CN210172247U - 焊管机组的辊压装置 - Google Patents
焊管机组的辊压装置 Download PDFInfo
- Publication number
- CN210172247U CN210172247U CN201920969424.7U CN201920969424U CN210172247U CN 210172247 U CN210172247 U CN 210172247U CN 201920969424 U CN201920969424 U CN 201920969424U CN 210172247 U CN210172247 U CN 210172247U
- Authority
- CN
- China
- Prior art keywords
- roller
- upper roller
- roll
- screw rod
- welded pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型涉及一种焊管机组的辊压装置,左、右轧辊固定在左、右轧辊轴的上端,左、右轧辊轴的下端通过轴承支撑在左、右轧辊座中,焊管的顶部压有上轧辊,上轧辊与左、右轧辊共同合围成辊压通道;上轧辊通过轴承支撑在上轧辊轴的中部,上轧辊轴的轴线水平且垂直于左、右轧辊轴及焊管的轴线,上轧辊轴的左右两端分别固定在上轧辊支架上;两上轧辊支架的后侧分别支撑在Z向导轨上,两上轧辊支架的顶部通过上轧辊水平连接板相互连接,上轧辊水平连接板的中部旋接有向上延伸的上轧辊调节螺杆,上轧辊调节螺杆的上部旋接在上轧辊调节螺母中,上轧辊调节螺母通过轴承支撑在机架顶板上。该装置可以提高直缝钢管拼接缝处的圆整度,提高焊接质量。
Description
技术领域
本实用新型涉及一种焊管机组,特别涉及一种焊管机组的辊压装置,属于焊管制造辅助设备技术领域。
背景技术
直缝高频焊接钢管由钢带卷曲焊接而成,钢带的宽度等于钢管的周长,先将钢带置于开卷机上退绕开卷,然后将钢带冷轧卷曲成圆形,再通过高频感应加热将管缝焊合,得到焊接钢管,经定径轧辊整形定径后,轧制成各种规格的圆管,焊接后的钢管可以根据需要切割成需要的长度。
在将钢带冷轧卷曲成圆形过程中,需要交替经过多道平辊装置和立辊装置的轧制。其中平辊装置包括由传动轴分别驱动的上轧辊和下轧辊,上轧辊和下轧辊的轴线水平且相互平行,上、下轧辊的中部安装有相互配对的上、下模,上轧辊和下轧辊的左右两端分别支撑在上、下轧辊轴承座中,下轧辊两端的下轧辊轴承座分别固定安装在轧辊龙门架的底部,上轧辊两端的上轧辊轴承座分别位于轧辊龙门架的上部,钢管从上模与下模合围而成的轧制圆孔中穿过时,受到整形。
同理立辊装置包括前轧辊和后轧辊,前、后轧辊的中部安装有相互配对的前、后模,钢管从前模与后模合围而成的轧制圆孔中穿过时,受到另一个方向的整形。钢管在前进过程中,交替受到多道上下模及前后模的轧制整形,圆整度越来越高。
钢管冷轧整形后需要由辊压装置将钢管保持在圆整状态,焊缝两侧保持平整且对齐的状态下进行高频焊接。传统的辊压装置由左右两轧辊组成,左右两轧辊合围出圆形通道供钢管通过,由于左右轧辊的拼合处存在缝隙,且缝隙位于上下位置,而钢管的焊缝也位于顶部,即焊缝正好位于不受限的轧辊缝隙处,焊缝两侧容易向上翘起,使得焊接时焊缝处的圆整度受到影响。
实用新型内容
本实用新型的目的在于,克服现有技术中存在的问题,提供一种焊管机组的辊压装置,可以提高直缝钢管拼接缝处的圆整度,提高焊接质量。
为解决以上技术问题,本实用新型的一种焊管机组的辊压装置,包括夹持在焊管左右两侧的左轧辊和右轧辊,所述左轧辊固定在左轧辊轴的上端,所述右轧辊固定在右轧辊轴的上端,所述左轧辊轴与右轧辊轴的轴线竖直且相互平行,所述左轧辊轴的下端通过轴承支撑在左轧辊座中;所述右轧辊轴的下端通过轴承支撑在右轧辊座中,焊管的顶部压有上轧辊,所述上轧辊与左轧辊及右轧辊共同合围成焊管前进的圆形通道;所述上轧辊通过轴承支撑在上轧辊轴的中部,所述上轧辊轴的轴线水平且垂直于左、右轧辊轴及焊管的轴线,所述上轧辊轴的左右两端分别固定在上轧辊支架上;两上轧辊支架的后侧分别支撑在Z向导轨上,所述Z向导轨分别固定在机架竖板上,两上轧辊支架的顶部通过上轧辊水平连接板相互连接,所述上轧辊水平连接板的中部旋接有向上延伸的上轧辊调节螺杆,所述上轧辊调节螺杆的上部旋接在上轧辊调节螺母中,所述上轧辊调节螺母通过轴承支撑在机架顶板上。
相对于现有技术,本实用新型取得了以下有益效果:左右轧辊拼合出轧制圆孔的大半个圆周,顶部留出的一小段圆弧由上轧辊的弧形拼合完整;由于焊管的焊缝位于顶部,即上轧辊的圆弧压在焊管的焊缝上,可以提高焊缝处的圆整度,提高焊管的成型精度及焊接质量。焊管沿轧制圆孔一边前进一边完成焊接,上轧辊绕上轧辊轴旋转,左轧辊绕左轧辊轴旋转,右轧辊绕右轧辊轴旋转,对焊管进行全圆周辊压整形。上轧辊调节螺杆在上轧辊调节螺母中转动,上轧辊调节螺杆的下端头可以牵引上轧辊水平连接板升降,上轧辊水平连接板带动上轧辊支架沿Z向导轨升降,从而调整上轧辊轴的高度,使上轧辊的辊压位置更加精准,提高焊管的成型精度。
作为本实用新型的改进,所述左轧辊座及右轧辊座的前后两侧分别支撑在X向导轨上,所述X向导轨固定在机架上,所述左轧辊座及右轧辊座的前侧分别设有沿X向延伸的轧辊座通孔,所述轧辊座通孔中设有X向调节螺杆,所述X向调节螺杆上设有左旋螺纹段和右旋螺纹段,所述左旋螺纹段上旋接有左旋螺母,所述左旋螺母固定在左轧辊座上;所述右旋螺纹段上旋接有右旋螺母,所述右旋螺母固定在右轧辊座上;所述X向调节螺杆的一端可转动地支撑在X向调节套中且外端头从X向调节套中伸出,X向调节螺杆的外端头设有方榫,所述X向调节套的外周设有螺纹且旋接有锁紧螺母,所述锁紧螺母压紧在机架上。通过方榫转动X向调节螺杆时,由于X向调节螺杆在X向调节套中转动,但轴向位置保持不变,因此X向调节螺杆上的正反牙螺纹驱动与之配合的左旋螺母和右旋螺母相互靠近和相互分离,左旋螺母与右旋螺母分别带动左轧辊座与右轧辊座沿X向导轨平移,实现相互靠近或相互分离,左轧辊轴跟随左轧辊座,右轧辊轴跟随右轧辊座也在X向相互靠近或相互分离,由此实现了左轧辊与右轧辊中心距的改变,使辊压通道更加精准。
附图说明
下面结合附图和具体实施方式对本实用新型作进一步详细的说明,附图仅提供参考与说明用,非用以限制本实用新型。
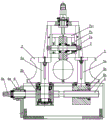
图1为本实用新型焊管机组的辊压装置的主视图。
图2为图1的左视图。
图中:1.机架;1a.机架竖板;1b.机架顶板;2.左轧辊;2a.左轧辊轴;2b.左轧辊座;3.右轧辊;3a.右轧辊轴;3b.右轧辊座;4.X向导轨;5.X向调节螺杆;5a.方榫;5b.右旋螺母;6.X向调节套;6a.锁紧螺母;7.上轧辊;7a.上轧辊轴;7b.上轧辊支架;7b1.轧辊水平连接板;8.Z向导轨;9.上轧辊调节螺杆;9a.上轧辊调节螺母。
具体实施方式
如图1、图2所示,本实用新型焊管机组的辊压装置包括夹持在焊管左右两侧的左轧辊2和右轧辊3,左轧辊2固定在左轧辊轴2a的上端,右轧辊3固定在右轧辊轴3a的上端,左轧辊轴2a与右轧辊轴3a的轴线竖直且相互平行,左轧辊轴2a的下端通过轴承支撑在左轧辊座2b中;右轧辊轴3a的下端通过轴承支撑在右轧辊座3b中,焊管的顶部压有上轧辊7,上轧辊7与左轧辊2及右轧辊3共同合围成焊管前进的圆形通道;上轧辊7通过轴承支撑在上轧辊轴7a的中部,上轧辊轴7a的轴线水平且垂直于左、右轧辊轴3a及焊管的轴线,上轧辊轴7a的左右两端分别固定在上轧辊支架7b上。
左轧辊2与右轧辊3拼合出轧制圆孔的大半个圆周,顶部留出的一小段圆弧由上轧辊7的弧形拼合完整;由于焊管的焊缝位于顶部,即上轧辊7的圆弧压在焊管的焊缝上,可以提高焊缝处的圆整度,提高焊管质量。焊管沿轧制圆孔一边前进一边完成焊接,上轧辊7绕上轧辊轴7a旋转,左轧辊2绕左轧辊轴2a旋转,右轧辊3绕右轧辊轴3a旋转,对焊管进行全圆周辊压整形。
两上轧辊支架7b的后侧分别支撑在Z向导轨8上,Z向导轨8分别固定在机架竖板1a上,两上轧辊支架7b的顶部通过上轧辊水平连接板7b1相互连接,上轧辊水平连接板7b1的中部旋接有向上延伸的上轧辊调节螺杆9,上轧辊调节螺杆9的上部旋接在上轧辊调节螺母9a中,上轧辊调节螺母9a通过轴承支撑在机架顶板1b上。
上轧辊调节螺杆9在上轧辊调节螺母9a中转动,上轧辊调节螺杆9的下端头可以牵引上轧辊水平连接板7b1升降,上轧辊水平连接板7b1带动上轧辊支架7b沿Z向导轨8升降,从而调整上轧辊轴7a的高度,使上轧辊7的辊压位置更加精准。
左轧辊座2b及右轧辊座3b的前后两侧分别支撑在X向导轨4上,X向导轨4固定在机架1上,左轧辊座2b及右轧辊座3b的前侧分别设有沿X向延伸的轧辊座通孔,轧辊座通孔中设有X向调节螺杆5,X向调节螺杆5上设有左旋螺纹段和右旋螺纹段,左旋螺纹段上旋接有左旋螺母,左旋螺母固定在左轧辊座2b上;右旋螺纹段上旋接有右旋螺母5b,右旋螺母5b固定在右轧辊座3b上;X向调节螺杆5的一端可转动地支撑在X向调节套6中且外端头从X向调节套6中伸出,X向调节螺杆5的外端头设有方榫5a,X向调节套6的外周设有螺纹且旋接有锁紧螺母6a,锁紧螺母6a压紧在机架1上。
通过方榫5a转动X向调节螺杆5时,由于X向调节螺杆5在X向调节套6中转动,但轴向位置保持不变,因此X向调节螺杆5上的正反牙螺纹驱动与之配合的左旋螺母和右旋螺母5b相互靠近和相互分离,左旋螺母与右旋螺母5b分别带动左轧辊座2b与右轧辊座3b沿X向导轨4平移,实现相互靠近或相互分离,左轧辊轴2a跟随左轧辊座2b,右轧辊轴3a跟随右轧辊座3b也在X向相互靠近或相互分离,由此实现了左轧辊2与右轧辊3中心距的改变,使辊压通道更加精准。
以上所述仅为本实用新型之较佳可行实施例而已,非因此局限本实用新型的专利保护范围。除上述实施例外,本实用新型还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围内。本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述。
Claims (2)
1.一种焊管机组的辊压装置,包括夹持在焊管左右两侧的左轧辊和右轧辊,所述左轧辊固定在左轧辊轴的上端,所述右轧辊固定在右轧辊轴的上端,所述左轧辊轴与右轧辊轴的轴线竖直且相互平行,所述左轧辊轴的下端通过轴承支撑在左轧辊座中;所述右轧辊轴的下端通过轴承支撑在右轧辊座中,其特征在于:焊管的顶部压有上轧辊,所述上轧辊与左轧辊及右轧辊共同合围成焊管前进的圆形通道;所述上轧辊通过轴承支撑在上轧辊轴的中部,所述上轧辊轴的轴线水平且垂直于左、右轧辊轴及焊管的轴线,所述上轧辊轴的左右两端分别固定在上轧辊支架上;两上轧辊支架的后侧分别支撑在Z向导轨上,所述Z向导轨分别固定在机架竖板上,两上轧辊支架的顶部通过上轧辊水平连接板相互连接,所述上轧辊水平连接板的中部旋接有向上延伸的上轧辊调节螺杆,所述上轧辊调节螺杆的上部旋接在上轧辊调节螺母中,所述上轧辊调节螺母通过轴承支撑在机架顶板上。
2.根据权利要求1所述的焊管机组的辊压装置,其特征在于:所述左轧辊座及右轧辊座的前后两侧分别支撑在X向导轨上,所述X向导轨固定在机架上,所述左轧辊座及右轧辊座的前侧分别设有沿X向延伸的轧辊座通孔,所述轧辊座通孔中设有X向调节螺杆,所述X向调节螺杆上设有左旋螺纹段和右旋螺纹段,所述左旋螺纹段上旋接有左旋螺母,所述左旋螺母固定在左轧辊座上;所述右旋螺纹段上旋接有右旋螺母,所述右旋螺母固定在右轧辊座上;所述X向调节螺杆的一端可转动地支撑在X向调节套中且外端头从X向调节套中伸出,X向调节螺杆的外端头设有方榫,所述X向调节套的外周设有螺纹且旋接有锁紧螺母,所述锁紧螺母压紧在机架上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920969424.7U CN210172247U (zh) | 2019-06-26 | 2019-06-26 | 焊管机组的辊压装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920969424.7U CN210172247U (zh) | 2019-06-26 | 2019-06-26 | 焊管机组的辊压装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210172247U true CN210172247U (zh) | 2020-03-24 |
Family
ID=69838978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920969424.7U Active CN210172247U (zh) | 2019-06-26 | 2019-06-26 | 焊管机组的辊压装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210172247U (zh) |
-
2019
- 2019-06-26 CN CN201920969424.7U patent/CN210172247U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111375941B (zh) | 一种纳米薄壁管件自动焊接装置 | |
| CN105458727A (zh) | 多规格方管滚压成形生产线 | |
| US20100180654A1 (en) | Cold roll forming apparatus | |
| CN201511056U (zh) | 薄壁螺旋管生产装置 | |
| CN107583953A (zh) | 冷弯轧制角钢生产线 | |
| CN107234440A (zh) | 直径和壁厚可调的螺纹管桩生产线 | |
| CN104384192A (zh) | 拉管机和无缝管轧制方法 | |
| CN210878385U (zh) | 一种用于钢管焊缝口压合处理装置 | |
| CN210172247U (zh) | 焊管机组的辊压装置 | |
| CN205342455U (zh) | 多规格方管滚压成形生产线 | |
| CN109772950B (zh) | 一种具有公用辊的金属焊管成型装置及其操作方法 | |
| CN218693098U (zh) | 一种药芯焊丝的直线进给成型装置 | |
| CN209648097U (zh) | 一种制管机 | |
| CN210647813U (zh) | 一种方矩管焊管机组不换辊导缝辊装置 | |
| CN212552684U (zh) | 螺旋焊管生产线 | |
| US3468150A (en) | Cluster roll assembly for tube mills | |
| CN204294627U (zh) | 拉管机 | |
| CN210080399U (zh) | 一种钣金卷圆管焊前整形装置 | |
| CN211361332U (zh) | 一种用于管材加工的激光焊管生产线 | |
| CN114192641A (zh) | 凸型导轨的辊压焊接成型方法及用于该方法的二次整形辊组件 | |
| CN219026619U (zh) | 钢管压型装置 | |
| CN206764301U (zh) | 高频直缝搭接焊管机的焊接装置 | |
| CN114683053A (zh) | 一种轻钢型材滚冲成型生产线 | |
| CN116141024B (zh) | 一种中直缝埋弧焊管生产设备及工艺 | |
| CN221675320U (zh) | 管材成型用轧机及管材生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |