CN213864422U - Full-automatic unpacking, packing and stacking all-in-one machine - Google Patents
Full-automatic unpacking, packing and stacking all-in-one machine Download PDFInfo
- Publication number
- CN213864422U CN213864422U CN202022476248.9U CN202022476248U CN213864422U CN 213864422 U CN213864422 U CN 213864422U CN 202022476248 U CN202022476248 U CN 202022476248U CN 213864422 U CN213864422 U CN 213864422U
- Authority
- CN
- China
- Prior art keywords
- carton
- conveying
- stacking
- box
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Landscapes
- Control And Other Processes For Unpacking Of Materials (AREA)
Abstract
The utility model relates to a can arrange about two full-automatic unpacking sealing case pile up neatly all-in-one in pile up neatly space of mutually noninterfere. This kind of full-automatic unpacking, sealing and stacking all-in-one machine is including unpacking case sealer and carton hacking machine, unpacking the case sealer including carton conveyor, its characterized in that: the carton stacker crane comprises a stacking manipulator and a stacking conveying device, and the stacking conveying device is located in front of the stacking manipulator. According to the full-automatic unpacking, packing and stacking integrated machine, the carton can be transversely conveyed and longitudinally conveyed on the carton stacking machine, so that left and right non-interfering stacking spaces can be obtained, and the stacking manipulator can continuously stack the carton in the two stacking spaces.
Description
Technical Field
The utility model relates to a medicine carton packing field, concretely relates to carry out full-automatic unpacking, sealing and stacking all-in-one machine of pile up neatly after packing medicine carton.
Background
The general paper boxes are packed into the paper boxes after being bundled and packed, the bundling of the paper boxes is finished by a paper box bundling machine at present, and then the paper boxes are packed by an unpacking and sealing machine. After the paper boxes are boxed by the unpacking and sealing machine, the paper boxes need to be stacked and then are transported away by a forklift. The existing common stacking mode is that materials are transversely output through a conveying mechanism, and then cartons are stacked through a stacking manipulator, but the cartons can only be stacked at the front end of the conveying mechanism. If two pile up neatly spaces about arranging at conveying mechanism's front end, the pile up neatly manipulator can't transition to the pile up neatly space on the right under the full circumstances of pile up neatly space stack on the left side so, consequently can only wait that the carton in left side pile up neatly space can only continue after being transported away by fork truck, and it is very obvious that this kind of mode is discontinuous, direct influence efficiency, if full-automatic carton packing plant design becomes continuous ejection of compact, so this kind of pile up neatly mode just can't normally match. If two pile up neatly spaces around arranging at conveying mechanism's front end, then fork truck need transport away the carton in front side pile up neatly space from the front side, transport away the carton in rear side pile up neatly space from the rear side, to fork truck, this kind of mode is very inconvenient, need vacate very big space in the rear side moreover for fork truck pass through with the adjustment, for the factory building of inch of earth's worth, this kind of mode is obviously unreasonable.
Disclosure of Invention
In view of the deficiencies in the prior art, the utility model discloses the innovation provides a can arrange about two full-automatic unpacking sealing case pile up neatly all-in-one in the pile up neatly space of mutually noninterference.
This kind of full-automatic unpacking, sealing and stacking all-in-one machine is including unpacking case sealer and carton hacking machine, unpacking the case sealer including carton conveyor, its characterized in that: the carton stacker comprises a stacking manipulator and a stacking conveying device, the stacking conveying device is positioned in front of the stacking manipulator, the stacking and conveying device comprises a feeding transverse conveying mechanism, the feeding end of the feeding transverse conveying mechanism is connected with the discharging end of the carton conveying device, one side of the feeding transverse conveying mechanism is provided with a transitional transverse conveying mechanism, the transitional transverse conveying mechanism is connected with the feeding transverse conveying mechanism in a conveying way, a discharge longitudinal conveying mechanism is arranged on one side of the transition transverse conveying mechanism, the discharge longitudinal conveying mechanism is connected with the transition transverse conveying mechanism in a conveying way, a first stacking space is arranged between one side of the discharging longitudinal conveying mechanism and the feeding transverse conveying mechanism, the other side of the longitudinal discharging conveying mechanism is provided with a second stacking space, and the stacking manipulator can move the carton on the longitudinal discharging conveying mechanism to the first stacking space and the second stacking space.
The transition transverse conveying mechanism and the feeding transverse conveying mechanism are connected through a first conveying belt mechanism in a conveying mode, the first conveying belt mechanism comprises a first conveying belt, the feeding transverse conveying mechanism comprises a plurality of feeding conveying rollers, the transition transverse conveying mechanism comprises a plurality of transition conveying rollers, the first conveying belt extends between the two feeding conveying rollers and extends between the two transition conveying rollers, and the first conveying belt mechanism is in transmission connection with a first lifting power source which drives the first conveying belt mechanism to lift up and down.
The transition transverse conveying mechanism and the discharge longitudinal conveying mechanism are connected through a second conveying belt mechanism in a conveying mode, the second conveying belt mechanism comprises a second conveying belt, the transition transverse conveying mechanism comprises a plurality of transition conveying rollers, the second conveying belt is located between the two transition conveying rollers, and the second conveying belt mechanism is in transmission connection with a second lifting power source for driving the second conveying belt mechanism to ascend and descend.
The carton conveying device comprises a left synchronous conveying unit and a right synchronous conveying unit, an interval for accommodating cartons is formed between the left synchronous conveying unit and the right synchronous conveying unit, a supporting bottom plate is arranged between the left synchronous conveying unit and the right synchronous conveying unit, each synchronous conveying unit comprises an upper conveying belt mechanism and a lower conveying belt mechanism, each conveying belt mechanism comprises a conveying belt, and a plurality of carton pushing blocks are arranged on the conveying belts in an equal division mode along the length direction of the conveying belts.
The carton automatic feeding and conveying device comprises a carton conveying device, the carton conveying device and the carton conveying device are in the same conveying direction, a carton automatic feeding and conveying arranging device is arranged between the carton conveying device and comprises a carton pushing mechanism, an arranging platform and a carton material controlling mechanism, the carton material controlling mechanism comprises a left material controlling plate and a right material controlling plate which are used for clamping cartons, a carton limiting mechanism is arranged above the front end of the carton conveying device and comprises a front baffle and a front baffle power source driving the front baffle to move back and forth, the arranging platform is located on one side of the carton conveying device, and the carton pushing mechanism comprises a material pushing plate and a material pushing plate driving the material pushing plate to push the cartons on the carton conveying device onto the arranging platform.
The unpacking and sealing machine comprises a carton bin, the carton bin comprises a bin frame, a discharging frame capable of moving back and forth is mounted on the bin frame, two opposite supporting plate assemblies are mounted on the discharging frame and comprise a supporting plate and a supporting plate rotating shaft, the supporting plate rotating shaft is rotatably mounted on the discharging frame, the supporting plate is connected to the supporting plate rotating shaft, a connecting piece is connected to the supporting plate rotating shaft and is connected with one end of a tension spring, the other end of the tension spring is connected to the discharging frame, the tension spring orders about the supporting plate to turn to the inner side, a discharging platform is arranged below the discharging frame, and the discharging platform is in transmission connection with a discharging power source for driving the discharging platform to ascend and descend.
Be equipped with carton buffer memory mechanism between blowing frame and the blowing platform, carton buffer memory mechanism all installs the buffer memory board subassembly including two front and back side baffles on two side baffles, buffer memory board subassembly is including buffer memory board, buffer memory board pivot and drive buffer memory board pivot pivoted buffer memory board power supply, the buffer memory board is connected in the buffer memory board pivot, the buffer memory board has the first state between two side baffles about getting into and the second state of coming out between two side baffles about from, and two buffer memory boards set up relatively around.
The unpacking and sealing machine comprises a carton unfolding device, the carton unfolding device comprises a carton lifting mechanism and a side carton supporting mechanism, the side carton supporting mechanism is positioned on one side of the carton lifting mechanism, the carton lifting mechanism comprises a vacuum chuck, a carton lifting arm and a carton lifting power source for driving the carton lifting arm to rotate up and down around a rotating point, the vacuum chuck is arranged on the carton lifting arm, the side carton supporting mechanism comprises a side supporting plate, a stand column and a side carton supporting power source for driving the stand column to rotate left and right around the rotating point, and the side supporting plate is connected to the stand column; the box carrying mechanism and the side box supporting mechanism are arranged on a box conveying sliding seat, the box conveying sliding seat is arranged on the base in a sliding mode, and the box conveying sliding seat is in transmission connection with a box conveying power source driving the box conveying sliding seat to slide.
Carton side cover strutting arrangement is equipped with above the carton conveyor, carton side cover strutting arrangement is including fixing base and the pole subassembly that struts, strut the pole subassembly including strut pole, little connecting rod and gyro wheel, strut the pole and have connecting rod portion and action pole portion, connecting rod portion and action pole portion have the contained angle, the connecting rod portion of strut the pole rotationally installs on the fixing base, the connecting rod portion of strut connects the one end at little connecting rod, the other end at little connecting rod is connected to the gyro wheel, the gyro wheel is located the elongated slot of lifter, the lifter is connected with the side cover that the drive lifter reciprocated struts the power supply transmission, the side cover struts the power supply and installs on the fixing base.
Carton conveyor's one side is equipped with baffle buffer memory feed bin, baffle buffer memory feed bin is including the feed bin frame, install two rows of feed bin fence mechanisms about in the feed bin frame, every row expects that bin fence mechanism is including two feed bin fence subassemblies in the front and back, and every feed bin fence subassembly is including the feed bin fence and install the flitch that drags on the feed bin fence, is equipped with baffle lifting mechanism between two feed bin fence subassemblies around every row expects that bin fence mechanism, baffle lifting mechanism is including hold-in range and two synchronizing wheels, the hold-in range is around on the synchronizing wheel, be equipped with the lifting piece on the hold-in range, the synchronizing wheel is connected with drive synchronizing wheel pivoted lifting power supply transmission.
According to the utility model provides a pair of full-automatic unpacking, sealing and stacking all-in-one machine, the carton can realize the transition of horizontal transport vertical transport on carton hacking machine to can obtain about two pile up neatly spaces of mutually noninterference, pile up neatly manipulator can stack the carton in these two pile up neatly spaces in succession.
Drawings
FIG. 1 is a top view of the unpacking and sealing machine;
FIG. 2 is a perspective view of a carton stacker;
FIG. 3 is a top view of the carton stacker;
FIG. 4 is a top plan view of the palletising conveyor;
FIG. 5 is a process flow diagram of the unpacking and sealing machine;
FIG. 6 is a schematic structural view of the carton conveying device;
FIG. 7 is a front view of a conveyor belt of the carton conveyor;
FIG. 8 is a perspective view of the self-feeding, conveying and aligning device for cartons;
fig. 9 is a perspective view of a carton magazine;
FIG. 10 is a front view of a discharge frame of a carton magazine;
fig. 11 is a front view of a carton buffer mechanism of the carton magazine;
FIG. 12 is a perspective view of the carton opening device;
FIG. 13 is a side view of the carton opener;
fig. 14 is a use view of the carton side cover opening device;
FIG. 15 is an exploded view of the carton side cover opening device;
FIG. 16 is a perspective view of a partition cache cartridge;
FIG. 17 is an internal block diagram of a partition cache bin;
fig. 18 is a schematic structural diagram of a bin fence mechanism of the partition buffer bin.
Detailed Description
As shown in fig. 1 and 2, the full-automatic unpacking, sealing and stacking all-in-one machine comprises an unpacking and sealing machine a and a carton stacker B, wherein as shown in fig. 5, the unpacking and sealing machine a is used for completing the boxing operation of cartons, and then the cartons C enter the carton stacker B for stacking.
As shown in fig. 1, the opening and closing machine a includes a carton conveying device a1, and the carton C is conveyed by a carton conveying device a1 and is filled. As shown in fig. 2, the carton stacker B includes a stacker manipulator B2 and a stacker conveyor B1, the stacker conveyor B1 is located in front of the stacker manipulator B2, the stacker conveyor B1 includes a feeding transverse conveyor B10, and a feeding end of the feeding transverse conveyor B10 is engaged with a discharging end of the carton conveyor a 1. The carton conveying device a1 conveys the boxed cartons C to a feeding transverse conveying mechanism B10 of a carton stacker B. As shown in fig. 3 and 4, a transition transverse conveying mechanism B12 is arranged on one side of the feeding transverse conveying mechanism B10, the transition transverse conveying mechanism B12 is in conveying engagement with the feeding transverse conveying mechanism B10, a discharging longitudinal conveying mechanism B14 is arranged on one side of the transition transverse conveying mechanism B12, the discharging longitudinal conveying mechanism B14 is in conveying engagement with the transition transverse conveying mechanism B12, a first palletizing space B7 is arranged between one side of the discharging longitudinal conveying mechanism B14 and the feeding transverse conveying mechanism B10, and a second palletizing space B8 is arranged on the other side of the discharging longitudinal conveying mechanism B14.
On the stacking conveying device B1, the cartons C are longitudinally conveyed from the transverse conveying to the discharging longitudinal conveying mechanism B14, the discharging longitudinal conveying mechanism B14 has a first stacking space B7 on the left and a second stacking space B8 on the right, so that the stacking manipulator B2 can stack the cartons C on the discharging longitudinal conveying mechanism B14 in the first stacking space B7, and after the first stacking space B7 is full, the stacking manipulator B2 stacks the cartons C on the discharging longitudinal conveying mechanism B14 in the second stacking space B8, and since the first stacking space B7 and the second stacking space B8 are distributed on two sides of the discharging point, the stacking manipulator B2 does not interfere with the transition from one stacking space to the other stacking space, and the stacking manipulator B2 can continuously work. Meanwhile, due to the stacking space layout, the discharging direction of the unpacking and sealing machine A and two stacking spaces of the carton stacker crane B are on the same transverse line, the whole machine is only lengthened in the transverse direction, the whole machine design specification is completely met, and the forklift only needs to operate on the front side of the carton stacker crane without winding behind the back, so that the forklift is greatly convenient to transport.
As described above, the transition cross conveyor B12 is in conveying engagement with the infeed cross conveyor B10, i.e., cartons C on the infeed cross conveyor B10 can be conveyed onto the transition cross conveyor B12. The manner in which cartons are conveyed from the infeed cross conveyor B10 to the transitional cross conveyor B12 is relatively multiple: pushing the cartons from the feeding cross conveyor B10 to the transition cross conveyor B12, such as by a pneumatic cylinder driven pusher; for example, a conveying belt is arranged above the transition transverse conveying mechanism B12, a plurality of push blocks are equally arranged on the conveying belt along the belt length direction, the conveying belt is driven along the longitudinal direction, and the push blocks can push the cartons to the transition transverse conveying mechanism B12 through the transmission of the conveying belt before the cartons come to the push blocks; such as a robot, is provided to move the cartons from the infeed cross conveyor B10 to the transition cross conveyor B12.
However, the above methods are not compact, occupy a large space, and have high cost. Therefore, the utility model also provides a mode of carrying the connection through first conveyer belt mechanism B11, as shown in the figure, first conveyer belt mechanism B11 is including first conveyer belt B110, and feeding transverse conveying mechanism B10 is including a plurality of feeding conveying rollers B100, transition transverse conveying mechanism B12 is including a plurality of transition conveying rollers B120, first conveyer belt B110 just extends to between two transition conveying rollers B120 from between two feeding conveying rollers B100, first conveyer belt mechanism B11 is connected with the first lift power supply transmission of the first conveyer belt mechanism B11 oscilaltion of drive. After the cartons enter the feeding transverse conveying mechanism B10, the first lifting power source drives the first conveyor belt mechanism B11 to ascend, so that the first conveyor belt B110 holds the cartons, meanwhile, the cartons are conveyed by the first conveyor belt B110 to the position above the transition transverse conveying mechanism B12, then the first lifting power source drives the first conveyor belt mechanism B11 to descend, so that the cartons are arranged on the transition conveying rollers B120 of the transition transverse conveying mechanism B12, and the transition transverse conveying mechanism B12 conveys the cartons forwards through the transition conveying rollers B120.
The transition transverse conveying mechanism B12 is in conveying connection with the discharging longitudinal conveying mechanism B14, namely cartons on the transition transverse conveying mechanism B12 can be conveyed to the discharging longitudinal conveying mechanism B14. The cartons are also transferred from the transition cross conveyor B12 to the outfeed longitudinal conveyor B14 in much the same manner as the cartons are transferred from the infeed cross conveyor B10 to the transition cross conveyor B12 and will not be described again here.
Also based on same reason, the transition transverse conveying mechanism B12 realizes the conveying connection with the ejection of compact longitudinal conveying mechanism B14 through a second conveyer belt mechanism B13, the second conveyer belt mechanism B13 includes a second conveyer belt B130, the transition transverse conveying mechanism B12 includes a plurality of transition conveyer rollers B120, the second conveyer belt B130 is located between two transition conveyer rollers B120, the second conveyer belt mechanism B13 is connected with the second lifting power source transmission that drives the second conveyer belt mechanism B13 to go up and down. When the cartons enter the tail end of the transition transverse conveying mechanism B12, the second lifting power source drives the second conveyor belt mechanism B13 to ascend, so that the second conveyor belt B130 supports the cartons, meanwhile, the second conveyor belt B130 conveys the cartons to the front end of the discharging longitudinal conveying mechanism B14, then the second lifting power source drives the second conveyor belt mechanism B13 to descend, so that the cartons are placed on the discharging longitudinal conveying mechanism B14, and the discharging longitudinal conveying mechanism B14 conveys the cartons longitudinally.
As shown in fig. 6, the carton conveying device A1 of the unpacking and sealing machine a includes two left and right synchronous conveying units a11, a space for accommodating cartons C is formed between the two left and right synchronous conveying units a11, a supporting bottom plate a12 is disposed between the two left and right synchronous conveying units a11, each synchronous conveying unit a11 includes a conveying belt mechanism a110, as shown in fig. 7, the conveying belt mechanism a110 includes a conveying belt a1100, and a plurality of box pushing blocks a1101 are equally divided along the belt length direction on the conveying belt a 1100.
The conveying principle is as follows: as shown in fig. 6, when the cartons C enter between the left and right simultaneous conveyors a11, the supporting bottom plate a12 supports the cartons C from the bottom, and the conveyor a1100 of the left and right simultaneous conveyors a11 rotates in synchronization, and the pusher blocks a1101 on the conveyor a1100 advance the cartons C from the back of the cartons C. The conveying mode is reasonable in structure, the box pushing block A1101 can provide stable pushing force for the carton C, and the position of the carton can be known by an equipment control system through calculation of the position of the box pushing block A1101, so that the cover closing mechanism for closing the cover of the carton can be controlled to accurately act under the condition that a sensor is not needed, the equipment structure is greatly simplified, the manufacturing cost is reduced, and the position of the sensor does not need to be adjusted even if the specification of the carton changes.
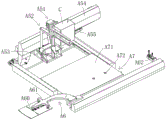
As shown in fig. 8, the opening and sealing machine a includes a carton conveying device a2, and a self-feeding carton conveying and aligning device A3 is provided between the carton conveying device a2 and the carton conveying device a1 in the same conveying direction as the carton conveying device a2 and the carton conveying device a 1. As shown in fig. 8, the automatic carton conveying and arranging device A3 comprises a carton pushing mechanism a32, a sorting platform a33 and a carton controlling mechanism a 34; the arranging platform A33 is positioned at one side of the paper box conveying device A2; the box pushing mechanism A32 comprises a pushing plate A320 and a pushing plate power source A322 for driving the pushing plate A320 to push the paper boxes D on the paper box conveying device A2 to the collating platform A33. The bundled cartons D are transported by the carton transport device a2 to the front, and when a certain amount of cartons are accumulated, the pusher board power source a322 drives the pusher board a320 to move, and the pusher board a320 pushes a row of cartons from the carton transport device a2 to the collating platform a 33. By pushing for many times, a plurality of rows of paper boxes are arranged on the arranging platform A33, and finally, the manipulator grabs the plurality of rows of paper boxes D at one time and puts the paper boxes into the paper boxes.
Since the carton conveying device a2 performs uninterrupted conveyance, the adjacent cartons in front and rear are closely adjacent to each other, and if the front row of cartons is pushed out directly, the last carton generates resistance with the adjacent cartons, thereby causing abnormal separation. Therefore, in order to push out the front row of cartons smoothly, a carton control mechanism A34 is arranged in the middle of the carton conveying device A2, the carton control mechanism A34 comprises a left material control plate A340 and a right material control plate A341 for clamping the cartons D, a carton limiting mechanism A35 is arranged above the front end of the carton conveying device A2, and the carton limiting mechanism A35 comprises a front baffle A350 and a front baffle power source A351 for driving the front baffle A350 to move back and forth. In operation, the carton conveying device a2 continuously conveys the cartons D bundled in a row, so that the carton at the forefront end touches the front baffle a350, then the middle carton is clamped by the left control plate a340 and the right control plate a341 of the carton control mechanism a34, so that even if the carton conveying device a2 is still conveying, the clamped carton and all the cartons behind do not move forward, then the front baffle power source a351 of the carton limiting mechanism a35 drives the front baffle a350 to move backward, so that the carton in the previous row continues to move forward for a certain distance under the conveying of the carton conveying device a2, so that the carton in the previous row is separated from the clamped carton by a certain distance, and then the pushing plate a322 of the carton pushing mechanism a32 drives the pushing plate a320 to move, so as to push the separated carton in a row to the arranging platform a 33. Reciprocating like this, just can push away the multirow carton smoothly to arrangement platform A33 on, once only snatch the vanning with the multirow carton by the manipulator at last.
The case unpacking and sealing machine a includes a carton magazine a4, as shown in fig. 9, and the carton magazine a4 is used to store flat cartons C. A stack of flat cartons C is placed in the magazine and is sucked off one by the robot. As shown in fig. 9, the carton magazine A4 includes a magazine frame a41, a magazine frame a41 is provided with a discharge frame a42 capable of moving forward and backward, as shown in fig. 10, the discharge frame a42 is provided with two opposite support plate assemblies a44, each support plate assembly a44 includes a support plate a440 and a support plate rotating shaft a442, wherein the support plate rotating shaft a442 is rotatably provided on the discharge frame a42, the support plate a440 is connected to the support plate rotating shaft a442, the support plate rotating shaft a442 is connected to a connecting member a441, the connecting member a441 is connected to one end of a tension spring a443, and the other end of the tension spring a443 is connected to the discharge frame a42, and the tension spring a443 drives the support plate a440 to turn to the inside; and a discharging platform A45 is arranged below the discharging frame A42, and the discharging platform A45 is in transmission connection with a discharging power source for driving the discharging platform A45 to lift up and down.
When the carton needs to be placed, the carton C is placed on the drop frame A42, as shown in FIG. 10, since the tension spring A443 pulls the supporting plate A440 to turn to the inside, the carton C is placed on the supporting plates A440 at both sides, and at the same time, the tension spring A443 pulls the supporting plate A440, preventing the supporting plate A440 from rotating outward by the weight of the carton. When the carton on the emptying platform A45 is used up, the supporting plate rotating shaft A442 is rotated to enable the supporting plate A440 to turn to the outer side, and then the carton C falls on the emptying platform A45 below. The emptying platform A45 is driven by the emptying power source to lift up and down, when the manipulator sucks away one carton, the emptying platform A45 rises by the height of the thickness of one carton, so that the sucking point of the manipulator is unchanged, and the cartons are sucked away one by one. Through the structure, an operator only needs to pull out the emptying frame A42 and then push the carton in the carton after putting the carton on the emptying platform A45, when the carton on the emptying platform A45 is used up, the supporting plate rotating shaft A442 is controlled to rotate, and the carton falls to the ground on the emptying platform A45, so that the operation is very safe and very convenient.
In order to buffer more cartons C, a carton buffer mechanism a43 is arranged between the emptying frame a42 and the emptying platform a45, as shown in fig. 9, the carton buffer mechanism a43 includes a front side baffle a430 and a rear side baffle a430, and buffer board assemblies are mounted on the two side baffles a430, as shown in fig. 11, each buffer board assembly includes a buffer board a431, a buffer board rotating shaft a432 and a buffer board power source a433 for driving the buffer board rotating shaft a432 to rotate, the buffer board a431 is connected to the buffer board rotating shaft a432, and the buffer board a431 has a first state entering between the left and right side baffles a430 and a second state coming out from between the left and right side baffles a430 by driving of the buffer board power source a433, and the front and rear buffer boards a431 are arranged oppositely. If a carton is left on the emptying platform A45, the carton put on the emptying frame A42 firstly falls to the carton caching mechanism A43, namely the carton falls to the left and right caching plates A431 for caching, when no carton exists on the emptying platform A45, the caching plate power source A433 drives the caching plates A431 to rotate, and therefore the carton C falls to the emptying platform A45 below. Certainly, the carton on carton buffer mechanism A43 is transferred and can be controlled by the manual work, also can control buffer board power supply A433 action after the sensor response. It should be noted that the carton buffer mechanism a43 can be arranged in multiple layers, that is, a plurality of buffer board assemblies are arranged on the side baffle a430 along the up-down direction, so that the height of the carton buffer mechanism a43 can be set higher, and more cartons can be buffered. As shown, the carton caching mechanism a43 is provided in two tiers.
As shown in fig. 12, the opening and sealing machine a includes a carton opening device a5, and a carton opening device a5 is used to open and feed the cartons C into a carton conveyor a 1. The carton opening device A5 comprises a carrying mechanism A51 and a side box supporting mechanism A52, wherein the side box supporting mechanism A52 is positioned at one side of the carrying mechanism A51, the carrying mechanism A51 is used for lifting the flat carton C, and the side box supporting mechanism A52 is used for supporting the carton from the side, so that the carton can be opened to form a three-dimensional structure to be closed.
As shown in fig. 12 and 13, the carrying case mechanism a51 includes a vacuum suction cup a511, a carrying case arm a510, and a carrying case power source a512 for driving the carrying case arm a510 to rotate up and down around a rotation point, and the vacuum suction cup a511 is mounted on the carrying case arm a 510. The lifting box power source A512 drives the lifting box arm A510 to rotate around the rotating point, the vacuum chuck A511 on the lifting box arm A510 can suck the flat carton, and the carton can be gradually unfolded under the action of gravity.
During the lifting process of the carton, a force must be applied to the side of the carton at the same time, so that the carton is completely lifted to form a three-dimensional shape. Therefore, a side box supporting mechanism A52 is arranged on one side of the box lifting mechanism A51. As shown in fig. 12 and 13, the side brace mechanism a52 includes a side brace a521, a pillar a520, and a side brace power source a522 for driving the pillar a520 to rotate left and right about a rotation point, and the side brace a521 is connected to the pillar a 520. The upright post A520 rotates left and right around the rotation point under the driving of the side supporting box power source A522, so that the side supporting plate A521 on the upright post A520 acts on the side surface of the carton, when the carton is lifted, the side supporting plate A521 provides a supporting force for the carton from the side surface, and thus when the carton C is completely lifted, the carton C can form a three-dimensional structure.
After the carton C formed three-dimensional, the next station needed to be sent into, for this reason, as shown in fig. 12, the utility model discloses still install suitcase mechanism A51 and side prop case mechanism A52 on sending case slide A53, send case slide A53 to slide and set up on the frame, and send case slide A53 and the gliding case power supply A54 transmission of drive case slide A53 to be connected. The carton feeding slide a53 is moved by the driving of the carton feeding power source a54, and the carton feeding slide a53 carries the carton lifting mechanism a51 and moves together with the side carton supporting mechanism a52, so that the cartons C are fed into the carton conveying device a 1. Of course, it is also possible to additionally provide a suction nozzle mechanism for discharging the carton from the carton lifting mechanism a51 and allowing the suction nozzle mechanism to convey the carton to the carton conveying device a 1.
As shown in fig. 14, after the cartons C are conveyed by the carton conveyor a1, four flaps C1 of the cartons C are opened, and for this purpose, a carton flap opener A8 is further provided above the carton conveyor a 1. The four side covers A above the carton C are opened by the carton side cover opening device A8, and then the carton D is grabbed by the manipulator and put into the carton C. As shown in fig. 14, the carton side cover opening device A8 includes a fixing seat a80 and an opening rod a83 assembly, as shown in fig. 15, the opening rod a83 assembly includes an opening rod a83, a small link a86 and a roller a87, the opening rod a83 includes a connecting rod a830 and an action rod a831, the connecting rod a830 and the action rod a831 have an included angle, the connecting rod a830 of the opening rod a83 is rotatably mounted on the fixing seat a80, the connecting rod a830 of the opening rod a83 is connected to one end of the small link a86, the roller a87 is connected to the other end of the small link a86, the roller a87 is located in a long groove a89 of the lifting block a88, the lifting block a88 is in transmission connection with a side cover opening power source a82 driving the lifting block a88 to move up and down, and the side cover opening power source a82 is mounted on the fixing seat a 80.
The action principle is as follows: as shown in fig. 15, the side cover opening power source a82 drives the lifting block a88 to move up and down, the lifting block a88 drives the small connecting rod a86 to rotate through the roller a87, the small connecting rod a86 drives the opening rod a83 to rotate, because the opening rod a83 has the connecting rod portion a830 and the action rod portion a831, and the connecting rod portion a830 and the action rod portion a831 have an included angle, so that the connecting rod portion a830 of the opening rod a83 rotates, and the action rod portion a831 of the opening rod a83 can move up and down. When the action rod part A831 of the opening rod A83 moves downwards, the action rod part A831 of the opening rod A83 can open the carton side cover C1; when the lever portion a831 of the opening lever a83 moves upward, the lever portion a831 of the opening lever a83 no longer opens the carton flaps, so that the carton flaps C1 can close.
As shown in fig. 5, after the cartons are placed in the cartons C, the multi-layered cartons D are also required to be partitioned by partitions E. Therefore, the unpacking and sealing machine a comprises a partition buffer storage bin A9, as shown in fig. 16, the partition buffer storage bin A9 comprises a bin base a91, as shown in fig. 17, a left row and a right row of bin fence mechanisms are mounted on the bin base a91, each row of bin fence mechanism comprises a front bin fence assembly a92 and a rear bin fence assembly a92, each bin fence assembly a92 comprises a bin fence a920 and a dragging plate a921 mounted on the bin fence a920, as shown in fig. 17, a stack of partitions E enters the bin and then is placed on the four dragging plates a921 of the four bin fence assemblies a 92. In order to lift up the placed partition plate E gradually, as shown in fig. 18, the utility model discloses be equipped with partition plate lifting mechanism a93 between two feed bin fence a920 subassemblies before and after every row of material fence mechanism. As shown in fig. 18, the partition lifting mechanism a93 includes a timing belt a930 and two timing wheels, the timing belt a930 is wound around the timing wheels, a lifting piece a931 is disposed on the timing belt a930, and the timing wheels are in transmission connection with a lifting power source for driving the timing wheels to rotate. After the partition plate E is placed, the lifting power source drives the synchronous belt A930 to rotate, so that the lifting piece A931 positioned on the synchronous belt A930 lifts the partition plate E from the bottom, and when a manipulator takes one partition plate, the lifting piece A931 lifts the partition plate E to rise by the thickness of one partition plate, and the uppermost partition plate in the storage bin can be ensured to be always positioned at the manipulator suction position by the mode. The baffle buffer storage bin A9 of this kind of structure, because artifical blowing space design is in the feed bin lower part to when having effectively avoided the inside operation of case packer and manipulator to absorb the baffle, the personnel operation security difficult problem of production. Meanwhile, the problem of time waste caused by shutdown of the box filling machine due to the fact that the safety of operators must be guaranteed when the original partition plates are placed is solved. Therefore, the partition board cache bin A9 is configured, the production efficiency of the equipment can be obviously improved, and the linkage reliability of the front and rear equipment and the box filling machine is ensured.
Claims (10)
1. The utility model provides a full-automatic unpacking, sealing and stacking all-in-one machine, is including unpacking case sealer (A) and carton hacking machine (B), unpacking case sealer (A) is including carton conveyor (A1), its characterized in that: the carton stacker crane (B) comprises a stacking manipulator (B2) and a stacking conveying device (B1), the stacking conveying device (B1) is located in front of the stacking manipulator (B2), the stacking conveying device (B1) comprises a feeding transverse conveying mechanism (B10), the feeding end of the feeding transverse conveying mechanism (B10) is connected with the discharging end of the carton conveying device (A1), a transition transverse conveying mechanism (B12) is arranged on one side of the feeding transverse conveying mechanism (B10), the transition transverse conveying mechanism (B12) is connected with the feeding transverse conveying mechanism (B10) in a conveying mode, a discharging longitudinal conveying mechanism (B14) is arranged on one side of the transition transverse conveying mechanism (B12), the discharging longitudinal conveying mechanism (B14) is connected with the transition transverse conveying mechanism (B12) in a conveying mode, a first stacking space (B7) is formed between one side of the discharging longitudinal conveying mechanism (B14) and the feeding transverse conveying mechanism (B10), the other side of the longitudinal discharging conveying mechanism (B14) is provided with a second stacking space (B8), and the stacking manipulator (B2) can move cartons on the longitudinal discharging conveying mechanism (B14) to the first stacking space (B7) and the second stacking space (B8).
2. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the transition transverse conveying mechanism (B12) and the feeding transverse conveying mechanism (B10) are connected through a first conveying belt mechanism (B11), the first conveying belt mechanism (B11) comprises a first conveying belt (B110), the feeding transverse conveying mechanism (B10) comprises a plurality of feeding conveying rollers (B100), the transition transverse conveying mechanism (B12) comprises a plurality of transition conveying rollers (B120), the first conveying belt (B110) extends between two transition conveying rollers (B120) from two feeding conveying rollers (B100), and the first conveying belt mechanism (B11) is in transmission connection with a first lifting power source driving the first conveying belt mechanism (B11) to lift up and down.
3. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the transition transverse conveying mechanism (B12) and the vertical conveying mechanism (B14) of ejection of compact realize through second conveyer belt mechanism (B13) between carrying and link up, second conveyer belt mechanism (B13) is including second conveyer belt (B130), transition transverse conveying mechanism (B12) is including a plurality of transition conveying rollers (B120), second conveyer belt (B130) are located between two transition conveying rollers (B120), second conveyer belt mechanism (B13) is connected with the second lift power supply transmission of drive second conveyer belt mechanism (B13) oscilaltion.
4. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: carton conveyor (A1) is including controlling two synchronous conveyor units (A11), controls and forms the interval that holds the carton between two synchronous conveyor units (A11), control and be equipped with supporting baseplate (A12) between two synchronous conveyor units (A11), every synchronous conveyor unit (A11) is including two conveyer belt mechanisms (A110) from top to bottom, conveyer belt mechanism (A110) includes conveyer belt (A1100), it pushes away box piece (A1101) to be equipped with a plurality of along the long direction equipartition of area on conveyer belt (A1100).
5. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the opening and packaging box sealing machine (A) comprises a paper box conveying device (A2), the conveying direction of the paper box conveying device (A2) is the same as that of the paper box conveying device (A1), a paper box self-feeding conveying arrangement device (A3) is arranged between the paper box conveying device (A2) and the paper box conveying device (A1), the paper box self-feeding conveying arrangement device (A3) comprises a box pushing mechanism (A32), a sorting platform (A33) and a paper box material control mechanism (A34), the paper box material control mechanism (A34) comprises a left material control plate (A340) and a right material control plate (A341) which are used for clamping paper boxes, a paper box limiting mechanism (A35) is arranged above the front end of the paper box conveying device (A2), the paper box limiting mechanism (A35) comprises a front baffle (A350) and a front baffle power source (A351) which drives the front baffle (A350) to move back and forth, and back, and forth, and back of the sorting platform (A33) is located on one side of the paper box conveying device (A2), the box pushing mechanism (A32) comprises a material pushing plate (A320) and a material pushing plate power source (A322) for driving the material pushing plate (A320) to push the paper boxes on the paper box conveying device (A2) to the arranging platform (A33).
6. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the unpacking and sealing machine (A) comprises a carton bin (A4), the carton bin (A4) comprises a bin rack (A41), a discharging frame (A42) capable of moving back and forth is mounted on the bin rack (A41), two opposite supporting plate assemblies (A44) are mounted on the discharging frame (A42), each supporting plate assembly (A44) comprises a supporting plate (A440) and a supporting plate rotating shaft (A442), each supporting plate rotating shaft (A442) is rotatably mounted on the discharging frame (A42), the supporting plate (A440) is connected to the supporting plate rotating shaft (A442), a connecting piece (A441) is connected to the supporting plate rotating shaft (A442), one end of the connecting piece (A441) is connected to one end of a tension spring (A443), the other end of the tension spring (A443) is connected to the discharging frame (A42), the tension spring (A443) drives the supporting plate (A440) to turn to the inner side, and a discharging platform (A45) is arranged below the discharging frame (A42), the discharging platform (A45) is in transmission connection with a discharging power source for driving the discharging platform (A45) to lift up and down.
7. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 6, wherein: be equipped with carton buffer memory mechanism (A43) between blowing frame (A42) and blowing platform (A45), carton buffer memory mechanism (A43) all installs the buffer memory board subassembly including two side shelves (A430) around including, on two side shelves (A430), buffer memory board subassembly including buffer memory board (A431), buffer memory board pivot (A432) and drive buffer memory board pivot (A432) pivoted buffer memory board power supply (A433), buffer memory board (A431) are connected on buffer memory board pivot (A432), buffer memory board (A431) have get into about between two side shelves (A430) the first state and from about between two side shelves (A430) the second state that comes out, two buffer memory board (A431) set up relatively around, and.
8. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the opening and packaging box sealing machine (A) comprises a carton opening device (A5), the carton opening device (A5) comprises a box lifting mechanism (A51) and a side box supporting mechanism (A52), the side box supporting mechanism (A52) is located on one side of the box lifting mechanism (A51), the box lifting mechanism (A51) comprises a vacuum chuck (A511), a box lifting arm (A510) and a box lifting power source (A512) for driving the box lifting arm (A510) to rotate up and down around a rotating point, the vacuum chuck (A511) is installed on the box lifting arm (A510), the side box supporting mechanism (A52) comprises a side supporting plate (A521), a stand column (A520) and a side box supporting power source (A522) for driving the stand column (A520) to rotate left and right around the rotating point, and the side supporting plate (A521) is connected to the stand column (A520); suitcase mechanism (A51) and side prop case mechanism (A52) and install on sending case slide (A53), send case slide (A53) to slide and set up on the frame, send case slide (A53) and drive to send the gliding case power supply (A54) transmission of case slide (A53) to be connected.
9. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: the carton conveying device (A1) is provided with a carton side cover opening device (A8) above, the carton side cover opening device (A8) comprises a fixing seat (A80) and an opening rod assembly, the opening rod assembly comprises an opening rod (A83), a small connecting rod (A86) and a roller (A87), the opening rod (A83) is provided with a connecting rod part (A830) and an action rod part (A831), the connecting rod part (A830) and the action rod part (A831) have an included angle, the connecting rod part (A830) of the opening rod (A83) is rotatably arranged on the fixing seat (A80), the connecting rod part (A830) of the opening rod (A83) is connected at one end of the small connecting rod (A86), the roller (A87) is connected at the other end of the small connecting rod (A86), the roller (A87) is located in a long groove (A89) of a lifting block (A88), and the lifting block (A88) is connected with a lifting and a driving power source (82) which drives the lifting block (A88) to move up and down, the side cover opening power source (A82) is arranged on the fixed seat (A80).
10. The full-automatic unpacking, packing and stacking all-in-one machine as claimed in claim 1, wherein: one side of carton conveyor (A1) is equipped with baffle buffering feed bin (A9), baffle buffering feed bin (A9) is including feed bin frame (A91), install two rows of feed bin fence mechanisms about on feed bin frame (A91), every row expects that the storehouse fence mechanism is including two feed bin fence subassemblies (A92) around, every feed bin fence subassembly (A92) is including feed bin fence (A920) and install towing plate (A921) on feed bin fence (A920), be equipped with baffle lifting mechanism (A93) between two feed bin fence subassemblies (A92) around every row expects the storehouse fence mechanism, baffle lifting mechanism (A93) is including hold-in range (A930) and two synchronizing wheels, hold-in range (A930) is around on the synchronizing wheel, be equipped with lifting piece (A931) on hold-in range (A930), the synchronizing wheel is connected with drive synchronizing wheel pivoted lifting power supply transmission.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022476248.9U CN213864422U (en) | 2020-10-31 | 2020-10-31 | Full-automatic unpacking, packing and stacking all-in-one machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022476248.9U CN213864422U (en) | 2020-10-31 | 2020-10-31 | Full-automatic unpacking, packing and stacking all-in-one machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213864422U true CN213864422U (en) | 2021-08-03 |
Family
ID=77051640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022476248.9U Active CN213864422U (en) | 2020-10-31 | 2020-10-31 | Full-automatic unpacking, packing and stacking all-in-one machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213864422U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112193849A (en) * | 2020-10-31 | 2021-01-08 | 浙江希望机械有限公司 | Full-automatic unpacking, packing and stacking all-in-one machine |
-
2020
- 2020-10-31 CN CN202022476248.9U patent/CN213864422U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112193849A (en) * | 2020-10-31 | 2021-01-08 | 浙江希望机械有限公司 | Full-automatic unpacking, packing and stacking all-in-one machine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112193849A (en) | Full-automatic unpacking, packing and stacking all-in-one machine | |
| EP1939090B1 (en) | Machine for packaging articles into box-like containers | |
| CN101336200B (en) | Automatic carton magazine loading system | |
| US9586705B2 (en) | Coordinated soft-touch case packer | |
| CN110697111B (en) | Automatic glass bottle loading, supporting and boxing equipment and method | |
| CN110482239B (en) | Stacking system and stacking method | |
| CN104609198B (en) | Transferring, shifting and collecting system for goods | |
| CN109159968B (en) | Multi-row automatic arrangement production line | |
| JPH1170917A (en) | Filling mechanism for article filled into cardboard box by robot | |
| EP4039602B1 (en) | Fully automated unpacking, sealing, and palletizing all-in-one machine | |
| CN213864422U (en) | Full-automatic unpacking, packing and stacking all-in-one machine | |
| JP2015020777A (en) | Boxing device | |
| CN110775650A (en) | Automatic unstacking system for bagged material bags | |
| CN110697140A (en) | Automatic bag folding machine for bagged objects | |
| CN109878785A (en) | Automatic wrapping Input System | |
| CN210913063U (en) | Bag transfer device and machine head of automatic bag folding machine for bagged objects | |
| JPH0958814A (en) | Layer unit transfer device | |
| JPH05330528A (en) | Automatic uncasing, content taking-out, and folding device for case | |
| KR102540354B1 (en) | Pallettizer system | |
| CN110697139A (en) | Bag transfer device and machine head of automatic bag folding machine for bagged objects | |
| CA2677446A1 (en) | Apparatus for and method of packaging stackable objects, in particular printed products | |
| CN112896633B (en) | Cigarette distribution order multi-specification carton boxing method and system | |
| JPH07237601A (en) | Long-object case packer | |
| CN209506277U (en) | A kind of automatic packing apparatus of display panel | |
| EP1584561B1 (en) | Packaging apparatus provided with a plurality of packaging lanes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |