwhile, since the surface treatment equipment described in the above scheme is mainly used for polishing a workpiece, a large amount of metal chips are generated during polishing. In order to avoid the influence of metal chips on the movement of the movable seat 62, the outer wall of the cylindrical optical axis 601 is tangent to the square through hole 602, so that the radial positioning and the axial movement can be ensured. And the contact points between the outer wall of the cylindrical optical axis 601 and the inner wall of the square through hole 602 are reduced, metal scraps can be contained at four end corners of the square through hole 602, and the matching between the outer wall of the cylindrical optical axis 601 and the inner wall of the square through hole 602 is not influenced.
In addition, the swing roller 66 is rotatably positioned on the swing seat 65, the middle part of the swing seat 65 is hinged above the lower moving seat 62, and when the polishing surface of the workpiece is uneven, the swing seat 65 and the swing roller 66 thereon rotate by a certain angle along the hinged end to be attached adaptively, so that the operation is very flexible and large force is not required to press the workpiece.
Further, in the above solution, it is described that the polishing apparatus can switch between the positioning roller 63 and the swinging roller 66 to press and polish the workpiece according to the situation, and although the longitudinal movement of the lining mechanism 6 is specifically achieved by the longitudinal movement pair 13, it is difficult to ensure that the abrasive belt 23 is tightened at the polishing position by abutting on the positioning roller 63 and the swinging roller 66. Therefore, the positioning roller 63 used in this embodiment can be advanced or retracted relative to the swing roller 66. When the positioning roller 63 is required to press against a workpiece for polishing, the positioning roller 63 extends forward to the front of the swing roller 66. When the swinging roller 66 is required to press the workpiece for polishing, the positioning roller 63 retreats to the rear of the swinging roller 66. In the specific scheme, the upper end of the fixed seat 61 is provided with a square through hole 602, the upper moving seat 64 is provided with an optical axis penetrating through the square through hole 602, and the outer wall of the cylindrical optical axis 601 is tangent to the square through hole 602. In this scheme, go up movable seat 64 and wear to establish can relative fixing base 61 removal in square through hole 602 based on cylindrical optical axis 601, adopt the tangent scheme of cylindrical optical axis 601 outer wall and square through hole 602, its specific effect has specifically been explained in the above. The positioning roller 63 is rotatably mounted on the upper moving seat 64, the fixed seat 61 is provided with an adjusting cylinder 68 and a second spring 69, the adjusting cylinder 68 and the second spring 69 are respectively connected with two sides of the moving seat, and based on the adjusting cylinder 68 and the second spring 69, the positioning roller 63 can extend forwards or retreat relative to the swinging roller 66; based on the elastic force of the second spring 69, the positioning roller 63 is elastically pressed against the inner side surface of the abrasive belt 23.
Furthermore, the lining mechanism 6 in this case has the following three advantages over the belt liner mentioned in the background:
1. the positioning roller 63 and the oscillating roller 66 are in rolling contact with the sanding belt 23, and compared with a sanding belt lining plate adopted in the background art, the positioning roller 63 and the oscillating roller 66 can guide the sanding belt 23, so that the sanding belt can smoothly circulate, and the running resistance of the sanding belt is reduced.
2. When polishing an existing workpiece, the positioning roller 63 and the swinging roller 66 can ensure that the abrasive belt 23 is in line contact with the outer wall of the workpiece, i.e. the polishing position of the workpiece is necessarily tangent to the swinging roller 66. In this way, oscillating roller 66 concentrates belt 23 in polishing a small area of the workpiece whenever possible, which is more effective in polishing than the full-face contact polishing solution.
3. Oscillating roller 66 is able to oscillate about its axial middle in comparison to the belt liners used in the prior art. This solution simplifies the structure, but still enables the oscillating roller 66 to be adapted to the case of irregular workpiece machining, or of normal rectangular workpieces with errors in the end face machining. In contrast, the swing roller 66 swings based on the axial middle part thereof, and the lever-like manner can ensure that the abrasive belt 23 is attached to the polishing surface of the workpiece without adjusting the inclination thereof by means of a spring, so that the sensitivity is higher.
The specific execution steps of the workpiece polishing equipment are as follows:
step 1, the lock body is sent into a feeding rail 31.
And 2, the lock body is pushed to a feeding station by the feeding cylinder 32, and the clamping and rotating mechanism 5 clamps the lock body.
And 3, driving the clamping and rotating mechanism 5 and the lock body clamped on the clamping and rotating mechanism to be close to the abrasive belt 23 by the transverse moving pair 12, and pressing the lock body against the abrasive belt 23.
Step 4, the longitudinal moving pair 13 moves to ensure that the positioning roller 63 pushes the abrasive belt 23 against the lock body, and the abrasive belt 23 runs at a high speed; the clamping rotating mechanism 5 and the transverse moving pair 12 move simultaneously, only the arc surface of the lock body is attached to the abrasive belt 23 for polishing, and the blank cap on the lock body is polished off beyond the edge.
Step 5, the longitudinal moving pair 13 moves to ensure that the swinging roller 66 pushes the abrasive belt 23 against the lock body, and the abrasive belt 23 runs at a high speed; the clamping and rotating mechanism 5 and the transverse moving pair 12 move simultaneously, so that the outer contour of the lock body can be attached to an abrasive belt 23 for grinding at least one circle for polishing.
And 6, driving the clamping and rotating mechanism 5 and the lock body clamped on the clamping and rotating mechanism to gradually move away from the abrasive belt 23 by the transverse moving pair 12.
And 7, clamping the rotating mechanism 5 to open the lock body, and finishing blanking.
Example 2
The embodiment relates to a polishing assembly line, which comprises an overturning track, workpiece polishing equipment and end face polishing equipment; wherein the workpiece polishing apparatus is the workpiece polishing apparatus as described in example 1; the turning track can refer to a feeding mechanism described in Chinese patent application with the publication number of CN104786121B, the feeding track is divided into a plurality of stages of tracks connected end to end, and the lock body can be turned by switching between the two adjacent stages of tracks; the end face polishing equipment can adopt a grinding and polishing mechanism disclosed in the Chinese invention patent text with the publication number of CN104786121B, and the scheme adopts two groups of grinding and polishing mechanisms to respectively polish two end faces; or the end face polishing equipment adopts two groups of polishing wheels or two groups of polishing abrasive belts 23 which are arranged oppositely and horizontally. When the polishing assembly line runs, the whole circle of side wall of the lock body is polished by the workpiece polishing equipment recorded in the embodiment 1, then the lock body is sent back to the overturning rail and overturned by the conveying of the overturning rail, and two end faces are polished by the end face polishing equipment, so that the polishing of the whole outer wall of the lock body is completed.
In the description herein, references to the description of the term "one embodiment," "some embodiments," "an example," "a specific example," or "some examples," etc., mean that a particular feature, structure, material, or characteristic described in connection with the embodiment or example is included in at least one embodiment or example of the utility model. In this specification, the schematic representations of the terms used above do not necessarily refer to the same embodiment or example. Furthermore, the particular features, structures, materials, or characteristics described may be combined in any suitable manner in any one or more embodiments or examples.
Although embodiments of the present invention have been shown and described above, it is understood that the above embodiments are exemplary and should not be construed as limiting the present invention, and that variations, modifications, substitutions and alterations can be made in the above embodiments by those of ordinary skill in the art without departing from the principle and spirit of the present invention.
Claims (6)
1. A polishing mechanism comprises a driving wheel (21), at least one group of driven wheels (22), an abrasive belt (23) and a polishing motor (24), wherein the abrasive belt (23) is positioned and installed on a frame (1), and the polishing motor (24) drives the driving wheel (21) to rotate; the method is characterized in that: the polishing mechanism also comprises an eccentric driving assembly, wherein a group of driven wheels (22) is arranged on an eccentric bracket (25), and the output end of the eccentric driving assembly is connected with the eccentric bracket (25); the eccentric bracket (25) and the driven wheel (22) on the eccentric bracket are eccentrically swung along the diameter of the abrasive belt (23) in the length direction.
2. A polishing mechanism according to claim 1, wherein: the driving wheel (21) and the driven wheel (22) are longitudinally arranged, and the eccentric support (25) and the driven wheel (22) on the eccentric support eccentrically swing along the longitudinal direction.
3. A polishing mechanism according to claim 1 or 2, wherein: the eccentric bracket (25) comprises a U-shaped frame (251) at the upper part and a rotating shaft (252) below the U-shaped frame (251); a shaft sleeve (11) is arranged on the machine frame (1), a rotating shaft (252) of the eccentric support (25) is positioned in the shaft sleeve (11), and two shaft ends of the driven wheel (22) are positioned on the U-shaped frame (251).
4. A polishing mechanism according to claim 3, wherein: a rotating shaft (252) of the eccentric bracket (25) penetrates through the shaft sleeve (11) and penetrates out of the bottom of the shaft sleeve, and a supporting spring (253) is sleeved on the rotating shaft (252) between the shaft sleeve (11) and the U-shaped frame (251); the lower end part of the rotating shaft (252) is provided with a baffle plate (254), the outer side of the shaft sleeve (11) is provided with a pressing part (29) which can act on the baffle plate (254) and drive the eccentric support (25) to move downwards, the abrasive belt (23) is tensioned based on the elastic force of the supporting spring (253), and the abrasive belt can be rotated based on the pressing part (29).
5. The polishing mechanism of claim 4, wherein: the pressing part (29) is an eccentric pressing wheel (291) hinged on the outer wall of the shaft sleeve (11) and a pressing rod (292) connected to the eccentric pressing wheel (291).
6. A polishing mechanism according to claim 2, wherein: the eccentric driving assembly comprises an eccentric driving motor (26), a rotary disc (27) connected to an output shaft of the eccentric driving motor (26), and a connecting rod (28) with two ends respectively connected with the rotary disc (27) and the eccentric bracket (25).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121381052.XU CN215433021U (en) | 2021-06-21 | 2021-06-21 | Polishing mechanism |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121381052.XU CN215433021U (en) | 2021-06-21 | 2021-06-21 | Polishing mechanism |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215433021U true CN215433021U (en) | 2022-01-07 |
Family
ID=79712285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121381052.XU Active CN215433021U (en) | 2021-06-21 | 2021-06-21 | Polishing mechanism |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215433021U (en) |
-
2021
- 2021-06-21 CN CN202121381052.XU patent/CN215433021U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111496585A (en) | Automatic bar grinding machine | |
| KR100745017B1 (en) | Auto-grinder and controlloing method thereof | |
| TWM444904U (en) | Edge processing device for hard brittle board | |
| US2807916A (en) | Simultaneous external and internal centerless grinding machine | |
| CN113059440A (en) | Cutter grinding machine | |
| US5551908A (en) | Centerless grinder and wheel truing device therefor | |
| CN113319724B (en) | Bottle shoulder special plane of polishing | |
| CN217143442U (en) | Workpiece polishing equipment | |
| CN113510579B (en) | Workpiece polishing equipment | |
| CN215433021U (en) | Polishing mechanism | |
| CN215433022U (en) | Surface treatment equipment | |
| CN210307048U (en) | Hollow steel roll grinder | |
| CN117047410A (en) | Ball pin processing technology | |
| CN115463714B (en) | Full-automatic coarse and fine grinding equipment for grinding bar stock | |
| CN113510580A (en) | Workpiece polishing equipment | |
| JP2020175486A (en) | Grinding device | |
| CN1810446B (en) | Method and device for grinding | |
| CN216830171U (en) | Bearing roller superfinishing machine | |
| CN111872760B (en) | Automatic go up bearing inner race grinding device of unloading | |
| CN113787434B (en) | From dust absorption formula numerical control burnishing and polishing device | |
| US3800476A (en) | Rotary work carrier arrangement for a double disc grinder | |
| CN114850995A (en) | Double-ended grinding machine | |
| CN110227970B (en) | Micro-knife grinding machine | |
| JP6780402B2 (en) | Grinding machine | |
| JPH05309561A (en) | Work carrier device of duplex head grinder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |